Geometrical Defect Detection in the Wire Electrical Discharge Machining of Fir-Tree Slots Using Deep Learning Techniques


Aeronautics Advanced Manufacturing Center (CFAA), University of the Basque Country (UPV/EHU), 48170 Zamudio, Spain
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(1), 90; https://doi.org/10.3390/app9010090
Submission received: 4 December 2018
/
Revised: 21 December 2018
/
Accepted: 23 December 2018
/
Published: 27 December 2018
(This article belongs to the Special Issue Fault Detection and Diagnosis in Mechatronics Systems)
Abstract
:Featured Application
In-process defect detection in the manufacturing of turbine components using Artificial Intelligence techniques.
Abstract
Traceability is a critical issue in the manufacturing of aerospace components. However, extracting understandable information from huge amounts of data from manufacturing processes may become a very difficult task. In this paper, a novel proposal for geometrical defect detection in the manufacturing of fir-tree slots for disk turbines using wire electrical discharge machining is presented. Useful data about the wire Electrical Discharge Machining (WEDM) process are collected every 5 ms and each single discharge is classified as a function of ignition delay time. Information from this large amount of data is extracted by using a deep neural network, which includes two hidden dense layers, each with 64 units and Relu activation, and it ends with a single unit with no activation. The average of the per-epoch absolute error (MAE) scores has been used to decide the optimum training situation for the deep learning network. Validation of the method has been carried out by machining a high-precision fir-tree slot for a disk turbine under industrial conditions. Results show that even though a strict tolerance band of ±5 µm has been applied, as many as 80% of the predictions from the network match the results of the conventional measuring method (coordinate measuring machine).
1. Introduction
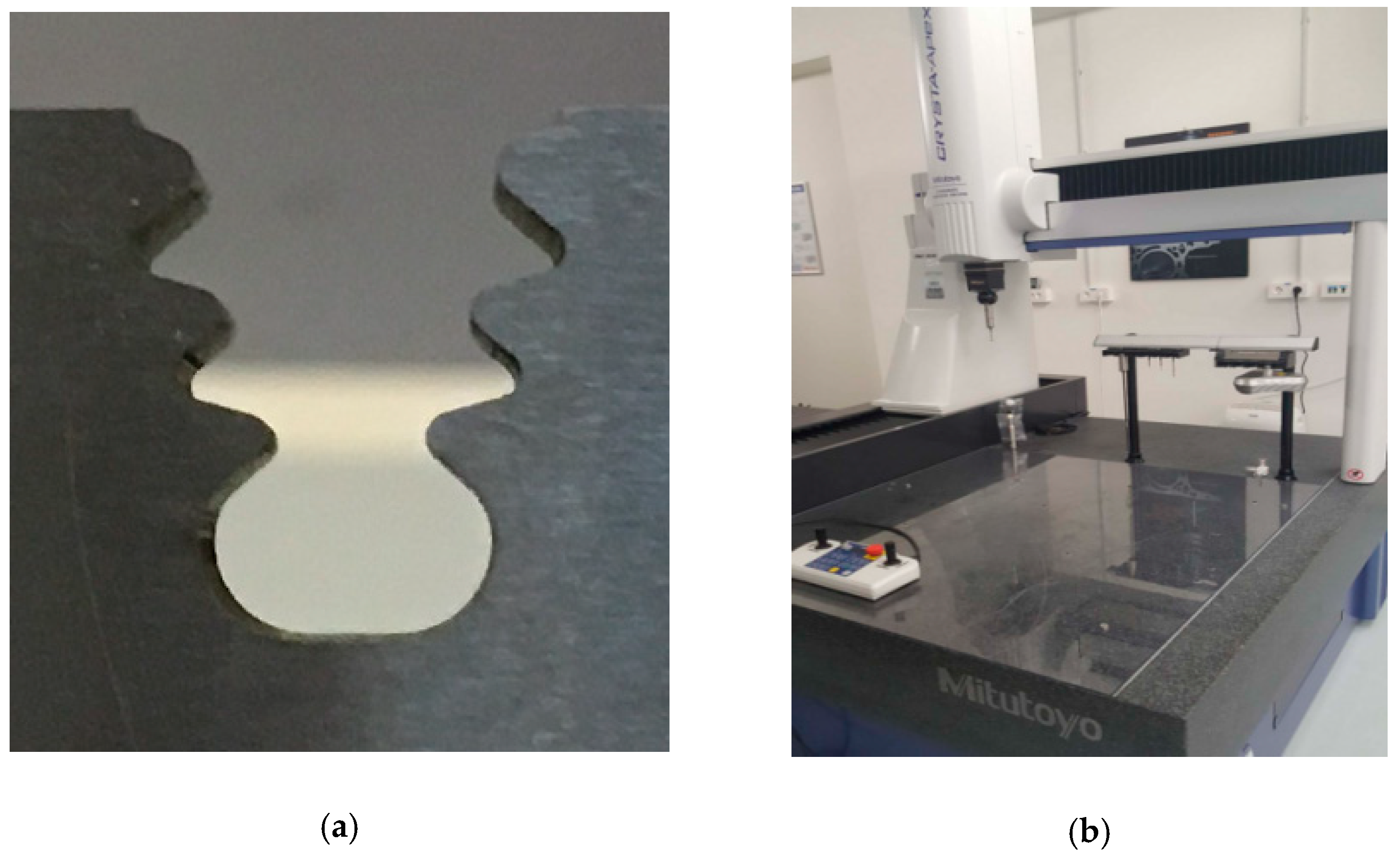
As the fast development of aerospace industry, the look for efficient machining methods of low pressure turbine (LPT) components becomes more and more important. During the whole process of LPT machining, as the complicate geometry and requirement of high accuracy [1], fir-tree slot (Figure 1a) is one of the most difficult part for machining. Due to the high accuracy, low cost, high flexibility and some other advantages [2], Wire electrical discharge machining (WEDM) has gradually become a better choice for machining fir-tree slot than broaching in application of aeronautic industry [3]. The defect detection is a crucial link in WEDM machining. Today, tolerance defect detecting is almost done by coordinate measuring machine (Figure 1b) after the end of machining. Through the comparison between the ideal model and the actual machining result, the direction of improvement of processing parameter can be obtained. This kind of measuring method is quite complicated and time costing because of the moving of the workpiece from WEDM machine to measuring machine every time. Similarly, the ideal model needs to be created every time when a new profile or cutting task is required. Therefore, some improvement of defect detecting method should be explored.
Deep Learning (DL) is an emerging field of machine learning research that aims to further realize Artificial Intelligence. The concept of deep learning stems from the study of artificial neural networks. A multi-layered sensor with multiple hidden layers constitutes a deep learning network. Similarly, deep learning discovers distributed representations of data by combining low-level features to create more abstract high-level representation attribute categories or features [4]. Through the constant exploration of about 60 years, Hinton et al. proposed formally the concept of deep learning in 2006. Through an unsupervised learning method they trained the algorithm layer by layer and then used a supervised back propagation algorithm for tuning. It brings hope to solve the deep structure related optimization problem [5]. Further in 2012, Hinton et al. successfully used the Relu activation function to fundamentally solve the problem of gradient disappearance, and adopted the GPU to greatly improve the speed of the model. Nowadays, with the appearance of more advanced calculating equipment and more efficient method of recording data, the application of deep learning in more and more fields become possible, such as image classification, speech recognition, fact extraction and so on [6,7,8]. Deep learning has previously been used by the authors for unexpected event prediction in Wire EDM operations [9]. However, to the best knowledge of the authors, no research work can be found in literature dealing with the use of deep learning for defect detection in WEDM machining.
For finding easier and more efficient defect detecting method, a novel way which adopts deep learning is proposed in this paper. In a previous research work, Wang et al. [10] explained that unsupervised machine learning can be successfully used to extract useful information from ignition delay time. This variable can be measured under industrial conditions during actual machining from the WEDM machine.
In this paper, a further step is presented. Following Big Data trends, and taking into account that very large amounts of data can be on-line collected during machining, a deep learning neural network approach is proposed for defect detection during the Wire EDM machining of fir-tree slots for aerospace industry. After the Introduction in Section 1, the structure of the network and the definition of the machining experiments required for training the network is described in Section 2. Section 3 presents the main findings of the work, which include an excellent agreement between the conventional and the new proposed method. Finally, the main conclusions of the work are summarized.
2. Materials and Methods
The hypothesis supporting the research is that, from a sufficiently large number of experiments, data about tolerance defect can be related to machining process data directly obtained from the WEDM machine. Therefore, the first step is to carry out machining experiments and obtain large sets of data relating part tolerance and condition of ignition delay time (td), as already suggested in [10].
For the experiments part material used in industry for disk turbine manufacturing has been selected, namely Inconel 718. This is a Nickel-based alloy with extremely good properties for the requirements of disk turbines. The thickness of the component is 20mm. Machining is realized under industrial conditions on the WEDM machine ONA AV-35 using brass wire (CuZn37, diameter 0.25 mm), which is the industrial equipment for disc turbine production. Machine parameters for roughing and first trim cut are collected in Table 1.
An on-line recording application has been implemented on the machine CNC in order to get as many data from the actual process as possible. The application allows collecting data every 5 ms. From the complete set of data, each single discharge has been classified as a function of ignition delay time, as shown in Table 2. The number of different discharge type will be recorded as one set of data.
Experiments involve varying the actual distance between wire and workpiece, which can be used to define the final tolerance of the profile. After the roughing cut, in the process of 1st trim cut, the workpiece is divided into 5 regions to be cut with different wire infeed values, as gathered in Table 3. The different aspect of the 5 regions can be seen in Figure 2. For every region, as many as 20,000 sets of data have been acquired with a sample ratio of 5 ms.
Once the data have been collected from the experiments, the deep learning neural network can be developed and trained. Python environment using Keras [11] and Tensorflow [12,13] backend have been selected for developing the structure of the network. As many as 15000 sets of data are used as training data and another 5000 sets as testing data. The network includes two hidden dense layers, each with 64 units and Relu activation, and it ends with a single unit with no activation (a linear layer). This kind of linear layer is used for predicting a single continuous value [11].
3. Discussion of Results
Before the final objective of defect detecting in an industrial fir-tree slot is addressed, the capacity of the network to model the distance between wire and workpiece during the experiments described in the previous section was studied.
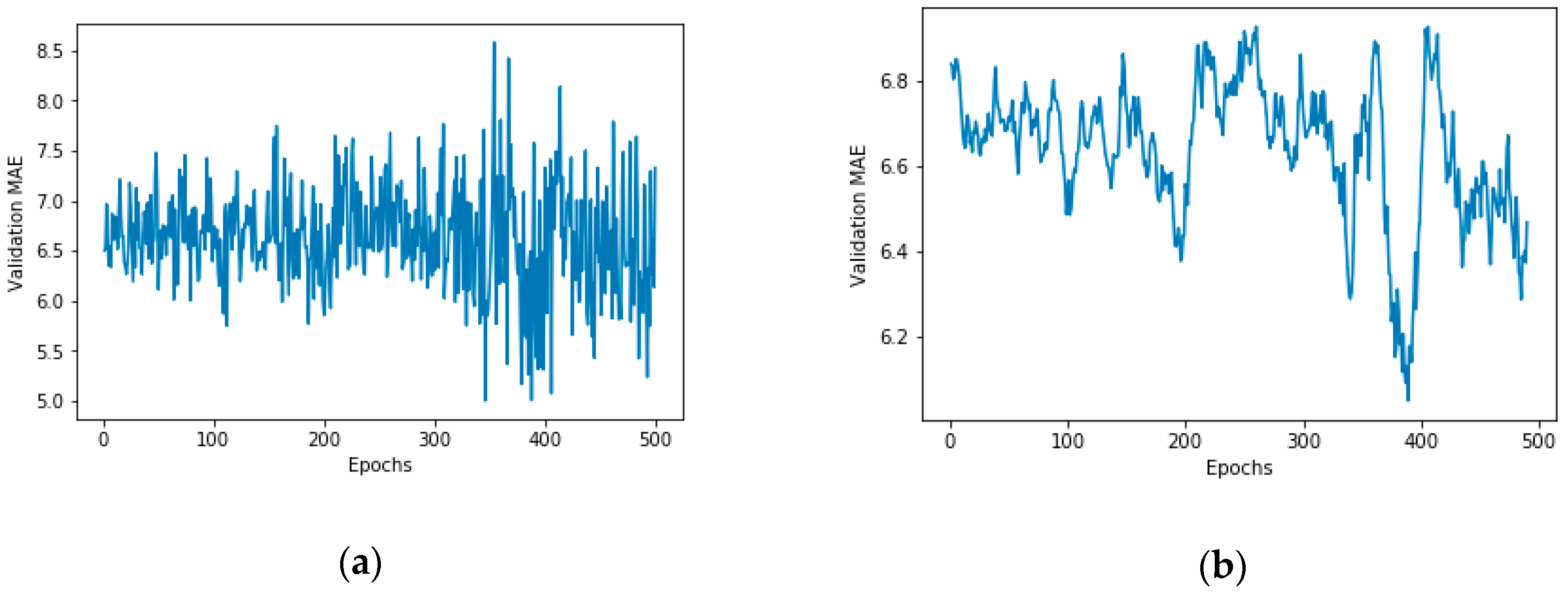
The network has been trained using as many as 500 epochs. The average of the per-epoch absolute error (MAE) scores is shown in Figure 3a. By smoothing the curve, the final result is plot in Figure 3b. According to this result, the best training situation is that corresponding to 390 epochs, with a MAE score of 3.46.
Then, the accuracy of the network to predict the actual distance between wire and workpiece was evaluated. For doing so, 20 sets of data from each region of the part have been used. The results of the prediction are presented in Table 4. Taking into account the uncertainty due to wire vibration, it can be said that the accuracy of the prediction by the network is very high. The maximum average deviation is 5.78 μm, and this corresponds to the situation of larger distance between wire and workpiece, in which the probability of wire vibration is also higher.
At the sight of the above results, it was decided to test the proposed defect detecting methodology in an industrial environment. The fir-tree slot was cut using the same machine parameters as those gathered in Table 1. The geometry is that shown in Figure 1a.
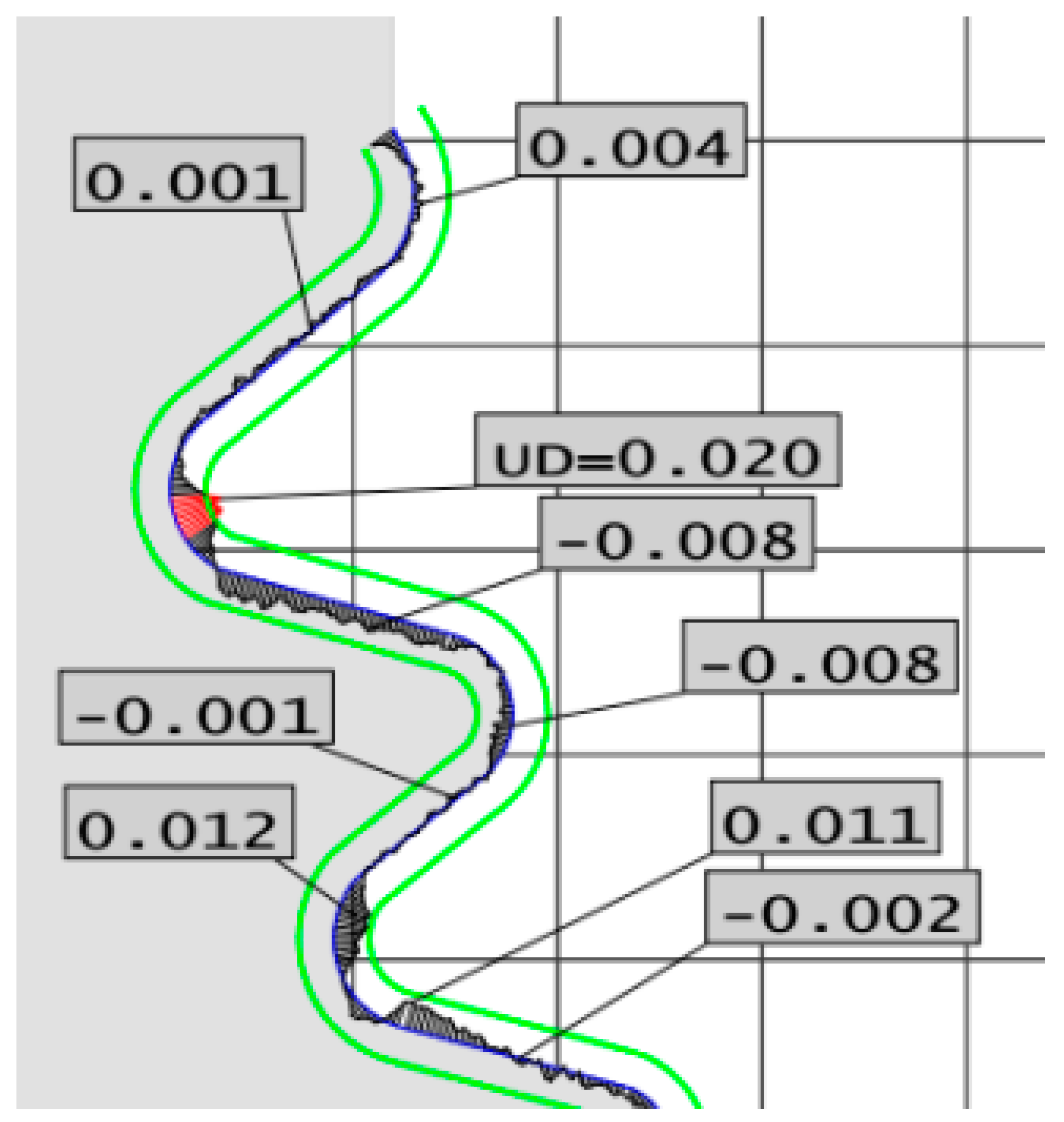
Discharge types have been collected during WEDM’ing of the fir-tree slot, and they have been classified as for Table 2. The resulting values have been used as the input for the previously trained deep neural network, which in turn generates the expected tolerances all along the complete profile of the fir-tree slot. At the same time, the cut geometry has been measured using a Mitutoyo 9106 Coordinate Measuring Machine (CMM). The result of the actual measurement of the WEDM’ed part is shown in Figure 4. Data represented on the right side of the ideal profile means that less material than required has been machined. On the contrary, data represented on the left hand side means that more material than required has been removed. The tolerance band accepted by the manufacturer is ±15 µm (in green). Material outside that band is represented in red color.
In order to check the validity of the predictions produced by the deep neural network, a tolerance band of ±5 µm has been set for the results, which is even more demanding than that represented in Figure 4 for the CMM. This means that, if the infeed predicted by the network is more than +5 µm, there is a defect of material with respect to the ideal profile. In other words, too much material is being cut with respect to the ideal situation. The detection system informs of acceptable geometry when the predicted infeed is within the tolerance band ±5 µm. Finally, if the infeed predicted by the network is below −5 µm, this means that there is an excess of part material with respect to the ideal profile. In other words, less material than expected is being machined with respect to the ideal situation.
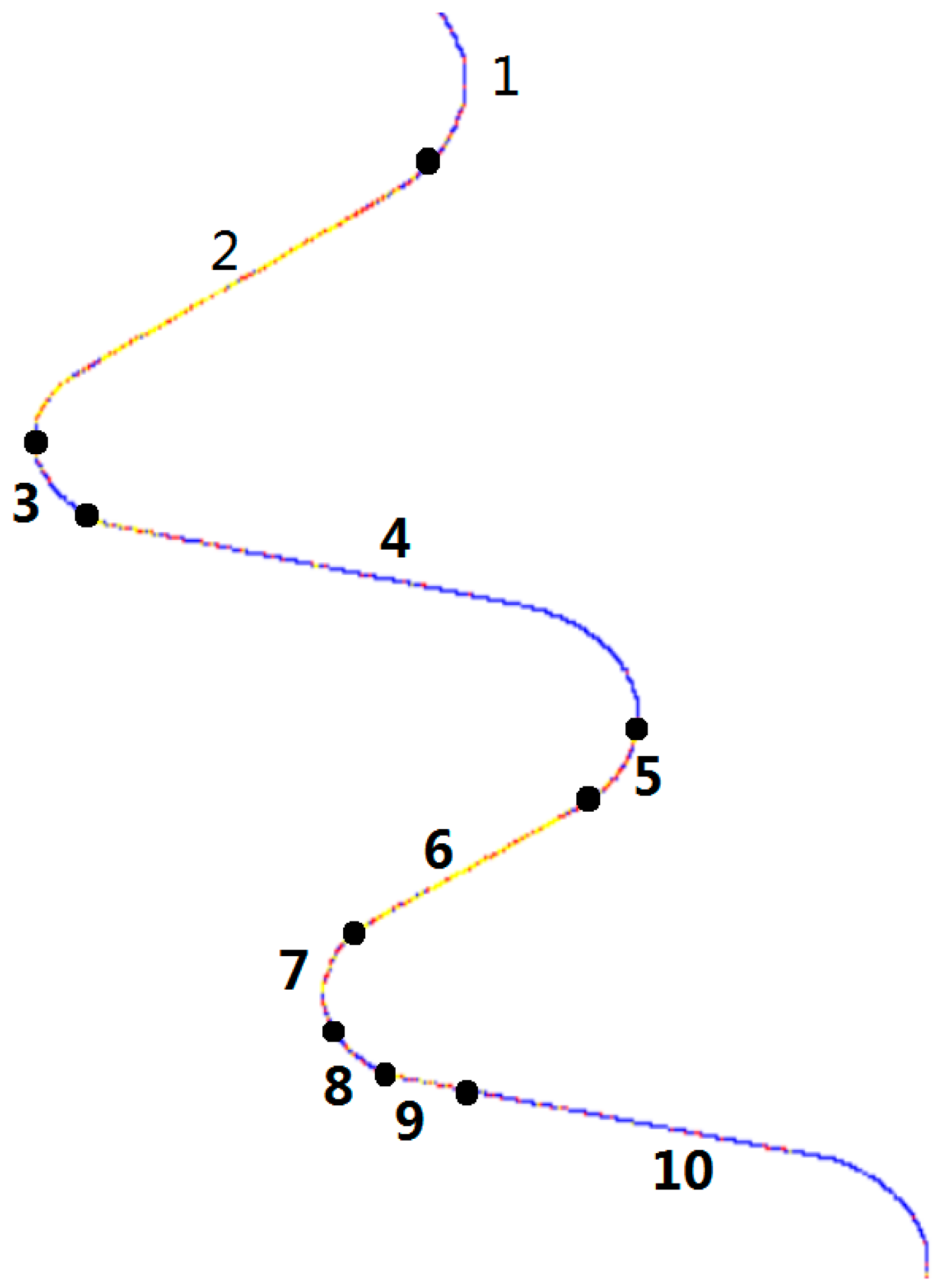
Figure 5, together with Table 5, represent the results of the prediction by the network. Lack of material is represented in blue color. Yellow color means that the profile is inside the tolerance band. Finally, the red color means excess of material, as explained above. Comparison with the results provided by actual measurement of the profile using the CMM has been carried out in 10 regions as represented in Figure 5.
Of course, inside each region some points exhibit a different color, but most of them show a clear trend. This observation is sound with the actual measurements by the CMM presented in Figure 4. Therefore, it has been decided to assign the dominant color to each region for the sake of clarity of results. Comparison between predictions and actual measurements is presented in Table 5.
The quality of the predictions is obvious from the results. From the 10 regions selected, 8 of them perfectly match the results obtained by actual measuring of the component on the CMM, and only 2 of them show some deviation. As explained above, it must be taken into account that a tolerance band more demanding than that stated by the manufacturer has been established in order to check the accuracy of the predictions. This allows to check not only part geometrical requirements, but also to check the accuracy of the network to detect excess and/or defect of material removed by the process, even inside the tolerance band of the component.
If the tolerance band of the network is increased to ±15 μm, the agreement with CMM results is even better. In that case the prediction by the network is that all the profile is within the tolerance band. In other words, there is only one region of mismatch, which is the region where the most important defect (see Figure 4, excess material in red) occurs.
4. Conclusions
In this paper a novel method for detecting tolerance defects during machining turbine disk fir-tree slots using WEDM has been proposed. For the first time, the method applies deep learning techniques, which is one of the hot topics in Artificial Intelligence. A deep neural structure has been trained using data from actual machining experiments. Data are related to the actual distance between wire and workpiece, which in turn can effectively represent final part tolerance. An industrial disk fir-tree geometry has been machined, and the defect predictions obtained from the deep neural structure have been compared with those obtained by the conventional method of measuring the part using a CMM. Even though a strict tolerance band of ±5 µm has been used, results from the neural network match those of the CMM in as much as 80% of the studied regions. Future research must explore the possibility of using larger sets of data in order to improve the accuracy of the prediction.
Author Contributions
Conceptualization, J.W. and J.A.S.; methodology, J.W.; software, J.W.; validation, J.W. and J.A.I.; formal analysis, J.W. and J.A.S.; investigation, J.W. and J.A.I.; resources, I.A.; data curation, J.W.; writing—original draft preparation, J.W.; writing—review and editing, J.A.S.; visualization, J.A.S.; supervision, J.A.S. and I.A.; project administration, I.A.; funding acquisition, J.A.S. and I.A.
Funding
The authors are grateful to the Spanish Ministry of Economy for the funding support received for the research project “Scientific models and machine-tool advanced sensing techniques for efficient machining of precision components of low pressure turbines” (reference DPI2017-82239-P AIE/FEDER, UE).
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Klocke, F.; Welling, D.; Klink, A.; Veselovac, D.; Nöthe, T.; Perez, R. Evaluation of Advanced Wire-EDM Capabilities for the Manufacture of Fir Tree Slots in Inconel 718. Proced. CIRP 2014, 14, 430–435. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manu. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Klocke, F.; Welling, D.; Dieckmann, J.; Veselovac, D.; Perez, R. Developments in Wire-EDM for the manufacturing of fir tree slots in turbine discs made of Inconel 718. Key Eng. Mater. 2012, 1665, 1177–1182. [Google Scholar] [CrossRef]
- Zhijun, S.; Lei, X.; Yangming, X.; Zheng, W. Overview of deep learning (In Chinese). Appl. Res. Comput. 2012, 2806–2810. [Google Scholar] [CrossRef]
- Hinton, G.; Osindero, S.; The, Y.W. A Fast Learning Algorithm for Deep Belief Nets. Neural Comput. 2006, 18, 1527–1554. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Eli, G.; Wenqi, L.; Carole, S.; Lucas, F.; Dzhoshkun, I.S.; Guotai, W. NiftyNet: A deep-learning platform for medical imaging. Comput. Methods Programs Biomed. 2018, 158, 113–122. [Google Scholar] [CrossRef]
- Ntalampiras, S. A Deep Learning Framework for Classifying Sounds of Mysticete Whales. Handb. Neural Comput. 2017, 403–415. [Google Scholar] [CrossRef]
- Yibo, W.; Wei, X. Leveraging deep learning with LDA-based text analytics to detect automobile insurance fraud. Decis. Support Syst. 2018, 105, 87–95. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Conde, A.; Arriandiaga, A.; Wang, J.; Plaza, S. Unexpected Event Prediction in Wire Electrical Discharge Machining Using Deep Learning Techniques. Materials 2018, 11, 1100. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Sanchez, J.A.; Ayesta, I.; Iturrioz, J.A. Unsupervised Machine Learning for Advanced Tolerance Monitoring of Wire Electrical Discharge Machining of Disc Turbine Fir-Tree Slots. Sensors 2018, 18, 3359. [Google Scholar] [CrossRef] [PubMed]
- Tomoumi, T.; Satoshi, O.; Masahito, K. Effective neural network training with adaptive learning rate based on training loss. Neural Netw. 2018, 101, 68–78. [Google Scholar] [CrossRef]
- Chollet, F. Deep Learning with Python; Manning Publications Co.: Shelter Island, NY, USA, 28 October 2017. [Google Scholar]
- Abadi, M.; Agarwal, A.; Barham, P.; Brevdo, E.; Chen, Z.; Citro, C.; Corrado, G.; Davis, A.; Dean, J.; Devin, M.; et al. TensorFlow: Large-Scale Machine Learning on Heterogeneous Distributed Systems; TensorFlow White Papers. arXiv, 2016; arXiv:1603.04467. [Google Scholar]
Figure 1.
(a) Geometry of the fir-tree slot (b) Coordinate Measuring Machine (CMM).

Figure 2.
Regions on the workpiece during the experiments as a function of wire infeed.

Figure 3.
(a) Validation through MAE score for every training epoch; (b) Plot after smoothing.

Figure 4.
Results after measuring the fir-tree slot profile on the Mitutoyo 9106 Coordinate Measuring Machine.
Figure 4.
Results after measuring the fir-tree slot profile on the Mitutoyo 9106 Coordinate Measuring Machine.

Figure 5.
Defect prediction with respect to the ideal profile as produced by the network.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Industrial settings for the roughing and first trim cut as taken from the ONA AV35 WEDM machine tables.
Table 1.
Industrial settings for the roughing and first trim cut as taken from the ONA AV35 WEDM machine tables.
| EDM Parameters | Roughing Cut | 1st Trim Cut |
|---|---|---|
| Current (A) | 5 | 5 |
| Off-time (μs) | 7 | 6 |
| Wire tension (N) | 26 | 30 |
| Voltage (V) | 60 | 100 |
| Servo (V) | 30 | 81 |
| Offset (mm) | 0.185 | 0.170 |
| Wire speed (mm/min) | 10 | 8 |
| Wire tension (N) | 26 | 30 |
| Dielectric | Deionised water | |
Table 2.
Discharge discrimination as a function of ignition delay time td.
| Discharge Type | td Value (μs) |
|---|---|
| Type 1 | <1 |
| Type 2 | 1–3 |
| Type 3 | 3–10 |
| Type 4 | >10 |
Table 3.
Wire infeed values during the experiment in the different regions of the workpiece.
| Region | Wire Infeed (μm) |
|---|---|
| Region 1 | −16 |
| Region 2 | −8 |
| Region 3 | 0 |
| Region 4 | 8 |
| Region 5 | 16 |
Table 4.
Accuracy of the prediction of the deep neural network as a function of wire infeed.
| Region | Wire Infeed (μm) | Mean Value of Prediction (μm) | Average Deviation (μm) | Standard Deviation (μm) |
|---|---|---|---|---|
| Region 1 | −16 | −14.92 | 1.08 | 2.14 |
| Region 2 | −8 | −6.36 | 1.64 | 4.38 |
| Region 3 | 0 | 3.78 | 3.78 | 4.76 |
| Region 4 | 8 | 7.4 | −0.60 | 4.96 |
| Region 5 | 16 | 10.22 | −5.78 | 3.11 |
Table 5.
Comparison of results between the current method (CMM) and the proposed deep neural network for defect monitoring.
Table 5.
Comparison of results between the current method (CMM) and the proposed deep neural network for defect monitoring.
| Region | Prediction (Dominant Color) | Results by CMM | Comparison with Proposed Deep Neural Network |
|---|---|---|---|
| Region 1 | Blue | Defect of material | Matched |
| Region 2 | Yellow | Ideal part | Matched |
| Region 3 | Blue | Excess material | Unmatched |
| Region 4 | Blue | Defect of material | Matched |
| Region 5 | Red | Defect of material | Unmatched |
| Region 6 | Yellow | Ideal part | Matched |
| Region 7 | Red | Excess material | Matched |
| Region 8 | Blue | Defect of material | Matched |
| Region 9 | Red | Excess material | Matched |
| Region 10 | Blue | Defect of material | Matched |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, J.; Sanchez, J.A.; Iturrioz, J.A.; Ayesta, I. Geometrical Defect Detection in the Wire Electrical Discharge Machining of Fir-Tree Slots Using Deep Learning Techniques. Appl. Sci. 2019, 9, 90. https://doi.org/10.3390/app9010090
AMA Style
Wang J, Sanchez JA, Iturrioz JA, Ayesta I. Geometrical Defect Detection in the Wire Electrical Discharge Machining of Fir-Tree Slots Using Deep Learning Techniques. Applied Sciences. 2019; 9(1):90. https://doi.org/10.3390/app9010090
Chicago/Turabian StyleWang, Jun, Jose A. Sanchez, Jon A. Iturrioz, and Izaro Ayesta. 2019. "Geometrical Defect Detection in the Wire Electrical Discharge Machining of Fir-Tree Slots Using Deep Learning Techniques" Applied Sciences 9, no. 1: 90. https://doi.org/10.3390/app9010090
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.