
Estimating the Uncertainty of Measurements for Various Methods and 3D Printed Parts

 ,
,  , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. FDM/FFF Technology
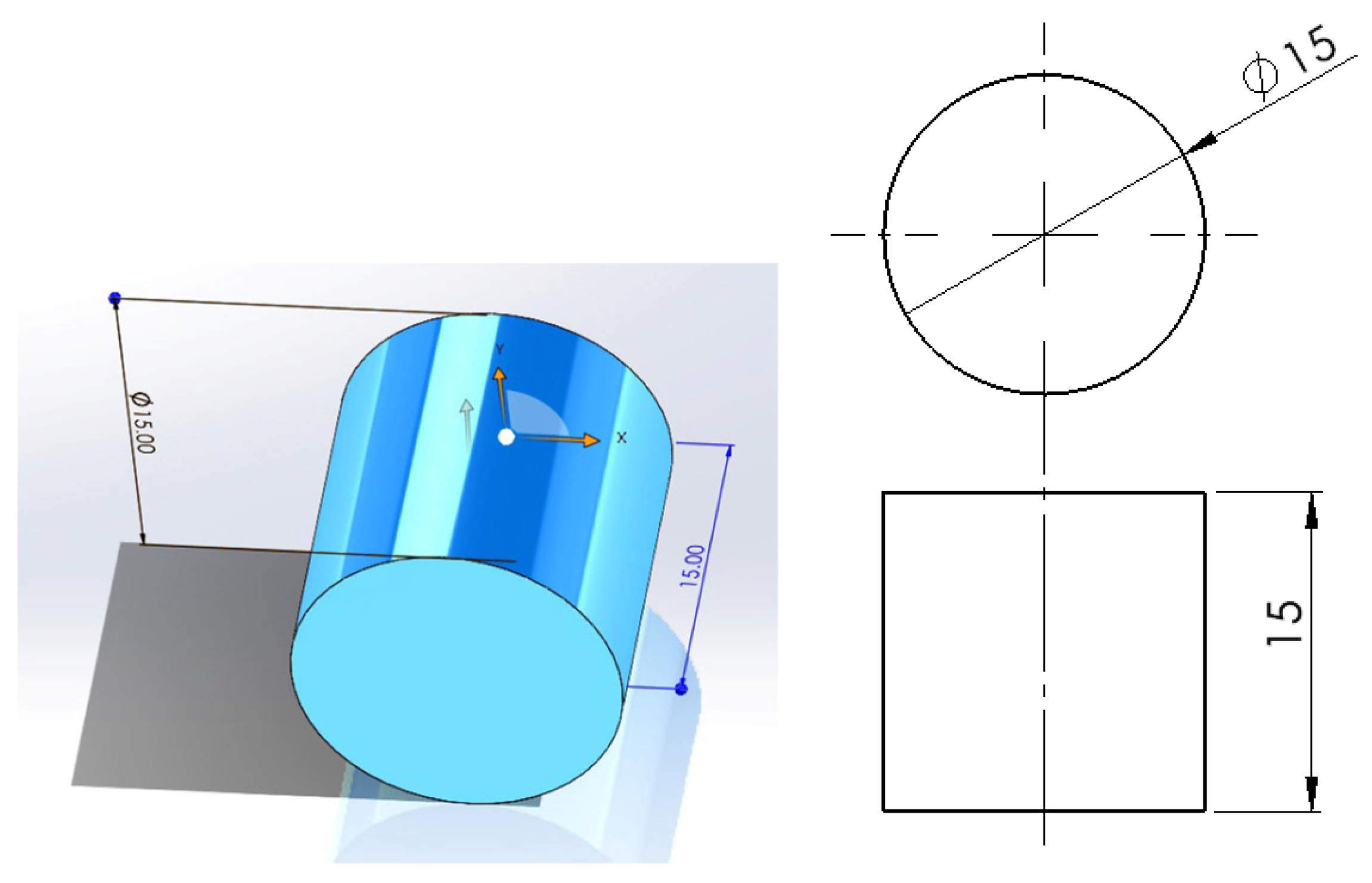
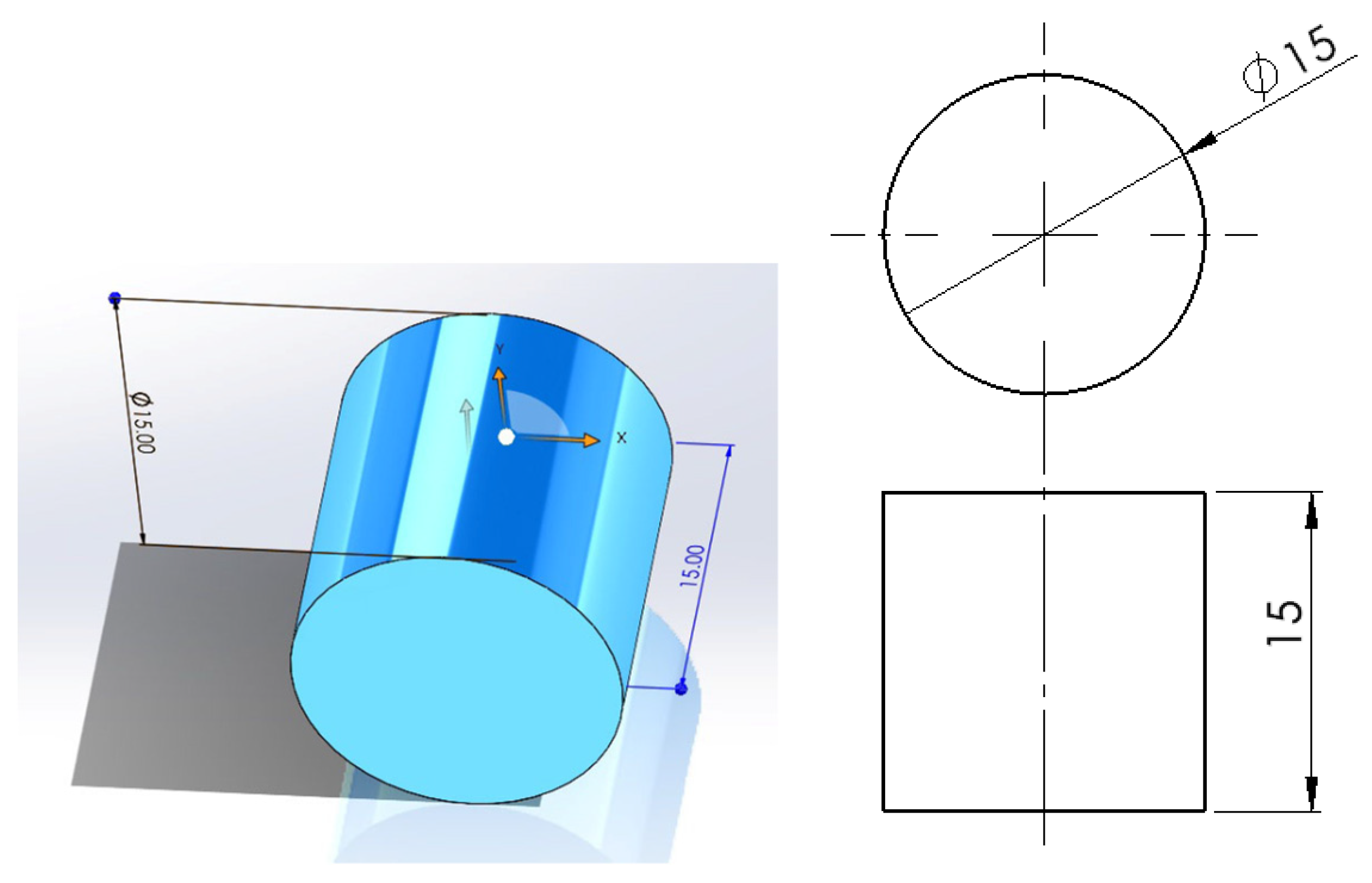
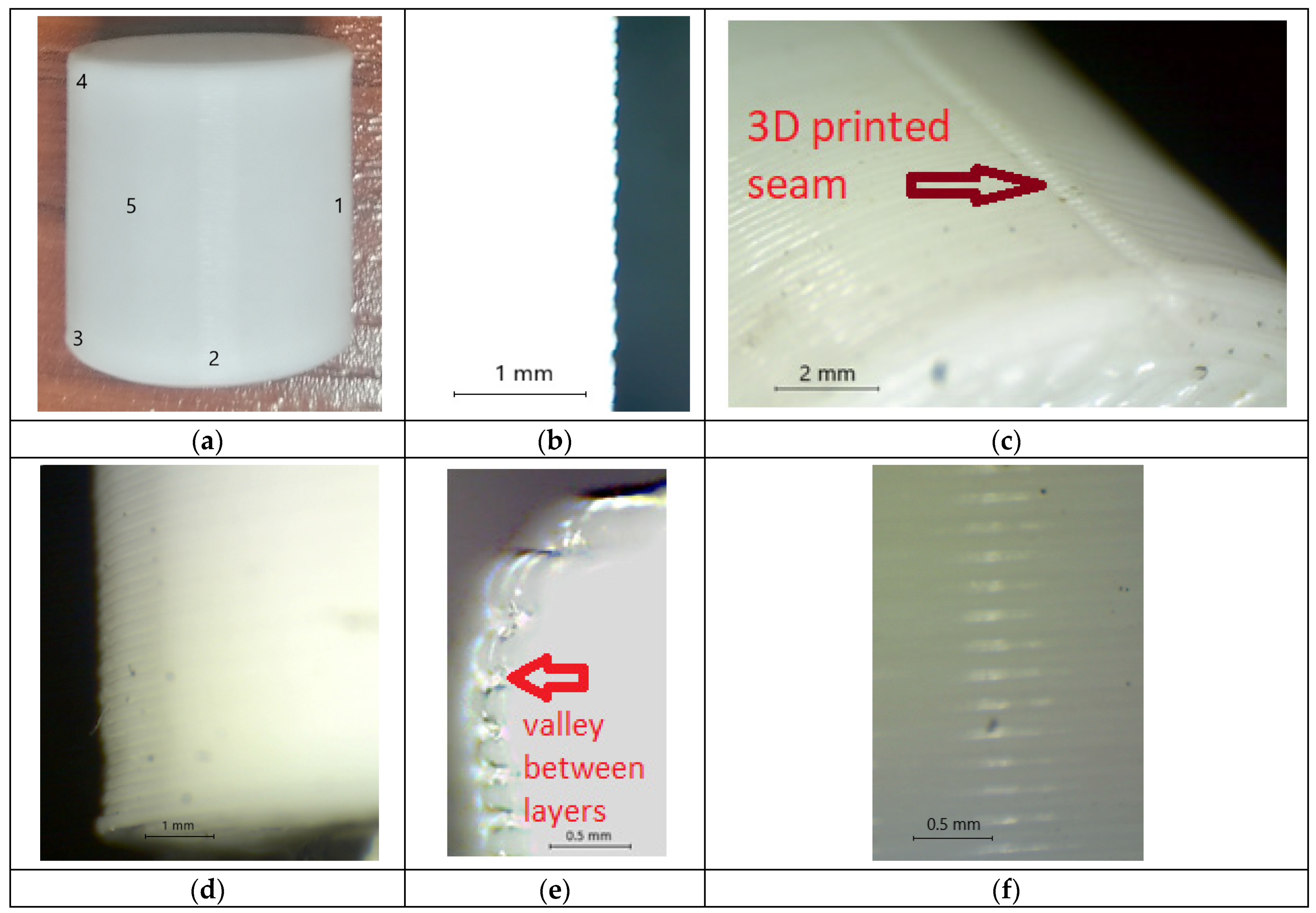
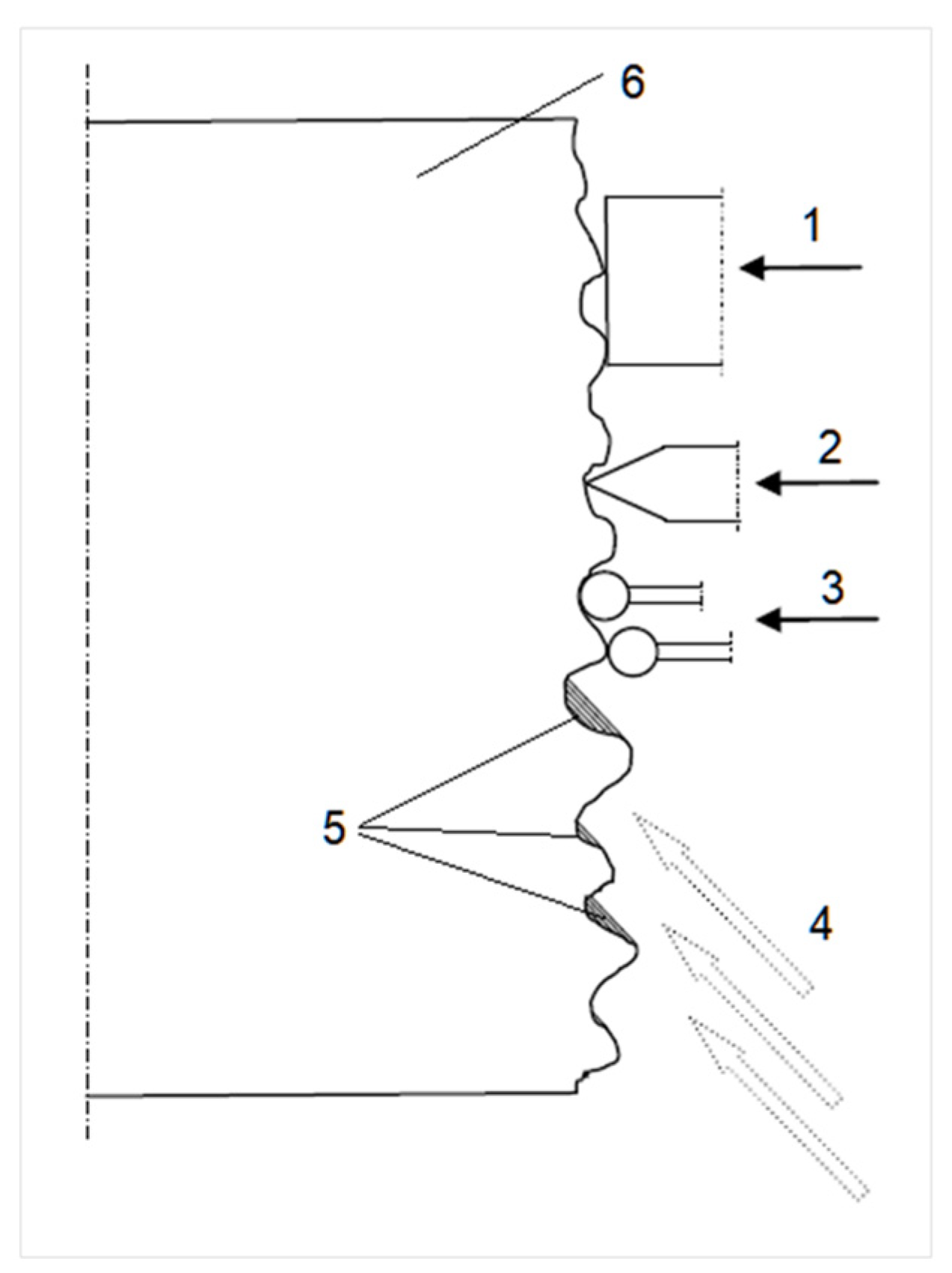
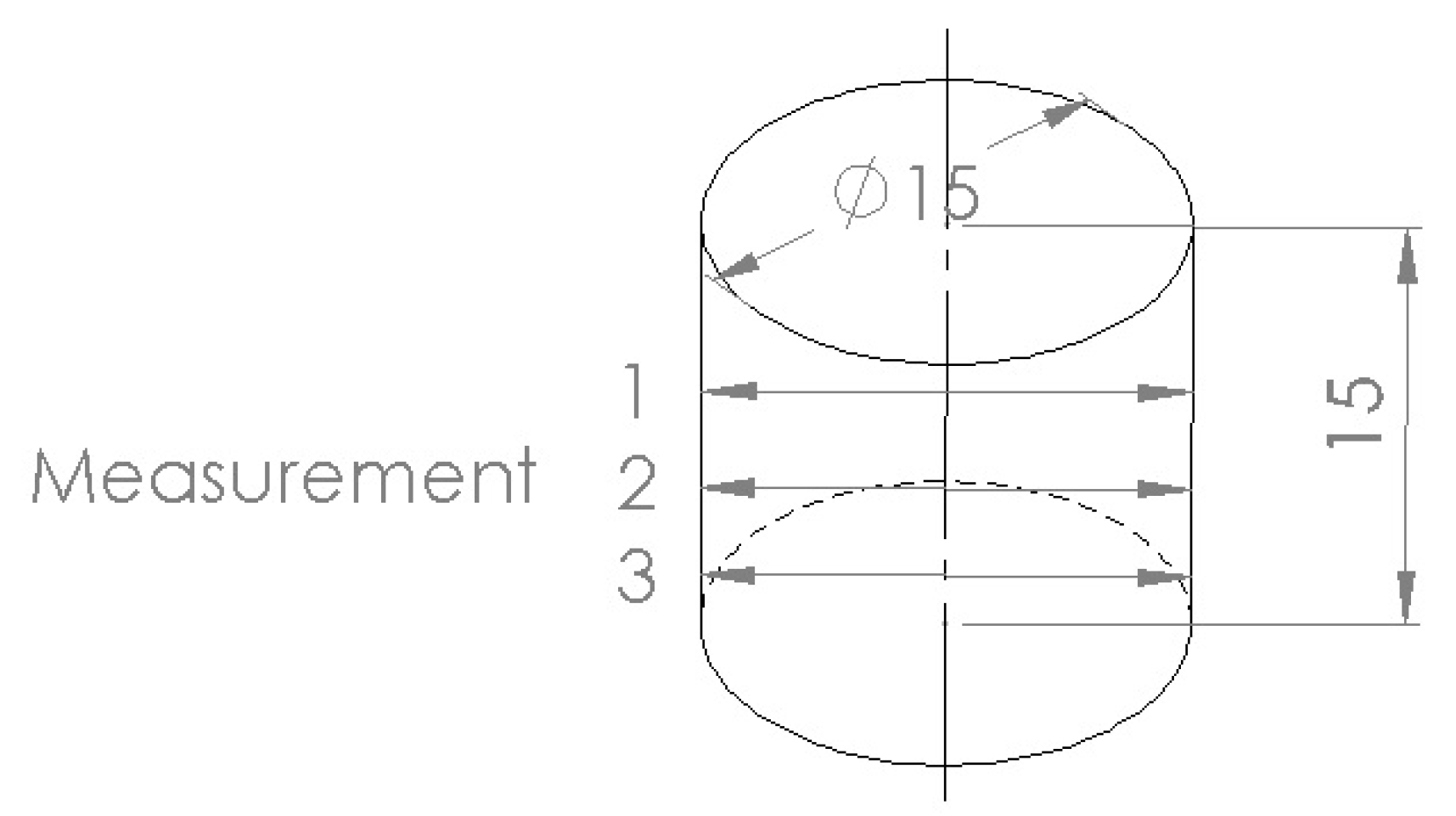
2.1.1. Samples
2.1.2. PLA Material
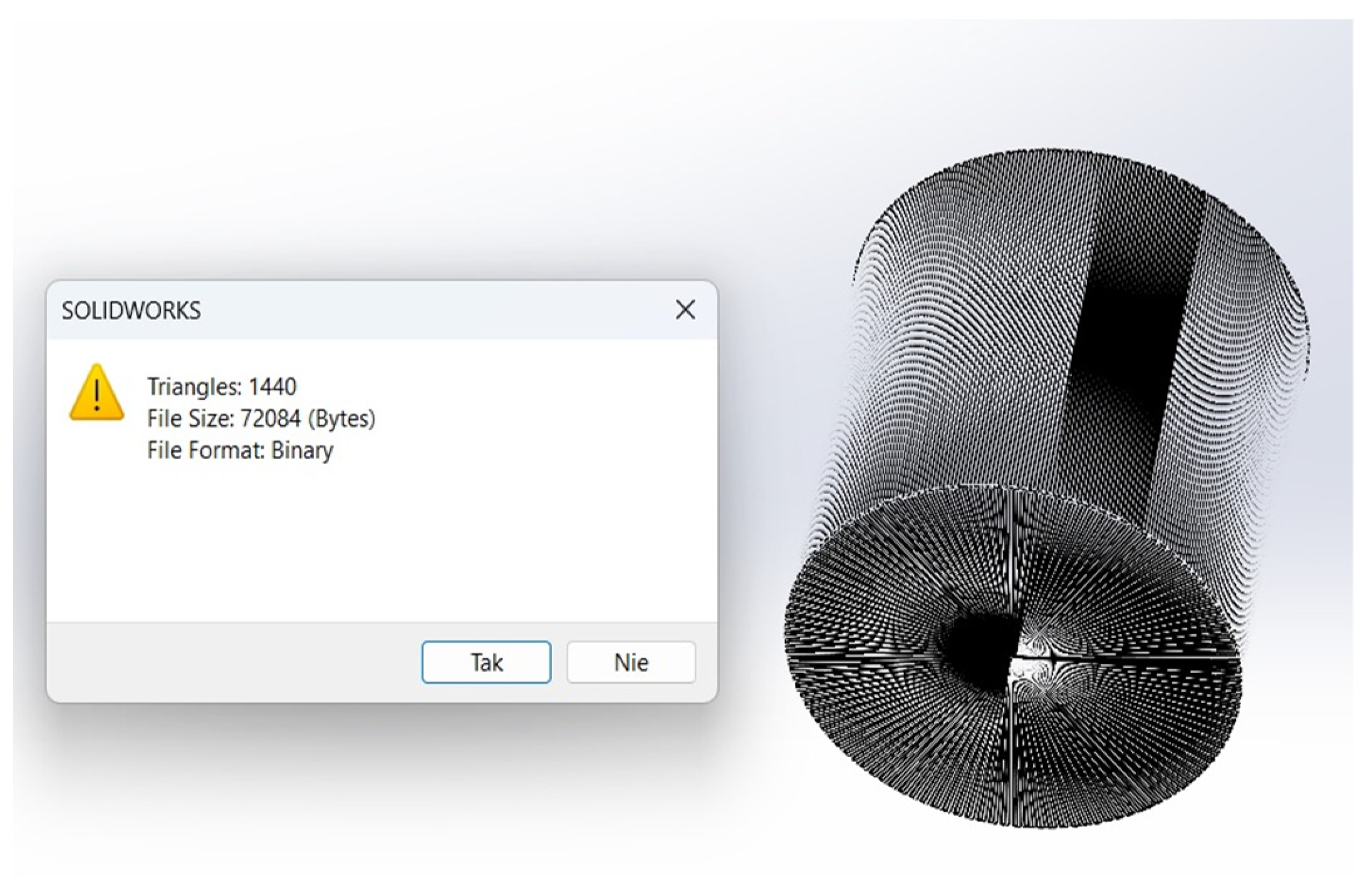
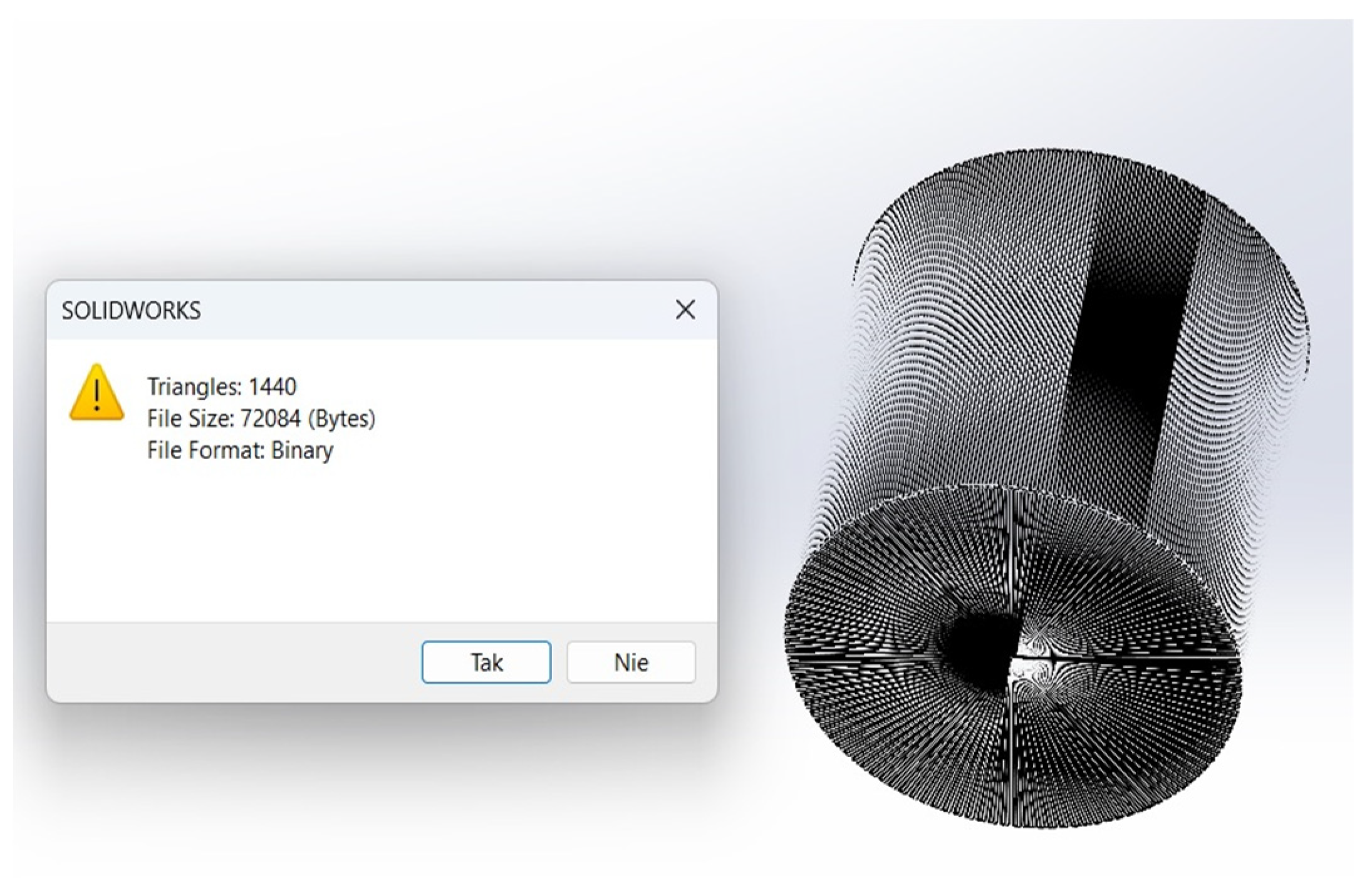
2.1.3. Samples Manufacturing
2.2. Measurement Methods
- -
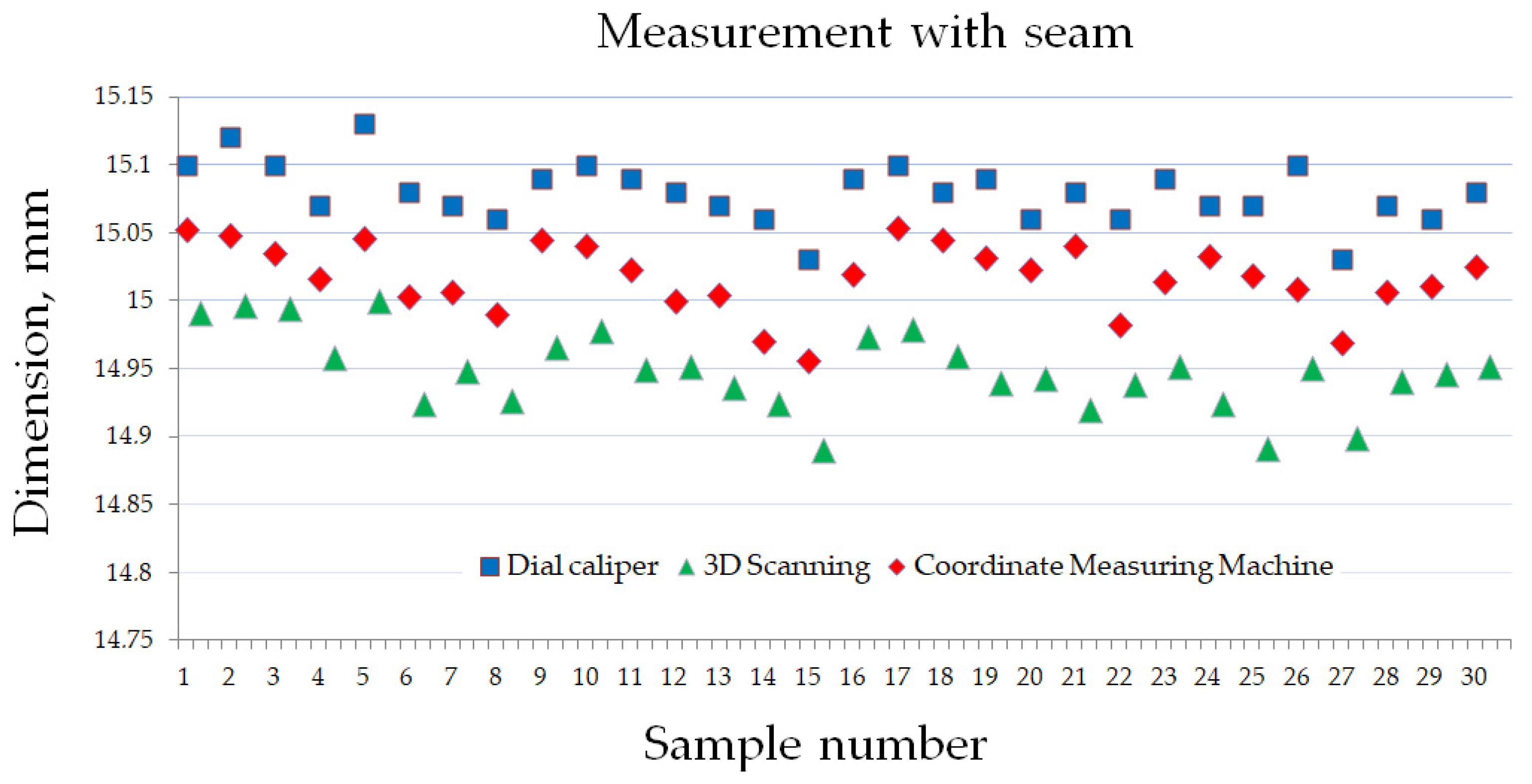
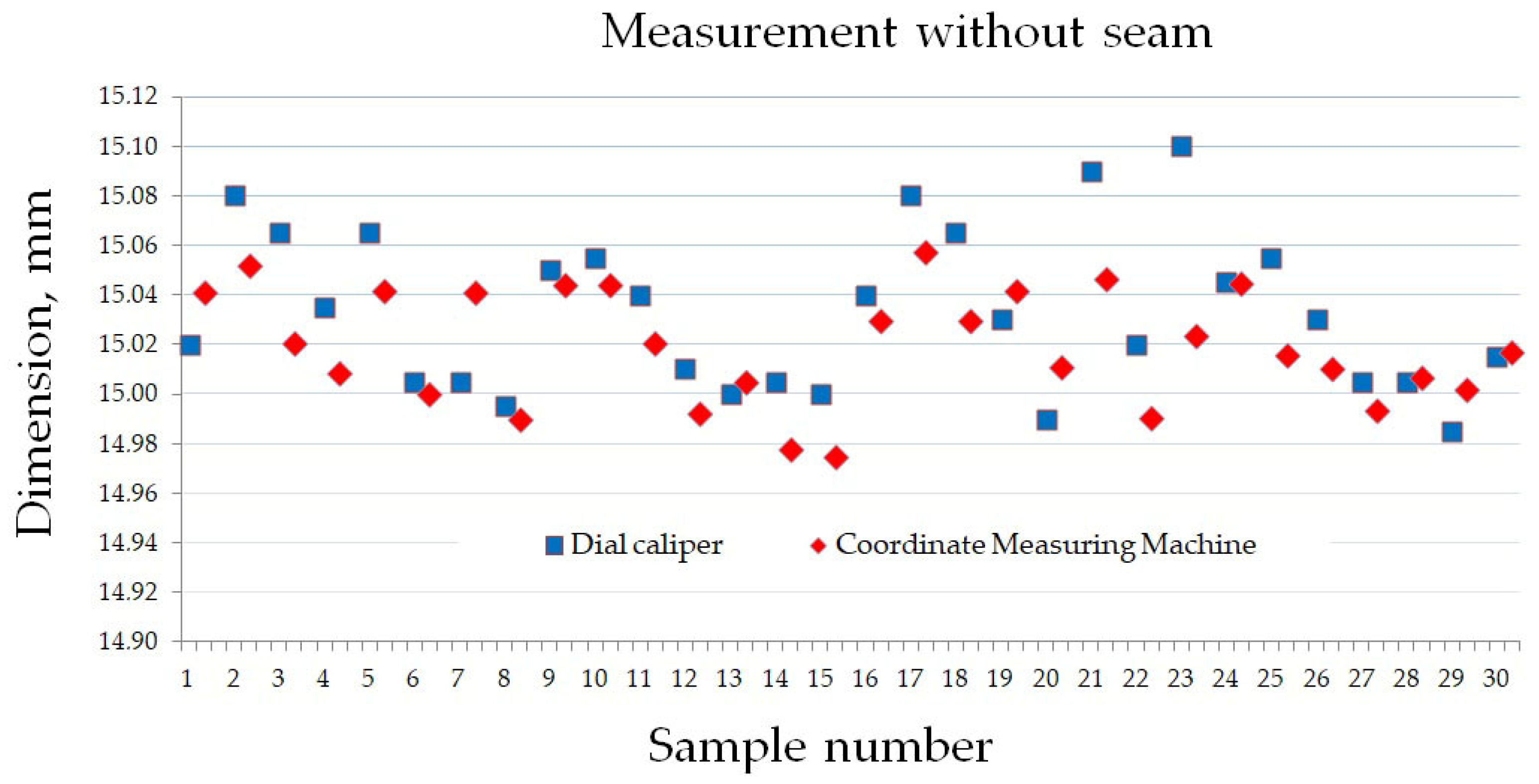
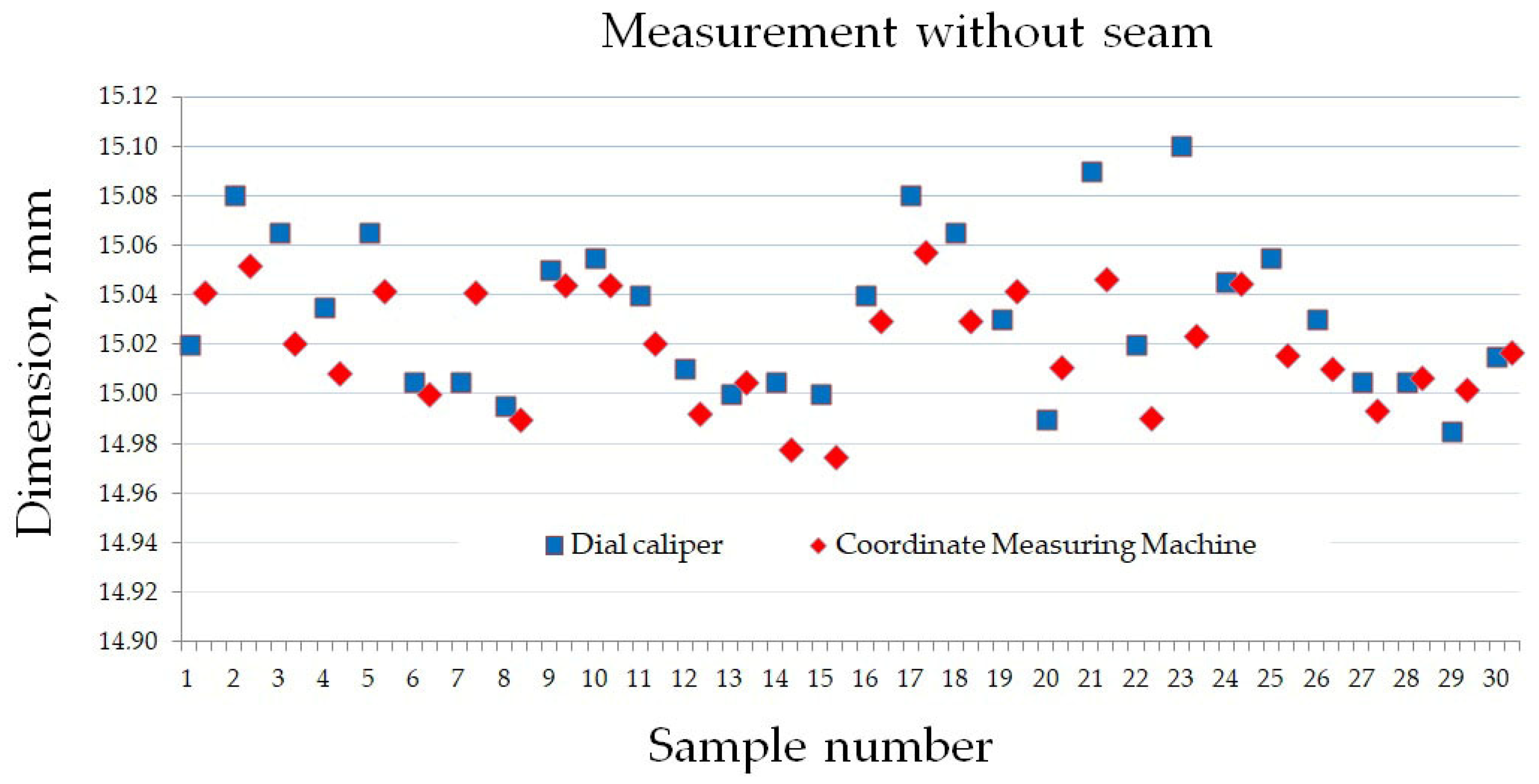
- Dial Caliper,
- -
- Coordinate Measuring Machine,
- -
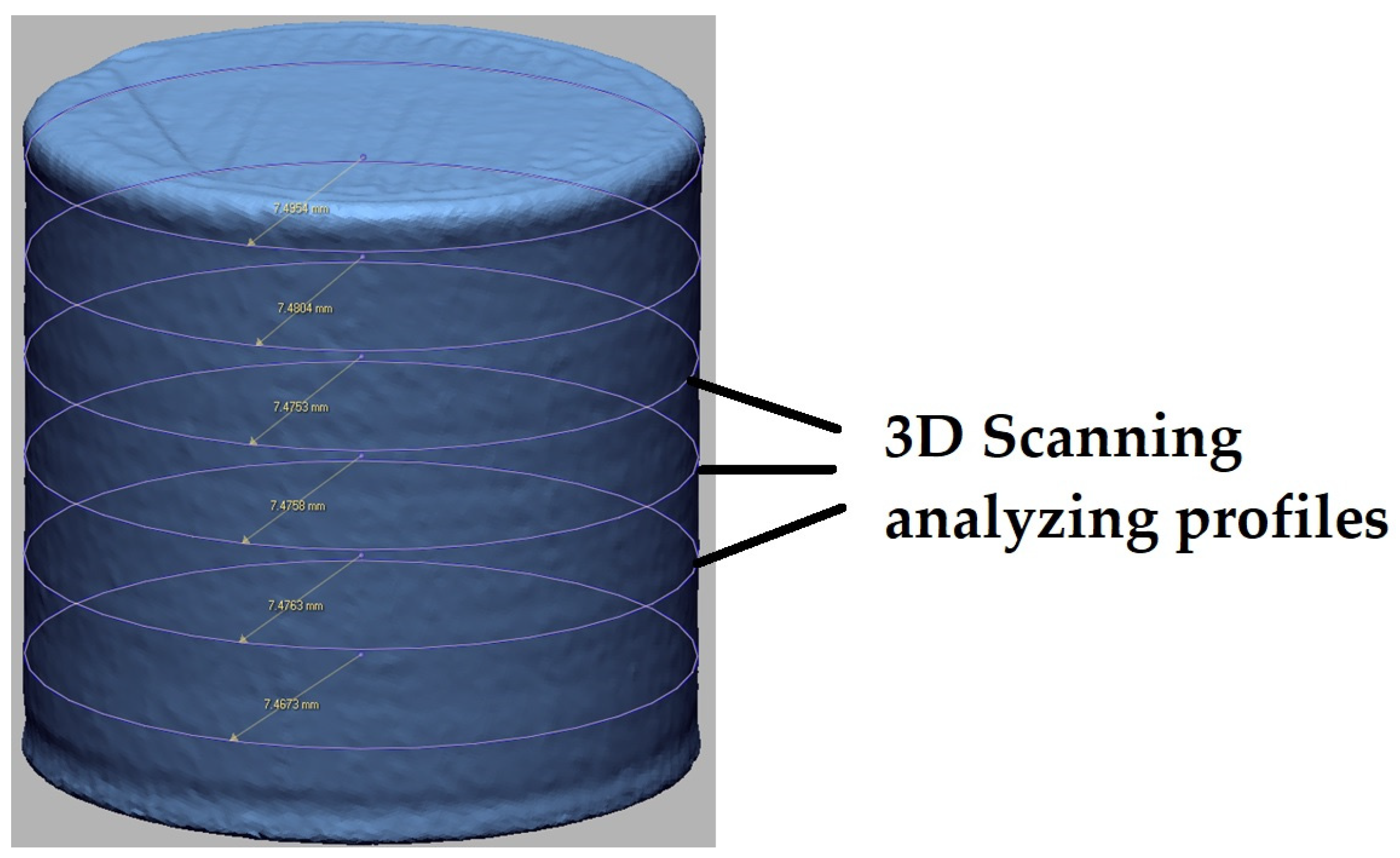
- 3D scanner.
2.3. Statistical Analysis
- -
- Type A uncertainties—determined by statistical methods,
- -
- Type B uncertainties—determined by other methods.
- -
- Type A standard uncertainty specified as type A overall uncertainty,
- -
- Type B standard uncertainty shall be referred to as type B overall uncertainty.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
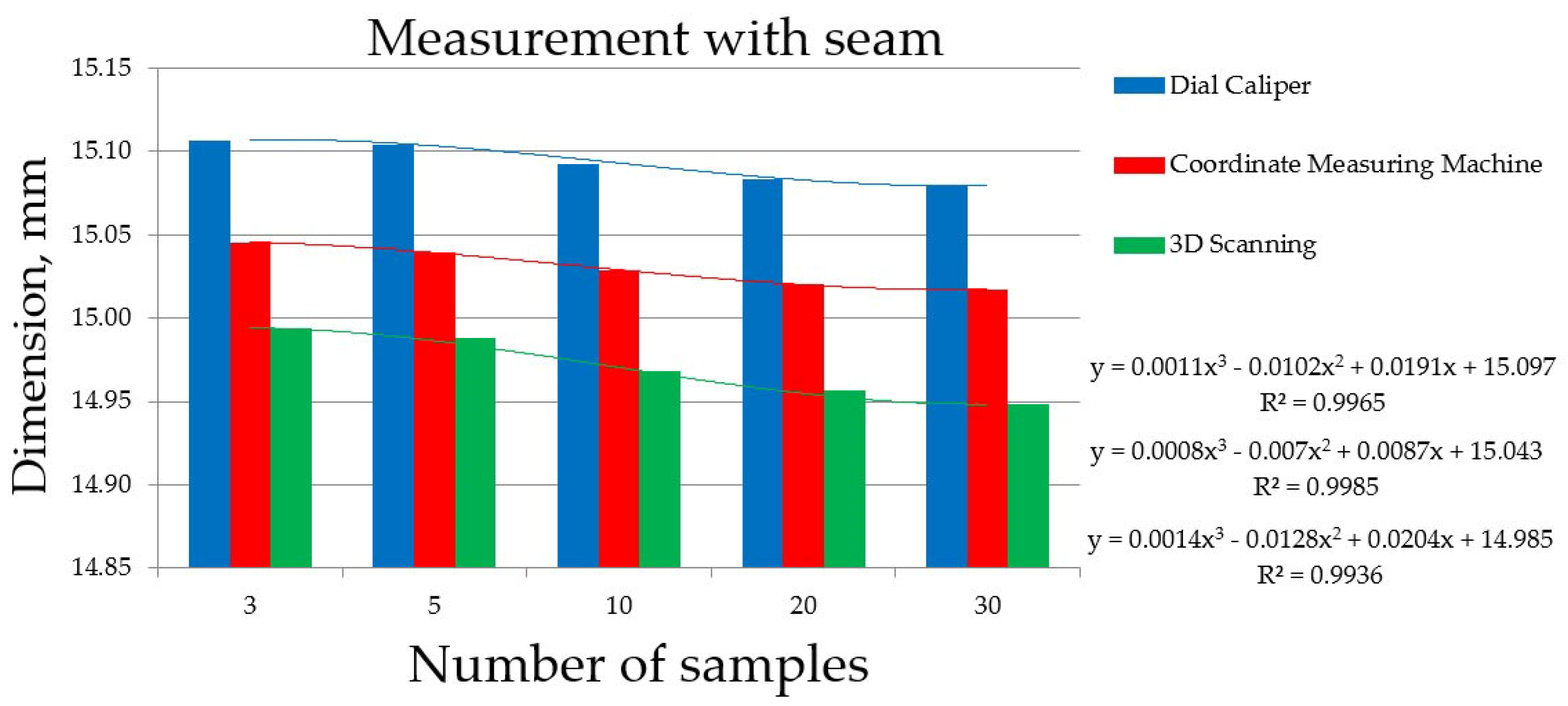
| Measurement Tool | Series n | Coefficient kp | Standard Deviation , mm | Standard Uncertainty, mm | Expanded Uncertainty , mm | Result , mm |
|---|---|---|---|---|---|---|
| Dial Caliper | 3 | 4.3 | 0.012 | 0.007 | 0.029 | 15.11 ± 0.029 |
| 5 | 2.78 | 0.023 | 0.010 | 0.029 | 15.10 ± 0.029 | |
| 10 | 2.26 | 0.023 | 0.007 | 0.016 | 15.09 ± 0.016 | |
| 20 | 2.09 | 0.023 | 0.005 | 0.011 | 15.08 ± 0.011 | |
| 30 | 2.05 | 0.022 | 0.004 | 0.008 | 15.08 ± 0.008 | |
| CMM | 3 | 4.3 | 0.009 | 0.005 | 0.023 | 15.05 ± 0.023 |
| 5 | 2.78 | 0.015 | 0.007 | 0.018 | 15.04 ± 0.018 | |
| 10 | 2.26 | 0.022 | 0.007 | 0.016 | 15.03 ± 0.016 | |
| 20 | 2.09 | 0.027 | 0.006 | 0.013 | 15.02 ± 0.013 | |
| 30 | 2.05 | 0.026 | 0.005 | 0.01 | 15.02 ± 0.010 | |
| 3D Scanner | 3 | 4.3 | 0.003 | 0.002 | 0.007 | 14.99 ± 0.007 |
| 5 | 2.78 | 0.017 | 0.008 | 0.021 | 14.99 ± 0.021 | |
| 10 | 2.26 | 0.028 | 0.009 | 0.020 | 14.97 ± 0.020 | |
| 20 | 2.09 | 0.029 | 0.006 | 0.013 | 14.96 ± 0.013 | |
| 30 | 2.05 | 0.029 | 0.005 | 0.011 | 14.95 ± 0.011 |
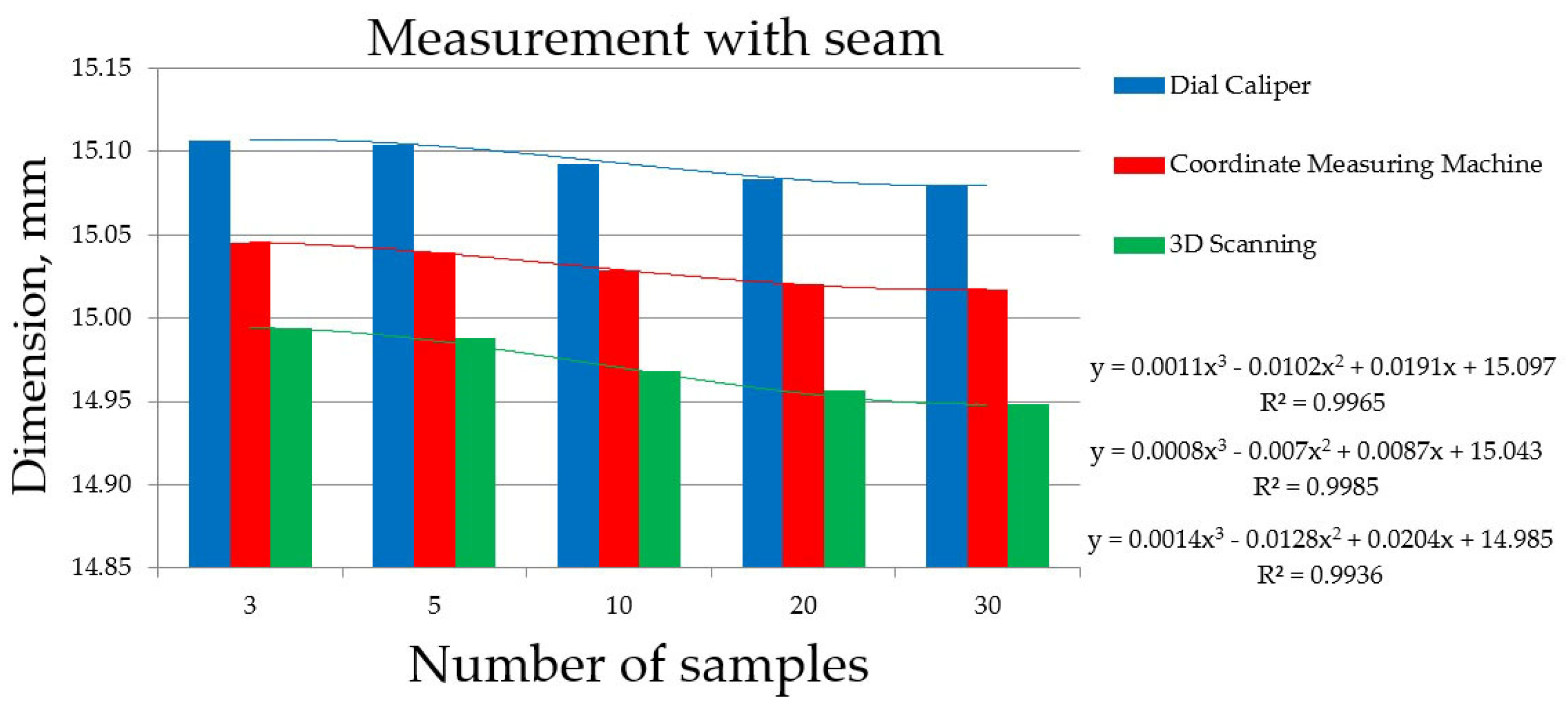
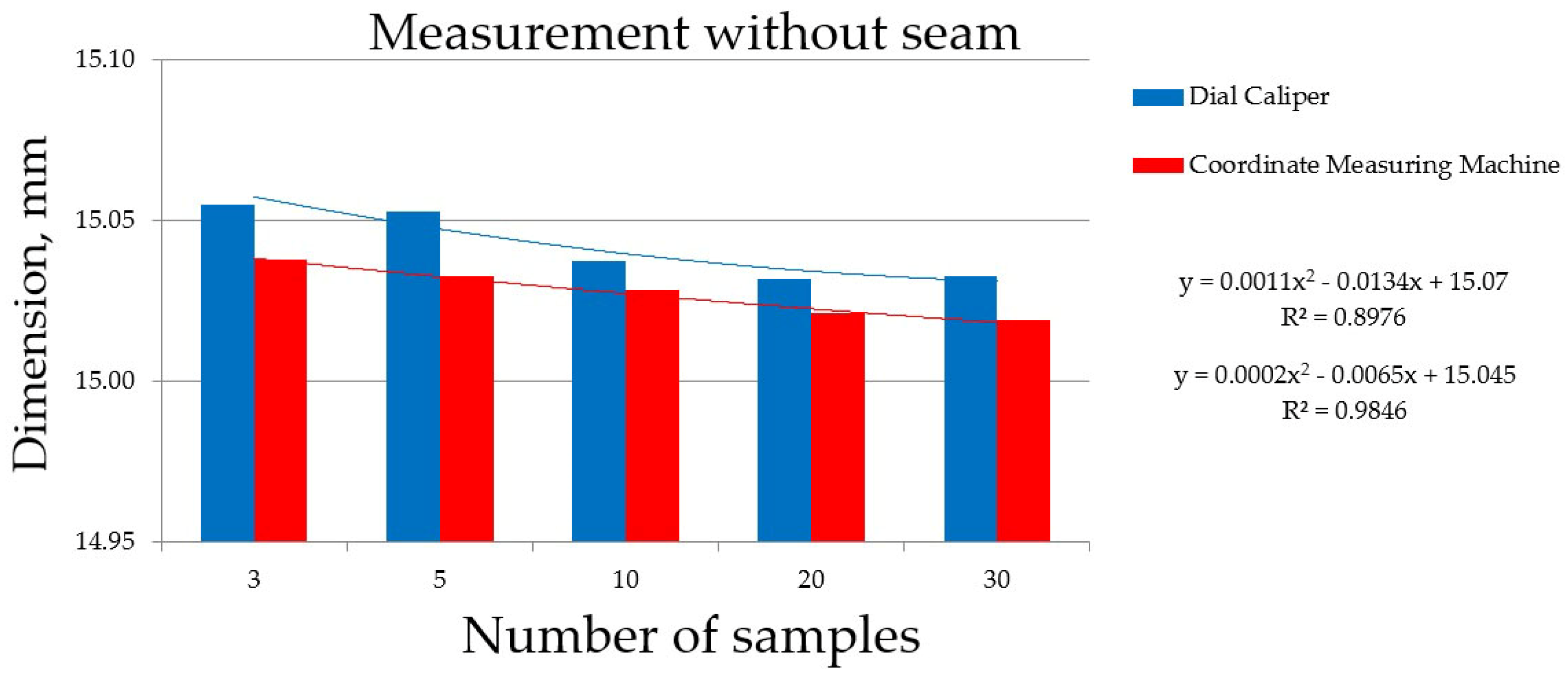
| Measurement Tool | Series n | Coefficient kp | Standard Deviation, mm | Standard Uncertainty, mm | Expanded Uncertainty , mm | Result , mm |
|---|---|---|---|---|---|---|
| Dial Caliper | 3 | 4.3 | 0.031 | 0.018 | 0.078 | 15.06 ± 0.078 |
| 5 | 2.78 | 0.025 | 0.011 | 0.031 | 15.05 ± 0.031 | |
| 10 | 2.26 | 0.030 | 0.009 | 0.021 | 15.04 ± 0.021 | |
| 20 | 2.09 | 0.030 | 0.007 | 0.014 | 15.03 ± 0.014 | |
| 30 | 2.05 | 0.032 | 0.006 | 0.012 | 15.03 ± 0.012 | |
| CMM | 3 | 4.3 | 0.016 | 0.009 | 0.039 | 15.04 ± 0.039 |
| 5 | 2.78 | 0.018 | 0.008 | 0.022 | 15.03 ± 0.022 | |
| 10 | 2.26 | 0.022 | 0.007 | 0.016 | 15.03 ± 0.016 | |
| 20 | 2.09 | 0.025 | 0.006 | 0.012 | 15.02 ± 0.012 | |
| 30 | 2.05 | 0.023 | 0.004 | 0.009 | 15.02 ± 0.009 |
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pisula, J.M.; Budzik, G.; Przeszłowski, Ł. An analysis of the surface geometric structure and geometric accuracy of cylindrical gear teeth manufactured with the direct metal laser sintering (DMLS) method. J. Mech. Eng. 2019, 65, 78–86. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzly, P.; Kozior, T.; Gogolewski, D. Analysis of the dimensional accuracy of casting models manufactured by fused deposition modeling technology. In Proceedings of the 23 rd International Conference Engineering Mechanics, Svratka, Czech Republic, 15–18 May 2017; pp. 66–69. [Google Scholar]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef]
- Chen, Y.; Peng, X.; Kong, L.; Dong, G.; Remani, A.; Leach, R. Defect inspection technologies for additive manufacturing. Int. J. Extrem. Manuf. 2021, 3, 1–21. [Google Scholar] [CrossRef]
- Turek, P.; Budzik, G.; Sęp, J.; Oleksy, M.; Józwik, J.; Przeszłowski, Ł.; Paszkiewicz, A.; Kochmański, Ł.; Żelechowski, D. An analysis of the casting polymer mold wear manufactured using polyjet method based on the measurement of the surface topography. Polymers 2020, 12, 3029. [Google Scholar] [CrossRef] [PubMed]
- Pawlus, P.; Reizer, R.; Wieczorowski, M. Problem of non-measured points in surface texture measurements. Metrol. Meas. Syst. 2017, 24, 525–536. [Google Scholar] [CrossRef]
- Lesiak, P.; Pogorzelec, K.; Bochenek, A.; Sobotka, P.; Bednarska, K.; Anuszkiewicz, A.; Osuch, T.; Sienkiewicz, M.; Marek, P.; Nawotka, M.; et al. Three-Dimensional-Printed Mechanical Transmission Element with a Fiber Bragg Grating Sensor Embedded in a Replaceable Measuring Head. Sensors 2022, 22, 3381. [Google Scholar] [CrossRef] [PubMed]
- Adamczak, S.; Janecki, D.; Makieła, W.; Stepień, K. Quantitative comparison of cylindricity profiles measured with different methods using legendre-fourier coefficients. Metrol. Meas. Syst. 2010, 17, 397–403. [Google Scholar] [CrossRef]
- Zaimovic-Uzunović, N.; Kačmarčik, J.; Varda, K.; Lemeš, S.; Spahić, D. 3D printing additive procedure model creation and dimensional check using CMM. Mašinstvo 2018, 4, 237–245. [Google Scholar]
- Sagbas, B.; Poyraz, O.; Durakbasa, N. A Comparative Study on Precision Metrology Systems For Additive Manufacturing. Int. J. 3D Print. Technol. Digit. Ind. 2023, 7, 114–123. [Google Scholar] [CrossRef]
- Fotowicz, P. Systematic effect as a part of the coverage interval. Metrol. Meas. Syst. 2010, 17, 439–446. [Google Scholar] [CrossRef]
- Brychta, P.; Hojk, V.; Hrubý, J.; Pilc, J. Influence of Fine Motor Skill on Accuracy of Measurements Using a Handheld Sliding Caliper at Adolescents Group Aged 19-20. Technol. Eng. 2017, 14, 20–23. [Google Scholar] [CrossRef]
- Kacmarcik, J.; Spahic, D.; Varda, K.; Porca, E.; Zaimovic-Uzunovic, N. An investigation of geometrical accuracy of desktop 3D printers using CMM. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Harbin, China, 4–6 May 2018; pp. 1–10. [Google Scholar]
- Softić, A.; Bašić, H.; Baljić, K. A Comparison of the CMM and Measuring Scanner for Printing Products Geometry Measurement. Lect. Notes Netw. Syst. 2021, 233, 301–309. [Google Scholar] [CrossRef]
- Farhan, M.; Wang, J.Z.; Bray, P.; Burns, J.; Cheng, T.L. Comparison of 3D scanning versus traditional methods of capturing foot and ankle morphology for the fabrication of orthoses: A systematic review. J. Foot Ankle Res. 2021, 14, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Reichert, J.; Schellenberg, J.; Schubert, P.; Wilke, T. 3D scanning as a highly precise, reproducible, and minimally invasive method for surface area and volume measurements of scleractinian corals. Limnol. Oceanogr. Methods 2016, 14, 518–526. [Google Scholar] [CrossRef]
- Takeuchi, E.; Tsubouchi, T. A 3-D scan matching using improved 3-D normal distributions transform for mobile robotic mapping. In Proceedings of the IEEE International Conference on Intelligent Robots and Systems, Beijing, China, 9–13 October 2006; pp. 3068–3073. [Google Scholar]
- D’Apuzzo, N. State of the art of the methods for static 3D scanning of partial or full human body. In Proceedings of the Conference on 3D Modeling, Paris, France, 13–14 June 2006. [Google Scholar]
- Ulas, C.; Temeltas, H. A 3D scan matching method based on multi-layered Normal Distribution Transform. In Proceedings of the IFAC Proceedings Volumes (IFAC-PapersOnline), Milan, Italy, 28 August–2 September 2011. [Google Scholar]
- Taylor, B.N.; Kuyatt, C.E. NIST Technical Note 1297, 1994 ed.; Guidelines for Evaluating and Expressing the Uncertainty of NIST Measurement Results; National Institute of Standards and Technology: Gaithersburg, MD, USA, 1994. [Google Scholar]
- Kim, N.; Yang, C.; Lee, H.; Aluru, N.R. Spatial uncertainty modeling for surface roughness of additively manufactured microstructures via image segmentation. Appl. Sci. 2019, 9, 1093. [Google Scholar] [CrossRef]
- Mac, G.; Pearce, H.; Karri, R.; Gupta, N. Uncertainty quantification in dimensions dataset of additive manufactured NIST standard test artifact. Data Br. 2021, 38, 1–18. [Google Scholar] [CrossRef] [PubMed]
- ISO/ASTM 52902:2023; Additive Manufacturing, Test artefacts, Geometric Capability Assessment of Additive Manufacturing Systems. International Organization for Standardization: Geneva, Switzerland, 2023; p. 20.
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. International Organization for Standardization: Geneva, Switzerland, 2021; p. 28.
- Rokicki, P.; Budzik, G.; Kubiak, K.; Dziubek, T.; Zaborniak, M.; Kozik, B.; Bernaczek, J.; Przeszlowski, L.; Nowotnik, A. The assessment of geometric accuracy of aircraft engine blades with the use of an optical coordinate scanner. Aircr. Eng. Aerosp. Technol. 2016, 88, 374–381. [Google Scholar] [CrossRef]
- Technical Data Sheet. Available online: https://after-support.flashforge.jp/uploads/datasheet/tds/PLA_TDS_EN.pdf (accessed on 24 March 2024).
- MakerBot Industries LLC. User Manual for Makerbot Sketch; MakerBot Industries LLC.: Eden Prairie, MI, USA, 2022. [Google Scholar]
- Seam Position. Available online: https://help.prusa3d.com/article/seam-position_151069 (accessed on 12 December 2023).
- ISO 10360-2:2009; Geometrical product specifications (GPS), acceptance and reverification tests for coordinate measuring machines (CMM), Part 2: CMMs used for measuring linear dimensions. ISO: Geneva, Switzerland, 2009.
- Adamczak, S.; Bochnia, J. Estimating the approximation uncertainty for digital materials subjected to stress relaxation tests. Metrol. Meas. Syst. 2016, 23, 545–553. [Google Scholar] [CrossRef]



| Mechanical Properties | Standard | Value and Unit |
|---|---|---|
| Tensile Strength (X-Y) | ISO 527 | 45~49 MPa |
| Elongation at Break (X-Y) | ISO 527 | 13.5~15.5% |
| Modulus of Elasticity (X-Y) | ISO 527 | 1000~1100 MPa |
| Bending Strength (X-Y) | ISO 178 | 69~75 MPa |
| Izod Impact Strength (X-Y) | ISO 180 | 4.5~5 KJ/m2 |
| Printing Parameters | Value and Unit |
|---|---|
| Base layer | Raft |
| Extruder temperature | 220 °C |
| Infill density | 20% |
| Supported Materials | MakerBot PLA |
| Built plate temperature | 50 °C |
| Layer height | 0.2 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kozior, T.; Bochnia, J.; Bochenek, A.; Malara, D.; Nawotka, M.; Jansa, J.; Hajnys, J.; Wojtowicz, A.; Mesicek, J. Estimating the Uncertainty of Measurements for Various Methods and 3D Printed Parts. Appl. Sci. 2024, 14, 3506. https://doi.org/10.3390/app14083506
Kozior T, Bochnia J, Bochenek A, Malara D, Nawotka M, Jansa J, Hajnys J, Wojtowicz A, Mesicek J. Estimating the Uncertainty of Measurements for Various Methods and 3D Printed Parts. Applied Sciences. 2024; 14(8):3506. https://doi.org/10.3390/app14083506
Chicago/Turabian StyleKozior, Tomasz, Jerzy Bochnia, Aleksandra Bochenek, Dominik Malara, Michal Nawotka, Jan Jansa, Jiri Hajnys, Adam Wojtowicz, and Jakub Mesicek. 2024. "Estimating the Uncertainty of Measurements for Various Methods and 3D Printed Parts" Applied Sciences 14, no. 8: 3506. https://doi.org/10.3390/app14083506