Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels


1
Institute of Engineering Materials and Biomaterials, Silesian University of Technology, 18A Konarskiego Street, 44-100 Gliwice, Poland
2
Z.U.H. LT Skrzypczyk, 10 Obywatelska Street, 43-100 Tychy, Poland
*
Author to whom correspondence should be addressed.
Appl. Sci. 2018, 8(11), 2156; https://doi.org/10.3390/app8112156
Submission received: 25 September 2018
/
Revised: 31 October 2018
/
Accepted: 1 November 2018
/
Published: 4 November 2018
(This article belongs to the Special Issue Recent Trends in Advanced High-Strength Steels)
Abstract
:Effects of isothermal holding time and temperature on the stability of retained austenite in medium manganese bainitic steels with and without Nb microaddition were investigated. The amount of retained austenite for various variants of thermomechanical processing was determined by X-ray diffraction. Relationships between processing conditions and microstructure were revealed using light microscopy and scanning electron microscopy techniques. The isothermal holding temperatures changed from 500 to 300 °C and the time was from 60 to 1800 s. The optimal time and temperature of isothermal holding for all the investigated steels were 400 °C and 300 s, respectively. The relationships between the Mn content, amount of retained austenite, and carbon enrichment of the retained austenite (RA) were observed. The noticeable effect of Nb microaddition on the amount of retained austenite was not observed. In general, the carbon content in RA was slightly lower for the steels containing Nb. The optimum gamma phase amount was up to 18% for the 3% Mn steels, whereas it was c.a. 13% for the steels with 5% Mn. It was found that the morphology of blocky/interlath retained austenite depends substantially on the isothermal holding temperature.
1. Introduction
Medium-Mn bainitic steels with retained austenite belong to a group of steels dedicated to the automotive industry due to a great combination of mechanical and technological properties. These steels can be produced as cold-rolled—when the required microstructure is obtained during heat treatment after cold rolling—or they can be obtained as thermomechanically rolled [1]. A higher amount of retained austenite can be achieved for hot-rolled steels; however, the optimal ductility of steel sheets is not always obtained for the steels containing the highest fraction of γ phase. The critical factor is the optimal kinetics of strain-induced martensitic transformation related to the mechanical stability of retained austenite [2].
Medium-Mn sheet steels offer the best combination of strength and ductility at reasonable cost. They are much cheaper compared to fully austenitic high-Mn steels. The intermediate Mn content allows to stabilize a fraction of retained austenite between the high-Mn steels (2nd generation Advanced High-Strength Steels) and the low-Mn automotive multiphase steels (1st generation Advanced High-Strength Steels). Moreover, the mixture of ultra-fine ferrite and austenite or carbide-free bainite-austenite enables us to reduce the hardness difference between microstructural constituents compared to a mixture of ferrite, bainite, and retained austenite [2,3]. It results in better edge formability, stretch flangeability, and mechanical properties of medium-Mn sheet steels.
In order to provide the highest number of mechanical properties of steel, it is crucial to select proper conditions of bainitic transformation, which ensure obtaining the optimal amount and stability of the retained austenite. The conditions (time and temperature) of isothermal holding in a bainitic transformation region have a significant effect on the stability of this structural constituent. If the duration of isothermal holding is too short, the retained austenite is characterized by low stability due to the small carbon content. This leads to an increase in the temperature, at which point martensitic transformation begins (Ms temperature). Conversely, if the time of isothermal holding is too long, carbon is trapped in carbides, which also leads to a negative increase in Ms [3,4,5].
Incorrect time and temperature of isothermal holding during bainitic transformation result in obtaining some fraction of martensite, usually as martensite–austenite (MA) constituents. Sugimoto et al. [6] reported that the temperature of isothermal holding during bainitic transformation for C–Mn–Si steels strongly affects the amount of retained austenite and carbon concentration in this phase. They found that the maximum amount of RA was obtained at ~425 °C, while the maximum C content in RA was detected at ~375 °C for the steels containing 0.1–0.2 wt. % C. Girault et al. [7] noted that the carbon content in retained austenite depends on the chemical composition of steel, that is, silicon and aluminum contents.
Our previous research [8] regarding the effect of bainitic transformation temperature on the thermodynamic stability of retained austenite was carried out using a medium-C bainitic steel containing 1.5% Mn. Currently, there is a large amount of interest in bainitic steels with manganese content from 3 to 12%. The increased Mn amount enables to obtain a high fraction of retained austenite (~10–30%) [9,10]. In order to improve the mechanical properties of steels with a TRIP (TRansformation Induced Plasticity) effect, microadditions of Nb and Ti can be also added [11]. The influence of bainitic transformation conditions on the microstructure consisting of ferrite, bainite, and retained austenite have been analyzed by many authors [12,13,14]. Garcia-Mateo et al. [15,16] analyzed the factors affecting the stability of retained austenite in nanostructured bainitic steels. There are only few reports addressing the temperature and time aspects of bainitic transformation in medium-Mn steels with retained austenite. Therefore, the aim of the present study is to determine the effects of isothermal holding time and temperature on the thermodynamic stability of retained austenite in medium-Mn bainitic steels. Additionally, the effect of Nb microaddition on the microstructure of the investigated steels was analyzed.
2. Materials and Methods
The investigations were carried out on four medium-Mn steels characterized by manganese content c.a. 3% and 5%. The increased Mn content was added to stabilize the retained austenite. A silicon addition was partially replaced by aluminum to improve the susceptibility of sheet steel to hot dip galvanizing and to prevent carbide precipitation. Al also accelerates bainite nucleation, which is advantageous due to the possibility of the short duration of isothermal holding at the bainitic area [17]. Table 1 shows the chemical composition of the investigated steels. They are characterized by high metallurgical purity and low contents of S and P. Nb microaddition was intended to increase the strength through grain refinement and precipitation strengthening [18]. Mo was added for solid solution strengthening. A relatively low carbon content (max. 0.17%) should not deteriorate the weldability of the steels [19,20] and ensures the optimal enrichment of the austenite by this element during isothermal bainite transformation. Lun et al. [21] showed that the 0.15C–10Mn–1.5Al steel is weldable despite the medium Mn content.
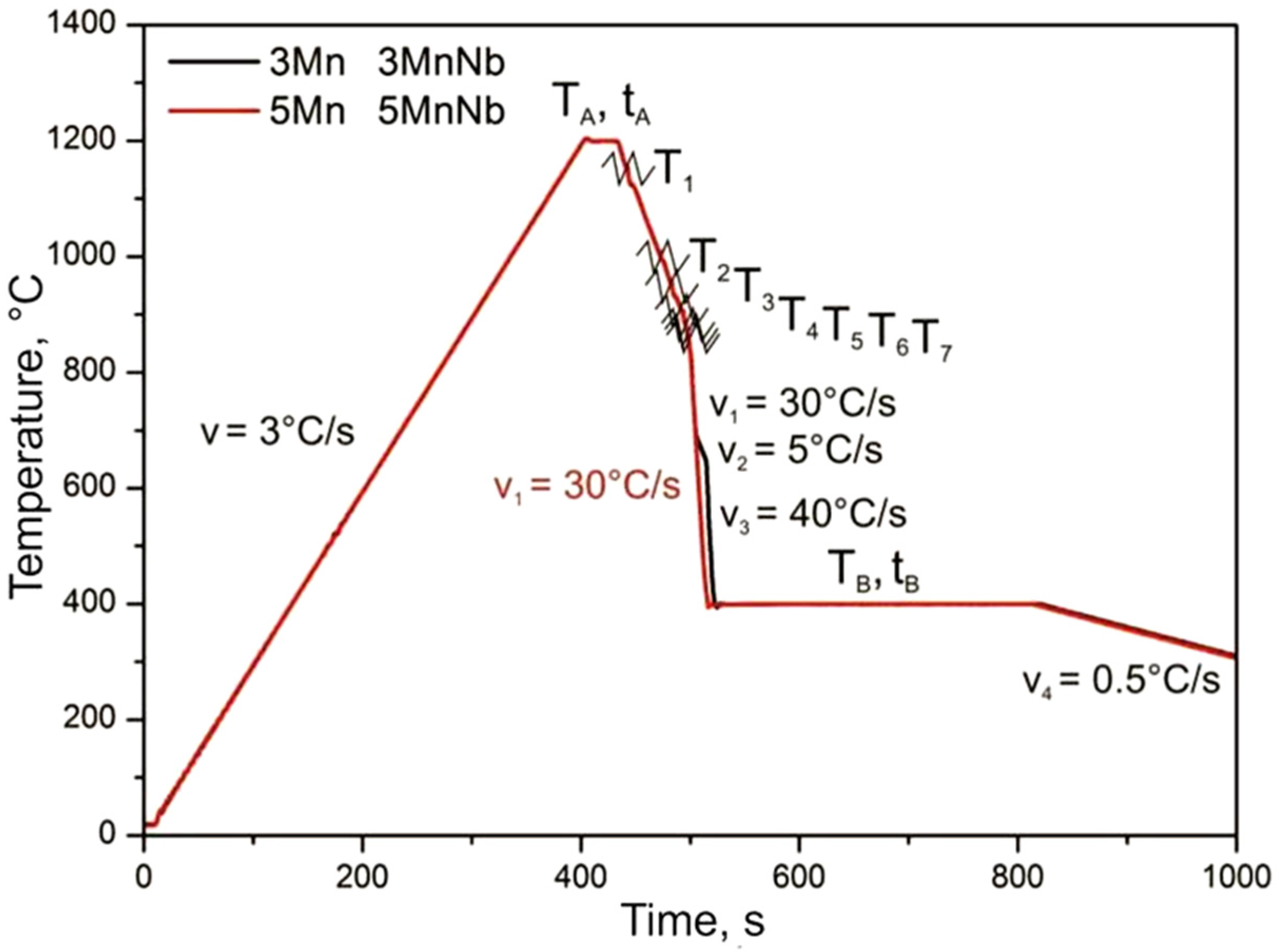
The investigated steel was melted in a Balzers VSG-50 vacuum induction furnace under Ar atmosphere. After melting and casting, the ingots were hot forged between 1200 to 900 °C. The specimens 15 × 20 × 35 mm for the thermomechanical processing using the Gleeble 3800 simulator were prepared. Detailed information on deformation conditions performed in 7 steps (T1–T7) in a temperature range 1200–850 °C (Figure 1) was listed in work [8]. The 5Mn and 5MnNb steels were continuously cooled to the bainitic transformation temperature TB and isothermally treated in temperatures: 350, 400, 450, 475, and 500 °C. The duration of isothermal holding was: 300 s, and for 450 °C it was also 60, 600, and 1800 s, respectively. The aim was to determine the effect of isothermal holding time on the thermodynamic stability of retained austenite. 3Mn and 3MnNb steels after deformation were cooled according to the parameters given in Table 2. The duration and temperatures of isothermal holding at the bainitic region were the same as for 5Mn and 5MnNb steels (Figure 1).
The X-ray investigations were done using the X’ Pert PRO diffractometer with cobalt radiation and a graphite monochromator on a diffracted beam. The phase identification was carried out according to the data from International Centre for Diffraction Data ICDD. X-ray data obtained from the measurements served in the quantitative determination of the volume fraction of retained austenite. For this purpose, the Averbach–Cohen method recommended by The Society of Automotive Engineers for X-Ray diffraction measurements was used [22,23]. This method enables to determine a retained austenite amount using integrated intensities (area under a peak above a background) of X-ray diffraction peaks [24]. Using this method enables us to analyze the individual peaks, which allows to take into account the texture effects, at the same time minimizing background noise. This method is often applied to determine the retained austenite in TRIP-assisted steels [7,12,13,14]. Another method applied for TRIP steels is the Rietveld method [25]. In this method, a theoretical line profile is calculated from a structure model that is refined using a least-squares approach until it matches the discrete data from neutron or X-ray diffraction patterns [26]. The Rietveld analysis is widely used in powder phase quantitative analysis [27]. Another technique used for retained austenite detection is neutron diffraction. This method is a useful method due to the high penetration ability of a neutron beam [28,29,30]. The positions of maxima of the diffractions lines of austenite were used to determine the lattice constant of retained austenite. This parameter is necessary to calculate the concentration of carbon in the retained austenite. The dependence often applied for TRIP-type steels was used [31]:
where: aγ—lattice parameter of the austenite (Å), Cγ—carbon content in the austenite (wt. %).
aγ = 3.578 + 0.033Cγ,
To characterize the microstructure of the thermomechanically processed specimens, optical and SEM observation were performed. The analysis was carried out using a Leica MEF 4A optical microscope. The microstructural details were revealed with a scanning electron microscope Zeiss SUPRA 25 operating at 20 kV. The specimens were prepared in the plane, consistent with the direction of plastic flow. A first step of sample preparation included mechanical grinding with SiC paper up to 1500 grid. Then, they were polished with a diamond paste and etched using 5% nital to reveal the microstructure. For the purpose of the best identification of retained austenite, etching in 10% water solution of sodium metabisulfite was also applied. The hardness of steel samples was measured using the Vickers method (HV 10) to follow microstructure changes.
3. Results and Discussion
3.1. X-ray Results
X-ray diffraction analysis was carried out to identify the phases and to determine a retained austenite amount and its carbon content. It was necessary to assess the stability of retained austenite. Figure 2 shows selected X-ray diffraction patterns of the examined steels. The phase identification revealed the presence of diffraction lines from α phase and retained austenite. The detailed information on the fraction of retained austenite and carbon content in this phase are listed in Table 3. The obtained results are also presented in Figure 3, Figure 4 and Figure 5 as a function of temperature and time.
In the case of 3Mn-type steel, the highest fraction of retained austenite was obtained during isothermal holding at 400 °C (16.8%). 3MnNb steel possessed a slightly higher fraction of γ phase—17.7%. Similar results were reported by Sugimoto et al. [32] in 0.2C–1.5Mn–1.5Si type steels with and without Nb microaddition. Lowering the bainitic transformation temperature to 350 °C caused a decrease in the amount of retained austenite to c.a. 10% for both steels containing 3% Mn (Table 3). This was due to the decrease in the diffusion rate while the temperature dropped. The amount of retained austenite slightly decreased when the temperature of bainitic transformation increased to 450 °C. Further increasing the temperature to 500 °C caused a significant decrease in the amount of retained austenite (Figure 3a).
A similar tendency was observed in 0.1C–1.5Mn–1.5Si and 0.2C–1.5Mn–1.5Si steels with lower Mn content [6]. The maximum amount of retained austenite was obtained at 425 °C. However, it was lower (~7%) than the values obtained in the present study. A small number of points did not allow to interpolate the data. However, from the physical point of view, it seems that the points should form a parabolic tendency with a peak value at a particular temperature. Such a behavior was observed by Wang et al. [12] in 0.2C–1.5Mn–0.7Si–1Al–0.5Cu steel. In their steel, peak temperature was 440 °C. This was related to the initiation of the carbide precipitation and the resulting transformation to martensite of some austenite fraction with the smallest carbon content. In our case, the drop in the amount of retained austenite is earlier, that is, above 400 °C. This is due to the chemistry of the steels. The increased manganese content seems to play a major role in this behavior.
Steels containing 5% Mn are less vulnerable to temperature changes. The amount of retained austenite in these steels is almost constant at the bainitic transformation temperature range from 350 to 450 °C (Figure 3a). The amount of retained austenite (RA) in this case was from 9 to 12% (Table 3) and it was higher for the steel with the Nb microaddition. The effect of isothermal holding time at 450 °C on the amount of retained austenite is shown in Figure 3b. 5Mn and 5MnNb steels showed fewer changes in the amount of γ phase due to variable duration of bainitic transformation. The optimal time of isothermal holding for all the steels seems to be 300 s. The highest fraction of retained austenite was detected for 3MnNb steel (Table 3)—17.7%. It was found that the γ phase was not enriched in enough carbon during isothermal holding at 450 °C for 60 s (Table 3). Therefore, the thermodynamic stability of the austenite in the steel containing Nb addition seems to be slightly lower. This is especially true for the steels with the higher Mn content. The stability of retained austenite is higher in the case of 3MnNb steel in comparison to 5MnNb steel, due to the higher carbon content. In general, the Nb-containing steels show slightly smaller carbon contents (compare the values in Table 3). However, there are also some disturbances in this tendency. For example, the 3MnNb steel sample treated at 350 °C and 5MnNb steel sample treated at 400 °C show a little bit higher carbon content in the RA compared to the reference steels without Nb. This indicates the complex interactions of the chemistry in TRIP steels containing microadditions [12,17] and it will be analyzed in future investigations. Increasing the time of bainitic transformation up to 1800 s caused a drop in the amount of RA (Figure 3b).
In some cases, X-ray diffraction cannot provide the correct retained austenite content values because strain-induced martensitic transformation takes place easily near the specimen surface. In such cases, the metastable retained austenite fraction should be determined using neutron diffraction. This can be found in works [28,29,30].
The amount of retained austenite is closely related to the carbon content in this phase (Figure 4a). The obtained results showed that increasing the temperature of isothermal bainitic transformation leads to lowering the carbon content in retained austenite (Figure 4a). This tendency is similar for all the tested steels. However, the highest carbon content in retained austenite was detected for the 3Mn and 3MnNb steels. The lowest C content was obtained for the 5MnNb steel. For the steel containing 5% Mn, isothermal holding for 60 s is too short to enrich the austenitic phase in carbon (Figure 4b). The optimal duration of isothermal bainitic transformation for these steels is 300 s, similar to the steels, which contain 3% Mn.
In fact, there is a lack of literature data concerning the effects of isothermal holding time on the fraction of retained austenite in medium-Mn steels and its carbon content. The data available in the literature concern mostly the 1st generation AHSS, with a Mn content below ~2%. Girault et al. [7] reported that for 0.1C–1.5Mn–1.5 Al steel isothermally held at 375 °C, the maximum carbon content in retained austenite was obtained after 1000 s. According to Wang et al. [12], the maximum carbon content in the 0.2C–1.5Mn–0.7Si–1Al–0.5Cu steel was measured at a level of 0.91% at 440 °C.
Fu et al. [33] compared the microstructure of Fe–0.2C–1.49Mn–0.98Al–0.5Si steel after bainitic transformation at 400 °C and 450 °C. They found that the stability of retained austenite is lower for the higher bainitic transformation temperature (450 °C) due to a lower carbon enrichment of the γ phase. A similar effect was observed in our study—increasing the temperature of the isothermal bainitic transformation above 400 °C leads to lowering the carbon content in the retained austenite. Due to the lower stability of RA, martensitic transformation occurred for relatively lower strain levels, which results in lower elongation [34].
Based on the data listed in Figure 3 and Figure 4, it can be concluded that the maximum carbon content in RA was not detected at 400 °C, when the amount of the γ phase was the highest. The maximum carbon content in RA was detected in 350 °C; however, a fraction of this phase was not the highest. Hence, it seems that the optimal parameter which characterizes the thermodynamic stability of retained austenite is not the volume fraction or carbon content in the austenite, but the fγ0 × Cγ product. It is interesting that the values of the fγ0 × Cγ product were higher for the steels containing 3% Mn and the optimal time and temperature of isothermal holding were 400 °C (Figure 5a) and 300 s (Figure 5b), respectively. The values of the fγ0 × Cγ product are similar for the steels with or without Nb microaddition.
3.2. Hardness Changes
The mechanical properties of the steels were assessed by hardness tests, which are sensitive to any possible phase transformation of the austenite upon cooling. On the one hand, this allows to indicate when the austenite is thermodynamically stable and remains at room temperature. On the other hand, one can easily assess when partial martensitic transformation upon cooling takes place and martensitic–austenitic (M–A) constituents are formed. Hence, the microstructure changes are reflected in sensitive hardness measurements.
The hardness of the steel samples was measured using the Vickers method. The obtained results are presented in Figure 6 as a function of time and temperature. The data presented in Figure 6a show that the lowest hardness values were obtained for specimens isothermally held within 300 s, both for 3Mn and 5Mn type steels. However, it is worth to note that higher hardness values were detected for the steels containing 5% Mn, especially for the steels containing the Nb microaddition. This can suggest the higher degree of the transformation into martensite. Figure 6b shows the effect of the temperature of isothermal holding during bainitic transformation on the hardness changes. In the case of 3Mn, 3MnNb, and 5Mn type steels, the lowest hardness was obtained at 450 °C, whereas for the 5MnNb steel at 400 °C. Higher hardness values were detected for the steels with 5% Mn.
Generally, the steels containing the Nb microaddition were characterized by higher hardness than the specimens without this element. However, the effect of Nb is not clear, probably due to its presence in the solid solution [11], as the manganese content increases the solubility of Nb in the austenite raises. It seems that the prior austenite grain size is similar for all the steels investigated. Hence, niobium is dissolved and its effect is at least partially masked (not so clear).
The increase in hardness is directly related to the higher amount of martensite or M–A constituents. Generally, the steels containing 3% Mn showed lower hardness than the 5% Mn steels. This is due to the higher fraction of retained austenite observed in the 3Mn and 3MnNb steels. Increasing the temperature to 500 °C caused a significant increase in martensite fraction, which was reflected in the higher hardness values in Figure 6b. The same effect is observed when the time of the isothermal holding is too short, that is, 60 s (Figure 6a).
In our previous study, Grajcar et al. [5] analyzed the mechanical stability of the retained austenite in the investigated steels using larger samples based on the work hardening behavior and elongation changes. The yield stress of 3Mn steels was near 700 MPa and above 200 MPa higher for the steels containing 5% Mn. These properties are slightly higher for Nb-containing steels. The total elongation was about 14–15% for the steels containing 3% Mn, whereas the 5Mn type steels showed lower elongation values. The tensile test data are in good agreement with the hardness changes presented in the current paper. For further mechanical stability data, the reader is referred to the text in Reference [5].
3.3. Microstructure Changes
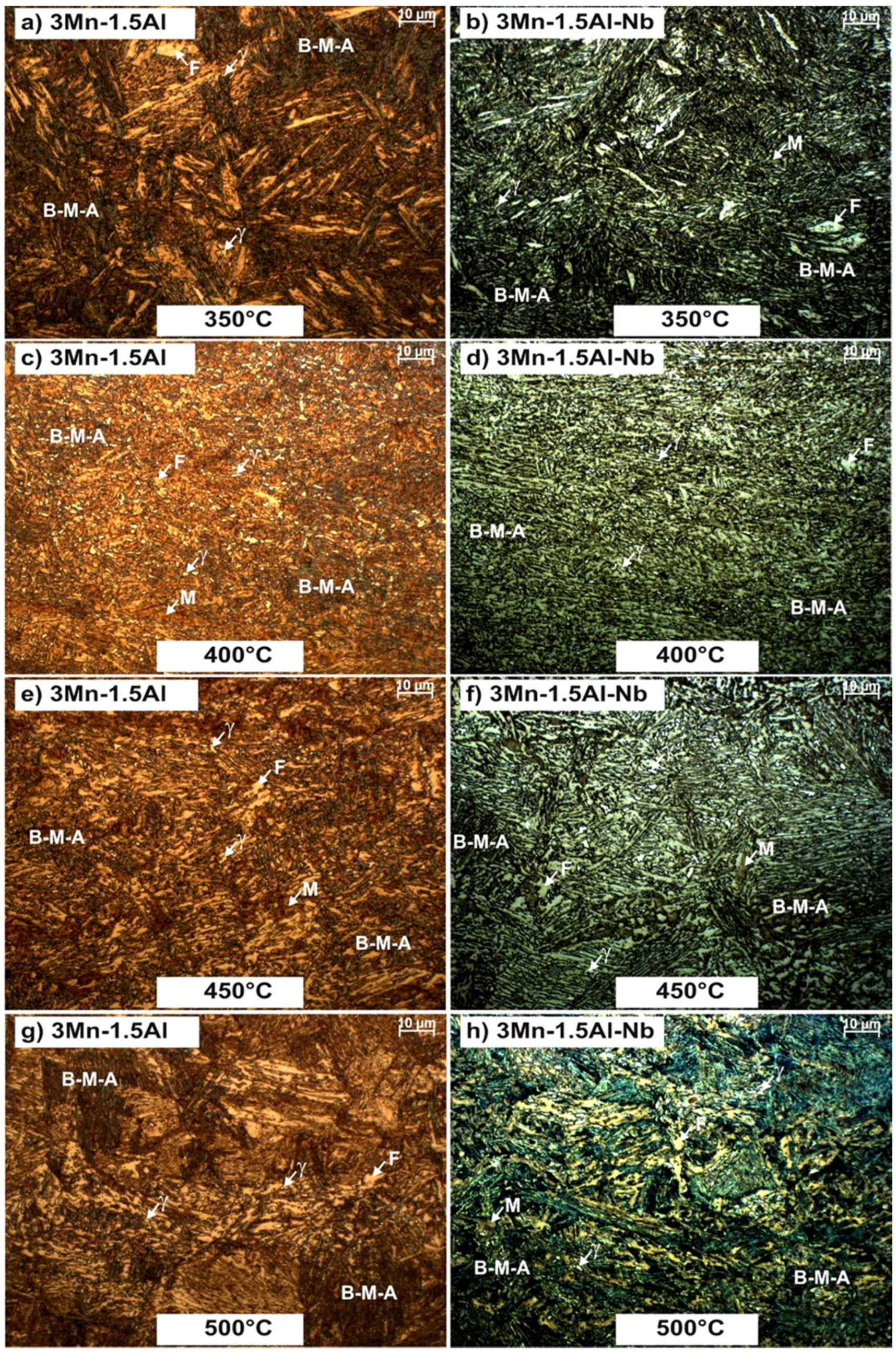
Microstructures of samples for different temperatures of isothermal holding during bainitic transformation are shown in Figure 7, Figure 8 and Figure 9. The obtained microstructures are fine-grained due to finishing the plastic deformation below the recrystallization temperature of austenite (850 °C) [5]. The microstructures were also affected by a high deformation level (ε = 1.7). The microstructures of 3Mn type steels were composed of fine-grained bainitic-martensitic plates. The highest fraction of retained austenite was observed in 3Mn and 3MnNb steels after isothermal holding at 400 °C and 450 °C (Figure 7c–f). This was earlier confirmed by the X-ray diffraction method. The most optimal duration of isothermal holding in the bainitic region seems to be 300 s. The clear influence of Nb microaddition on the microstructure and the amount of retained austenite was not detected. It seems that the Nb microaddition remained dissolved in solid solution due to the relatively high manganese content [5]. Thus, its effect can be smaller than that expected for NbC precipitates [17]. Based on the obtained diffraction patterns, it was found that the amount of retained austenite in steels with the Nb microaddition was lower by c.a. 2% (Table 3).
The more detailed information on the microstructure was revealed using the scanning electron microscope (SEM). Figure 8 shows the microstructures obtained for the specimens isothermally held between 350 and 500 °C. At 350 °C, the bainitic–martensitic laths were clearly observed and the retained austenite formed thin layers between the bainitic ferrite laths (Figure 8a,b). Increasing the bainitic transformation temperature up to 400 °C caused changes in the morphology of retained austenite. The fine-grained blocky retained austenite was observed at the boundary of bainitic–martensitic blocks (Figure 8c,d). Larger grains were subjected to partial martensitic transformation during cooling. As a consequence, they formed martensitic–austenitic regions (M–A). The confirmation of the phases using the EBSD (Electron Back-Scattered Diffraction) method can be found in our previous paper [5].
This indicates that the carbon content in the γ phase varies and depends on its size and morphology. In addition to the blocky-type grains of retained austenite, that phase also occurs in the form of continuous or intermittent layers characterized by various thicknesses, located inside the bainitic areas. This kind of microstructure is composed of degenerate upper bainite, where austenite occurs instead cementite along bainite laths [35]. While the bainitic transformation temperature was increased to 450 °C, the decomposition of the austenite into martensite began (Figure 8e,f). Under these conditions, only thin layers of retained austenite were thermodynamically stable. Bainitic–martensitic–austenitic (B–M–A) and martensitic–austenitic (M–A) areas occurred. Increasing the temperature to 500 °C resulted in the almost complete disappearance of the γ phase (Figure 8g,h).
For the steels containing a higher Mn content (~5%), mostly for the specimens isothermally held at 350 and 400 °C, the retained austenite occurred as layers characterized by various thicknesses (Figure 9a–d). Inside the bainitic laths, the martensitic–austenitic (M–A) particles and cementite were located. This is a typical morphology of degenerate lower bainite [35]. While the temperature of isothermal holding increased to 450–500 °C, retained austenite layers became thicker and the amount of blocky-type grains located mostly between martensitic–bainitic packets increased (Figure 9e–h). The blocky-type grains are characterized by lower thermodynamic stability, due to a smaller carbon content compared to the interlath retained austenite [6,13]. That is why they transformed partially or completely into the martensite during final cooling to the room temperature. This was confirmed by the previous indications of a carbon content in the austenitic phase (Table 3) and corresponding hardness changes (Figure 6). It means that the stability of the austenite is determined by the size and morphology of these areas. Due to the increased hardenability, 5Mn and 5MnNb steels are more susceptible to martensitic transformation. Therefore, the amount of stable retained austenite is lower than that in the steels containing 3% Mn.
4. Conclusions
The effects of temperature and time of isothermal holding in the bainitic range on the retained austenite stability were investigated in four medium-Mn steels with and without Nb microaddition. The following conclusions are drawn:
- The optimal time and temperature of isothermal holding for all the steels were 400 °C and 300 s, respectively. Under these conditions, 16–18% of γ phase was obtained for the 3Mn type steels, whereas 10–13% of retained austenite was detected in 5Mn type steels. The amount of retained austenite was similar for the steels with and without Nb microaddition;
- as the concentration of Mn increases, the amount of retained austenite decreases due to the smaller C enrichment of this phase. For 3Mn type steels, the carbon content in retained austenite was 0.9–1.4%, and it was up to 1.3% for 5Mn type steels. The carbon content in retained austenite was slightly lower in the steels with Nb microaddition;
- at 350 °C, the highest C enrichment of the retained austenite was obtained. Increasing the bainitic transformation temperature to 450 °C and extending the time over 300 s initiated the austenite decomposition and reduced the C content in this phase;
- in steels containing 3% Mn, isothermally held at 400 °C, mostly blocky-type retained austenite occurred, whereas at 350 °C the RA was located as layers between bainitic ferrite laths. As the temperature rose, the thickness of the γ phase layers increased and the blocky grains partially underwent martensitic transformation, forming M–A islands.
Author Contributions
A.G. and P.S. conceived and designed the experiments; A.G., P.S., and A.K. performed the experiments and wrote the paper; A.G. reviewed and supervised the work; P.S. and A.K. visualized the results.
Funding
This research was funded by the rector grant in the area of scientific research and development works. Silesian University of Technology, grant number 10/010/RGJ17/0143.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kyeong-Won, K.; Kyung-Il, K.; Chang-Hoon, L.; Jun-Yun, K.; Tae-Ho, L.; Kyung-Mox, C.; Kyu Hwan, O. Control of retained austenite morphology through double bainitic transformation. Mater. Sci. Eng. A 2016, 673, 557–561. [Google Scholar]
- Grajcar, A.; Radwanski, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Radwanski, K. Application of FEG-SEM and EBSD methods for the analysis of the restoration processes occurring during continuous annealing of dual-phase steel strips. Steel Res. Int. 2015, 86, 1379–1390. [Google Scholar] [CrossRef]
- Marcisz, J.; Garbarz, B.; Burian, W.; Adamczyk, M.; Wisniewski, A. New generation maraging steel and high-carbon bainitic steel for armours. In Proceedings of the 26th International Symposium on Ballistics, Miami, FL, USA, 12–16 September 2011; pp. 1595–1606. [Google Scholar]
- Grajcar, A.; Skrzypczyk, P.; Wozniak, D. Thermomechanically rolled medium-Mn steels containing retained austenite. Arch. Metall. Mater. 2014, 59, 1691–1697. [Google Scholar] [CrossRef]
- Sugimoto, K.; Yu, B.; Mukai, Y.; Ikeda, S. Microstructure and formability of aluminium bearing TRIP-aided steels with annealed martensite matrix. ISIJ Int. 2005, 45, 1194–1200. [Google Scholar] [CrossRef]
- Girault, E.; Mertens, A.; Jacques, P.; Hubaert, Y.; Verlinden, B.; Van Humbeeck, J. Comparison of the effect of silicon and aluminium on the tensile behavior of multiphase TRIP-assisted steels. Scr. Mater. 2001, 44, 885–892. [Google Scholar] [CrossRef]
- Grajcar, A.; Krzton, H. Effect of isothermal holding temperature on retained austenite fraction in medium- carbon Nb/Ti-microalloyed TRIP steel. J. Achiev. Mater. Manuf. Eng. 2011, 49, 391–399. [Google Scholar]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Aydin, H.; Jung, I.H.; Essadiqi, E.; Yue, S. Twinning and Tripping in 10% Mn steels. Mater. Sci. Eng. A 2014, 591, 90–96. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb-Ti-microalloyed Si-Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Wang, C.; Ding, H.; Tang, Z.Y.; Zhang, J. Effect of isothermal bainitic processing on microstructures and mechanical properties of novel Mo and Nb microalloyed TRIP steel. Ironmak. Steelmak. 2015, 42, 9–16. [Google Scholar] [CrossRef]
- Varshney, A.; Sangal, S.; Kundu, S.; Mondal, K. Super strong and highly ductile low alloy multiphase steels consisting of bainite, ferrite and retained austenite. Mater. Des. 2016, 95, 75–88. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Mehtones, S.; Porter, D.; Moallemi, M. Effect of intercritical thermomechanical processing on austenite retention and mechanical properties in a multiphase TRIP-assisted steel. Metall. Mater. Trans. A 2016, 47A, 436–449. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of low-temperature bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C. Analysis of the strain-induced martensitic transformation of retained austenite in cold rolled micro-alloyed TRIP steel. Steel Res. Int. 2008, 79, 513–522. [Google Scholar] [CrossRef]
- Opiela, M. Thermomechanical treatment of Ti-Nb-V-B micro-alloyed steel forgings. Mater. Tehnol. 2014, 48, 587–591. [Google Scholar]
- Kurc-Lisiecka, A.; Piwnik, J.; Lisiecki, A. Laser welding of new grade of advanced high strength steel strenx 1100 MC. Arch. Metall. Mater. 2017, 62, 1651–1657. [Google Scholar] [CrossRef]
- Gorka, J. Welding thermal cycle-triggered precipitation processes in steel S700MC subjected to the thermo-mechanical control processing. Arch. Metall. Mater. 2017, 62, 321–326. [Google Scholar] [CrossRef] [Green Version]
- Lun, N.; Saha, D.C.; Macwan, A.; Pan, H.; Wang, L.; Goodwin, F.; Zhou, Y. Microstructure and mechanical properties of fibre laser welded medium manganese TRIP steel. Mater. Des. 2017, 131, 450–459. [Google Scholar] [CrossRef]
- Gnaupel-Herolda, T.; Creuziger, A. Diffraction study of the retained austenite content in TRIP steels. Mater. Sci. Eng. A 2011, 528, 3594–3600. [Google Scholar] [CrossRef]
- ASTM E975—3: Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013.
- Jatczak, C.F.; Larson, J.A.; Shin, S.W. Retained Austenite and Its Measurements by X-ray Diffraction; SAE Special Publication 453; SAE Technical Paper: Warrendale, PA, USA, 1980. [Google Scholar]
- Xu, P.G.; Tomota, Y.; Arakaki, Y.; Harjo, S.; Sueyoshi, H. Evaluation of austenite volume fraction in TRIP steel sheets using neutron diffraction. Mater. Charact. 2017, 127, 104–110. [Google Scholar] [CrossRef]
- Feng, Z.; Hou, Q.; Zheng, Y.; Ren, W.; Ge, J.Y.; Li, T.; Cheng, C.; Lu, W.; Cao, S.; Zhang, J.; et al. Method of artificial intelligence algorithm to improve the automation level of Rietveld refinement. Comput. Mater. Sci. 2019, 156, 310–314. [Google Scholar] [CrossRef]
- Ramkumar, T.; Selvakumar, M.; Vasanthsankar, R.; Sathishkumar, A.S.; Narayanasamy, P.; Girija, G. Rietveld refinement of powder X-ray diffraction, microstructural and mechanical studies of magnesium matrix composites processed by high energy ball milling. J. Magnes. Alloys 2018, in press. [Google Scholar] [CrossRef]
- Koo, M.; Xu, P.; Tomota, Y.; Suzuki, H. Bainitic transformation behavior studied by simultaneous neutron diffraction and dilatometric measurement. Scr. Mater. 2009, 61, 797–800. [Google Scholar] [CrossRef]
- Voothaluru, R.; Bedekar, V.; Xie, Q.; Stoica, D.A.; Hyde, R.S.; An, K. In-situ neutron diffraction and crystal plasticity finite element modeling to study the kinematic stability of retained austenite in bearing steels. Mater. Sci. Eng. A 2018, 711, 579–587. [Google Scholar] [CrossRef] [Green Version]
- Zrnik, J.; Muransky, O.; Lukas, P.; Novy, Z.; Sittner, P.; Hornak, P. Retained austenite stability investigation in TRIP steel using neutron diffraction. Mater. Sci. Eng. A 2006, 437, 114–119. [Google Scholar] [CrossRef]
- Dyson, D.J. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 5, 469–474. [Google Scholar]
- Sugimoto, K.; Muramatsu, T.; Hashimoto, S.; Makai, Y. Formability of Nb bearing ultra-high-strength TRIP-aided sheet steels. J. Mater. Process. Technol. 2006, 177, 390–395. [Google Scholar] [CrossRef]
- Fu, B.; Yang, W.Y.; Li, L.F.; Sun, Z.Q. Effect of bainitic transformation temperature on the mechanical behavior of cold-rolled TRIP steels studied with in-situ high-energy X-ray diffraction. Mater. Sci. Eng. A 2014, 603, 134–140. [Google Scholar] [CrossRef]
- Kammouni, A.; Saikaly, W.; Dumont, M.; Marteau, C.; Bano, X.; Chari, A. Effect of the bainitic transformation temperature on retained austenite fraction and stability in Ti microalloyed TRIP steels. Mater. Sci. Eng. A 2009, 518, 89–96. [Google Scholar] [CrossRef]
- Zajac, S.; Schwinn, V.; Tacke, K.H. Characterization and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels. Mater. Sci. Forum 2005, 500–501, 387–394. [Google Scholar] [CrossRef]
Figure 1.
Thermomechanical processing conditions of investigated steels (for specimens isothermally held at 400 °C).
Figure 1.
Thermomechanical processing conditions of investigated steels (for specimens isothermally held at 400 °C).

Figure 2.
(a) X-ray diffraction pattern of 3Mn type steel isothermally held at 350 °C for 300 s; (b) X-ray diffraction pattern of 3Mn type steel isothermally held at 400 °C for 300 s; (c) X-ray diffraction pattern of 3MnNb type steel isothermally held at 400 °C for 300 s; (d) X-ray diffraction pattern of 5MnNb type steel isothermally held at 400 °C for 300 s.
Figure 2.
(a) X-ray diffraction pattern of 3Mn type steel isothermally held at 350 °C for 300 s; (b) X-ray diffraction pattern of 3Mn type steel isothermally held at 400 °C for 300 s; (c) X-ray diffraction pattern of 3MnNb type steel isothermally held at 400 °C for 300 s; (d) X-ray diffraction pattern of 5MnNb type steel isothermally held at 400 °C for 300 s.

Figure 3.
(a) Influence of temperature on the amount of retained austenite for steels isothermally held for 300 s; (b) Influence of isothermal holding time on the amount of retained austenite for steels treated at 450 °C.
Figure 3.
(a) Influence of temperature on the amount of retained austenite for steels isothermally held for 300 s; (b) Influence of isothermal holding time on the amount of retained austenite for steels treated at 450 °C.

Figure 4.
(a) Influence of isothermal holding temperature on the carbon content in retained austenite for the steels treated for 300 s; (b) Influence of the isothermal holding time at 450 °C on the carbon content in retained austenite.
Figure 4.
(a) Influence of isothermal holding temperature on the carbon content in retained austenite for the steels treated for 300 s; (b) Influence of the isothermal holding time at 450 °C on the carbon content in retained austenite.

Figure 5.
(a) Influence of isothermal holding temperature on the product of the retained austenite amount and its carbon content for the steels treated for 300 s; (b) Influence of isothermal holding time at 450 °C on the product of the retained austenite amount and its carbon content.
Figure 5.
(a) Influence of isothermal holding temperature on the product of the retained austenite amount and its carbon content for the steels treated for 300 s; (b) Influence of isothermal holding time at 450 °C on the product of the retained austenite amount and its carbon content.

Figure 6.
(a) Influence of isothermal holding time at 450 °C on the hardness; (b) Influence of isothermal holding temperature for 300 s on the hardness.
Figure 6.
(a) Influence of isothermal holding time at 450 °C on the hardness; (b) Influence of isothermal holding temperature for 300 s on the hardness.

Figure 7.
Multiphase microstructures of 3Mn and 3MnNb steels isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C, for 300 s (LM).
Figure 7.
Multiphase microstructures of 3Mn and 3MnNb steels isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C, for 300 s (LM).

Figure 8.
Multiphase microstructure of 3Mn and 3MnNb steels isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C, for 300 s (SEM).
Figure 8.
Multiphase microstructure of 3Mn and 3MnNb steels isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C, for 300 s (SEM).

Figure 9.
Bainitic–martensitic microstructure of 5Mn steel isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C.
Figure 9.
Bainitic–martensitic microstructure of 5Mn steel isothermally held at: (a,b) 350 °C, (c,d) 400 °C, (e,f) 450 °C, (g,h) 500 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of investigated steels in wt. %.
| Steel Type | C% | Mn% | Al% | Si% | Mo% | Nb% | S% | P% | N% |
|---|---|---|---|---|---|---|---|---|---|
| 3Mn | 0.17 | 3.3 | 1.7 | 0.22 | 0.23 | - | 0.014 | 0.010 | 0.0043 |
| 3MnNb | 0.17 | 3.1 | 1.6 | 0.22 | 0.22 | 0.04 | 0.005 | 0.008 | 0.0046 |
| 5Mn | 0.16 | 4.7 | 1.6 | 0.20 | 0.20 | - | 0.004 | 0.008 | 0.0039 |
| 5MnNb | 0.17 | 5.0 | 1.5 | 0.21 | 0.20 | 0.03 | 0.005 | 0.008 | 0.0054 |
Table 2.
Parameters of cooling after deformation for 3Mn and 3MnNb steels.
| Operation Number | Temperature Range, °C | Cooling Rate, °C/s | Duration of Isothermal Holding, s |
|---|---|---|---|
| 1 | 850→700 | 30 | - |
| 2 | 700→650 | 5 | - |
| 3 | 650→TB | 40 | - |
| 4 | 350 400 450 475 500 | - | 300 300 60, 300, 600, 1800 300 300 |
| 5 | TB→RT | 0.5 | - |
Table 3.
Fraction of retained austenite and carbon content in this phase for different variants of thermomechanical processing.
Table 3.
Fraction of retained austenite and carbon content in this phase for different variants of thermomechanical processing.
| Steel Type | Thermomechanical Treatment Conditions | Fraction of Retained Austenite, % | Carbon Content In Retained Austenite, wt. % | Steel Type | Thermomechanical Treatment Conditions | Fraction of Retained Austenite, % | Carbon Content in Retained Austenite, wt. % |
|---|---|---|---|---|---|---|---|
| 3Mn | 850-700-10s-650-450-60s | 10.4 | 1.26 | 3MnNb | 850-700-10s-650-450-60s | 11.5 | 1.18 |
| 850-700-10s-650-450-300s | 13.3 | 1.23 | 850-700-10s-650-450-300s | 15.9 | 1.21 | ||
| 850-700-10s-650-450-600s | 13.2 | 1.09 | 850-700-10s-650-450-600s | 12.4 | 1.08 | ||
| 850-700-10s-650-450-1800s | 4.7 | 1.03 | 850-700-10s-650-450-1800s | 7.8 | 0.91 | ||
| 850-700-10s-650-350-300s | 9.4 | 1.34 | 850-700-10s-650-350-300s | 9.3 | 1.39 | ||
| 850-700-10s-650-400-300s | 16.8 | 1.35 | 850-700-10s-650-400-300s | 17.7 | 1.26 | ||
| 850-700-10s-650-500-300s | 11.1 | 1.14 | 850-700-10s-650-500-300s | 9.8 | 1.07 | ||
| 5Mn | 850-450-60s | 7.8 | 1.08 | 5MnNb | 850-450-60s | 7.1 | 0.99 |
| 850-450-300s | 10.9 | 1.19 | 850-450-300s | 11.0 | 1.17 | ||
| 850-450-600s | 8.1 | 1.14 | 850-450-600s | 8.0 | 1.12 | ||
| 850-450-1800s | 7.0 | 1.09 | 850-450-1800s | 6.8 | 1.07 | ||
| 850-400-300s | 9.8 | 1.27 | 850-400-300s | 13.4 | 1.32 | ||
| 850-350-300s | 9.5 | 1.28 | 850-350-300s | 12.2 | 1.24 | ||
| 850-500-300s | 8.2 | 1.06 | 850-500-300s | 9.5 | 0.99 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Grajcar, A.; Skrzypczyk, P.; Kozłowska, A. Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels. Appl. Sci. 2018, 8, 2156. https://doi.org/10.3390/app8112156
AMA Style
Grajcar A, Skrzypczyk P, Kozłowska A. Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels. Applied Sciences. 2018; 8(11):2156. https://doi.org/10.3390/app8112156
Chicago/Turabian StyleGrajcar, Adam, Paweł Skrzypczyk, and Aleksandra Kozłowska. 2018. "Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels" Applied Sciences 8, no. 11: 2156. https://doi.org/10.3390/app8112156
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.