
Rapid Fabrication of Wavelength-Scale Micropores on Metal by Femtosecond MHz Burst Bessel Beam Ablation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
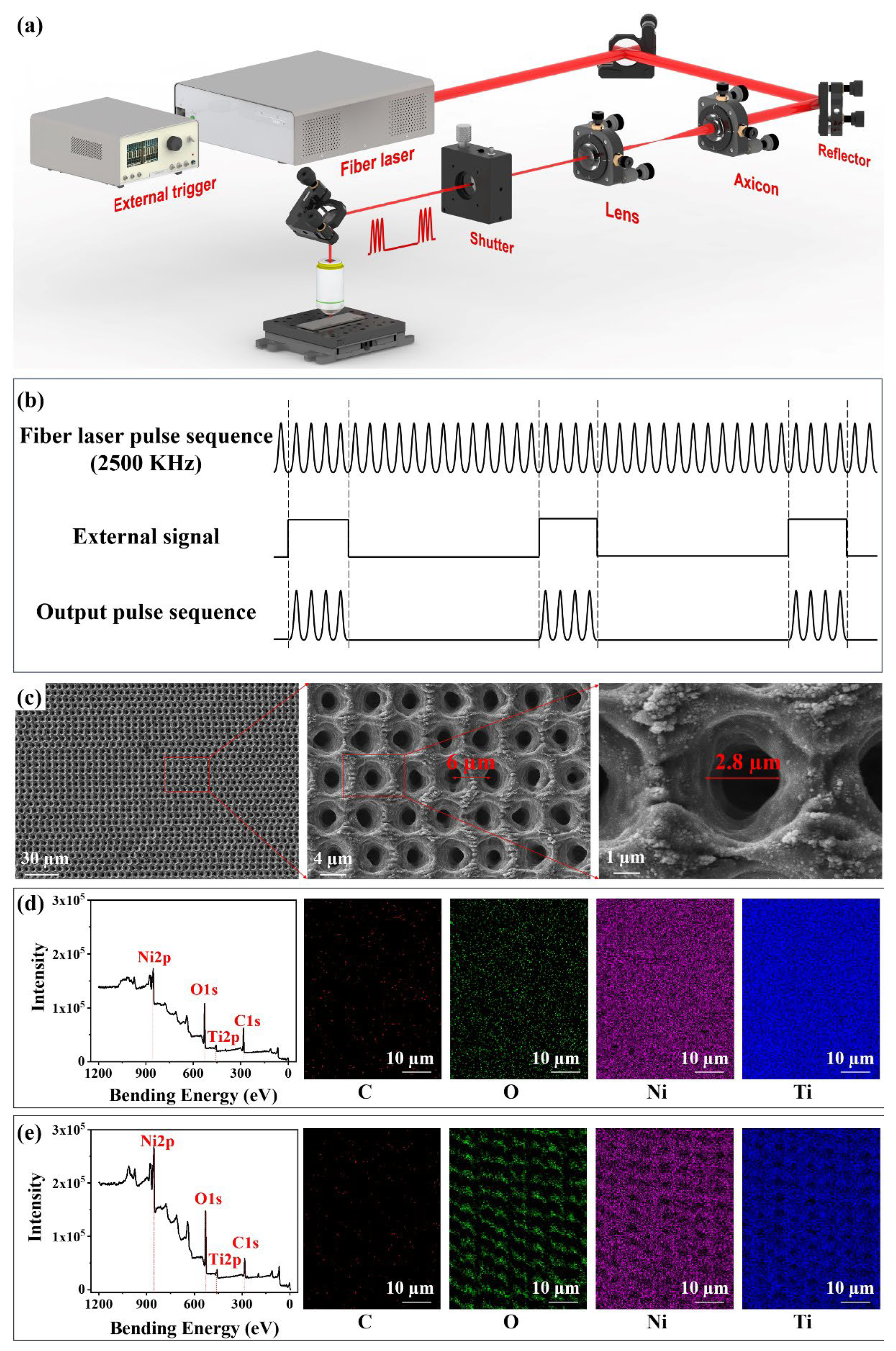
2.1. Porous Fabrication
2.2. Characterization
2.3. Anti-Adhesion Process
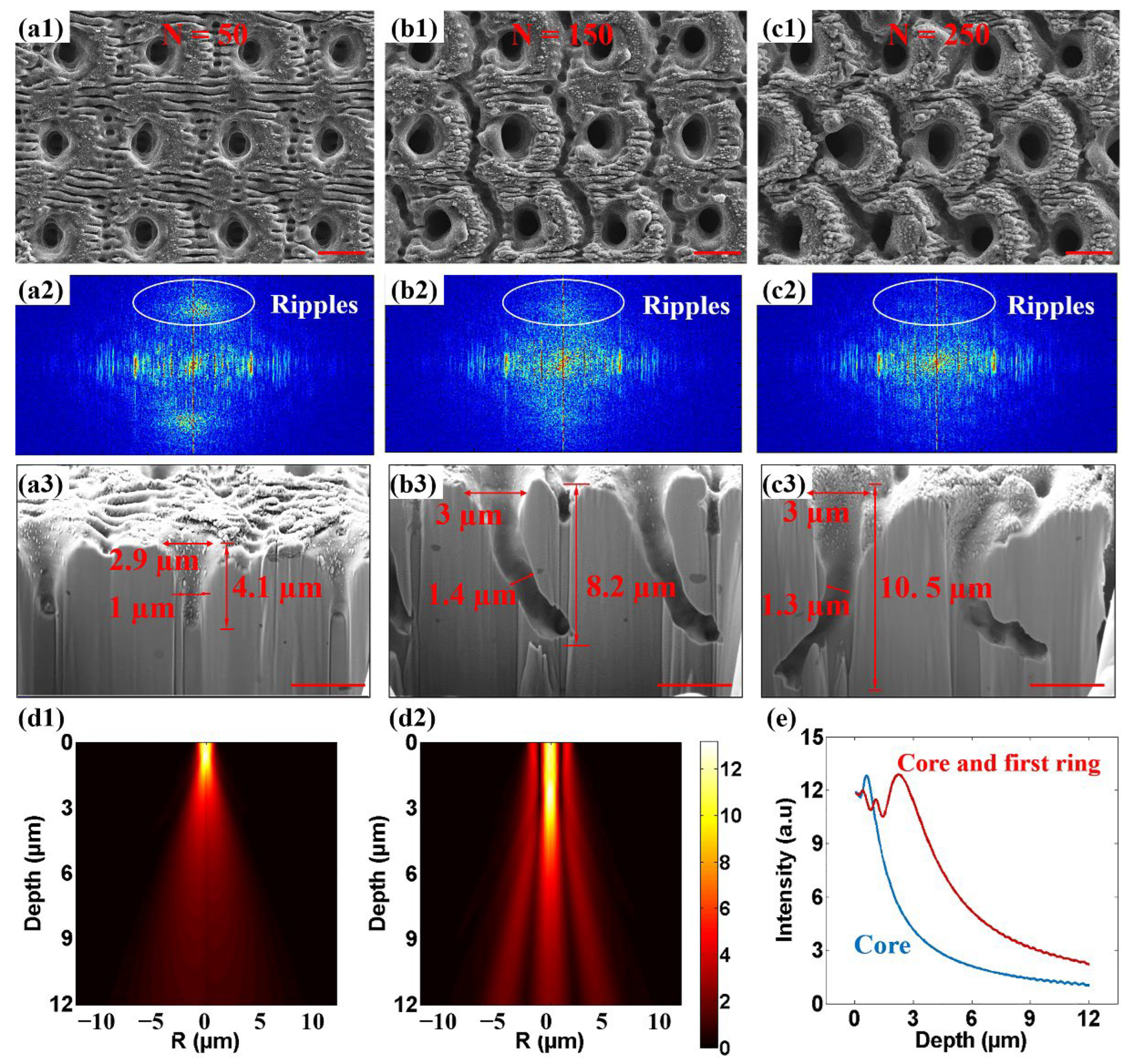
2.4. Numerical Simulation
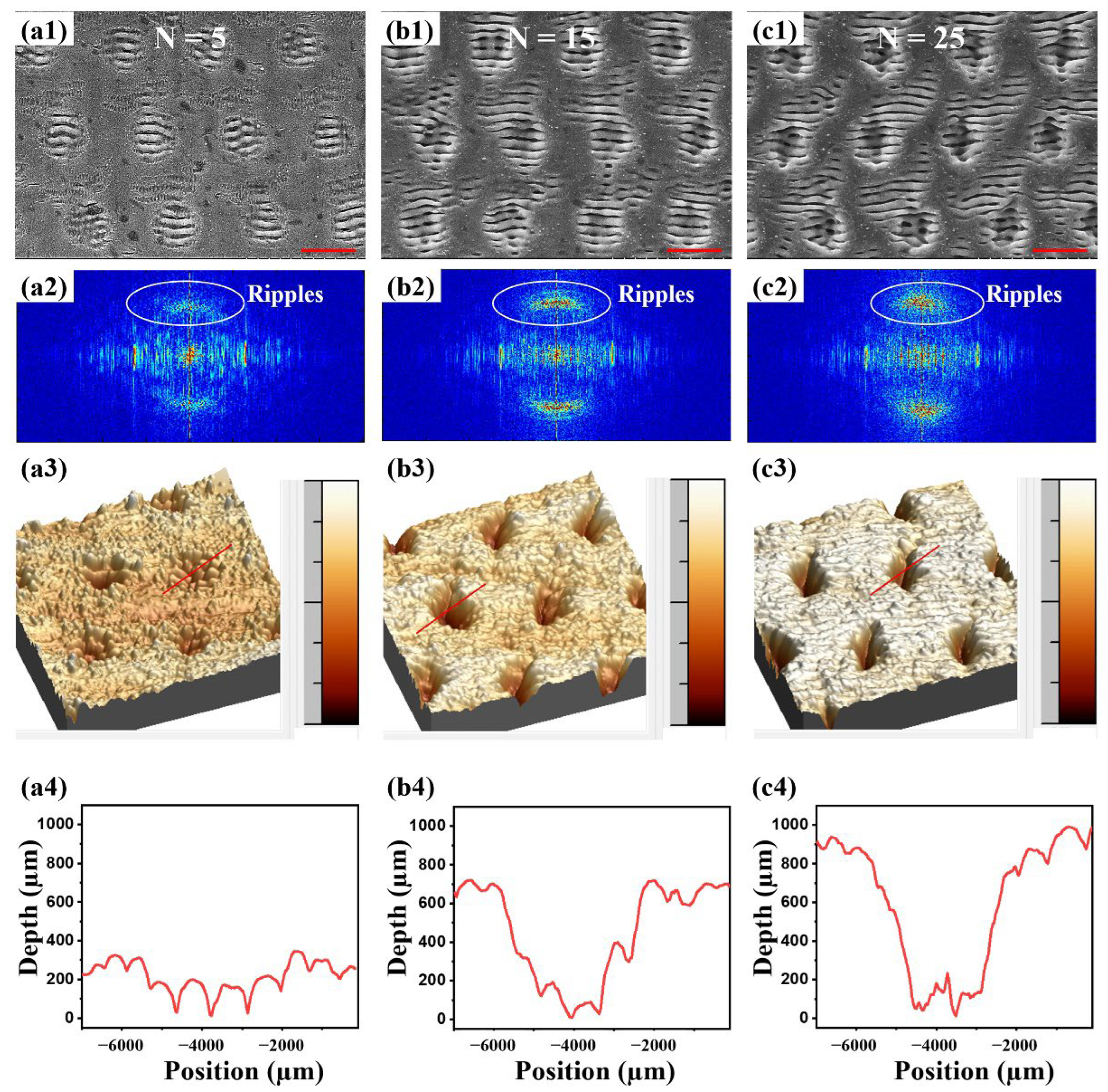
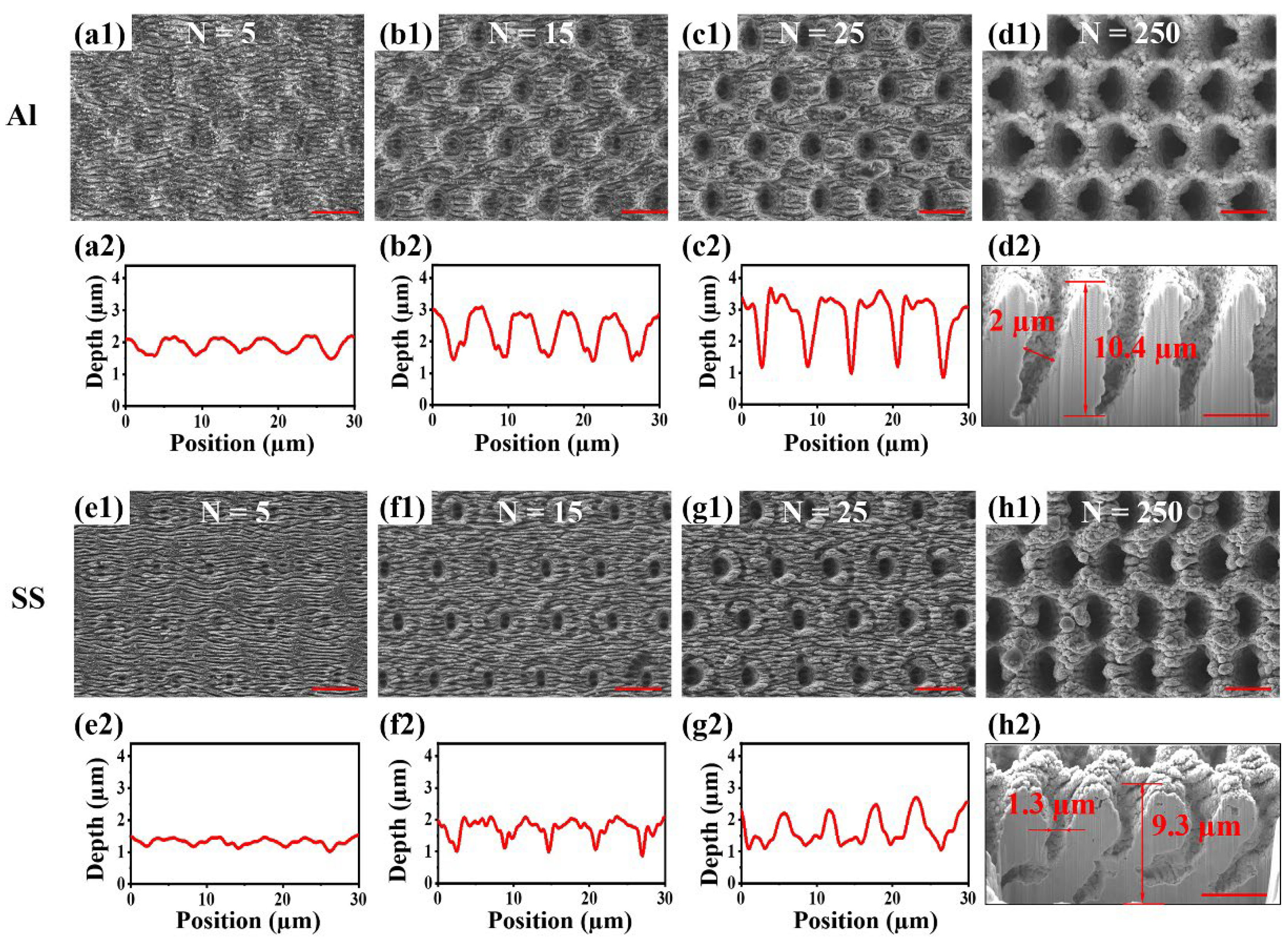
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Han, Q.; Wang, C.; Chen, H.; Zhao, X.; Wang, J. Porous Tantalum and Titanium in Orthopedics: A Review. ACS Biomater. Sci. Eng. 2019, 5, 5798–5824. [Google Scholar] [CrossRef] [PubMed]
- Lv, Y.; Wang, B.; Liu, G.; Tang, Y.; Lu, E.; Xie, K.; Lan, C.; Liu, J.; Qin, Z.; Wang, L. Metal Material, Properties and Design Methods of Porous Biomedical Scaffolds for Additive Manufacturing: A Review. Front. Bioeng. Biotechnol. 2021, 9, 641130. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Yang, J.; Xu, R.; Wang, H.; Zhang, Y.; Wei, Q. Progress and Prospects of Electrochemiluminescence Biosensors Based on Porous Nanomaterials. Biosensors 2022, 12, 508. [Google Scholar] [CrossRef] [PubMed]
- Mokhtari, M.; Wada, T.; Le Bourlot, C.; Mary, N.; Duchet-Rumeau, J.; Kato, H.; Maire, E. Low Cost High Specific Surface Architectured Nanoporous Metal with Corrosion Resistance Produced by Liquid Metal Dealloying from Commercial Nickel Superalloy. Scr. Mater. 2019, 163, 5–8. [Google Scholar] [CrossRef]
- Izadi, A.; Siavashi, M.; Rasam, H.; Xiong, Q. MHD Enhanced Nanofluid Mediated Heat Transfer in Porous Metal for CPU Cooling. Appl. Therm. Eng. 2020, 168, 114843. [Google Scholar] [CrossRef]
- Liu, X.; Li, Y.; Zhang, H.; Liu, Y.; Chen, X. Effect of Pore Structure on Heat Transfer Performance of Lotus-Type Porous Copper Heat Sink. Int. J. Heat Mass Transf. 2019, 144, 118641. [Google Scholar] [CrossRef]
- Xu, S.; Tan, L.; Yao, C.; Miao, X.; Lü, H.; Jiang, X.; Yuan, X. Anti-Reflective and Wetting Properties of Femtosecond Pulsed Laser Textured Al Alloy Surfaces. Optik 2021, 242, 167293. [Google Scholar] [CrossRef]
- Lin, Y.-K.; Chen, Y.-S.; Hsueh, C.-H. Combined Metal-Assisted Chemical Etching and Anisotropic Wet Etching for Anti-Reflection Inverted Pyramidal Cavities on Dendrite-like Textured Substrates. Results Phys. 2019, 12, 244–249. [Google Scholar] [CrossRef]
- Adak, D.; Bhattacharyya, R.; Barshilia, H.C. A State-of-the-Art Review on the Multifunctional Self-Cleaning Nanostructured Coatings for PV Panels, CSP Mirrors and Related Solar Devices. Renew. Sustain. Energy Rev. 2022, 159, 112145. [Google Scholar] [CrossRef]
- Cheng, Y.; Yang, Q.; Lu, Y.; Yong, J.; Fang, Y.; Hou, X.; Chen, F. A Femtosecond Bessel Laser for Preparing a Nontoxic Slippery Liquid-Infused Porous Surface (SLIPS) for Improving the Hemocompatibility of NiTi Alloys. Biomater. Sci. 2020, 8, 6505–6514. [Google Scholar] [CrossRef]
- Fang, Y.; Yong, J.; Cheng, Y.; Yang, Q.; Hou, X.; Chen, F. Liquid-Infused Slippery Stainless Steel Surface Prepared by Alcohol-Assisted Femtosecond Laser Ablation. Adv. Mater. Interfaces 2021, 8, 2001334. [Google Scholar] [CrossRef]
- Bim-Junior, O.; Alania, Y.; Tabatabaei, F.S.; Frem, R.; Bedran-Russo, A.K.; Lisboa-Filho, P.N. Biomimetic Growth of Metal–Organic Frameworks for the Stabilization of the Dentin Matrix and Control of Collagenolysis. Langmuir 2022, 38, 1600–1610. [Google Scholar] [CrossRef] [PubMed]
- Nelson, G.M.; Nychka, J.A.; McDonald, A.G. Structure, Phases, and Mechanical Response of Ti-Alloy Bioactive Glass Composite Coatings. Mater. Sci. Eng. C 2014, 36, 261–276. [Google Scholar] [CrossRef] [PubMed]
- Guadarrama Bello, D.; Fouillen, A.; Badia, A.; Nanci, A. A Nanoporous Titanium Surface Promotes the Maturation of Focal Adhesions and Formation of Filopodia with Distinctive Nanoscale Protrusions by Osteogenic Cells. Acta Biomater. 2017, 60, 339–349. [Google Scholar] [CrossRef] [PubMed]
- Nishinaga, O.; Kikuchi, T.; Natsui, S.; Suzuki, R.O. Rapid Fabrication of Self-Ordered Porous Alumina with 10-/Sub-10-Nm-Scale Nanostructures by Selenic Acid Anodizing. Sci. Rep. 2013, 3, 2748. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shin, S.W.; Lee, S.G.; Lee, J.; Whang, C.N.; Lee, J.-H.; Choi, I.-H.; Kim, T.G.; Song, J.H. Ion-Beam Nano-Patterning by Using Porous Anodic Alumina as a Mask. Nanotechnology 2005, 16, 1392–1395. [Google Scholar] [CrossRef]
- Chattopadhyay, S.; Bohn, P.W. Direct-Write Patterning of Microstructured Porous Silicon Arrays by Focused-Ion-Beam Pt Deposition and Metal-Assisted Electroless Etching. J. Appl. Phys. 2004, 96, 6888–6894. [Google Scholar] [CrossRef]
- Liu, H.; Chen, F.; Wang, X.; Yang, Q.; Zhang, D.; Si, J.; Hou, X. Photoetching of Spherical Microlenses on Glasses Using a Femtosecond Laser. Opt. Commun. 2009, 282, 4119–4123. [Google Scholar] [CrossRef]
- Zhang, D.; Chen, F.; Yang, Q.; Si, J.; Hou, X. Mutual Wetting Transition between Isotropic and Anisotropic on Directional Structures Fabricated by Femotosecond Laser. Soft Matter 2011, 7, 8337. [Google Scholar] [CrossRef]
- Chen, F.; Deng, Z.; Yang, Q.; Bian, H.; Du, G.; Si, J.; Hou, X. Rapid Fabrication of a Large-Area Close-Packed Quasi-Periodic Microlens Array on BK7 Glass. Opt. Lett. 2014, 39, 606. [Google Scholar] [CrossRef]
- He, S.; Chen, F.; Liu, K.; Yang, Q.; Liu, H.; Bian, H.; Meng, X.; Shan, C.; Si, J.; Zhao, Y.; et al. Fabrication of Three-Dimensional Helical Microchannels with Arbitrary Length and Uniform Diameter inside Fused Silica. Opt. Lett. 2012, 37, 3825. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yong, J.; Chen, F.; Huo, J.; Fang, Y.; Yang, Q.; Bian, H.; Li, W.; Wei, Y.; Dai, Y.; Hou, X. Green, Biodegradable, Underwater Superoleophobic Wood Sheet for Efficient Oil/Water Separation. ACS Omega 2018, 3, 1395–1402. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yong, J.; Singh, S.C.; Zhan, Z.; Chen, F.; Guo, C. How To Obtain Six Different Superwettabilities on a Same Microstructured Pattern: Relationship between Various Superwettabilities in Different Solid/Liquid/Gas Systems. Langmuir 2019, 35, 921–927. [Google Scholar] [CrossRef] [PubMed]
- Yong, J.; Yang, Q.; Hou, X.; Chen, F. Nature-Inspired Superwettability Achieved by Femtosecond Lasers. Ultrafast Sci. 2022, 2022, 9895418. [Google Scholar] [CrossRef]
- Robert, K.A.; Thompson, M.B. Viviparous Lizard Selects Sex of Embryos. Nature 2001, 412, 698–699. [Google Scholar] [CrossRef]
- Ma, Y.; Jiang, L.; Hu, J.; Liu, H.; Wang, S.; Zuo, P.; Ji, P.; Qu, L.; Cui, T. Multifunctional 3D Micro-Nanostructures Fabricated through Temporally Shaped Femtosecond Laser Processing for Preventing Thrombosis and Bacterial Infection. ACS Appl. Mater. Interfaces 2020, 12, 17155–17166. [Google Scholar] [CrossRef]
- Abdal-hay, A.; Staples, R.; Alhazaa, A.; Fournier, B.; Al-Gawati, M.; Lee, R.S.; Ivanovski, S. Fabrication of Micropores on Titanium Implants Using Femtosecond Laser Technology: Perpendicular Attachment of Connective Tissues as a Pilot Study. Opt. Laser Technol. 2022, 148, 107624. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Moreno, E.; Rudenko, A.; Faure, N.; Sedao, X.; Mauclair, C.; Colombier, J.-P.; Stoian, R. Super-Efficient Drilling of Metals with Ultrafast Non Diffractive Laser Beams. Sci. Rep. 2022, 12, 2074. [Google Scholar] [CrossRef]
- Hu, M.; Ge, L.; Zhang, J.; Chen, Y.; Chen, X. Hole-Drilling with High Depth-Diameter Ratio Using Multi-Pulse Femtosecond Laser. Chin. J. Laser 2016, 43, 0403006. [Google Scholar] [CrossRef]
- Xie, Q.; Li, X.; Jiang, L.; Xia, B.; Yan, X.; Zhao, W.; Lu, Y. High-Aspect-Ratio, High-Quality Microdrilling by Electron Density Control Using a Femtosecond Laser Bessel Beam. Appl. Phys. A 2016, 122, 136. [Google Scholar] [CrossRef]
- Kamlage, G.; Chichkov, B.N.; Ostendorf, A.; Toenshoff, H.K. Deep Drilling of Metals by Femtosecond Laser Pulses. In High-Power Laser Ablation IV; Phipps, C.R., Taos, N.M., Eds.; SPIE: Washington, DC, USA, 2002; pp. 394–397. [Google Scholar]
- Du, G.; Yang, Q.; Chen, F.; Ou, Y.; Wu, Y.; Hou, X. Ultrafast Dynamics of Laser Thermal Excitation in Gold Film Triggered by Temporally Shaped Double Pulses. Int. J. Therm. Sci. 2015, 90, 197–202. [Google Scholar] [CrossRef]
- Lu, Y.; Kai, L.; Yang, Q.; Du, G.; Hou, X.; Chen, F. Laser Fabrication of Nanoholes on Silica through Surface Window Assisted Nano-Drilling (SWAN). Nanomaterials 2021, 11, 3340. [Google Scholar] [CrossRef] [PubMed]
- Cui, Z.; Li, S.; Zhou, J.; Ma, Z.; Zhang, W.; Li, Y.; Dong, P. Surface Analysis and Electrochemical Characterization on Micro-Patterns of Biomedical Nitinol after Nanosecond Laser Irradiating. Surf. Coat. Technol. 2020, 391, 125730. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Y.; Lu, Y.; Yang, Q.; Zhong, J.; Xu, M.; Gou, X.; Kai, L.; Hou, X.; Chen, F. Rapid Fabrication of Wavelength-Scale Micropores on Metal by Femtosecond MHz Burst Bessel Beam Ablation. Nanomaterials 2022, 12, 4378. https://doi.org/10.3390/nano12244378
Cheng Y, Lu Y, Yang Q, Zhong J, Xu M, Gou X, Kai L, Hou X, Chen F. Rapid Fabrication of Wavelength-Scale Micropores on Metal by Femtosecond MHz Burst Bessel Beam Ablation. Nanomaterials. 2022; 12(24):4378. https://doi.org/10.3390/nano12244378
Chicago/Turabian StyleCheng, Yang, Yu Lu, Qing Yang, Jun Zhong, Mengchen Xu, Xiaodan Gou, Lin Kai, Xun Hou, and Feng Chen. 2022. "Rapid Fabrication of Wavelength-Scale Micropores on Metal by Femtosecond MHz Burst Bessel Beam Ablation" Nanomaterials 12, no. 24: 4378. https://doi.org/10.3390/nano12244378