
Monitoring Damage Propagation in Glass Fiber Composites Using Carbon Nanofibers

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
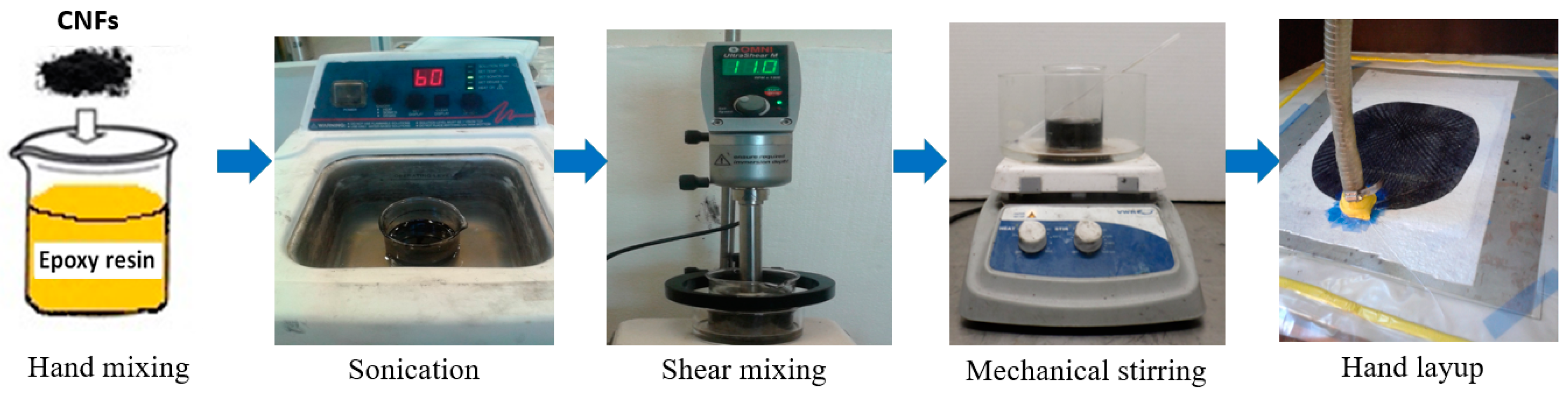
2.1. Materials and Fabrication
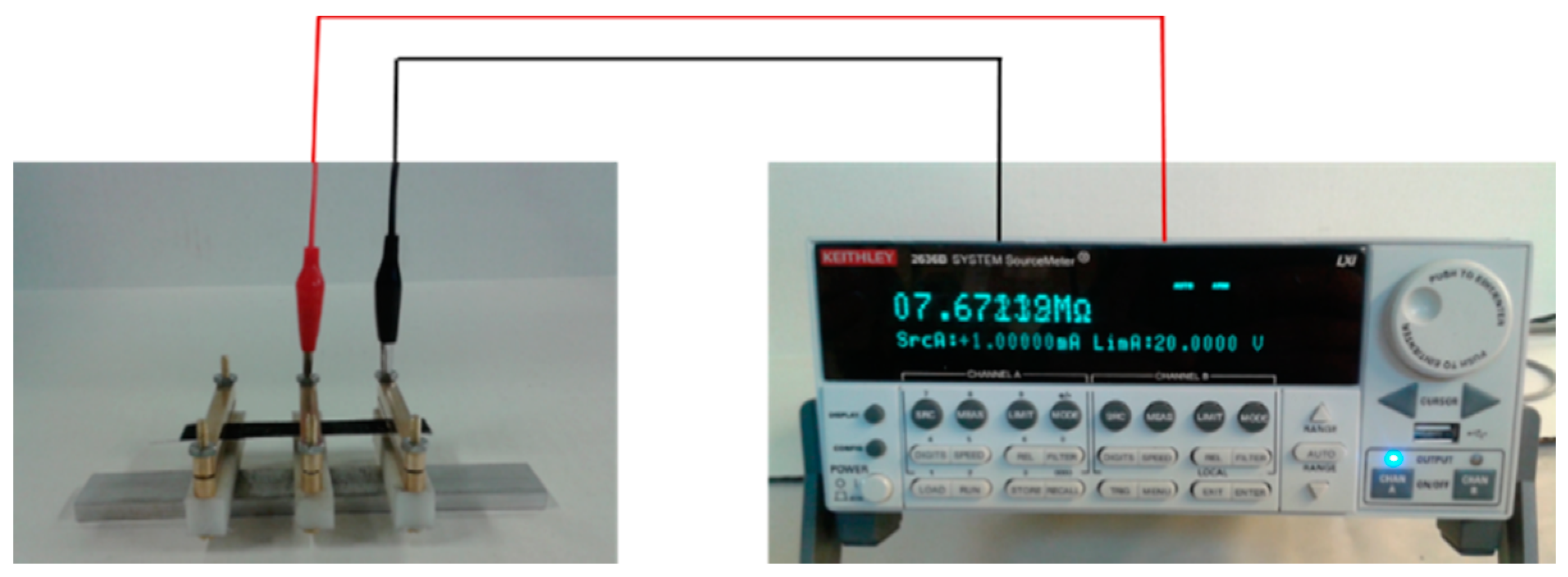
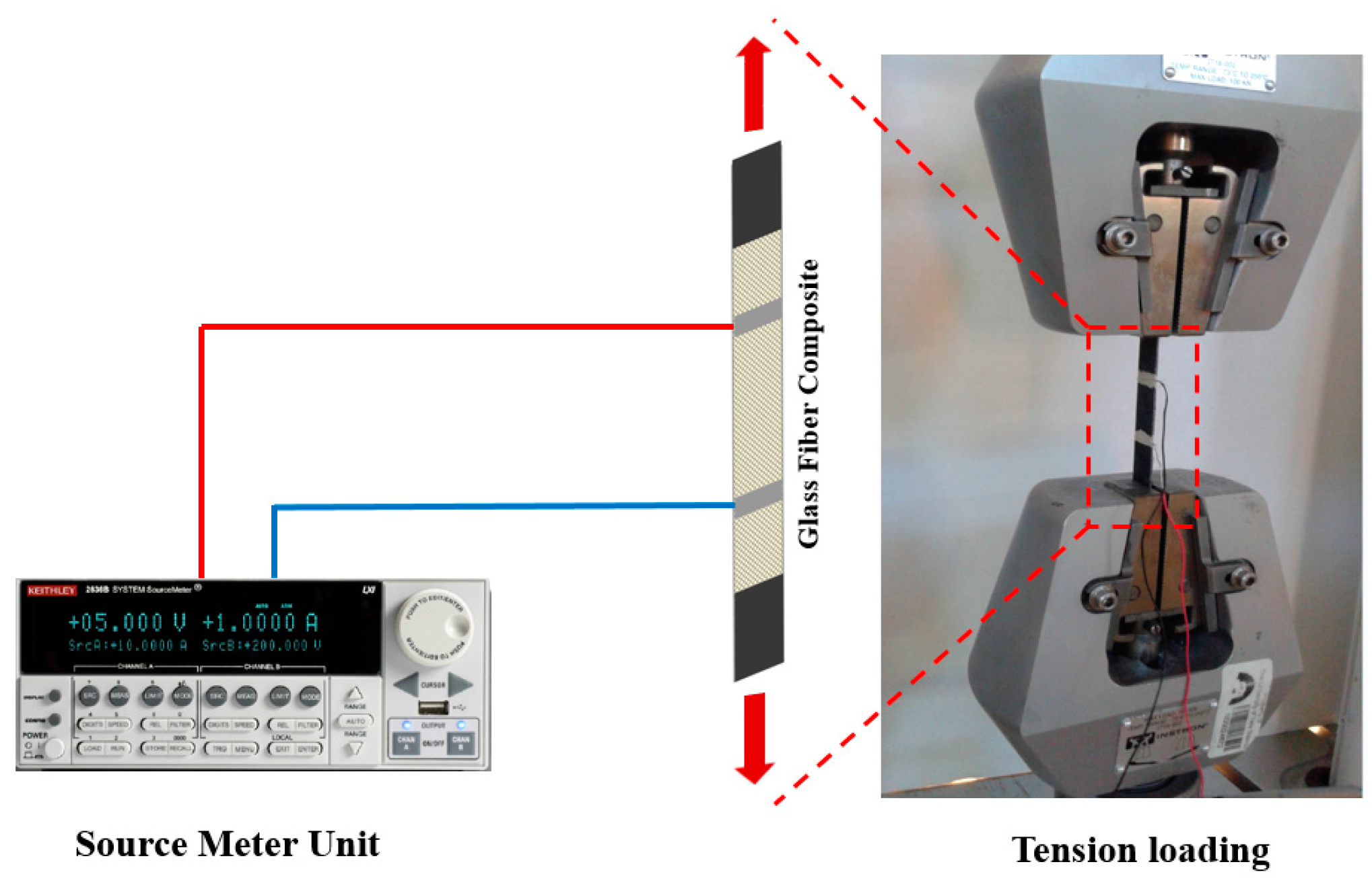
2.2. Electrical and Mechanical Measurements of the Composites
3. Results and Discussion
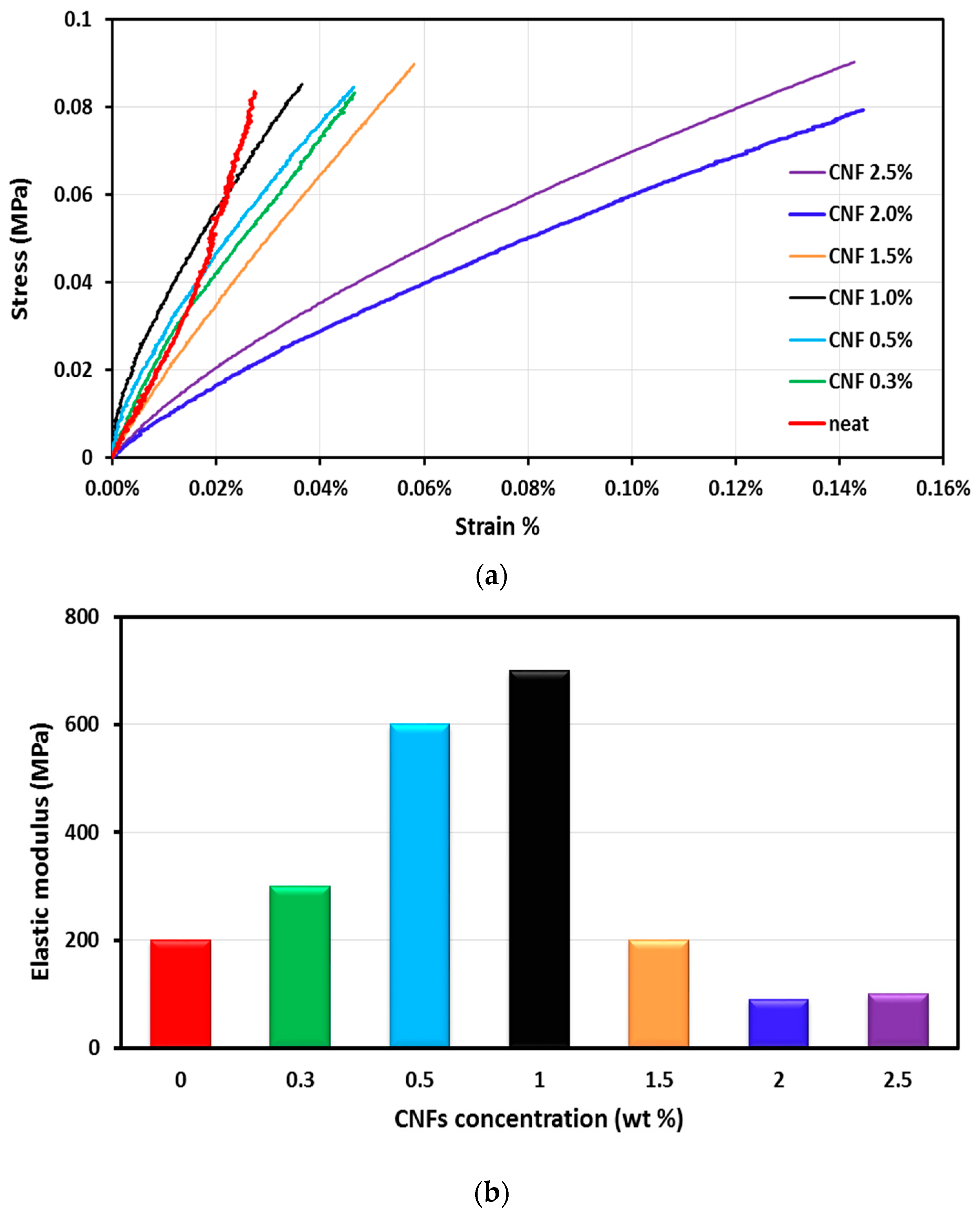
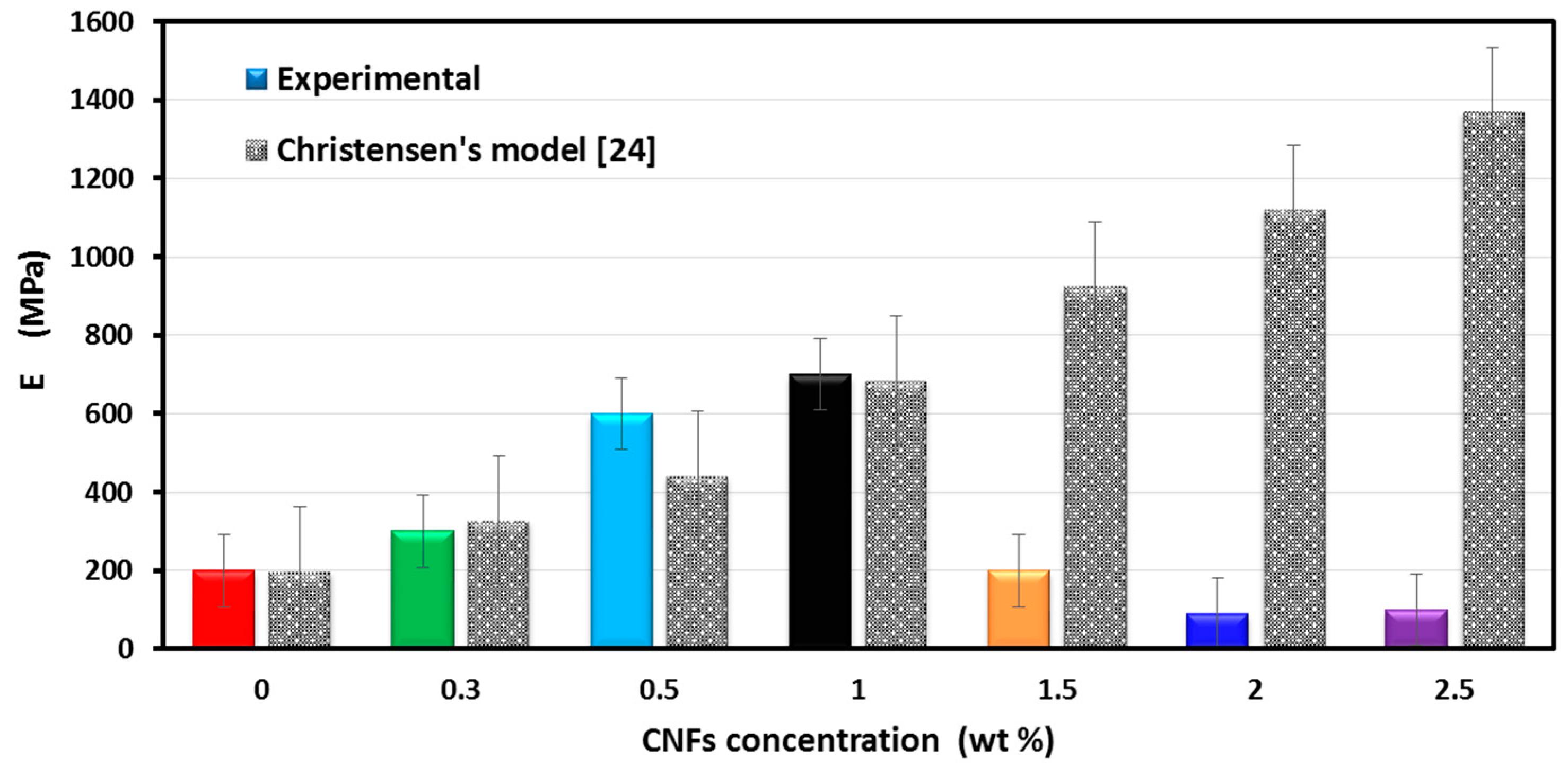
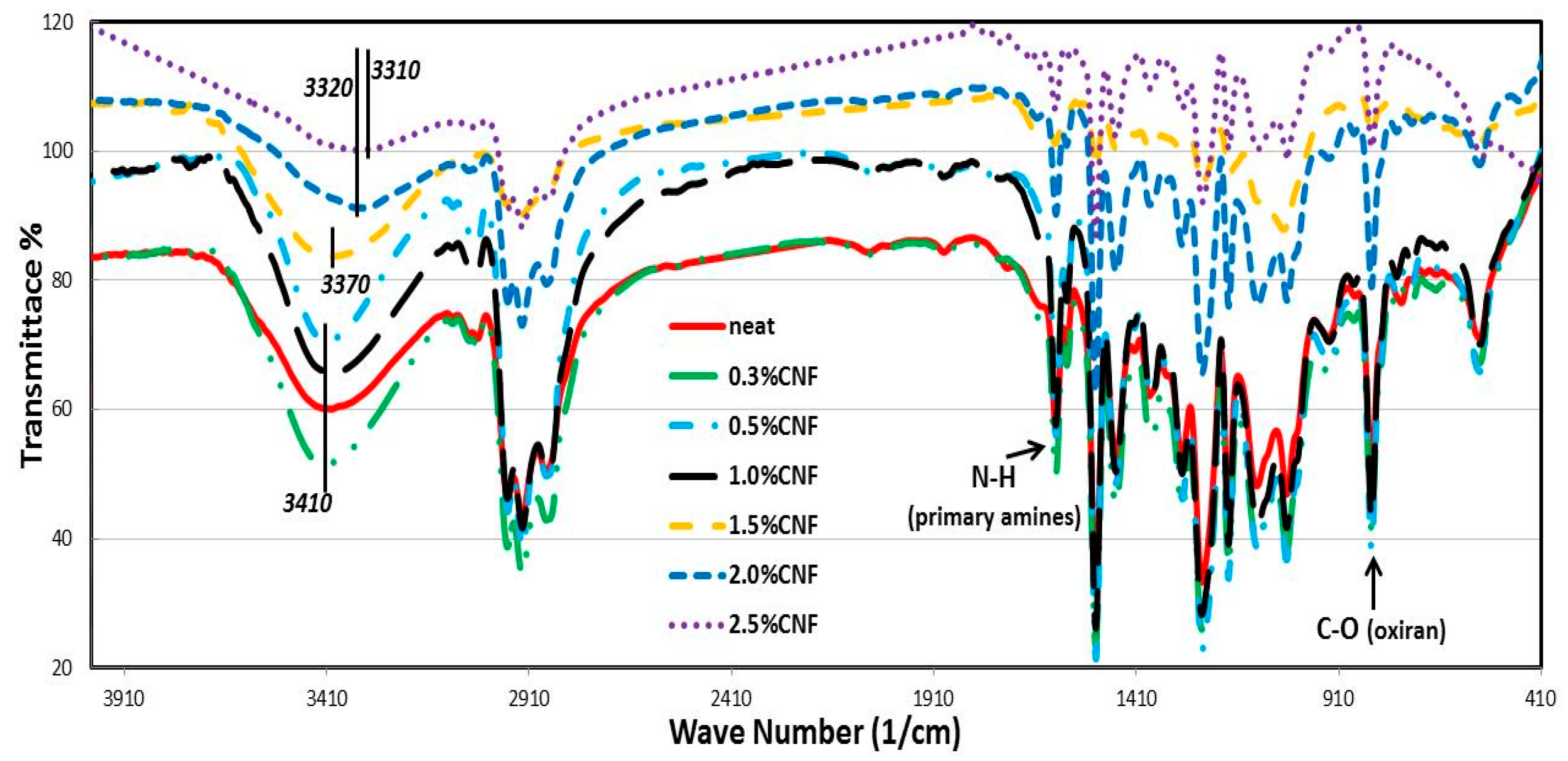
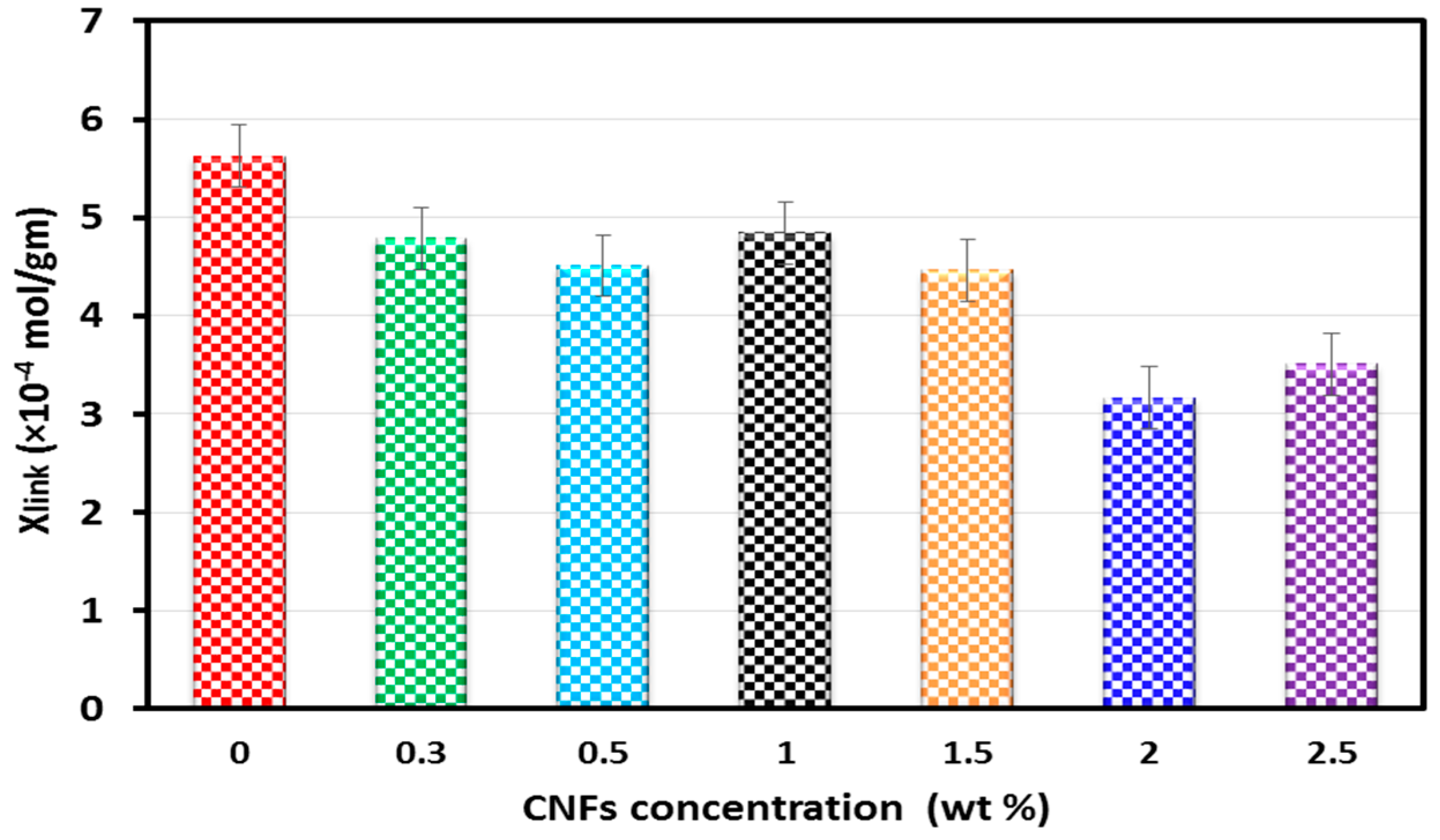
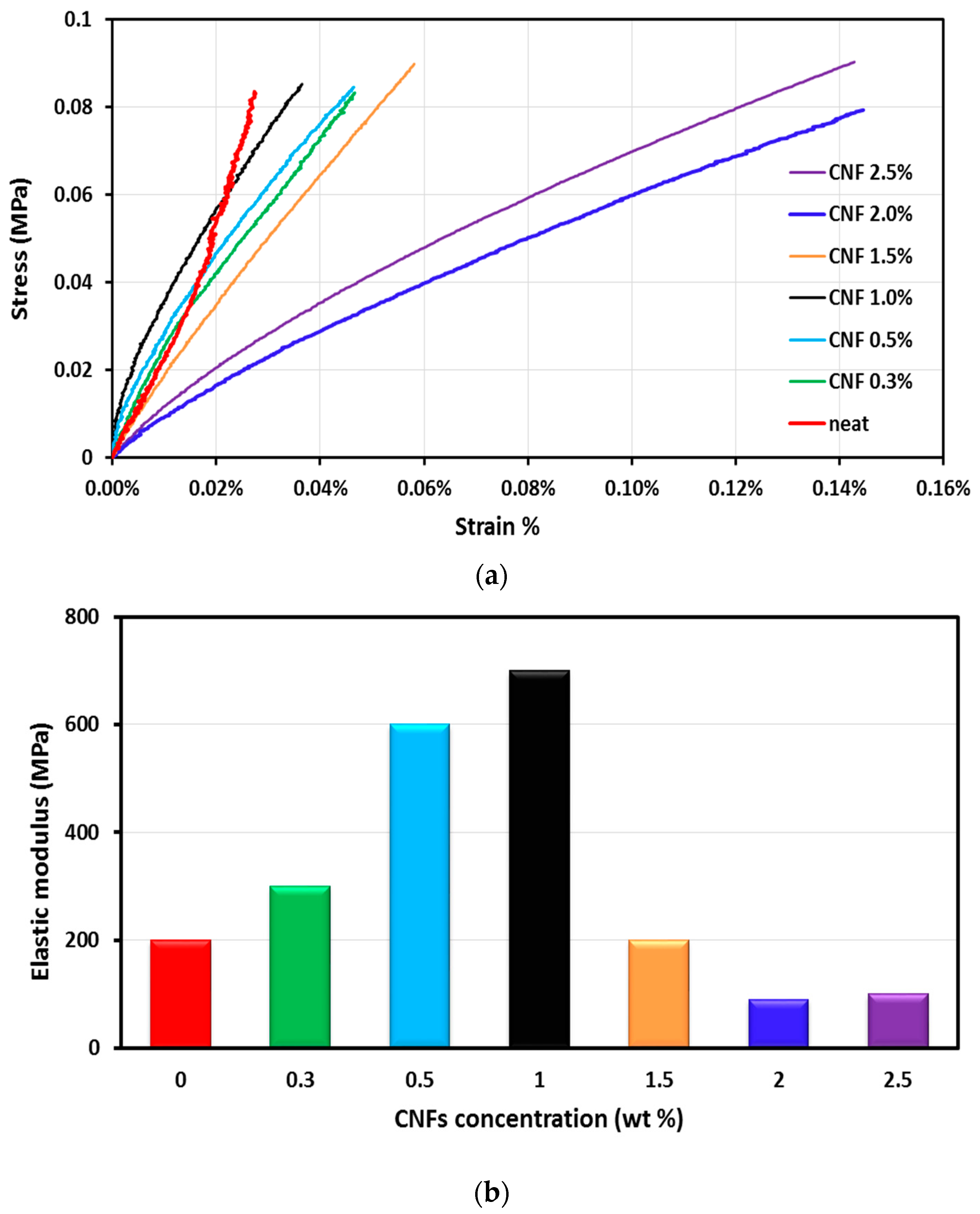
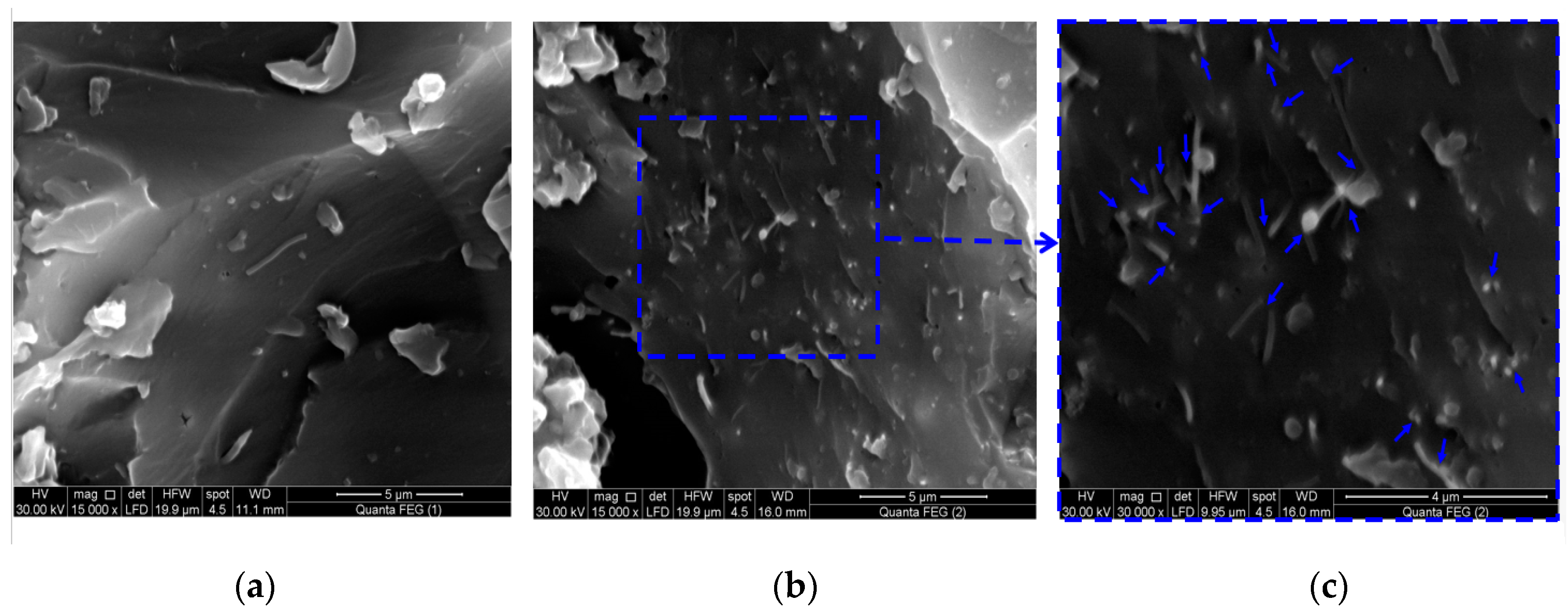
3.1. Mechanical Properties of CNFs/Epoxy Nanocomposites
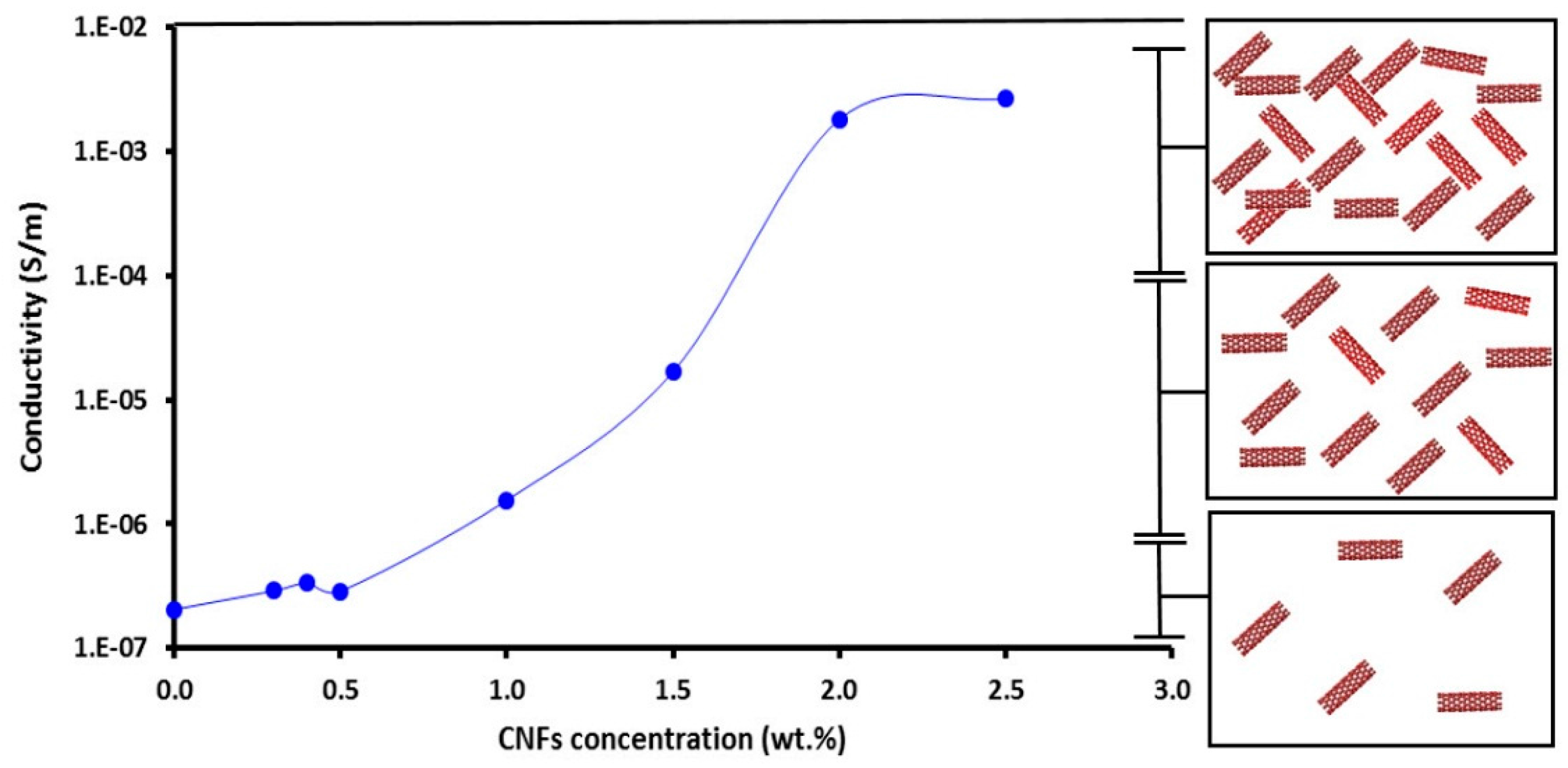
3.2. Electrical Properties of CNFs/Epoxy Nanocomposites
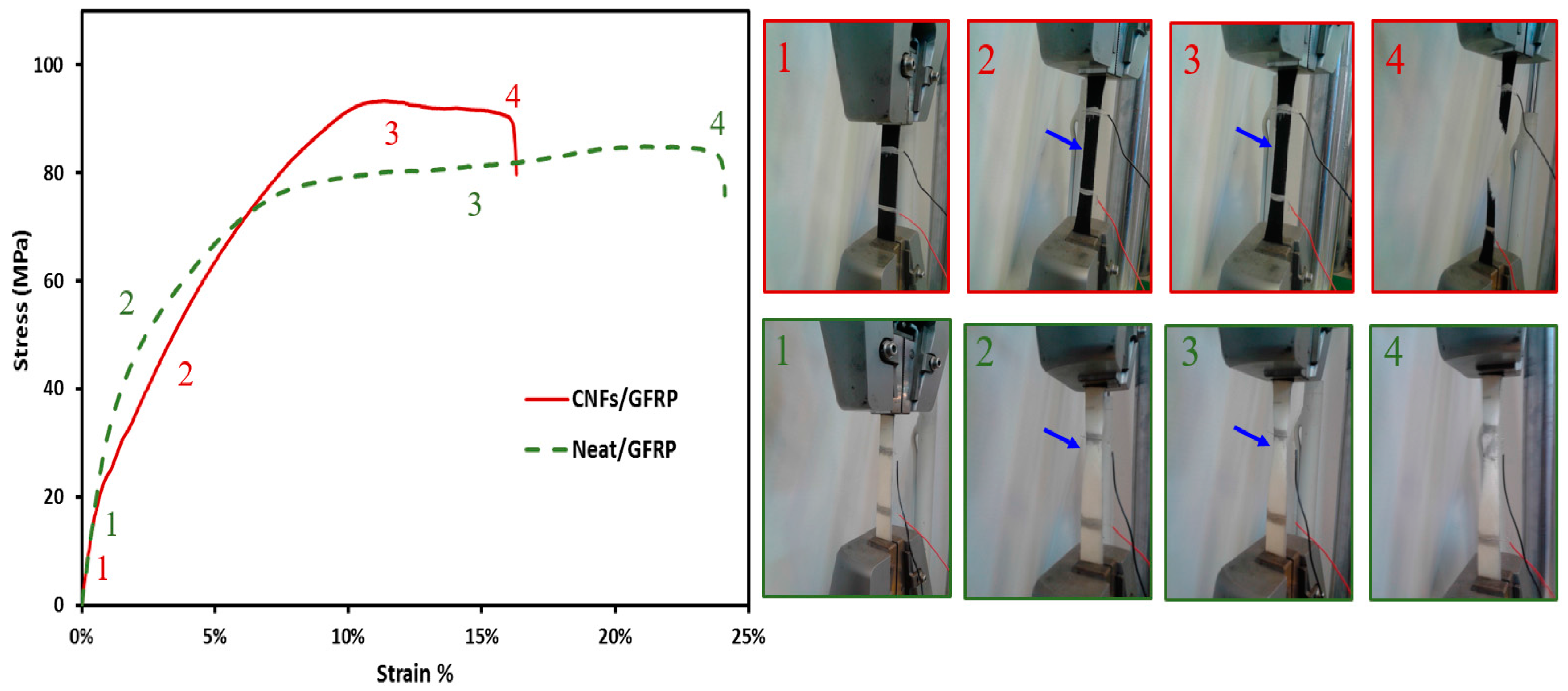
3.3. Monitoring Damage Propagation of GFRP Composite under Static Tension
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Rivero, P.J.; Urrutia, A.; Goicoechea, J.; Arregui, F.J. Nanomaterials for functional textiles and fibers. Nanoscale Res Lett. 2015, 10, 501. [Google Scholar] [CrossRef] [PubMed]
- Govaert, F.; Vanneste, M. Preparation and application of conductive textile coatings filled with honeycomb structured carbon nanotubes. J. Nanomater. 2014, 2014, 1–6. [Google Scholar] [CrossRef]
- Wichmann, M.H.G.; Sumfleth, J.; Gojny, F.H.; Quaresimin, M.; Fiedler, B.; Schulte, K. Glass-fibre-reinforced composites with enhanced mechanical and electrical properties—Benefits and limitations of a nanoparticle modified matrix. Eng. Fract. Mech. 2006, 73, 2346–2359. [Google Scholar] [CrossRef]
- Bortz, D.R.; Merino, C.; Martin-Gullon, I. Carbon nanofibers enhance the fracture toughness and fatigue performance of a structural epoxy system. Compos. Sci. Technol. 2011, 71, 31–38. [Google Scholar] [CrossRef]
- Morales, G.; Barrena, M.I.; Gómez de Salazar, J.M.; Merino, C.; Rodríguez, D. Conductive CNF-reinforced hybrid composites by injection moulding. Compos. Struct. 2010, 92, 1416–1422. [Google Scholar] [CrossRef]
- Soliman, E.; Al-Haik, M.; Taha, M.R. On and off-axis tension behavior of fiber reinforced polymer composites incorporating multi-walled carbon nanotubes. J. Compos. Mater. 2011, 46, 1661–1675. [Google Scholar] [CrossRef]
- Hossain, M.K.; Hossain, M.E.; Dewan, M.W.; Hosur, M.; Jeelani, S. Effects of carbon nanofibers (CNFs) on thermal and interlaminar shear responses of E-glass/polyester composites. Compos. B Eng. 2013, 44, 313–320. [Google Scholar] [CrossRef]
- Li, J.; Wua, Z.; Huang, C.; Li, L. Multiscale carbon nanotube-woven glass fiber reinforced cyanate ester/epoxy composites for enhanced mechanical and thermal properties. Compos. Sci. Technol. 2014, 104, 81–88. [Google Scholar] [CrossRef]
- Wang, S.; Qiu, J. Enhancing thermal conductivity of glass fiber/polymer composites through carbon nanotubes incorporation. Compos. B Eng. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Sundararaj, U. A review of vapor grown carbon nanofiber/polymer conductive composites. Carbon 2009, 47, 2–22. [Google Scholar] [CrossRef]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Yang, Y.; Gupta, M.C.; Dudley, K.L.; Lawrence, R.W. A comparative study of EMI shielding properties of carbon nanofiber and multi-walled carbon nanotube filled polymer composites. J. Nanosci. Nanotechnol. 2005, 5, 927–931. [Google Scholar] [CrossRef] [PubMed]
- Yang, S.; Lozano, K.; Lomeli, A.; Foltz, H.D.; Jones, R. Electromagnetic interference shielding effectiveness of carbon nanofiber/LCP composites. Compos. A Appl. Sci. 2005, 36, 691–697. [Google Scholar] [CrossRef]
- Lozano, K.; Bonilla-Rios, J.; Barrera, E.V. A study on nanofiber-reinforced thermoplastic composites (II): Investigation of the mixing rheology and conduction properties. J. Appl. Polym. Sci. 2001, 80, 1162–1172. [Google Scholar] [CrossRef]
- Finegan, I.C.; Tibbetts, G.G. Electrical conductivity of vapor-grown carbon fiber/thermoplastic composites. J. Mater. Res. 2001, 16, 1668–1674. [Google Scholar] [CrossRef]
- Gordeyev, S.A.; Macedo, F.J.; Ferreira, J.A.; Van-Hattum, F.W.J.; Bernardo, C.A. Transport properties of polymer-vapour grown carbon fibre composites. Physica B 2000, 279, 33–36. [Google Scholar] [CrossRef]
- Park, J.; Jang, J.; Wang, Z.; Kwona, D.; DeVries, K.L. Self-sensing of carbon fiber/carbon nanofiber-epoxy composites with two different nanofiber aspect ratios investigated by electrical resistance and wettability measurements. Compos. A Appl. Sci. 2010, 41, 1702–1711. [Google Scholar] [CrossRef]
- Wen, S.; Chung, D.D.L. Electrical-resistance-based damage self-sensing in carbon fiber reinforced cement. Carbon 2007, 45, 710–716. [Google Scholar] [CrossRef]
- Park, J.; Kim, D.; Kim, S.; Kim, P.; Kwona, D.; DeVries, K.L. Inherent sensing and interfacial evaluation of carbon nanofiber and nanotube/epoxy composites using electrical resistance measurement and micromechanical technique. Compos. B Eng. 2007, 38, 847–861. [Google Scholar] [CrossRef]
- Standard Test Methods for Constituent Content of Composite Materials; ASTM D 3171-99; ASTM International Standards: West Conshohocken, PA, USA, 1999.
- Standard Test Methods for DC Resistance or Conductance of Insulating Materials; ASTM D257-99; ASTM International Standards: West Conshohocken, PA, USA, 1999.
- Standard Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM D3039/D3039 M-14; ASTM International Standards: West Conshohocken, PA, USA, 2014.
- Guth, E. Theory of filler reinforcement. J. Appl. Phys. 1945, 16, 20–25. [Google Scholar] [CrossRef]
- Manera, M. Elastic properties of randomly oriented short fiber-glass composites. J. Compos. Mater. 1977, 11, 235–247. [Google Scholar] [CrossRef]
- Christensen, R.M. Asymptotic modulus results for composites containing randomly oriented fibers. Int. J. Solids Struct. 1976, 12, 537–544. [Google Scholar] [CrossRef]
- Golru, S.; Attar, M.M.; Ramezanzadeh, B. Studying the influence of nano-Al2O3 particles on the corrosion performance and hydrolytic degradation resistance of an epoxy/polyamide coating on AA-1050S. Prog. Org. Coat. 2014, 77, 1391–1399. [Google Scholar] [CrossRef]
- Mikhaylova, Y.; Adam, G.; Haussler, L.; Eichhorn, K.J.; Voit, B. Temperature-dependent FTIR spectroscopic and thermoanalytic studies of hydrogen bonding of hydroxyl (phenolic group) terminated hyperbranched aromatic polyesters. J. Mol. Struct. 2006, 788, 80–88. [Google Scholar] [CrossRef]
- Nielsen, L.E. Cross-linking: effect on physical properties of polymers. J. Macromol. Sci. C Polym. Rev. 1969, 3, 69–103. [Google Scholar] [CrossRef]
- Zeng, X.; Yu, S.; Lai, M.; Sun, R.; Wong, C. Tuning the mechanical properties of glass fiber-reinforced bismaleimide–triazine resin composites by constructing a flexible bridge at the interface. Sci. Technol. Adv. Mater. 2013, 14, 065001. [Google Scholar] [CrossRef]
- Liang, Y.L.; Pearson, R.A. Toughening mechanisms in epoxy–silica nanocomposites (ESNs). Polym. J. 2009, 50, 4895–4905. [Google Scholar] [CrossRef]
- Zhang, M.Q.; Xu, J.R.; Zeng, H.M.; Huo, Q.; Zhang, Z.Y.; Yun, F.C. Fractal approach to the critical filler volume fraction of an electrically conductive polymer composite. J. Mater. Sci. 1995, 30, 4226–4232. [Google Scholar] [CrossRef]
- Soliman, E.; Kandil, U.; Taha, M.R. Improved strength and toughness of carbon woven fabric composites with functionalized MWCNTs. Materials 2014, 7, 4640–4657. [Google Scholar] [CrossRef]
- Dowling, N. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture and Fatigue, 4th ed.; Pearsons: New York, NY, USA, 2012. [Google Scholar]







© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Sabagh, A.; Taha, E.; Kandil, U.; Nasr, G.-A.; Reda Taha, M. Monitoring Damage Propagation in Glass Fiber Composites Using Carbon Nanofibers. Nanomaterials 2016, 6, 169. https://doi.org/10.3390/nano6090169
Al-Sabagh A, Taha E, Kandil U, Nasr G-A, Reda Taha M. Monitoring Damage Propagation in Glass Fiber Composites Using Carbon Nanofibers. Nanomaterials. 2016; 6(9):169. https://doi.org/10.3390/nano6090169
Chicago/Turabian StyleAl-Sabagh, Ahmed, Eman Taha, Usama Kandil, Gamal-Abdelnaser Nasr, and Mahmoud Reda Taha. 2016. "Monitoring Damage Propagation in Glass Fiber Composites Using Carbon Nanofibers" Nanomaterials 6, no. 9: 169. https://doi.org/10.3390/nano6090169