
Enhanced Deposition Uniformity via an Auxiliary Electrode in Massive Electrospinning


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
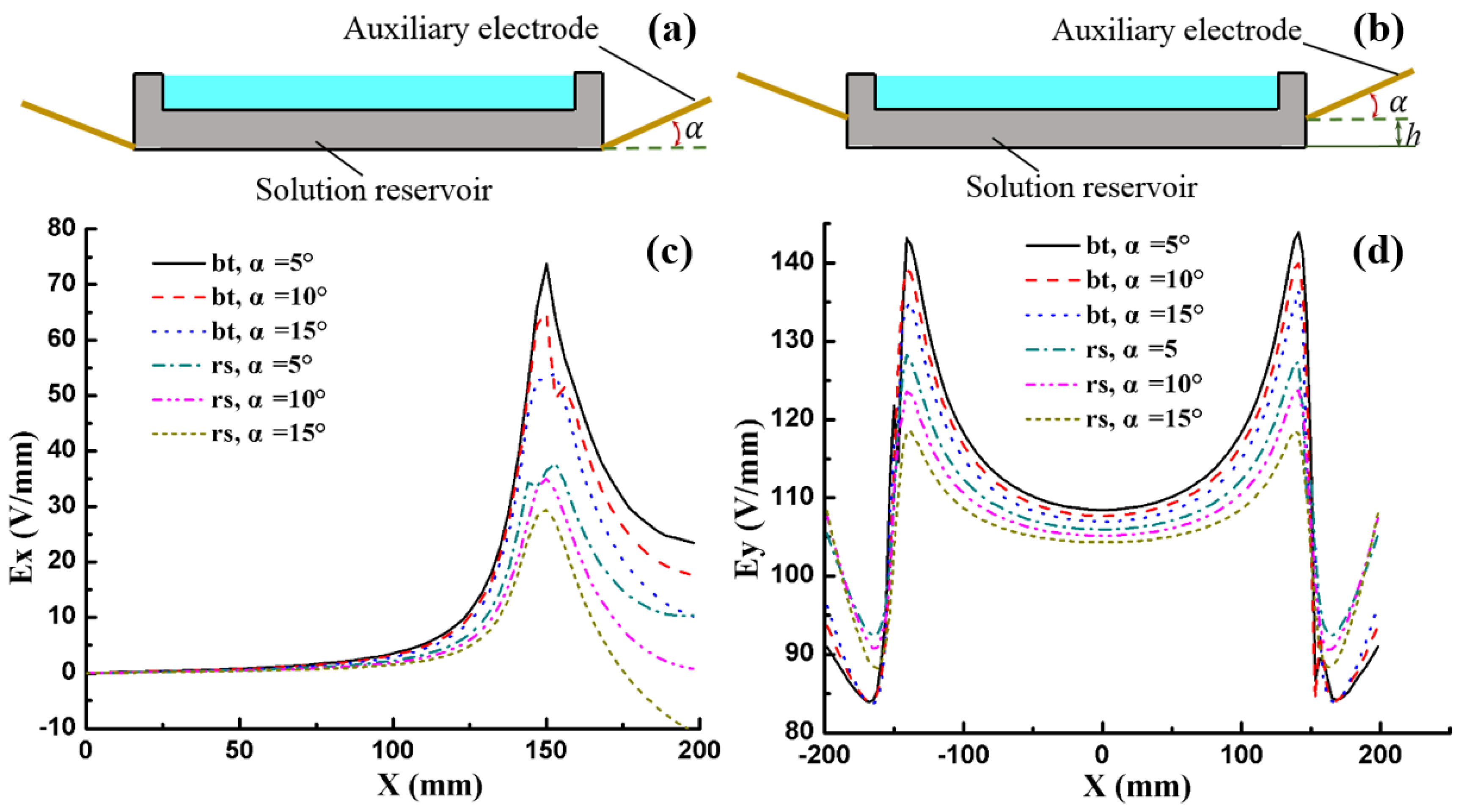
2. Electric Field Simulation
3. Experiments and Discussion
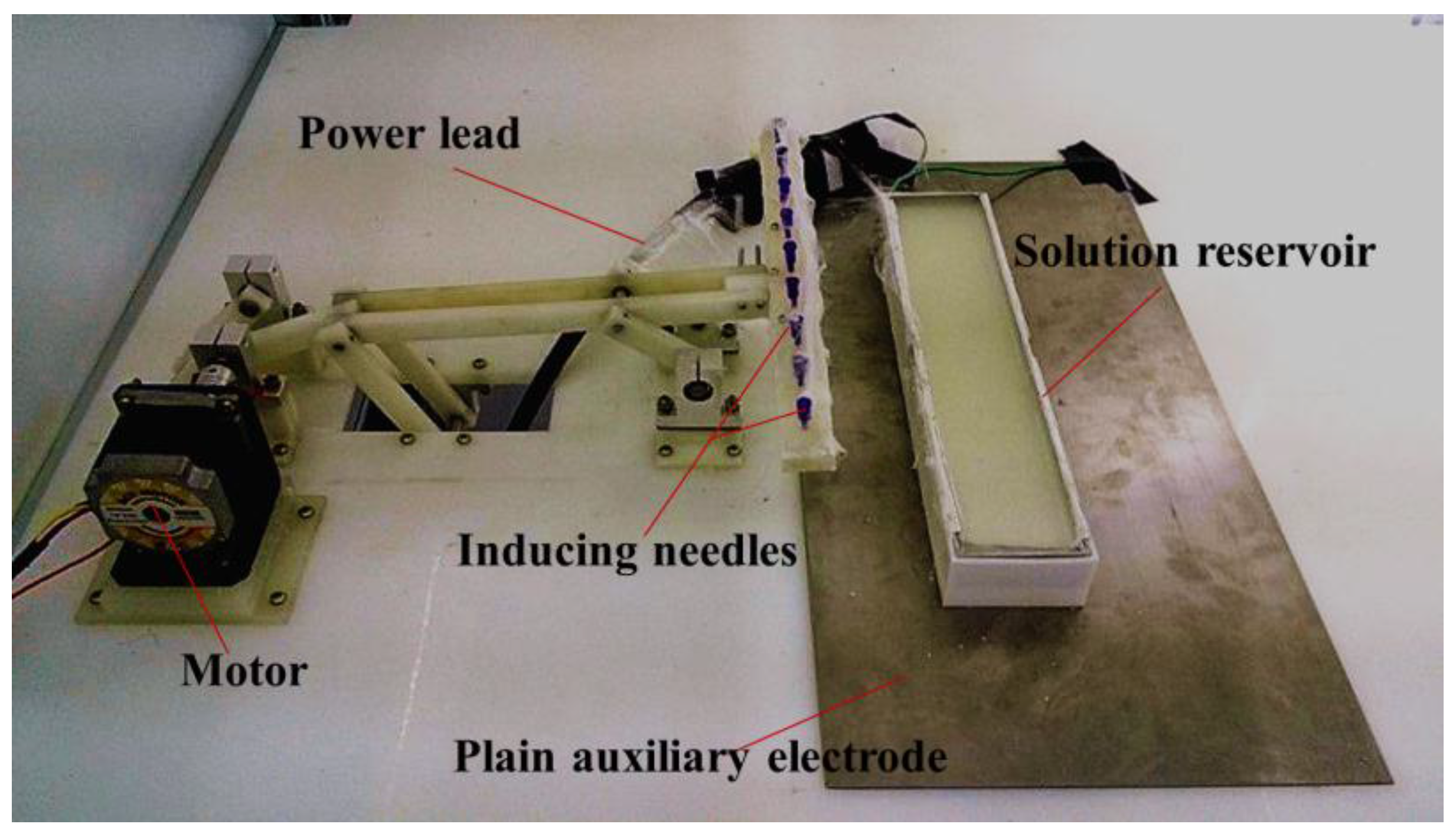
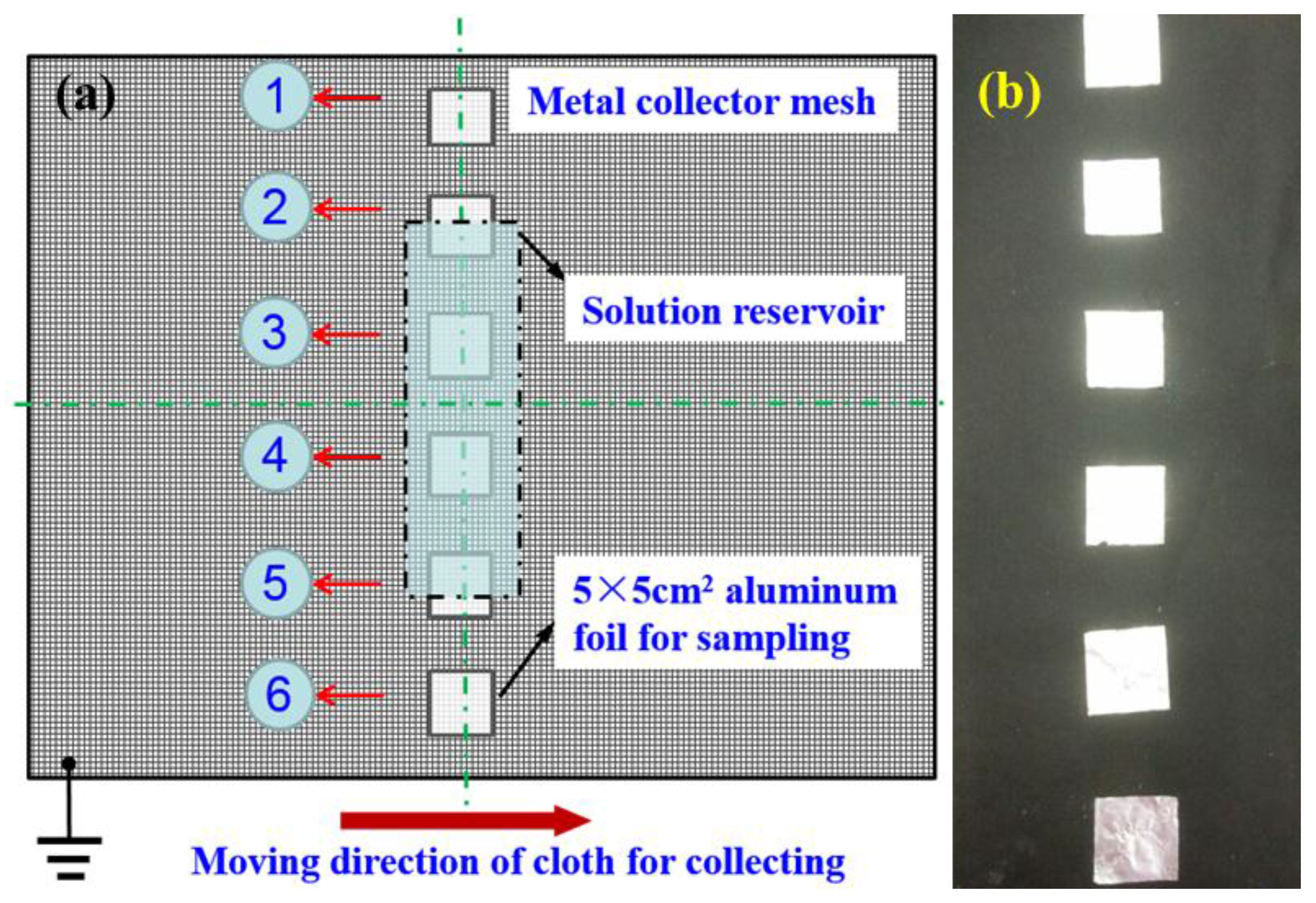
3.1. Materials and Methods
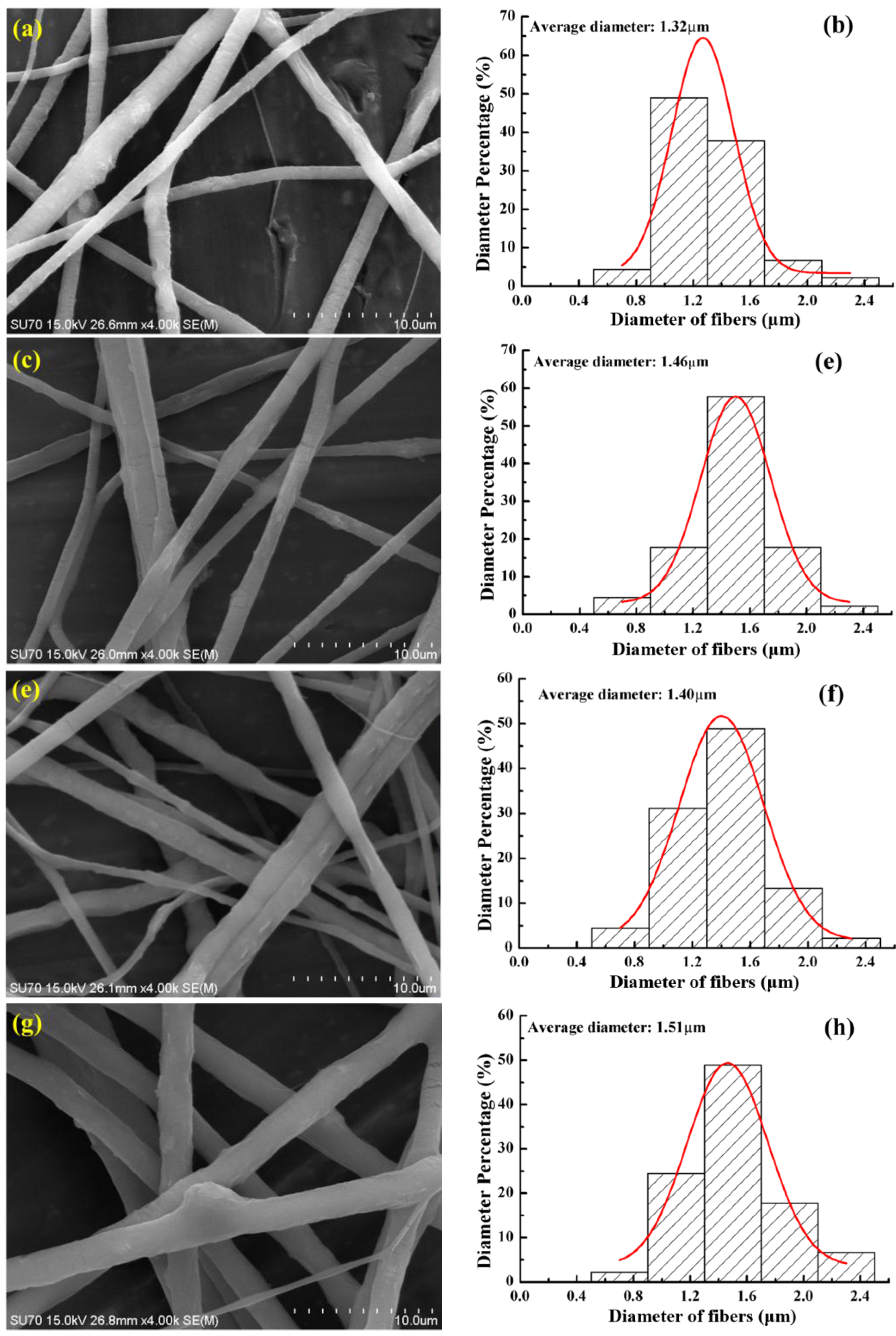
3.2. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gopal, R.; Kaur, S.; Ma, Z.; Chan, C.; Ramakrishna, S.; Matsuura, T. Electrospun nanofibrous filtration membrane. J. Membrane Sci. 2006, 281, 581–586. [Google Scholar] [CrossRef]
- Wu, D.; Huang, S.; Xu, Z.; Xiao, Z.; Shi, C.; Zhao, J.; Zhu, R.; Sun, D.; Lin, L. Polyethylene terephthalate/poly(vinylidene fluoride) composite separator for Li-ion battery. J. Phys. D 2015, 48. [Google Scholar] [CrossRef]
- Miao, Y.-E.; Zhu, G.-N.; Hou, H.; Xia, Y.-Y.; Liu, T. Electrospun polyimide nanofiber-based nonwoven separators for lithium-ion batteries. J. Power Sources 2013, 226, 82–86. [Google Scholar] [CrossRef]
- Chang, J.; Dommer, M.; Chang, C.; Lin, L. Piezoelectric nanofibers for energy scavenging applications. Nano Energy 2012, 1, 356–371. [Google Scholar] [CrossRef]
- Fang, J.; Niu, H.; Wang, H.; Wang, X.; Lin, T. Enhanced mechanical energy harvesting using needleless electrospun poly(vinylidene fluoride) nanofibre webs. Energy Environ. Sci. 2013, 6, 2196–2202. [Google Scholar] [CrossRef]
- Lin, Q.; Li, Y.; Yang, M. Polyaniline nanofiber humidity sensor prepared by electrospinning. Sensor Actuators B 2012, 161, 967–972. [Google Scholar] [CrossRef]
- Liu, Y.; He, J.-H. Bubble electrospinning for mass production of nanofibers. Int. J. Nonlin. Sci. Numer. 2007, 8, 393–396. [Google Scholar] [CrossRef]
- Wang, X.; Niu, H.; Lin, T.; Wang, X. Needleless electrospinning of nanofibers with a conical wire coil. Polym. Eng. Sci. 2009, 49, 1582–1586. [Google Scholar] [CrossRef]
- Lu, B.; Wang, Y.; Liu, Y.; Duan, H.; Zhou, J.; Zhang, Z.; Wang, Y.; Li, X.; Wang, W.; Lan, W. Superhigh-Throughput Needleless Electrospinning Using a Rotary Cone as Spinneret. Small 2010, 6, 1612–1616. [Google Scholar] [CrossRef] [PubMed]
- Huang, C.; Niu, H.; Wu, J.; Ke, Q.; Mo, X.; Lin, T. Needleless electrospinning of polystyrene fibers with an oriented surface line texture. J. Nanomater. 2012, 2012. [Google Scholar] [CrossRef]
- Niu, H.; Wang, X.; Lin, T. Needleless electrospinning: Influences of fibre generator geometry. J. Text. Inst. 2012, 103, 787–794. [Google Scholar] [CrossRef]
- Kim, G.; Cho, Y.-S.; Kim, W.D. Stability analysis for multi-jets electrospinning process modified with a cylindrical electrode. Eur. Polym. J. 2006, 42, 2031–2038. [Google Scholar] [CrossRef]
- Method for spinning a liquid matrix for production of nanofibres through electrostatic spinning of liquid matrix. Available online: https://www.google.com/patents/US8231822 (accessed on 20 July 2016).
- Sun, D.; Huang, X.; Qiu, X.; Hu, X.; Lin, L.; Wu, D. Experimental study on tip-induced electrospinning. Nanotechnol. Precis. Eng. 2013, 11, 231–234. [Google Scholar]
- Yang, C.; Jia, Z.; Liu, J.; Xu, Z.; Guan, Z.; Wang, L. Guiding Effect of Surface Electric Field of Collector on Deposited Electrospinning Fibers. IEEE Trans. Dielect. Electr. Insul. 2009, 16, 785–792. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhuang, C.; Gong, R.H.; Zeng, Y. Electric Field Design for Multijet Electropsinning with Uniform Electric Field. Ind. Eng. Chem. Res. 2014, 53, 14876–14884. [Google Scholar] [CrossRef]
- Yang, Y.; Jia, Z.; Hou, L.; Li, Q.; Wang, L.; Guan, Z. Controlled deposition of electrospinning jet by electric field distribution from an insulating material surrounding the barrel of the polymer solution. IEEE Trans. Dielect. Electr. Insul. 2008, 15, 269–276. [Google Scholar] [CrossRef]








© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, D.; Xiao, Z.; Deng, L.; Sun, Y.; Tan, Q.; Dong, L.; Huang, S.; Zhu, R.; Liu, Y.; Zheng, W.; et al. Enhanced Deposition Uniformity via an Auxiliary Electrode in Massive Electrospinning. Nanomaterials 2016, 6, 135. https://doi.org/10.3390/nano6070135
Wu D, Xiao Z, Deng L, Sun Y, Tan Q, Dong L, Huang S, Zhu R, Liu Y, Zheng W, et al. Enhanced Deposition Uniformity via an Auxiliary Electrode in Massive Electrospinning. Nanomaterials. 2016; 6(7):135. https://doi.org/10.3390/nano6070135
Chicago/Turabian StyleWu, Dezhi, Zhiming Xiao, Lei Deng, Yu Sun, Qiulin Tan, Linxi Dong, Shaohua Huang, Rui Zhu, Yifang Liu, Wanxi Zheng, and et al. 2016. "Enhanced Deposition Uniformity via an Auxiliary Electrode in Massive Electrospinning" Nanomaterials 6, no. 7: 135. https://doi.org/10.3390/nano6070135
APA StyleWu, D., Xiao, Z., Deng, L., Sun, Y., Tan, Q., Dong, L., Huang, S., Zhu, R., Liu, Y., Zheng, W., Zhao, Y., Wang, L., & Sun, D. (2016). Enhanced Deposition Uniformity via an Auxiliary Electrode in Massive Electrospinning. Nanomaterials, 6(7), 135. https://doi.org/10.3390/nano6070135