Numerical Investigation on Co-firing Characteristics of Semi-Coke and Lean Coal in a 600 MW Supercritical Wall-Fired Boiler

Abstract
:1. Introduction
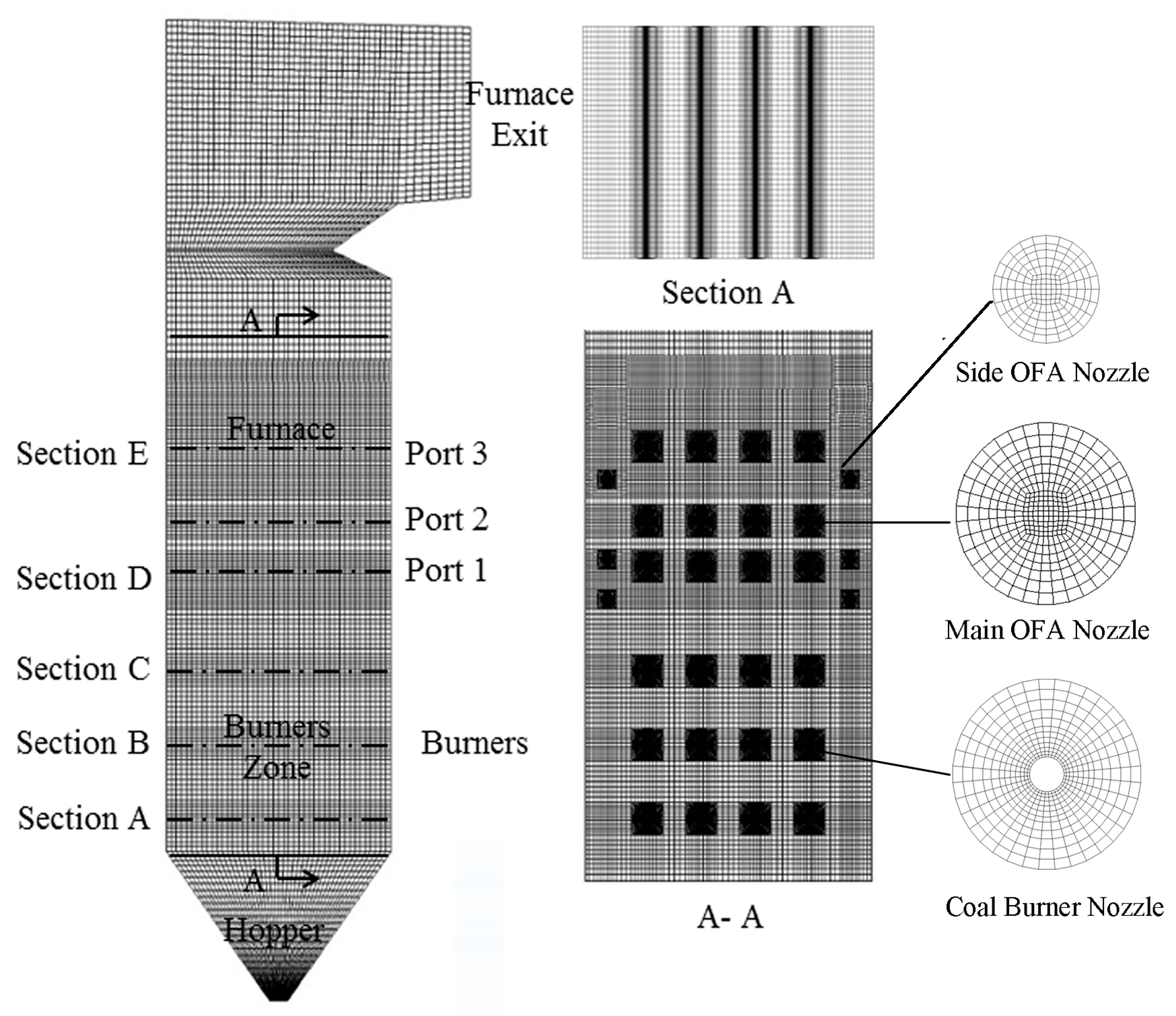
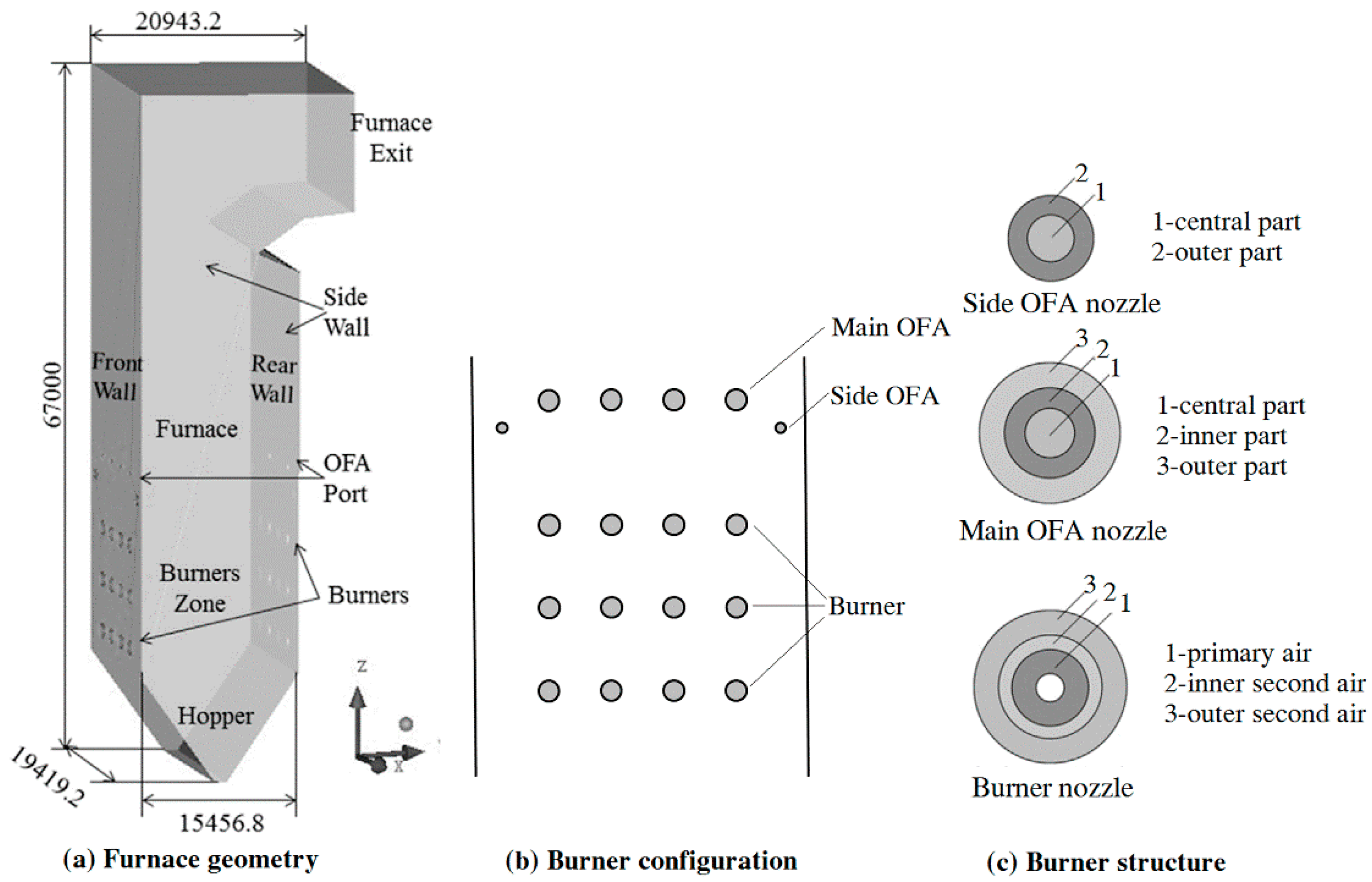
2. Boiler Configuration
3. Modeling Methodology
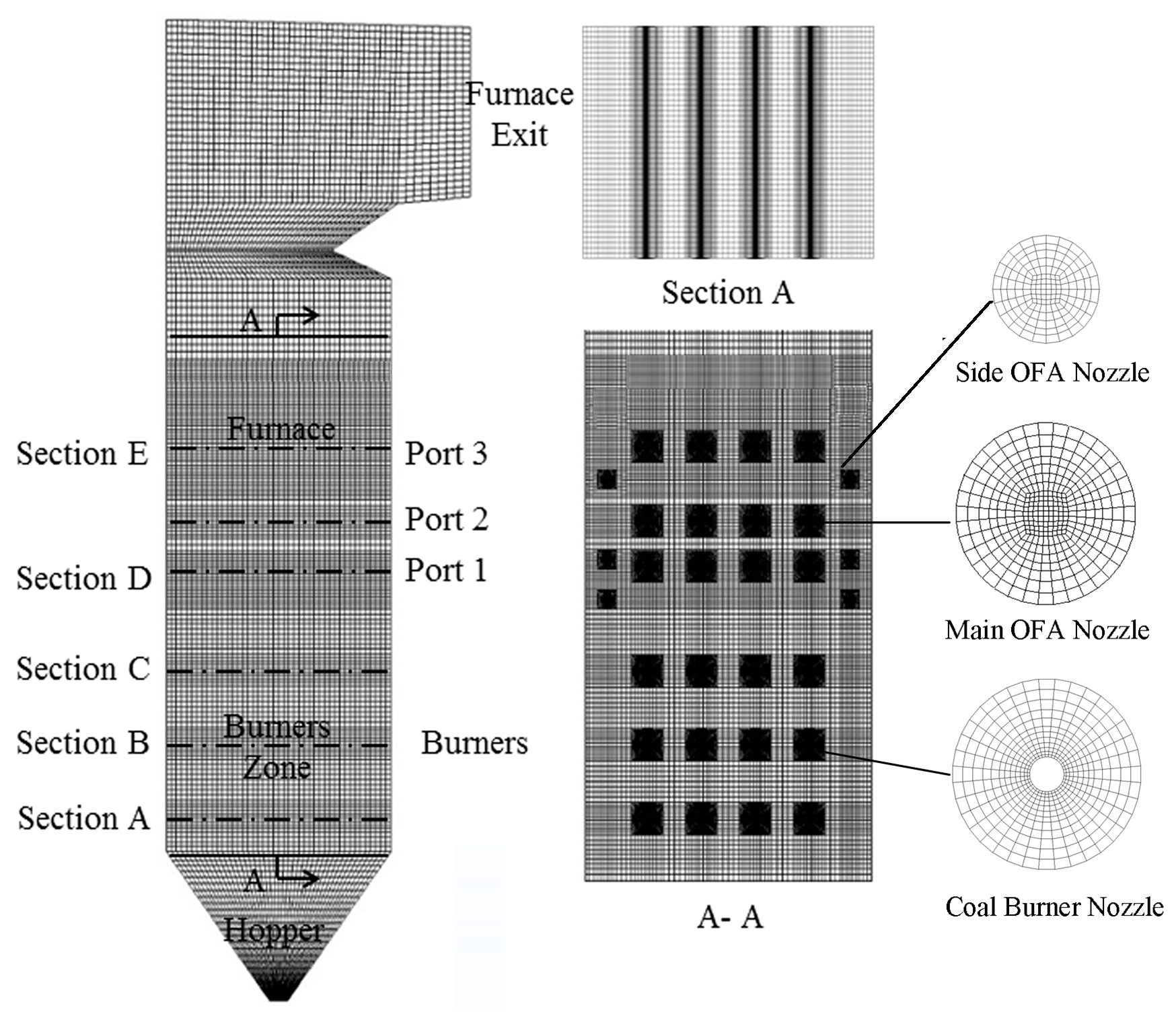
3.1. Mesh Generation
3.2. Decription of Numerical Models
3.3. Cases Conditions
4. Results and Discussion
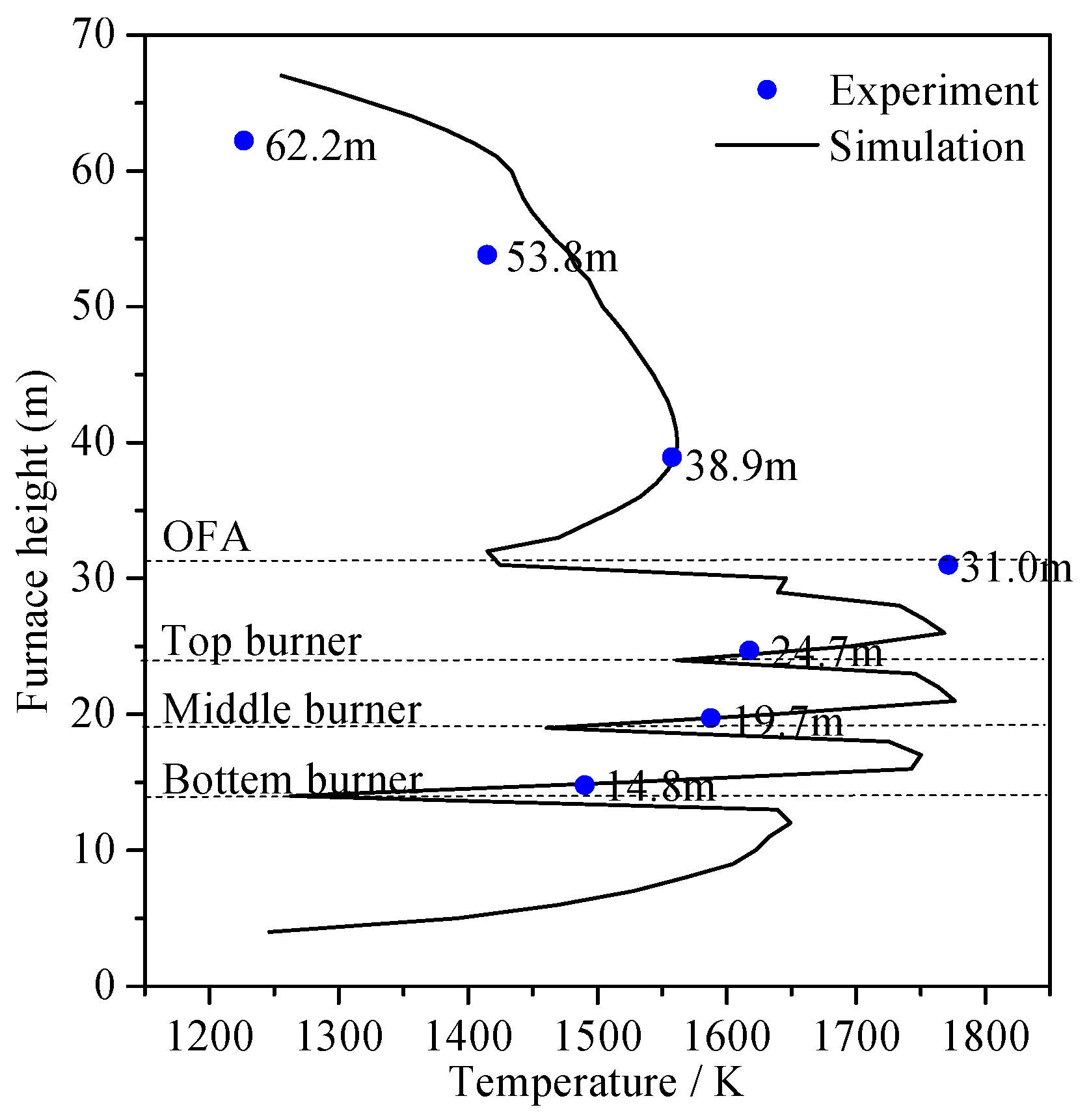
4.1. Validation of Numerical Models
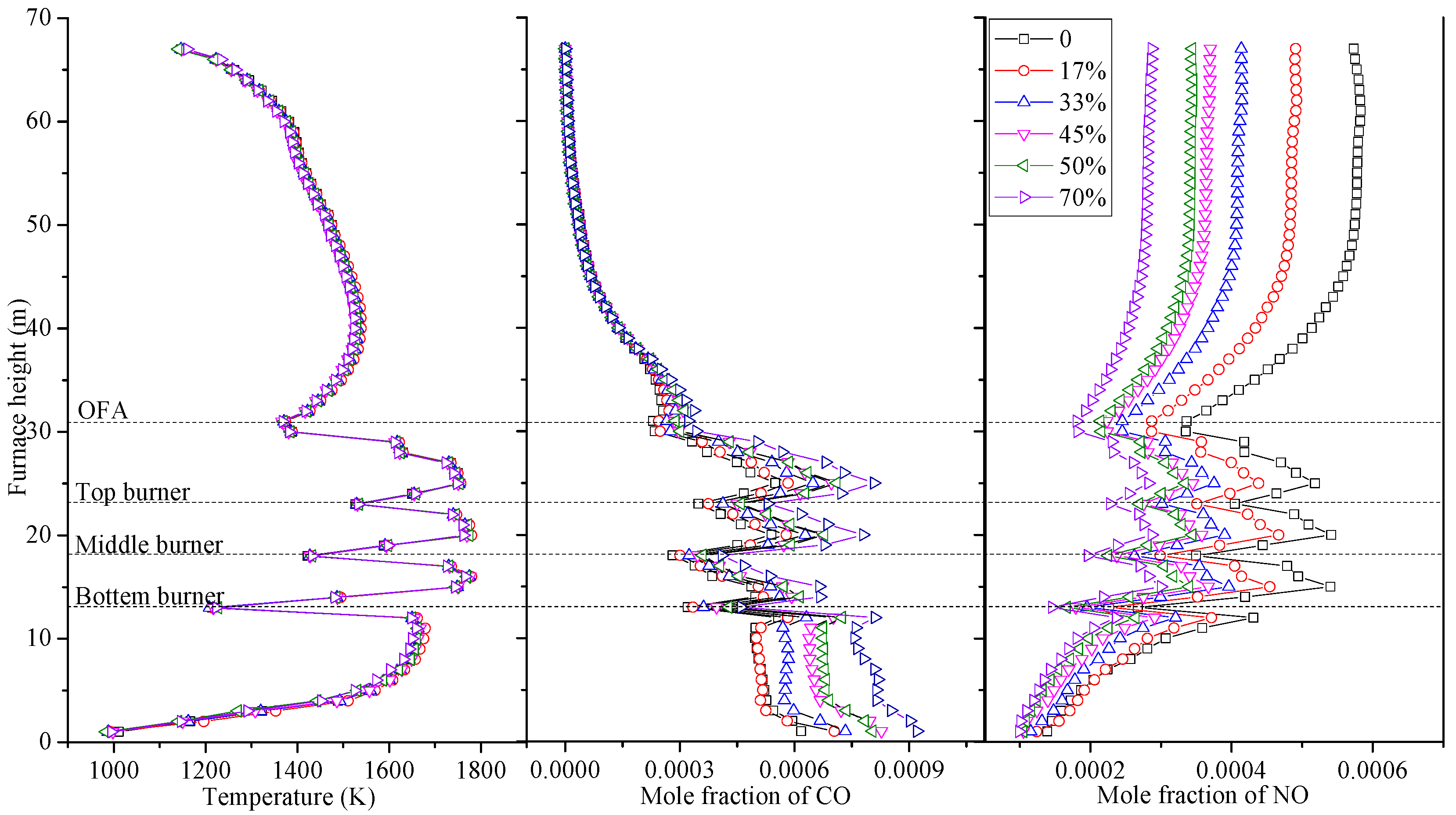
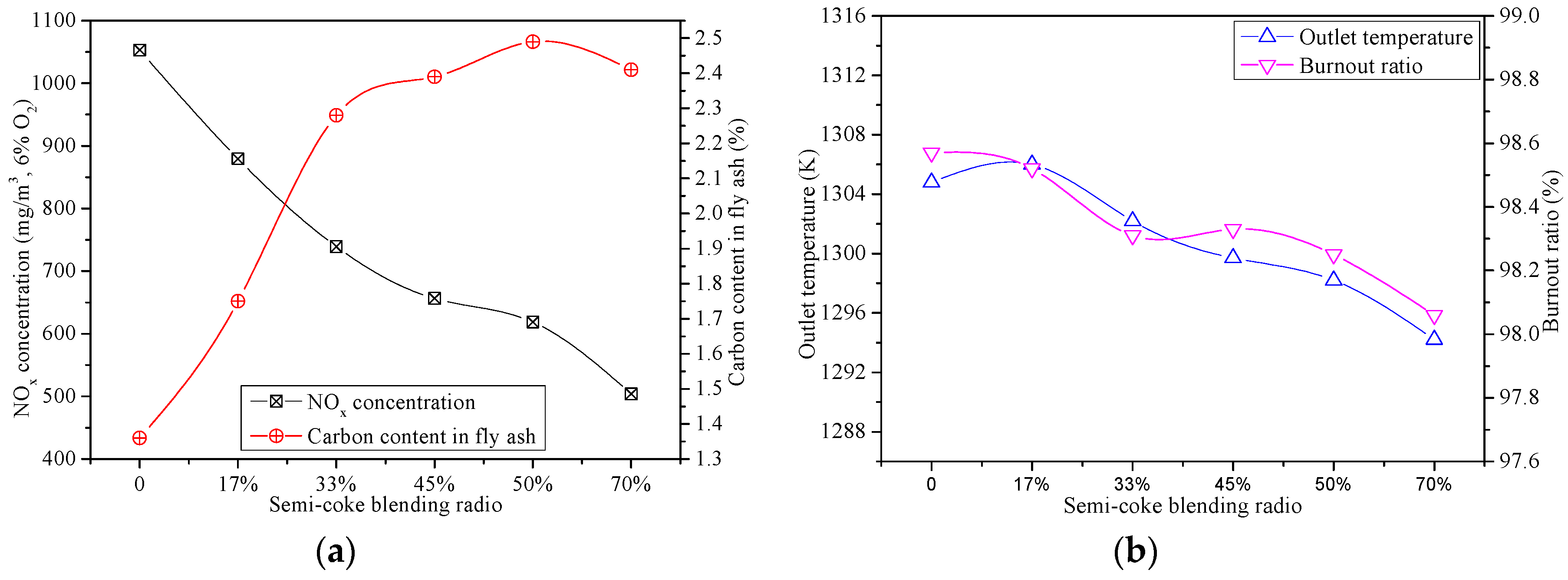
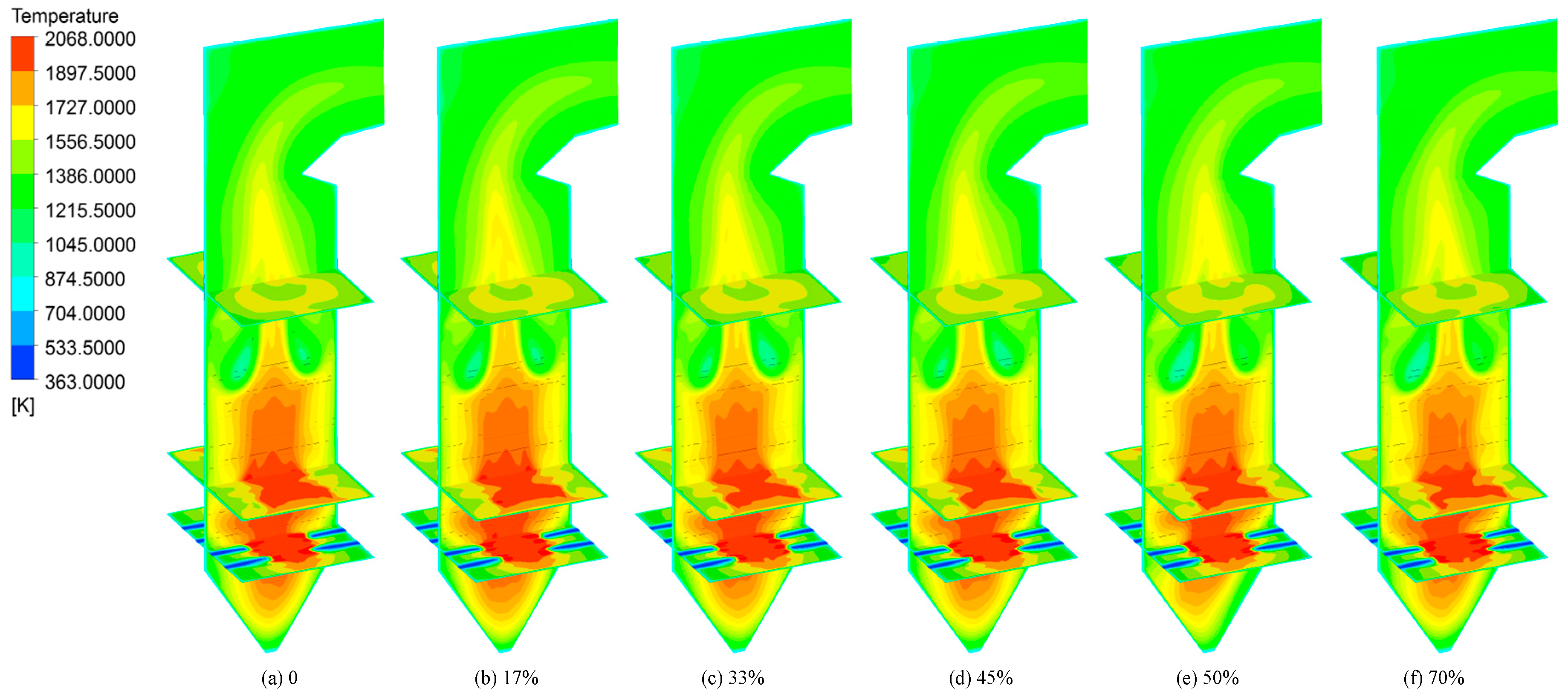
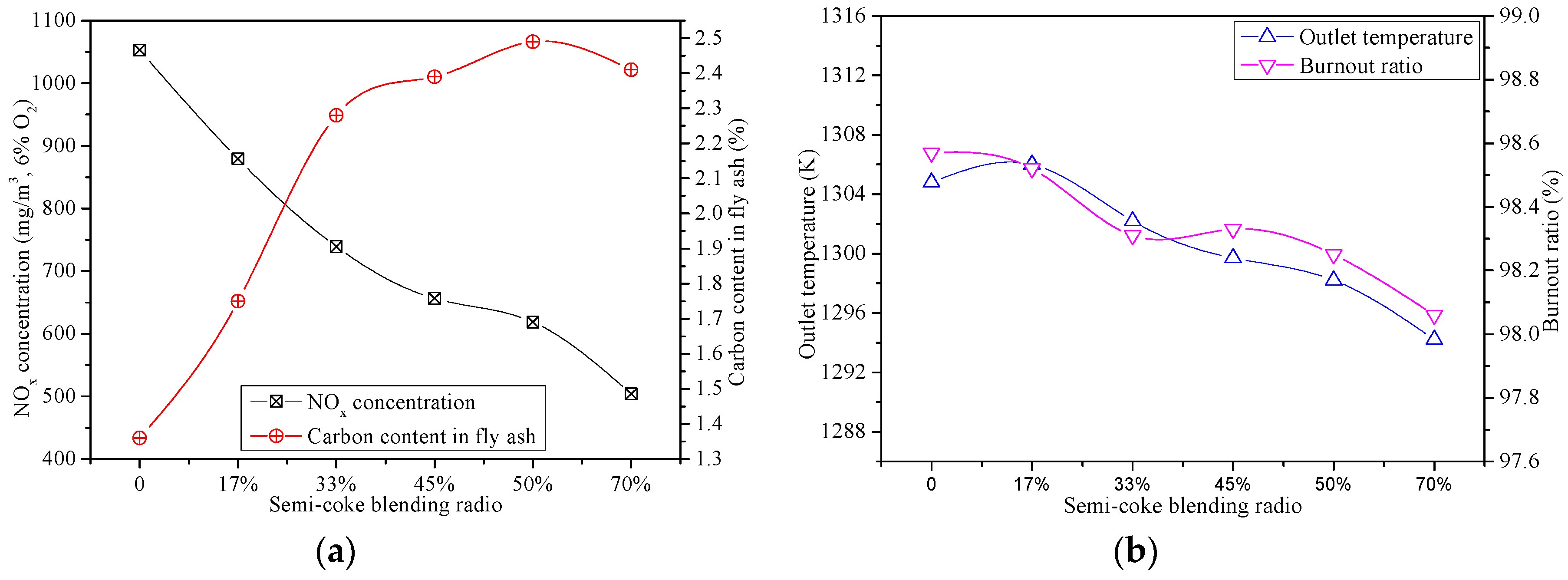
4.2. Influence of Semi-coke Blending Ratio
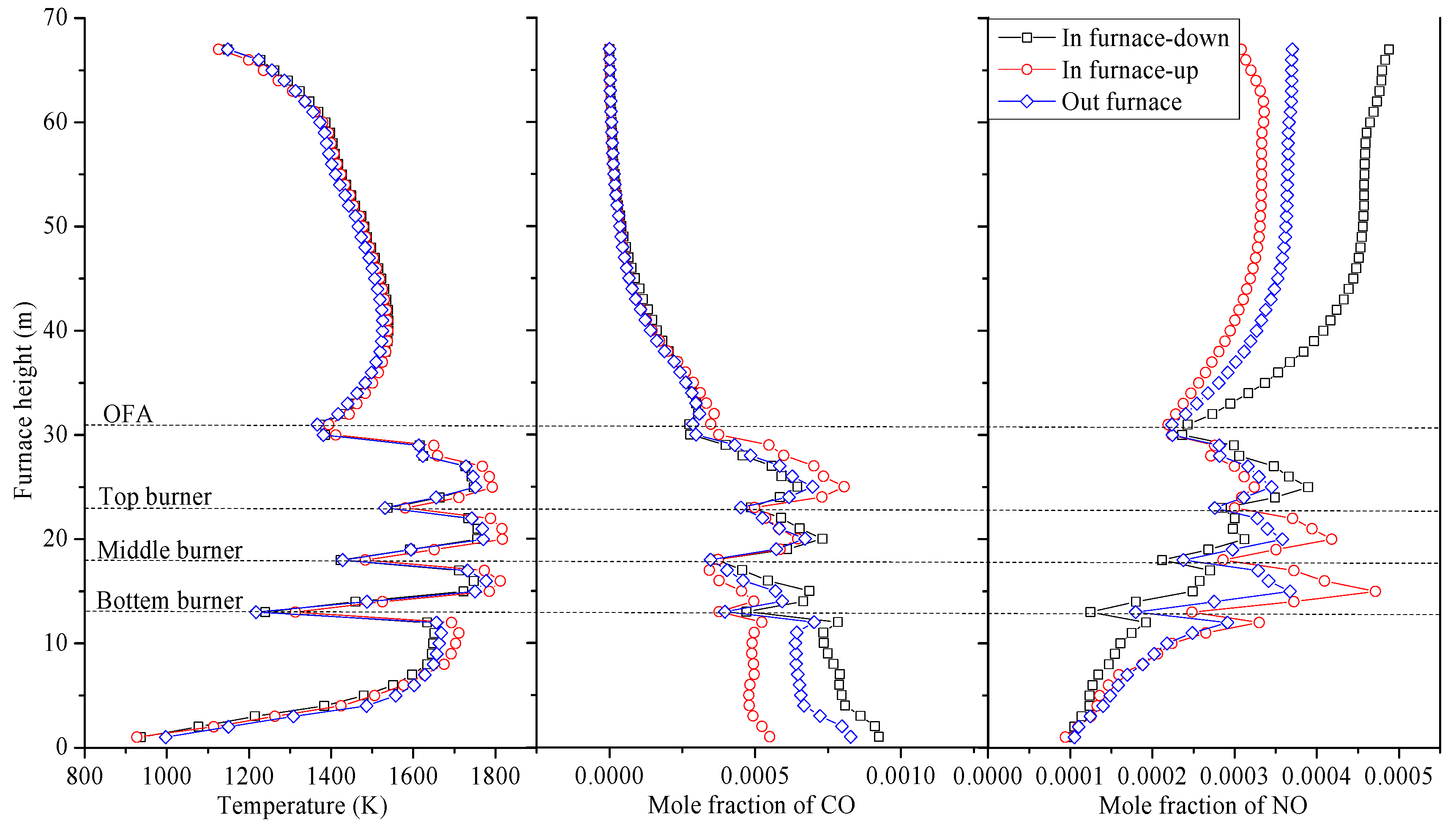
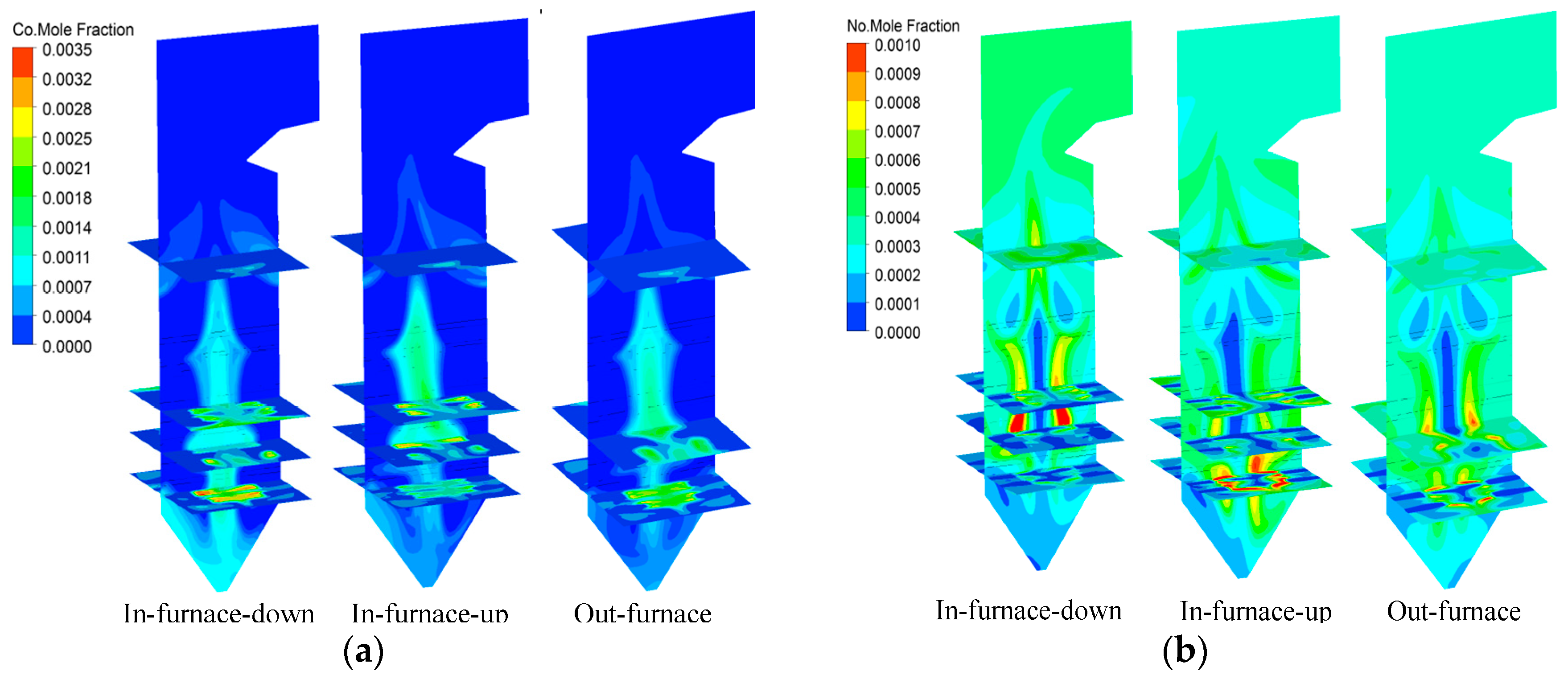
4.3. Influence of Injection Strategies of Semi-coke
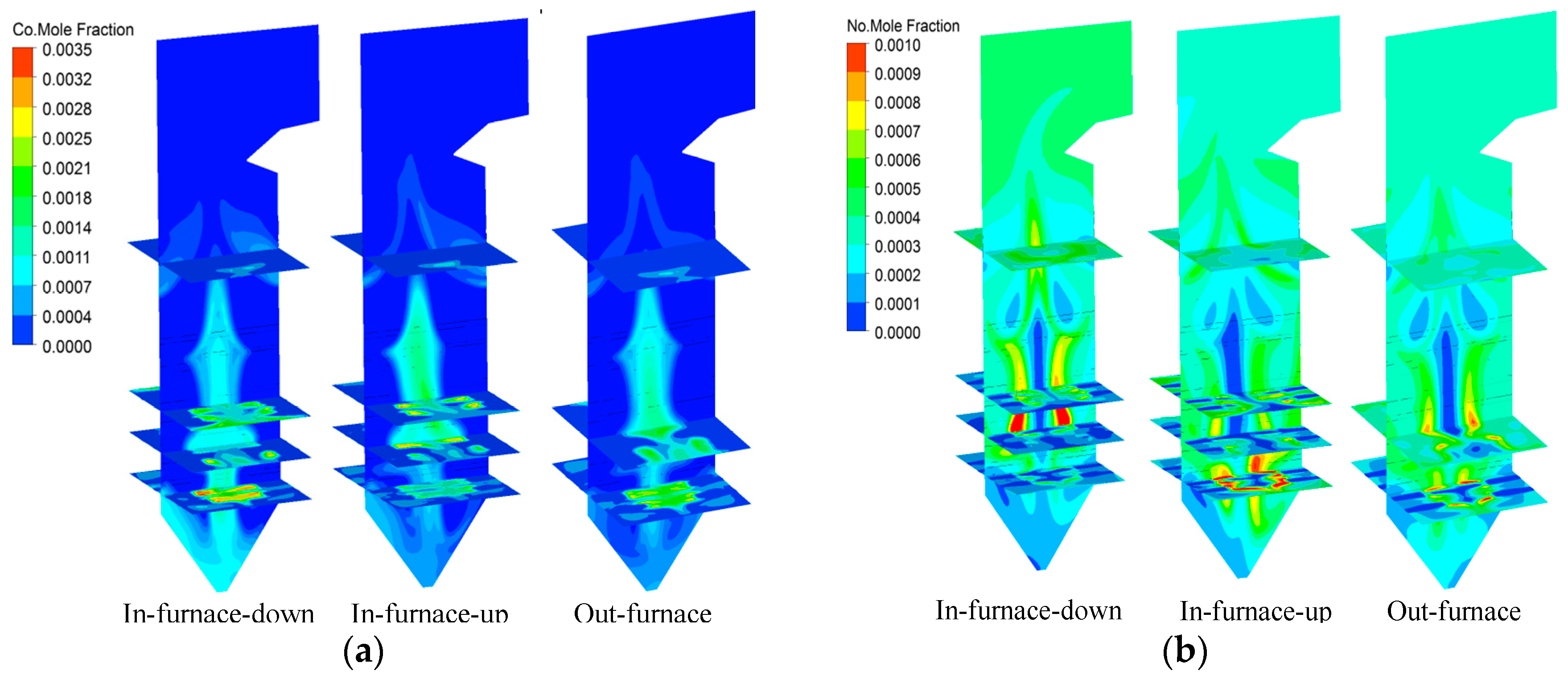
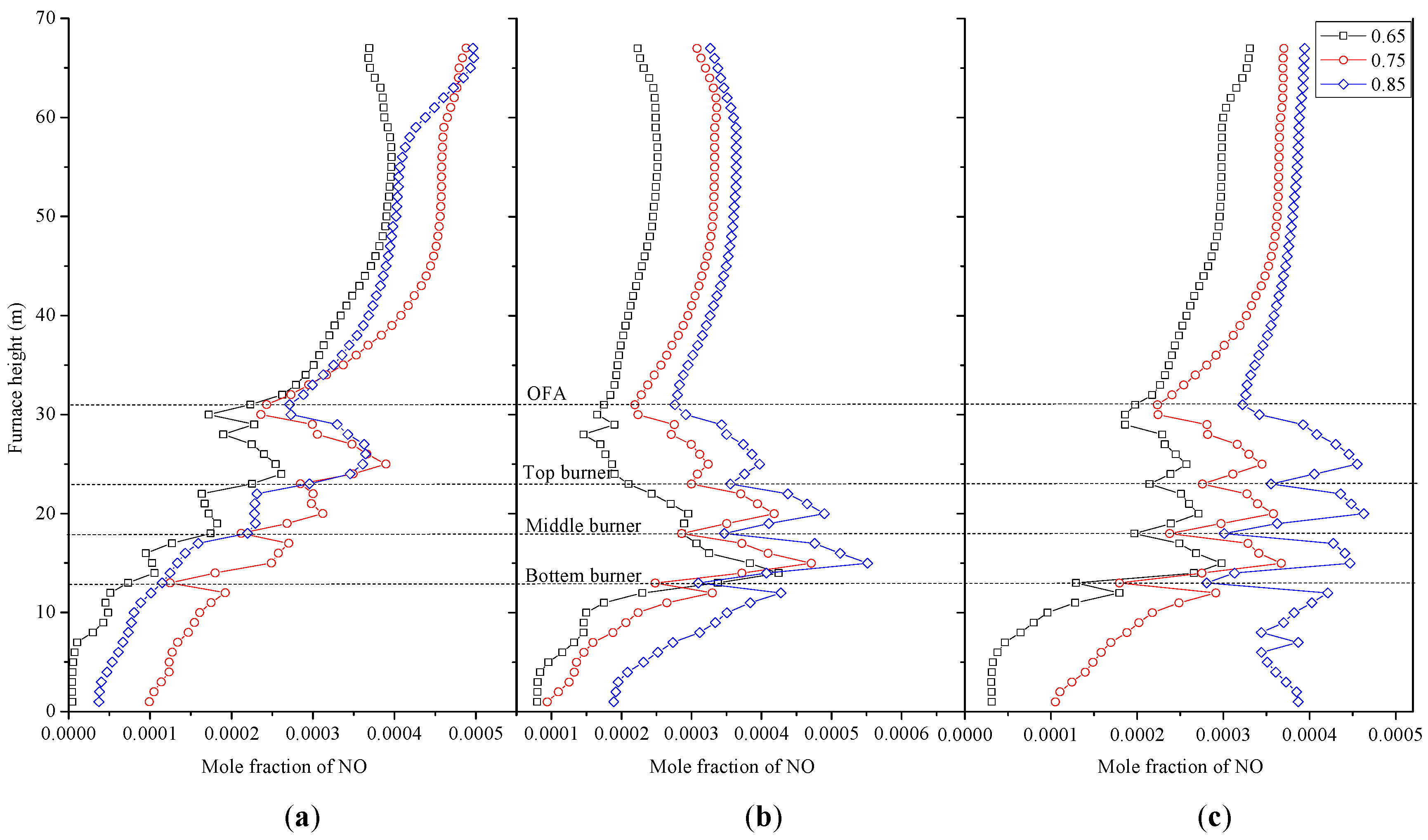
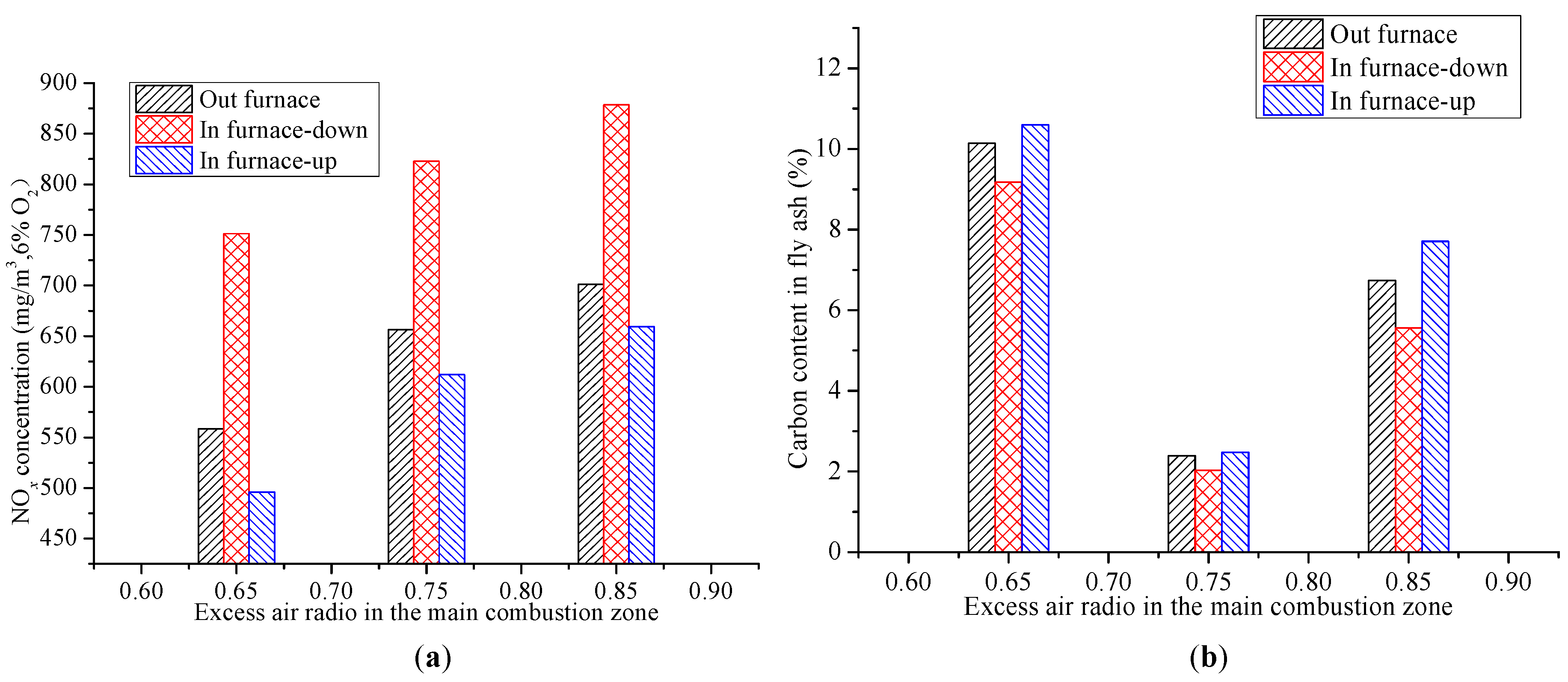
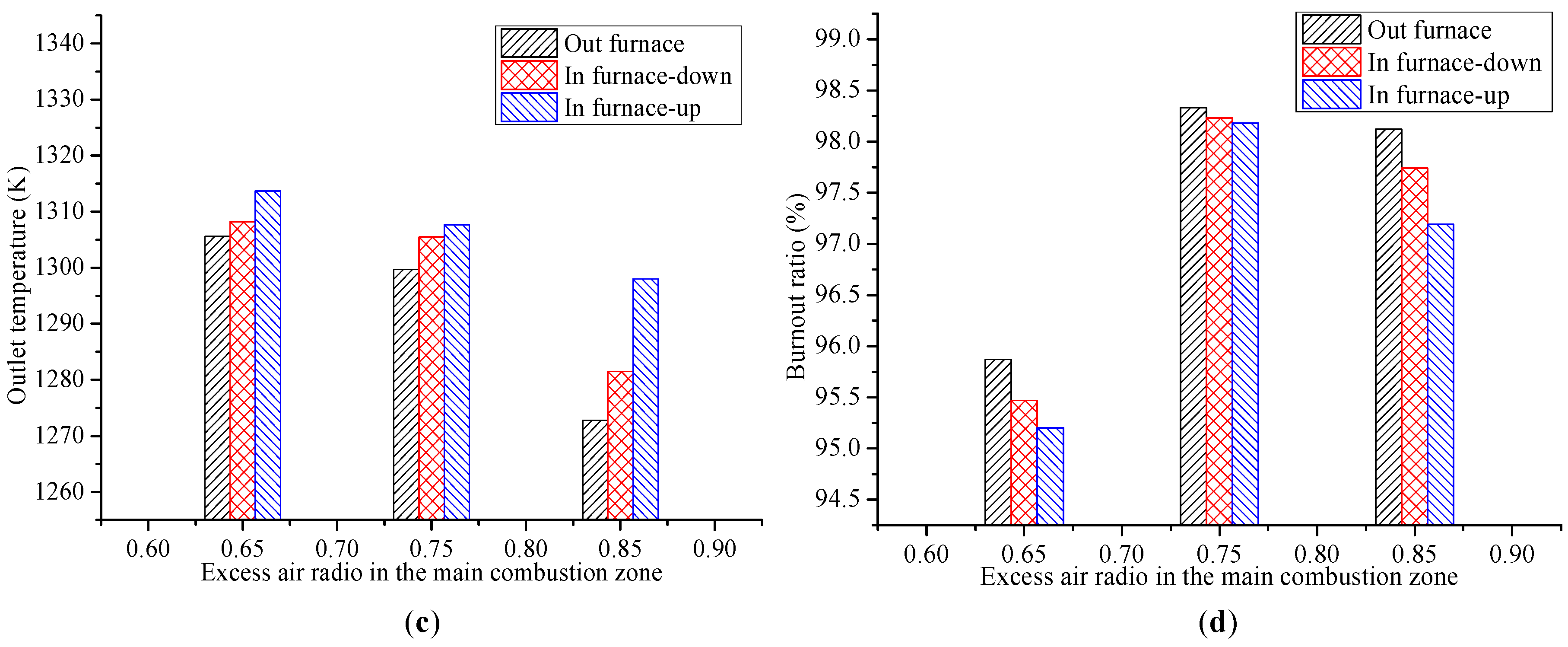
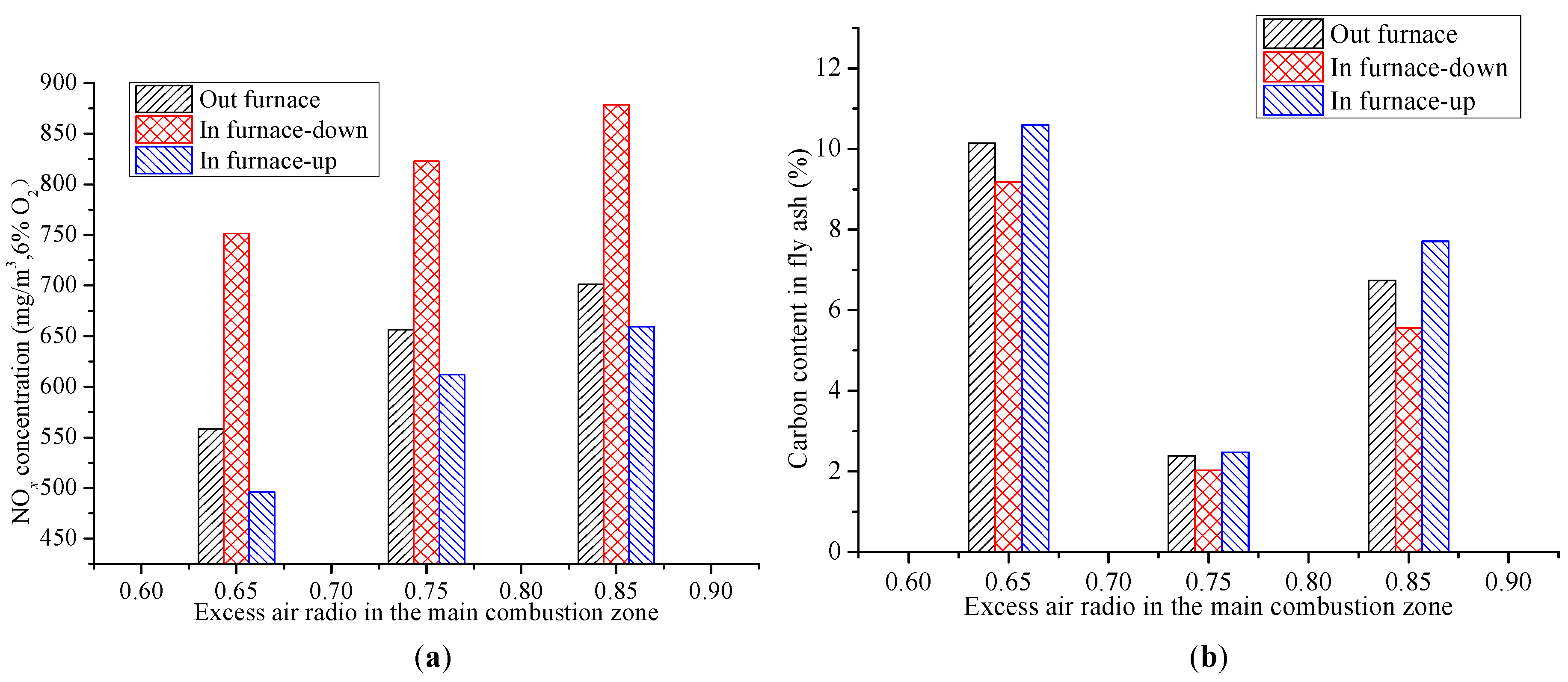
4.4. Influence of Excess Air Ratios in the Main Combustion Zone
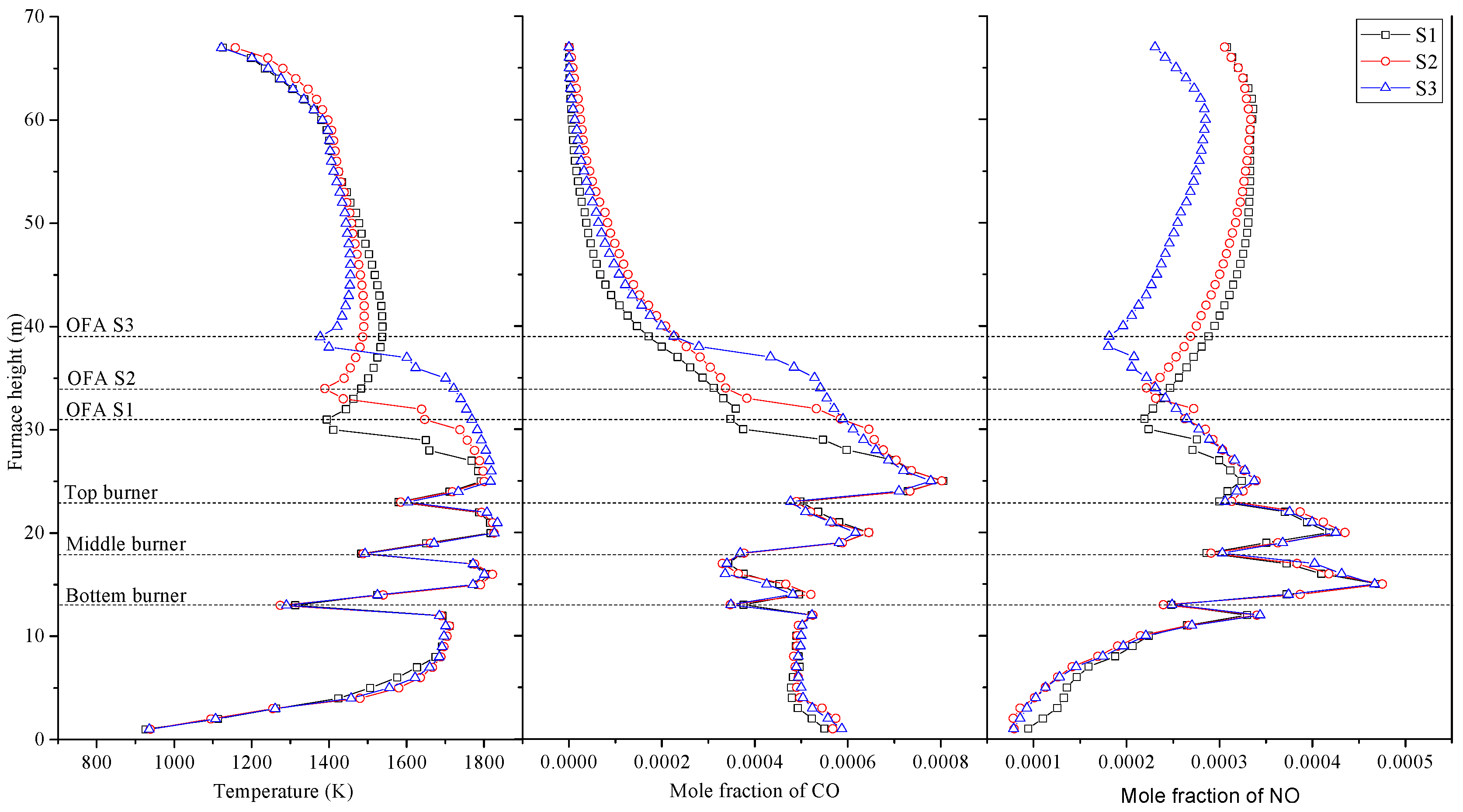
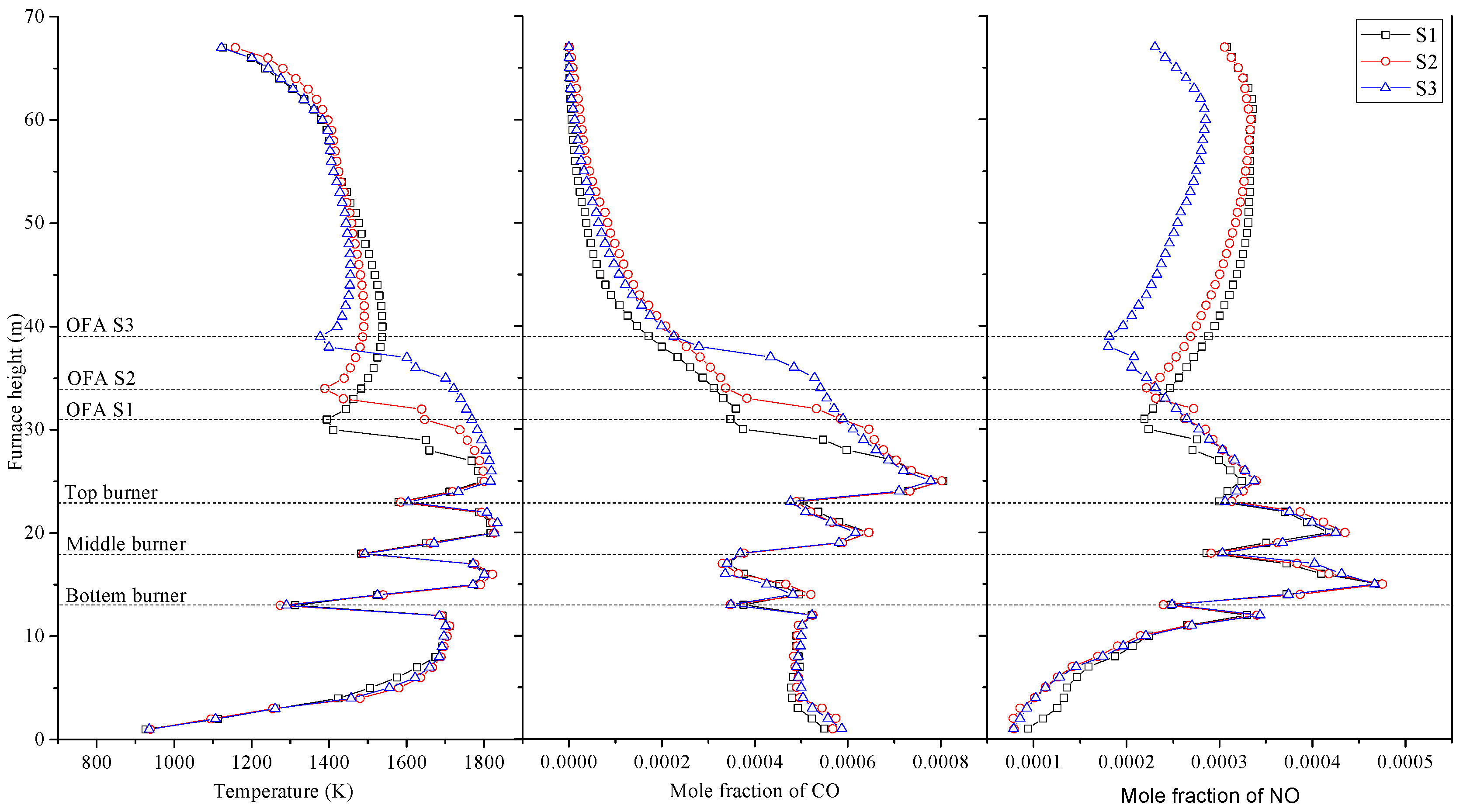
4.5. Influence of OFA Arrangement
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yao, Y.; Zhu, J.G.; Lu, Q.G. Experimental study on nitrogen transformation in combustion of pulverized semi-coke preheated in a circulating fluidized bed. Energy Fuels 2015, 29, 3985–3991. [Google Scholar] [CrossRef]
- Xie, K.C.; Li, W.Y.; Zhao, W. Coal chemical industry and its sustainable development in China. Energy 2010, 35, 4349–4355. [Google Scholar] [CrossRef]
- Wang, C.A.; Wu, S.; Lv, Q.; Liu, X.; Chen, W.F.; Che, D.F. Study on correlations of coal chemical properties based on database of real-time data. Appl. Energ. 2017, 204, 1115–1123. [Google Scholar] [CrossRef]
- Ji, X.F.; Song, D.Y.; Zhao, H.T.; Li, Y.B.; He, K.K. Experimental analysis of pore and permeability characteristics of coal by low-field NMR. Appl. Sci. 2018, 8, 1374. [Google Scholar] [CrossRef]
- Lee, B.H.; Bae, J.S.; Choi, Y.C.; Jeon, C.H. Combustion behavior of low-rank coal impregnated with glycerol. Biomass Bioenergy 2016, 87, 122–130. [Google Scholar] [CrossRef]
- Jayaraman, K.; Kok, M.V.; Gokalp, I. Pyrolysis, combustion and gasification studies of different sized coal particles using TGA-MS. Appl. Therm. Eng. 2017, 125, 1446–1455. [Google Scholar] [CrossRef]
- Kok, M.V. Simultaneous thermogravimetry–calorimetry study on the combustion of coal samples: Effect of heating rate. Energy Convers. Manag. 2012, 53, 40–44. [Google Scholar] [CrossRef]
- Liu, G.Y.; Zhang, Y.T.; Cai, J.T.; Zhou, A.N.; Dang, Y.Q.; Qiu, J.S. A strategy for regulating the performance of DCFC with semi-coke fuel. Int. J. Hydrog. Energy 2018, 43, 7465–7472. [Google Scholar] [CrossRef]
- Man, C.B.; Zhu, X.; Gao, X.Z.; Che, D.F. Combustion and pollutant emission characteristics of lignite dried by low temperature air. Dry. Technol. 2014, 33, 616–631. [Google Scholar] [CrossRef]
- Krzesińska, M.; Pusz, S.; Smędowski, Ł. Characterization of the porous structure of cokes produced from the blends of three Polish bituminous coking coals. Int. J. Coal Geol. 2009, 78, 169–176. [Google Scholar] [CrossRef]
- Wang, C.A.; Wang, P.Q.; Zhao, L.; Du, Y.B.; Che, D.F. Experimental study on NOx reduction in oxy-fuel combustion using synthetic coals with pyridinic or pyrrolic nitrogen. Appl. Sci. 2018, 8, 2499. [Google Scholar] [CrossRef]
- Jayaraman, K.; Kok, M.V.; Gokalp, I. Thermogravimetric and mass spectrometric (TG-MS) analysis and kinetics of coal-biomass blends. Renew. Energy 2017, 101, 293–300. [Google Scholar] [CrossRef]
- Fan, B.; Wen, C.; Zeng, X.P.; Wu, J.Q.; Yu, X. Emission behaviors of inorganic ultrafine particles during Zhundong coal oxy-fuel combustion with characterized oxygen input fractions comparable to air combustion. Appl. Sci. 2018, 8, 1486. [Google Scholar] [CrossRef]
- Wang, C.A.; Wang, P.Q.; Du, Y.B.; Che, D.F. Experimental study on effects of combustion atmosphere and coal char on NO2 reduction under oxy-fuel condition. J. Energy Inst. 2019. [Google Scholar] [CrossRef]
- Ouyang, Z.Q.; Zhu, J.G.; Lu, Q.G.; Yao, Y.; Liu, J.Z. The effect of limestone on SO2 and NOx emissions of pulverized coal combustion preheated by circulating fluidized bed. Fuel 2014, 120, 116–121. [Google Scholar] [CrossRef]
- Man, C.B.; Zhu, J.G.; Ouyang, Z.Q.; Liu, J.Z. Experimental study on combustion characteristics of pulverized coal preheated in a circulating fluidized bed. Fuel Process. Technol. 2018, 172, 72–78. [Google Scholar] [CrossRef]
- Zhang, J.W.; Chen, K.; Wang, C.A.; Xiao, K.; Xu, X.Y.; Che, D.F. Optimization of separated overfire air system for a utility boiler from a 3-MW pilot-scale facility. Energy Fuels 2013, 27, 1131–1140. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, Y.; Xu, Y.; Li, Y.; Hao, W.; Zhang, Y. Investigation of ash fusion characteristics and migration of sodium during co-combustion of Zhundong coal and oil shale. Appl. Therm. Eng. 2017, 121, 224–233. [Google Scholar] [CrossRef]
- Wang, C.A.; Liu, Y.H.; Zhang, X.M.; Che, D.F. A study on coal properties and combustion characteristics of blended coals in Northwestern China. Energy Fuels 2011, 25, 3634–3645. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, S.G.; Song, J.H.; Chang, Y.J.; Jeon, C.H. Influence of coal blending methods on unburned carbon and NO emissions in a drop-tube furnace. Energy Fuels 2011, 25, 5055–5062. [Google Scholar] [CrossRef]
- Lee, B.H.; Song, J.H.; Kim, R.G.; Kim, S.G.; Kim, Y.G.; Chang, Y.J.; Jeon, C.H. Simulation of the influence of the coal volatile matter content on fuel NO emissions in a drop-tube furnace. Energy Fuels 2010, 24, 4333–4340. [Google Scholar] [CrossRef]
- Ikeda, M.; Makino, H.; Morinaga, H.; Higashiyama, K.; Kozai, Y. Emission characteristics of NOx and unburned carbon in fly ash during combustion of blends of bituminous/sub-bituminous coals. Fuel 2003, 82, 1851–1857. [Google Scholar] [CrossRef]
- Li, D.B.; Lv, Q.; Feng, Y.G.; Wang, C.A.; Liu, X.; Chen, K.; Xu, K.; Zhong, J.; Che, D.F. Effects of coal blending and operating conditions on combustion and NOx emission characteristics in a tangentially-fired utility boiler. Energy Procedia 2017, 105, 4015–4020. [Google Scholar] [CrossRef]
- Du, Y.B.; Wang, C.A.; Wang, P.Q.; Meng, Y.; Wang, Z.C.; Yao, W.; Che, D.F. Computational fluid dynamics investigation on the effect of co-firing semi-coke and bituminous coal in a 300 MW tangentially fired boiler. Proc. Inst. Mech. Eng. A 2018. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Y.H.; Yi, G.Z.; Li, N.; Che, D.F. Effects of air staging conditions on the combustion and NOx emission characteristics in a 600 MW wall fired utility boiler using lean coal. Energy Fuels 2013, 27, 5831–5840. [Google Scholar] [CrossRef]
- Li, D.B.; Lv, Q.; Feng, Y.X.; Wang, C.A.; Liu, X.; Du, Y.B.; Zhong, J.; Che, D.F. Numerical study of co-firing biomass with lean coal under air–fuel and oxy-fuel conditions in a wall-fired utility boiler. Energy Fuels 2017, 31, 5344–5354. [Google Scholar] [CrossRef]
- Liu, H.; Tang, C.L.; Zhang, L.; Zhu, H.; Li, N.; Che, D.F. Effect of two-level over-fire air on the combustion and NOx emission characteristics in a 600 MW wall-fired boiler. Numer. Heat Tr. 2015, 68, 993–1009. [Google Scholar] [CrossRef]
- Tan, P.; Ma, L.; Xia, J.; Fang, Q.Y.; Zhang, C.; Chen, G. Co-firing sludge in a pulverized coal-fired utility boiler: Combustion characteristics and economic impacts. Energy 2017, 119, 392–399. [Google Scholar] [CrossRef]
- Du, Y.B.; Wang, C.A.; Lv, Q.; Li, D.B.; Liu, H.; Che, D.F. CFD investigation on combustion and NO emission characteristics in a 600 MW wall-fired boiler under high temperature and strong reducing atmosphere. Appl. Therm. Eng. 2017, 126, 407–418. [Google Scholar] [CrossRef]
- Chen, S.N.; He, B.S.; He, D.; Cao, Y.; Ding, G.C.; Liu, X.; Duan, Z.P.; Zhang, X.; Song, J.G.; Li, X.Z. Numerical investigations on different tangential arrangements of burners for a 600 MW utility boiler. Energy 2017, 122, 287–300. [Google Scholar] [CrossRef]
- Álvarez, L.; Yin, C.; Riaza, J.; Pevida, C.; Pis, J.J.; Rubiera, F. Oxy-coal combustion in an entrained flow reactor: Application of specific char and volatile combustion and radiation models for oxy-firing conditions. Energy 2013, 62, 255–268. [Google Scholar] [CrossRef]
- Zhang, J.; Prationo, W.; Zhang, L.; Zhang, Z.X. Computational fluid dynamics modeling on the air-firing and oxy-fuel combustion of dried victorian brown coal. Energy Fuels 2013, 27, 4258–4269. [Google Scholar] [CrossRef]
- Drosatos, P.; Nikolopoulos, N.; Agraniotis, M.; Kakaras, E. Numerical investigation of firing concepts for a flexible Greek lignite-fired power plant. Fuel Process. Technol. 2016, 142, 370–395. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, Q.Y.; Wei, Y.J.; Zhang, L. Numerical modeling and experimental investigation on the use of brown coal and its beneficiated semicoke for coal blending combustion in a 600 MWe utility furnace. Energy Fuels 2015, 29, 1196–1209. [Google Scholar] [CrossRef]
- Wu, Y.P.; Wen, Z.Y.; Shen, Y.L.; Fang, Q.Y.; Zhang, C.; Chen, G. Effects of over fire air on the combustion and NOx emission characteristics of a 600 MW opposed swirling fired boiler. Adv. Mater. Res. 2012, 512–515, 2135–2142. [Google Scholar] [CrossRef]
- Ribeirete, A.; Costa, M. Impact of the air staging on the performance of a pulverized coal fired furnace. Proc. Combust. Inst. 2009, 32, 2667–2673. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Ultimate Analysis (wt %) | Proximate Analysis (wt %) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Car | Har | Oar | Nar | Sar | Mar | Aar | Var | FCar | |
| Lean coal | 64.24 | 3.55 | 2.62 | 1.15 | 0.33 | 5.88 | 22.22 | 10.38 | 61.52 |
| Semi-coke | 74.42 | 1.40 | 1.97 | 0.91 | 0.40 | 8.10 | 12.80 | 8.22 | 70.88 |
| Case | Blending Ratio | Mass Flow Rate (Kg/s) | Blending Model | Injection Strategy of Semi-Coke | α1 | OFA Position | ||
|---|---|---|---|---|---|---|---|---|
| Coal | Coke | Air | ||||||
| T1 | 0 | 62.30 | 601.84 | - | - | 0.75 | S1 | |
| 1 | 0 | 62.30 | 601.84 | - | - | 0.75 | S1 | |
| 2 | 17 | 61.87 | 603.18 | Out-furnace | - | 0.75 | S1 | |
| 3 | 33 | 61.48 | 604.43 | Out-furnace | - | 0.75 | S1 | |
| 4 | 45 | 61.18 | 605.36 | Out-furnace | - | 0.75 | S1 | |
| 5 | 50 | 61.06 | 605.75 | Out-furnace | - | 0.75 | S1 | |
| 6 | 70 | 60.58 | 607.26 | Out-furnace | - | 0.75 | S1 | |
| 7 | 45 | 61.18 | 605.36 | Out-furnace | - | 0.65 | S1 | |
| 8 | 45 | 61.18 | 605.36 | Out-furnace | - | 0.85 | S1 | |
| 9 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | down | 0.75 | S1 |
| 10 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | down | 0.65 | S1 |
| 11 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | down | 0.85 | S1 |
| 12 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | up | 0.75 | S1 |
| 13 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | up | 0.65 | S1 |
| 14 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | up | 0.85 | S1 |
| 15 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | up | 0.75 | S2 |
| 16 | 45 | 33.65 | 27.53 | 605.36 | In-furnace | up | 0.75 | S3 |
| Indicator | Experimental Value | Simulation Result |
|---|---|---|
| Carbon content in fly ash (%) | 4.97 | 4.58 |
| NOx emission (mg/m3 6% O2) | 508 | 505 |
| Cases | NOx Concentration (mg/m3, 6% O2) | Carbon Content in Fly Ash (%) | Outlet Temperature (K) | Burnout Ratio (%) |
|---|---|---|---|---|
| out-furnace | 656.37 | 2.29 | 1299.70 | 98.33 |
| in-furnace-down | 822.76 | 2.03 | 1305.50 | 98.23 |
| In-furnace-up | 612.01 | 2.48 | 1307.70 | 98.18 |
| Parameters | NOx Concentration (mg/m3, 6% O2) | Carbon Content in Fly Ash (%) | Outlet Temperature (K) | Burnout Ratio (%) |
|---|---|---|---|---|
| S1 | 612.01 | 2.48 | 1307.70 | 98.18 |
| S2 | 573.56 | 4.71 | 1319.40 | 97.63 |
| S3 | 530.00 | 5.37 | 1335.20 | 97.48 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Feng, Q.; Lv, Q.; Zhao, L.; Du, Y.; Wang, P.; Zhang, J.; Che, D. Numerical Investigation on Co-firing Characteristics of Semi-Coke and Lean Coal in a 600 MW Supercritical Wall-Fired Boiler. Appl. Sci. 2019, 9, 889. https://doi.org/10.3390/app9050889
Wang C, Feng Q, Lv Q, Zhao L, Du Y, Wang P, Zhang J, Che D. Numerical Investigation on Co-firing Characteristics of Semi-Coke and Lean Coal in a 600 MW Supercritical Wall-Fired Boiler. Applied Sciences. 2019; 9(5):889. https://doi.org/10.3390/app9050889
Chicago/Turabian StyleWang, Chang’an, Qinqin Feng, Qiang Lv, Lin Zhao, Yongbo Du, Pengqian Wang, Jingwen Zhang, and Defu Che. 2019. "Numerical Investigation on Co-firing Characteristics of Semi-Coke and Lean Coal in a 600 MW Supercritical Wall-Fired Boiler" Applied Sciences 9, no. 5: 889. https://doi.org/10.3390/app9050889