4.1. Experimental Results
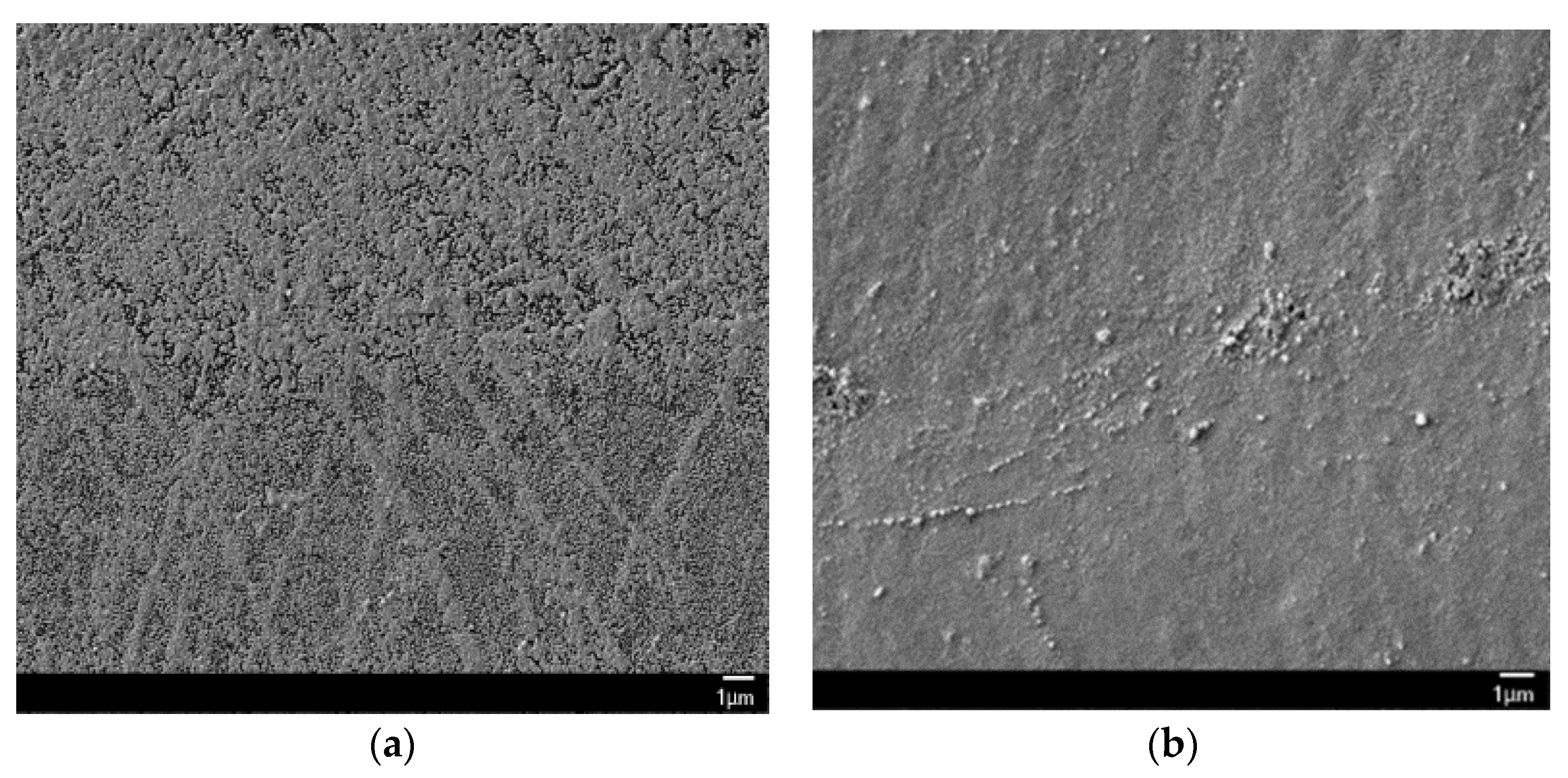
Figure 4 shows a comparison of the surface structure of silver lines fabricated from reactive ion solutions mixed with ethylene glycol or propylene glycol at 1:1 (by volume). The laser power was 200 mW at a scan speed of 20 mm/s, and 10 scans were used in both cases. It can be seen that the surface of the silver deposited from solution in the propylene glycol case is smoother and less fragmentary than that from the ethylene glycol mixed solution. This is possibly due to the viscosity of propylene glycol (42cp at STP) which is higher than that of ethylene glycol (16cp at STP). In our previous study [
14], it was found that the morphology of the metal line fabricated by LDSP is seriously affected by the ratio of the added ethylene glycol to aqueous ammonium hydroxide, where an increase in the ratio of ethylene glycol results in straighter and more well-defined silver lines. This was attributed to the higher boiling point and viscosity which inhibits vaporization and reduces flow of the reaction solution near the laser focus point. Since ethylene glycol and propylene glycol have a similar boiling temperature, we conclude that the improvement in structure (smoother and less porous) of the silver lines is the result of the higher viscosity of propylene glycol.
The line width resolution is significantly affected by the concentration of the reactive ion solution as previously investigated and reported [
14]. Generally, to attain a silver line with better resolution and line width control, a reactive ion solution with higher ethylene glycol (EG) concentration should be used. However, this would decrease the growth rate of the silver line in consequence. Thus, in the current study, we used the reactive solution with ink to EG ratio equals to 1:1. It should also be pointed out that the line edges fabricated by the LDSP process are wider, thicker and rougher, owing to the deceleration of the laser scans close to the edges as was illustrated in our previous experiment report [
22]. One possible method to resolve this issue is adjusting the laser power at locations where the scanning speed is accelerating or decelerating. In the current study, however, we focused on investigating the transport phenomena and line properties in the section with stable processing parameters.
Figure 4.
SEM images of the silver film fabricated from the reaction solution with (a) ethylene glycol; (b) propylene glycol.
Figure 4.
SEM images of the silver film fabricated from the reaction solution with (a) ethylene glycol; (b) propylene glycol.
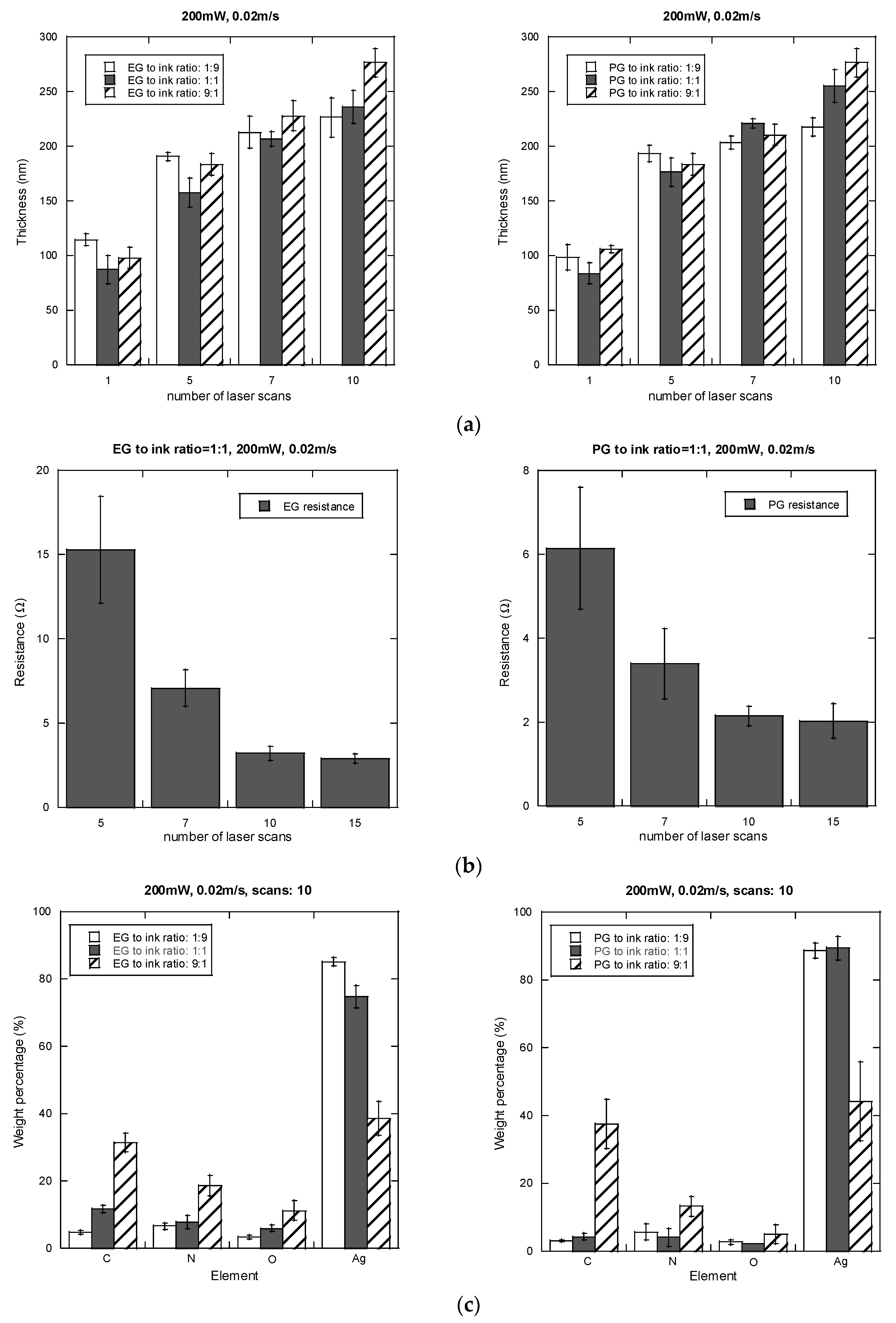
Figure 5a,b show the variations in thickness and electrical resistance of the silver lines with respect to the number of scans. The electrical resistance decreases with an increase in film thickness as the number of scans goes up until the values become saturated with more than ten laser scans. These results are similar to those were reported for the EG based solution where the resistance of the silver lines fabricated using LDSP is saturated after about ten scans [
14]. Thus, other measurements on the line thickness, reflectivity and element ratio analysis in the current study were conducted for silver lines up to ten laser scans. The electrical resistance of silver lines fabricated with propylene glycol additive is less than that with ethylene glycol if fewer scans (less than 7) are conducted. The results of energy dispersive X-ray spectrometry (EDS) (Carl Zeiss AG Corporate, Oberkochen, Germany) of the silver lines fabricated from these two reactive solutions are shown in
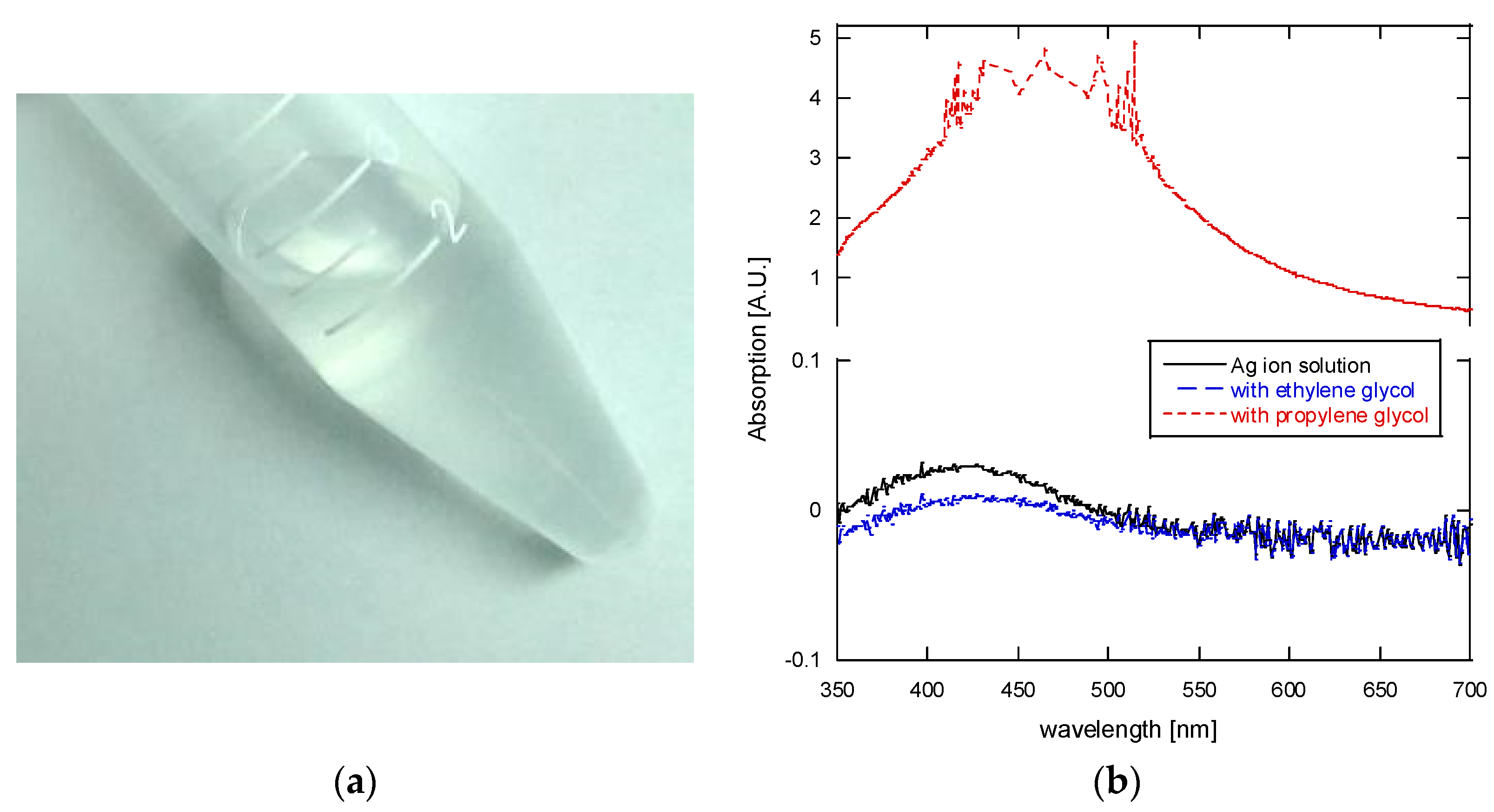
Figure 5c. It can be seen that there is more silver in the deposit made with using the propylene glycol solution than in the one made with ethylene glycol solution. Therefore, the propylene glycol based processing solution yields silver lines with better physical properties. However, the propylene glycol based solution changes color to light yellow and then to gray within one hour of mixing at room temperature, while the ethylene glycol based solution is very stable for days. The change of color for the propylene glycol mixed solution indicates the presence of silver particles, and this was confirmed with UV-Vis spectrometry (
cf. Figure 1b) which showed a strong absorption peak between 400 and 550 nm that corresponds to the presence of silver nano/micro particles [
25]. These changes in optical and chemical properties have a serious effect of the stability of silver pattern synthesis, and so we used ethylene glycol based solutions for the remainder of our investigation in this study.
It should be noted that the LDSP process is in the liquid surroundings, and thermally induced flow with chemical reactions greatly affects the growth rate, morphology and uniformity of the silver line surface, especially in the early laser scans where the processing temperature is high. Therefore, the variation in the electrical resistance is large for silver line with small number of laser scans. With increasing the number of laser scans, the part that with thinner silver layer thickness would absorb more laser light owing to its smaller reflectivity than the thicker part. This phenomenon could therefore be used to self-adjust the thickness of the resulted silver lines with more laser scans. Nevertheless, the rough nanostructured surface of the silver lines could be useful for applications where a thin layer of materials with a large surface area is preferred. For example, in the electrodes for dye-sensitized and organic solar cells, a nanostructured electrode could significantly improve the conversion efficiency [
26]. Furthermore, from
Figure 5c, it is seen that the oxidation of the silver line fabricated by LDSP is not significant. This result could be attributed to the fact that LDSP is processed in a reducing environment where the reactive ion solution contains EG and formic acid. From the measured results of line thickness and resistance shown in
Figure 5, the silver line fabricated with EG to ink solution of 1:1, 200 mW laser power and 10 scans is approximately 7.5 μΩ·cm.
Figure 5.
(a) Thickness and (b) Electrical resistance of the silver films with respect to the number of laser scans; (c) EDS results for the silver lines with 10 scans.
Figure 5.
(a) Thickness and (b) Electrical resistance of the silver films with respect to the number of laser scans; (c) EDS results for the silver lines with 10 scans.
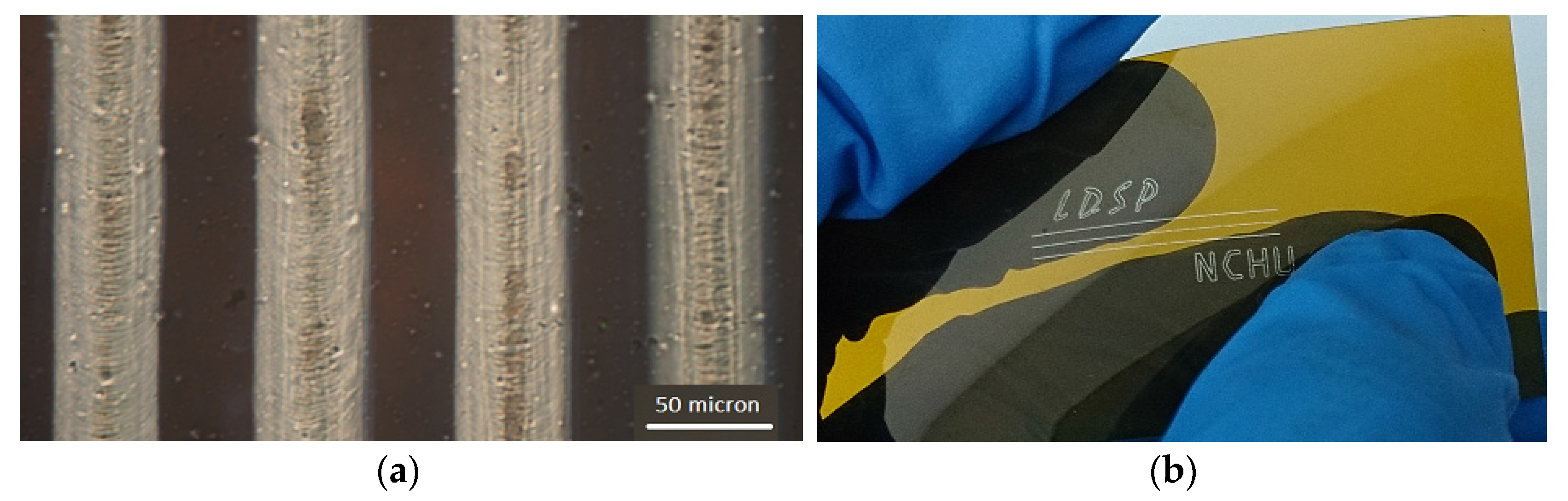
Figure 6 shows the resulted silver lines and a demonstration of silver patterns on flexible polyimide (PI) film made by LDSP with the EG based processing solution. Note that the width of silver line in this study was about 50 μm, which will be used in the later analysis. It is emphasized again that this LDSP technique does not require photomasks or nanoparticles. Silver patterns in any shape can be rapidly fabricated on polymer substrates. During the LDSP process, silver patterns with micro porous may form as was shown in
Figure 4. The liquid processing solution could fill and mend those pores/voids under subsequent laser scanning. Adding solvent with high boiling point such as ethylene glycol helps to minimize vaporization of the aqueous ammonium hydroxide based ion solution. Therefore, using appropriate processing solution and well controlling processing parameters are critically important to attain good electrical and mechanical properties in the LDSP process. To further understand the transport phenomena during the LDSP process, we conducted numerical analysis and will discuss the results in the following section.
Figure 6.
Silver lines fabricated on polyimide film substrate using LDSP (with ethylene glycol (EG) based solution): (a) microscopic picture of the silver line; (b) a demonstration of silver patterns on the flexible PI substrate.
Figure 6.
Silver lines fabricated on polyimide film substrate using LDSP (with ethylene glycol (EG) based solution): (a) microscopic picture of the silver line; (b) a demonstration of silver patterns on the flexible PI substrate.
4.2. Numerical Simulation Results
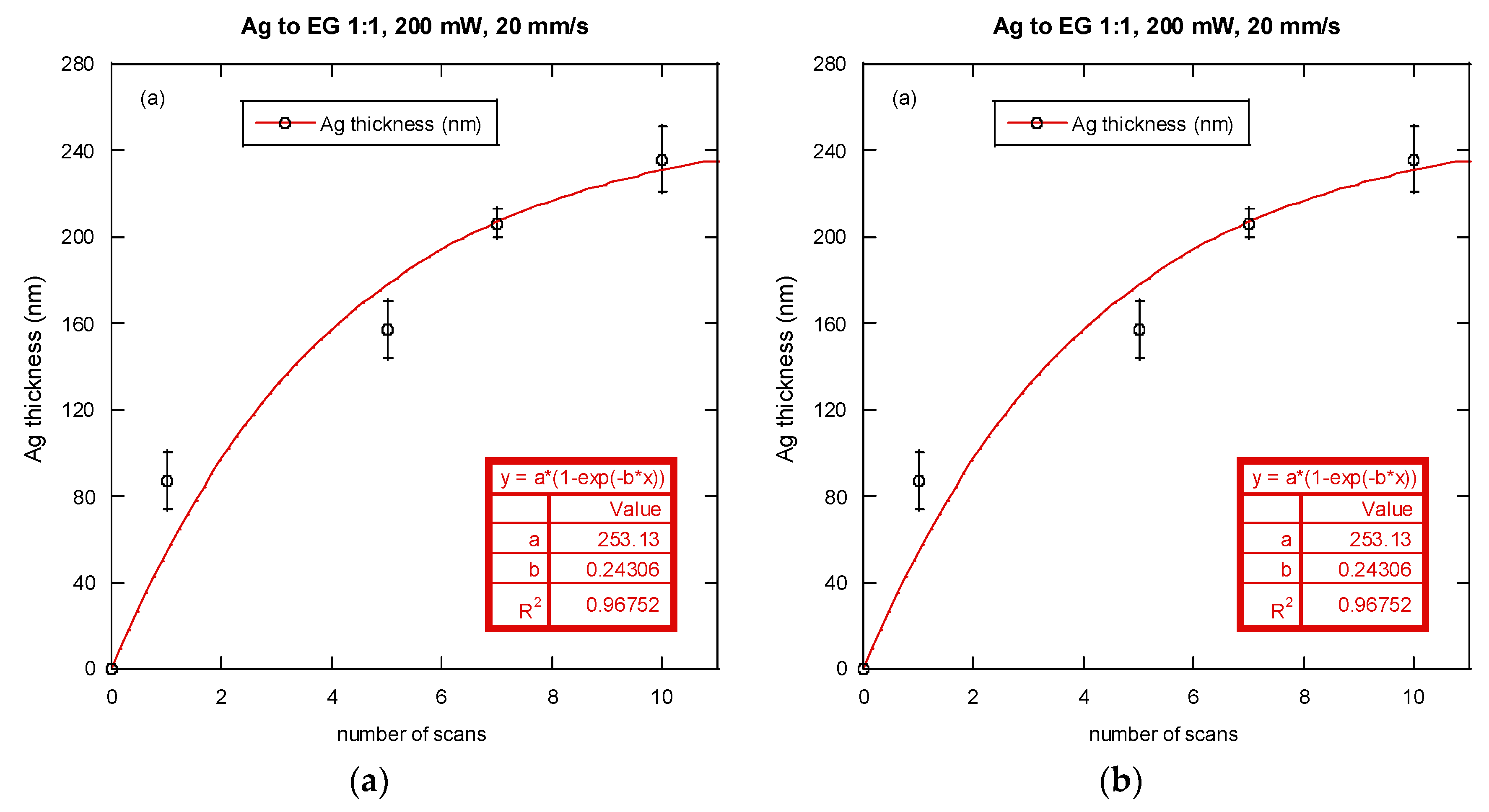
The variations on the silver line thickness and reflectivity of the silver film with respect to the number of laser scans are shown in
Figure 7. For each number of laser scan, five samples were prepared for measurement. Noted again that a white light interferometer was used to measure the film thickness and a hemispherical radiative property measurement system was used to measure the reflectivity as previously stated. A silver ion reactive solution using ethylene glycol at a ratio of 1:1 (volumetric) was used, the laser power was fixed at 200 mW and scanning speed was 20 mm/s. The curves shown in
Figure 7a,b represent the fitted results for silver film thickness and reflectivity. These fitted curves have a coefficient of determination (
R2) higher than 0.96 which indicates a reasonably good fit to the data. The initial reflectivity of the polyimide substrate at 532 nm was about 0.075. This goes up with the number of laser scans as the thickness of the silver film increases, and saturates at about 0.68 when the number of scans reaches 10. From these fitted results, a correlation between the reflectivity and the silver film thickness was obtained as:
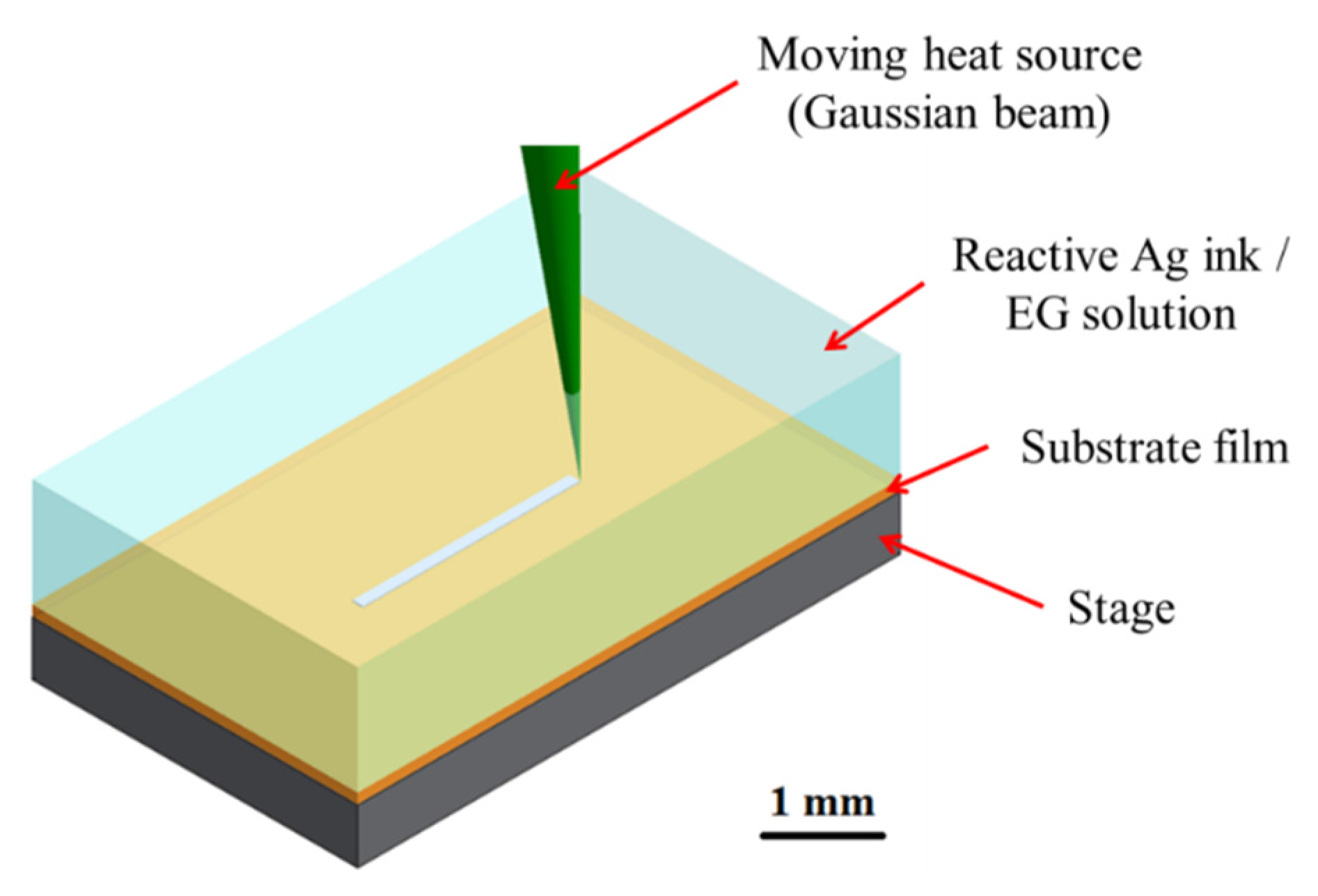
Using the curve-fitted silver film reflectivity in Equation (2), the peak temperature at the center of the moving laser spot, defined as the processing temperature
Tp, was calculated from the numerical simulation for each laser scan.
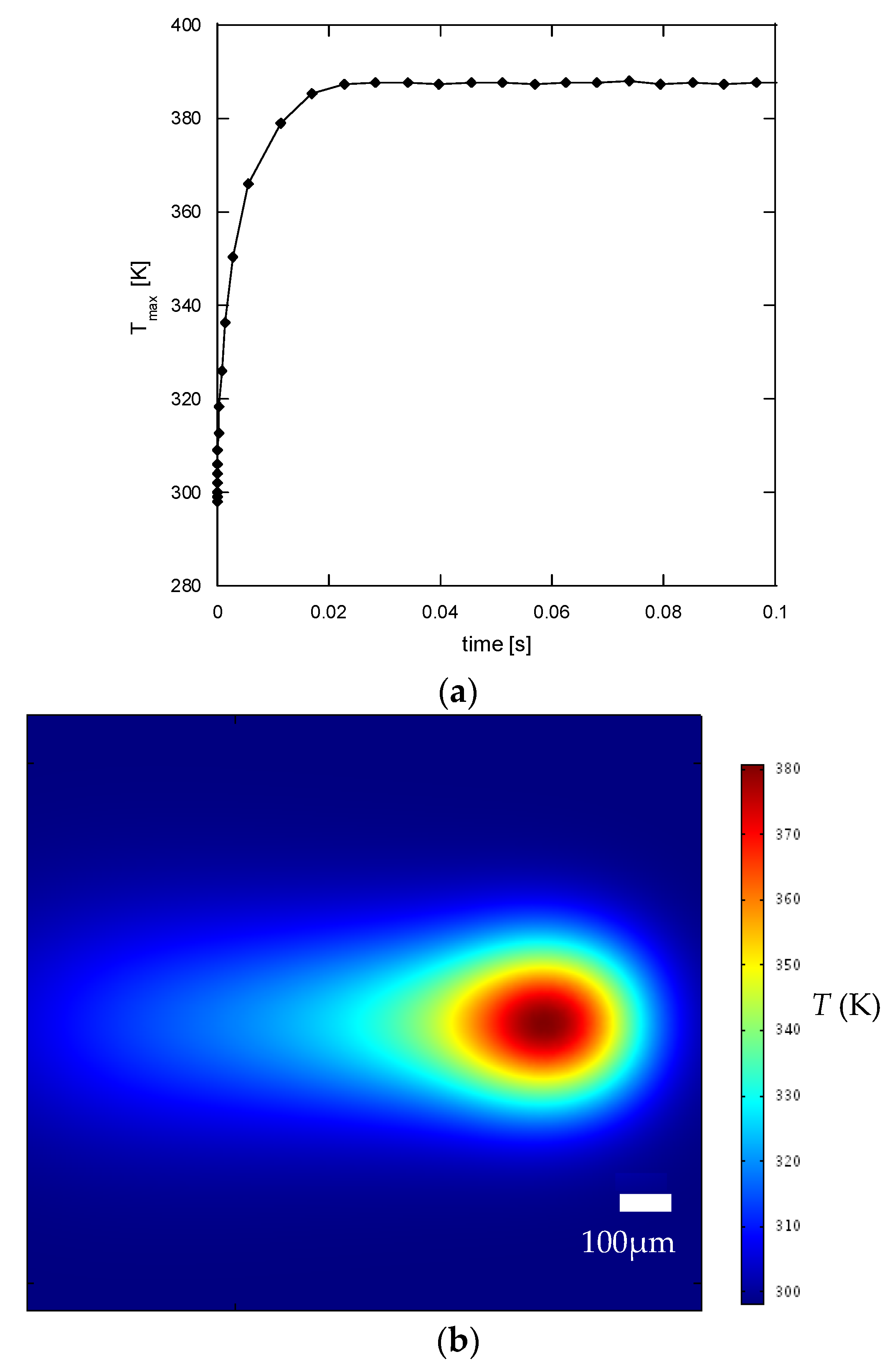
Figure 8a shows the processing temperature for the first scan with respect to time in the scan path (with a scan speed of 20 mm/s). It can be seen that the processing temperature reaches a steady value of approximately 387 K at a location 0.4 mm from the starting point.
Figure 8b shows the simulated temperature profile on the polyimide surface. These results indicate a typical quasi-static thermal field for a moving heat source at constant speed and intensity [
24]. Since the length of the scanned silver line was 10 mm, and the thickness of the silver was measured in a region near the center (~5 mm from the start), the quasi-static maximum temperature was adopted as the representative processing temperature.
Figure 7.
(a) Thickness of the silver film; (b) Reflectivity for 532 nm wavelength light versus number of laser scans (symbols: experimental data, lines: fitted curves).
Figure 7.
(a) Thickness of the silver film; (b) Reflectivity for 532 nm wavelength light versus number of laser scans (symbols: experimental data, lines: fitted curves).
Figure 8.
(a) The processing temperature for the first scan with respect to time along the scan path; (b) The simulated temperature profile on the polyimide surface.
Figure 8.
(a) The processing temperature for the first scan with respect to time along the scan path; (b) The simulated temperature profile on the polyimide surface.
The change in silver film thickness between each pair of consecutive scans (Δ
ξ) was determined from
Figure 7a, and the growth rate of the silver film (
) was determined using the following equation:
where the characteristic time (
) is defined as:
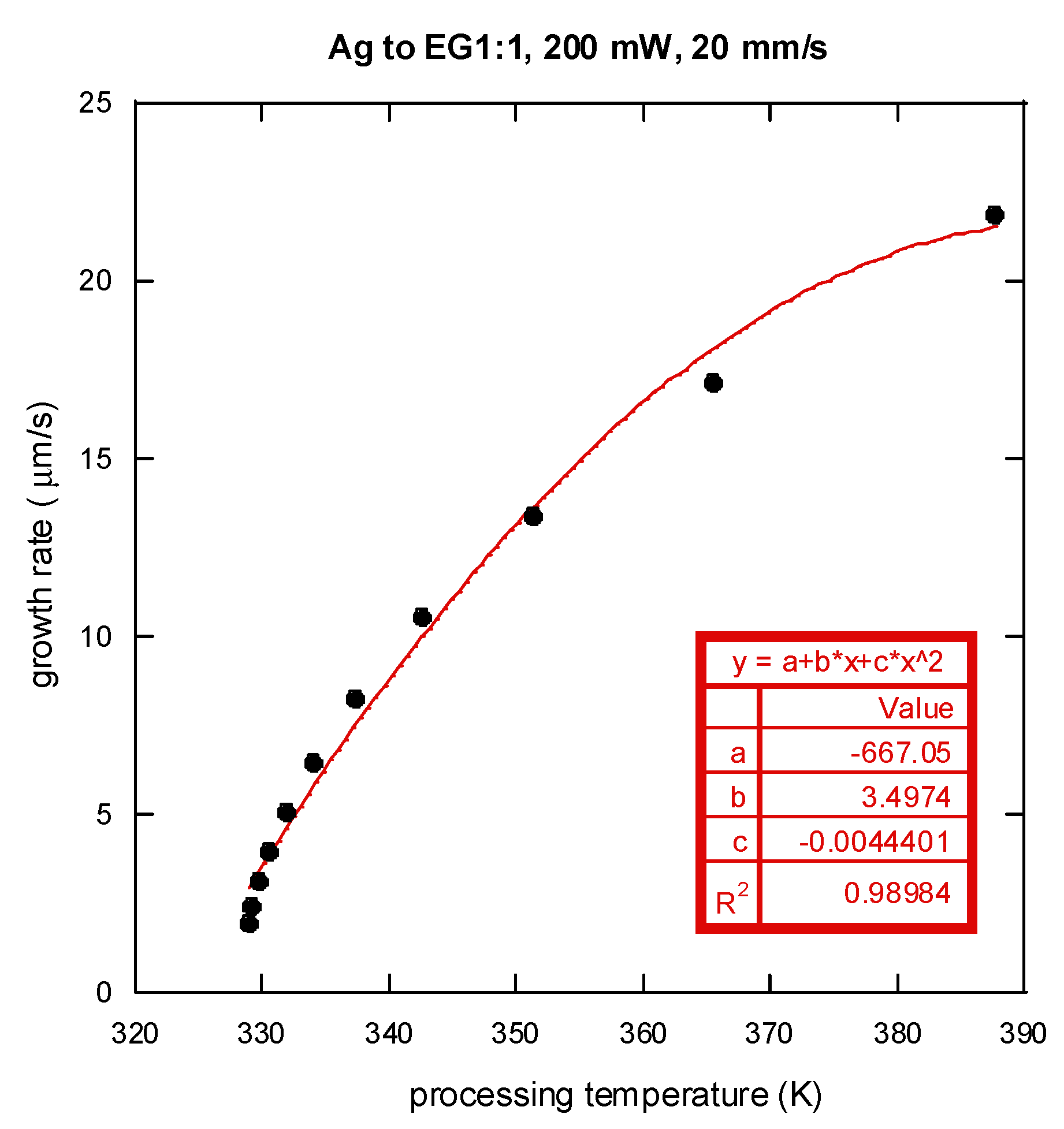
Figure 9 shows the variation of film growth rate with respect to the processing temperature. A correlation of film growth rate and the processing temperature (
Tp) was then proposed:
It should be noted that the filled dots in
Figure 9 were obtained using the fitted curve in
Figure 7a. From
Figure 9, it can be seen that the growth rate of the silver film increases with a rise in temperature, which increases the rate of silver ion reduction. However, the increase in the silver growth rate with temperature then slows down at high temperature. It should also be noted that the growth rate cannot be adequately described by an Arrhenius type of reaction rate model where the growth rate would then increase exponentially with a rise in temperature. This is possibly due to the fact that the current LDSP process is in a liquid fluidic environment and during the pattern writing process, there is strong convective heat and mass transport near the focused laser spot on the substrate.
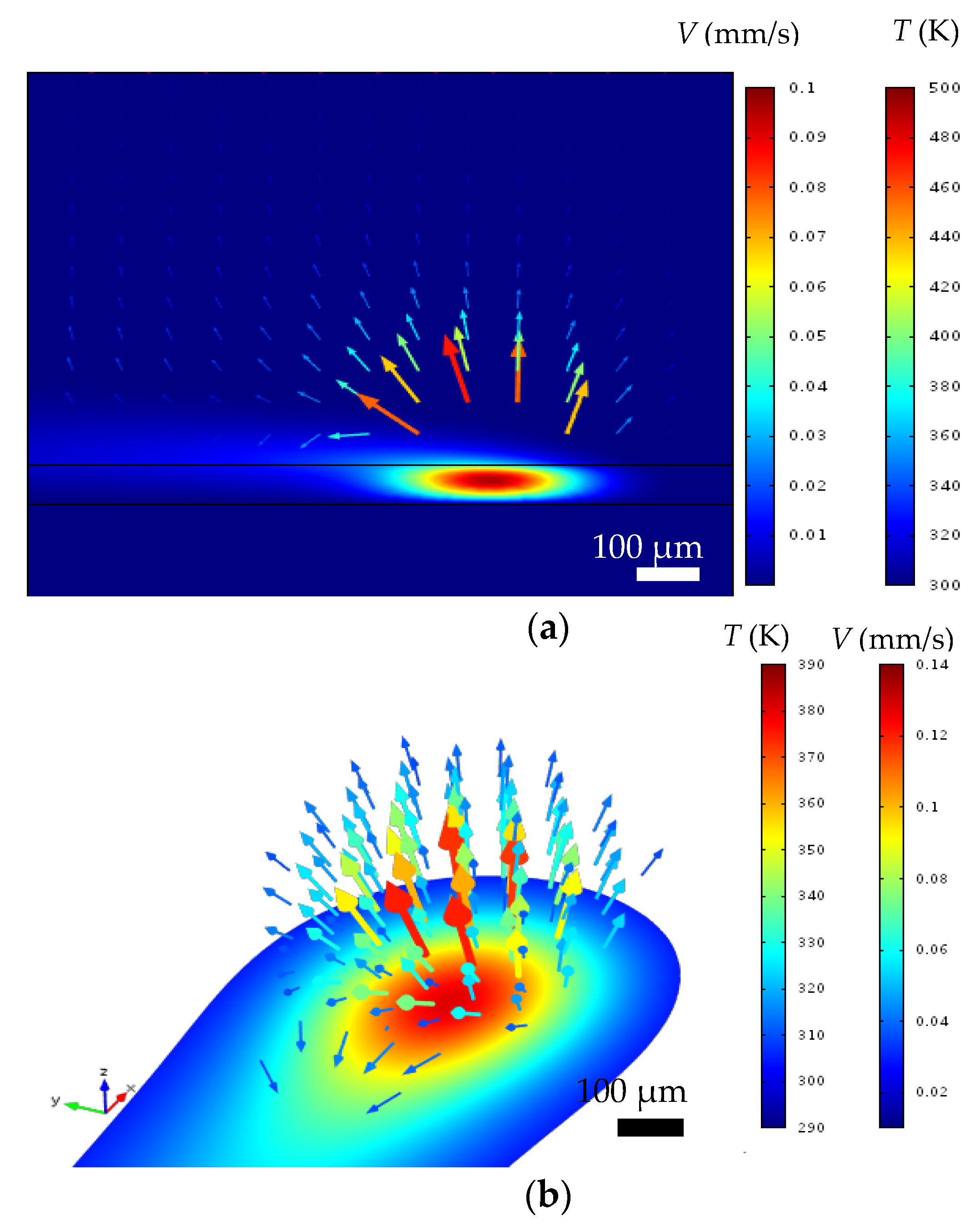
Figure 10 shows the velocity and temperature distribution near the laser focal spot. There is significant fluid flow due to a strong buoyancy effect, while the heat for chemical reaction is confined in the vicinity above the substrate surface. As a result, the rate of silver deposition on the substrate may be adversely affected by the thermally-induced convective flow away from the substrate surface, the magnitude of which increases with a rise in temperature.
Figure 9.
Variation of the silver line growth rate (in thickness) with respect to the processing temperature. The filled dots: the filled dots shown here were obtained using the fitted curve in
Figure 7a.
Figure 9.
Variation of the silver line growth rate (in thickness) with respect to the processing temperature. The filled dots: the filled dots shown here were obtained using the fitted curve in
Figure 7a.
Figure 10.
The velocity (arrows) and temperature (color surface) distribution near the laser focal spot, (a) Side view; (b) 3D view.
Figure 10.
The velocity (arrows) and temperature (color surface) distribution near the laser focal spot, (a) Side view; (b) 3D view.
To illustrate the usefulness of the current analysis and proposed model for estimating the growth rate of the silver film fabricated by LDSP, simulations for a laser scanning speed of 30 mm/s were made to determine the film thickness after each scan. The computed processing temperature, silver film growth rate, film reflectivity and the accumulated silver film thickness are listed in
Table 1. The computed silver line thickness for five, seven and 10 laser scans were compared with experimental results. It can be seen that the computed silver film thickness in each case is close to the measured results. However, it should be noted that the current analysis is valid for an LDSP process carried out within the temperature range investigated,
i.e., between 350 and 380 K. Working outside this range might result in the temperature being too low for the formation of a silver film or so high that the substrate would suffer thermal damage. It should also be emphasized that these results and the methodology presented here comes from the first investigation of transport characteristics of a LDSP process. The growth rate of the silver film indeed depends upon coupled thermo-fluidic transport with a chemical reaction, and can be regulated by adjustment of these parameters. It is shown that the proposed semi-empirical model can predict the silver film growth rate in an LDSP process using the parameters of laser power, scanning speed and number of scans. Furthermore, owing to the increased reflectivity of the silver film as its thickness increases, the growth rate decreases gradually to about 10 nm per laser scan after ten scans. It should be noted that this self-controlling effect corresponding to the coupled optical properties and reaction rate of LDSP process can be utilized to control the thickness and uniformity of the metal film.
It should be noted that, based on the experimental and numerical results for the LDSP process, to attain a growth rate higher than 10 μm/s, the processing temperature should be higher than 340 K. In addition, the reactive solution contains a small amount of formic acid. Therefore, a suitable polymer substrate for applying the LDSP should be selected with taking these limitations into consideration. Furthermore, in the current configuration of the LDSP process, the laser wavelength should be selected so the substrate can absorb the laser energy effectively to provide the heat for chemical reaction. It should also be pointed out that the growth rate of the silver pattern in the current status is less than 25 μm/s and the maximum line thickness achieved is about 250 nm owing to the increased reflectivity of the formed silver lines to the irradiated laser light. This self-limiting effect could restrict the application of LDSP from fabricating electronic devices that require thick metal patterns. Methods to improve the LDSP technique to address these aforementioned limitations are currently under investigation.
Table 1.
Evaluation for the proposed model for laser direct synthesis and patterning (LDSP) process analysis processing parameters: (laser power: 200 mW, scanning speed: 30 mm/s, processing solution: ethylene glycol based solution (at a volumetric ratio 1:1).
Table 1.
Evaluation for the proposed model for laser direct synthesis and patterning (LDSP) process analysis processing parameters: (laser power: 200 mW, scanning speed: 30 mm/s, processing solution: ethylene glycol based solution (at a volumetric ratio 1:1).
| Number of Scans | Reflectivity (Fitted Curve in Figure 7b) | Processing Temperature (k) (Numerical Results) | Growth Rate (μm/s) (Equation 3) | Accumulated Silver Film Thickness (nm) [ ]: Experimental Results |
|---|
| 1 | 0.075 | 373.5 | 19.9 | 33.1 |
| 2 | 0.23 | 360.4 | 16.7 | 61.0 |
| 3 | 0.34 | 351.6 | 13.8 | 83.9 |
| 4 | 0.41 | 345.7 | 11.4 | 102.9 |
| 5 | 0.46 | 341.4 | 9.5 | 118.7 [150.7 ± 12.9] |
| 6 | 0.50 | 338.5 | 8.1 | 132.2 |
| 7 | 0.53 | 336.1 | 6.9 | 143.6 [152.7 ± 10.9] |
| 8 | 0.55 | 334.4 | 6.0 | 153.6 |
| 9 | 0.57 | 333.0 | 5.3 | 162.3 |
| 10 | 0.58 | 331.8 | 4.6 | 170.0 [182.9 ± 15.5] |















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}