The study integrates an optimization program and Finite Element Method (FEM) into the C language to propose an optimization algorithm. The proposed algorithm combines a material selection process using the proposed method and size optimization method to generate an optimal solution for a plate structure, as shown in
Table 1. The proposed method selects the material type for the plate, while the size optimization method determines the optimal thickness of the plate. The algorithm starts by downgrading all the plate material types of the initial design to the cheapest material type and performing size optimization. This step eases the material selection process since all plates start from the same material type.
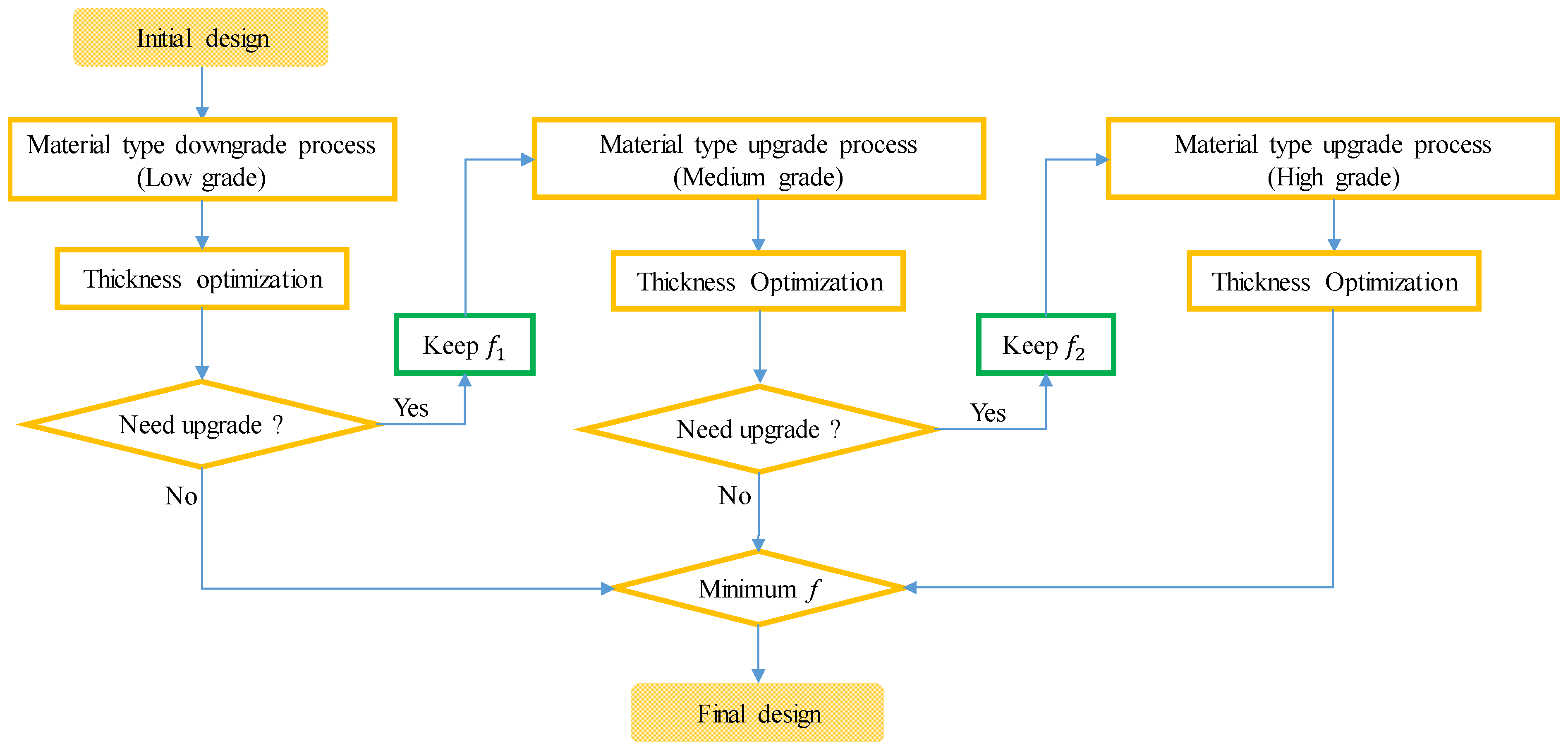
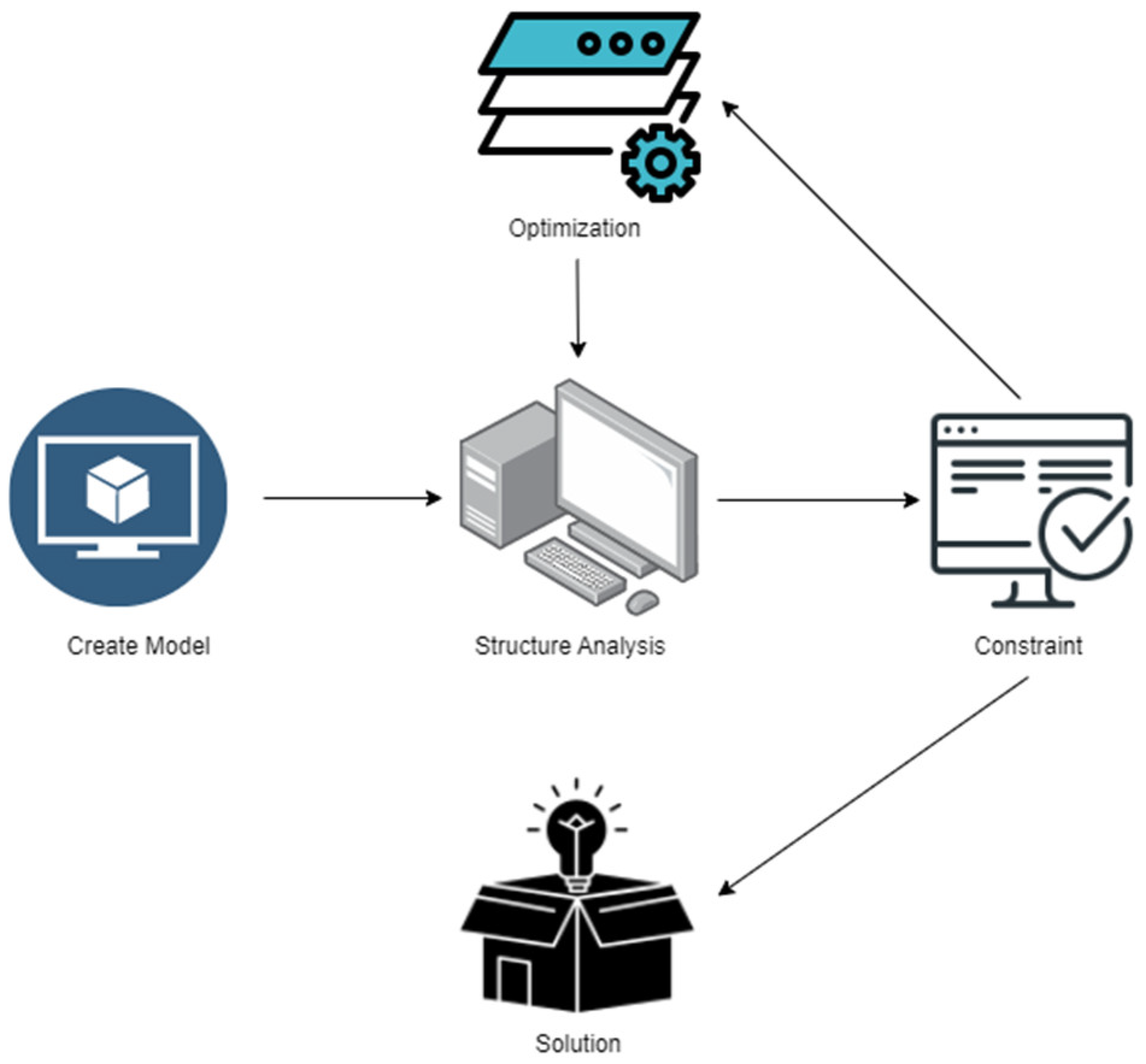
The next step is to identify the plate that needs an upgrade and change it to a suitable material type. The process continues until the last stage, where the minimum objective function
f, which is the material cost from each stage, is found. The optimization algorithm is represented in
Figure 2, which shows the step-by-step process of the proposed method. The integration of FEM and optimization algorithms provides an effective way to optimize the material selection process and the size optimization of a plate structure.
2.1. Material Selection Strategy
Material selection is an essential aspect of engineering design, and it involves choosing the most appropriate material for a given application based on various factors such as mechanical properties, cost, availability, and environmental impact (Emovon and Oghenenyerovwho, 2020) [
17]. The selection of the wrong material can lead to failure, which can be costly and even catastrophic. As shown in
Figure 2, the downgrading and upgrading processes are used to simplify the process of selecting a suitable material for a given application. In the downgrading process, all plate material types are initially downgraded to the cheapest materials to equalize the distribution of material types. This means that all plate materials are evaluated based on their cost, and the cheapest material is selected as the baseline material.
However, it is essential to note that the cheapest material may not always meet the required mechanical properties for the application. Therefore, in the upgrading process, several plates that exceed the expected thickness criteria are upgraded to a higher-grade material with better mechanical properties. This ensures that the selected material meets both the cost and mechanical requirements of the application. Overall, the downgrading and upgrading processes are useful tools for simplifying the material selection process, ensuring that the selected material meets both the cost and mechanical requirements of the application.
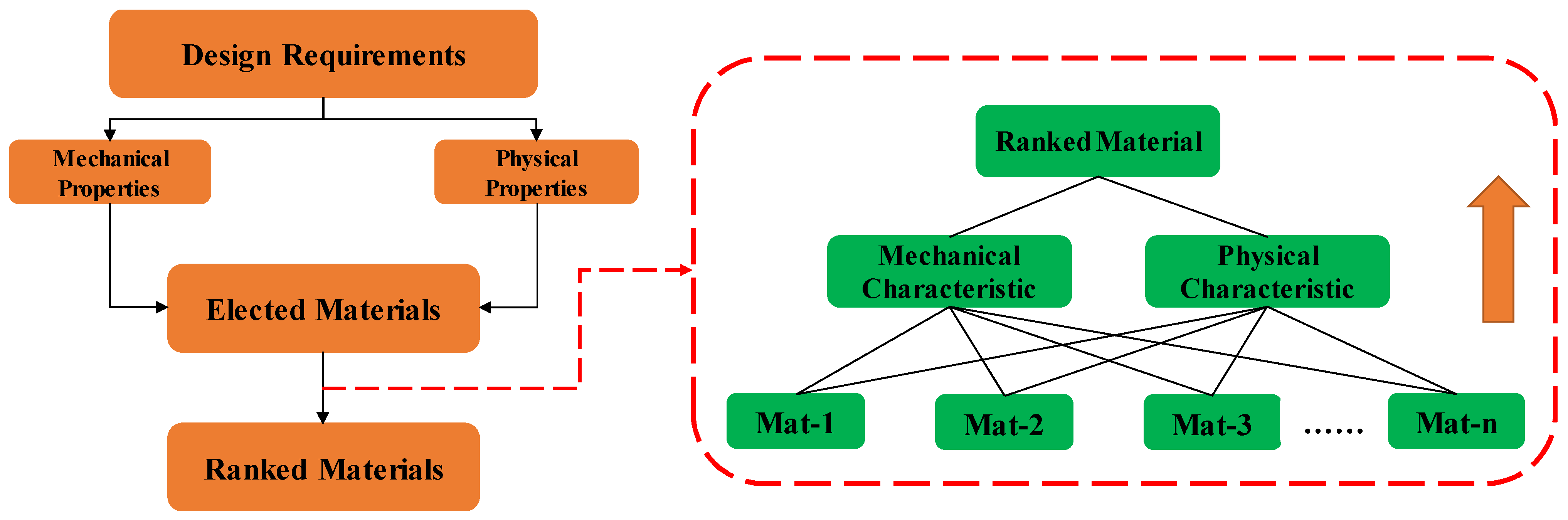
As shown in
Figure 3 above, the material selection process involves obtaining material data from supplier data sheets or manuals, which provide information on the mechanical and physical properties of various materials. The mechanical properties typically include parameters such as yield strength, ultimate strength, modulus of elasticity, and toughness, while the physical properties may include parameters such as density and material cost.
To rank the materials based on their suitability for a given application, a combination of high-yield strength and low material cost is often considered. The reason for this is that materials with high yield strength can withstand higher stress levels, which can lead to better performance and reliability in the application. At the same time, selecting a material with a low material cost can help to minimize the overall material cost of the application.
Equation (1) is likely used to obtain the material rank based on the criteria of yield strength and material cost, where
is the yield strength and
C is the material cost. Dividing the yield strength by the material cost gives a dimensionless quantity that can be used to rank the materials. This ratio represents the amount of yield strength that can be obtained per unit of material cost, with higher values indicating a better value for money. By calculating the material rank for each candidate material using this ratio, it is then possible to rank them in order of suitability and select the most appropriate material for the application.
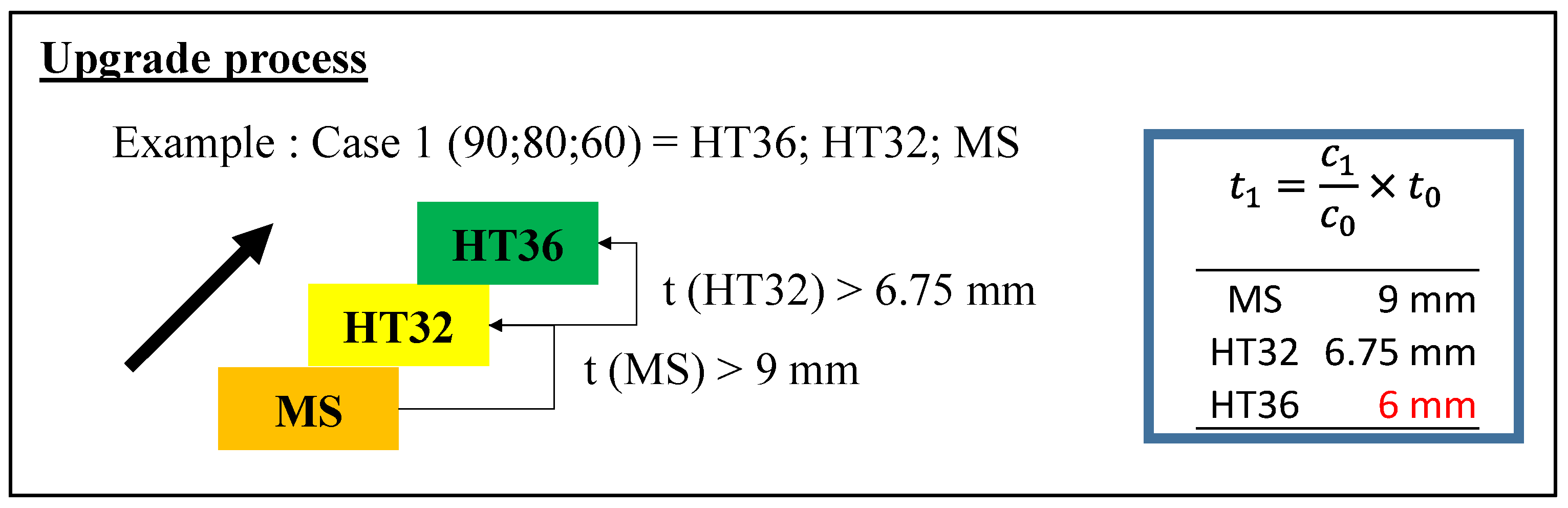
Equation (2) is used to determine the thickness of the substitute material (
t1) based on the original material thickness (
t0) and the ratio of material prices (
c1/
c0) between the original and substitute materials. The equation implies that the thickness of the substitute material can be adjusted to maintain the same total material cost, even if the cost per unit thickness of the substitute material is different from that of the original material.
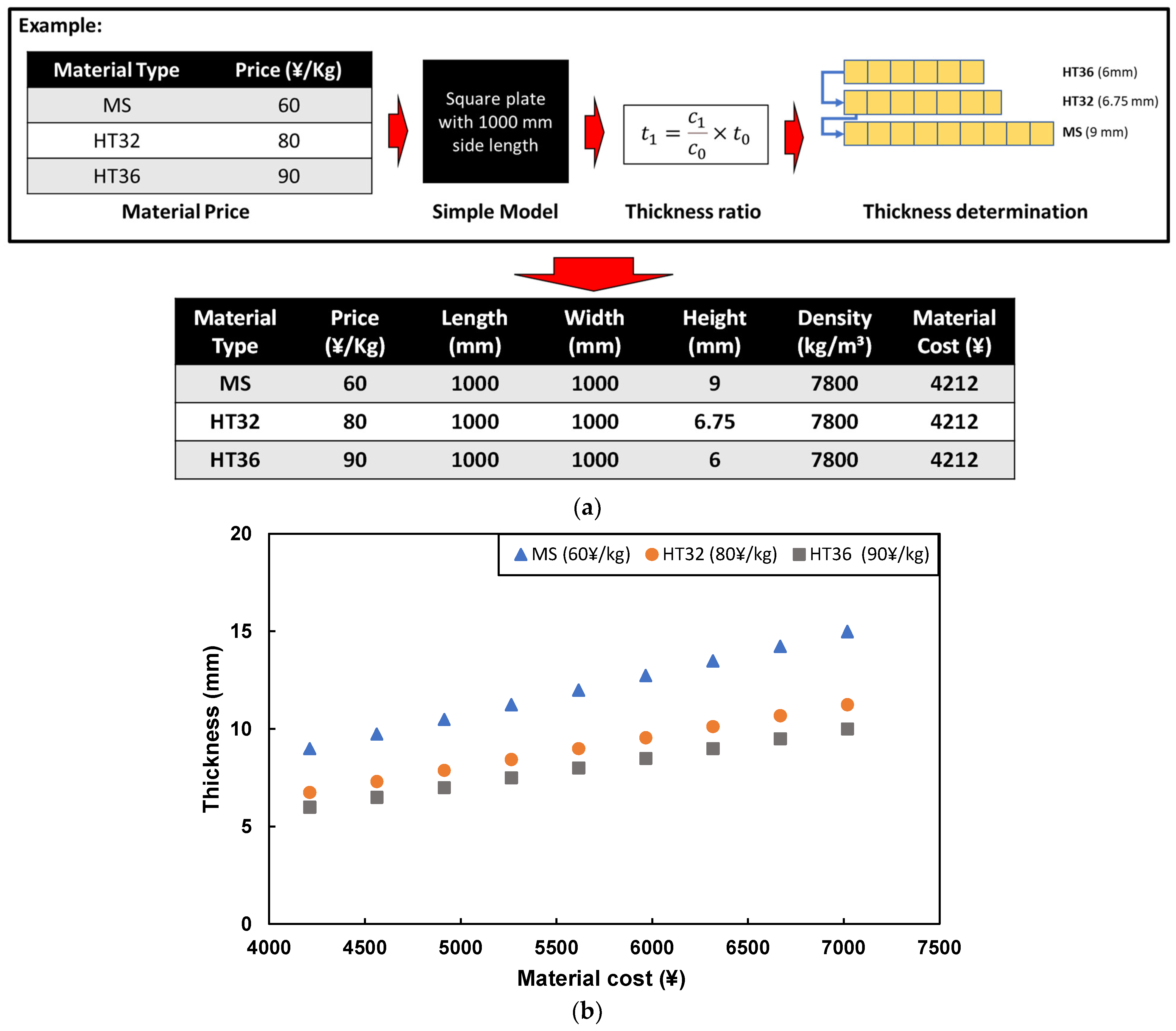
Figure 4 illustrates the principle of material upgrading based on plate thickness. When the plate thickness is the same for different materials, the total material cost is also the same. However, if the thickness of a particular material exceeds a certain threshold, the upgrading process is initiated to reduce the material cost while maintaining the required mechanical properties. For example, if an MS plate exceeds a thickness of 9 mm, upgrading to a higher yield strength material such as HT32 can reduce the thickness to 6.75 mm and lower the material cost.
Equation (3) specifies the conditions for material upgrading based on the Cost-Effectiveness Score (CES), which is the ratio of yield strength to material cost. The equation implies that the CES of the low-grade material should be less than or equal to that of the medium-grade material, which should in turn be less than or equal to that of the high-grade material. The upgrading process should be initiated when the CES of the original material is lower than that of the substitute material. This ensures that the upgraded material provides better value for money in terms of yield strength and material cost.
Figure 4.
(a) Thickness determination based on price; (b) Thickness ratio.
Figure 4.
(a) Thickness determination based on price; (b) Thickness ratio.
The material selection process in
Figure 4 is based on the thickness ratio determination process, which considers both the yield strength and the price of each material. The CES (Cost Effectiveness Score) formula in Equation (1) is used to calculate the CES for each material, which is then used to determine the CER (Cost Effectiveness Rank) for each material. The CER provides a ranking of materials based on their CES values, allowing for quick and efficient material upgrading in the optimization process.
Table 2 provides an example of determining CES and CER based on price variations for five different materials. The purpose of testing the method under different price conditions is to ensure that it is effective even when prices are highly fluctuating. The results of the analysis will allow the user to select the most cost-effective material for a given application, based on the desired mechanical properties and material cost. By using the material selection process described in
Figure 4 and
Table 2, the user can optimize material selection to achieve the desired balance between cost and performance.
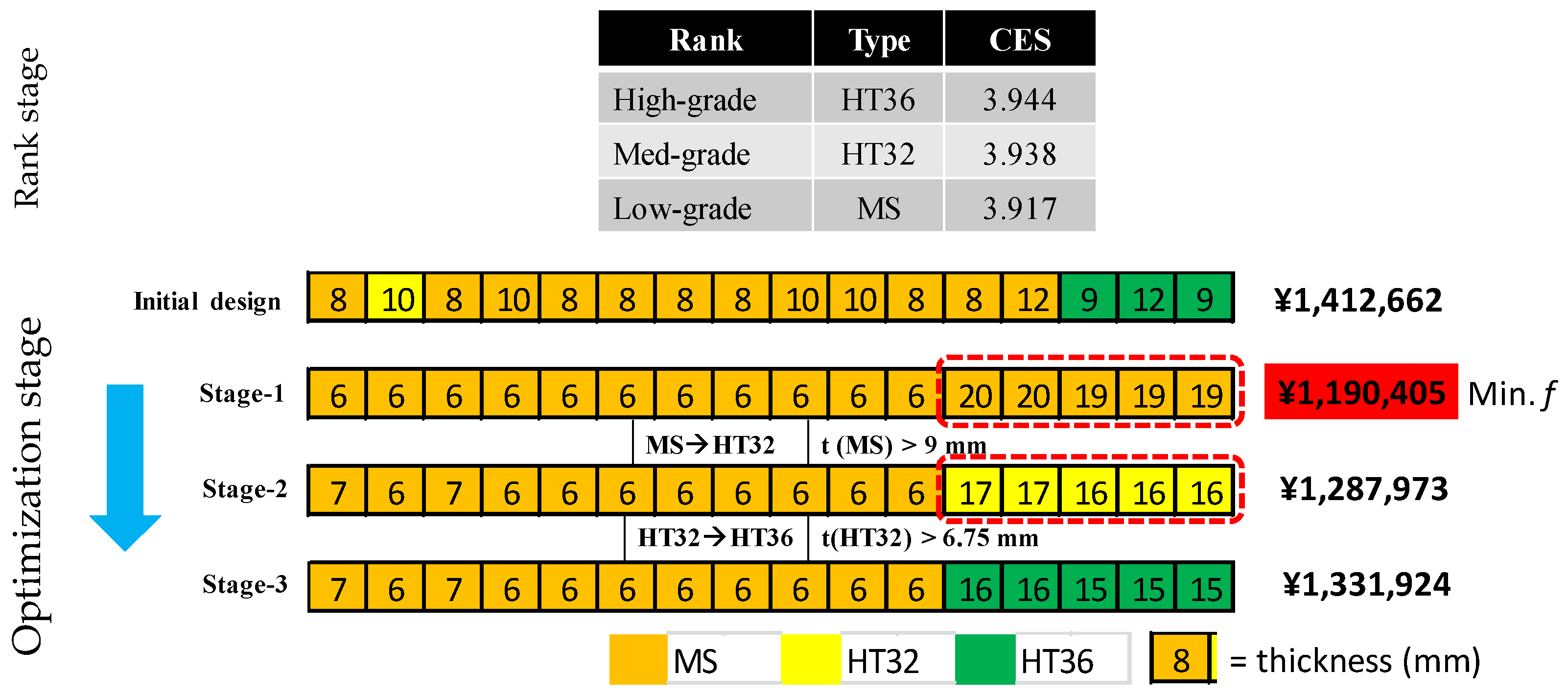
Figure 5 illustrates the step-by-step process for upgrading material types based on the Cost Effectiveness Rank (CER) and thickness criteria. The process begins with the lowest-rank material, in this case, MS plate. The determination of thickness limitations starts with the minimum thickness of the high-rank material, which is 6 mm, following Class regulations. Price ratios are used to determine the thickness limitations of other materials. When the thickness of the MS plate exceeds 9 mm, the upgrade process begins, and the plate is replaced with a higher-rank material, HT32 plate. Similarly, when the thickness of the HT32 plate exceeds 6.75 mm, it is upgraded to the highest-rank material, HT36 plate. The thickness ratio (Equation (2)) is used to determine the thickness of the upgraded material based on the material price ratio. Upgrading to higher-yield strength materials reduces the plate’s thickness, resulting in a decrease in material weight and cost. This process continues until the desired material type that satisfies both rank and thickness criteria is achieved.
2.2. Size Optimization
The size optimization process involves updating the plate thickness based on stress constraints to obtain an optimal thickness. The stress constraints include maximum stress
, shear stress
, and bending stress
. Equations (4)–(6) are used to determine the updated plate thickness estimates for each stress constraint (Kitamura et al., 2011) [
18]. Equation (4) shows the thickness estimate for maximum stress, where
represents the updated thickness estimate,
represents the initial thickness,
represents the initial maximum stress, and
represents the stress constraint from the yield strength of the material used.
Equation (5) shows the thickness estimate for shear stress, where represents the updated thickness estimate and represents the initial shear stress. Equation (6) shows the thickness estimate for bending stress, where t_ represents the updated thickness estimate and represents the initial bending stress.
After obtaining the thickness estimates, the program will choose the thickest plate that does not exceed any of the stress constraints. This means that a plate will only reach the stress limit in one stress component. The program will then recalculate the thickness estimates until they produce the same stress values as the FEM analysis, without the need to recreate the FEM model. Overall, the size optimization process aims to reduce the weight of the plate while ensuring that it can withstand the stress constraints. By updating the plate thickness based on stress constraints, this process helps to minimize material usage and cost.
2.4. Genetic Algorithm
The genetic algorithm is widely used in optimization problems due to its ability to search for optimal solutions in a large search space (Liu et al., 2023) [
19]. However, it has some limitations, such as the possibility of becoming stuck in local optima and the need for a large number of iterations to obtain the optimal solution (Wang, Cao, and Si, 2021) [
20]. On the other hand, the proposed method in this study aims to simplify the optimization process by dividing it into two stages, making it computationally efficient while still obtaining the optimal solution.
The genetic algorithm is a powerful optimization technique that can be used to find the optimal solution for a given problem (Rojas et al., 2023) [
21], (Hatamizadeh and Sedaee, 2023) [
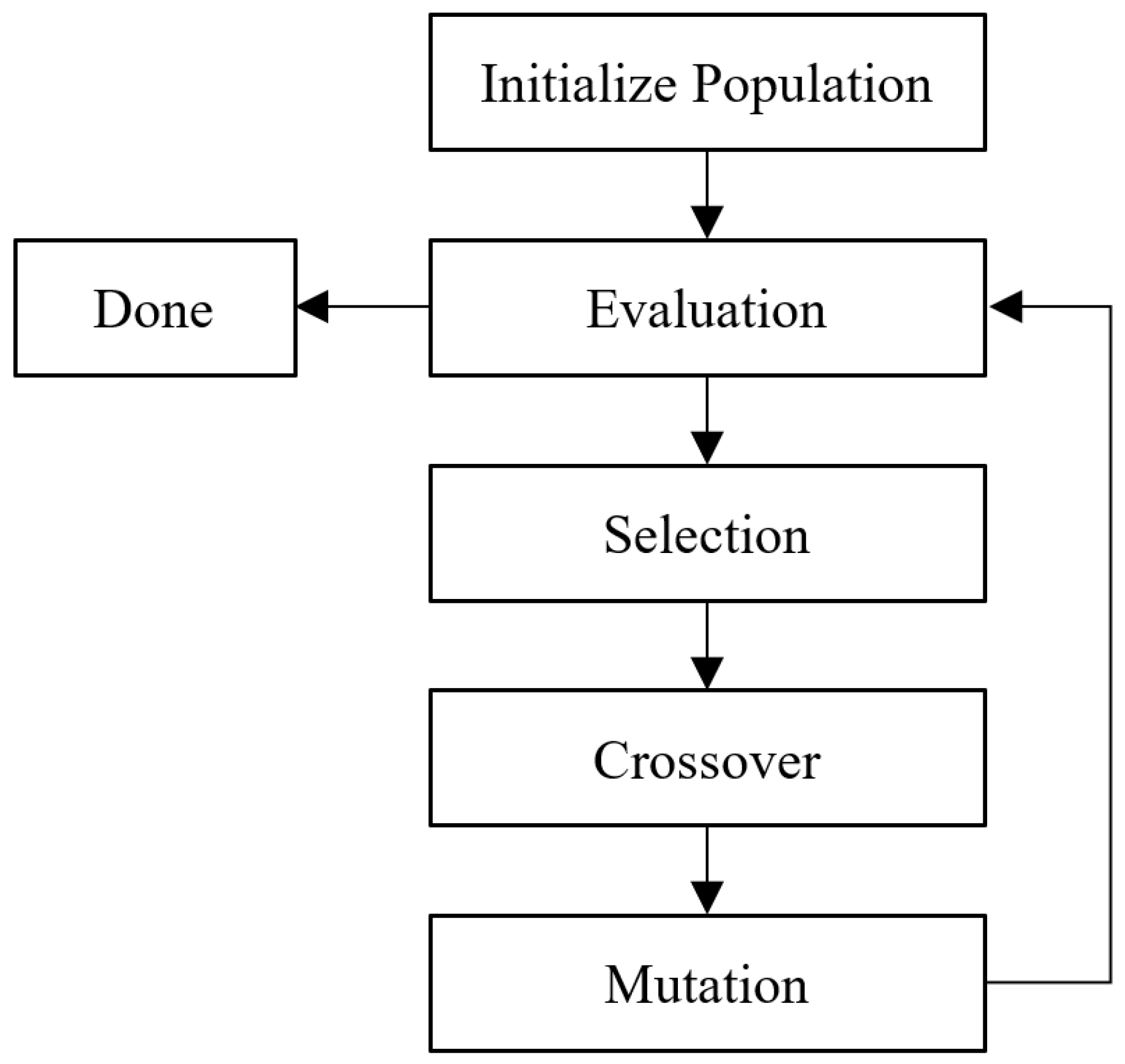
22]. In the context of plate optimization, the genetic algorithm can be used to find the optimal combination of material type and plate thickness. The genetic algorithm works by creating a population of individuals, each representing a potential solution to the problem. The population is then evaluated based on a fitness function, which measures how well each individual satisfies the constraints and objectives of the problem. The selection process chooses the fittest individuals from the population to be the parents of the next generation. The crossover process then combines the genetic information of two parents to create new offspring, which are then mutated randomly to create additional diversity in the population. As shown in
Figure 8, this process of selection, crossover, and mutation is repeated for a number of generations until a satisfactory solution is found (Futuyma, 2014) [
23].



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}