1. Introduction
Stitched composites, which can be fabricated by inserting high-strength threads in through thickness direction into the preforms prior to resin consolidation process, have been widely used in various engineering fields, especially in aerospace, marine, motor sport, military, and specialist construction, due to their excellent impact resistance and compression-after impact strength [
1]. By now, there is a great deal of studies that are related to the mechanical properties of stitched composites, which are fundamentally important in design phases. Heß proposed a finite element based unit cell model to simulate the in-plane and out-of-plane properties of the stitched composite laminates [
2,
3]. Two modes of fracture toughness of laminates stitched with a one-sided stitching technique were plain experimentally studied [
4]. Yudhanto experimentally studied the damage mechanisms of the stitched composites, which include tensile and compressive properties [
1,
5,
6]. Vallons investigated the influence of the stitching pattern on the mechanical properties of glass fiber non-crimp fabric composites [
7].
During their service, it is common that the stitched composite structures subjected to multiple forms of low-velocity impact loading conditions, such as objects falling down on composites and a flying fragment with low-velocity impact on composites, which will result in the immeasurable impact damage inside the material and reduce its service safety. Therefore, the failure and residual strength after low-velocity impact of stitched composites are very important in their service and maintenance phases.
During the past several years, there are many studies on the response behavior of the stitched composites that suffered low-velocity impact. Mei analyzed the effects of stitched density on low-velocity impact damage of cross-woven carbon fiber reinforced silicon carbide composites (two-dimensional (2D) C/SiCs) [
8]. Ravandi explored the effects of through-the-thickness on the Mode I inter-laminar fracture toughness and the performance of low-velocity of flax/epoxy composite laminates [
9,
10,
11]. Lascoup studied the impact response of the three-dimensional (3D) stitched sandwich composite [
12]. Tan studied the impact damage and subsequent damage propagation problems, and the effects of stitch density and stitch thread thickness of the stitched composites [
13,
14,
15,
16,
17]. Mao experimentally investigated the stitched laminates that were subjected to low-velocity impact and the consequent compression behaviors [
18]. Aktaş studied the impact and post impact behavior of stitched woven–knit hybrid composites by experiments [
19]. Francesconi used a Finite Element model that was based on the use of progressive damage schemes to simulate the effect of stitching on the delamination resistance of laminated composites subjected to low-velocity impact [
20]. Mao proposed a 3D dynamic finite-element model to simulate the damage development process and the influence factors of stitched laminates that were subjected to low-velocity impact [
21]. However, the studies on the residual strength after low-velocity impact of stitched composites are still immature. Normally, there are three main equivalent methods used to predict the residual strength after low-velocity impact of composites. The first equivalent method is the softening inclusion method [
22], in which the impact damage is equivalent to softening inclusion before the analysis of residual strength. The second equivalent method is the sub-layer buckling method [
23], in which the impact damage is treated as the buckling of multiple sub-layers before the analysis of residual strength. The third equivalent method is the opening equivalence method [
24], in which the impact damage is equivalent to the elliptical orifice panel before the analysis of residual strength. The above three equivalent methods are used widely due to their simplexes. However, due to the equivalent damage based on simplified hypothesis being different from the actual damage type and the damage degree of the composite structure after impact, the accuracy of the residual strength prediction model is affected. In this paper, a full-process analyzing method for low-velocity impact damage and residual strength was proposed and used to simulate the failure and residual strength after low-velocity impact of stitched composites.
The remainder of this paper can be summarized, as follows. In
Section 2, a full-process numerical analyzing method for low-velocity impact damage and residual strength of stitched composites was developed in detail. In
Section 3, the full-process numerical analyzing method was used to simulate the failure and residual strength after low-velocity impact at the different impact energy of G0827/QY9512 stitched composites. In
Section 4, the effects of stitched density and stitching thread thickness were discussed. In
Section 5, some key conclusions of this work were summarized.
4. Discussion
The parameters of stitched density and stitching thread thickness are two main factors affecting the mechanical behaviors of stitched composites. In this section, the influence rules of these parameters are discussed by simulations.
4.1. Effect of Stitched Density
In order to analyze the effect of stitched density on the failure and residual strengths of the laminates after impact, laminates with three stitched densities, namely 2 mm × 2 mm, 5 mm × 5 mm, and 10 mm × 10 mm (2 × 2, 5 × 5 and 10 × 10 laminates), and the stitching thread thickness of 1500d, were investigated after the impact of 10 J.
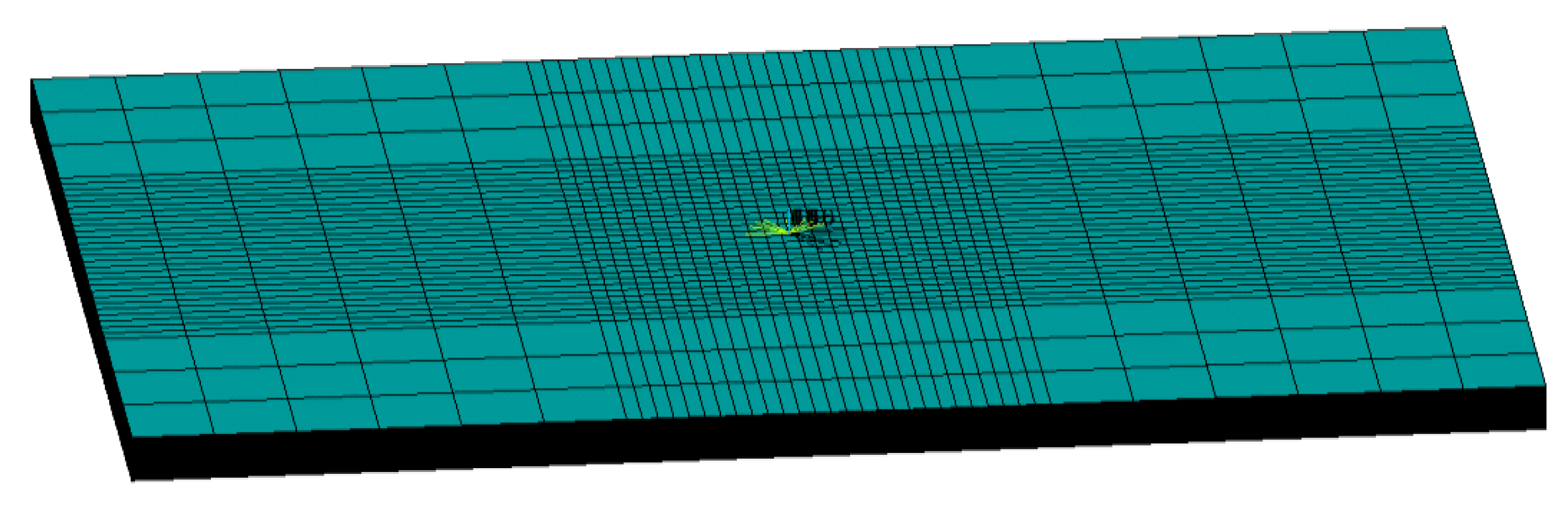
Figure 10 shows the full-processes of low-velocity impact damage and residual strength for stitched composite laminates with different stitched densities. In the simulation process of low-velocity impact damage, four kinds of damage modes, i.e., FTF, MTF, FCF, and DF, were found. The rules of the damage expansion are similar, e.g., the DF occurs firstly, then the FCF occurs and the FTF occurs at last. The impact time of the stitched (2 × 2, 5 × 5 and 10 × 10) composite laminates are 1.3 ms, 1.4 ms and 1.4 ms, respectively. This change of the impact time is mainly caused by the difference of stiffness between laminates that are associated with the different stitched densities. The initial impact damage of 2 × 2 laminate is slightly larger than others, which means that there is no obvious association between the initial impact damage and the final impact damage. Compared with the 10 × 10 laminate, the final impact damage areas for the 5 × 5 and 2 × 2 laminates are reduced by about 10% and 28.1%, respectively. However, no matter how large the stitched density is, the shapes of the final damaged areas are always the spindle-shaped.
In the simulation processes of residual strength, stitched density has a significant effect on the damage mode. The stitched composites with different stitched densities have different failure modes. For example, the FMSF and MCF are found in the 10 × 10 laminate, whereas the 2 × 2 and 5 × 5 laminates extend the damage with the FTF and FTF+FCF, respectively. Moreover, the greater the stitched density of the stitched composites, the less the damage mode and the smaller the damaged area are found in final damage, as shown in
Figure 10. When compared with the 10 × 10 laminate, the final damage area of the 2 × 2 laminate is smaller, and only the FTF mode is found on its boundary, whereas the damage modes of the FTF, FCF, MTF, and FMSF are found on the boundary of the 10 × 10 laminate.
As shown in
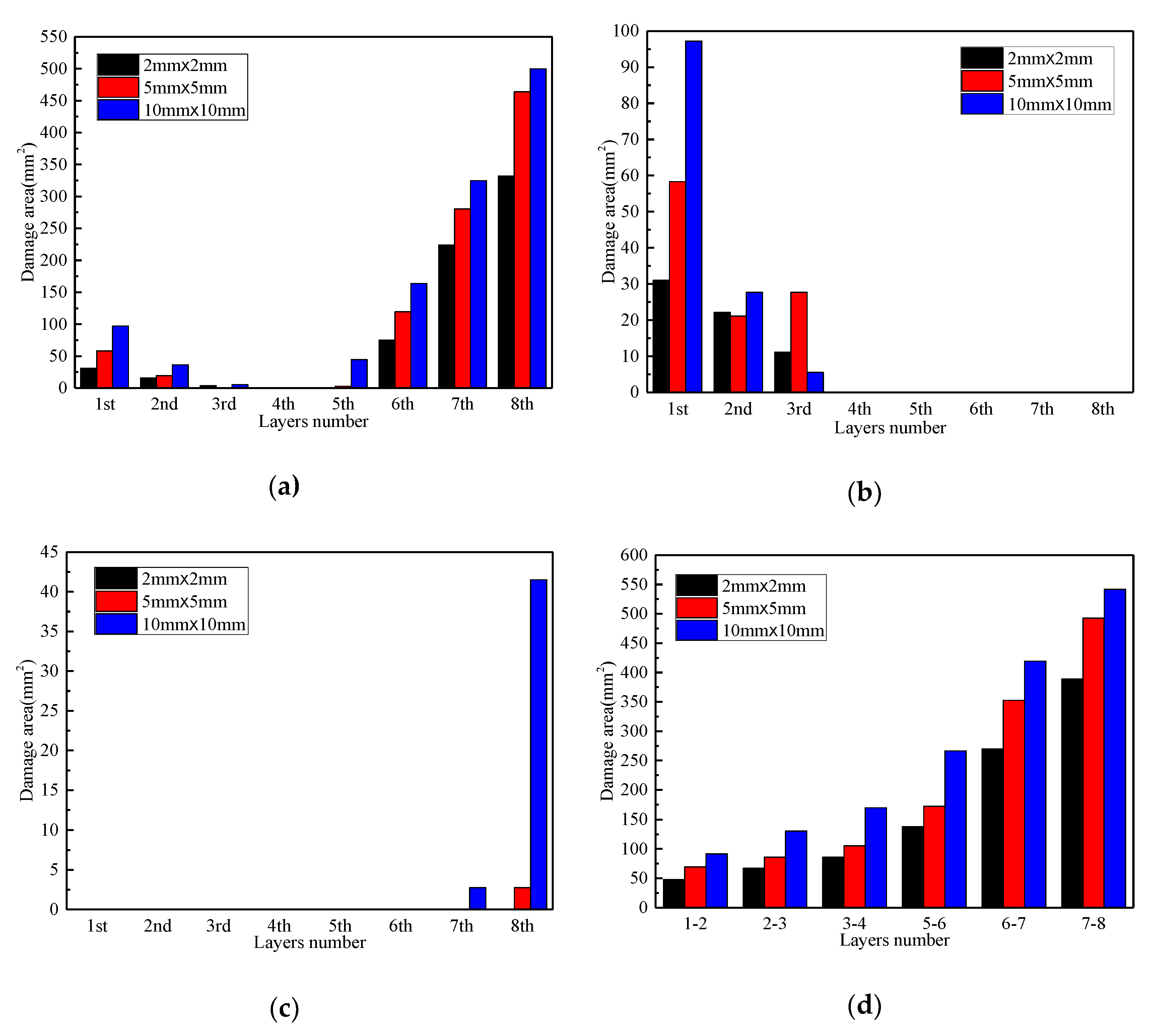
Figure 11, the damage area of the DF is the largest and the area of the FTF is the smallest. With the increase of the number of layers, the damage area of the MTF decreases firstly and then increases; and, the FCF occurs in the first four layers and the area of damage shows a tendency to decrease; the FTF only occurs in the 7th and 8th layers and is not found in the stitched (2 × 2) composites; the DF occurs in all layers and the damage area increases significantly. It also can be seen that, the greater the stitched density of the stitched composites, the less the damage mode, the smaller the damaged area, and the fewer the damaged layers after impact.
Figure 12 shows the predicted residual strengths of the laminates with three stitched densities. It is observed that stitched density has a significant effect on residual strength after impact. When compared with the 10 × 10 laminate, the residual strengths for the 5 × 5 and 2 × 2 laminates are increased by 20% and 30.9%, respectively. This means that the greater the stitched density of the stitched composites, the greater the residual strength. The experimental data of literature [
30] further confirms this finding.
4.2. Effect of Stitching Thread Thickness
In order to analyze the effect of stitching thread thickness on failure and the residual strengths of the stitched composites after impact, the 5 × 5 laminates with three stitching thread thickness, namely 500d, 1500d and 3000d (500d, 1500d, and 3000d laminates), were investigated after the impact of 10 J.
Figure 13 shows the failure of stitching thread in stitched composites with three different stitching thread thicknesses after the impact of 10 J. It is observed that the SBF is only found in the 500d stitched composite, while no SBF occurred in the 1500d and 3000d stitched composites due to the maximum stresses of stitching elements being lower than the strength of the stitch.
Figure 14 shows the progressive damage processes of stitched composite laminates with different stitching thread thicknesses after impact of 10 J. Due to the SBF occurring in the 500d laminate, its damage modes and damage area are significantly different from the 1500d and 3000d laminates. As shown in
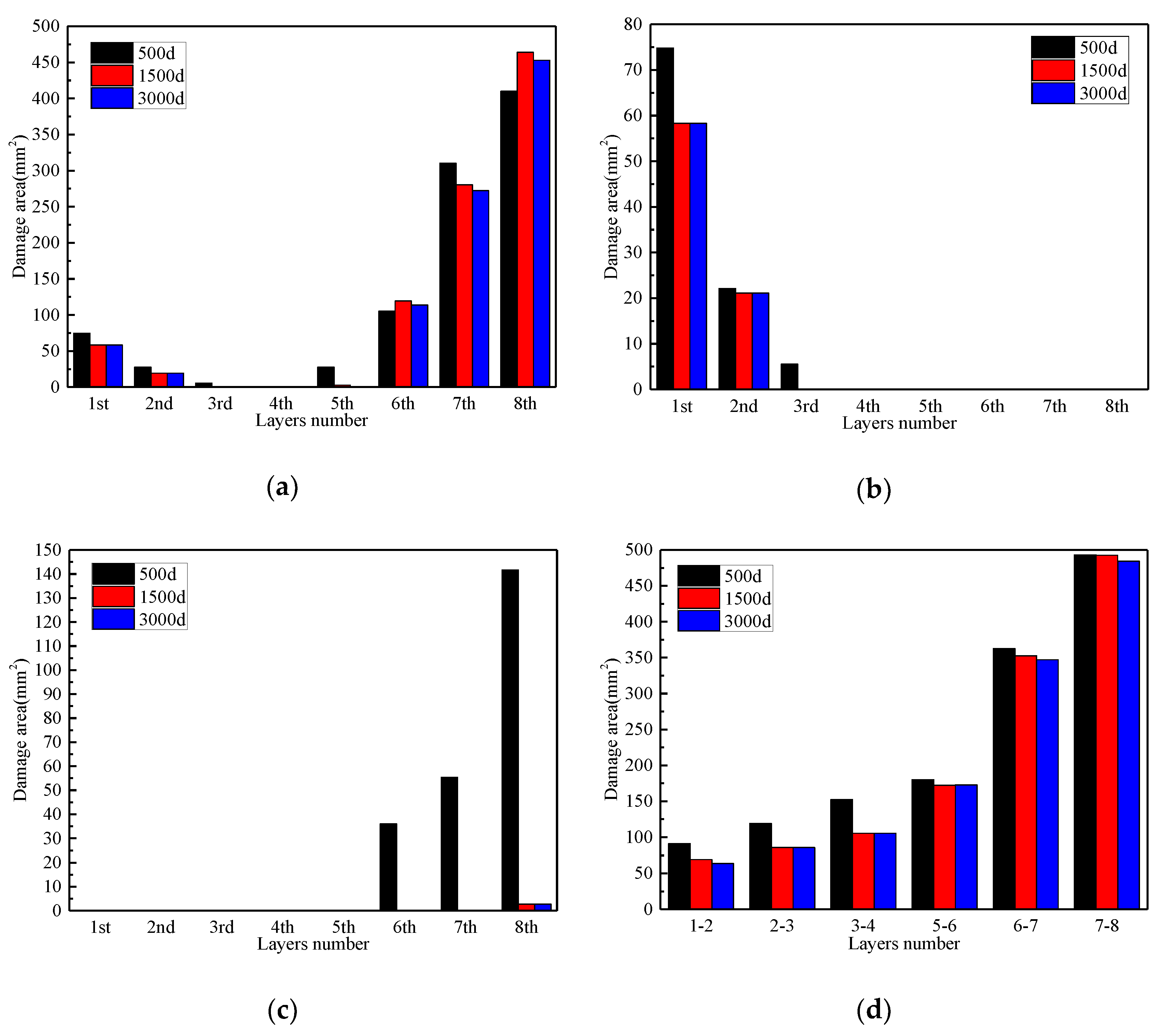
Figure 15, the final damage modes and damage areas of the 1500d and 3000d laminates are similar. However, the final damage area of the 500d laminate is far larger than the other two laminates and its final damage mode contains a large number of fiber failures (FTF + FCF), especially given that the FTF is much more serious than the other two. With the increase of the number of layers, the damage area of the MTF decreases firstly and then increases, the FCF occurs in the first three layers and the damage area decreases rapidly, the FTF only occurs in the 6th~8th layers and it is rarely found in the stitched (1500d and 3000d) composites, moreover, the damage area of the DF shows a significant increase.
Figure 16 shows the predicted residual strengths of the laminates with three stitching thread thicknesses. When compared with the 500d laminate, the residual strengths of the 1500d and 3000d laminates are increased by 43.5% and 47.8%, respectively. It indicates that the greater the stitching thread thickness of the stitched composites, the greater the residual strength. This is consistent with the conclusion of literature [
30]. However, the gap between the 1500d and 3000d laminates is 3%. It means that if there is no SBF, the stitching thread thickness will have little effect on the residual strength, but if it does, there will be a significant effect, which is not reflected in the literature [
30].
5. Conclusions
In this paper, a full-process numerical analyzing method for low-velocity impact damage and residual strength of stitched composites was proposed and used to simulate the failure and residual strength of stitched composites in Reference [
18]. By using the full-process numerical analyzing method, the effects of stitched density and stitching thread thickness on the failure and residual strength of stitched composites were discussed. Some key conclusions of this work can be summarized, as follows:
(1) The maximum error of low-velocity impact damage areas between the numerical simulation results and experiments was 17.8%, and the damage projection diagrams between them were similar. The maximum error of residual strength after impact between the simulation results and experiments was 8.9%. Therefore, the full-process analyzing method that is developed in this paper is reasonable and effective.
(2) The greater the stitched density of the stitched composites, the less the damage mode, the smaller the damaged area, the fewer the damaged layers, and the higher the residual strength.
(3) If there is no SBF, then stitching thread thickness has little effect on the damage mode, damage area, and residual strength; but if it does, there is a significant effect. The mechanical properties of stitched composites without SBF are much better than those with SBF.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}