Expert System Based on Integrated Fuzzy AHP for Automatic Cutting Tool Selection


1
Hanoi University of Science and Technology, Hanoi 10000, Vietnam
2
Shibaura Institute of Technology, Tokyo 135-8548, Japan
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(20), 4308; https://doi.org/10.3390/app9204308
Submission received: 13 September 2019
/
Revised: 3 October 2019
/
Accepted: 7 October 2019
/
Published: 14 October 2019
(This article belongs to the Section Mechanical Engineering)
Abstract
:Cutting tool selection plays an important role in achieving reliable quality and high productivity work, and for controlling the total cost of manufacturing. However, it is complicated for process planners to choose the optimal cutting tool when faced with the choice of multiple cutting tools, multiple conflict criteria, and uncertain information. This paper presents an effective method for automatically selecting a cutting tool based on the machining feature characteristics. The optimal cutting tool type is first selected using a proposed multicriteria decision-making method with integrated fuzzy analytical hierarchy process (AHP). The inputs of this process are the feature dimensions, workpiece stability, feature quality, specific machining type, and tool access direction, which determine the cutting tool type priority after evaluating many criteria, such as the material removal capacity, tool cost, power requirement, and flexibility. Expert judgments on the criteria or attributes are collected to determine their weights. The cutting tool types are ranked in ascending order by priority. Then, the rule-based method is applied to determine other specific characteristics of the cutting tool. Cutting tool data are collected from world-leading cutting tool manufacturer, Sandvik, among others. An expert system is established, and an example is given to describe the method and its effectiveness.
1. Introduction
Computer-aided process planning (CAPP) is an important link between computer-aided design (CAD) and computer-aided manufacturing (CAM). The amount of design information in CAD is insufficient for process planning and manufacturing, while CAM only helps engineers generate a toolpath according to the manual selection of cutting tools and cutting data for each machining feature. Selection of the optimal cutting tool that can meet multiple criteria, such as productivity, quality, and cost, is a significant step in process planning. There are many kinds of cutting tools, and their applications vary depending on their features, such as their geometric characteristics, stability, and the quality of the machining feature. The decision makers need to consider many factors and objectives, including conflicting and uncertain criteria from a large amount of cutting tool data at one time. It is very difficult to choose the appropriate cutting tools for a machining feature. Moreover, manual selection is a time-consuming and difficult process requiring a lot of process planning experience. Thus, a computer-aided cutting tool selection system based on an available cutting tool library is essential in modern manufacturing, especially for CAPP. Oral et al. developed an automatic tool selection system for the turning process based on rules [1]. With this method, according to feature information, selection is made from an appropriate cutting tool library, but the evaluation of multicriteria is ignored. Elmesbahi developed a method for automatically choosing a cutting tool for the milling process [2]. A collection of all suitable cutters for each machining feature was constructed. The searching process was performed for the whole Sandvik library to find all available cutting tools for each machining feature, without carrying out a specific evaluation. The cutter’s classification is suitable only for the Sandvik library but does not cover other cutting tool manufacturers. Vukelica constructed a rule-based system that allows the proper cutting tool to be selected according to selected criteria [3]. The huge number of rules were manually fabricated, and the quality of rule structures highly depends on the expertise of the developer. Zubair et al. proposed an algorithm to optimize machining parameters, such as cutting data for cutting tool selections, while other cutting tools characteristics were selected by a rule-based method according to Sandvik’s technique guide [4]. The main limitation of these studies is that the selection processes used were mainly based on the geometric characteristics of each feature along with complex rules, while ignoring many other important evaluation criteria, such as stability, feature quality, and material removal capacity, as well as tool cost. Carpenter fabricated a flexible tool selection decision support system for milling operations when considering some important criteria in cutting tool selection [5]. The knowledge-based method considers many criteria, such as the material removal rate, tool life, cost, and time, but it ignores workpiece stability and flexibility when selecting suitable cutting tools. The procedure can cover all steps in cutting tool selection, from the cutter, holder, tool, and insert to the cutting data. However, the cutting tool type selection is not mentioned clearly. Figuring out the optimal cutting tool type in the first step plays a significant role in selecting the cutting tool in a specific cutting tool library. It can significantly reduce the time required for the searching process in the huge cutting tool database. Amaitik et al. successfully developed a neural network model for cutting tool type selection [6,7]. In this paper, only shape and quality characteristics are mentioned in the selection procedure, while the effects of other important factors in the selection process are ignored. The determination of the cutting tool type in this paper is only a general selection process, without any evaluation; however, selection should be a multicriteria decision-making problem that includes the evaluation of many attributes, including uncertain criteria. Moreover, another limitation of the method is that the cutting tool type selection result only produces one candidate instead of a list of priorities. In practical manufacturing, the search process is executed in a specific cutting tool library to find the best available option. The lack of cutting tool type priority makes the search process difficult, because if one candidate is absent, there is no substitution for specific cases. The aims of this work are to develop a method for evaluating multicriteria in cutting tool type selection and to generate a list of possible options in priority order. Finding the optimal cutting tool type in the first step makes the whole selection process more efficient and less time consuming. The selection procedure should be suitable for a variety of cutting tool manufacturers.
For the past three decades, the analytical hierarchy process (AHP) has been known as a multicriteria decision-making approach for selecting an optimal alternative. Because some of the criteria can be conflicting and uncertain, it is not easy for the decision maker to choose the best, most suitable option. However, it is easier and more accurate for experts to evaluate the priority levels between two alternatives than to simultaneously evaluate all alternatives. Moreover, assessments are performed with respect to only one specific criterion, which is easier than evaluating multiple criteria at the same time. The AHP method can combine the separate evaluation of each criterion to obtain the final priority order in consideration of multiple criteria [8]. Based on the decision maker’s pairwise comparisons of the criteria, the AHP method generates a weight for each criterion. The pairwise comparisons of the alternatives or options according to specific criteria are also determined by the experts. The total weight of each option is determined. The higher the weight is, the better the performance of the option. The option with the highest weight is the optimal one. The AHP is a very powerful tool because the final ranking can be easily obtained from the individual evaluations. Since its first introduction by Saaty in the 1970s, AHP has been widely used in many applications to help decision makers solve many complex problems with multiple conflicting and subjective criteria [8]. This method has been successfully applied for the remedial modeling of steel bridges through consideration of multiple criteria [9]. The AHP method has been used widely to solve many complex problems in mechanical engineering, such as cutting tool material selection and nontraditional machining process selection [10,11].
The main problem with the AHP method is that the decision makers have difficultly choosing exact numerical values for pairwise comparison judgments. Thus, the fuzzy AHP method was developed to use the concepts of fuzzy set theory to change fixed value judgments into interval judgments. The fuzzy numbers used in judgments allow decision makers to perform better evaluations. In recent years, the fuzzy AHP method has found a huge number of applications, primarily in the manufacturing, industrial, and government sectors [12]. Jaganathan et al. used fuzzy AHP as an integrated tool to select and evaluate new manufacturing technologies [13]. Dao al. successfully applied fuzzy AHP to assess environmental conflicts [14]. The fuzzy AHP method was proposed as a way to select the best machine tool from the growing number of alternatives on the market [15,16]. With the same purpose of selecting the optimal machine center, an expert system based on the fuzzy AHP method was effectively developed by Tansel İç et.al. for the evaluation of productivity and flexibility [17]. To select the optimal cutting tool type, the fuzzy AHP method is first applied in our system to solve this problem. However, conventional fuzzy AHP is only suitable for a specific condition. It is not appropriate for multiple case selection processes that include a significant amount of input information. The important issue addressed in this work is the development of an integrated fuzzy AHP that combines multiple cases of initial conditions into one model. The fuzzy AHP model integrates the selection and evaluation criteria systems to solve many complex and diverse problems, such as cutting tool selection, reducing the number of models and calculations required. The details of the proposed methodology are described in Section 2. A case study for cutting tool type selection is presented in Section 3. An expert system based on fuzzy AHP for automatic cutting tool selection and related discussions are presented in Section 4.
2. Proposed Methodology
2.1. Cutting Tool Selection Procedure
The proposed cutting tool selection process is carried out in five main steps based on Sandvik’s selection guidance, as described in Figure 1.
Step 1: The first step is to determine the optimal cutting tool type using an integrated fuzzy AHP method. The selection is based on the machining features, including the related machining operations, basic dimensions, quality, and stability, in the evaluation of the material removal capacity, tool cost, power requirement, and flexibility. The alternatives are all possible cutting tool types for machining of this kind of feature. Figure 2 shows the most popular cutting tool types used for many types of milling operations, according to Sandvik’s catalogue [18]. This classification can be applied for other cutting tool manufacturers. Tools are not divided as is normal into general types, such as face mill, end mill, side mill, etc. Instead, other characteristics are considered, such as whether there is a solid mill or insert mill, the entering angle of the cutter, and the holder type. Thus, the process is more detailed and specific, which makes the next selection step easier and more accurate. A hierarchy tree of multicriteria and alternatives is also constructed. The experts’ experiences are utilized to judge the importance of criteria and the priority levels of alternatives through pairwise comparisons. Then, the final priorities are calculated for each of the decision alternatives to determine the ranking of M cutting tool types. M is the number of cutting tool types that have high priority in the ranking list. In that case, if the priority value between two alternatives is quite different, the next alternative should not be added into the ranking list. The rules for determining the cutting tool type ranking list according to all given initial conditions are automatically generated and stored in the database as default data for the next step.
Step 2: In the second step, some main dimensions for each machining feature are preliminarily determined through a calculation model. The input variables correspond to the main dimensions of specific machining features, such as the minimum width, maximum width, length, and depth, so as to determine the cutting tool’s diameter range by considering the toolpath number.
Step 3: Based on the cutting tool type, the specific cutter is determined from the cutter database.
Step 4: The search process is performed in a cutting tool database to determine the specific cutting tool following the preliminary cutting diameter range.
Step 5: This step deals with the selection of other characteristics, such as the insert size, edge geometry type, and insert grade. The rule-based method is applied to choose these characteristics based on the recommendations collected from different cutting tool manufacturers’ technical guides, machining handbooks, and research results [19,20]. Cutting data are also collected from the manufacturer’s catalogue in addition to correction factors. The loop continues with the next cutting tool type until loop i is larger than the number of cutting tool types M. The loop should be paused, and a warning is given to stop the selection process or introduce the proper cutting tool based on the optimal cutting tool type for purchasing.
In this procedure, cutting tool type selection is the first step and is very important. The results of this step affect the next selection steps. For each type of machining feature, there are different types of tools that can be used. Without the prioritization of these cutting tool types, it is difficult to determine the time and quality of the results in the next steps. In the next selection, we primarily describe the proposed method for cutting tool type selection as a key factor of the whole procedure.
2.2. Proposed Fuzzy AHP Method for the Multcase Selection Process
The main idea of the proposed fuzzy AHP is to combine multiple selection cases in only one model. The conventional fuzzy AHP method has only one output for each case, while the proposed fuzzy AHP has many inputs. The output data also differ depending on the values of the input data. The basic process of the proposed fuzzy AHP calculation is the same as the conventional, one but the hierarchy structure is different. The detailed process is described in the following steps.
• Step 1: Constructing the hierarchical structure for the problem
The hierarchical structure, as shown in Figure 3, has many levels including, goal, selection criteria, and evaluation criteria alternatives. The evaluation criteria have the same meaning as the criteria in the conventional fuzzy AHP, where all the criteria and sub-criteria are fixed. However, in the integrated fuzzy AHP, each selection criterion has different choices, known as the sub-criteria or “sub-sub-criteria” of the main selection criteria. They are also the input information for the selection process and are the most important criteria. The conventional fuzzy AHP is suitable for making one decision but is not useful for the integrated problem, where there are multiple different cases of input information, such as the cutting tool selection problem.
The next three steps are similar to those used in the conventional fuzzy AHP [13]. These are described in detail.
• Step 2: Generating the comparison pairwise matrix based on experts’ judgments.
The decision maker compares the criteria or alternatives using linguistic terms. The triangular fuzzy membership function in Figure 4 is defined by a lower limit , an upper limit , and a value , where < < as shown in Equation (1). Table 1 gives the importance scales for both the AHP and the triangular fuzzy AHP. The δ and δ’ values depend on the fuzzy scale. The most popular values of δ and δ’ are 1 and 0, respectively.
The comparison matrix is presented as in Equation (2), where a fuzzy number is represented with three points as , in which i, j = 1, 2, 3, …, n:
The pairwise comparison value for evaluation criteria depends on the experts’ judgments, as normal. A pairwise comparison between choices (choice 1.1, choice 1.2, etc.) is determined according to which choice is selected. The between choice i and choice j is set to if choice i is selected, as shown in the following example matrix:
Thus, this choice is assigned the highest priority value among all choices.
• Step 3: Checking the consistency of each comparison matrix.
The consistency ratio (CR) is calculated and used to check the consistency of the average comparison matrix as shown in Equation (4), based on the average fuzzy value:
If the CR is smaller than 0.1, the matrix is accepted regarding the consistency requirement.
The consistency index (CI) is calculated using the following equation:
where is assumed to be the eigenvalue, and n is the size of the single pairwise average comparison matrix. RI is the random index determined in the conventional AHP model. If CR > 0.1, it is necessary to adjust the values in the comparison matrix.
• Step 4: Determining the component and total weights
The geometric means and fuzzy weights can be calculated. The geometric mean for each row is determined as shown in Equation (7), and the fuzzy weight is given in Equation (8). Based on the fuzzy weight , the non-fuzzy weight of each criterion is calculated by averaging the fuzzy weight for each criterion. The normalized weight of each criterion is also determined by normalizing values
2.3. Tool Type Selection Model
There are a lot of milling tool types, and the characteristics of machining operations are also different. In the AHP or fuzzy AHP methods, the number of alternatives is normally smaller or equal to ten [8]. The higher the alternative number is, the more complex the calculation and judgments are. Thus, it is convenient for the evaluation to fabricate each fuzzy AHP model for each specific milling operation. The number of alternatives is reduced, and the criteria are more suitable for each operation. The selection model can be presented as shown in Equation (9).
In this model, the cutting tool type selection is a function () of the initial selection shape characteristics (SC), work stability (WS), feature quality (FQ), or specific type (TE) to evaluate four criteria, including the material removal capacity (MRC), power requirement (PR), tool cost (TC), and flexibility (FE):
Table 2 shows the selection evaluation criteria and alternatives for the most common milling operations. There are only three selection criteria for the first four milling operations, but one more criterion is added in pocket and profile machining.
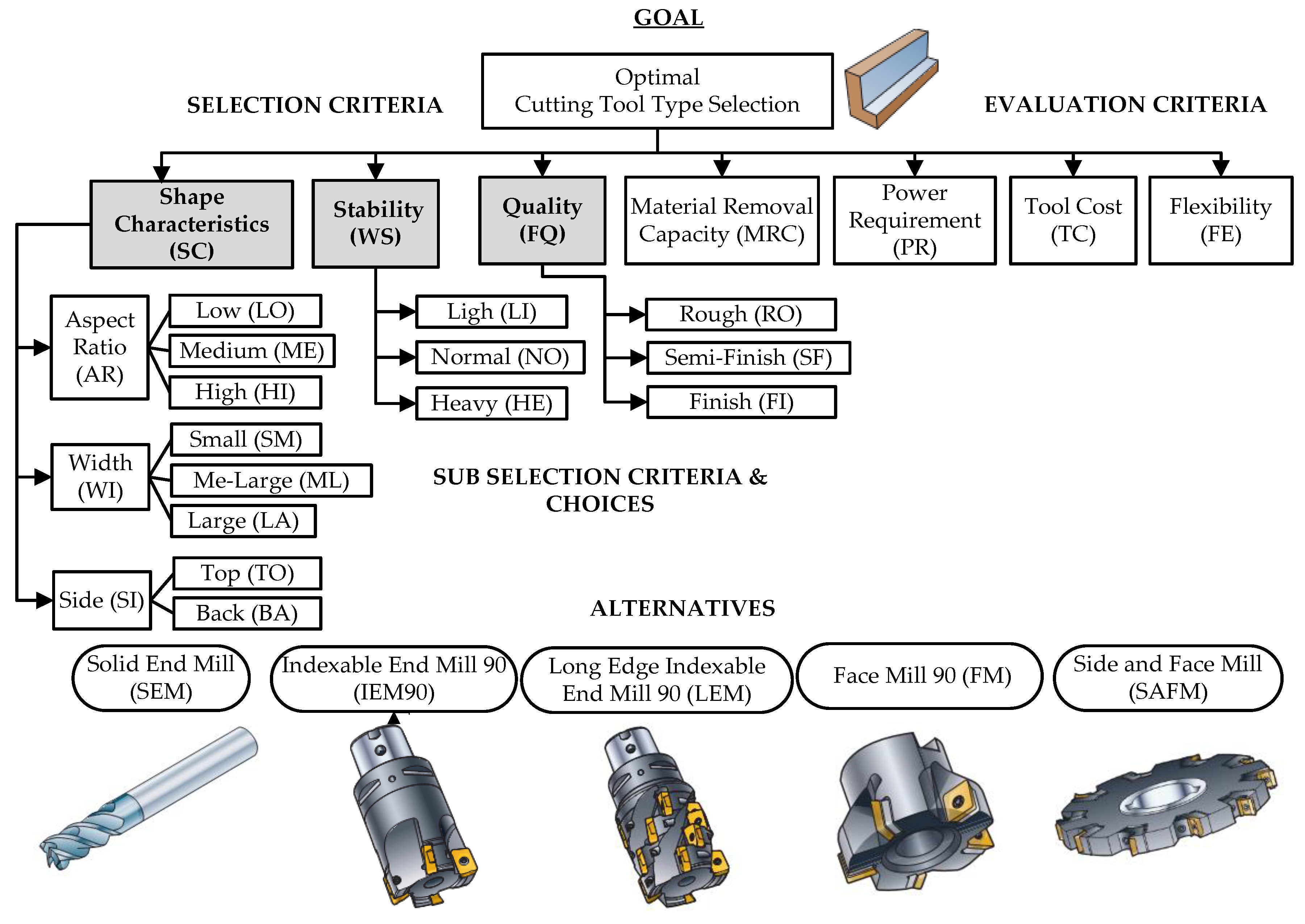
Figure 5 shows the developed hierarchical structure for the shoulder milling feature as a case study. The goal is to select the most suitable cutting tool type from a collection of five alternatives, which are the available cutting tool types for this kind of machining feature. The first three selection criteria can be chosen by users. Regarding shape characteristics, there are three sub-criteria—the aspect ratio (AR), width (WI), and side (SI)—as shown in Equation (10). is presented for the relationship among shape characteristics for shoulder milling. The rule-based method is used to classify each sub-criterion into sub-sub-criteria. AR is the ratio between the depth (DE) and width, which has three levels, named low (LO), medium (ME), and high (HI), corresponding to DE/WI ratios in the range of (0–1), (1–2), and more than 2. There are also three levels of width criteria, namely small (SM), medium-large (ML) and large (LA), which correspond to WI in the ranges of (0–15 mm), (15–50 mm), and more than 50 mm, respectively. Depending on the tool’s access direction, the side has two options: top (TO) or back (BA). Similar rules are applied when classifying feature quality into rough (RO), semi-finish (SF), or finish (FI).
To define the feature stability, three characteristics are used, namely the wall thickness, the ratio between the depth and wall thickness, and the workpiece weight. For example, if the wall thickness is less than 10 mm, the ratio is from 5 to 10 for every workpiece’s weight, and the stability is low. The material removal capacity is defined as the ability to remove material from the workpiece. This depends on the cutting speed, cutting depth, and cutting width. Thus, it is quite different among all cutting tool types. The power requirement is related to the amount of machine power necessary for machining. The tool cost is the general purchasing cost of the cutting tool. Flexibility means the possibility of reusing the cutting tool for further applications. In the case of other machining operations, the same criteria structure is developed, while the first criteria have different sub-criteria and sub-sub-criteria, depending on the characteristics of each machining operation. This structure can be defined by experts to achieve suitable objectives regarding criteria, sub-criteria, and so on, using the proposed expert system.
2.4. Rules for the Insert and Grade Selection
According to Sandvik’s machining technical guide, there are three types of cutting edge geometry inserts: light, medium, and heavy [20]. The classification is based on two important angles on the insert: the rake angle (γ) and the cutting edge angle (β). The working condition is one of the key factors for choosing insert edge geometry. For example, the light geometry has a large γ and small β, which means a more positive but weaker edge. Thus, the light geometry is suitable for unstable conditions. The cutting tool manufacturers always use their own code name for the insert grade. However, they are also classified according to the international organization standard (ISO) grade range; for example, from P10 to P50 for steel workpiece materials, and from K10 to K40 for cast iron materials. For rough operations, the grade type P50 is recommended, and for finishing operations, the grade type P10 is recommended [19]. Based on these characteristics, basic rules are established to determine the suitable insert and grade in a specific cutting tool database.
3. Case Study on Cutting Tool Type Selection
For a clear explanation, one case study for shoulder milling is given. Suppose that rough milling through a step 120 mm long, 12.3 mm wide, and 10.2 mm deep under the condition of a thin wall (2 mm wall thickness) is required. The initial selection is for a low aspect ratio, small width, top side, light stability, and rough quality. The hierarchy tree is shown in Figure 5. The pair-wise comparison matrix for the main criteria is shown in Table 3. It is obvious that the three selection criteria, including the shape characteristics, workpiece, and feature quality, are key factors in optimal cutting tool type selection. Thus, they have higher importance than others. The workpiece stability and feature quality have the same and highest weights in comparison with the other criteria. The consistency checking process is done using Equations (4) and (5). The CR value is equal to 0.07, which means the comparison matrix is expected to be consistent. Equations (6) and (7) are applied to determine the geometric means, fuzzy weights, and the normalized weights or priorities for the main criteria, as shown in Table 4. According to the table, the feature quality has the highest weight among the three selection criteria. The power requirement has the lowest weight among all evaluation criteria. The process to obtain the results is shown in Table 3 and Table 4.
All weights of the selection criteria, evaluation criteria, and alternatives of the developed hierarchy are shown in Table 5. WS1, WS2, and WS3 represent the weights for the main selection criteria, sub-criteria, and sub-sub-criteria, respectively. For example, in the first row, the last five columns represent the weights of five alternatives (SFM, IEM, LEM, SEM, and SAFM) with respect to the shape characteristics (presented in WS1) for the aspect ratio (presented in WS2) at a low level (presented in WS3). The underlined numbers mean the initial selection, and the bold numbers represent the highest weight of a specific criterion for the case study. Although the solid end mill has the highest weight for five criteria and sub-sub-criteria, the indexable end mill is the best choice for three sub-sub criteria. The indexable end mill, which still has the highest total weight, is the optimal alternative, while the second tool type choice is the solid flat end mill, as shown in Table 6.
4. Expert System and Discussion
The expert system based on the proposed fuzzy AHP method for cutting tool selection was implemented using Microsoft Visual Studio C# 2012, and an initial selection interface describing the cutting tool type selection process is shown in Figure 6. There are two methods that are used to determine the initial selection. The first is to enter the real values for all necessary information, such as the average width, depth, wall thickness, weight, and accuracy level for shoulder milling. The expert system will directly convert these values into selection types by level (e.g., low, medium, and high) based on rules. The second method is that you can directly select selection types for each criterion. The next step in the process is defined as the collection of alternatives, as shown in Figure A1. After determining the alternatives, the criteria, sub-criteria, and so on are defined. The hierarchy tree view of this selection problem is presented in Figure 7, with the initial selection underlined and showing the comparison matrix definition for each criterion. The experts can evaluate the importance of the criteria and alternatives based on their own experiences with respect to specific ones through this interface. The consistency of the comparison matrix and the priority levels of criteria or alternatives are automatically calculated. Based on the ranked scores of the alternative cutting tool types, the optimal cutting tool type is selected. Figure 8 shows the final evaluation result for cutting tool type selection in the case study. The results for all cases are automatically saved in the database for further use.
After determining the appropriate cutting tool type, it is searched in the available cutting tool library to select the cutter concept. Then, other characteristics, such as a cutting tool, insert, grade, and cutting parameters, can be determined using the rule-based method. The database for the cutting tool selection system based on Sandvik’s classification is created and managed using Microsoft SQL Server Express 2012. The relationship among tables in the cutting tool database is shown in Figure A2. This cutting tool database is suitable for many cutting tool libraries, including many cutting tool manufacturers and tool types. When the cutting tool library is selected, all searching processes are executed in the specific tool library. The cutting tool library used for the case study was Sandvik, which contains over 15 milling tool types, 800 cutting tools, and 350 inserts in the database. The final cutting tool selection result is shown in Figure A3. The following were selected for shoulder milling in the case study in less than 1 s: cutting tool R390-016A16-11L, insert R390-11T-304E-PL with the edge geometry L type (Light), and grade GC1025. This searching result is suitable for the specific conditions of the case study and is compatible with expert recommendations. This concept was also applied in our CAPP system and successfully tested by the Mekamic joint stock company in Vietnam, which has diverse cutting tool manufacturers, including YG-1, CMTéc, and Sumitomo. Thus, the expert system can successfully convert expert knowledge into a computational method. The main advantage of the expert system is the quick searching ability in a huge and diverse cutting tool library, which is very difficult to achieve with a process planner.
Compared with the neutral-network-based method for cutting tool type selection mentioned in the literature [6,7], the integrated fuzzy AHP method has great merit in terms of its simplicity and applicability. The proposed method can be used to obtain a list of candidates in priority order based on pair-wise comparison matrices, instead of just providing a single option from the huge amount of neutral network training data. Moreover, all alternatives in the proposed hierarchy structure and database are constructed in association with the cutting tool classification manufacturers in the market. Thus, it is suitable for application in practical manufacturing. In the introduced procedure, the specific cutting tool types (e.g., the solid end mill, long edge end mill, and indexable end mill), as substitutes for general types (e.g., end mill and face mill), are determined in the first step, which can restrict the searching domain in the database, as well as the processing time. In addition, the proposed expert system can automatically generate rules for cutting tool type selection depending on the given conditions, in comparison with other manually generated rules used in previous research [1,2,3,4]. It can significantly reduce errors while manually constructing a variety of complex rules. Finally, some new attributes, including stability and flexibility, are also considered.
Considering the structure of the fuzzy AHP and the number of calculations, the proposed fuzzy AHP exhibits outstanding benefits. If using the conventional fuzzy AHP, where each specific case has one hierarchy structure [15,16,17], 162 hierarchy structures need to be established for all cases of initial conditions in shoulder milling. The number of calculations increases because of the many duplicate calculations from duplicate pair-wise comparison matrixes, whereas with the integrated structure, all cases are presented in a single model and each matrix appears and is calculated once, so the number of calculations is significantly reduced. This proposed approach can expand the applicability of the fuzzy AHP to solve many other complex problems that have multiple given conditions.
The developed expert system can determine the best available cutting tool in the huge and diverse cutting tool library, according to a variety of given conditions, with only a few mouse clicks, without any expert manufacturing knowledge regarding the applicability of the cutting tools. Therefore, errors do not appear during the selection process. Furthermore, the expert system can help the process planner fabricate their own selection model that is suitable for specific conditions in their company. It can also be used as a selection suggestion system for customers of cutting tool manufacturers.
5. Conclusions
In this paper, an expert system based on integrated fuzzy AHP was proposed to select cutting tools with respect to multiple conflicting criteria. A case study was done on a huge database from Sandvik to illustrate the applicability of the approach, and this yielded acceptable results. The main contributions of this study include the following: (1) the hierarchy structure of the fuzzy AHP was modified by adding selection criteria beside the evaluation criteria, which can expand the applicability of the fuzzy AHP to complex selection problems with many initial conditions; (2) the alternatives to the fuzzy AHP established from the popular cutting tool type classification in the market make the system more realistic for application; (3) the specific cutting tool type is evaluated and determined in the first step, which can significantly reduce the searching range in a huge and diverse database. Thus, this system also reduces the time and effort requirements of the process planner. It can be integrated with other modules for application in CAPP. In future research, we will focus on the following points: (1) optimizing cutting data selection based on cutting tool manufacturer’s recommendations, and (2) combining our method with metaheuristic optimization methods and other artificial intelligent methods to enhance the efficiency and adaptability of other selection process.
Author Contributions
X.L.P. designed the methodology and fabricated the expert system. H.S.T. performed and collected the experts’ judgments. N.T.B. evaluated the methodology and system. All authors contributed to the preparation of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors would like to thank the experts for giving judgment.
Conflicts of Interest
The authors declare no conflict of interest
Appendix A
Figure A1.
Alternative selection for the expert system.

Figure A2.
Structures and relationships in the cutting tool database.

Figure A3.
Cutting tool selection results from the case study.

References
- Oral, A.; Cemal, M.C. Automated cutting tool selection and cutting tool sequence optimization for rotational parts. Robot. Comput. Integr. Manuf. 2004, 20, 127–141. [Google Scholar] [CrossRef]
- Elmesbahi, A.; Rechia, A. Optimized-automated choice of cutting tool machining manufacturing features in milling process. In Proceedings of the 11th World Congress on Computational Mechanics, Barcelona, Spain, 20–25 July 2011. [Google Scholar]
- Vukelica, D.; Branko, T.; Jocanovic, M.; Luzanin, O.; Simeunovic, N. System for computer-aided selection of cutting tools. Bull. Eng. 2011, 4, 89–92. [Google Scholar]
- Zubair, A.F.; Mansor, M.S.A. Embedding firefly algorithm in optimization of CAPP turning machining parameters for cutting tool selections. Comput. Ind. Eng. 2019, 135, 317–325. [Google Scholar] [CrossRef]
- Carpenter, I.D.; Maropoulos, P.G. A flexible tool selection decision support system for milling operations. J. Mater. Process. Technol. 2000, 107, 143–152. [Google Scholar] [CrossRef]
- Amaitik, M.S.; Kiliç, E.S. An intelligent process planning system for prismatic parts using STEP features. Int. J. Adv. Manuf. Technol. 2006, 31, 978–993. [Google Scholar] [CrossRef]
- Amaitik, S.M. Neural network approach to cutting tools. Int. J. Eng. Inf. Technol. 2017, 3, 130–135. [Google Scholar]
- Ishizaka, A.; Labib, A. Review of the main developments in the analytic hierarchy process. Expert Syst. Appl. 2011, 38, 14336–14345. [Google Scholar] [CrossRef] [Green Version]
- Rashidi, M.; Ghodrat, M.; Samali, B.; Kendall, B.; Zhang, C. Remedial Modelling of Steel Bridges through Application of Analytical Hierarchy Process (AHP). Appl. Sci. 2017, 7, 168. [Google Scholar] [CrossRef]
- Chakraborty, S.; Dey, S. Design of an analytic-hierarchy-process based expert system for non-traditional machining process selection. Int. J. Adv. Manuf. Technol. 2006, 31, 490–500. [Google Scholar] [CrossRef]
- Li, A.; Zhao, J.; Gong, Z.; Lin, F. Optimal selection of cutting tool materials based on multi-criteria decision-making methods in machining Al-Si piston alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 1055–1062. [Google Scholar] [CrossRef]
- Kubler, S.; Robert, J.; Derigent, W.; Voisin, A.; Le Traon, Y. A state-of the-art survey & testbed of fuzzy AHP (FAHP) applications. Expert Syst. Appl. 2016, 65, 398–422. [Google Scholar]
- Jaganathan, S.; Erinjeri, J.J.; Ker, J. Fuzzy analytic hierarchy process based group decision support system to select and evaluate new manufacturing technologies. Int. J. Adv. Manuf. Technol. 2007, 32, 1253–1262. [Google Scholar] [CrossRef]
- Dao, M.T.; Nguyen, A.T.; Nguyen, T.K.; Pham, H.T.T.; Nguyen, D.T.; Tran, Q.T.; Dao, H.G.; Nguyen, D.T.; Dang, H.T.; Hens, L. A hybrid approach using Fuzzy AHP-TOPSIS assessing environmental conflicts in the titan mining industry along central coast Vietnam. Appl. Sci. 2019, 9, 2930. [Google Scholar] [CrossRef]
- Ayağ, Z.; Özdemir, R.G. A fuzzy AHP approach to evaluating machine tool alternatives. J. Intell. Manuf. 2006, 17, 179–190. [Google Scholar] [CrossRef]
- Nguyen, H.-T.; Dawal, S.Z.M.; Nukman, Y.; Aoyama, H. A hybrid approach for fuzzy multi-attribute decision making in machine tool selection with consideration of the interactions of attributes. Expert Syst. Appl. 2014, 41, 3078–3090. [Google Scholar] [CrossRef]
- Tansel İç, Y.; Yurdakul, M. Development of a decision support system for machining center selection. Expert Syst. Appl. 2009, 36, 3505–3513. [Google Scholar]
- Sandvik Coromant Catalogues and Handbooks—Rotating Tool 2017. Available online: http://sandvik.ecbook.se/se/en/rotating_tools_2017/ (accessed on 2 September 2019).
- Gideon Halevi. Process and Operation Planning, Revised Edition of the Principles of Process Planning: A Logical Approach; Kluwer Academic Publisher: Dordrecht, The Netherlands, 2007; pp. 211–217. [Google Scholar]
- Sandvik Metal Cutting Knowledge-Milling. Available online: https://www.sandvik.coromant.com/en-gb/knowledge/milling/Pages/default.aspx (accessed on 2 September 2019).
Figure 1.
Cutting tool selection procedure. Abbreviations: AHP = analytical hierarchy process.

Figure 2.
The cutting tool types used for the milling process.

Figure 3.
Hierarchy structure for the integrated fuzzy analytical hierarchy process (AHP).

Figure 4.
The membership functions of triangular fuzzy numbers.

Figure 5.
The proposed hierarchy structure for the shoulder milling feature.

Figure 6.
Initial selection criteria for the expert system.

Figure 7.
Comparison matrix and priority levels according to specific criteria.

Figure 8.
Effects of different criteria and the overall result for the case study.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
AHP and triangular fuzzy AHP scales.
| Linguistic Important Scale | |||
|---|---|---|---|
| 1 | Equal | ) | (1, 1, 1) |
| 3 | Moderate | ) | (2, 3, 4) |
| 5 | Strong | ) | (4, 5, 6) |
| 7 | Very strong | ) | (6, 7, 8) |
| 9 | Extremely strong | ) | (9, 9, 9) |
| 2 | The intermittent values between two adjacent scales | ) | (1, 2, 3) |
| 4 | ) | (3, 4, 5) | |
| 6 | ) | (5, 6, 7) | |
| 8 | ) | (7, 8, 9) |
Table 2.
Tool type selection model for the main operations.
| Machining Feature | Machining Type | Selection Criteria and Sub-Selection Criteria | Evaluation Criteria | Alternatives | |||
|---|---|---|---|---|---|---|---|
| Shape Characteristics | Quality | Stability | Types | ||||
| Face milling | General, Thin wall, Long overhang, Intermittent | Width, Overhang depth, Side | Rough, Semi-Finish, Finish | Light, Normal, Heavy | - | Material removal capacity, Power requirement, Tool cost | IEM45/FM45, FM60, SAFM IEM90/FM90, IEM10/FM10, IEM00/FM00 |
| Shoulder milling | General, Repeated, Deep, Back milling | Aspect Ratio, Width, Side | Material removal capacity, Power requirement, Tool cost, Flexibility | SEM, IEM90, LEM, FM90, SAFM | |||
| Slot milling | General Deep slotting | Aspect Ratio, Width, Shape Type | SEM, IEM90, LEM, GM, SAFM | ||||
| Edge milling | General Deep | Depth, Length, Side | SEM, IEM90, LEM, SAFM | ||||
| Pocket milling | Circular milling, Ramping, Plunge | Depth, Width, Shape Type | Circular milling, Ramping, Plunge | SEM, IEM90, IEM00, IEM10, SREM, SBEM, LEM | |||
| Profile milling | Z-Level, Contour, Copy, Pencil | Aspect ratio, Width, Shape Complex | Z-Level, Contour, Copy, Pencil | IEM90, IEM00, IBEM, SEM, SREM, SBEM, | |||
IEM00, IEM10, IEM45, IEM90: indexable end mills with entry angles of 0°, 10°, 45°, 90°, respectively; IBEM: indexable ball end mill; LEM: long edge end mill; FM00, FM10, FM45, FM65, FM90: face mills with entry angles of 0°, 10°, 45°, 65°, 90°, respectively; SAFM: side and face mill; GM: groove mill; SEM: solid flat end mill; SREM: solid round end mill; SBEM: solid ball end mill.
Table 3.
Pairwise comparison matrix for the main criteria.
| SC | WS | FQ | MRC | PR | TC | FE | |
|---|---|---|---|---|---|---|---|
| SC | |||||||
| WS | |||||||
| FQ | |||||||
| MRC | |||||||
| PR | |||||||
| TC | |||||||
| FE |
Note: CI = 0.093, RI (7) = 1.32, CR = 0.07. Abbreviations: SC = shape characteristics; WS = work stability; FQ = feature quality; MRC = material removal capacity; PR = power requirement; TC = tool cost; FE = flexibility.
Table 4.
Geometric means, fuzzy weights, and normalized weights for the main criteria.
| Main Criteria | |||||||
|---|---|---|---|---|---|---|---|
| SC | 1.27 | 1.723 | 2.416 | 0.103 | 0.188 | 0.365 | 0.193 |
| WS | 1.795 | 2.416 | 3.161 | 0.146 | 0.264 | 0.478 | 0.261 |
| FQ | 1.902 | 2.737 | 3.489 | 0.155 | 0.299 | 0.528 | 0.289 |
| MRC | 0.557 | 0.795 | 1.06 | 0.045 | 0.087 | 0.16 | 0.086 |
| PR | 0.266 | 0.334 | 0.469 | 0.022 | 0.036 | 0.071 | 0.038 |
| TC | 0.367 | 0.5 | 0.731 | 0.03 | 0.055 | 0.11 | 0.057 |
| FE | 0.457 | 0.662 | 0.96 | 0.037 | 0.072 | 0.145 | 0.075 |
: geometric mean; : fuzzy weight; : normalized weight.
Table 5.
The weights of different criteria and alternatives.
| WS3 | WS2 | WS1 | FM90 | IEM90 | LEM | SEM | SAFM |
|---|---|---|---|---|---|---|---|
| 0.800 | 0.121 | 0.193 | 0.307 | 0.307 | 0.125 | 0.064 | 0.197 |
| 0.100 | 0.121 | 0.193 | 0.082 | 0.158 | 0.396 | 0.260 | 0.104 |
| 0.100 | 0.121 | 0.193 | 0.044 | 0.099 | 0.245 | 0.542 | 0.070 |
| 0.800 | 0.115 | 0.193 | 0.084 | 0.246 | 0.127 | 0.382 | 0.161 |
| 0.100 | 0.115 | 0.193 | 0.126 | 0.394 | 0.243 | 0.079 | 0.159 |
| 0.100 | 0.115 | 0.193 | 0.441 | 0.113 | 0.308 | 0.048 | 0.089 |
| 0.900 | 0.764 | 0.193 | 0.243 | 0.243 | 0.243 | 0.243 | 0.027 |
| 0.100 | 0.764 | 0.193 | 0.077 | 0.077 | 0.077 | 0.077 | 0.692 |
| 0.800 | 0.261 | 0.182 | 0.248 | 0.085 | 0.357 | 0.128 | |
| 0.100 | 0.261 | 0.295 | 0.295 | 0.058 | 0.196 | 0.155 | |
| 0.100 | 0.261 | 0.167 | 0.167 | 0.334 | 0.167 | 0.167 | |
| 0.800 | 0.289 | 0.223 | 0.223 | 0.265 | 0.066 | 0.223 | |
| 0.100 | 0.289 | 0.192 | 0.192 | 0.072 | 0.351 | 0.192 | |
| 0.100 | 0.289 | 0.127 | 0.127 | 0.034 | 0.585 | 0.127 | |
| 0.148 | 0.109 | 0.400 | 0.057 | 0.286 | |||
| 0.193 | 0.273 | 0.063 | 0.408 | 0.063 | |||
| 0.168 | 0.270 | 0.103 | 0.391 | 0.068 | |||
| 0.330 | 0.330 | 0.156 | 0.070 | 0.114 |
Table 6.
Component and total weights.
| Weight | FM90 | IEM90 | LEM | SEM | SAFM | |
|---|---|---|---|---|---|---|
| SC | 0.193 | 0.219 | 0.234 | 0.211 | 0.226 | 0.11 |
| WS | 0.261 | 0.192 | 0.245 | 0.107 | 0.322 | 0.135 |
| FQ | 0.289 | 0.21 | 0.21 | 0.223 | 0.147 | 0.21 |
| MRC | 0.086 | 0.148 | 0.109 | 0.4 | 0.057 | 0.286 |
| PR | 0.038 | 0.193 | 0.273 | 0.063 | 0.408 | 0.063 |
| TC | 0.057 | 0.168 | 0.27 | 0.103 | 0.391 | 0.068 |
| FE | 0.075 | 0.33 | 0.33 | 0.156 | 0.07 | 0.114 |
| Total | 0.208 | 0.23 | 0.188 | 0.218 | 0.157 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Phung, X.L.; Truong, H.S.; Bui, N.T. Expert System Based on Integrated Fuzzy AHP for Automatic Cutting Tool Selection. Appl. Sci. 2019, 9, 4308. https://doi.org/10.3390/app9204308
AMA Style
Phung XL, Truong HS, Bui NT. Expert System Based on Integrated Fuzzy AHP for Automatic Cutting Tool Selection. Applied Sciences. 2019; 9(20):4308. https://doi.org/10.3390/app9204308
Chicago/Turabian StylePhung, Xuan Lan, Hoanh Son Truong, and Ngoc Tam Bui. 2019. "Expert System Based on Integrated Fuzzy AHP for Automatic Cutting Tool Selection" Applied Sciences 9, no. 20: 4308. https://doi.org/10.3390/app9204308
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.