
Pet Fiber Reinforced Wet-Mix Shotcrete with Walnut Shell as Replaced Aggregate


Abstract
:
1. Introduction
2. Experimental Materials and Program
2.1. Experimental Materials
2.1.1. Cement and Aggregate
2.1.2. Fibers
2.1.3. Admixture
2.2. Experimental Program
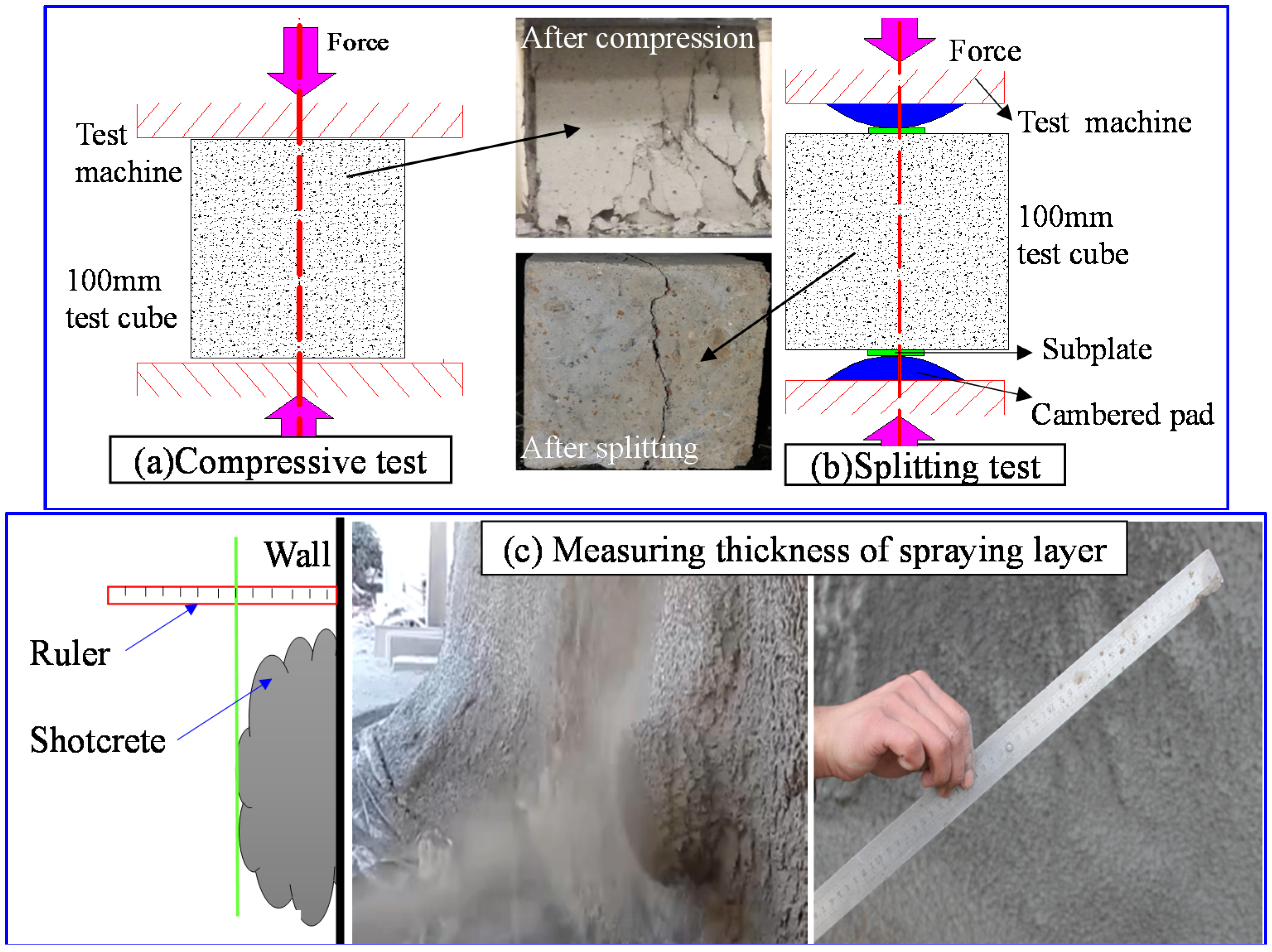
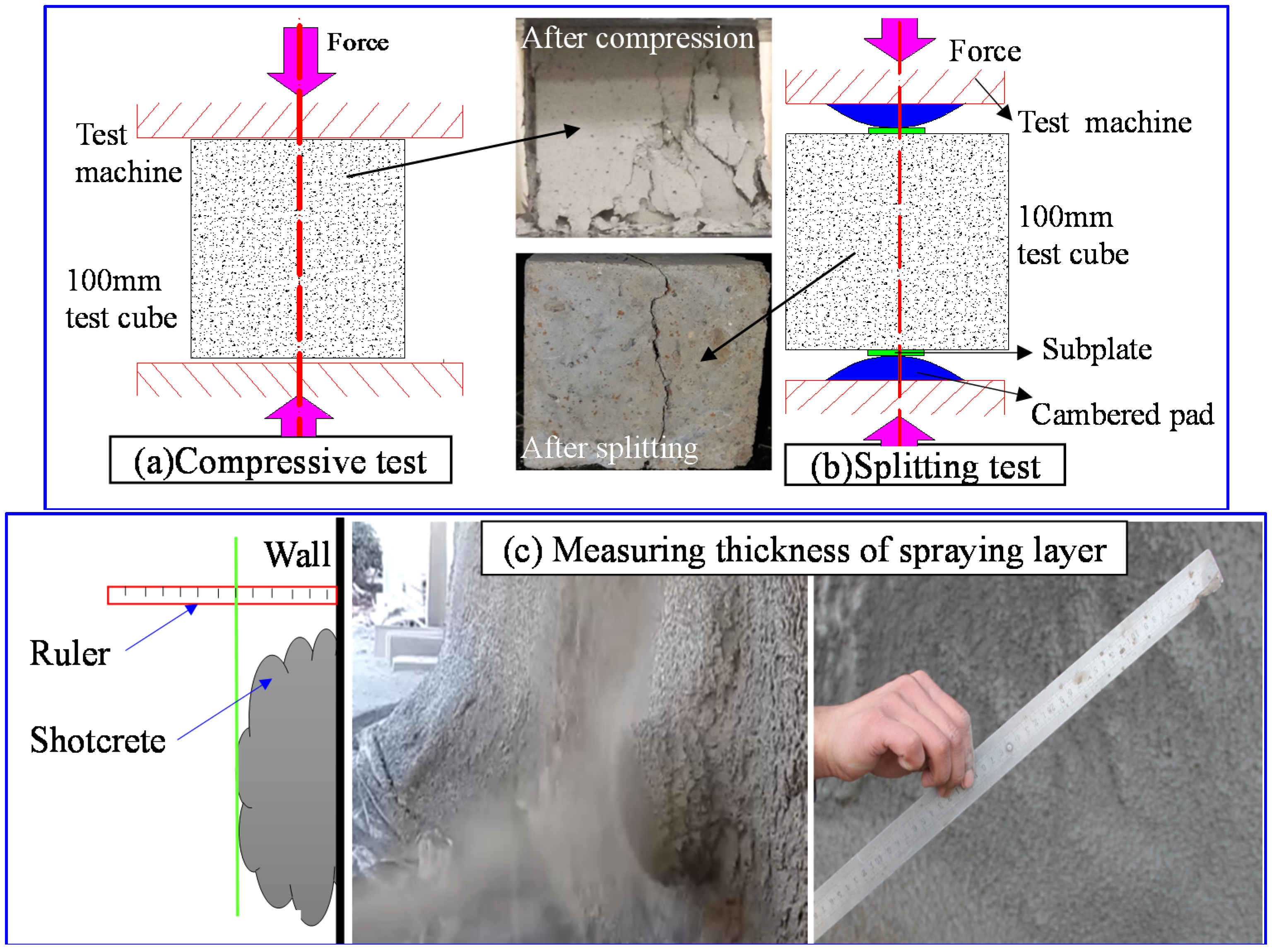
2.2.1. Tests of Mechanical Properties
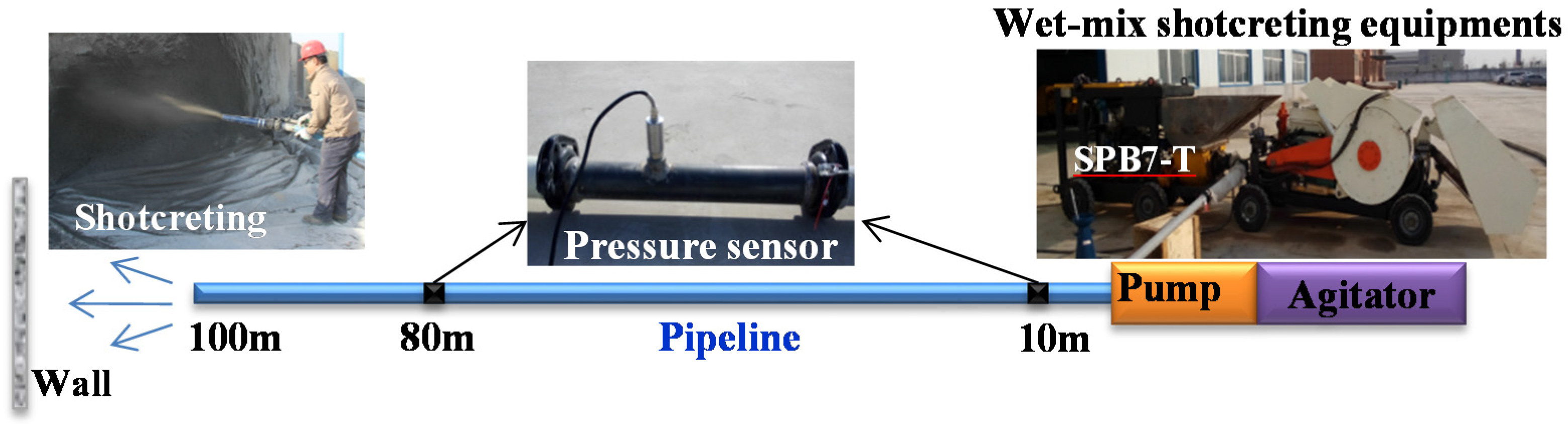
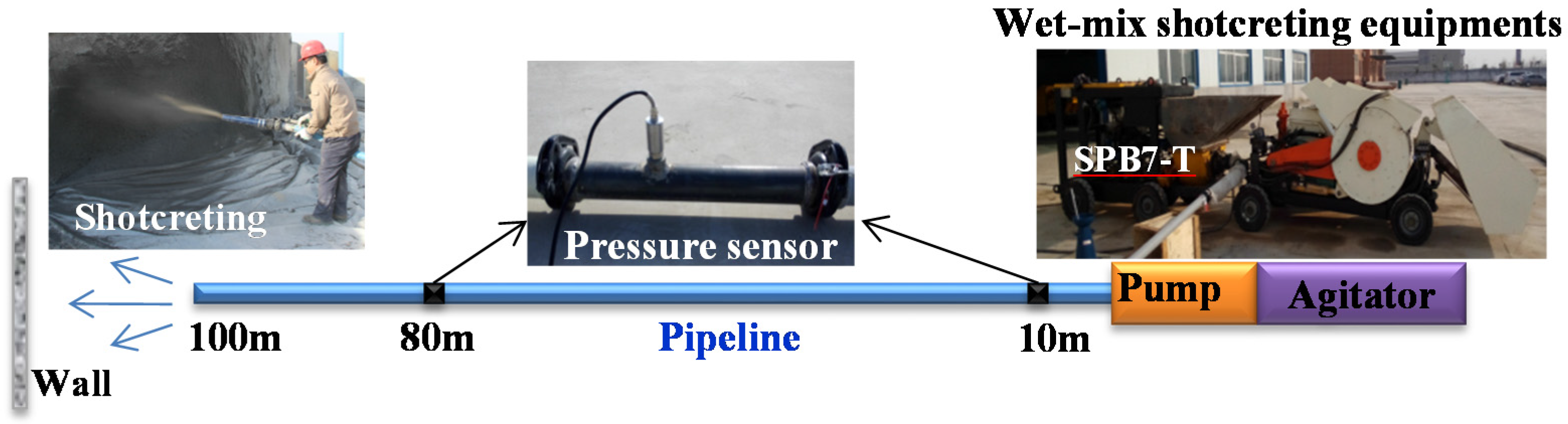
2.2.2. Tests of Pumpability and Shootability
3. Experimental Analysis
3.1. First Series of Tests
3.2. Results of the First Series of Tests
3.2.1. Mechanical Properties
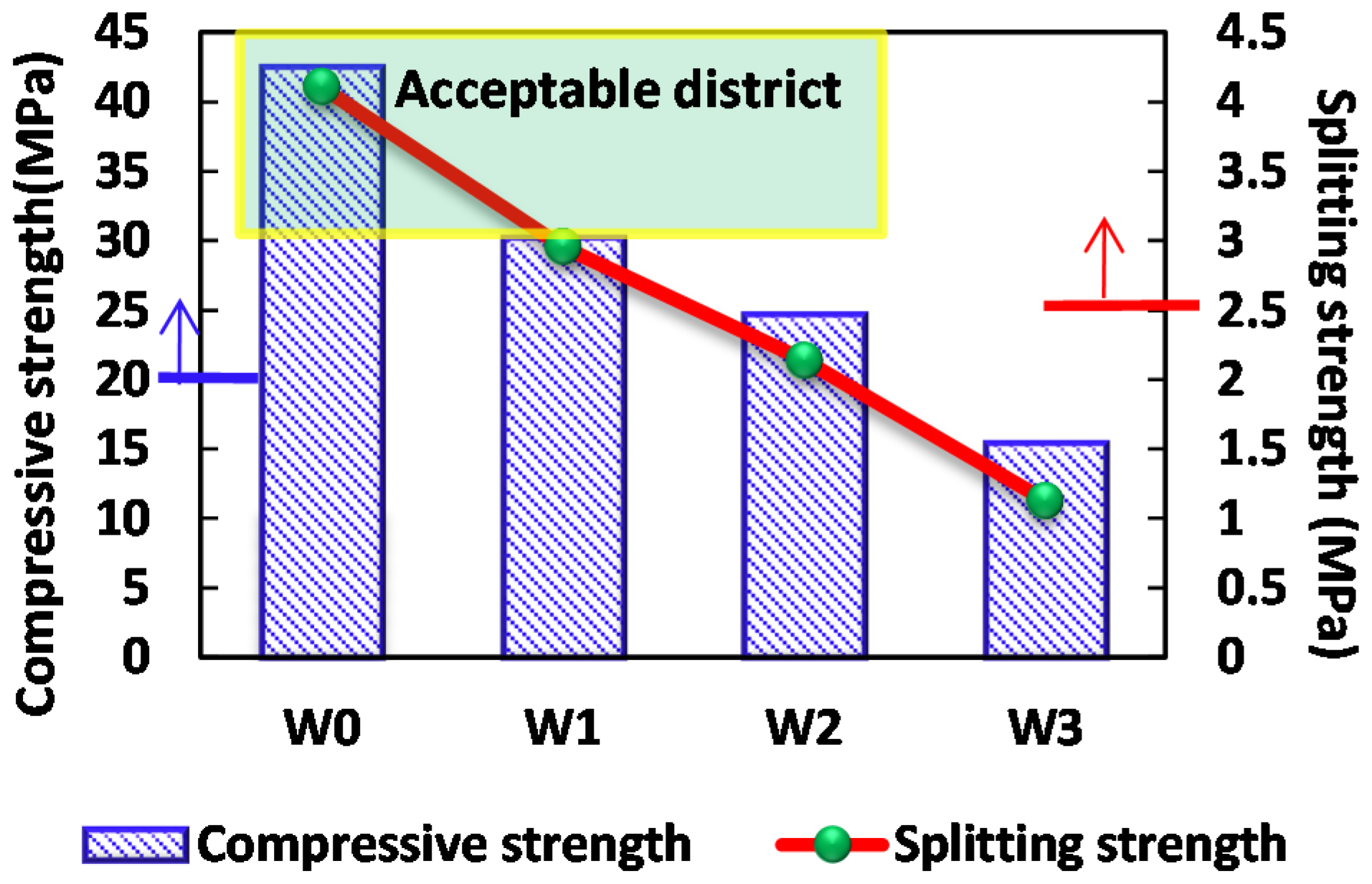
3.2.2. Density and Compressive Strength Relationship
3.2.3. Pumpability and Shootability
3.3. Second Series of Tests
3.4. Results of the Second Series of Tests
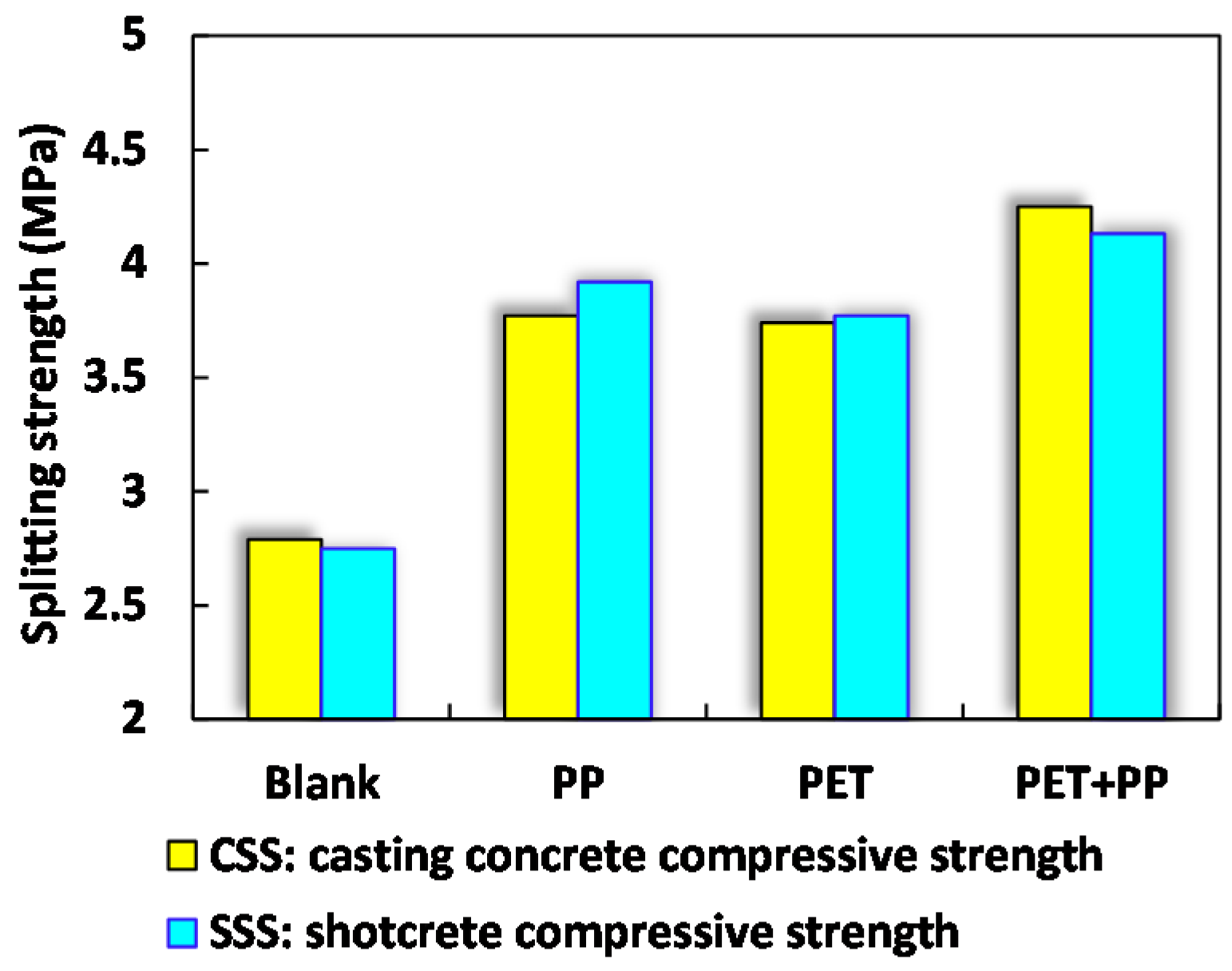
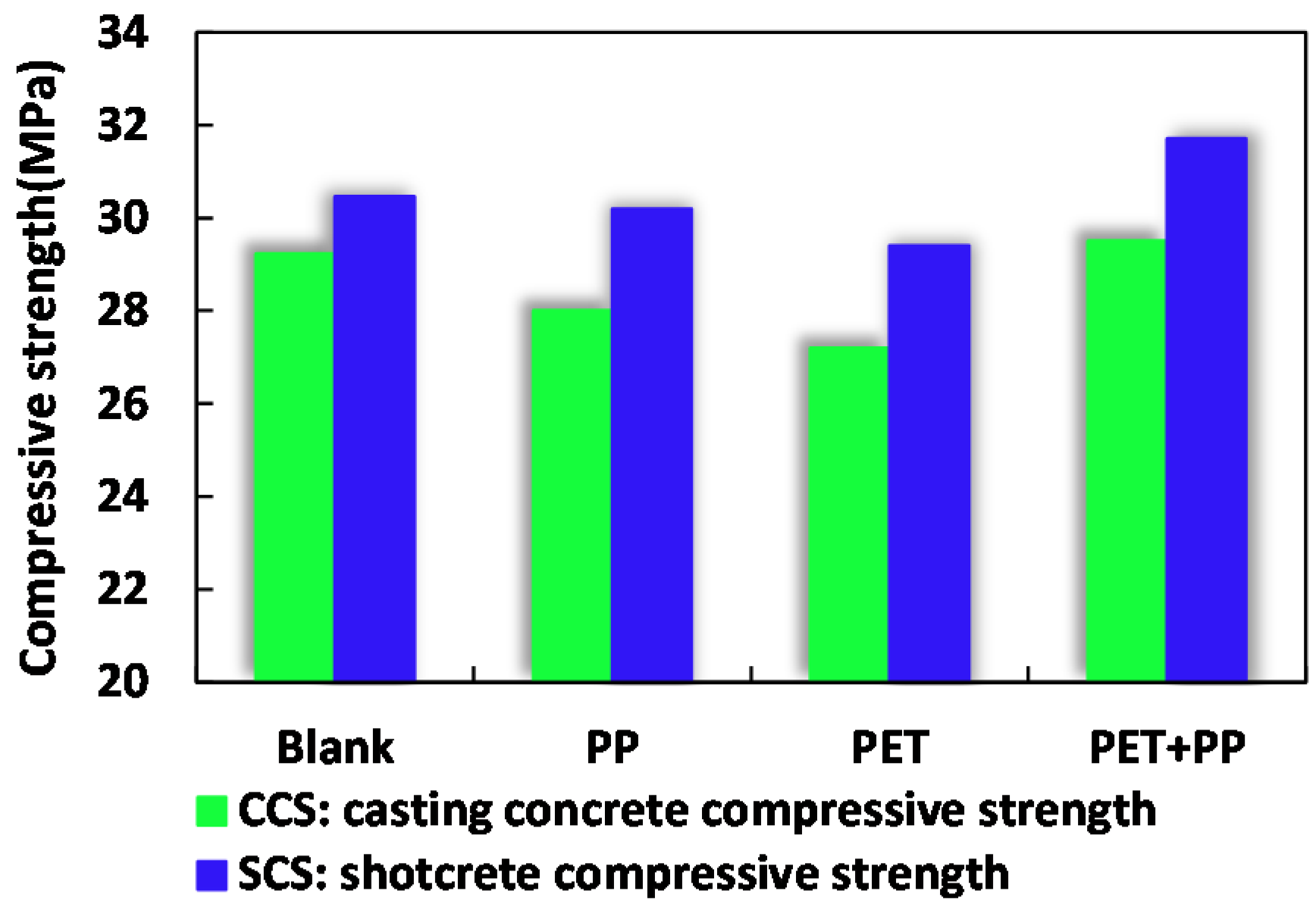
3.4.1. Results of Compressive and Splitting Tensile Strength
3.4.2. Results of Pumpability and Shootability
3.5. Relevant Discussion
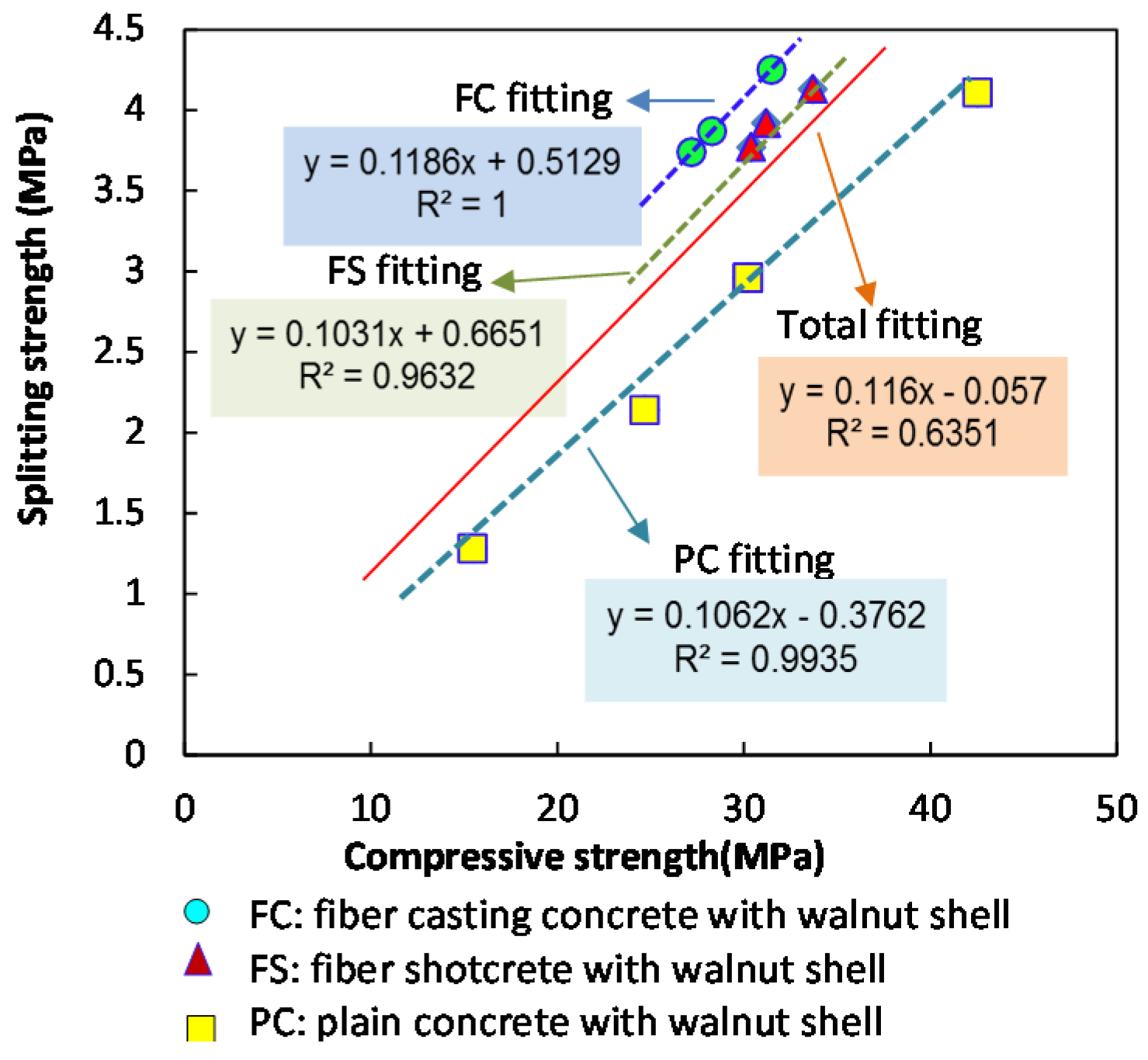
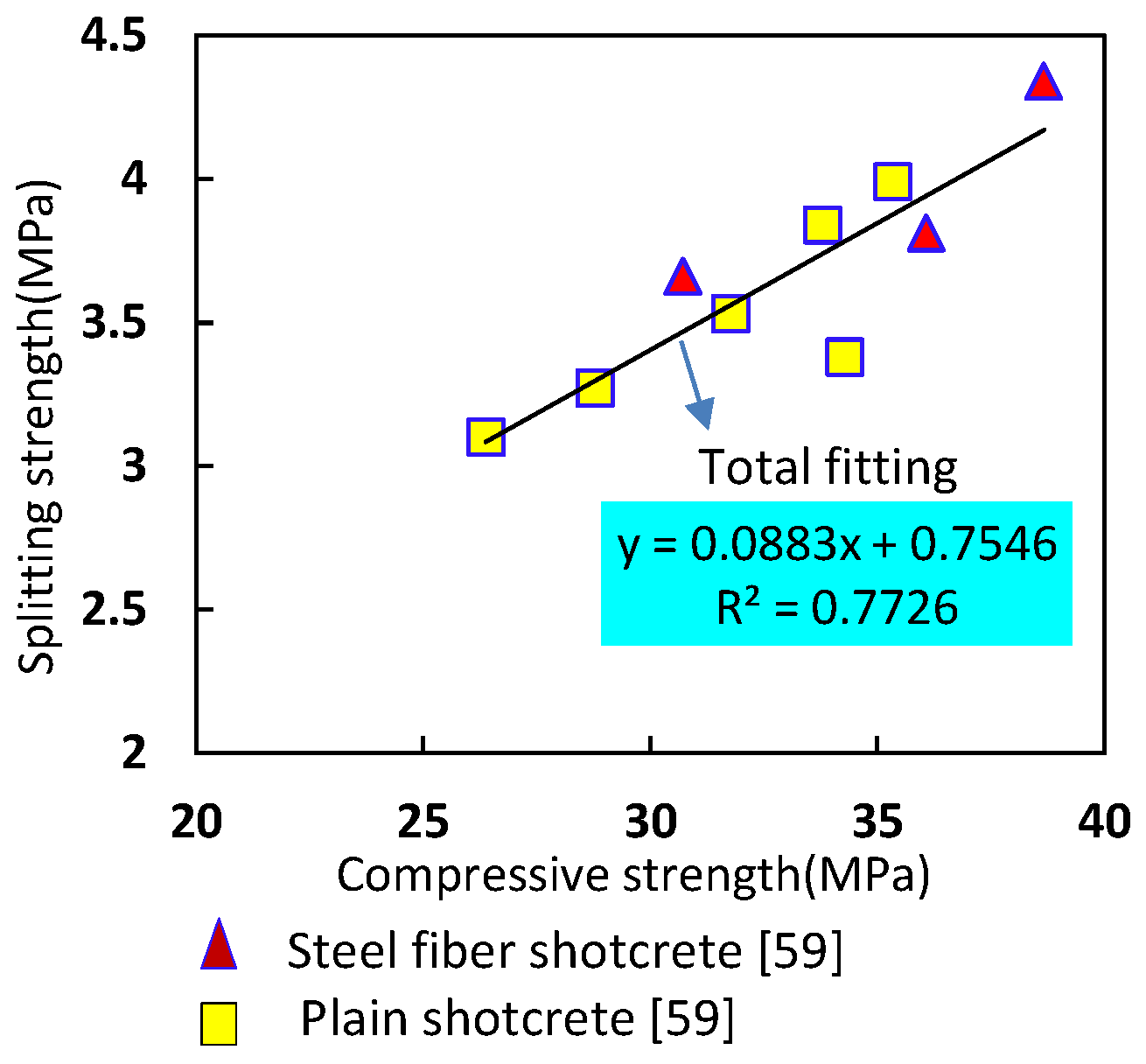
3.5.1. Compressive and Splitting Tensile Strength Relationship
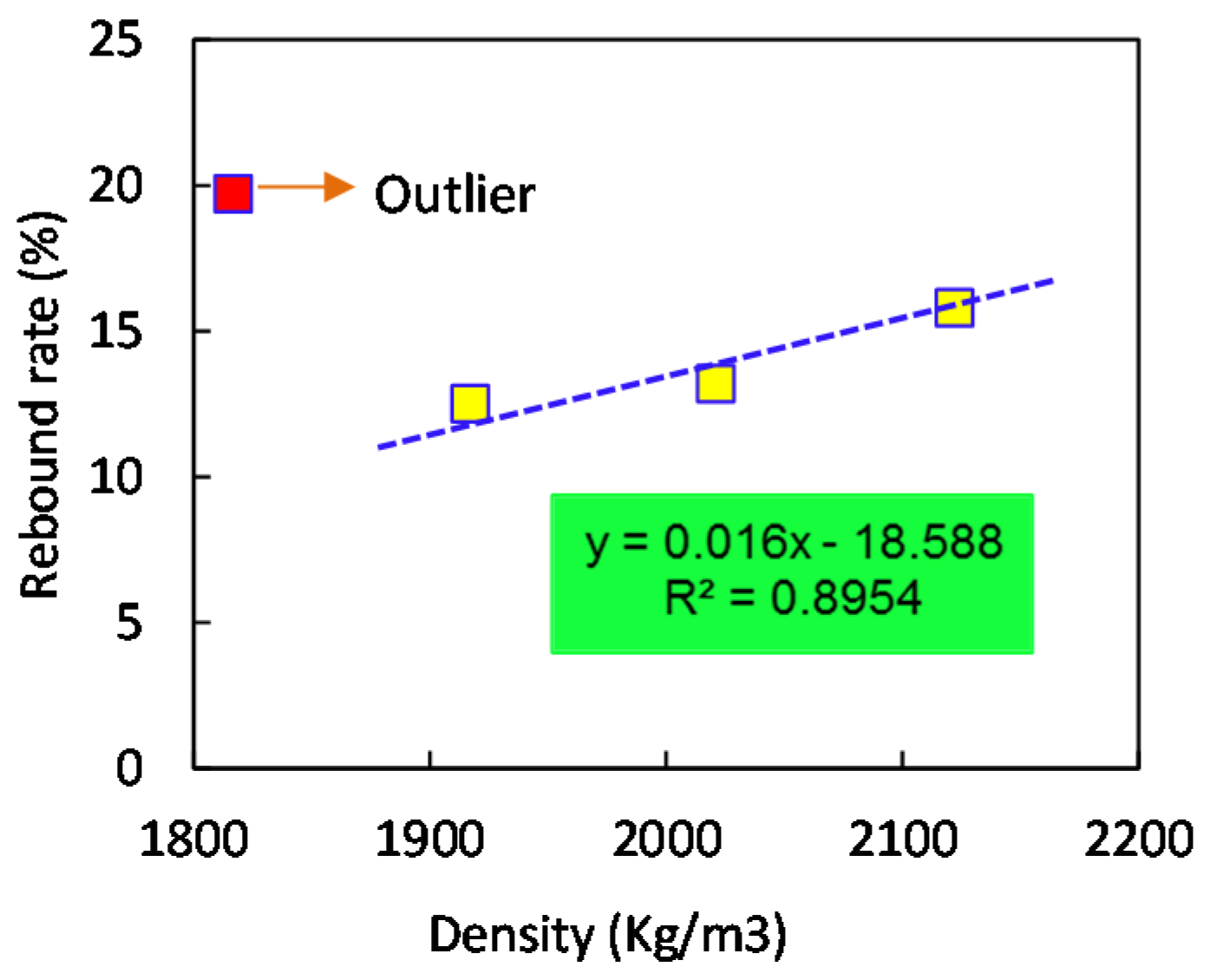
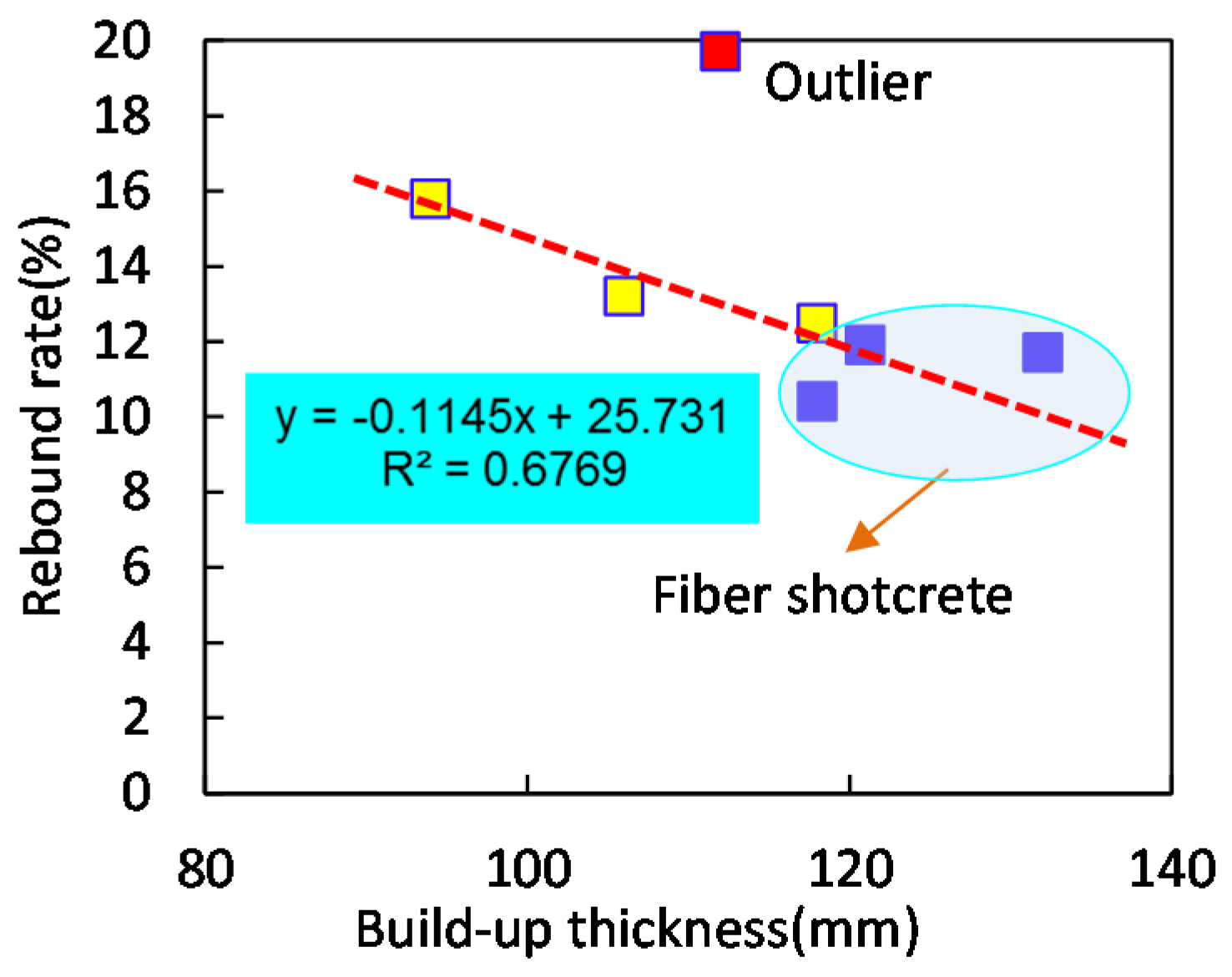
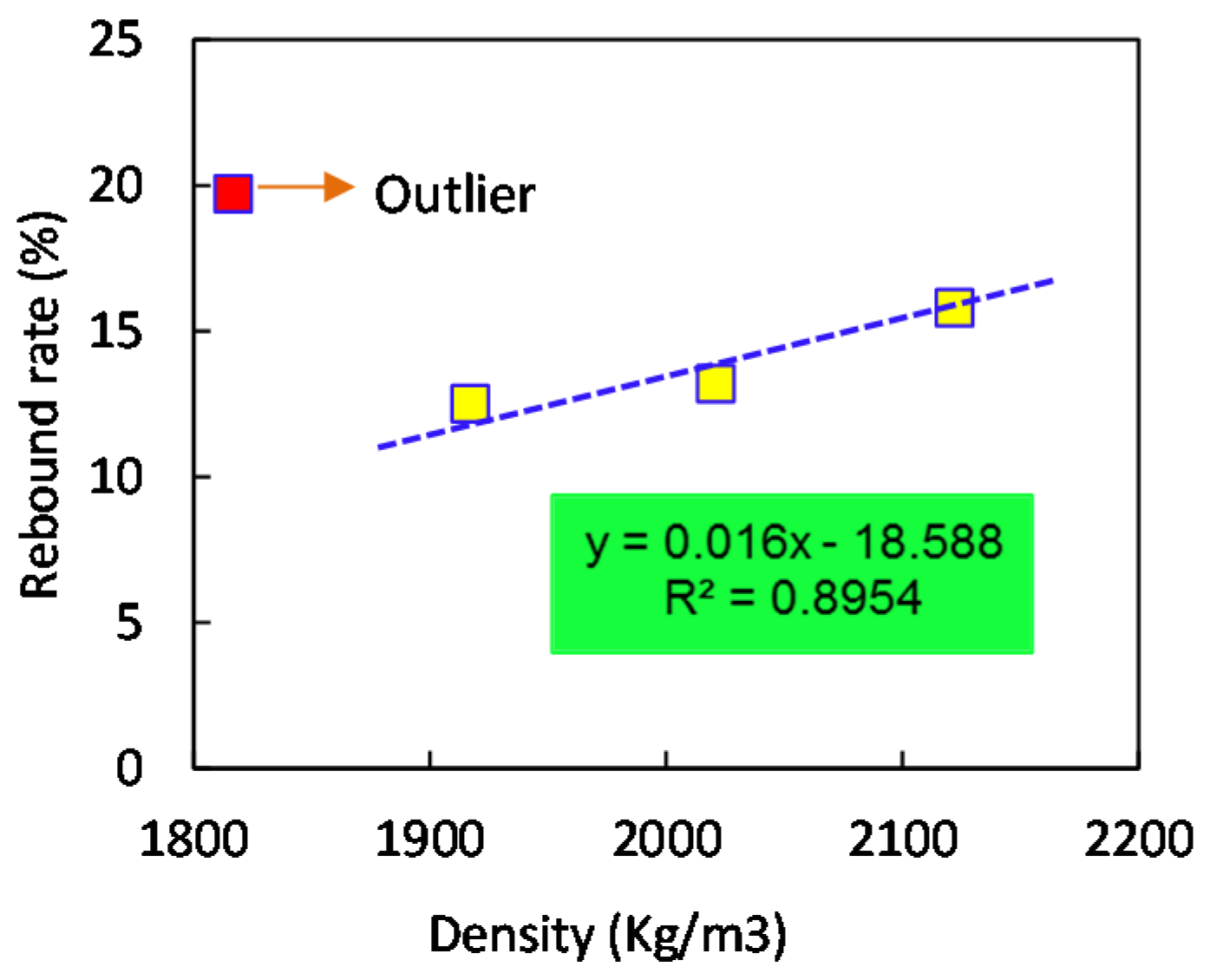
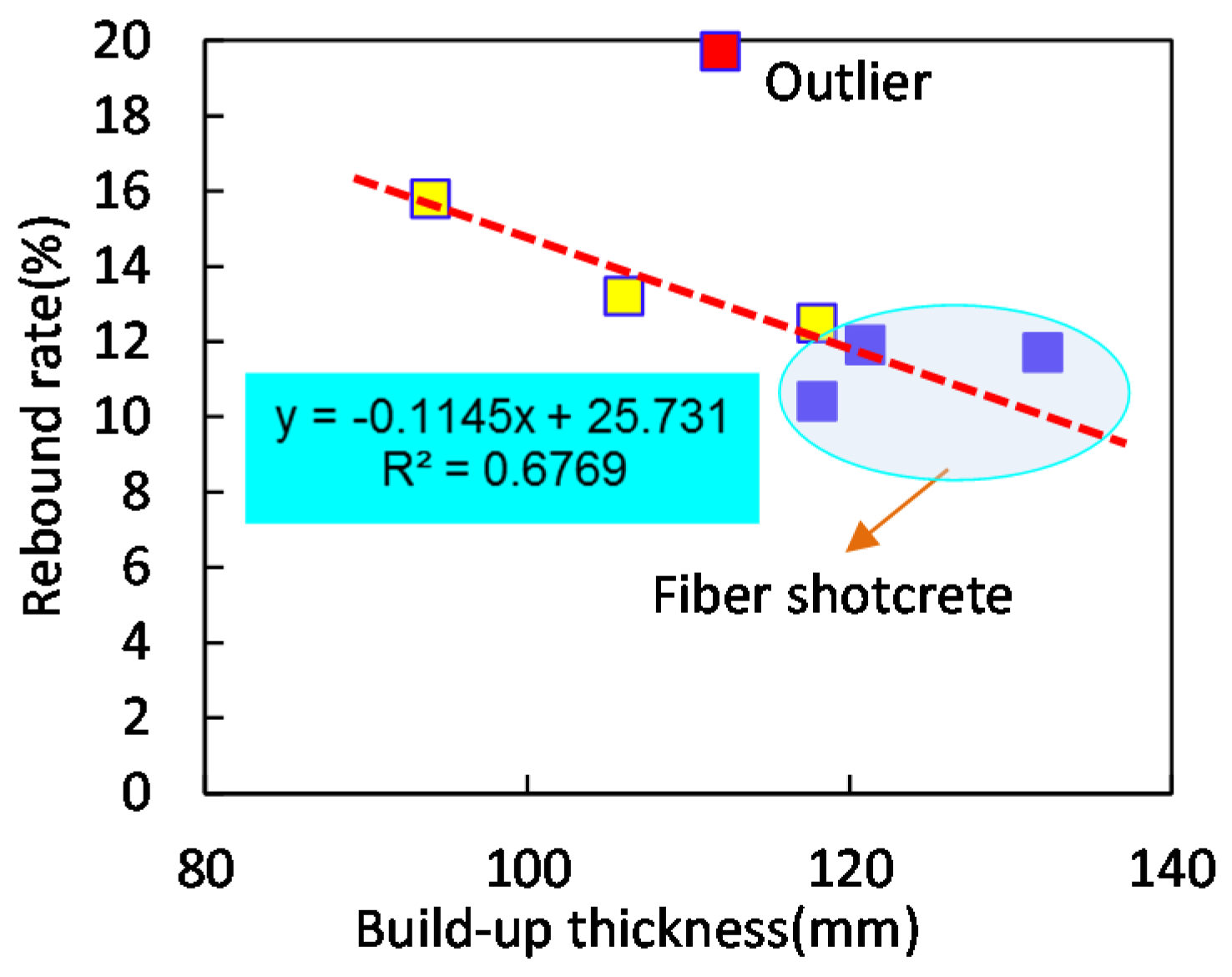
3.5.2. Relationship: Rebound–Density and Rebound–Build-Up Thickness
4. Conclusions
- (1)
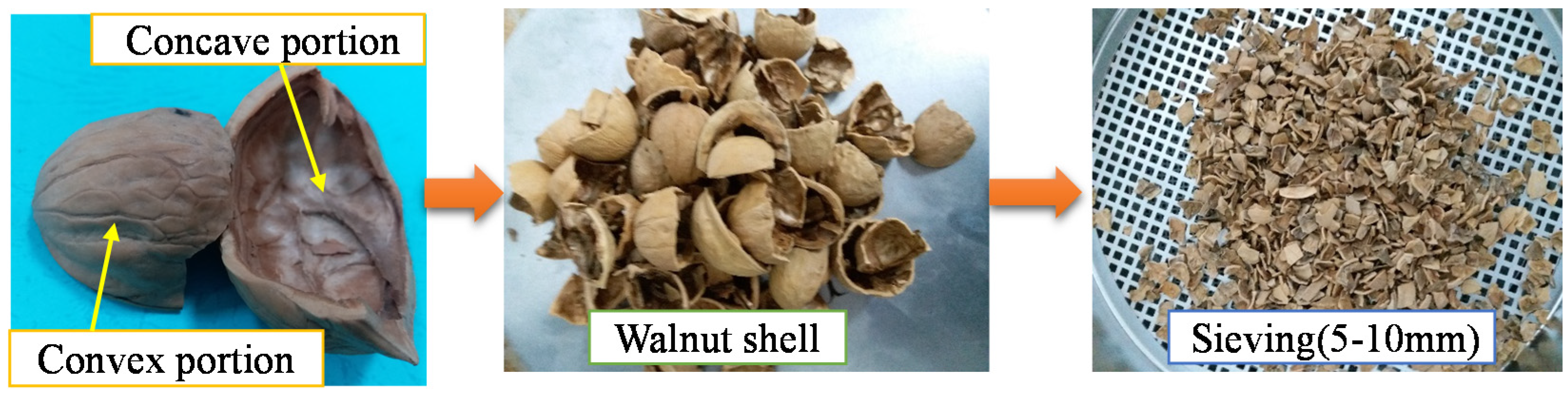
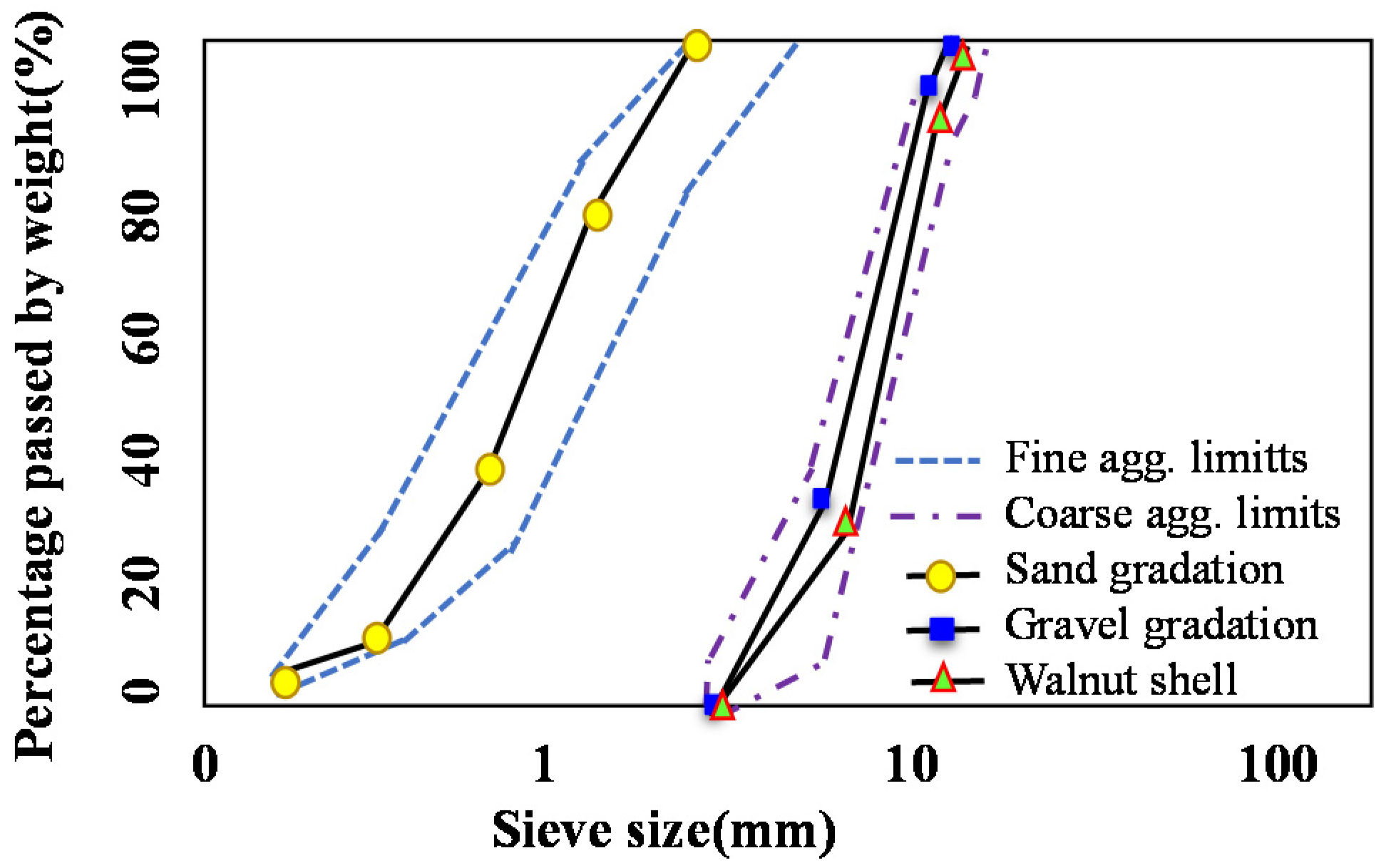
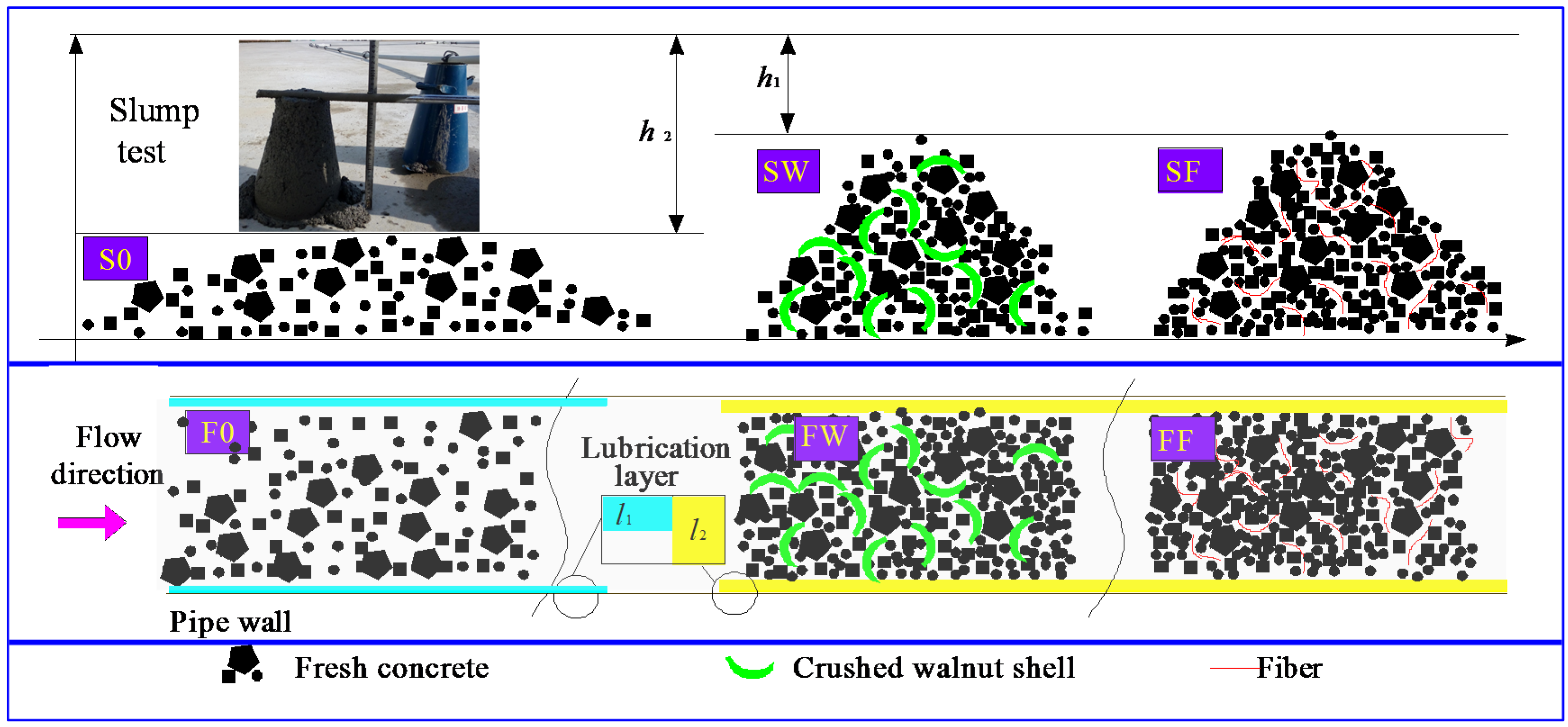
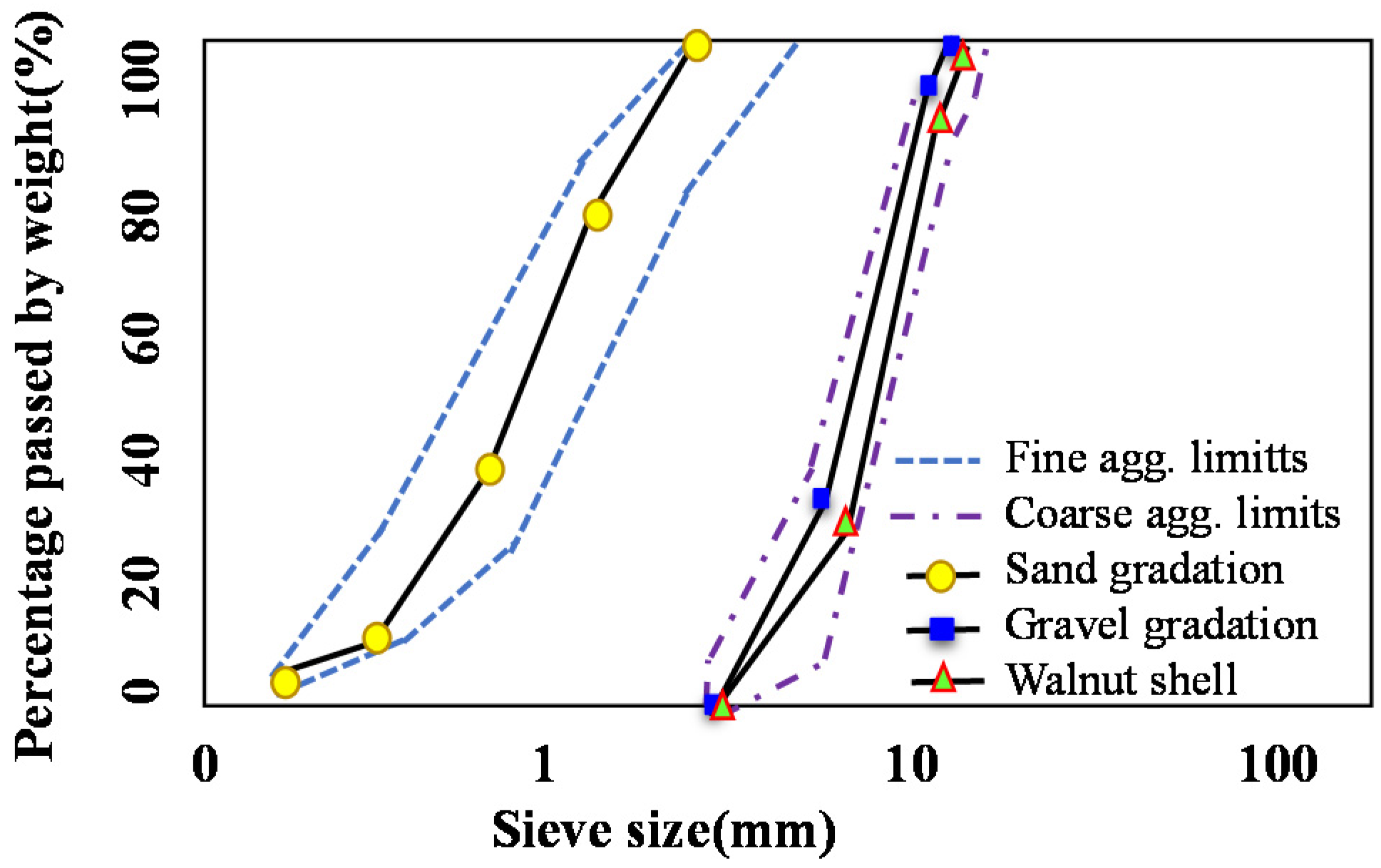
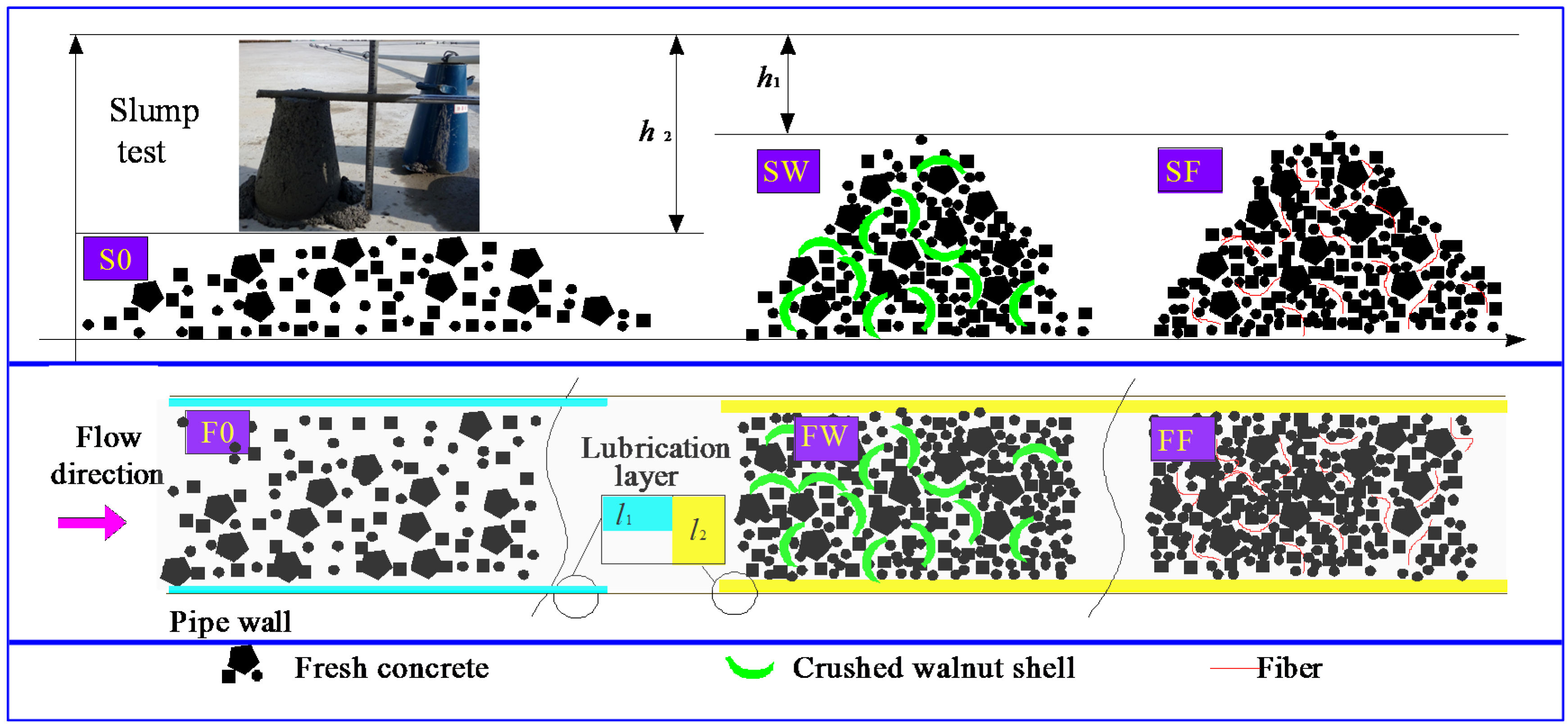
- In this study, walnut shell was crushed with irregular shaped (polygonal or flaky) with 1–4 mm thickness. They were sieved into one size category, 5 mm to 10 mm. The surfaces of convex portion of crushed shell are relatively smooth, compared to rough surfaces of the concave side along the cracked edges. The specific gravity of walnut shell is obviously lower than that of the natural aggregate. Hence, walnut shell can be termed as lightweight aggregate as it has low specific gravity.
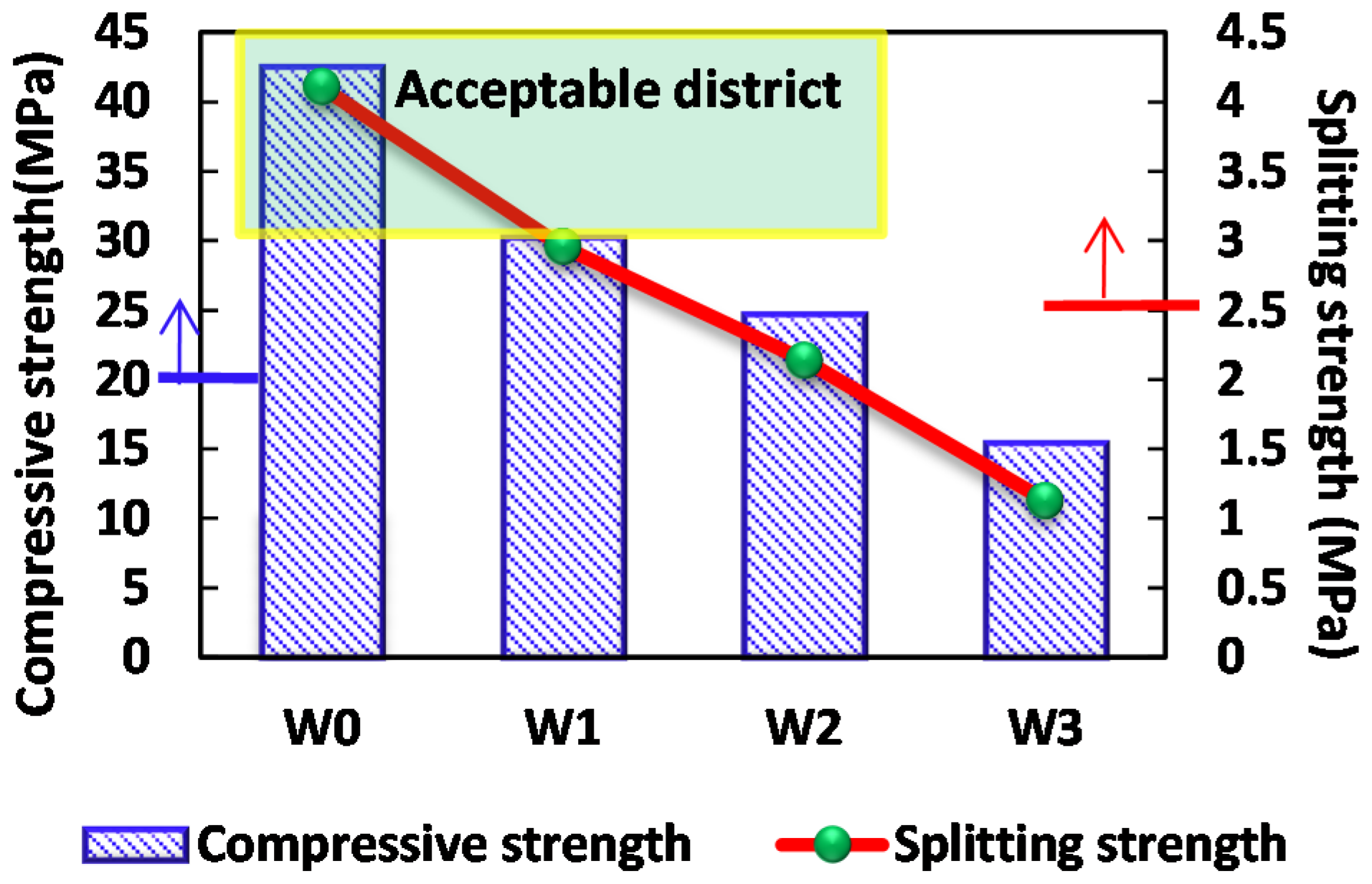
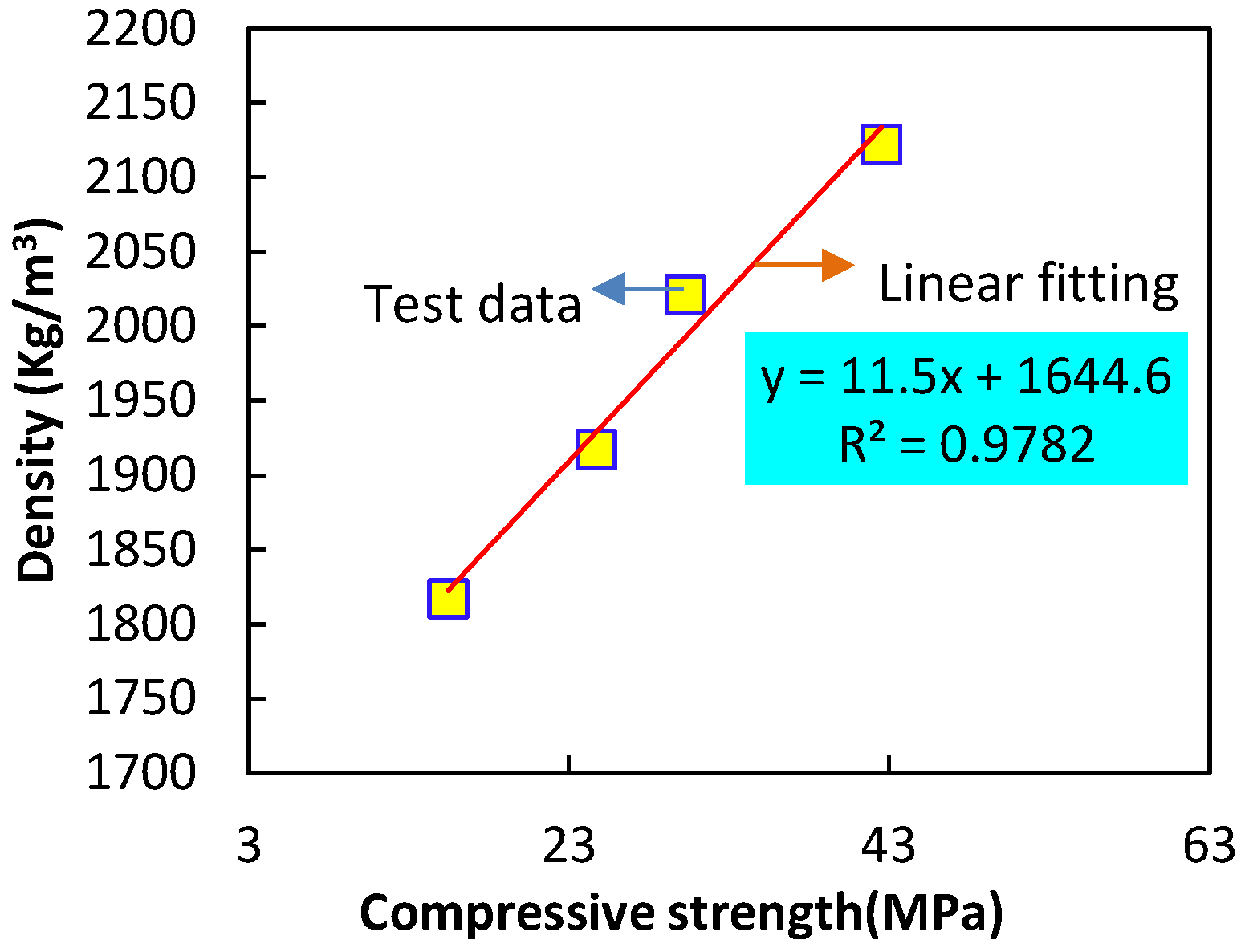
- (2)
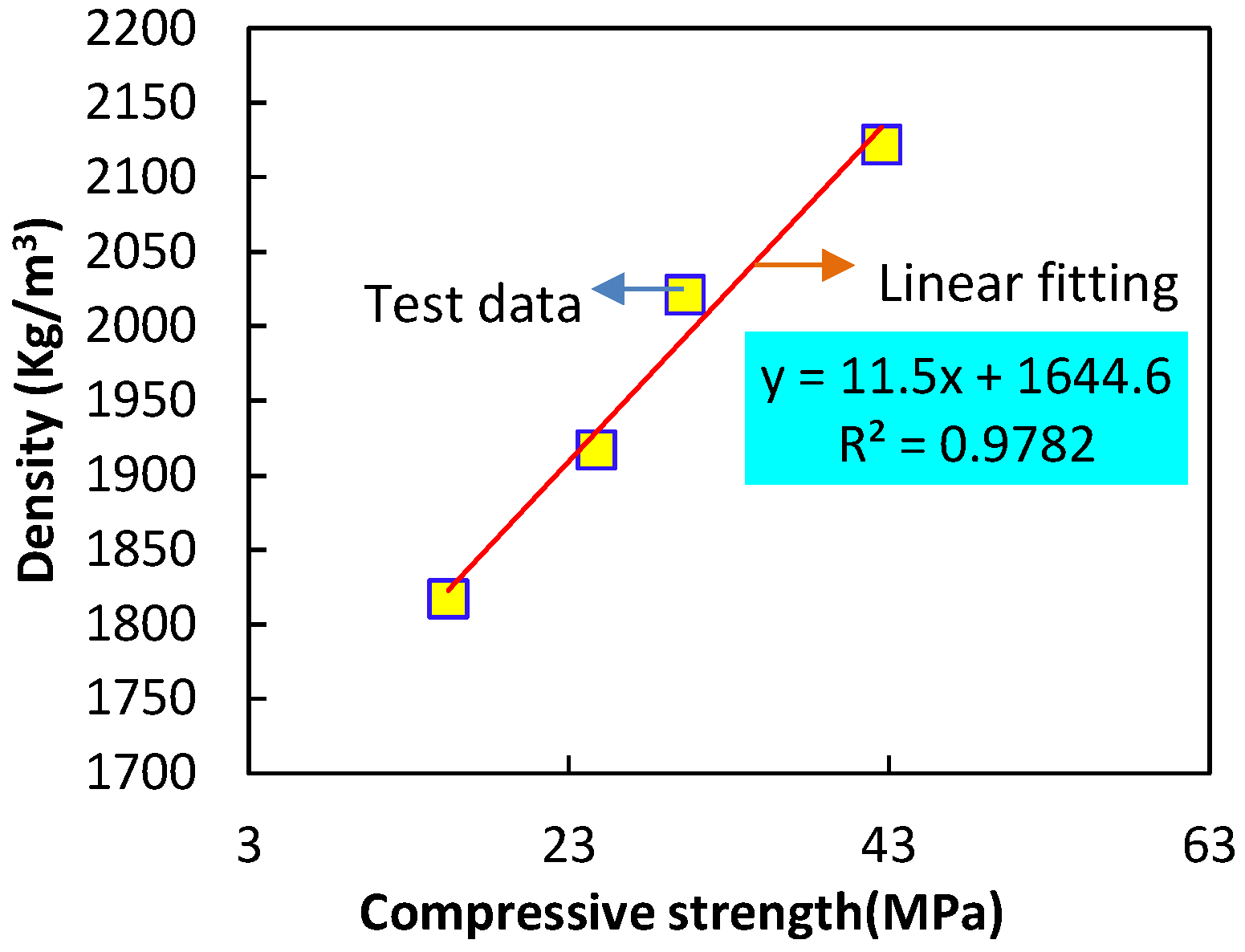
- In the preliminary tests, compressive and splitting tensile strength of casting concrete with different dosage walnut shell were conducted. With increase of walnut shell, compressive and splitting tensile strength of concrete decreased. Compared with plain concrete (W0), the specimens W1, W2 and W3 with 25%, 50% and 75% replacement had the reduction of 28.7%, 41.9% and 63.6% in compression, as well as 28%, 47.93% and 68.8% in splitting tensile strength, respectively. Furthermore, a linear relationship between density and compressive strength was obtained with a good coefficient of determination, R2 of 0.9782.
- (3)
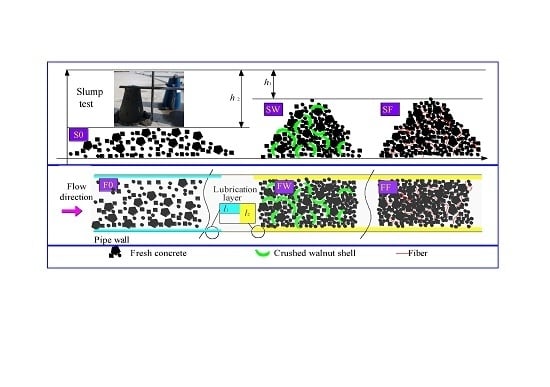
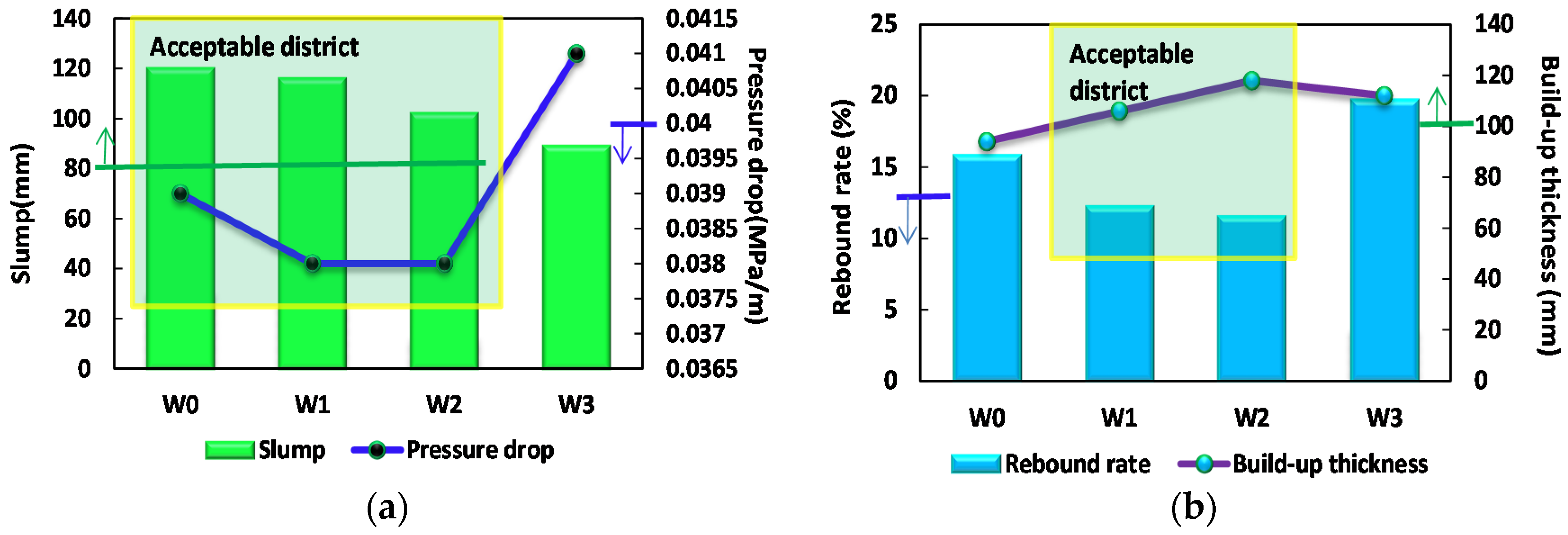
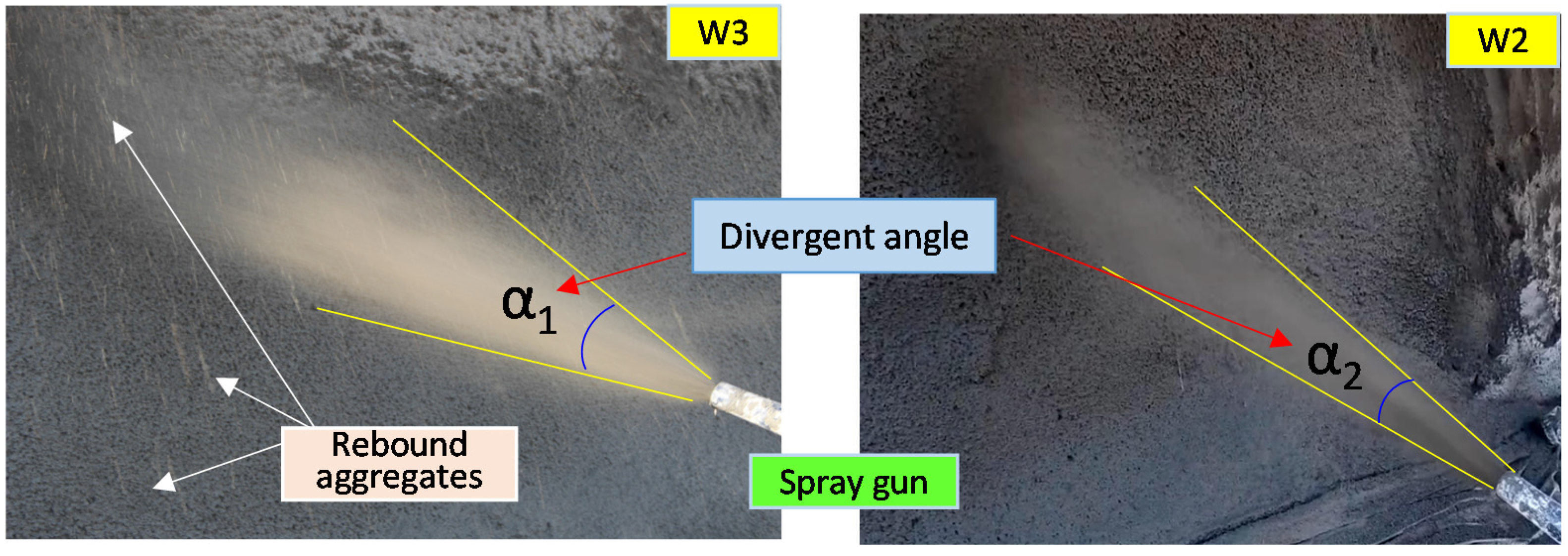
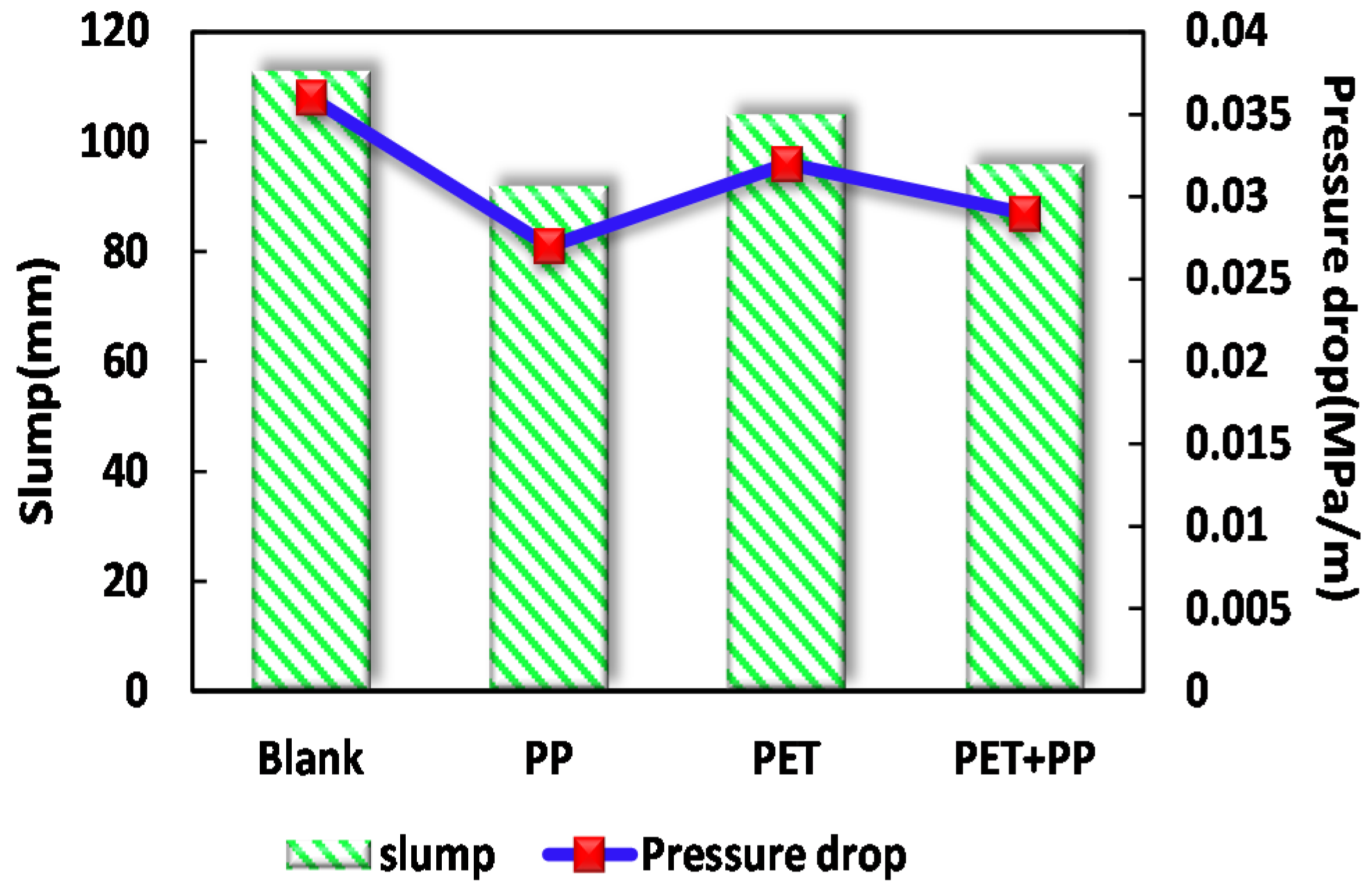
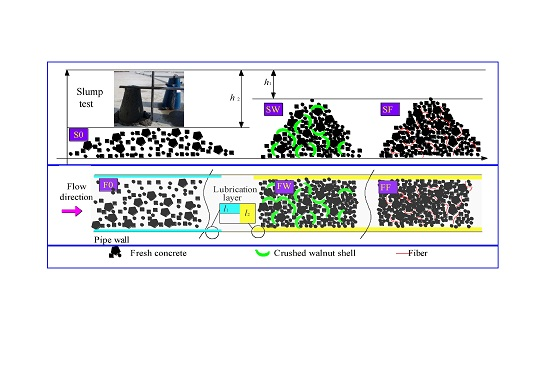
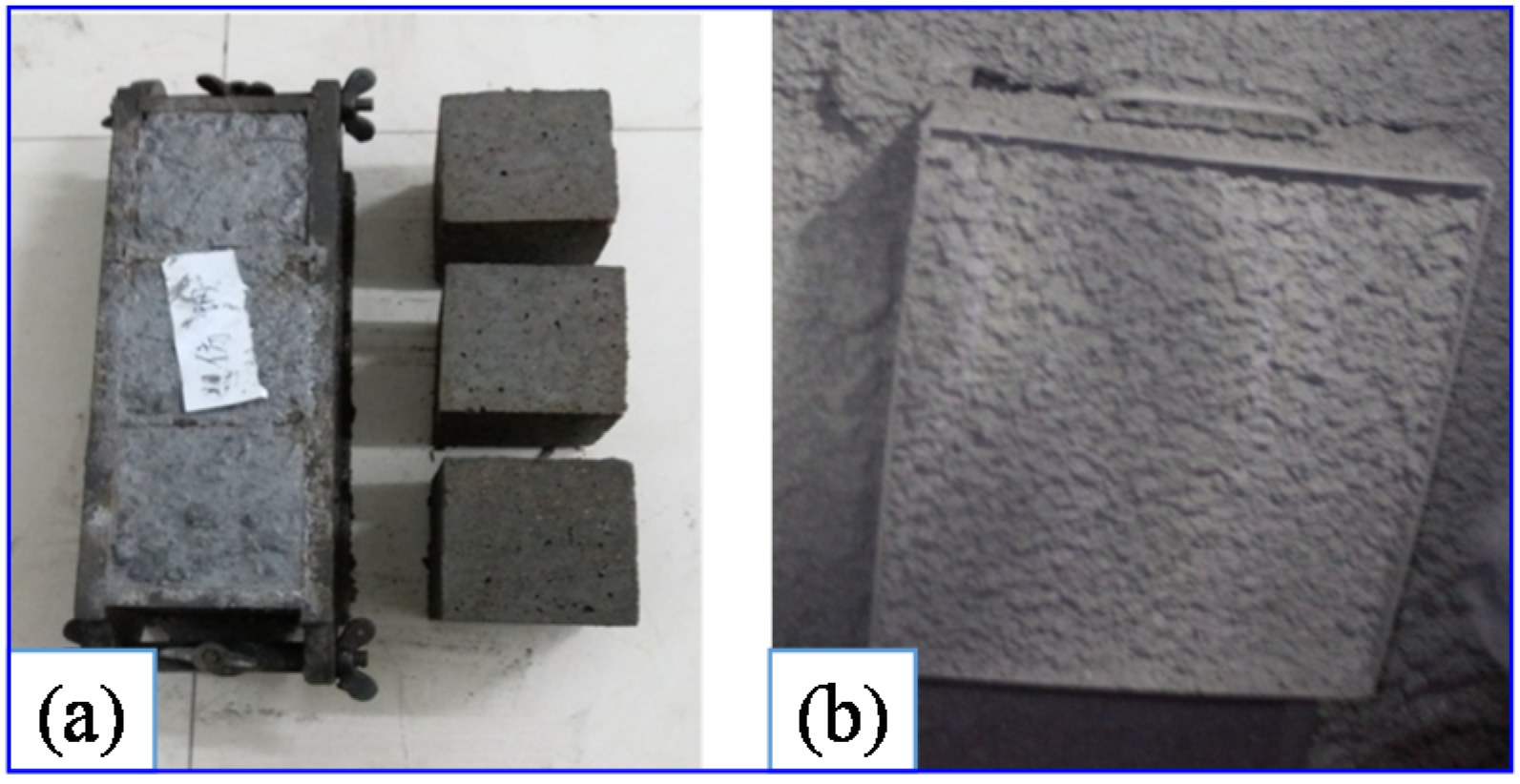
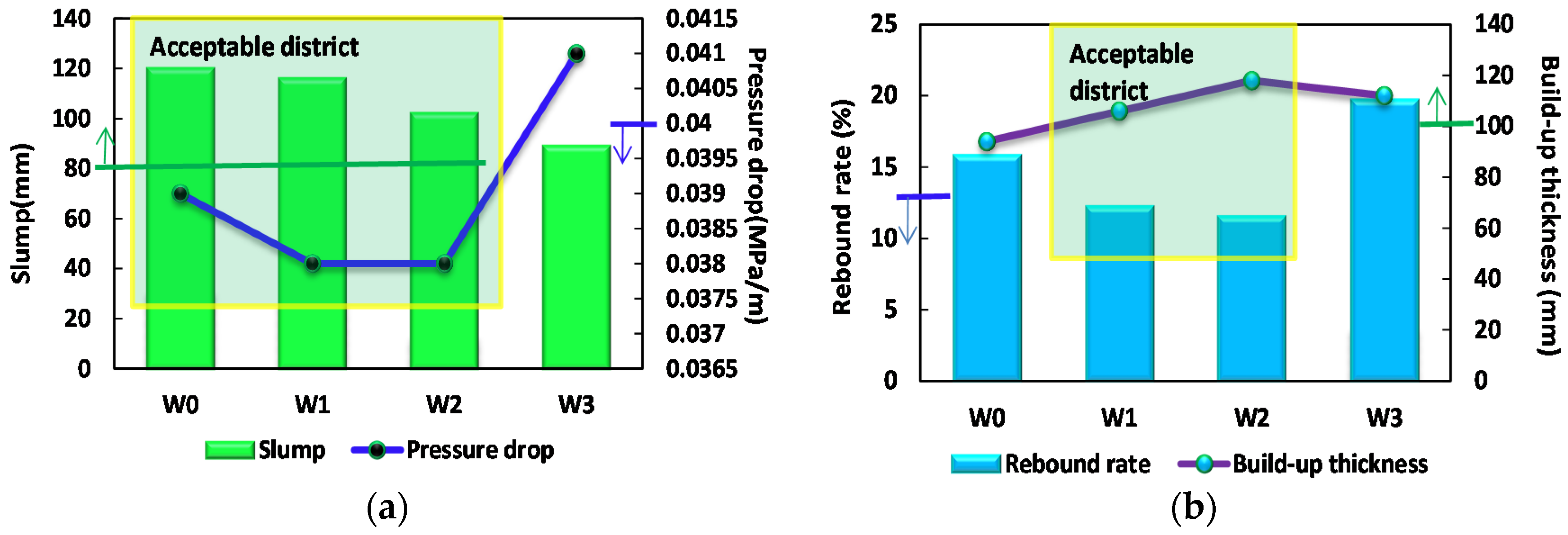
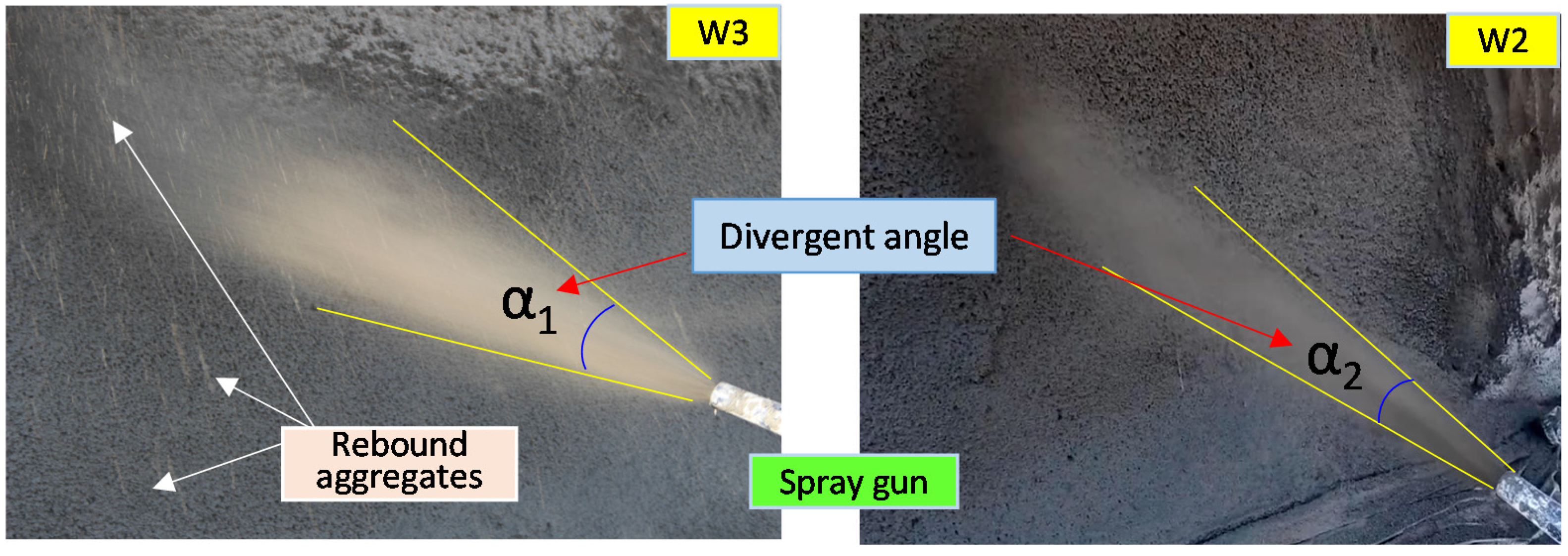
- In order to determine the pumpability of fresh concrete after adding walnut shell, pressure drop per meter was measured in tests. Slump and pressure drop declined slightly with increasing walnut shell replacement from 0% to 75%. Mixing aggregates with walnut shell were likely to cluster closely due to interlock characteristic of crushed walnut shell with angular and rough edges, which was beneficial for reducing separation and improving flowability of fresh concrete. Additionally, appropriate dosage of walnut shell (W1 and W2) can improve the shootability of fresh concrete with low rebound rate and larger build-up thickness.
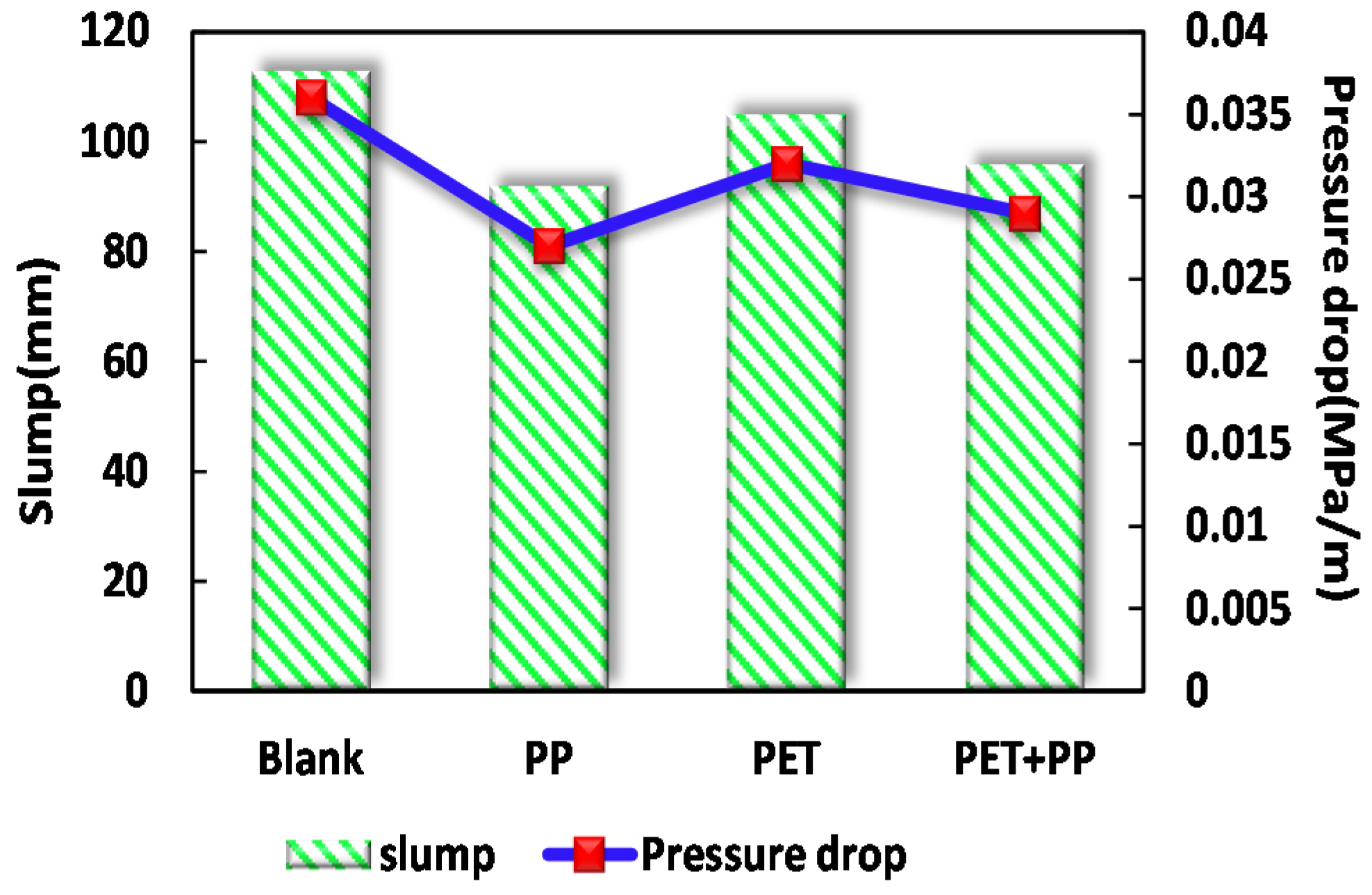
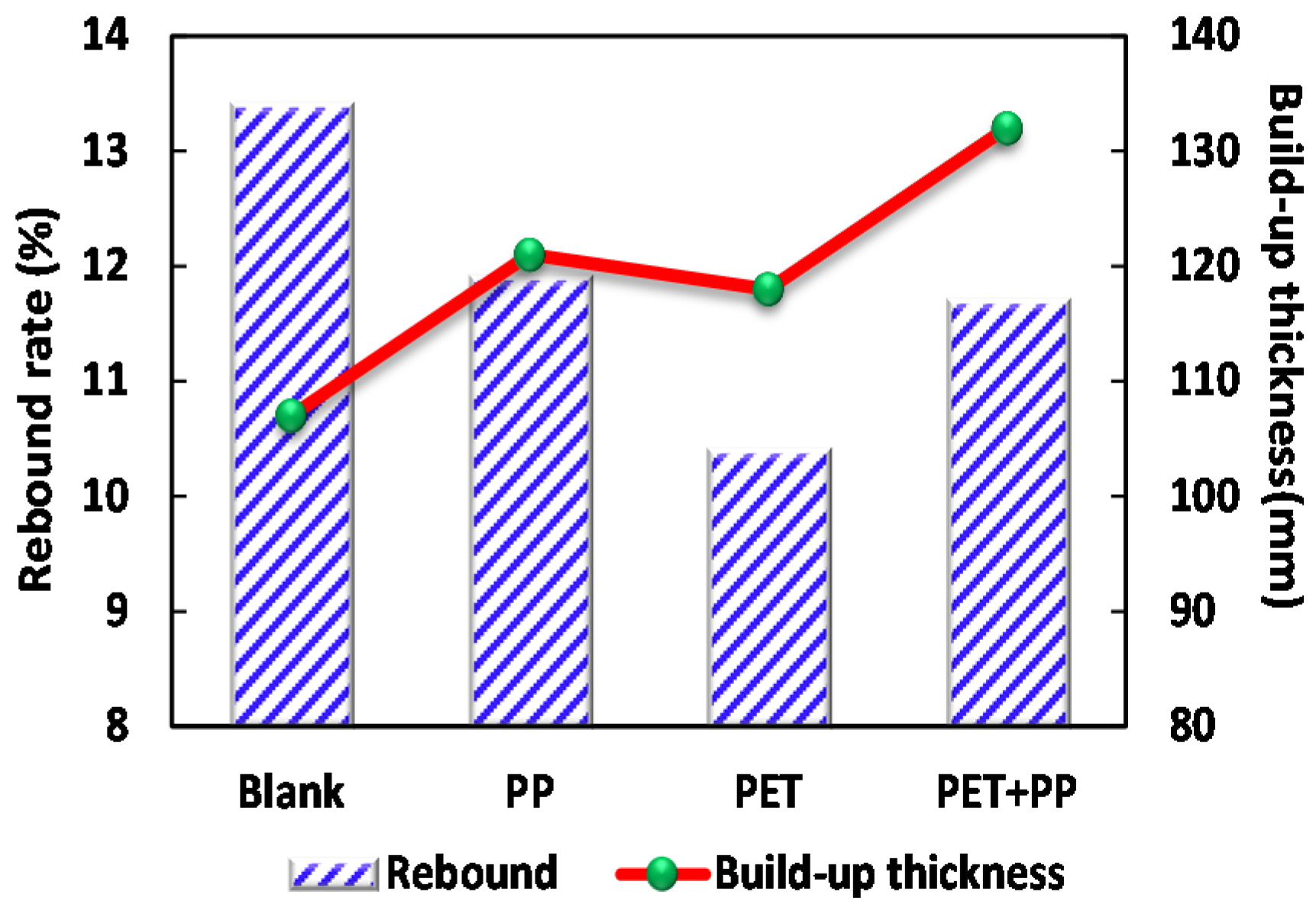
- (4)
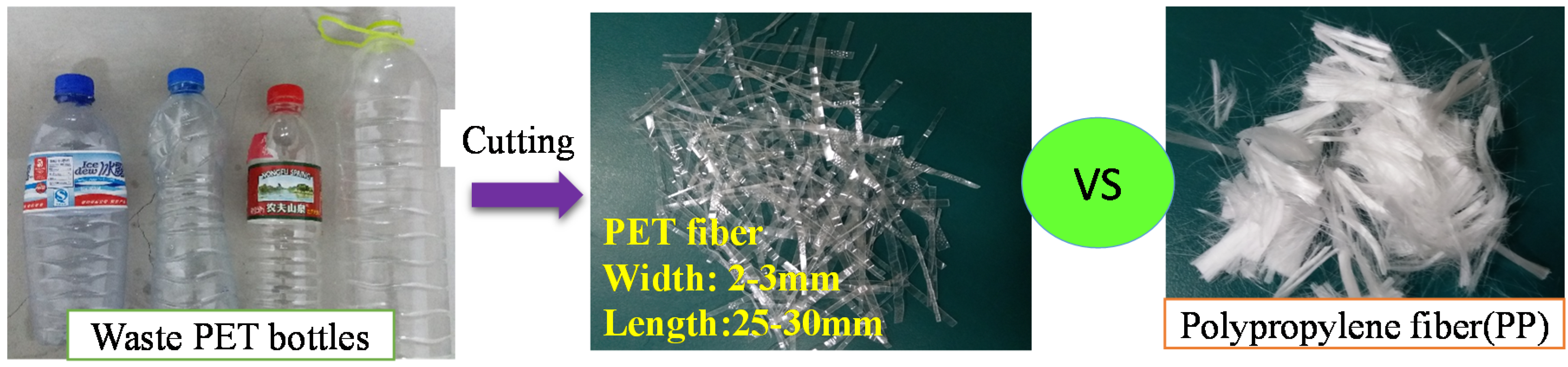
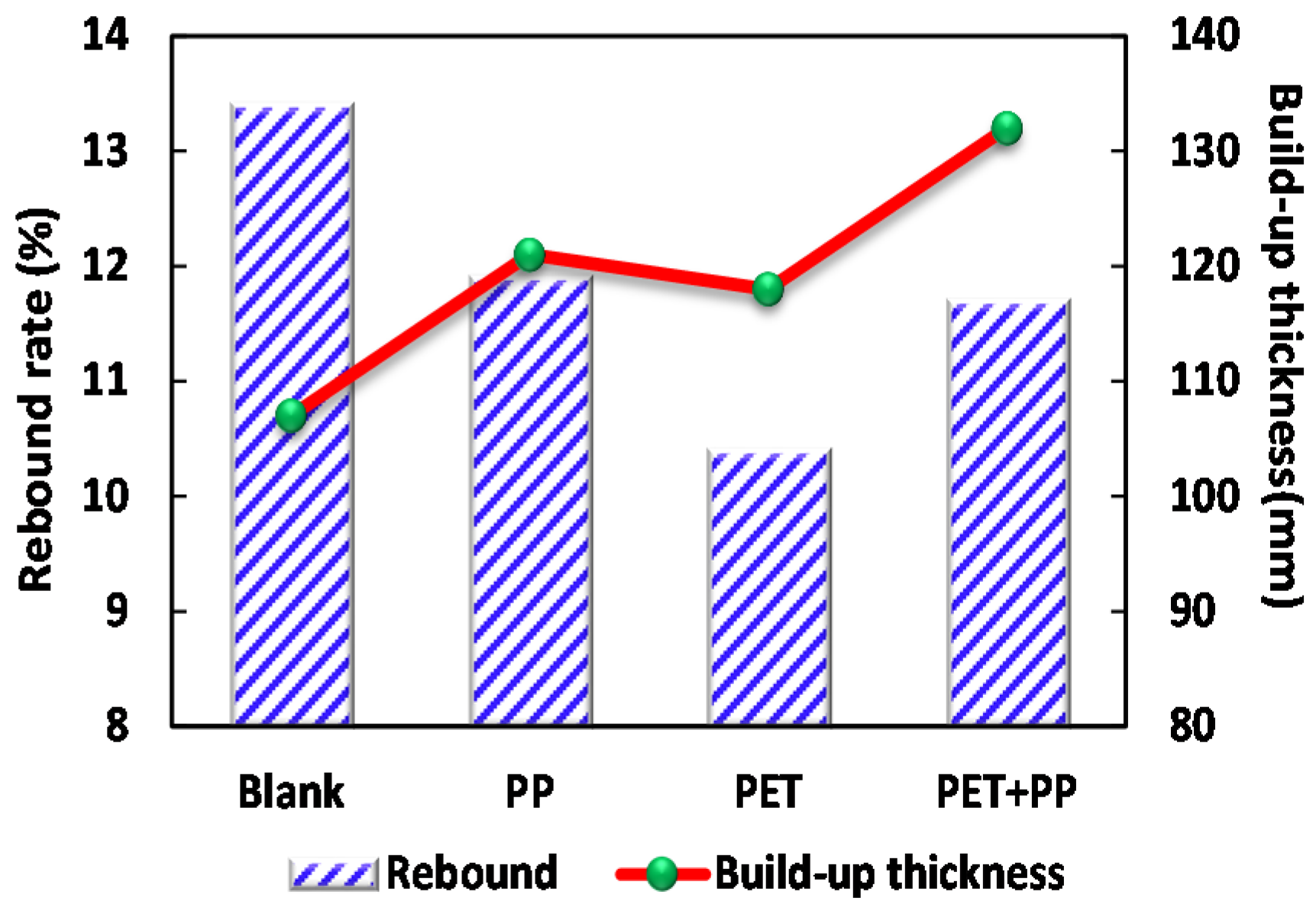
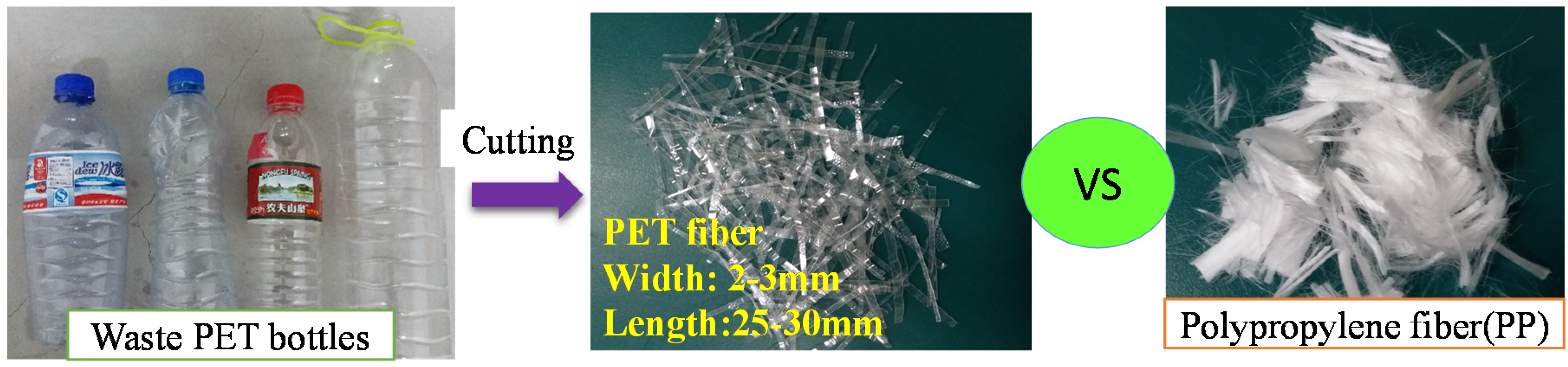
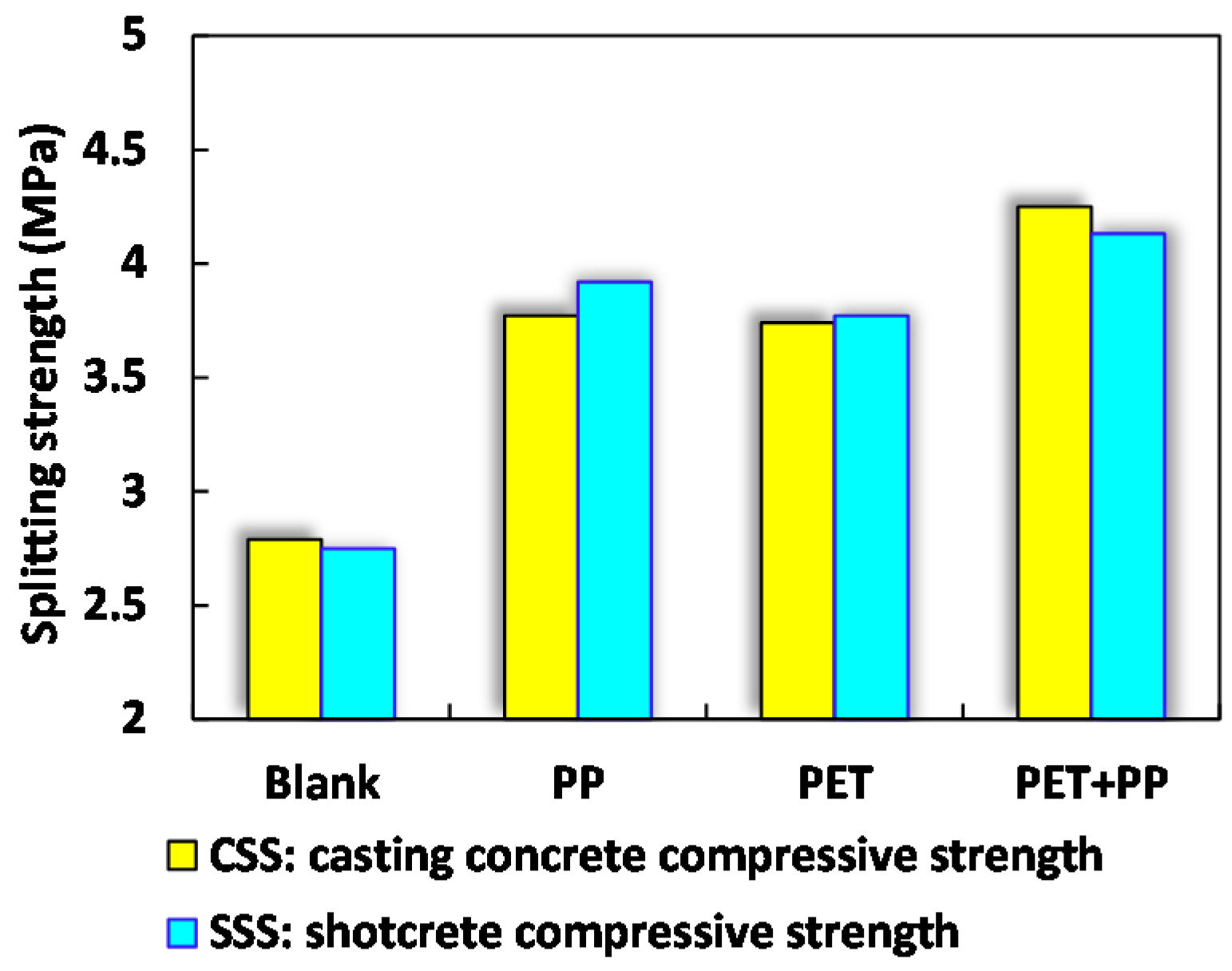
- With mixing PET and PP fiber, splitting tensile strength of casting concrete (CSS) and shotcrete (SSS) had achieved about 40% improvement compared with blank specimens. However, adding fibers, PET or PP, caused the loss of the compressive strength of the samples. Wherein, the specimens (PP + PET) with two types of fiber had the interesting results of maximal value in terms of compression and splitting strength of casting concrete or shotcrete. Adding fibers reduced slump and flowability of fresh concrete. In addition, fibers improved the shootability in terms of reducing rebound rate and increasing build-up thickness.
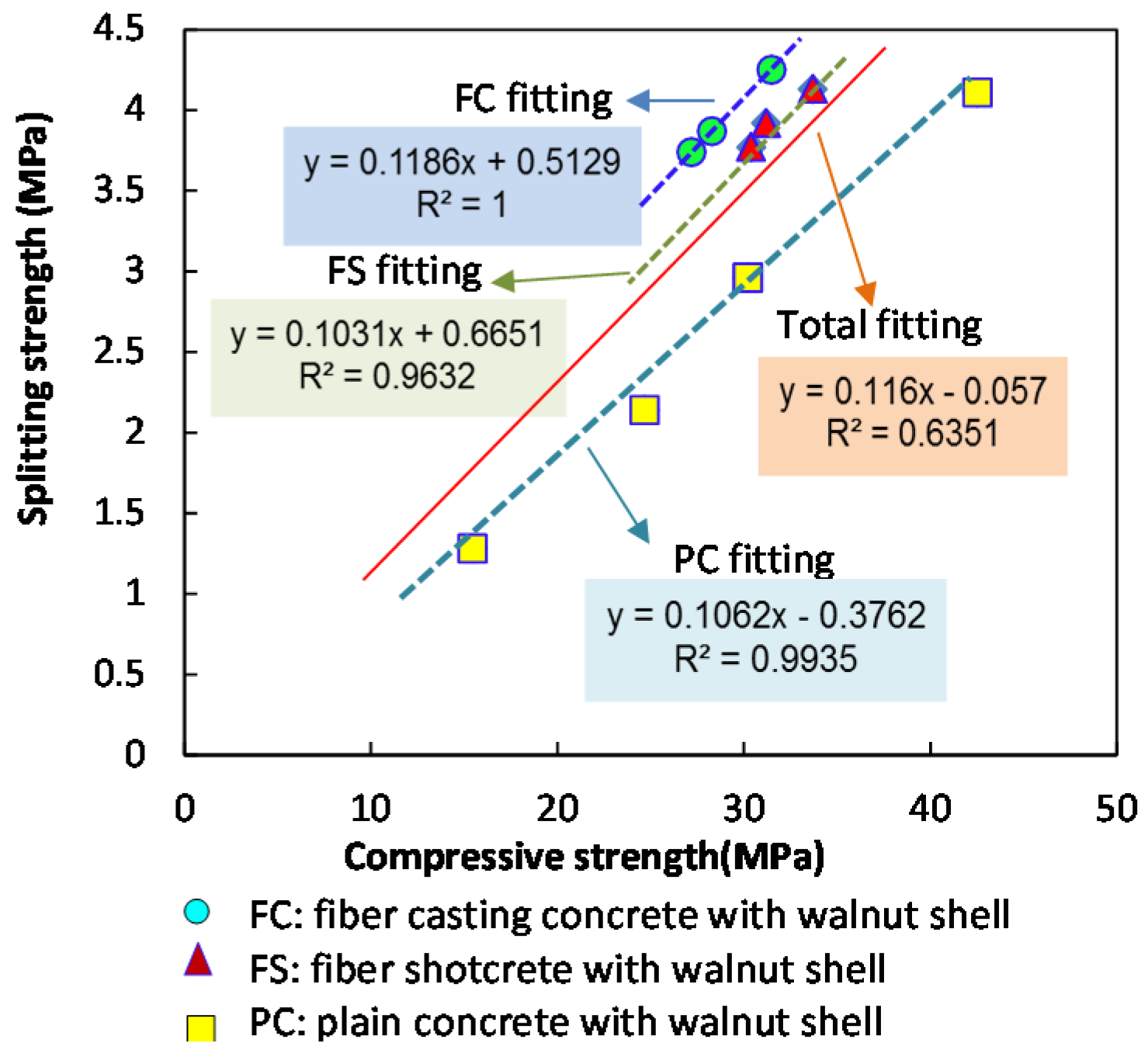
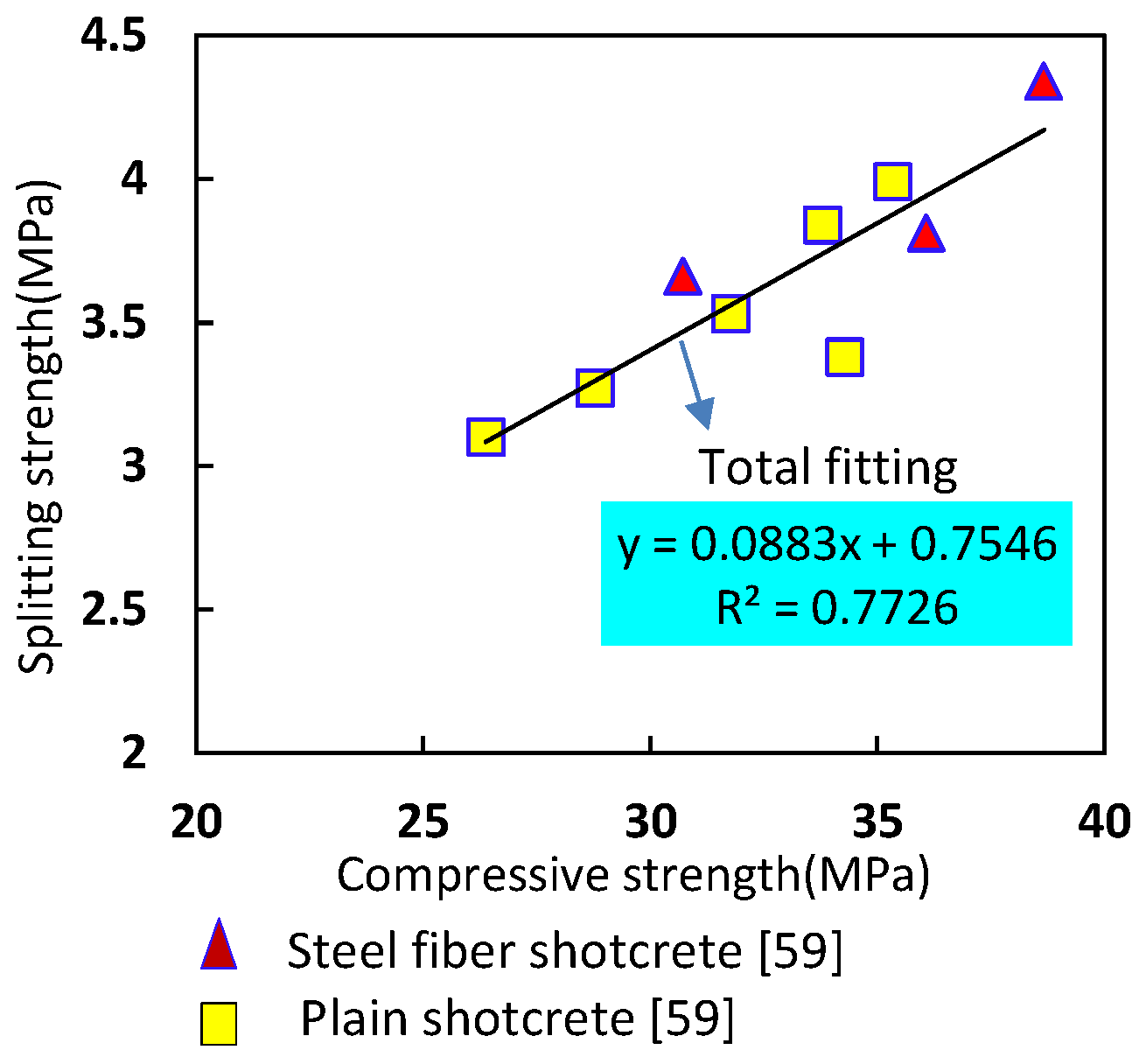
- (5)
- A linear relationship between splitting and compressive strength of FC, FS, PC and total specimens was plotted with a coefficient of determination, R2, of 1, 0.96, 0.99, and 0.64, respectively. In addition, the relations of rebound, and density and build-up thickness were discussed. Wherein, the rebound rate increased with an increase in the density, except the outlier W3, and the build-up thickness presented an inverse correlation with rebound rate.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hongwei, S.; Shoumin, L. Study on repairing permanent transportation roadway in deep mining by bolt-shotcrete and mesh supporting. Int. J. Min. Sci. Technol. 1999, 9, 167–171. [Google Scholar]
- Shaojie, C.; Hailong, W.; Huaiyuan, W.; Weijia, G.; Xiushan, L. Strip coal pillar design based on estimated surface subsidence in eastern china. Rock Mech. Rock Eng. 2016, 49, 3829–3838. [Google Scholar] [CrossRef]
- Hoek, E. Support of Underground Excavations in Hard Rock; Taylor & Francis: Rotterdam, The Netherlands, 1995. [Google Scholar]
- Sahranavard, H.; Aghanoori, R. Use of polymer fiber (hpp) reinforced shotcrete instead of final lining in khomary tunnel. Tunn. Undergr. Space Technol. 2006, 21, 342. [Google Scholar] [CrossRef]
- Barrett, S.; McCreath, D. Shortcrete support design in blocky ground: Towards a deterministic approach. Tunn. Undergr. Space Technol. 1995, 10, 79–89. [Google Scholar] [CrossRef]
- Zhao, T.-B.; Guo, W.-Y.; Yin, Y.-C.; Tan, Y.-L. Bolt pull-out tests of anchorage body under different loading rates. Shock Vib. 2015, 2015, 121673. [Google Scholar] [CrossRef]
- Bradshaw, R.; Campbell, D.; Gargari, M.; Mirmiran, A.; Tripeny, P. Special structures: Past, present, and future. J. Struct. Eng. 2002, 128, 691–709. [Google Scholar] [CrossRef]
- Zhou, G.; Cheng, W.; Cao, S. Development of a new type of alkali-free liquid accelerator for wet shotcrete in coal mine and its engineering application. Adv. Mater. Sci. Eng. 2015, 2015, 813052. [Google Scholar] [CrossRef]
- Nguyen, D.H.; Boutouil, M.; Sebaibi, N.; Leleyter, L.; Baraud, F. Valorization of seashell by-products in pervious concrete pavers. Constr. Build. Mater. 2013, 49, 151–160. [Google Scholar] [CrossRef]
- Chen, S.; Yin, D.; Cao, F.; Liu, Y.; Ren, K. An overview of integrated surface subsidence-reducing technology in mining areas of china. Nat. Hazards 2016, 81, 1129–1145. [Google Scholar] [CrossRef]
- Khankhaje, E.; Salim, M.R.; Mirza, J.; Hussin, M.W.; Rafieizonooz, M. Properties of sustainable lightweight pervious concrete containing oil palm kernel shell as coarse aggregate. Constr. Build. Mater. 2016, 126, 1054–1065. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Shafigh, P.; Mahmud, H.B.; Jumaat, M.Z.B.; Ahmmad, R.; Bahri, S. Structural lightweight aggregate concrete using two types of waste from the palm oil industry as aggregate. J. Clean. Prod. 2014, 80, 187–196. [Google Scholar] [CrossRef]
- Akçaözoğlu, S.; Atiş, C.D.; Akçaözoğlu, K. An investigation on the use of shredded waste pet bottles as aggregate in lightweight concrete. Waste Manag. 2010, 30, 285–290. [Google Scholar] [CrossRef]
- Yang, E.-I.; Yi, S.-T.; Leem, Y.-M. Effect of oyster shell substituted for fine aggregate on concrete characteristics: Part I. Fundamental properties. Cem. Concr. Res. 2005, 35, 2175–2182. [Google Scholar] [CrossRef]
- Yang, E.-I.; Kim, M.-Y.; Park, H.-G.; Yi, S.-T. Effect of partial replacement of sand with dry oyster shell on the long-term performance of concrete. Constr. Build. Mater. 2010, 24, 758–765. [Google Scholar] [CrossRef]
- Ghofrani, M.; Mokaram, K.N.; Ashori, A.; Torkaman, J. Fiber-cement composite using rice stalk fiber and rice husk ash: Mechanical and physical properties. J. Compos. Mater. 2014, 49, 3317–3322. [Google Scholar] [CrossRef]
- Okafor, F.O. Palm kernel shell as a lightweight aggregate for concrete. Cem. Concr. Res. 1988, 18, 901–910. [Google Scholar] [CrossRef]
- Shimp, D.A.; Bobo, W.S. Epoxy Resin-Walnut Shell Aggregate Wear Resistant Floor Toppings. U.S. Patent US3481257 A, 2 December 1969. [Google Scholar]
- Aubrey, D., Jr. Synthetic Elastomeric Coated Roof Surface and Methods of Applying It. U.S. Patent US3314205 A, 18 April 1967. [Google Scholar]
- Tan, Y.L.; Yu, F.H.; Chen, L. A new approach for predicting bedding separation of roof strata in underground coalmines. Int. J. Rock Mech. Min. Sci. 2013, 61, 183–188. [Google Scholar] [CrossRef]
- Brannon, H.D.; Stephenson, C.J.; Dillenbeck, R.L.; Mueller, D.T. Compositions and methods for cementing using elastic particles. U.S. Patent 6508305, 21 January 2003. [Google Scholar]
- Gürü, M.; Atar, M.; Yıldırım, R. Production of polymer matrix composite particleboard from walnut shell and improvement of its requirements. Mater. Des. 2008, 29, 284–287. [Google Scholar] [CrossRef]
- Zahedi, M.; Khanjanzadeh, H.; Pirayesh, H.; Saadatnia, M.A. Utilization of natural montmorillonite modified with dimethyl, dehydrogenated tallow quaternary ammonium salt as reinforcement in almond shell flour–polypropylene bio-nanocomposites. Compos. B Eng. 2015, 71, 143–151. [Google Scholar] [CrossRef]
- Marcus, H. The oregon city bridge, part II. Shotcrete 2013, 2013, 22–24. [Google Scholar]
- Fleming, D.; Temyer, J. Surface preparation: Practices, equipment, and standards through 25 years. J. Prot. Coat. Linings 2009, 2, 56–62. [Google Scholar]
- Pujadas, P.; Blanco, A.; Cavalaro, S.; Aguado, A. Plastic fibres as the only reinforcement for flat suspended slabs: Experimental investigation and numerical simulation. Constr. Build. Mater. 2014, 57, 92–104. [Google Scholar] [CrossRef]
- Yin, S.; Tuladhar, R.; Shi, F.; Combe, M.; Collister, T.; Sivakugan, N. Use of macro plastic fibres in concrete: A review. Constr. Build. Mater. 2015, 93, 180–188. [Google Scholar] [CrossRef]
- Pujadas, P.; Blanco, A.; Cavalaro, S.; de la Fuente, A.; Aguado, A. Fibre distribution in macro-plastic fibre reinforced concrete slab-panels. Constr. Build. Mater. 2014, 64, 496–503. [Google Scholar] [CrossRef]
- Rizzuti, L.; Bencardino, F. Effects of fibre volume fraction on the compressive and flexural experimental behaviour of sfrc. Contemp. Eng. Sci. 2014, 7, 379–390. [Google Scholar] [CrossRef]
- Bencardino, F. Mechanical parameters and post-cracking behaviour of hpfrc according to three-point and four-point bending test. Adv. Civ. Eng. 2013, 2013, 179712. [Google Scholar] [CrossRef]
- Bencardino, F.; Rizzuti, L.; Spadea, G.; Swamy, R.N. Implications of test methodology on post-cracking and fracture behaviour of steel fibre reinforced concrete. Compos. B Eng. 2013, 46, 31–38. [Google Scholar] [CrossRef]
- Bencardino, F.; Rizzuti, L.; Spadea, G.; Swamy, R.N. Experimental evaluation of fiber reinforced concrete fracture properties. Compos. B Eng. 2010, 41, 17–24. [Google Scholar] [CrossRef]
- Bencardino, F.; Rizzuti, L.; Spadea, G.; Swamy, R.N. Stress-strain behavior of steel fiber-reinforced concrete in compression. J. Mater. Civ. Eng. 2008, 20, 255–263. [Google Scholar] [CrossRef]
- Ochi, T.; Okubo, S.; Fukui, K. Development of recycled pet fiber and its application as concrete-reinforcing fiber. Cem. Concr. Compos. 2007, 29, 448–455. [Google Scholar] [CrossRef]
- Irwan, J.M.; Asyraf, R.M.; Othman, N.; Koh, H.B.; Annas, M.M.K.; Faisal, S.K. The mechanical properties of pet fiber reinforced concrete from recycled bottle wastes. Adv. Mater. Res. 2013, 795, 347–351. [Google Scholar] [CrossRef]
- Faisal, S.; Irwan, J.; Othman, N.; Ibrahim, M.W. Flexural toughness of ring-shaped waste bottle fiber concrete. In Proceedings of the MATEC Web of Conferences, Melaka, Malaysia, 1–2 December 2015. [Google Scholar]
- Kim, S.B.; Yi, N.H.; Kim, H.Y.; Kim, J.-H.J.; Song, Y.-C. Material and structural performance evaluation of recycled pet fiber reinforced concrete. Cem. Concr. Compos. 2010, 32, 232–240. [Google Scholar] [CrossRef]
- Irwan, J.; Othman, N.; Koh, K.H.; Asyraf, R.; Faisal, S.; Annas, M.; Shahrizan, A. Development of mix design nomograph for polyethylene terephthalate fiber concrete. Appl. Mech. Mater. 2013, 253–255, 408–416. [Google Scholar] [CrossRef]
- Fadhil, S.; Yaseen, M. The production of economical precast concrete panels reinforced by waste plastic fibers. Am. J. Civ. Eng. Archit. 2015, 3, 80–85. [Google Scholar]
- Marthong, C. Effects of pet fiber arrangement and dimensions on mechanical properties of concrete. IES J. A Civ. Struct. Eng. 2015, 8, 111–120. [Google Scholar] [CrossRef]
- Marthong, C.; Sarma, D.K. Influence of pet fiber geometry on the mechanical properties of concrete: An experimental investigation. Eur. J. Environ. Civ. Eng. 2016, 20, 771–784. [Google Scholar] [CrossRef]
- Gb 175-2007 Common Portland Cement; Chinese Standard Press: Shenzhen, China, 2007.
- Gb 50086-2001 Specifications for Bolt-Shotcrete Support; Chinese Standard Press: Shenzhen, China, 2001.
- Zheng, Z.F.; Zou, J.C.; Hua, B.; Zhang, H.J.; Wang, R. Study on the constituents of walnut shell. J. Southwest For. Coll. 2016, 26, 33–36. [Google Scholar]
- Zhou, C.; Zhensheng, Y.; Junyan, L.; Chunpin, W.; Xiaofang, X. Determination and analysis on elements in chinese walnut shell. Guangdong Weiliang Yuansu Kexue 2005, 12, 58–60. [Google Scholar]
- Mingzheng, L.; Changhe, L.; Yanbin, Z.; Min, Y. Shell crushing mechanism analysis and performance test of flexible-belt shearing extrusion for walnut. J. Agric. Mach. 2016, 47, 267–273. [Google Scholar]
- Baldenebro-Lopez, F.; Castorena-Gonzalez, J.; Velazquez-Dimas, J.; Ledezma-Sillas, J.; Gómez-Esparza, C.; Martinez-Sanchez, R.; Herrera-Ramirez, J. Influence of continuous plastic fibers reinforcement arrangement in concrete strengthened. IOSR J. Eng. 2014, 4, 15–23. [Google Scholar] [CrossRef]
- Foti, D. Preliminary analysis of concrete reinforced with waste bottles pet fibers. Constr. Build. Mater. 2011, 25, 1906–1915. [Google Scholar] [CrossRef]
- Taian Companion Fiber Co., Ltd. Available online: http://www.tatb.com.cn/index.asp (accessed on 6 January 2017).
- Gb/t 50081-2002 Standard for Test Method of Mechanical Properties on Ordinary Concrete; Chinese Standard Press: Shenzhen, China, 2002.
- Gb50164-2011 Standard for Quality Control of Concrete China; Architecture and Building Press: Beijing, China, 2011.
- Gb8076-2008 Concrete Admixtures; Chinese Standard Press: Shenzhen, China, 2008.
- Renshui, Z.; Hui, N.; Qihua, L. Study on shotcrete mixed with solid waste slag. J. Shandong Univ. Sci. Technol. (Nat. Sci.) 2005, 24, 113–116. [Google Scholar]
- Behnood, A.; Ghandehari, M. Comparison of compressive and splitting tensile strength of high-strength concrete with and without polypropylene fibers heated to high temperatures. Fire Saf. J. 2009, 44, 1015–1022. [Google Scholar] [CrossRef]
- Dengyu, C. Research on deformation features and stability analysis of tunnels in carbonaceous shale. J. Shandong Univ. Sci. Technol. (Nat. Sci.) 2011, 30, 58–64. [Google Scholar]
- Wang, G.; Wu, M.; Wang, R.; Xu, H.; Song, X. Height of the mining-induced fractured zone above a coal face. Eng. Geol. 2017, 216, 140–152. [Google Scholar] [CrossRef]
- Pujadas, P.; Blanco, A.; Cavalaro, S.H.P.; de la Fuente, A.; Aguado, A. Multidirectional double punch test to assess the post-cracking behaviour and fibre orientation of frc. Constr. Build. Mater. 2014, 58, 214–224. [Google Scholar] [CrossRef]
- Shaowei, Z.; Gaolong, O.; CHunming, L.; Fuxin, L. Tension anchorage of reinforced concrete beams strengthened with prestressed cfrp plates. J. Shandong Univ. Sci. Technol. (Nat. Sci.) 2015, 34, 27–31. [Google Scholar]
- Liu, W.V.; Apel, D.B.; Bindiganavile, V. Thermal characterisation of a lightweight mortar containing expanded perlite for underground insulation. Int. J. Min. Miner. Eng. 2011, 3, 55–71. [Google Scholar] [CrossRef]
- ACI. Guide for Specifying Underground Shotcrete (506.5r-09); American Concrete Institute: Farmington Hills, MI, USA, 2009. [Google Scholar]
- ASTM C136/C136M-14. Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; ASTM International: West Conshohocken, PA, USA, 1984. [Google Scholar]
- Alengaram, U.J.; Muhit, B.A.A.; Jumaat, M.Z.B. Utilization of oil palm kernel shell as lightweight aggregate in concrete—A review. Constr. Build. Mater. 2013, 38, 161–172. [Google Scholar] [CrossRef]
- Mannan, M.; Ganapathy, C. Long-term strengths of concrete with oil palm shell as coarse aggregate. Cem. Concr. Res. 2001, 31, 1319–1321. [Google Scholar] [CrossRef]
- Jumaat, M.Z.; Alengaram, U.J.; Mahmud, H. Shear strength of oil palm shell foamed concrete beams. Mater. Des. 2009, 30, 2227–2236. [Google Scholar] [CrossRef]
- Chen, L.; Liu, G.; Cheng, W.; Pan, G. Pipe flow of pumping wet shotcrete based on lubrication layer. SpringerPlus 2016, 5, 945. [Google Scholar] [CrossRef] [PubMed]
- GB50086-2001. Specifications for Bolt Shotcrete Supporting Technology; China Planning Press: Beijing, China, 2001. [Google Scholar]
- Beaupré, D.; Lacombe, P.; Khayat, K. Laboratory investigation of rheological properties and scaling resistance of air entrained self-consolidating concrete. Mater. Struct. 1999, 32, 235–240. [Google Scholar] [CrossRef]
- Chen, B.; Liu, J. Contribution of hybrid fibers on the properties of the high-strength lightweight concrete having good workability. Cem. Concr. Res. 2005, 35, 913–917. [Google Scholar] [CrossRef]
- Leung, C.K.; Lai, R.; Lee, A.Y. Properties of wet-mixed fiber reinforced shotcrete and fiber reinforced concrete with similar composition. Cem. Concr. Res. 2005, 35, 788–795. [Google Scholar] [CrossRef]
- Wang, G.; Li, W.; Wang, P.; Yang, X.; Zhang, S. Deformation and gas flow characteristics of coal-like materials under triaxial stress conditions. Int. J. Rock Mech. Min. Sci. 2017, 91, 72–80. [Google Scholar] [CrossRef]
- Bindiganavile, V.; Banthia, N. Effect of particle density on its rebound in dry-mix shotcrete. J. Mater. Civ. Eng. 2009, 21, 58–64. [Google Scholar] [CrossRef]
- Wang, J.; Niu, D.; Zhang, Y. Mechanical properties, permeability and durability of accelerated shotcrete. Constr. Build. Mater. 2015, 95, 312–328. [Google Scholar] [CrossRef]
- Mannan, M.; Ganapathy, C. Concrete from an agricultural waste-oil palm shell (ops). Build. Environ. 2004, 39, 441–448. [Google Scholar] [CrossRef]
- Armelin, H.S.; Banthia, N. Development of a general model of aggregate rebound for dry-mix shotcrete—(Part II). Mater. Struct. 1998, 31, 195–202. [Google Scholar] [CrossRef]
- Yun, K.-K.; Choi, P.; Yeon, J.H. Correlating rheological properties to the pumpability and shootability of wet-mix shotcrete mixtures. Constr. Build. Mater. 2015, 98, 884–891. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | RC (%) | Cement (kg/m3) | SF (kg/m3) | Water (kg/m3) | Sand (kg/m3) | CA (kg/m3) | AEA (kg/m3) | |
|---|---|---|---|---|---|---|---|---|
| Gravel | Walnut | |||||||
| W0 | 0 | 410 | 40 | 198 | 909 | 665 | - | 0.067 |
| W1 | 25 | 410 | 40 | 198 | 910 | 499 | 63.99 | 0.067 |
| W2 | 50 | 410 | 40 | 198 | 908 | 333 | 127.98 | 0.067 |
| W3 | 75 | 410 | 40 | 198 | 910 | 167 | 191.97 | 0.067 |
| No. | Length (mm) | Cement (kg/m3) | SF (kg/m3) | Water (kg/m3) | Sand (kg/m3) | CA (kg/m3) | AEA (kg/m3) | Fiber (kg/m3) | |
|---|---|---|---|---|---|---|---|---|---|
| Gravel | Walnut | ||||||||
| Blank | - | 410 | 40 | 198 | 908 | 432.3 | 167 | 0.067 | |
| PP | 30 | 410 | 40 | 198 | 908 | 432.3 | 167 | 0.067 | 0.9 |
| PET | 30 | 410 | 40 | 198 | 908 | 432.3 | 167 | 0.067 | 6.5 |
| PET + PP | 30 + 15 | 410 | 40 | 198 | 908 | 432.3 | 167 | 0.067 | 0.45 + 3.25 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, W.; Liu, G.; Chen, L. Pet Fiber Reinforced Wet-Mix Shotcrete with Walnut Shell as Replaced Aggregate. Appl. Sci. 2017, 7, 345. https://doi.org/10.3390/app7040345
Cheng W, Liu G, Chen L. Pet Fiber Reinforced Wet-Mix Shotcrete with Walnut Shell as Replaced Aggregate. Applied Sciences. 2017; 7(4):345. https://doi.org/10.3390/app7040345
Chicago/Turabian StyleCheng, Weimin, Guoming Liu, and Lianjun Chen. 2017. "Pet Fiber Reinforced Wet-Mix Shotcrete with Walnut Shell as Replaced Aggregate" Applied Sciences 7, no. 4: 345. https://doi.org/10.3390/app7040345