
Assessment of the Development Performance of Additive Manufacturing VPP Parts Using Digital Light Processing (DLP) and Liquid Crystal Display (LCD) Technologies


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. STL Performance Analysis
3.2. The 2D Deviation Analysis
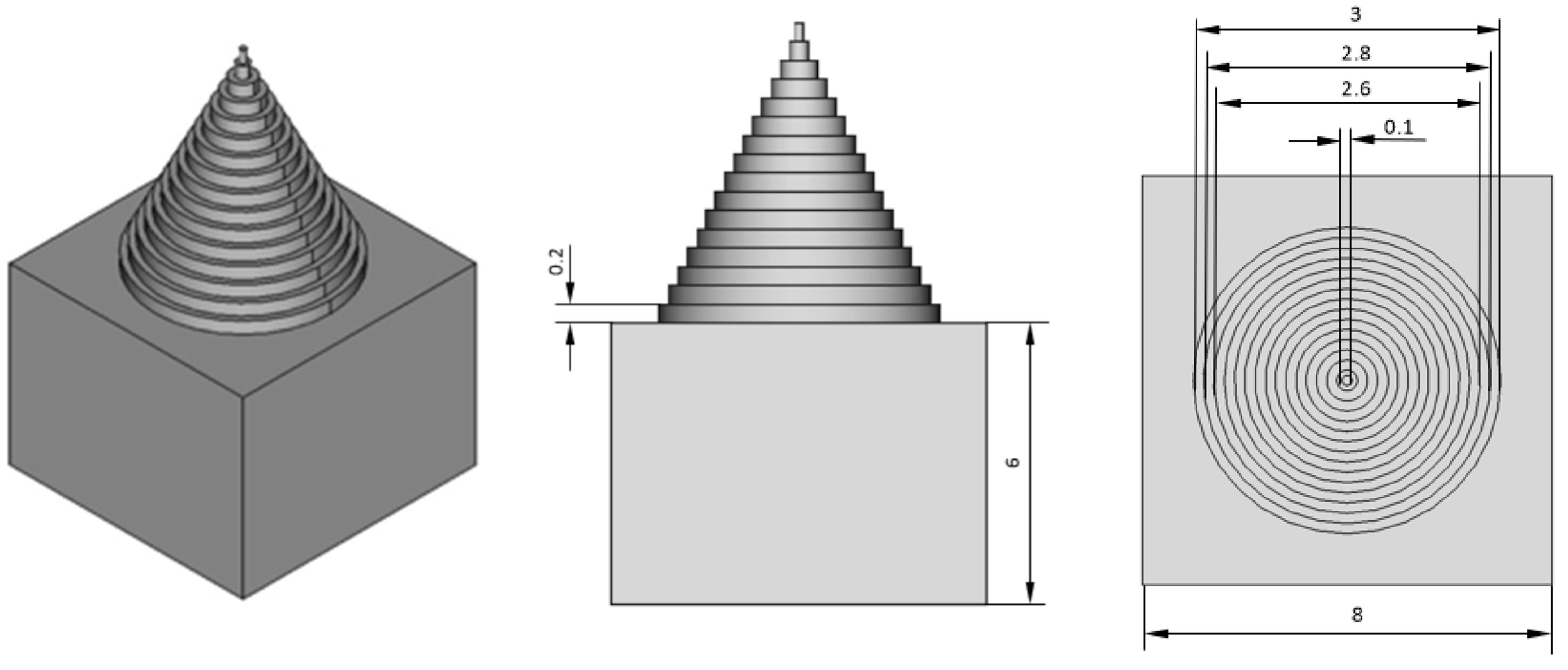
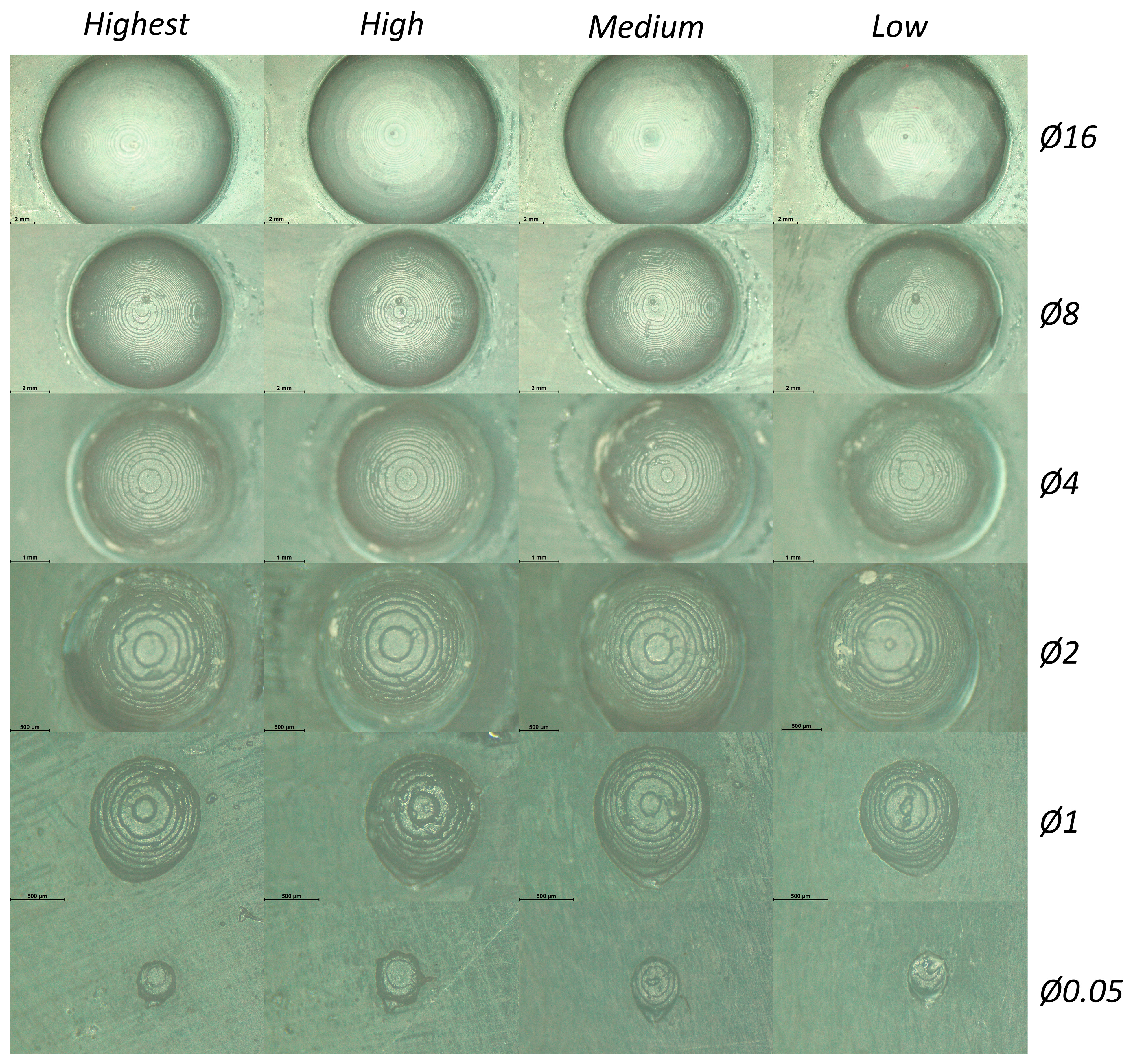
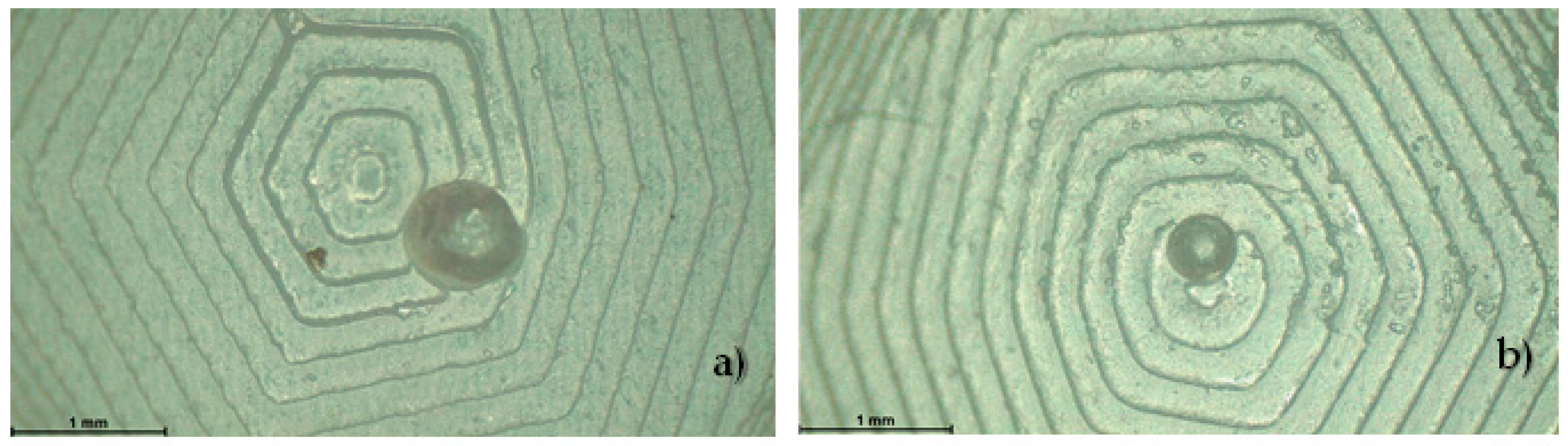
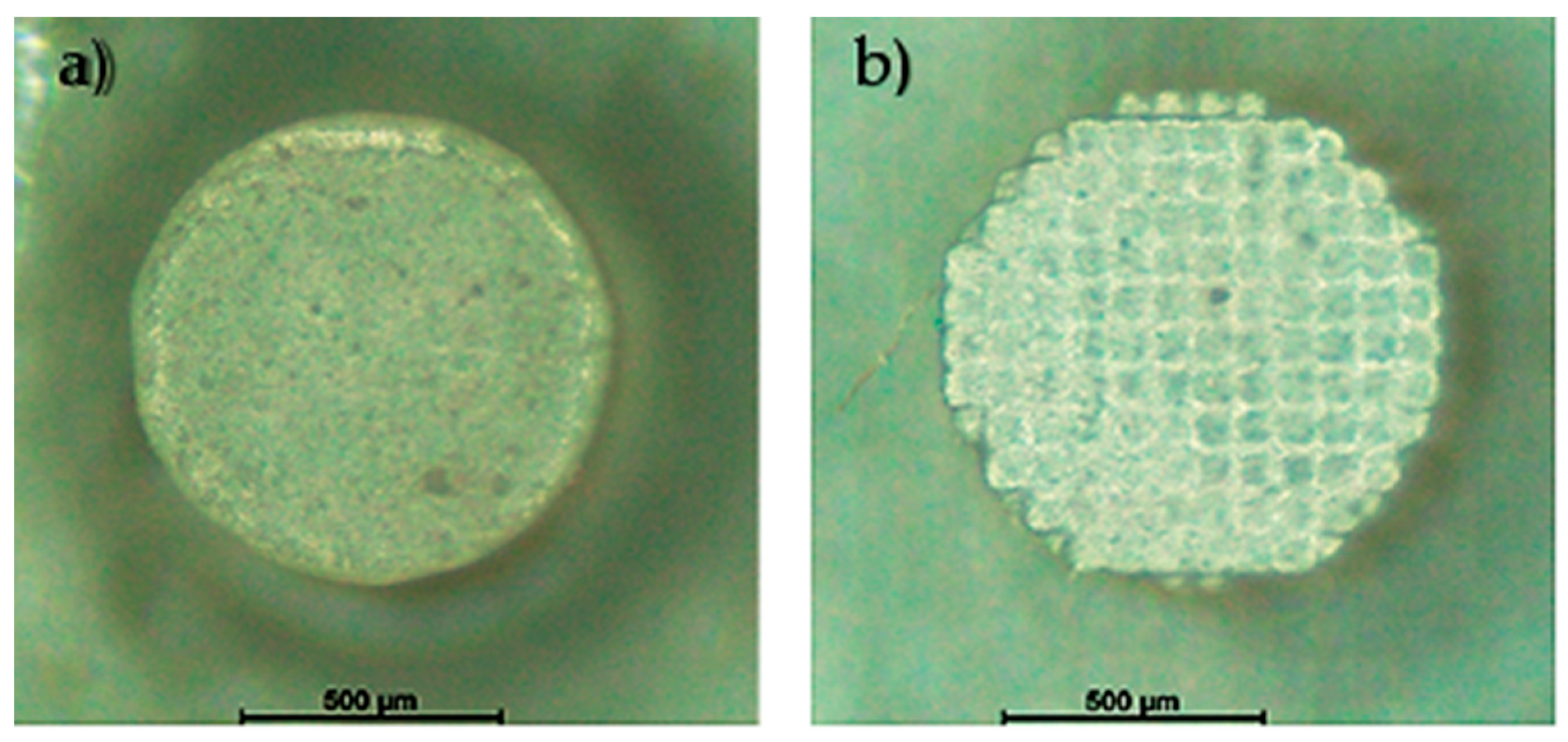
3.3. Pyramidal Speciments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rubben, T.; Revilla, R.I.; De Graeve, I. Influence of heat treatments on the corrosion mechanism of additive manufactured alsi10mg. Corros. Sci. 2019, 147, 406–415. [Google Scholar] [CrossRef]
- Gite, R.E.; Wakchaure, V.D. A review on process parameters, microstructure and mechanical properties of additively manufactured alsi10mg alloy. Mater. Today Proc. 2023, 72, 966–986. [Google Scholar] [CrossRef]
- Zhang, K.; Meng, O.; Qu, Z.; He, R. A review of defects in vat photopolymerization additive-manufactured ceramics: Characterization, control, and challenges. J. Eur. Ceram. Soc. 2023, 44, 1361–1384. [Google Scholar] [CrossRef]
- Ghungrad, S.; Haghighi, A. Three-dimensional spatial energy-quality map construction for optimal robot placement in multi-robot additive manufacturing. Robot. Comput. Integr. Manuf. 2024, 88, 102735. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; Volume 17. [Google Scholar]
- Islam, A.; Mobarak, H.; Rimon, I.H.; Al Mahmud, Z.; Ghosh, J.; Ahmed, M.S.; Hossain, N. Additive manufacturing in polymer research: Advances, synthesis, and applications. Polym. Test. 2024, 132, 108364. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M. Development of additive manufacturing technology. In Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2021; pp. 23–51. [Google Scholar]
- Gouttebroze, S.; Friis, J.; Hovig, E.W.; Boivie, K. Toward semantic standard and process ontology for additive manufacturing. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2023; Volume 1281, p. 012014. [Google Scholar]
- Bandyopadhyay, A.; Bose, S. Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Monzón, M.D.; Ortega, Z.; Martínez, A.; Ortega, F. Standardization in additive manufacturing: Activities carried out by international organizations and projects. Int. J. Adv. Manuf. Technol. 2015, 76, 1111–1121. [Google Scholar] [CrossRef]
- Tello, J.H.; Cervera, S.L.; Aymerich, J.T.; Ruiz, C.C.; Tardón, C.G.; Ayats, J.R.G.; Planas, S.M.; Calvet, J.V.; Puig, C.S.; Aragones, X.F. Diseño y Fabricación Inteligente; Recursos Educativos UOC Abiertos; Universitat Oberta de Catalunya: Cataluña, Spain, 2018. [Google Scholar]
- Hernández-Castellano, P.M.; Barcenilla, A.G.; Rivero, M.D.M.; Marrero-Alemán, M.D.; Hernandez, R.P.; García, L.A.S.; García, F.O. Tecnologías de Fabricación Aditiva; Servicio de Publicaciones y Difusión Científica de la Universidad de Las Palmas de Gran Canaria: Las Palmas de Gran Canaria, Spain, 2018. [Google Scholar]
- Zha, W.; Anand, S. Geometric approaches to input file modification for part quality improvement in additive manufacturing. J. Manuf. Process. 2015, 20, 465–477. [Google Scholar] [CrossRef]
- Paul, R.; Anand, S. A new steiner patch based file format for additive manufacturing processes. Comput. Aided Des. 2015, 63, 86–100. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Vat photopolymerization processes. In Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2015; pp. 63–106. [Google Scholar]
- Pagac, M.; Hajnys, J.; Quoc-Phu, M.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A review of vat photopolymerization technology: Materials, applications, challenges, and future trends of 3d printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Miller, Z.; Stidham, B.; Fairbanks, T.; Maldonado, C. The use of stereolithography (sla) additive manufacturing in space-based instrumentation. In Proceedings of the IEEE Aerospace Conference, Big Sky, MT, USA, 4–11 March 2023; pp. 1–10. [Google Scholar]
- Zhang, F.; Zhu, L.; Li, Z.; Wang, S.; Shi, J.; Tang, W.; Li, N.; Yang, J. The recent development of vat photopolymerization: A review. Addit. Manuf. 2021, 48, 102423. [Google Scholar] [CrossRef]
- Tosto, C.; Pergolizzi, E.; Blanco, I.; Patti, A.; Holt, P.; Karmel, S.; Cicala, G. Epoxy based blends for additive manufacturing by liquid crystal display (lcd) printing: The effect of blending and dual curing on daylight curable resins. Polymers 2020, 12, 1594. [Google Scholar] [CrossRef] [PubMed]
- Bertsch, A.; Zissi, S.; Jezequel, J.Y.; Corbel, S.; Andre, J.C. Microstereophotolithography using a liquid crystal display as dynamic mask-generator. Microsyst. Technol. 1997, 3, 42–47. [Google Scholar] [CrossRef]
- Bove, A.; Calignano, F.; Galati, M.; Iuliano, L. Photopoly-merization of ceramic resins by stereolithography process: A review. Appl. Sci. 2022, 12, 3591. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Q.; Wang, S.; Tao, J.; Gou, M. Digital light processing based three-dimensional printing for medical applications. Int. J. Bioprinting 2020, 6, 242. [Google Scholar] [CrossRef] [PubMed]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A. Continuous liquid interface production of 3d objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Kuang, X.; Wu, J.; Chen, K.; Zhao, Z.; Ding, Z.; Hu, F.; Fang, D.; Qi, H.J. Grayscale digital light processing 3d printing for highly functionally graded materials. Sci. Adv. 2019, 5, 5790. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.Y.; Shin, Y.S.; Jung, H.D.; Hwang, C.J.; Baik, H.S.; Cha, J.Y. Precision and trueness of dental models manufactured with different 3-dimensional printing techniques. Am. J. Orthod. Dentofac. Orthop. 2018, 153, 144–153. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Qin, Q.; Wang, J. A review of stereolithography: Processes and systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Sun, C.; Fang, N.; Wu, D.M.; Zhang, X. Projection micro-stereolithography using digital micro-mirror dynamic mask. Sens. Actuators A Phys. 2005, 121, 113–120. [Google Scholar] [CrossRef]
- Gong, H.; Bickham, B.P.; Woolley, A.T.; Nordin, G.P. Custom 3d printer and resin for 18 µm× 20 µm microfluidic flow channels. Lab A Chip 2017, 17, 2899–2909. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Ribo, M.M.; Pedersen, D.B.; Islam, A.; Tosello, G. Direct fabrication of bio-inspired gecko-like geometries with vat polymerization additive manufacturing method. J. Micromech. Microeng. 2018, 28, 085009. [Google Scholar] [CrossRef]
- Davoudinejad, A.; Cai, Y.; Pedersen, D.B.; Luo, X.; Tosello, G. Fabrication of micro-structured surfaces by additive manufacturing, with simulation of dynamic contact angle. Mater. Des. 2019, 176, 107839. [Google Scholar] [CrossRef]
- Jiang, C.P.; Meizinta, T. Development of lcd-based additive manufacturing system for biomedical application. In Proceedings of the International Conference on Artificial Intelligence and Robotics and the International Conference on Automation, Control and Robotics Engineering, Kitakyushu, Japan, 13–15 July 2016; pp. 1–6. [Google Scholar]
- Mohamed, G.A.; Kumar, H.; Wang, Z.; Martin, N.; Mills, B.; Kim, K. Rapid and inexpensive fabrication of multi-depth mi- crofluidic device using high-resolution lcd stereolithographic 3d printing. J. Manuf. Mater. Process. 2019, 3, 26. [Google Scholar]
- Pan, Y.; Zhou, C.; Chen, Y. A fast mask projection stereolithography process for fabricating digital models in minutes. J. Manuf. Sci. Eng. 2012, 134, 051011. [Google Scholar] [CrossRef]
- Dendukuri, D.; Pregibon, D.C.; Collins, J.; Hatton, T.A.; Doyle, P.S. Continuous-flow lithography for high-throughput microparticle synthesis. Nat. Mater. 2006, 5, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Zhu, Y.; Sun, Y.; Jin, J.; Chen, Y. A vibration-assisted separation method for constrained-surface-based stereolithography. J. Manuf. Sci. Eng. 2021, 143, 051008. [Google Scholar] [CrossRef]
- Jin, J.; Yang, J.; Mao, H.; Chen, Y. A vibration-assisted method to reduce separation force for stereolithography. J. Manuf. Process. 2018, 34, 793–801. [Google Scholar] [CrossRef]
- Cheng, Y.L.; Lee, M.L. Development of dynamic masking rapid pro- totyping system for application in tissue engineering. Rapid Prototyp. J. 2009, 15, 29–41. [Google Scholar] [CrossRef]
- Choi, J.W.; Wicker, R.; Lee, S.H.; Choi, K.H.; Ha, C.S.; Chung, I. Fabrication of 3d biocompatible/biodegradable micro-scaffolds using dynamic mask projection microstereolithography. J. Mater. Process. Technol. 2009, 209, 5494–5503. [Google Scholar] [CrossRef]
- Pan, Y.; Chen, Y.; Yu, Z. Fast mask image projection-based micro- stereolithography process for complex geometry. J. Micro-Nano-Manuf. 2017, 5, 014501. [Google Scholar] [CrossRef]
- Gritsenko, D.; Yazdi, A.A.; Lin, Y.; Hovorka, V.; Pan, Y.; Xu, J. On characterization of separation force for resin replenishment enhance- ment in 3d printing. Addit. Manuf. 2017, 17, 151–156. [Google Scholar]
- Pan, Y.; He, H.; Xu, J.; Feinerman, A. Study of separation force in con- strained surface projection stereolithography. Rapid Prototyp. J. 2017, 23, 353–361. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-d printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Berman, B. 3-d printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, J.W.; Yun, W.S. Fabrication and tissue engineering application of a 3d ppf/def scaffold using blu-ray based 3d printing system. J. Mech. Sci. Technol. 2017, 31, 2581–2587. [Google Scholar] [CrossRef]
- Oh, Y.; Zhou, C.; Behdad, S. Production planning for mass customization in additive manufacturing: Build orientation determination, 2d packing and scheduling. In Proceedings of the International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec City, QC, Canada, 26–29 August 2018. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specifications | Photon S | Photon Ultra |
|---|---|---|
| Technology | LCD | DLP |
| Light source | UV-LED | Optical projector DLP |
| System resolution | FHD (2560 × 1440 px) | HD (1280 × 720 px) |
| XY resolution | 47 µm (0.047 mm) | 80 µm (0.080 mm) |
| Z-axis accuracy | 0.00125 mm | 0.01 mm |
| Suggested layer thickness | 0.01~0.2 mm | 0.01~0.15 mm |
| Exposure time | 6–9 s/capa | 1–3 s/capa |
| Manufacturing speed | 20 mm/h | 60 mm/h |
| Power rating | 50 W | 12 W |
| Manufacturing volume | 165 × 65 × 115 mm (HWL) | 165 × 102.4 × 57.6 mm (HWL) |
| System durability | 2000 h | 20,000 h |
| Wavelength | 405 nm | 405 nm |
| Experiment Number | Exposure Time (s) | Geometry | Technology |
|---|---|---|---|
| 1 | 1 (1.5) | Shaft (Positive) | DLP |
| 2 | 1 (1.5) | Hole (Negative) | DLP |
| 3 | 2 (2) | Shaft (Positive) | DLP |
| 4 | 2 (2) | Hole (Negative) | DLP |
| 5 | 3 (2.5) | Shaft (Positive) | DLP |
| 6 | 3 (2.5) | Hole (Negative) | DLP |
| 7 | 1 (6) | Shaft (Positive) | LCD |
| 8 | 1 (6) | Hole (Negative) | LCD |
| 9 | 2 (7) | Shaft (Positive) | LCD |
| 10 | 2 (7) | Hole (Negative) | LCD |
| 11 | 3 (8) | Shaft (Positive) | LCD |
| 12 | 3 (8) | Hole (Negative) | LCD |
| STL File Size (kB) | |||||
|---|---|---|---|---|---|
| Resolution | Elements by Radius of Curvature | Elements by Edge | R = 10 mm | R = 100 mm | R = 1000 mm |
| Highest | 10 | 8 | 94 | 950 | 9760 |
| High | 8 | 5 | 50 | 497 | 4909 |
| Medium | 5 | 3 | 30 | 297 | 2850 |
| Low | 2 | 3 | 18 | 175 | 1580 |
| Pattern | Factor | p-Value | H0 | Significance |
|---|---|---|---|---|
| Square | Exposure time (s) | 0.347 | Accepted | No |
| Geometry | 0.000 | Rejected | Yes | |
| Technology | 0.000 | Rejected | Yes |
| Manufacturing Technology | ||||
|---|---|---|---|---|
| LCD | DLP | |||
| Geometry | Average (μm) | Standard Deviation (μm) | Average (μm) | Standard Deviation (μm) |
| Cylinder | 180 | 7 | 176 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batista, M.; Mora-Jimenez, J.; Salguero, J.; Vazquez-Martinez, J.M. Assessment of the Development Performance of Additive Manufacturing VPP Parts Using Digital Light Processing (DLP) and Liquid Crystal Display (LCD) Technologies. Appl. Sci. 2024, 14, 3607. https://doi.org/10.3390/app14093607
Batista M, Mora-Jimenez J, Salguero J, Vazquez-Martinez JM. Assessment of the Development Performance of Additive Manufacturing VPP Parts Using Digital Light Processing (DLP) and Liquid Crystal Display (LCD) Technologies. Applied Sciences. 2024; 14(9):3607. https://doi.org/10.3390/app14093607
Chicago/Turabian StyleBatista, Moises, Jairo Mora-Jimenez, Jorge Salguero, and Juan Manuel Vazquez-Martinez. 2024. "Assessment of the Development Performance of Additive Manufacturing VPP Parts Using Digital Light Processing (DLP) and Liquid Crystal Display (LCD) Technologies" Applied Sciences 14, no. 9: 3607. https://doi.org/10.3390/app14093607