Powder and High-Solid Coatings as Anticorrosive Solutions for Marine and Offshore Applications? A Review


French Corrosion Institute, 220 Rue Pierre Rivoalon, 29200 Brest, France
*
Author to whom correspondence should be addressed.
Coatings 2020, 10(10), 916; https://doi.org/10.3390/coatings10100916
Submission received: 27 August 2020
/
Revised: 21 September 2020
/
Accepted: 22 September 2020
/
Published: 24 September 2020
(This article belongs to the Special Issue Powder and High-Solid Coatings)
Abstract
:The constant change in coating technology and environmental regulations has led to the development of low-solvent to solvent-free organic coatings, such as powder and high-solid coatings. These two technologies are well developed, but are still not the preferred choice when considering anticorrosive coating for marine and offshore applications. This mostly arise from a lack of perspective in their long-term behavior and from the difficulty in their applications. This review’s principal aim is to describe powder and high-solid technologies from their formulation and application to their use in marine and offshore applications while recalling and giving key notions needed when the field of anticorrosive coatings is considered. First, the requirement for coatings to be called anticorrosive will be given alongside with their protection and failure mechanisms. The formulation and application for high-solid and powder coatings will be exposed followed by the description of the type of coating chemistry used in harsh environment. Finally, high-solid and powder coatings behavior in these types of environment will be discussed.
Keywords:
low VOC; powder coating; high-solid coating; marine atmosphere; offshore applications; FBE1. Introduction
The high potential of metals, in particular steel, to get oxidized by oxygen and water make them sensible to degradation both in terms of appearance and integrity damages. These degradations due to corrosion can represent a non-negligible cost of the gross annual product of industrial countries [1]. That is why it has always been crucial to find means to protect metals against corrosion. The traditional way to do it, is to apply organic coatings as they can delay the spontaneous corrosion events [2]. Throughout the last decades, both organic and inorganic coatings have been widely applied for the protection of metals against corrosion. This extensive use of coatings has led to a certain maturity of the coating industry. As there are continual changes in technology, mostly due to international and national legislations aiming at reducing the use of volatile organic compounds (VOCs), the coating industry is always reinventing itself. For example, traditional coatings contain a relatively large amounts of organic solvents, thus, reducing VOCs means a significant change in formulation. In order to be able to comply with VOCs reducing policy, the coating industry has designed different types of products such as waterborne coatings, high-solid coatings and powder coatings.
These types of formulation have been largely developed, however, the market for low VOCs coatings is still growing. It is projected to grow by roughly 130% in five years in terms of United States Dollar (USD) [3]. This means the beginning of the end of the long running dominance of traditional solvent-borne coatings in favor to solvent-free coatings. As for traditional solvent-borne coatings, these types of low to free solvent coatings can be used in various applications, from decorative applications (indoor or outdoor) to protection of steel in harsh environments (e.g., marine and offshore environments). Although, high-solid and powder coatings are becoming frequently applied, it may be difficult to substitute completely traditional solvent-borne coatings in harsh environments.
Even though, these types of coating possess the same base chemistry and same protection mechanisms as traditional solvent-borne coatings, their systematic use is still not established and waterborne coatings are preferred. Furthermore, despite continuous development in coating technologies and understanding of anticorrosive coatings degradation, long-term protection of metal from aggressive environments is still an up-to-date subject. This arises mostly from the complexity of the coating-substrate system and the number of factors affecting the performance and service life of anticorrosive coating [2,4,5,6].
The main objective of this publication is to present powder and high-solid coatings technology in terms of both formulation and application, to describe how they protect steel, how they can be degraded and their behavior when exposed to harsh environments. This review also aims at giving all the necessary key concepts to understand the problematic of corrosion protection by anticorrosive coatings in harsh environments whether it is solvent-borne or low VOCs coatings as their purpose is the same (i.e., protect steel) even though all these notions were already developed in others publications such as the work of Sorensen [1].
2. Protection and Failure Mechanisms
2.1. What Is an Anticorrosive Coating?
Before reaching the heart of this publication subject, it seemed important to describe what is an anticorrosive coating as it is this aspect which will allow them to protect steel from corrosion. It should be noted that as powder and high-solid coatings are similar in terms of chemistry as solvent-borne coatings, first a general description of what is an anticorrosive coating, how they protect the steel and how they fail will be made.
An anticorrosive coating is, typically, applied on a metallic surface (in this case, steel) to protect it by stopping or at least slowing down corrosion that can spontaneously occurs when exposed to any corrosive environment. They are constituted by five main groups of components; the binder, pigments, fillers additives and carrier. They can be formulated from a wide variety of chemicals, materials or combination of different chemicals. Additives are secondary products included in small quantities to improve selected coating properties or to solve technical problems.
Among the components of anticorrosive coatings, the carrier is of importance even though it will not have a crucial role in the mechanisms of protection offer by the coatings. It is the vehicle in the uncured paint that carries all elements and exists only in the uncured state. In addition to dissolve or disperse the constituents, the carrier can reduce the viscosity of the coating leading to an easier application and enable the application by spraying or dipping. The carrier can be an organic solvent, water or gaseous depending on the type of coatings. In its liquid form, the carrier will be mostly responsible for the coating wetting of the surface and thus control the homogeneity of the coating film. If the wetting is insufficient, it can lead to holes in the film and unprotected areas.
The binder is what brings the physical structure of the polymer and permits to support and contains the pigments and additives. It binds itself to these components and to the metal surface. In addition to bring structure, it ensures the most important properties of the coating (adhesion to the metal, cohesion within the coating, high mechanical strength and low permeability). It is, thus, evident that the right binder choice is crucial when designing an anticorrosive coating as its properties will depend on its chemical composition and curing. Very often, coating performance will be linked to the advantages and disadvantages of its binder family.
It exits three main types of pigments: barrier, sacrificial and inhibitive pigments. They differ in their mechanisms of protection and also in their quantity in the coating as depicted on Figure 1. Indeed, sacrificial coatings (typically zinc-rich coatings) need to have a large quantity of pigment in them to allow the flow of electric current coming from the electrical contact between the particle and the substrate to be protected. Inhibitive pigments which rely on a dissolution mechanism and formation of soluble salts at the substrate/paint interface needs to be in sufficient quantity whereas pigments in barrier coatings are generally chemically inert.
Among the five groups, binder and pigments are the most important elements when considering the anticorrosive performance. Whereas the binder will give the overall properties of anticorrosive coatings, pigments will be crucial when considering the protection mechanisms.
Now that the principal components of an anticorrosive coating have been reviewed, let us see how they can provide protection to the steel. First, an anticorrosive coating will act as a barrier between the potentially corrosive environment and the steel. To be able to understand how these coatings can protect steel, it is important to briefly recall the definition of corrosion and the corrosion process. Corrosion can be defined as a physicochemical interaction between the environment and a material that results in changes in the property of the metal (metal consumption/dissolution). It is a process driven by a potential difference between cathode and anode sites. The anode and cathode sites can be next to one another or separated from one another. The anode site is at the metal surface’s less noble site or site with a higher surface energy. Corrosion requires several elements to happen such as water, oxygen or another reducible species, a dissolution process at the anode, a cathode site and an electrolyte path between the anode and the cathode. As any of these elements can control the rate of corrosion, suppressing one or several of them is the main goal to achieve when designing an organic coating.
Consequently, the main protection mechanisms displayed by organic coating are:
- Creating an effective barrier against the corrosion reactants (water, oxygen and ions);
- Creating a path of extremely high electrical resistance, thus inhibiting anode-cathode reactions;
- Passivating the metal surface with soluble pigments;
- Providing an alternative anode for the dissolution process.
Based on these mechanisms and according to Bierwagen [2], there are three main modes of corrosion protection that anticorrosive coating can provide: (i) barrier protection, (ii) cathodic/sacrificial protection and (iii) inhibitive/passive protection (coating formulated with inhibitive pigments/or additives).
2.2. Protection Mechanisms
As said, traditionally the protection mechanisms described in the literature are the barrier protection, the sacrificial protection and the inhibitive/passive protection. The barrier protection depends at the same time on the coating properties and the presence of pigments whereas the sacrificial and inhibitive/passive protection mostly depend on the presence of pigments. This section will focus on the role of pigments as the case of the polymer properties due to binder choice will be detailed later in this review.
2.2.1. Barrier Protection
Barrier protection, as its name implies it, relies on the creation of a barrier which will reduce the transport of species needed in the corrosion process, i.e., water, oxygen but also chemical species such as H2O, O2 and electrolyte ions (Cl−, SO42−, Na+, K+, NH4+ and Ca2+). It is a crucial protection and was at first stated as the main protection mechanism offered by coating but the permeability of coating to water and oxygen discredited it [10]. It was shown that the extent of water and oxygen transported through the coating was at least an order of magnitude greater or comparable to the amount needed to support corrosion [10,11].
Concerning the impediment of the transport of electrolyte ions, it is the resistance to flow of charge which is of importance [2]. When transported to the interface, electrolyte ions can react with metallic species and formed soluble complexes which will diffuse away from the corrosion sites and stimulate the corrosion cycle [12,13,14,15,16]. That is why, allowing the diffusion of water without ions is essential. For Mayne, this coating property (ionic resistance) is the variable controlling the degree of corrosion but the recent work of Sykes et al. [17] showed that an undisputable correlation between conductivity and corrosion protection was not possible. They tried to measure the high resistance pathway by electrochemical impedance spectroscopy (EIS) using bi-electrodes and showed that it was not measurable. They also carried out test at elevated temperature and demonstrated that the coating resistance measured could not control the corrosion process.
Protection offered by barrier coating is known to be greatly dependent on a number of parameters such as the polymer properties, the polymer layer structure (crosslinking density) and thickness, the type of corrosive environment, its interaction with the substrate, the presence of a pre-treatment layer, pigment volume concentration, type of pigments/fillers and particle shape of pigments/fillers (see Figure 2) [1,5]. It should be noted that barrier coating may be used as primer, intermediate or topcoat.
Concerning the pigments used in barrier coating, their efficiency to disturb water and ions transport through the coating will depend on their nature and shape as illustrated on Figure 2.
Spherical pigments will allow aggressive species to migrate almost straight through the coatings whereas lamellar pigments will provide a tortuous path for the aggressive species. Pigments used in barrier coatings are inert and insoluble in water. Another parameter to take into account for lamellar pigments is the build-up of layers in the dry film as the more layers there are, the more protection they offer. This effect is controlled by the shape and size of the lamellas and in particular the diameter-to-thickness ratio [1,18]. The two main groups of barrier pigments are mineral-based materials mineral-based materials (mica, micaceous iron oxide (MIO) and glass flakes) and metallic flakes (aluminum, zinc, stainless steel, nickel or cupronickel). For more information about the different types of barrier pigments please refer to [1,18,19,20,21].
2.2.2. Sacrificial Protection
In the case of sacrificial coating, the protection is offered by galvanic effect. The substrate will be protected by a metal or an alloy that is electrochemically more active than the material to be protected. Indeed, the protective metal or alloy will be dissolved preferentially and leave the steel unreacted.
In the case of a coating, the cathodic protection is achieved by pigmentation. The major pigments used to achieve sacrificial protection are zinc pigments. For the coating to be able to offer cathodic protection, the content of sacrificial pigments must be high enough to ensure an electrical contact between them (just below the critical PVC). Thus, as long as the conductivity in the paint is preserved (enough pigments remaining to act as an anode), the steel will be protected. In the case of zinc rich paints (ZRP), the weight of zinc must be higher than 80% in the dry film. Another important parameter to control is the shape and the size of the zinc particles, although the size of the zinc particles will be more important.
This type of protection is active when the coating is damaged. It will lead to the consumption of the zinc particles and corrosion products will be produced as illustrated on Figure 3. As it can be seen on this figure, in addition to the cathodic protection, the metallic powder can also offer barrier protection due to the build-up of insoluble corrosion products in damage areas. As they precipitate, these products fill the pore of the coating, thus, reducing the permeability of the film [22,23,24].
Sacrificial coatings are only applied as primers as they are effective only if the coating is in direct contact with the steel due to the requirement of electrical contact between the steel and the sacrificial coating. Since these types of coatings contain a low content of binder and other components, their other properties (mechanical properties, adhesive and cohesive strength properties, impact resistance) are significantly reduced [1].
2.2.3. Inhibitive/Passive Protection
Similar to sacrificial protection, inhibitive/passive protection relies on action of pigments when the surface to be protected will be in contact with moisture. Their mechanism of action is different than sacrificial pigments even though the first step is the dissolution of inhibitive pigments. In general, such pigments are chosen for their transformation in insoluble metallic complexes when reacting with the steel surface after their partial dissolution due to water penetration in the coating [2,25]. As the insoluble metallic salts build-up, they passivate the steel by impeding the transport of aggressive species acting as a barrier.
Inhibitive pigments are inorganic salts which are slightly water soluble. The most common inhibitive pigment is based on phosphate chemistry and mainly zinc phosphate is used. Zinc phosphates are widely used because of their low solubility and activity which make them compatible with a vast type of binders however their performance as corrosion inhibitor is contradictory but it is admitted that they give good performance in industrial environments [26]. Other types of phosphates can also be found, such as aluminum, calcium, barium, iron, cadmium or magnesium phosphates. Inhibitive pigments can have two types of inhibitive actions; either an anodic inhibition by maintaining a passive layer or a cathodic inhibition by reducing the corrosion rate by restricting oxygen diffusion to the surface [1]. They are several mechanisms by which zinc phosphates protect the steel and they were largely described in the literature [18,26,27,28,29,30,31]. It exists a vast variety of type of zinc phosphates which were detailed with great care by Knudsen and Forsgren [4]. The mechanism of protection of other zinc phosphates pigments is interpreted similarly as that of zinc phosphate [27,32,33]. Among the other types of inhibitive pigments, ferrites, calcium exchanged silica, barium metaborate, molybdates and silicates can be noted [18,27,34,35].
The design of inhibitive coating is delicate because their efficiency relies on antagonistic requirements as they need water to be dissolved and act as a barrier after dissolution. Then, a balance between the barrier properties and the effectiveness of the inhibitor must be achieved. The degree of protection from an inhibitive/passive layer will then depends on the nature of inhibitive pigments and also on the pigment solubility in the organic coating. As sacrificial coatings, these types of coating are essentially applied as primers because they need to react with the steel surface to be protective.
2.2.4. Adhesion: A Protective Mechanism or a Pre-Requisite for Corrosion Protection?
According to Funke [36], “Adhesion is the most important property of organic coating because if it fails, all other coating properties become worthless” but he also defined adhesion as a protective mechanism along with the electrochemical mechanism (protection by pigments) and the physicochemical mechanism (barrier protection) [37]. It is true that in most of publications about corrosion protection, the three mechanisms of protection proposed are the ones already described previously and adhesion is not mention alongside them.
Adhesion can be described as the interatomic and intermolecular forces at the interface of two surfaces but in reality, it is very complex phenomenon implicating a multidisciplinary knowledge. Numerous studies have been performed on adhesion to describe it, to explain how it works and how it can be predicted as it is a key aspect in the protection offered by coating [38,39,40,41,42,43,44]. Several theories exist to explain adhesion but the aim of this paragraph is not to review them and detailed information can be found elsewhere [38,39,40,41,42,43,44]. Very strong adhesion can help suppress corrosion by retarding the formation of corrosion products, hydrogen evolution and water build-up under the coating. Basically, the role of adhesion is to create the necessary conditions so that corrosion protection mechanisms can work. Indeed, without an intimate contact with the metallic surface at the atomic level, organic coating cannot act as a passivation layer, create a path of extremely high electrical resistance at the metallic surface or prevent the contact with electrolyte or corrosive species. However, adhesion is only a “necessary but not sufficient” condition for good corrosion protection. Good adhesion alone is not enough to ensure protection as it will not necessarily imply enhanced corrosion protection [45]. It is particularly the case when considering dry adhesion which is the initial strength of the coating-substrate bond. Funke himself said that when considering protection against corrosion, dry adhesion was less decisive than wet adhesion [36].
Wet adhesion can be defined as the adhesion of an organic coating to a support upon exposure to liquid water or high humidity [36]. Wet adhesion is a coating property and not a failure mechanism. The same polar groups on the binder molecules that create good dry adhesion can decrease the water resistance at the coating-metal interface and thus the wet adhesion. Based on their literature review, Leidheiser and Funke [46] proposed two disbonding mechanisms; the chemical disbondment where the water molecules can disrupt the interactions between the polymer and the metal oxide and the loss of adhesion due to a mechanical disbondment originating from accumulation of water at the interface, see Figure 4.
In a general point of view, the adhesion mechanisms are controlled by the physicochemical properties of the polymer (chemical composition and spatial distribution of the components, the rheology of the polymer, the glass transition temperature (Tg) and the mechanical properties) and the metal (nature of the reactive species and their spatial distribution on the metallic surface, roughness). It is thus difficult to conclude about the role of adhesion as it could be considered as an essential condition for corrosion protection to work and also as a protection. Nevertheless, this coating property is of upmost importance and need to be carefully considered.
2.3. Other Important Aspects Related to Anticorrosive Performance
It is important to consider other coating aspects such as surface preparation or internal stresses in the coating in addition to the protection mechanisms as both can impact coating performance when stressed and need to be taken account in the design and application of anticorrosive coatings.
2.3.1. Surface Preparation
As stated above, adhesion between the organic coating and the steel surface is a pre-requisite for the anticorrosive coating to actually protect the steel. It is, thus, vital to correctly prepare the surface before the coating application as presence of contaminants (dust, grease, oils, salts) on the surface of the steel will act as a weak boundary layer. This weak boundary layer could lead to coating failure or can promote the appearance of blistering (see Section 2.4.2 for more details) [47,48,49,50,51]. Surface preparation is also important as it can enhance mechanical or chemical anchoring of the coating and several standards can be used as guide for surface preparation [52,53]. Le Calvé et al. [54,55] indicated that the surface cleanliness level of steel was a key parameter in the coating durability. It was shown that coated steel surface with low roughness (machined, Ra 4 µm) presented extremely good performance as long as high level of surface cleanliness was ensured (such as on hydroblasted steel).
The main components of surface preparation are surface cleanliness and anchor profile of the surface. Pretreatment of steel before painting consists in washing the steel with an alkali surfactant, rinsing it with clean water and then removing the mill scale with abrasive blasting. The two first steps provide cleanliness by removing oil, greases or others contaminants which might have accumulated during the period between the production the steel and its painting. This step is achieved either by abrasive blasting (dry or wet abrasive blasting) or with water as propellant and abrasive [52,56]. The last step produces also cleanliness but at the same time roughness, thus, better mechanical anchoring for the anticorrosive coating. The effects of different types of cleaning and pretreatment of metallic substrates, as well as application procedures, has been thoroughly described elsewhere [57,58].
2.3.2. Internal Stresses
The existence of internal stress in the coating, which develops due an inability of the coating to shrink, may add further to the complexity of the coating system. Internal stress in coatings can significantly affect the durability of anticorrosive coatings by resulting in loss of adhesion, cracking or cohesive failure [59].
- The film formation: solvent evaporation, volume change associated with the curing reaction, etc.;
- Thermal stress induced by differences in the coefficient of thermal expansion of the coating and the substrate at ambient temperature;
- Stress associated with the degradation of the coating polymer;
- Stress induced by the exposition of the system to humidity and temperature.
The build-up of the internal stress due the exposition to a variation of temperature or relative humidity mostly comes from the fact that the adhesion between the substrate and the organic coating prevent stress relaxation by dimensional changes (film constraining by adhesion) due to different thermal and hygroscopic coefficient between the coating and the substrate [62]. A schematic representation of the different stress which can occur in organic coating is reported on the Figure 5 [63]:
In this section, the different protection mechanisms and the requirements for these protection mechanisms to happen were described. It was important to resume them as they will help understanding how anticorrosive coatings work.
2.4. Mechanisms of Degradation
In addition to understand the protection mechanism involved in anticorrosive coatings, it is important to understand the possible failure mechanism which can be encountered as a function of the stresses considered. It exists two main types of degradation, the one involving defects (pinholes or mechanical damages) in the coating which can lead to corrosion and the one involving degradation of the coating itself (cosmetic defects or weathering of paint). Both types of degradation are linked to the coating properties such as the resistance to mechanical damage or the formulation of the coating which can induce defects in the paint film or make it more sensitive to weathering.
2.4.1. Loss of Protection Due to Corrosion Initiated at Defects
Coating failure normally initiates at local defects, which can be the result of application errors, chemical heterogeneities in the coating or other defects, such as bubbles, under film deposits or mechanical damages. The corrosion of steel at a defect can lead to cathodic delamination of the surrounding coating or be the result of anodic undermining or filiform corrosion [1,4,20,48,64,65]. For submerged steel, cathodic delamination will be the predominant degradation mechanism whereas in atmospheric weathering conditions alternative mechanisms of de-adhesion can be expected [64]. Another minor mechanism but that can be important is a mechanical delamination due to the accumulation of corrosion products which can expose fresh steel. Which mechanism dominates will depend on the type of coating, type of substrate and exposure conditions. A lot of works has been performed to describe and explain how these mechanisms initiate and propagate and the aim of this section is only to recall the most pertinent information needed for the understanding of these loss of protection.
Cathodic Delamination
Cathodic disbonding is the main mechanism of failure for anticorrosive coatings for submerged and buried steel. However, it can also play a role in degradation mechanism observed on atmospherically exposed steel when the electrolyte is thick enough to induce this type of mechanism or when the adhesion between the paint and the metallic surface is poor. The process of cathodic disbonding starts at coating defects (pinhole), mechanical damages, blister, where the steel is exposed to the electrolyte. Cathodic disbonding is a process causing the organic coating to lose adhesion to the substrate due to the cathodic oxygen reduction:
O2 + 2H2O + 4e− = 4OH−
Disbonding from damage is the result of bonds breaking at the coating-metal interface coming from the alkalinity of the cathodic products [1,4,19,63]. They are a result of electrochemical reactions occurring at the coating-steel interface, where solid iron is oxidized to ferrous ions and oxygen is reduced to hydroxyl ions at the metal-paint interface, see Figure 6 [64]. In addition to the production of OH–, cations should also be available to maintain electroneutrality. The mechanism of loss of adhesion caused by an alkaline environment can be divided into three groups according to the literature; reduction of the oxide layer, chemical degradation of the coating or interfacial failure. All those three mechanisms were experimentally observed and proposed by different authors [1,66,67].
The extent of cathodic delamination, from a coating point of view, will be dependent of the ability of the interface to sustain an alkaline pH and the ability of the reactive species to diffuse through the coating and along the coating-substrate interface [19,20]. Other parameters, such as the potential of the coated steel (in case of cathodically protected steel), the type of electrolyte and its concentration, the oxygen concentration, the coating thickness will also influence the rate of cathodic delamination [1,4,68,69].
Anodic Undermining
Anodic undermining usually takes place in humid air conditions. In the case of cathodic delamination, the anodic reaction is concentrated in the defect filled by the electrolyte and compensating cathodic process takes place under the coating. Oxygen diffusion through the thick electrolyte layer is the limiting factor and to remove this limitation, the cathodic front spreads from the defect underneath the polymeric coating. In humid conditions (thin electrolyte), the defect area is well aerated and works mostly as a cathode where oxygen reduction reaction can take place, while anodic reaction occurred underneath the coating and spread from the defect, Figure 7 [1,4,64,70,71]. Now, when the anodic reaction is taking place under the coating, chloride ions (Cl−) will migrate to balance the Fe2+ ions that are formed by the anodic reaction.
Hydrolysis of the iron chloride under the coating may result in acidification of the electrolyte. Due to acidification of the electrolyte, hydrogen evolution may start, which will increase the corrosion rate further [4].
Filiform Corrosion
Filiform corrosion is threadlike corrosion which attacks under the coating film, spreading from a coating damage. Although filiform corrosion is usually observed on organic-coated aluminum parts, it has also been observed on magnesium and cold-rolled steel. Filiform corrosion occurs in humid atmosphere. The mechanism of filiform corrosion has been discussed in number of publications such as reference [1,4,48,65,72].
The conditions for initiation and propagation of filiform corrosion are the followings; presence of defects in the coating (mechanical damages, pores, insufficient coverage of edges, air bubbles, salt crystals or dust particles), high humidity air (65–95%R.H), sufficient water permeability of the paint film and stimulation by artificial or natural impurities (sulphur dioxide or chloride) [65].
The filaments consist of an active corroding head followed by an inactive tail filled with porous corrosion products. Oxygen is consumed at the active corroding head which will become deaerated. This results in differential aeration because oxygen and water are supplied to the filament head by diffusion through the porous tail [73,74].
2.4.2. Blistering
Blistering is one of the most important defects which should be avoided when considering the cosmetic aspect of corrosion protection by organic coatings. Blistering is showing a local loss of adhesion between the substrate and the anticorrosive coating. It will impact the appearance and also the performance of the coating. According to Greenfield et al. [47], three types of blistering can be quoted; osmotic, cathodic and anodic blistering. Whereas osmotic blistering is linked to the presence of contaminants at the surface and thus linked to proper surface preparation, cathodic blistering is linked to the presence of defects.
Osmotic blistering mostly originates from the presence of contaminants such as chlorides, sulphates, dust or solvent entrapment [48]. Foreign ions can establish local osmotic cells in the presence of microscopic amounts of water and the water transport is driven by the difference in chemical potential between the outside surface of the film and the inside of the blisters, see Figure 8 [48,49,50]. The key factors in osmotic blistering are the adhesion at the interface and the metal surface contamination. Blister initiation does not occur when the surface is relatively clean, or where water does not penetrate all the way to the substrate surface [49].
Cathodic (alkaline) blistering occurs at sites damaged by mechanical action, at a pinhole, at an incomplete or very thin coverage section, or at an area of low ionic resistance or may be inherent fault of the coating (pore). Basically, the mechanism of cathodic blistering is close to the mechanism of cathodic disbonding as a loss of adherence is caused by the generation of a high concentration of OH− ions in the cathodic zone [47,76]. It is also considered that the cathodic blistering is primarily not due to the loss of adhesion but to the overpressure at the metal interface because of the formation of highly water-soluble corrosion products due to the migration of Na+ ions at the interface due to the cathodic reaction [76]. The presence of this water-soluble corrosion products could lead to the formation of an osmotic cell leading to the formation of a blister through the same mechanism as osmotic blistering [76]. A model for the degradation of organic coatings with no apparent defect on steel in a neutral electrolyte is represented on Figure 9. In this model, the cations are believed to diffuse through the coating as a result of an attack by water in low molecular weight or low crosslinked regions, followed by the interconnection of these regions.
Anodic blistering is much less observed than cathodic blistering. According to Funke [77], on steel, anodic blistering could be the result of a differential aeration process. Polarization could be the result of a different access of the oxygen on a steel surface. The oxygen-poor center of the blister would become anodic while the steel around would be cathodic. This mechanism is illustrated in Figure 10.
Whatever the types of blistering considered it is believed that blistering can be formed by two main mechanisms: through the production of corrosion products under the organic coating or through fully mechanical effect of osmotic pressure. In both cases, blister growth is promoted by the presence of water at metal/polymer interface and interrelated to the loss of adhesion between the organic coating and the metallic surface.
2.4.3. Loss of Protection Due to the Weathering of the Paint
Even though the degradation of the paint by corrosion and blistering are the most common defects when looking at the failure mechanisms of organic coatings, it is also important to take into account the weathering of the organic coating. Indeed, this weathering can affect the coating properties and thus changes water or electrolyte transport through the coating, i.e., impacting the barrier property of coatings. The aging of coating is inexorable when exposed to weather even for the best coatings, properly applied to compatible substrates. Weathering is a joint action of ultraviolet radiation, heat, oxygen, humidity and chemical species. They can act separately or interact to lead to coating degradation.
The effect of UV from sunlight is usually associated with aesthetic changes such as yellowing, color change, loss of color or chalking. However, the most critical damages are due to chemical breakdown and thus worsened mechanical properties. The range of potential effect of UV includes embrittlement, increased hardness, increased internal stresses, generation of polar groups at the coating surface (increased surface wettability and hydrophilicity), changes in solubility and crosslinking density. The action of UV light is inhomogeneous within the coating thickness as the wavelength range of the UV will have an impact on its penetration depth in the coating [78].
The effect of moisture can come from several sources including water vapor in the atmosphere, rain and condensation due to the day-night cycle. As already said coating are permeable to water or water vapor and it can diffuse through pore or microcracks. This water can be randomly distributed or aggregate into clusters, can create a water interstice between the binder and pigments particles, can exist in voids in the paint film and can accumulate at the metal-coating interface. The uptake of water can affect the coating in several ways such as chemical breakdown, weathering interactions, hygroscopic stress and blistering/adhesion loss.
Temperature can have an impact on the balance of stresses as it can induce additional crosslinking or stresses by difference between thermal coefficient of expansion between the polymer and the metallic surface [60,61,79]. It can also impact the coating mechanical properties as they are closely related to the glass transition temperature (Tg) of the polymer. Diffusion process through the coating can be enhanced by temperature rising as it will increase Brownian motion mode [4].
The chemical degradation is related to the breakdown in the coating film due to chemical contaminants in the atmosphere. When thinking about atmospheric contaminants one will automatically think about their effect at defects, however, these contaminants can also degrade the coating by combining with condensation and make it more vulnerable to UV, moisture or temperature action.
Obviously, the extent of the coating reaction to these stresses will depend on its chemical nature and thus each coating type will react differently to changes in one or more of these weathering stresses.
3. What Are High-Solid and Powder Coatings?
In the previous section, the mechanism by which anticorrosive coatings protect the steel and how they lose their protective properties were exposed. It was shown that it was intrinsically linked to the coating property and how it was applied. High-solid and powder coatings possess the same base chemistry as traditional solvent-borne coatings, however, to achieve a low VOCs formulation, change in fundamental parameters such as the molecular weight of the binder needs to be achieved. This section aims to describe high-solid and powder coatings technology to help understand how it will influence their performance when exposed in harsh environment.
3.1. Why Formulate Low VOCs Coatings
Historically, solvents were used as carrier however their major drawback despite their well-known performance were their hazardous nature for environment as well as human health. Their evaporation at normal temperature and pressure also lead to problematic issues from a safety point of view due to fire or explosion hazards. It was all these problems which generated a reducing VOC policy and the development of environment-friendly solutions.
Volatile organic compounds are emitted as gases from certain solids or liquids and in the scope of this review from the evaporation of organic solvent. VOCs include a variety of chemicals, some of which may have short- and long-term adverse health effects. Nowadays, as companies must control their VOCs, international and national legislation aimed at reducing the use of volatile organic compounds. This trend, led the coating industry to develop environment-friendly solutions such as waterborne coatings, low solvent coatings or solvent-free coatings, see Table 1. Another minor type of environment-friendly coating is radiation curable coatings.
Generally, whatever the type of coating desired (solvent-borne or solventless), the same binder, curing agent, additives or filler can be found. It is particularly true for high-solid coatings. For powder coatings, the same base chemistry can be found but due to the process of fabrication and application, some specific additives or curing agent can be found.
3.2. High Solid Coating
3.2.1. Generalities
High solid coatings are a group of coatings that highly resemble to the solvent-borne coatings but contain less than 30% solvent. By definition, a high solid coating typically contains more than 60% solids by weight or 80% solids by volume [81,82]. This technology has been accepted by the automotive, aerospace and marine industries for use in a variety of topcoat formulations, such as two-component polyurethanes. High solid coatings use less paint to achieve the same thickness obtained with conventional formulations.
High solid coatings can present several disadvantages among the following can be quoted; higher viscosity, sensitivity to inadequate substrate cleaning, shorter pot life, flocculation of pigment, narrower cure window and sagging.
3.2.2. Parameters Influencing Film Formation
As stressed in the previous section, coating formulation and by extension coating properties as well as the quality of the coating film will have a significant impact on the protective abilities of coatings. That is why it is important to review parameters influencing film formation as it can be different than for traditional anticorrosive coatings.
Viscosity
The same base chemistry as solvent-borne coatings is found for high solid coatings but differs mainly on the molecular weight of the resin [81,83,84,85]. In contrary to solvent-borne coatings which utilized polymers, high solid coatings are formulated with oligomers with lower molecular weight. The choice of low molecular weight arises because of viscosity issues [86]. As the quantity of solids is higher, the viscosity of high solid coatings is high and can generate difficulty in the application of the paint during the levelling of the film. It exists is a linear relationship between the log of the viscosity and the weight percent of the polymer solids. The increase in viscosity with increasing solids content is much lower with oligomers than with higher molecular weight polymers [81,83].
Molecular weight reduction causes an increase in free volume because chain ends can undergo segmental motion relatively easily and as a consequence decrease the viscosity of the resin which depends on free volume availability [80]. The drawback of this approach is that to obtain adequate film properties, a large increase in Tg will be required during curing. To obtain the necessary properties, the content of functional group needs to be increased to promote molecular weight build-up and crosslinking during curing. As increasing the content of functional groups will also increase the viscosity of the coating, an optimum balance of molecular weight and functional groups content for each high solid system must be found [81,84]. In addition, as the possible presence of single functional group oligomer can lead to the formation of dangling ends which will act as plasticizers, it is thus critical to control the functionality of the oligomers and to have at least two functional groups by oligomer.
Sensitivity to Inadequate Substrate Cleaning—Surface Tension Issue
The increase of functional groups content in high solid coatings can lead to surface tension issues and film defects, such as cratering or crawling [81]. Crawling occurs when a coating of relatively high surface tension is applied to a substrate of relatively low surface free energy. Due to their formulation and the diminution of solvent quantity, high solid coatings have high surface tension. Indeed, in majority, the functional groups of coatings are highly polar and the solvent used in high solid coatings are mostly hydrogen-bond acceptor. All these factors lead to the fact that the surface to be applied must be thoroughly cleaned and properly prepared to reach the highest possible surface free energy.
Shorter Pot Life
Here again, the increased content of functional groups induced side effects and reduce the pot life of high solid coatings [81,84]. Storage stability is affected by the rate of reaction at storage temperature which in turn is influenced by the concentration of functional groups. In high solid coatings, functional groups are more important (at least three times as for the same curing system in conventional coating) because there is less solvent and because functionality is increased to get the right chain extension [81].
Flocculation of Pigment
Avoiding flocculation of pigment is crucial in any type of coating, conventional or high solid. It is not a major problem in conventional coatings but it can be critical in high solid coatings because it can induce an increase in the viscosity of the coating before application [81]. This viscosity increase is attributed to immobilization of continuous phase within and around the irregular surface of the aggregate and to the crowding or packing aggregates with each other [81].
One of the primary factors controlling the stabilization of pigment dispersion is the thickness of adsorbed layer on the pigment particles surface. The low molecular weight molecules in resin for high solid coatings are incapable of providing an adequate adsorbed layer [81].
Cure Window
The cure window for high solid coatings is narrower than for conventional coatings, it is thus important to have a precise formulation and to apply the coating at the right baking temperature and time [81,84,85]. For conventional coatings, the baking temperature, backing time or catalyst amount can be off by ± 10% [81]. There are a large number of hydroxyl groups in each resin molecule and if 10% are not reacted, the change in the properties will be small. However, in high solid coatings, the content of functional groups is optimized to obtain the right final mechanical properties without having a negative impact on the viscosity. Leaving even a small amount of unreacted functional group can, thus, lead to high change in the final properties of the coating [81,84].
Sagging
Sagging is a greater problem with high solids than conventional coatings [81,83,84]. This results from a lower loss of solvent during application for high solid coatings in comparison to conventional coatings. Indeed, a high solid coating having 70–80% solids at the spray gun will have 75–80% solids on the substrate whereas it was 20–30% solids at the gun and 75–95% solids on the substrate for conventional coatings [81,83,84]. The reasons for this difference have not been completely elucidated but result in sagging.
Oven sagging can also happen. High solid coatings tend to sag during the early stages of heating during thermal cure due to the strong temperature dependence of viscosity. It occurs when the increase of viscosity resulting from the crosslinking reactions is insufficient to counteract the decrease in viscosity of high solid coatings as temperature is increased during baking [81,83,84].
It can be seen that, even if high-solid coatings present substantial advantages, the control of the film formation to obtain a defect free film appears more difficult than for conventional coatings. This will obviously have an impact on the performance of these type of coatings.
3.3. Powder Coating
3.3.1. Generalities
Powder coatings were first available in Europe in the early 1950s and then in United States in 1972 [87]. The first powder coating was based on polyethylene chemistry and applied by a fluidized bed technology on preheated steel. It is only in the 1960s that powder coatings based on polyesters and epoxies technology were developed. Knudsen and Forsgren [87] stated that powder coatings constituted 11% of the world coating market in 2010s.
In powder coatings, all the constituents of the coating are present in a dry, solventless powder. They are formulated from solid resins, cross-linkers, pigments with small amounts of additives such as UV screeners, flow promoters, catalysts and pigment dispersants. Powder coatings are usually produced by melt mixing the ingredients at elevated temperature under high shear to disperse pigments in a matrix of the major binder components. Even if this process can be either in batches or continuous, the same process steps are found. An example of production line is shown on Figure 11.
In addition to their obvious environmental benefits, powder coatings have a number of technical and economic advantages:
- -
- In the case of electrostatic spraying, since the powder is drawn to the substrate by electrostatic charge, a very high ratio of the powder ends up on the substrate. This ratio is higher than the one observed for conventional coating. Furthermore, the little fraction which does not hit the substrate can be recycled in the application booth and sprayed again.
- -
- The high temperature of application (160 to 210 °C) makes it faster to cure and allows the formation of a very dense and highly protective film.
- -
- They are ready to use since no dilution or thinning is needed.
- -
- They are easy to apply because they do not run, drip or sag, unlike conventional liquid coating
- -
- They can cover irregular shapes.
Powder coatings present numerous advantages but the size of the object to be coated is one of the main limitations. Even if the application line allows the coating of quite large objects, this technology is limited to objects and parts [87,89,90]. In addition, whatever the application methods selected, it is harder to change the color of powder coating applied during the application process in comparison to conventional solvent-borne coatings [87,89,90].
3.3.2. Application Methods
The method of applications for powder coatings differ greatly from the application methods utilized for conventional solvent-borne coatings and high-solid coatings. That is why it is important to mention them.
Two principal methods are used, namely, electrostatic spray and fluidized bed. Other minor application methods can also be quoted, such as electrostatic fluidized bed and flame spraying. When thin film powder coatings are desired, the preferred application method is by electrostatic spray. For protective and thick-film powder coatings, fluidized bed method is adopted. Before coating, as for conventional solvent-borne paints, the substrate must be carefully cleaned by appropriate surface preparation. Conversion coatings can also be added to improve adhesion and corrosion resistance.
Electrostatic Spraying
Electrostatic spraying is the major process for applying powder even though it was not the first one to be developed. The powder is fluidized in a hopper and conveyed by a stream of air to an electrostatic gun [87,89,90,92]. The substrate is electrically connected to ground so that the charged powder particles are drawn to the substrate by an electrostatic force. The airflow out of the gun has the role to add a velocity toward the substrate to the particles. There are two types of electrostatic gun, the corona and tribo gun, see Figure 12. They differ by their means to input electrostatic charges to the powder.
Charging the powder by corona effect is the most common method used. It consists of a tube carrying the airborne powder to an orifice at which an electrode is located. The electrode is connected to a high voltage (30–100 kV) and low amperage supply [87,89,90]. Even though the voltage in the gun is high, the current is very low which allow the energy transmitted to the powder to remain quite low. Electrons emitted by the electrode react with molecules in the air, generated a cloud of ions (mostly OH−), called a corona, around the orifice [87,89,90]. Powder particles come out the orifice negatively charged due to the pick-up of anions and the difference in potential between the substrate and the particles draw them to the substrate surface. One disadvantage of the electrostatic powder spray process using corona discharge guns is that a high voltage field is set up between the gun and the substrate. As field lines will tend to concentrate on the points closest to the spray gun, parts with deep angles or recessed areas will be difficult to coat. This is called the Faraday cage effect.
Another means of applying electrostatic powder employs triboelectric charging of the particles. The particles are charged by the friction generated by streaming through a poly(tetrafluoroethylene) tube in the gun [87,89,90]. Since there is not a large differential in charge between the gun and the grounded substrate, no significant magnetic field lines will be established leading to a minimal faraday cage effect. This will help in the coating of irregularly shaped objects and smoother coating can be obtained with this method. It should be noted that as throughput is slower, stray air currents can deflect more easily the particles between the gun and the grounded substrate [90].
After the application of the powder coating, the substrate is conveyed to a baking oven where the powder particles are fused to a continuous film, flow and crosslink (as a function of the coating type). The volume fraction of sprayed powder that ends up on the substrate is called transfer efficiency which will depend on the geometry of the object and the particle size. In general, the particles that do not adhere to the substrate are particles which received little charges [81]. The particles that do not adhere to the substrate (overspray) are recovered as a dry powder. This powder is usually recycled by blending with virgin powder but this recycling has a limit as the recycled powder will have an increased concentration of particles with poor charging.
The film thickness deposited by electrostatic spraying using the corona gun can be adapted by changing the gun voltage and the distance between the gun and the substrate [94]. To increase the film thickness, the voltage must be increased whereas the gun–substrate distance must be decreased. Thicker film can also be applied by heating the substrate before deposition.
Fluidized Bed
Fluidized bed is the oldest method of applying powder coatings. It is very different from electrostatic spraying since the substrate is dipped into the fluidized bed after being preheated. Once the preheated substrate is in contact with the powder, the powder melts and forms a film. The fluidized bed typically contains a powder container and air supply which are separated by a porous bottom. The powder is transformed into a fluidized state by the passage of clean air through the porous bottom resembling a boiling liquid, see Figure 13. As the thickness of fused particles builds up, the coating becomes a thermal insulating layer so that the temperature at the surface of the coating decreases, finally reaching the stage which further particles do not stick to the surface. The last particles to attach to the coated surface are not completely fused, so the substrate must be moved to another oven to complete the fusion [87,89,90].
The powder applied by the fluidized bed has a particle size distribution ranging from 30 to 250 microns which is larger than particles applied by electrostatic spraying [87,89,90]. Depending on target coating thickness and properties of the powder, the substrate is heated to 230 to 450 °C and dipped for 2 to 10 s. Coatings on the order of 200 to 500 µm are typically produced. The size of the substrate that can be coated is limited because the fluidized bed container must be large enough to readily accommodate them. Most commonly, this method is used for applying thermoplastic coating materials.
Other Minor Methods
Among the other methods which can be quoted, electrostatic fluidized bed and flame spraying can be mentioned.
Electrostatic fluidized bed has a similar process as fluidized bed but electrodes are added to generate ions the air before the substrate is dipped in the powder. As for electrostatic spraying, powder is attracted to the substrate through electrostatic force. This method is used to apply thermoplastic and some thermosetting powder coatings.
Flame spraying is another technology for applying thermoplastic powder coatings. During this process, the powder is propelled through a flame and stays long enough in it to melt and is deposited on the substrate and cooled down before any thermal degradation of the polymer. Only thermoplastic powder can be produced this way due to a short time at high temperature which prevent the completion of a curing reaction [89,90]. In contrast to other techniques, flame spraying can be use on field.
3.3.3. Formulation and Film Formation of Powder Coatings
As for high-solid coatings, the formulation and film formation of powder coatings are more difficult than for convention solvent-borne coatings and a detailed description will be made in this paragraph as it can influence coating performance.
Formulation of Powder Coatings
The formulation of powder coatings is similar to conventional coatings in many regards. The same type of binder, crosslinker and additives can be used. However, their respective ratio in the powder must be optimized to avoid difficulties which could lead to defects in the final paint film [87,89,90]. Another difference between powder and conventional coatings relies in additional additives adapted to the powder production and the application methods. Whereas many additives such as UV absorbers, light and heat stabilizers and slip agents have their basics in conventional coatings, others such as electrostatic additives or post-blend additives are unique to powder coatings [89,95]. For example, degassing additives can be incorporated in the formulation to mitigate the defects caused by volatiles (air, moisture, low molecular weight polymer fragments) emitted during film formation to avoid pinhole defects. Additives to avoid flooding, floating and pigment agglomeration which are used in conventional coatings are not necessary and seldom used in powder coatings.
A significant formulating advantage for conventional coatings is that there are few constraints on the Tg of the binders whereas it can be a crucial parameter for high solid coatings, see Section 3.2.2 An important formulating variable is the ratio of pigments and fillers to the binder in powder coatings [89,90]. It is generally much lower than for conventional coatings since there are no other liquid ingredients present to wet out the pigments. Thus, the pigment volume concentration in powder coatings seldom exceeds about 25% [89,90]. In addition, higher levels of pigments or fillers can reduce the flow out of powder coatings resulting in a rough grainy aspect. Many of the pigments used in conventional coatings are also used in powder coatings. These include inorganic pigments (TiO2, iron oxides, complex inorganic pigments) and organic pigments. Here again, their concentration in the formulation must be adapted to avoid any negative effects on the powder flow.
For thermosetting powder coatings, the formulation is much harder than for thermoplastic powder coatings. Indeed, the formulation must satisfy a combination of conflicting needs such as the minimization of premature cross-linking during production, stability against sintering during storage, coalescence, degassing and levelling at the lowest baking temperature, cross-linking at the lowest possible temperature in the shortest time possible and film properties that meet or exceed the requirements of the intended application [87,90,96]. In addition, flow and leveling must be balanced to achieve acceptable appearance and protective properties over the range of expected film thickness. For example, coatings that flow readily before cross-linking can form smooth films but they may flow away from edges and corners.
Film Formation
As previously said, after application, the substrate covered by powder is taken to the curing oven. For both classes of powder coatings, the mechanism is first the melting of the powder and formation of a continuous film, Figure 14.
Thermoplastic and thermosetting powder coatings differ by the fact that a curing reaction happens following the powder melting for thermosetting powder coatings whereas for thermoplastic coatings, the film is formed by the evaporation of air between particles [87,89,90]. This curing reaction complicates the film formation and selecting correct curing conditions is extremely crucial [97].
Two processes can be used to cure thermosetting powder coatings either heat or UV light. Heating is the most common way to complete the curing reaction while UV curing can only be used for specifically designed powder coatings [87]. During heat curing, as the temperature increases the powder starts to melt and float together. The outer powders melt first since the substrate has higher heat capacity and takes longer time to be heated. Curing accelerates as the powder temperature increases and consequently the powder viscosity increases. In heat-curing powder coating, there can be a risk of pinhole formation due to the degassing of air or water molecules (produced by the curing reaction) at the last stage of the curing process when the viscosity is high.
For UV-cured powder coatings, the risk of pinhole defects is lower because the curing reaction happens in two steps. Indeed, powder coatings are first heated until the powder particles melt and coalesce into a molten film. Then, the film is cured by irradiation with UV light in few seconds.
Parameters Influencing Film Formation
There are a lot of parameters which can influence film formation but they can be sorted in two main categories, the ones inherent to the powder particles characteristics (size, distribution and shape) and the ones inherent to the physicochemical and rheological properties of the binder powder (Tg, melt viscosity and surface tension).
The powder particles characteristics will have an impact on the application process, mainly for electrostatic spraying, and on the thickness of the final film. Small particles can induce a problem in the powder transport in the application equipment (electrostatic gun) because they can fill the voids between large particles and lead to powder packing and difficulty in the fluidization of the powder [87,89,90]. These phenomena can result in film thickness variation. In addition, during electrostatic spraying, smaller particles can affect the flow pattern due to the fact that they receive more charge per weight than larger particles [87,89,90]. If too small particles need to be avoided, it is the same for too large particles. Indeed, they can affect the film smoothness. Generally, the largest particles must not be larger than 2/3 of the desired film thickness [87,89,90,98]. In addition, particles shape and density can influence the spray process and powder recovery. Particle size distribution can also play a role on the packing density of the film, the fusion of the particles and the amount of air between particles before fusion. Irregular shapes promote void in the dry powder film.
Concerning the physicochemical and rheological properties of the powder, the melt viscosity and the surface tension of the melt are very important. Viscosity will have an impact on the powder flow and on the coalescence of the powder particles. Generally, viscosity is high immediately after fusion, drops with increasing temperature and finally increases when the coating approaches gelation [87,89,90]. Obtaining the right melt viscosity is essential because too low viscosity will result in sagging, dripping of paint or the blocking of powder particles when stored whereas too high viscosity will induce a poor flow [87,89,90]. The flow, in particular the flow window, will depend on the lowest viscosity attained and by the length of time that the melt powder stays within the right viscosity range. Viscosity is also crucial for the leveling of the film [87,89,90].
Regarding the surface tension, again, the right melt surface tension needs to be found. High surface tension promotes coalescence and the flow of molten powder particles while low surface tension is necessary to wet the substrate [87,89,90]. As for the viscosity, if the surface tension is too high or too low it will generate film defects such as cratering or orange-peel effect (poor flow) respectively. These two parameters will be also linked to the Tg (mostly the viscosity) of the melt which will in turn depend on the binder nature, its molecular weight, its functionality, the curing agent, etc. The Tg of the powder will also be essential for the storage of the powder before application and for the coalescence and leveling of the film. The Tg must be high enough to avoid powder sintering but no too high because it will impact the temperature at which the coalescence and the leveling of the film will happen [81,82,83]. It is generally preferable that those (coalescence + leveling) happen at the lowest possible temperature.
4. Main Binder Types When Anticorrosive Properties Are Considered
In the previous section, the technology of high-solid coatings and powder coatings was described to highlight their differences in comparison to conventional solvent-borne coatings and to present the challenge to overcome in their formulation. This section is dedicated to the binder typically used in harsh conditions. It includes binder for C5 and Im2 environment according to ISO 12944-5 [99]. First, a general presentation of the binder family will be made and then the particular case of high-solid coatings and powder coatings will be address.
4.1. Epoxy Technology
4.1.1. Generalities
Epoxy technologies are widely used for anticorrosive coating especially because of their excellent adhesion to metal and their high resistance to heat, water and chemicals [2,100,101,102]. In addition to these properties, epoxy technology exhibits very strong mechanical properties, better alkali resistance than most of other types of polymers but shows a high susceptibility to UV degradation.
Epoxy resin refers broadly to thermosetting polymer that contains an epoxide ring also called an oxirane ring. The most common epoxide used are: diglycidyl ethers of bisphenol A (DGEBA), diglycidyl ethers of bisphenol F (DGEBF), epoxy phenol or cresol novalac multifunctional resins for very aggressive environments, see Figure 15.
It is accepted that the corrosion protection available with epoxy technology comes from a combination of factors, i.e., the presence of aromatic group in the bisphenol structure which form a good barrier protection and the presence of secondary hydroxyl group along the chain for adhesion purpose [101]. However, the presence of aromatic group in the bisphenol structure is also what makes epoxy coating highly susceptible to UV degradation. It is because of this susceptibility that chalking and yellowing are often encountered for epoxy coating, see Figure 16. Epoxy coatings are often used as primer or intermediate coats and combine with another type of chemistry for the topcoat.
The crosslinking of epoxy resin usually occurs by the opening of the ring by curing agents (generally amines) through a proton donor reaction. The high strain due to bond angle encountered in the oxirane ring makes it highly reactive. There are a number of curing agents available to react with epoxide; amines (aromatic or aliphatic), mercaptans, amides, phenols, isocyanates, anhydrides acids, etc. Thus, the structure of the epoxy coating will partly depend on the nature of the curing agent, see Figure 17. The oxirane ring being highly reactive, most of these curing agents can react rapidly and at room temperature as soon as they are mixed together.
It is the molecular weight of the resin which will largely dictate the coating properties, see Figure 18. For example, increasing the molecular weight will increase the flexibility, the adhesion or the toughness with the counterpart of decreasing the crosslink density or the solvent resistance [1]. The difference in final properties as a function of the molecular weight comes from a difference on the number of functional groups per unit, i.e., low molecular weight possesses more functional groups. Resins of differing molecular weight are usually blended to obtained balance property as a function of the application needed.
It should be noted that the choice of the curing agent will also impact the final property of the coating. For instance, epoxy coatings formed by reaction with polyamides are more flexible than epoxy coatings formed with amines. Polyamines are relatively small molecules which will lead to tight crosslinking whereas polyamides will allow crosslinking to occur lengthwise due to their much larger size.
4.1.2. High Solid Epoxy Coatings
The use of reduced molecular weight oligomer leads to the use of standard bisphenol A epoxy resin modified with dimer acids. In theory, two molecules of diepoxide resin can be joined with one molecule of dimer acid [84]. Thermosetting acrylic resin oligomer can also be used to modify epoxy high solid coatings. The products are generally formulated and applied at much higher solid levels [84].
Concerning amine cured epoxy coatings, to be used as high solid coatings, it is common to increase both the extender level and the thixotrope additive level to avoid sagging of the coating during application [83,84].
The use of low molecular weight in epoxy high solid coatings can lead to more brittle coatings than conventional coatings [1,84,103]. Thus, they can be more susceptible to damage from impact, abrasion gouging. All these types of damage can compromise the barrier properties of the coating. One way to remedy this problem is by the addition of flexibilizers or toughening agents [103].
When considering high solid primer, typically epoxy type for their good adhesion, they are more difficult to formulate due to possible pigment flocculation as depicted in the previous section.
4.1.3. Epoxy Powder Coatings
They are the oldest and still one of the largest classes of thermosetting powder coatings. One explanation is that during the development of thermosetting powder coatings, solid epoxy resins and well-known latent curing agents were already available leading to a quicker development. The most common crosslinker used in powder curing is dicyandiamide (DICY). This crosslinker leads to complex polymeric structure due the complexity of the polymerization reaction which is still not completely elucidated [104,105,106,107]. DICY can be modified to enhance its solubility in epoxy and improve the film uniformity. As the curing reaction between DICY and epoxy can be slow it is common to add a catalyst such as imidazole molecules [83,89,108]. Other typical curing agents are phenols, anhydride, aromatic amines and aliphatic diamines.
The same properties encountered for conventional coatings are found for epoxy powder. Epoxy powder coatings are mostly used for corrosion protection in particular for onshore and offshore oil and gas pipelines which are their largest market. In the pipeline coating industry, this type of coating is called fusion-bonded epoxy (FBE) [87,108,109]. It can be used as a single coat and as the first layer in a multi-coats system [110]. Typical binder compositions include a solid epoxy resin and a dihydrazide crosslinker.
4.2. Polyurethane Technology
4.2.1. Generalities
Unlike epoxy coating, polyurethane coatings are known to be highly UV resistant and made them the favorite choice for topcoat paint but they can also be available as primers or intermediate coats. Polyurethane coatings exhibit excellent water resistance, good resistance to acids and solvents, better alkali resistance to most polymers and in general good mechanical properties in addition to their good weathering properties [1,100,111,112].
They are formed by isocyanate (R–N=C=O) reactions with active or labile hydrogen atoms coming from, for example, alcohols, amines or water molecules, see Figure 19. The crosslinking of polyurethane coatings will also depend on the type and configuration of both the isocyanate and curing agents, temperature and presence or not of catalyst.
Two types of polyurethanes can be distinguished as a function of their curing mechanisms; moisture-cure urethanes or chemical-cure urethanes. Moisture-cure urethanes are single pack coating and chemical-cure urethanes two components pack coatings. In single pack coating, the isocyanate group reacts with any labile hydrogen, moisture in the air included. The use of moisture-cure urethanes is limited to by the concentration of moisture at the surface which can induce adhesion problems and bubble formation due to the presence of carbon dioxide as by-product of the cure reaction.
Both single pack or two components pack coatings can be made of either aliphatic or aromatic isocyanates as a function of the final property needed. Aromatic polyurethanes, though less expensive, have more chemical and solvent resistance but are more susceptible to UV degradation due to the aromatic structure, such as with epoxy technology [1,100,111]. It is what makes them preferably used as primers or intermediate coats. Aliphatic polyurethanes can be linear or cyclic and offer better UV resistance and are used as topcoat when good weatherability is needed but are more expensive and react more slowly [1,100,113,114]. Figure 20 shows some typical chemical structure of aromatic and aliphatic isocyanates.
Aliphatic polyurethanes are mostly polyester and/or acrylic polyol whereas aromatic polyurethanes are mostly polyether polyol.
4.2.2. High Solid Polyurethane Coatings
The low viscosity, high functionality and high isocyanate content of the oligomeric polyisocyanates make polyurethane especially suitable for high solid coatings. There is an ASTM standard for describing the different types of polyurethane and the characteristics of high solid and solventless polyurethane coatings are detailed in the ASTM D16-type V [115]. In the development of high solid polyurethane coatings, as for epoxy coatings, the adopted approach is to lower the binder of the resin, add diluents or lower the viscosity of the polyisocyanate crosslinking agent [84,111,116,117]. Renz et al. [118] described the effect of these modifications and their possible negative effects. Hydroxy-terminated polyester and hydroxy-functional acrylic resins are the most common polyols used in the formulation of high solid polyurethane coatings [84,116]. Other way using self-crosslinking isocyanate system can also be found [116]. Depending on application area and mode of application, the solid level for typical two package polyurethane coatings range between 55–70% weight solids and 40–60% volume solids [116]. Still in the spirit of achieving greener chemistry, high solid polyurethane coatings can be formulated with vegetable-based polyols [119].
4.3. Powder Polyester Technology
They are mostly used for lining applications due to their ability to be applied as very thick film builds. They have good solvent and chemical resistance but no resistance to alkaline conditions because of the sensibility of the ester linkage. As they exhibit also excellent water resistance, they are often used for seawater applications. The principal class of polyester powder coatings is based on acid functional, saturated polyester resins cured using triglycidyl isocyanurate (TGIC) [87,89,90,120]. Even though TGIC has been the dominant curing agent for polyester resins, it is being slowly replaced by primid due to its hazardous nature for environment and health issues. In case of TGIC cured resins the binder/crosslinker ratio is 93:7 due to a high equivalent weight and a low degree of functionality of the binder. Polyester powder coatings possess good adhesion, protective properties and are less susceptible to UV degradation due to the absence of aromatic molecule in their formulation. However, they can be sensible to the accumulation of moisture at the surface which can lead to hydrolysis, oxidation and degradation of the resin [87,89,90]. Typical products coated with polyesters include architectural components, agricultural equipment, household appliances and electrical enclosures.
4.4. High Solid Polysiloxane
Polysiloxane is any one of a class of synthetic materials characterized by silicon and oxygen linked together in the siloxane bond, having organic group attached to silicon which have a distinct impact on the final properties of the coating [100,121,122]. Siloxane can be chemically reacted with epoxy, acrylic or other organic groups which can lead to the formulation of a broad variety of coating types [100,121,123]. Two main factors have made polysiloxanes coatings highly valuable for use in protective coatings; their strong chemical bond in comparison to typical carbon bond of organic binders and their low surface energy. Their strong chemical bond leads to high heat resistance and long-term weather resistance [100,121]. Their low surface energy has an impact on their hydrophobicity properties, wetting properties and can improve flow and leveling during film formation [121].
Due to the fact that silicon can be from mono to tetra functional, see Figure 21, and due to the chemical nature of the functional group, it can lead to a large panel of properties. For example, more trifunctional silicon results into coating with an improved hardness but with brittle behavior and with an improved compatibility with organic polymers.
As for conventional coatings, changing the crosslinking density of polysiloxanes will result in different properties; high crosslinking will lead to strong, hard, protective and chemically resistant coating but quite brittle while low crosslinking density will result in more flexible coating but with worse barrier properties [100,121]. The latter will be more suitable as a topcoat to be applied on a protective epoxy, for example, while the former will be a UV-resistant barrier coating. Due to limited surface tolerance, this coating cannot be used without a primer. Polysiloxane coatings are an alternative choice to polyurethanes coating. Previously reported accelerated weathering data has fingerprinted polysiloxanes technology as being a coating with extremely good weatherability. Florida exterior weathering data (45° South, five-years continuous exposure) validated that polysiloxanes coatings are very durable. This data is proof that siloxane coatings have excellent aesthetic weathering attributes in terms of gloss retention and chalk resistance properties [124].
Polysiloxanes can be formulated as both single or two component(s). As similar for polyurethane coatings, the curing of one component coating requires the presence of humidity in the atmosphere whereas in two components coatings, the silicon chain is formed in the resin and the curing is achieved by a silane with desired functional groups. Inorganic ratios can vary from 37% to 77% (weight by weigh) but is typically around 60%.
4.5. Other Technologies
In addition to epoxy and polyurethane binders, several other chemistries can be found in the area of anticorrosive coatings. Among them acrylic and alkyds coatings can be quoted. For more detail information about these coating technologies, see [4,100].
4.5.1. Inorganic Zinc Silicate Coating
Zinc level of 90% or higher are common in inorganic zinc silicate coating which makes it almost entirely composed of zinc pigment providing cathodic protection. The amount of binder is optimized to keep the electrical contact between the zinc particles and the surface. As the name of the coating implies it, the binder is an inorganic silicate which may be either a solvent-based, partly hydrolyzed alkyl silicate or a water-based, highly alkali silicate. The general characteristics of these coatings are the ability to tolerate higher service temperature, excellent corrosion properties, the requirement of top-coating for specific pH environment and very thorough surface preparation [125].
4.5.2. Other Types of Powder Coatings
Thermosetting Powder Coatings
Polyester-epoxy hybrid powder coatings combine the decorative properties of the polyester and the toughness of the epoxy. They were developed to be an alternative to anhydride cured epoxy powder coatings. Despite the presence of polyester, these hybrid coatings are still susceptible to UV degradation and are preferred to be used indoor [87,89,90]. They are typically used for furniture and kitchen appliances.
The application segment for polyurethane powder coatings is low. Generally, blocked isocyanate group approach is used to prevent premature crosslinking.
Thermoplastic Coatings
The two most important vinyl coatings are polyvinyl chloride (PVC) and polyvinylidene fluoride (PVDF). Vinyl polymers belong to a group of resins having a vinyl radical as the basic structural unit.
Polymerization of vinyl chloride into PVC homopolymer or its co-polymerization with different co-monomers is carried out by a free radical mechanism. Due to its brittle nature, PVC powder coatings are plasticized formulations. The use of plasticizers also improves their impact resistance but at the same time reduces their tensile strength, modulus and hardness [87,89,90]. Thus, the choice of the amount of plasticizer is crucial to obtain the right balance between hardness and flexibility. PVC is degraded by UV light and therefore is preferred for indoor use. They are mechanically tough and protective when applied in sufficient thickness. Their partial crystallinity contributes to the stabilization of the powder against sintering.
Fluoropolymers, such as PVDF are used for coatings requiring exceptional exterior durability and enhanced resistance to corrosive environment. Most of them are modified with thermoplastic acrylic polymers or other fluoropolymer resins containing comonomers to improve melt flow and application characteristics [87,89,90]. In addition to their enhanced UV resistance and gloss retention, they exhibit good abrasion resistance. Their low surface energy also makes them dirt repellent. They are generally applied as topcoats mostly for decorative purpose in architectural applications.
Polyolefin powder coatings consist mostly in polyethylene and polypropylene chemistry. They give rise to coating with a smooth finish with an almost waxy feel. Their chemical composition i.e., no side chain functional groups allow them to have almost no water absorption and a very strong resistance to chemicals and solvents [87,89,90]. However, this inert characteristic is a drawback when adhesion to the substrate is considered. Indeed, there is no functional groups to establish primary or secondary bond with the surface substrate. Thus, they usually need the use of a primer or the incorporation of other monomers in their formulation, such as acrylic acid. This type of powder coating is frequently used on lab equipment that require regular washing.
Polyamides powder coatings relies mainly on Nylon 11- and Nylon 2-chemistries and the properties of these two types of nylon are similar. Polyamide powders can be prepared either by melt-mixed or dry-blend process as a function of the final gloss wanted (higher gloss for melt-mixed process) [87,89,90]. These coatings are mechanically tough, tolerate high temperature and resist to a wide range of chemicals and solvents. They have also a pleasing appearance and are suitable for food contact. They are mostly used for the coating of handles, wire goods, automotive parts and medical equipment.
5. High-Solid and Powder Coatings for Marine and Offshore Application
It was important to define the type of binder which can be utilized for designing anticorrosive coatings because it is the binder which will have an impact on the overall coating properties for the most part. Before reviewing the behavior of high-solid coatings and powder coatings in marine and offshore application, it is essential to define the type of stress which can be encountered. This part is directly linked to degradation mechanisms describe in Section 2.4.
5.1. How to Define Marine and Offshore Applications?—Stresses Encountered
The definition of the corrosive environment to which anticorrosive coatings can be exposed is reported in the ISO 12944-2 standard [126]. It divides the environment into three exposure types: immersion, atmospheric and splash zone, the immersion and atmospheric exposure having subclasses. Each type of corrosive environment has its own set of stress factors which will lead to different types of degradation mechanisms. Thus, the specific requirements for anticorrosive coatings are naturally highly dependent on the environment and elements that the coating may experience during service and the time of exposure. Regarding marine and offshore applications, marine atmospheric exposure, immersion in seawater and splash zone need to be considered.
5.1.1. Atmospheric Exposure
Atmospheric corrosion is usually defined by being the result of the interaction between a material and the surrounding atmosphere. Even though, this definition seems rather simple, it implies a relative complex problem. Indeed, the composition of the atmosphere is far from being simple and it evolves as a function of physical parameters such as the temperature, the humidity, presence of gaseous atmospheric contaminants and the presence of aerosols.
Concerning aerosols, they come from sea-spray aerosols produced from waves through bubble bursting by breaking waves at the ocean or shore. The residence time of aerosol particles varies from a few minutes to days as a function of the frequency of the rain and the orientation of the materials (allowing rinsing of the surface). The deposition of chloride from sea spray aerosols depends largely on the distance from the sea shore and wind direction. As explained in Section 2.4, marine aerosols can produce species which have a preponderant role in the corrosion process. Regarding atmospheric gases, mostly sulphur dioxide can be quoted. It is one of the most corrosive agents in industrial and urban atmospheres. Sulphur dioxide has a strong corrosion stimulating effect and it was suggested that the oxidation of SO2 to form sulphate leads to a pH decrease, a dissolution of surface oxides and an increase corrosion.
To be able to interact with the material, both the gases and the aerosols will need to be dissolved and thus will need the presence of water at the metal surfaces. The presence of water at the surface of the material will have an impact on the solubilization of the contaminants and on the properties of the paint layer [127,128]. Thus, the relative humidity and temperature appear as the most important to consider. In addition, the wet and dry cycles which undergo the materials are of importance as climatic parameters are never under stationary conditions with constant humidity and temperature during outdoor exposure. When considering the day/night pattern, it is obvious that condensation on the material and thus the electrolyte thickness will be largely impacted. The temperature will also have an impact on the rate of chemical and electrochemical reactions and on the diffusion of pollutants through the coating layer, as specified in Section 2.4, and will play a role in coating aging as depicted in Section 2.4. The pollutants solubility will also be impacted by the temperature e.g., O2 solubility decreases with the increase of temperature [129].
In addition to the climatic parameters and the atmosphere pollutants such as UV radiation, the frequency of rain, the distance to the sea, the wind force or direction will need to be considered.
In conclusions, coatings applied in atmospheric environments will be subjected to locally alternating conditions with respect to ultraviolet degradation, heat, moisture, salt and gas concentration. As a function of stresses encountered, the mechanism of coating failure will be different as depicted in Section 2.4.
5.1.2. Immersion
At the difference of atmospheric corrosion which can only occur when a liquid film is deposited on the surface, in immersion conditions, the corrosion rate is determined mainly by the amount of oxygen that reaches the cathode, whereby the electrolyte resistance is of no consequence due to the large cross-section and good conductivity. Due to good conductivity of the medium, the anode and cathode can be some distance apart in seawater.
In the case of immersed coating systems, the aggressiveness of the environment is very specific. The overall corrosivity of the environment depends on a combination of parameters such as temperature, salinity, pH and content of dissolved gasses (mainly oxygen) and a combination of factors from different origins (chemical, physical or biological), see Table 2.
The salt content of seawater is defined as the total mass of salt solution in 1 kg of seawater. Far from the land in the major oceans, it has an average salt content within the range of 32–37.5 g/kg. The salt content can deviate from this range in particular cases, such as marginal or enclosed seas. Considering all the types of seas, it can be concluded that seawater has a salt content levels of approximatively 35 g/kg and a chloride ion content of 19 g/kg resulting in the seawater composition. The primary cations in seawater are sodium (10.78 g/kg), magnesium (1.29 g/kg), calcium (0.41 g/kg), and potassium (0.39 g/kg) whereas the primary anions are chloride (19.38 g/kg) and sulfate (2.71 g/kg) [129].
The aggressiveness of seawater near coast can be more important due to the presence of gases such as carbon dioxide and sulphur dioxide coming from human activities (emissions from industrial areas). In addition to emission of gases, the presence of industrial areas can raise the amounts of ammonium salts, sulfides and mordant residues and thus increase the aggressiveness of seawater [129]. The salt content will also impact the physical properties of seawater, such as the density, the freezing point, vapor pressure and electrical conductivity. Concerning electrical conductivity, as the salt content and temperature rise, it will drop accordingly.
The solute oxygen content is of primary importance as a component influencing the corrosion behavior in seawater. The content of solute oxygen depends mainly on temperature and salt content. It drops when temperature and salt content increases. The gases dissolved in seawater do not reach saturation levels, not even close to the surface.
The carbon dioxide content of seawater is determined in water close to the surface by exchange with atmospheric carbon dioxide. The solute carbon dioxide influences the balance of carbonate/hydrogen carbonate and thus the formation of lime deposits or covering layers which can have an influence on the corrosion rate.
It is important also to consider fouling phenomenon because it can initiate or exacerbate corrosion processes. It can also have an economic impact when considering fuel consumption. Antifouling coatings represent a particular case of marine coatings and is still a hot topic as regulations about biocides are still evolving [130,131,132,133]. Fouling comes from the colonization of material surfaces, constantly or frequently in seawater, by organisms (flora or fauna). The most common components when considering fouling aspects and deposits are bacteria, algae, barnacles, tang, bryozoans, serpulids, tunicates and molluscs.
Others parameters, such as cathodic protection and formation of calcareous deposits on defects should also be considered as they will have an impact on the corrosion rate.
5.1.3. Intermediate Zones
In the previous sections, it was shown that the factors influencing atmospheric corrosion and corrosion due to immersion were different and distinct. In the case of intermediate zones, such as tidal or splash zones, all the factors mentioned above should be considered. Corrosion in intermittently wetted surfaces is significantly more severe than under fully atmospheric and fully immersed conditions [134,135].
Indeed, in the splash zone, the materials are under the influence of high moisture levels and high salt content levels. Stress factors from solar exposure and UV light are also of consequence however no fouling takes place in the splash zone. In tidal zone, unrestricted oxygen access to the moist surfaces in the low water phase enhances corrosion. In this zone, founding and wave movements can also have a considerable influence on corrosion processes.
5.2. Coating Behavior
The different stress factors were described in the previous section. It was shown that they differed as a function of the aimed exposure environment. Thus, an anticorrosive coating designed for marine atmosphere will not necessarily be optimized for immersion exposure. Generally, the application field of high solid coatings is for marine application, such as anticorrosive coating for ships or infrastructure near coast whereas the application field for powder coatings is for offshore application, in particular for the protection of pipelines.
5.2.1. High-Solid Coatings
A typical anticorrosive system for highly corrosive marine environments usually consists of a primer, one or several intermediate coats and a topcoat. The function of the primer is to protect the substrate from corrosion and to ensure good adhesion to the substrate. The function of the intermediate coat is generally to build up the thickness of the coating system and impedes transport of aggressive species to the substrate surface. It should also ensure good adhesion between the primer and the topcoat. The topcoat is exposed to the external environment and must provide the surface with the required color and gloss. The overall performance and durability of a coating system is very difficult to assess because it will depend on the properties of each coats, interaction between coats, adhesion to the substrate, application process and how the global system respond to stress.
Typically, when considering an anticorrosive coating for a harsh marine application and a high durability, according to ISO 12944-5 standard, epoxy and polyurethane chemistries are advocated due to their great anticorrosion properties as described previously [99,136]. Generally, the epoxy technology is used for primer and intermediate coats and polyurethane mainly as the topcoat for the reasons explained previously. Both these types of technology are available as high-solid coatings as depicted in Section 4.1 and Section 4.2. In addition to polyurethane, high-solid polysiloxanes coatings can be used as topcoat as mentioned in Section 4.4.
It is not unusual to have an anticorrosive coating not entirely designed with high-solid coatings but with a combination of traditional solvent-borne coating [137,138]. Typically, a solvent-borne primer coating is used with high solids intermediate coats and topcoats. As the same chemistry as for solvent-borne coating is used in case of high solid coating, the same advantages and drawbacks attributed to their chemistry “class” will be found. Indeed, an epoxy solvent-borne coating and an epoxy high-solid coating will both, for example, exhibit an acute sensibility to UV degradation but improved adhesion with the steel [1,100,101].
As, generally, a combination with of solvent-borne and high-solid coatings are found, it is also rather difficult to firmly say that high-solid coatings are better than solvent-borne coatings. That is why only examples of these types of coating performance will be developed in this section. The only feature of high-solid which could lead to a lower performance with regards to solvent-borne coating is their tricky application which can result in defect in the coating film and thus premature failure, see Section 3.2.2. They cannot be applied as easily as conventional solvent-borne coatings and it can be an explanation in the fact they are still less used traditional solvent-borne coatings. The importance of the application step and its possible difficulty for high-solid coatings is critical when considering the performance of these types of coatings but few information clearly linking them were found. It should also be noted that the presence of low molecular weight/low crosslinking density microregion can be weak points because they can be considered as low ionic resistance areas allowing the transportation of corrosive agents [139]. However, they can offer improve barrier coatings as higher film thickness can be achieved more easily. Indeed, barrier coating properties can be improved by the increase of the thickness of the coating [1].
Diaz et al. [140] studied the performance of two anticorrosive coatings with an epoxy-siloxane topcoat and compared it to the performance of a traditional anticorrosive coating with a polyurethane topcoat. They did several accelerated tests, such as a salt spray, Prohesion and Kersternich test. In addition, they studied the coating permeability, adhesion and electrochemical properties. They found that the painted systems with an epoxy-siloxane topcoat exhibited better anticorrosive properties than traditional coatings. They attributed this behavior to their lower water vapor and oxygen permeability. It was shown that polysiloxanes topcoat could show some cracking due to the freezing phase at −20 °C in the cyclic test recommended in the ISO 12944-6 standard for the qualification of anticorrosive coatings [141]. This cracking could lower the barrier properties of the overall system. Signs of cracking were also observed when comparing the anticorrosive properties of an epoxy siloxane hybrid coating and a traditional two coats epoxy-urethane system [137]. The modification of the epoxy coating with siloxane did improved the weathering ability of the coating without lowering its anticorrosion properties. However, due to the higher crosslink density of epoxy-siloxane hybrid coating, cracking was happening. A remedy such as the addition of elastomer can lower the apparition of cracks [122]. Cases of polysiloxane topcoats peeling were also reported on ship due to problems in flexibility property of the polysiloxanes topcoat [142]. Case of failure with two-coat systems (zinc epoxy primer and polysiloxane topcoat) on an offshore platform was documented [143]. It was attributed to low film thickness, inevitable on these types of structure, rather than to a specific weakness of the polysiloxanes. Good behavior of painted systems with polysiloxane topcoats was also reported in a cyclic accelerated tests and outdoor exposure in different sites [138]. However, this behavior could be attributed to the presence of a zinc rich primer.
Husain and Madaj [144] studied the performance of an epoxy and polyurethane high solid coatings intended for marine industrial atmospheres. They performed a salt spray test, performed infrared and electrochemical analysis. They showed that initially the epoxy coating was very compact and adherent to the steel but a high diffusion of water through the coating was happening after 500 h of exposure. They attributed it to localized micro-corrosion events. Despite this diffusion of water, the epoxy system still exhibited the best performance. Concerning the polyurethane coating, it also showed degradation with the time of exposure. However, it seemed more tolerant to chloride contamination. Shreepathi [145] also concluded about the good performance of a high solid epoxy coating when tested in a neutral salt spray and monitored by EIS. They attributed this good performance to the presence of zinc salt as anticorrosive pigment. These pigments led to an increase of the coating resistance due to the formation of non-conductive corrosion products. Good performance due a high solid polyurethane topcoat in outdoor exposures was also described by Santos et al. [146]. They studied the behavior of several anticorrosive coatings having different combination of coats playing on several types of chemistries and properties. Among the systems studied, a hybrid coating with a waterborne primer, an epoxy high solid intermediate coat and a high solid polyurethane topcoat was selected. In addition to outdoor exposure in a C5 site with high UV radiation, they performed a salt spray test and a condensation test according to ISO 12944-6 standard. They observed that this coating was the second-best coating when considering outdoor exposures with good gloss retention and low chalking mostly due to the polyurethane topcoat. Only one system with traditional solvent-borne coatings exhibited better performance however this coating had a zinc ethyl silicate primer which was responsible for its low degradation. These observations showed the crucial role of the primer when considering the overall performance of an anticorrosive coating. Sanchez-Amaya et al. [147] studied the behavior of epoxy coating, applied on steel with a 300 µm thickness, immerged in HCl 3M media during 14 days. In addition to assessment of the panels after test, they studied the degradation of this coating by electrochemical impedance measurements and electrochemical noise. They noted after the test the apparition of heavy blistering due to the development of anodic blistering through the chemical degradation of the coating. By electrochemical measurements, they showed that, initially, the coating had a good anticorrosive behavior but that after two days of exposure in the media it began to failed and eventually lead to the development of heavy blistering.
One other parameter when considering the use of high solid coating as solution for the protection of steel, in particular, ballast tanks, it their advantages in term of coating’s edge retention [148]. Guan et al. [148] showed that high solid polyurethane could be an effective solution in these cases.
In conclusions, zinc-based primers or high solid epoxy primers in combination with polyurethane (high solid or not) or polysiloxane topcoat have been the state of the art in corrosion protection and weathering resistance.
5.2.2. Powder Coatings
Typical Powder Coatings Use in Offshore Application
Coatings used for offshore application are traditionally applied on pipe immerged in seawater or soil. In addition to be resistant to water, they need to resist to cathodic protection applied on pipe. When considering powder coatings used in this application segment, fusion-bonded epoxy (FBE) is the preferred choice. It can be applied as a single layer or as the first layer in a multi coats system [87,110,111,112,149]. Kehr has written a comprehensive review on the use of FBE for corrosion protection of pipelines [110].
Before reviewing the performance of FBE as anticorrosive solution for pipelines, the procedure of application of FBE on pipelines will be presented because it differs from traditional production lines. The process for coating pipe spools is illustrated on Figure 22.
The pipe is first preheated and blast cleaned. If desired, the surface can also be phosphated to improve the anticorrosive performance. The steel pipe is then further heated by induction heating to a temperature of about 230 °C, before the powder is applied. The typical temperature range for the application of FBE is between 180 and 250 °C [87,149,151]. Since the powder is applied on a preheated surface, the powder immediately melts, flows together into a continuous film and starts to cure. The pipe spool may then receive additional coats of thermally insulated materials, such as polyethylene or polypropylene.
Performance of Powder Coatings
As for what was described in the previous section, the fact that powder coatings are based on the same chemistry as traditional solvent-borne coatings, they present the same advantages and drawbacks inherent to their chemistry “class”. Thus, in the case of epoxy type coating, an excellent combination of mechanical properties, chemical stability, corrosion and wear resistance and adhesiveness are observed [112,151,152,153,154]. However, they present a high UV sensibility. Even, if pipelines are not necessarily exposed to UV degradation, it can be an important factor to take into account. Indeed, before their use on a pipeline structure, pipes coated with FBE can be stored outdoor and thus suffer from UV degradation which could lower their barrier or other properties before use [155]. Cetiner et al. [155] studied the effect of preliminary UV exposure on FBE in stockpiled pipes on their gloss, cathodic disbondment, adhesion, flexibility and impact properties. The outdoor exposure was carried during 15 to 21 months in different positions as of solar exposure. They showed that UV degradation had a significant impact on gloss and flexibility properties but low impact on cathodic disbondment, adhesion and impact properties.
Several studies have reported that FBE, as a single layer coating, exhibited excellent adhesion to well cleaned steel, good chemical resistance, good flexibility at low temperature (−30 °C), very good cathodic protection properties and good abrasion resistance [153].
These studies also highlighted some drawbacks typical of FBE coating when applied as single coat [156,157]. Indeed, as for all powder coatings, FBE effective adhesion to steel is dominated by the surface preparation and a more careful surface preparation is needed in case of powder coatings, see Section 3.3.3 [84,87,89,151]. Papavinasam [157] showed that defects observed, such as blisters formation, after five years of service for FBE coated pipes mostly came from a non-optimal surface preparation.
Another typical problematic encountered in the case of FBE coated pipe is the adhesion between the coating and the steel pipe [156,157]. Even if, epoxy type coating exhibit excellent adhesion properties it can still be a problem, such as in case of poor surface preparation or due to the easily water transportation to the epoxy coating through the presence of hydrophile groups [158,159]. One way to improve the adhesion between FBE and steel is to apply a surface treatment before coating the pipe with FBE, as similar for all typical anticorrosive purposes [156,157,158,160,161,162]. Among the solutions proposed, surface treatment based on zirconium, silane, neodymium-based nanofilm or cerium can be quoted [156,158,159,160,161,162]. Ramezanzadeh et al. [156] showed that treatment of steel substrate by cerium compounds could be an effective approach for enhancing epoxy coating adhesion and corrosion properties. They observed an improvement in the resistance to cathodic delamination due to the covering of cathodic sites on steel with a reacted compound between cerium and steel leading to the isolation of anodic sites from cathodic sites. They still specify that the base property of FBE in regards to resistance to cathodic delamination was rather good. Ramenzanzadeh et al. [162] also studied a surface treatment based on neodymium compounds. They also obtained a better behavior when the resistance to salt spray and cathodic delamination were considered still due to enhancement of the adhesion between the steel substrate and FBE.
In addition to improve the adhesion between the steel substrate and FBE, modifications of FBE with different types of additives are studied to enhance FBE properties such as mechanical, conductive properties [152,163,164,165,166]. For example, carbon black can be added in FBE formulation [165]. When dispersed in FBE it can generate conductive or semi conductive coatings which can improve the coating barrier properties, investigated by EIS in 3% NaCl, due to the formation of dense carbon black network. Modification of FBE with acrylonitrile can also be quoted for the improvement of the coating flexibility [166]. It is indeed crucial as pipelines are not necessarily straight [151].
As similar for traditional solvent-borne coatings, the application parameters of FBE need to be carefully controlled. Incorrect curing temperature or time of curing can lead to adhesion failure between the FBE and the steel surface [167,168]. In addition to influence the flow viscosity, the surface wetting and the adhesion to the steel, the temperature of application can also impact the mechanical properties of the steel due to strain aging [169]. The high temperature of curing can also play a role in the internal stress of the coating and also lead to adhesion failure [154,170]. This is particularly true when a coating consisting in several layers is applied.
Several works have shown that FBE could present failure when used at high temperature due to its sensibility to water transport to the interface [171,172,173]. It is not uncommon to have high service temperature in offshore applications. Indeed, pipelines can carry hot fluid and be immerged in cold water. This created a thermal gradient. Payer et al. [171] showed that FBE was particularly sensible to negative thermal gradient where the steel is cooler than the coating. The service temperature can also impact the mechanical properties of the coating and lead to plasticization [154]. In addition, a high temperature of service can cause water to be absorbed more quickly and cause disbondment if surface contaminants are present [174].
As said, FBE coating can be designed as single coat, however, it is not unusual to associate it with layers of thermoplastic coating, such as polyethylene or polypropylene. These types of coating are called three-layer polyolefin systems (3PLO) which contain an FBE primer, an adhesive tie coat and a polyolefin outer layer [149]. These coatings generally exhibit better anticorrosive performance as single layer FBE because the polyolefin layer offers outstanding mechanical resistance to damage occurring during the pipe manufacture and installation [149].
6. Conclusions
The use of organic coatings as protection for metal surface is the still one of the popular methods when corrosion issue is considered. Organic coatings act as barrier against the corrosive species and can also provide additional protection through the use of pigments (sacrificial or inhibitive passivation). Constant changes in coating technology is carried out to meet either enhanced performance or to meet requirements due to environmental regulations, in particular the reduction of VOCs. To this end, products with high-solid contents, powder coatings or waterborne coatings with low amounts of organic solvents were developed. The challenge to coating suppliers is to find a solution with a more environmentally friendly profile without sacrificing the proven performance features of the traditional solvent-borne coatings. These new technologies are now well developed and challenge in terms of formulation and paint applications were found. As for traditional coatings, these types of low VOC paints still undergo continual change to improve their properties and meet the particular demands for the protection of steel in marine and offshore environments.
Even though, high solid and powder coatings technology seem to be well developed nowadays, in terms of production and application, they are not systematically used as replacement for traditional solvent-borne coatings in particular for heavy duty anticorrosive coatings. Indeed, this sector is more demanding on the coating, in terms of mechanical and physicochemical properties but also on the application and maintenance of the coating. One explanation for the lack of replacement of traditional solvent-borne coatings, could lie in the fact that end-users have less perspective in their long-term anticorrosive properties as for traditional solvent-borne. This is, however, less true for powder coatings where fusion bonded epoxy coatings are often used as anticorrosive solutions for pipeline protection. Indeed, the market for powder coating for corrosion protection of steel is expected to grow in future years. Another explanation, in the case of high-solid coatings, could be in the fact that the application of these types of coating is not as easy as for traditional coating and incorrect paint application can happen. A better surface preparation is also needed for high-solid and powder coatings.
In any case, even if these technologies (high-solid and powder coatings) are now well developed and known, as for every technology, constant improvement is researched and it will certainly allow them to gain more impact in the application in marine and offshore conditions.
Author Contributions
Writing—review and editing, K.P. and D.T.; supervision, D.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sørensen, P.A.; Kiil, S.; Dam-Johansen, K.; Weinell, C.E. Anticorrosive coatings: A review. J. Coat. Technol. Res. 2009, 6, 135–176. [Google Scholar] [CrossRef]
- Bierwagen, G.P. Reflections on corrosion control by organic coatings. Prog. Org. Coat. 1996, 28, 43–48. [Google Scholar] [CrossRef]
- Kumar, V.; Bhattacharya, A. Demand for Low-VOC Coatings Continues to Rise. 2020. Available online: https://www.pcimag.com/articles/107370-demand-for-low-voc-coatings-continues-to-rise (accessed on 23 September 2020).
- Knudsen, O.Ø.; Forsgren, A. Weathering and Aging of paint. In Corrosion Control Through Organic Coatings, 2nd ed.; Philip, A., Schweitzer, P.E., Eds.; CRC Press: Boca Raton, FL, USA, 2017; Chapter 11; pp. 149–180. [Google Scholar]
- Lyon, S.B.; Bingham, R.; Mills, D.J. Advances in corrosion protection by organic coatings: What we know and what we would like to know. Prog. Org. Coat. 2017, 102, 2–7. [Google Scholar] [CrossRef] [Green Version]
- Mills, D.J.; Jamali, S. The best tests for anti-corrosive paints. And why: A personal viewpoint. Prog. Org. Coat. 2017, 102, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Khanna, A.S. Key issues in applying organic paint coatings. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 1; pp. 1–27. [Google Scholar]
- de Wit, J.H.M. Inorganic and Organic Coatings. In Corrosion Mechanisms in Theory and Practice, 1st ed.; Marcus, P., Oudar, J., Eds.; Dekker Inc.: New York, NY, USA, 1995; pp. 581–628. [Google Scholar]
- Leidheiser, H. Corrosion of painted metals—A Review. Corrosion 1982, 38, 374–383. [Google Scholar] [CrossRef]
- Mayne, J.E.O. How paints prevent corrosion. Anti-Corros. Methods Mater. 1954, 1, 286–290. [Google Scholar] [CrossRef]
- Thomas, N.L. The barrier properties of paint coatings. Prog. Org. Coat. 1991, 19, 101–121. [Google Scholar] [CrossRef]
- Kittelberger, W.W.; Elm, A.C. Diffusion of chloride through various paint systems. Ind. Eng. Chem. Res. 1952, 44, 326–329. [Google Scholar] [CrossRef]
- Bacon, R.C.; Smith, J.J.; Rugg, F.M. Electrolytic resistance in evaluating protective merit of coatings on metals. Ind. Eng. Chem. Res. 1948, 40, 161–167. [Google Scholar] [CrossRef]
- Kinsella, E.M.; Mayne, J.E.O. Ionic conduction in polymers films I. Influence of electrolyte resistance. Br. Polym. J. 1969, 1, 173–176. [Google Scholar] [CrossRef]
- Mayne, J.E.O.; Scantelbury, J.D. Ionic conduction in polymer films II. Inhomogeneous structure of varnish films. Br. Polym. J. 1970, 2, 240–243. [Google Scholar] [CrossRef]
- Croll, S.G. Electrolyte transport in polymer barrier coatings: Perspectives from other disciplines. Prog. Org. Coat. 2018, 124, 41–48. [Google Scholar] [CrossRef]
- Sykes, J.M.; Whyte, E.P.; Pu, X.; Shaher Sahir, Z. Does “coating resistance” control corrosion? Prog. Org. Coat. 2017, 102, 82–87. [Google Scholar] [CrossRef]
- Knudsen, O.Ø.; Forsgren, A. Corrosion-Protective Pigments. In Corrosion Control Through Organic Coatings, 2nd ed.; Philip, A., Schweitzer, P.E., Eds.; CRC Press: Boca Raton, FL, USA, 2017; Chapter 4; pp. 31–36. [Google Scholar]
- Bieganska, B.; Zubielewicz, M.; Smieszek, E. Influence of barrier pigments on the performance of protective coatings. Prog. Org. Coat. 1988, 16, 219–229. [Google Scholar] [CrossRef]
- Leidheiser, H.; Wang, W.; Ingetoft, L. The mechanism for the cathodic delamination of organic coatings from a metal surface. Prog. Org. Coat. 1983, 11, 19–40. [Google Scholar] [CrossRef]
- Hare, C.H.; Wright, S. Anti-corrosive primers based on zinc flake. J. Coat. Technol. 1982, 54, 65–77. [Google Scholar]
- Feliu, S.; Barajas, R.; Bastisdas, J.M.; Morcillo, M. Mechanism of cathodic protection of zinc-rich paints by electrochemical impedance spectroscopy. 1. Galvanic Stage. J. Coat. Technol. 1989, 61, 63–69. [Google Scholar]
- Feliu, S.; Barajas, R.; Bastisdas, J.M.; Morcillo, M. Mechanism of cathodic protection of zinc-rich paints by electrochemical impedance spectroscopy. 2. Barrier Stage. J. Coat. Technol. 1989, 61, 71–76. [Google Scholar]
- Kalendova, A. Effects of particle sizes and shapes of zinc metal on the properties of anticorrosive coatings. Prog. Org. Coat. 2003, 46, 324–332. [Google Scholar] [CrossRef]
- Rammelt, U.; Reinhard, R. Characterization of active pigments in damage of organic coatings on steel by means of electrochemical impedance spectroscopy. Prog. Org. Coat. 1994, 24, 309–322. [Google Scholar] [CrossRef]
- Romagnoli, R.; Vetere, V.F. Non-pollutant corrosion inhibitive pigments: Zinc phosphate, a review. Corros. Rev. 1995, 13, 45–64. [Google Scholar] [CrossRef]
- Chromy, L.; Kaminska, E. Non-toxic anticorrosive pigments. Prog. Org. Coat. 1990, 18, 319–324. [Google Scholar] [CrossRef]
- Deyà, M.; Vetere, V.F.; Romagnoli, R.; del Amo, B. Zinc tripolyphosphate: An anticorrosive pigment for paints. Surf. Coat. Int. Part B 2003, 86, 79–85. [Google Scholar] [CrossRef]
- Pryor, M.J.; Cohen, M. The inhibition of the corrosion of iron by some anodic inhibitors. J. Electrochem. Soc. 1953, 100, 203–215. [Google Scholar] [CrossRef]
- Leidheiser, H. Mechanism of corrosion inhibition with special attention to inhibitors in organic coatings. J. Coat. Technol. 1981, 53, 29–39. [Google Scholar]
- Clay, M.F.; Cox, J.H. Chromate and phosphate pigments in anti-corrosive primers. J. Oil Colour Chem. 1973, 56, 13–16. [Google Scholar]
- Hernandez, M.; Genesca, J.; Uruchurtu, J.; Galliano, F.; Landolt, D. Effect of inhibitive pigment zinc-aluminium-phosphate (ZAP) on the corrosion mechanisms of steel in waterborne coatings. Prog. Org. Coat. 2006, 56, 199–206. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Gnot, W. Mechanisms of non-toxic anticorrosive pigments in organic waterborne coatings. Prog. Org. Coat. 2004, 49, 358–371. [Google Scholar] [CrossRef]
- Abu Ayana, Y.M.; El-Sawy, S.M.; Salah, S.H. Zinc-ferrite pigment for corrosion protection. Anti-Corros. Methods Mater. 1997, 44, 381–388. [Google Scholar] [CrossRef]
- Beland, M. New non-toxic pigment performance profile equivalent to zinc chromate. Am. Paint Coat. J. 1991, 76, 43–50. [Google Scholar]
- Funke, W. Problems and progress in organic coatings science and technology. Prog. Org. Coat. 1997, 31, 5–9. [Google Scholar] [CrossRef]
- Funke, W. How organic coatings systems protect against corrosion. Polym. Mater. Control Corros. Control. 1986, 200–228. [Google Scholar] [CrossRef]
- McBain, J.W.; Hopkins, D.G. On adhesives and adhesive action. J. Phys. Chem. 1925, 29, 188–204. [Google Scholar] [CrossRef]
- Sharpe, L.H.; Schonhorn, H. Surface energetics, adhesion and adhesive joints. Adv. Chem. Ser. 1964, 8, 189–201. [Google Scholar] [CrossRef]
- Voyutski, S.S. Autohesion and adhesion of high polymers. In Polymer Reviews; Wiley: New York, NY, USA, 1963; Volume 4. [Google Scholar]
- Buchan, S.; Rae, W.D. Chemical nature of the rubber to glass bond. Trans. Inst. Rubber Ind. 1946, 20, 205–216. [Google Scholar]
- Bikerman, J.J. Causes of poor adhesion: Weak boundary layers. Ind. Eng. Chem. 1967, 59, 40–44. [Google Scholar] [CrossRef]
- Baldan, A. Adhesion phenomena in bonded joints. Int. J. Adhes. Adhes. 2012, 38, 95–116. [Google Scholar] [CrossRef]
- Fourche, G. An overview of the basic aspects of polymer adhesion. Part I: Fundamentals. Polym. Eng. Sci. 1995, 35, 957–967. [Google Scholar] [CrossRef]
- Marsh, J.; Scantlebury, J.D.; Lyon, S.B. The effect of surface/primer treatments on the performance of alkyd coated steel. Corros. Sci. 2001, 43, 829–852. [Google Scholar] [CrossRef]
- Leidheiser, H.; Funke, W. Water disbondment and wet adhesion of organic coatings on metals: A review and interpretation. J. Oil Color Chem. Assoc. 1987, 70, 121–132. [Google Scholar]
- Greenfield, D.; Scantelbury, J.D. The protective action of organic coatings on steel: A review. J. Corros. Sci. Eng. 2000, 3, 5. [Google Scholar]
- Funke, W. Blistering of paint films and filiform corrosion. Prog. Org. Coat. 1981, 9, 29–46. [Google Scholar] [CrossRef]
- Pommersheim, J.M.; Nguyen, T. Prediction of blistering in coating systems. ACS Symp. Ser. 1998, 689, 137–150. [Google Scholar] [CrossRef]
- De la Fuente, D.; Rohwerder, M. Fundamental investigation on the stability of the steel/coating interfaces contaminated by submicroscopy salt particles. Prog. Org. Coat. 2008, 61, 233–239. [Google Scholar] [CrossRef]
- Morcillo, M. Soluble salts: Their effect on premature degradation of anticorrosive paints. Prog. Org. Coat. 1999, 36, 137–147. [Google Scholar] [CrossRef]
- Khanna, A.S. Surface preparation for organic paint coatings. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 2; pp. 27–41. [Google Scholar]
- ISO Standard. ISO 8501 Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness; ISO Standard: Brussels, Belgium, 2007. [Google Scholar]
- Le Calvé, P.; Pautasso, J.-P.; Le Bozec, N. Characterizing Surfaces after UHP Waterjetting in New Ship Construction. 2011. Available online: https://www.paintsquare.com/store/assets/JPCL_uhp_ebook1.pdf#page=38 (accessed on 23 September 2020).
- Le Calvé, P.; Pautasso, J.-P.; Le Bozec, N. Characterizing Surfaces after UHP Waterjetting on Shop-Primed Steel in New Ship Construction, Part 3. 2012. Available online: https://search.proquest.com/openview/e9c43a2ce5adcfc5d99d620eb9dde947/1?pq-origsite=gscholar&cbl=36623 (accessed on 23 September 2020).
- Knudsen, O.Ø.; Forsgren, A. Blast cleaning and other heavy surface pretreatments. In Corrosion Control Through Organic Coatings, 2nd ed.; Philip, A., Schweitzer, P.E., Eds.; CRC Press: Boca Raton, FL, USA, 2017; Chapter 7; pp. 89–108. [Google Scholar]
- Momber, A.W.; Greverath, W.D. Surface preparation standards for steel substrates—A critical review. J. Prot. Coat. Linings 2004, 21, 48–52. [Google Scholar]
- Momber, A.W.; Koller, S.; Dittmers, H.J. Effects of surface preparation methods on adhesion of organic coatings to steel substrates. J. Prot. Coat. Linings 2004, 21, 44–50. [Google Scholar]
- Hare, C. Internal stress-related coating system failures. J. Prot. Coat. Linings 1996, 13, 99–113. [Google Scholar]
- Sato, K. The internal stress of coating films. Prog. Org. Coat. 1980, 8, 143–160. [Google Scholar] [CrossRef]
- Clyne, T.W. Residual stresses in surface coatings and their effects on interfacial debonding. Key Eng. Mater. 1996, 5, 401–406. [Google Scholar] [CrossRef]
- Piens, M.; de Deurwaerder, H. Effect of coating stress on adherence and on corrosion protection. Prog. Org. Coat. 2001, 43, 18–24. [Google Scholar] [CrossRef]
- Negele, O.; Funke, W. Internal stress and wet adhesion of organic coatings. Prog. Org. Coat. 1996, 28, 285–289. [Google Scholar] [CrossRef]
- Nazarov, A.; Thierry, D. Application of Scanning Kelvin Probe in the study of protective paints. Front. Mater. 2019, 6, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Sharman, C.F. Filiform underfilm corrosion of lacquered steel surfaces. Nature 1944, 153, 621–622. [Google Scholar] [CrossRef]
- Castle, J.E.; Watts, J.F. Cathodic disbondment of well characterized steel/coating interfaces. In Corrosion Control by Organic Coatings; Leidhieser, H., Jr., Ed.; NACE International: Houston, TX, USA, 1981; p. 78. [Google Scholar]
- Hammond, J.S.; Holubka, J.W.; de Vries, J.E.; Dickie, R.A. The application of X-ray photoelectron spectroscopy to a study of interfacial composition in corrosion-induced paint de-adhesion. Corros. Sci. 1981, 21, 239–253. [Google Scholar] [CrossRef]
- Sorensen, P.A.; Dam-Johansen, K.; Weinell, C.E.; Kiil, S. Cathodic delamination of seawater-immersed anticorrosive coatings: Mapping of parameters affecting the rate. Prog. Org. Coat. 2010, 68, 283–292. [Google Scholar] [CrossRef]
- Sorensen, P.A.; Dam-Johansen, K.; Weinell, C.E.; Kiil, S. Cathodic delamination: Quantification of ionic transport rates along coating-steel interfaces. Prog. Org. Coat. 2010, 68, 70–78. [Google Scholar] [CrossRef]
- Nazarov, A.; Thierry, D. Mechanism of the corrosion exfiolation of a polymer coating from a carbon steel. Prot. Met. Phys. Chem. Surf. 2009, 45, 735–745. [Google Scholar] [CrossRef]
- Nazarov, A.; Thierry, D.; Le Calvé, P.; Pautasso, J.-P. Scanning Kelvin Probe investigation of corrosion under thick marine paint systems applied on carbon steel. Corrosion 2012, 68, 720–729. [Google Scholar] [CrossRef]
- Steel, G.D. Filiform corrosion on architectural aluminium—A review. Anti-Corros. Methods Mater. 1994, 41, 8–12. [Google Scholar] [CrossRef]
- Slabaugh, W.H.; Hutchins, L.L.; Dejager, W.; Hoover, S.E. Filiform corrosion of aluminium. J. Paint Technol. 1972, 44, 76–80. [Google Scholar]
- Olsen, H.; Nisancioglu, K. Filiform corrosion of aluminium sheet. I. Corrosion behaviour of painted steel. Corros. Sci. 1998, 40, 1179–1194. [Google Scholar] [CrossRef]
- de Wit, J.H.W.; Mol, J.M.C. Organic coatings for marine and shipping applications. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 16; pp. 337–388. [Google Scholar]
- Ngyuen, T.N.; Hubbard, J.B.; McFadden, G.B. A mathematical model for the cathodic blistering of organic coatings on steel immersed in electrolytes. J. Coat. Technol. 1991, 63, 43–52. [Google Scholar]
- Funke, W. Toward a unified view of the mechanism responsible for paint defects by metallic corrosion. Ind. Eng. Chem. Prod. Res. Dev. 1985, 24, 343–347. [Google Scholar] [CrossRef]
- Hare, C.H. Mechanisms of photolytically induced degradation. J. Prot. Coat. Linings 2000, 17, 73–86. [Google Scholar]
- Galant, C.; Fayolle, B.; Kuntz, M.; Verdu, J. Thermal and radio-oxidation of epoxy coating. Prog. Org. Coat. 2010, 69, 322–329. [Google Scholar] [CrossRef] [Green Version]
- Pathak, S.S.; Khanna, A.S. Waterborne coatings for corrosion protection. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 13; pp. 247–286. [Google Scholar]
- Hill, L.W. Design consideration for high solids coatings. Prog. Org. Coat. 1982, 10, 55–89. [Google Scholar] [CrossRef]
- Weiss, K.D. Paint and coatings: A mature industry in transition. Prog. Polym. Sci. 1997, 22, 203–245. [Google Scholar] [CrossRef]
- Wu, S. Rheology of high solid coatings I. Analysis of Sagging and Slumping. J. Appl. Polym. Sci. 1978, 22, 2769–2782. [Google Scholar] [CrossRef]
- Jones, F.N.; Nichols, M.E.; Pappas, S.P. Solventborne and high solids coatings. In Organic Coatings: Science and Technology, 4th ed.; Wiley, J., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2017; Chapter 25; pp. 357–365. [Google Scholar]
- Bauer, D.R.; Budde, G.F. Cross-linking chemistry and network structure in high solids acrylic-melamine coatings. Ind. Eng. Chem. Process. Des. Dev. 1981, 20, 674–679. [Google Scholar] [CrossRef]
- Takahashi, M. Recent advances in high solids coatings. Polym. Plast. Technol. Eng. 1980, 15, 1–49. [Google Scholar] [CrossRef]
- Knudsen, O.Ø.; Forsgren, A. Powder Coatings. In Corrosion Control through Organic Coatings, 2nd ed.; Philip, A., Schweitzer, P.E., Eds.; CRC Press: Boca Raton, FL, USA, 2017; Chapter 6; pp. 71–87. [Google Scholar]
- Du, Z.; Wen, S.; Wang, J.; Yin, C.; Yu, D.; Luo, J. The review of powder coatings. J. Mater. Sci. Chem. Eng. 2016, 4, 54–59. [Google Scholar] [CrossRef] [Green Version]
- Kroschwitz, J.J.; Mark, H.F. Coatings methods, Powder technology. In Encyclopedia of Polymer Science and Technology, 4th ed.; Mark, H.F., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2004; Volume 5, pp. 570–603. [Google Scholar]
- Jones, F.N.; Nichols, M.E.; Pappas, S.P. Powder coatings. In Organic Coatings: Science and Technology, 4th ed.; Wiley, J., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2017; Chapter 28; pp. 385–402. [Google Scholar]
- Spyrou, E. Powder Coatings Chemistry and Technology, 3rd ed.; Vincentz Network GmbH: Hanover, Germany, 2012. [Google Scholar]
- Bailey, A.G. The science and technology of electrostatic powder spraying, transport and coating. J. Electrost. 1998, 45, 85–120. [Google Scholar] [CrossRef]
- Boncza-Tomaszewski, Z.; Penczek, P. Tribo charging powder coatings. Macromol. Symp. 2002, 187, 417–426. [Google Scholar] [CrossRef]
- Karidkar, S.; Mali, R. Optimization of powder spray process parameters using Taguchi methodology. Adv. Intell. Syst. Res. 2017, 137, 71–76. [Google Scholar] [CrossRef] [Green Version]
- Uhlmann, P.; Grundke, K. Influence of additives on interfacial phenomena during film formation of powder coatings. J. Coat. Technol. 2001, 73, 59–65. [Google Scholar] [CrossRef]
- Barletta, M.; Lusvarghi, L.; Pighetti Mantini, F.; Rubino, G. Epoxy-based thermosetting powder coatings: Surface appearance, scratch adhesion and wear resistance. Surf. Coat. Technol. 2007, 201, 7449–7504. [Google Scholar] [CrossRef]
- Mafi, R.; Mirabedini, S.M.; Naderi, R.; Attar, M.M. Effect of curing characterization on the corrosion performance of polyester and polyester/epoxy powder coatings. Corros. Sci. 2008, 50, 3280–3286. [Google Scholar] [CrossRef]
- Banerje, S.; Mazumder, M.K. Adhesion of charged powders to metal surface in the powder coating process. IEEE Trans. Ind. Appl. 1996, 32, 1243–1249. [Google Scholar] [CrossRef]
- ISO Standard. ISO 12944-5: Paints and Varnishes—Corrosion Protection of Steel Structures by Protective Paints—Part 5: Protective Paint Systems; ISO Standard: Brussels, Belgium, 2019. [Google Scholar]
- Knudsen, O.Ø.; Forsgren, A. Generic types of anticorrosion coatings. In Corrosion Control through Organic Coatings, 2nd ed.; Philip, A., Schweitzer, P.E., Eds.; CRC Press: Boca Raton, FL, USA, 2017; Chapter 3; pp. 11–30. [Google Scholar]
- Kanitkar, S. High performance epoxies and solvent-less epoxies for corrosion protection. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 8; pp. 145–164. [Google Scholar]
- Banfield, T.A. The protective aspects of marine paints. Prog. Org. Coat. 1979, 7, 253–277. [Google Scholar] [CrossRef]
- Heaner, W.L.; Aguirre-Vargas, F.; Ge, S.; Xu, N.; Krishnan Karunakaran, K.; Weishuhn, J. Tunning Toughness and Flexibility in Liquid Applied High Solids Epoxy Coatings; Corpus ID: 102500379; The Dow Chemical Company: Midland, TX, USA, 2016. [Google Scholar]
- Saunders, T.F.; Lévy, M.F.; Serino, F.F. Mechanisms of the tertiary amine-catalyzed dicyandiamide cure of epoxy resins. J. Polym. Sci. Part A 1967, 5, 1609–1617. [Google Scholar] [CrossRef]
- Zahir, S.A. The mechanism of cure epoxide resins by cyanamide and dicyandiamide. Adv. Org. Coat. Sci. Technol. 1982, 4, 82–102. [Google Scholar]
- Gilbert, M.D.; Schneider, N.S. Mechanism of the dicyandiamide/epoxide reaction. Macromolecules 1991, 24, 360–369. [Google Scholar] [CrossRef] [Green Version]
- Gaukler, J.C. Oligomer formation in epoxy-dicyandiamide systems. J. Adhes. 2012, 88, 720–750. [Google Scholar] [CrossRef]
- Dickerson, J.G. FBE evolves to meet industry need for pipeline protection. Pipeline Gas Ind. 2001, 84, 64–74. [Google Scholar]
- Kehr, A.; Enos, D.G. FBE, a foundation for pipeline corrosion coatings. In Proceedings of the NACE International’s CORROSION Conference, Orlando, FL, USA, 26–31 March 2000; p. 00757. [Google Scholar]
- Kehr, A.; Dabiri, M.; Hislop, R. Dual-Layer Fusion Bonded Epoxy (FBE) Coatings Protect Pipelines. In Proceedings of the INDOPIPE, Jakarta, Indonesia, 30 May–1 June 2006. [Google Scholar]
- Chattopadhyay, D.K.; Raju, K.V.S.N. Structural engineering of polyurethane coatings for high performance applications. Prog. Polym. Mater. Sci. 2007, 32, 352–418. [Google Scholar] [CrossRef]
- Somarathna, H.M.C.C.; Raman, S.N.; Mohotti, D.; Mutalib, A.A.; Badri, K.H. The use of polyurethane for structural and infrastructural engineering applications: A state-of-the-art review. Constr. Build. Mater. 2018, 190, 995–1104. [Google Scholar] [CrossRef]
- Gao, T.; He, Z.; Hihara, L.H.; Mehr, H.S.; Soucek, M.D. Outdoor exposure and accelerated weathering of polyurethane/polysiloxane hybrid coatings. Prog. Org. Coat. 2019, 130, 44–55. [Google Scholar] [CrossRef]
- Keene, L.T.; Halada, G.P.; Clayton, C.R. Failure of navy coatings systems 1: Chemical depth profiling of artificially and naturally weathered high-solids aliphatic poly(ester-urethane) military coating systems. Prog. Org. Coat. 2005, 52, 173–186. [Google Scholar] [CrossRef]
- ASTM Standard D16-00. Technology for Paint, Related Coatings, Materials and Applications; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Potter, T.A.; Schmelzer, H.G.; Baker, R.D. High-solids coatings based on polyurethane chemistry. Prog. Org. Coat. 1984, 12, 321–328. [Google Scholar] [CrossRef]
- Guan, S.W. 100% solids polyurethane and polyurea coatings technology. Coat. World 2003, 49–58. [Google Scholar]
- Renz, H.; Bruchmann, B. Pathways targeting solvent-free PUR coatings. Prog. Org. Coat. 2001, 43, 32–40. [Google Scholar] [CrossRef]
- Mannari, V.M.; Massingill, J.L. Two-component high-solid polyurethane coatings systems based on soy polyols. J. Coat. Technol. Res. 2006, 3, 151–157. [Google Scholar] [CrossRef]
- Misev, T.A.; van der Linde, R. Powder coatings technology: New developments at the turn of the century. Prog. Org. Coat. 1998, 34, 160–168. [Google Scholar] [CrossRef]
- Kaesler, K.H. Polysiloxane coatings for corrosion protection. In High performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 12; pp. 225–246. [Google Scholar]
- Chrusciel, J.J.; Lesniak, E. Modification of epoxy resins with functional silanes, polysiloxanes, silsesquioxanes, silica and silicates. Prog. Polym. Sci. 2015, 41, 67–121. [Google Scholar] [CrossRef]
- Byczynski, L.; Dutkiewicz, M.; Maciejewski, H. Synthesis and properties of high-solids hybrid materials obtained from epoxy functional urethanes and siloxanes. Prog. Org. Coat. 2015, 84, 59–69. [Google Scholar] [CrossRef]
- Gommans, J.H.P. Polysiloxane Coatings—A mature technology. In Proceedings of the Corrosion & Prevention Conference, Auckland, New Zealand, 1 January 2000. [Google Scholar]
- Parashar, G.; Srivastava, D.; Kumar, P. Ethyl silicate binders for high performance coatings. Prog. Org. Coat. 2001, 42, 1–14. [Google Scholar] [CrossRef]
- ISO Standard. ISO 12944-2: Paints and Varnishes—Corrosion Protection of Steel Structures by Protective Paints—Part 2: Environment Classification; ISO Standard: Brussels, Belgium, 2019. [Google Scholar]
- Thierry, D.; Persson, D.; Le Bozec, N. Atmospheric corrosion of zinc and zinc alloyed coated steel. In Encyclopedia of Interfacial Chemistry: Surface Science and Electrochemistry, 1st ed.; Wandelt, K., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 55–78. [Google Scholar] [CrossRef]
- Olivier, M.-G.; Romano, A.P.; Vandermeiers, C.; Mathieu, X.; Boelman, M. Influence of the stress generated during an ageing cycle on the barrier properties of catophoretic coatings. Prog. Org. Coat. 2008, 63, 323–329. [Google Scholar] [CrossRef]
- Drodten, P. Marine atmosphere, splash, tidal and immersion zones. In Corrosion Handbook Online, 1st ed.; Kreysa, G., Schutze, M., Eds.; Dechema: Frankfurt, Germany, 2008; pp. 263–322. [Google Scholar] [CrossRef]
- Almeide, E.; Diamantino, T.C.; de Sousa, O. Marine paints: The particular case of antifouling paints. Prog. Org. Coat. 2007, 59, 2–20. [Google Scholar] [CrossRef]
- Chambers, L.D.; Stokes, K.R.; Walsh, F.C.; Wood, R.J.K. Modern approaches to marine antifouling coatings. Surf. Coat. Technol. 2006, 201, 3642–3652. [Google Scholar] [CrossRef] [Green Version]
- Detty, M.; Ciriminna, R.; Bright, F.V.; Pagliaro, M. Environmentally benign sol-gel antifouling and foul-releasing coatings. Acc. Chem. Res. 2014, 47, 678–687. [Google Scholar] [CrossRef]
- Buskens, P.; Wouters, M.; Rentrop, C.; Vroon, Z. A brief review of environmentally benign antifouling and foul-release coatings for marine applications. J. Coat. Technol. Res. 2013, 10, 29–36. [Google Scholar] [CrossRef]
- Shi, W.; Lyon, S.B. Investigation using localized SVET into protection at defects in epoxy coated mild steel under intermittent cathodic protection simulating inter-tidal and splash zones. Prog. Org. Coat. 2017, 102, 66–70. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, T.; Wang, H.; Hou, B. A new solvent-free super high build epoxy coating evaluated by marine corrosion simulation apparatus. Mater. Corros. 2012, 63, 328–332. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Krolikowska, A. The influence of ageing of epoxy coatings on adhesion of polyurethane topcoats and protective properties of coating systems. Prog. Org. Coat. 2009, 66, 129–136. [Google Scholar] [CrossRef]
- Le Bozec, N.; Thierry, D.; Le Calvé, P.; Favennec, C.; Pautasso, J.-P.; Hubert, C. Performance of marine and offshore paints systems: Correlation of accelerated corrosion tests and field exposure on operating ships. Mater. Corros. 2013, 66, 215–225. [Google Scholar] [CrossRef]
- Le Bozec, N.; Thierry, D.; Pélissier, K. A new accelerated corrosion test for marine paint systems used for ship’s topsides and superstructures. Mater. Corros. 2018, 69, 447–459. [Google Scholar] [CrossRef]
- Rezaei, F.; Sharif, F.; Sarabi, A.A.; Kasiriha, S.M.; Rahmanian, M.; Akbarinezhad, E. Experimental evaluation of high solid polyurethane coating in the presence of salt at high temperature. Mater. Corros. 2010, 61, 681–688. [Google Scholar] [CrossRef]
- Diaz, I.; Chico, B.; de la Fuente, D.; Simancas, J.; Vega, J.M.; Morcillo, M. Corrosion resistance of new epoxy-siloxane hybrid coatings. A laboratory study. Prog. Org. Coat. 2010, 69, 278–286. [Google Scholar] [CrossRef] [Green Version]
- ISO Standard. ISO 12944-6: Paints and Varnishes—Corrosion Protection of Steel Structures by Protective Paints—Part 6: Laboratory Performance Test Methods; ISO Standard: Brussels, Belgium, 2019. [Google Scholar]
- Xu, S.; Yang, J.; Ma, C. Analysis on causes of polysiloxanes surface coating peeling on a special ship. Key Eng. Mater. 2019, 815, 37–41. [Google Scholar] [CrossRef]
- Knudsen, O.O. Review of coating failure incidents on the Norwegian continental shelf since the introduction of NORSOK-501. In Proceedings of the NACE International’s CORROSION Conference, Orlando, FL, USA, 17–21 March 2013. [Google Scholar]
- Husain, A.; Al Madaj, M. Optimization of AC impedance test cell for accelerated evaluation of marine industrial coating in Kuwait. Desalin. Water Treat. 2013, 51, 1980–1988. [Google Scholar] [CrossRef]
- Shreepathi, S. Physicochemical parameters influencing the testing of cathodic delamination resistance of high build pigmented epoxy coating. Prog. Org. Coat. 2016, 90, 438–447. [Google Scholar] [CrossRef]
- Santos, D.; Brites, C.; Costa, M.R.; Santos, M.T. Performance of paint systems with polyurethane topcoats, proposed for atmospheres with very high corrosvity category. Prog. Org. Coat. 2005, 54, 344–352. [Google Scholar] [CrossRef]
- Sanchez-Amaya, J.M.; Osuna, R.M.; Bethencourt, M.; Botana, F.J. Monitoring the degradation of a high solids epoxy coating by means of EIS and ENS. Prog. Org. Coat. 2007, 60, 248–254. [Google Scholar] [CrossRef]
- Guan, S.W.; Liu, D.; Moreno, M.; Garneau, R. 100% solids rigid polyurethane coatings technology for corrosion protection of ballast tanks. In Proceedings of the NACE International’s CORROSION Conference, New Orleans, LA, USA, 28 March–1 April 2004. [Google Scholar]
- Fathabadi, H.E. Investigation of fusion bonded epoxy (FBE) as a protective coating for pipes. In Proceedings of the 3rd International Color and Coating Congress, Teheran, Iran, 16 November 2009. [Google Scholar]
- Khanna, A.S. Application for high-performance organic coatings. In High Performance Organic Coatings, 1st ed.; Khanna, A.S., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2008; Chapter 14; pp. 287–307. [Google Scholar]
- Norsworthy, R. Selection and use of coatings for underground or submersion service. In Uhlig’s Corrosion Handbook, 3rd ed.; Winston Revie, R., Ed.; John Wiley and Sons: Hoboken, NJ, USA, 2011; Chapter 68; pp. 985–1000. [Google Scholar] [CrossRef]
- Huttunen-Saarivirta, E.; Vagarov, G.V.; Yudin, V.E.; Vuorinen, J. Characterization and corrosion protection properties of epoxy powder coatings containing nanoclays. Prog. Org. Coat. 2013, 76, 757–767. [Google Scholar] [CrossRef]
- Boerschel, V. New developments of mid-Tg FBE powder coatings to meet the requirements of pipe coaters and pipeline owners. In Proceedings of the NACE International’s CORROSION Conference, San Antonio, TX, USA, 14–18 March 2010. Paper 10012. [Google Scholar]
- Mobin, M.; Malik, A.U.; Andijani, I.N.; Al-Muaili, F.; Al-Hajri, M.; Ozair, G.; Mohammad, N.M.K. Performance evaluation of some fusion-bonded epoxy coatings under water transmission line conditions. Prog. Org. Coat. 2008, 62, 369–375. [Google Scholar] [CrossRef]
- Cetiner, M.; Abes, J.; Slingh, P.; Gilroy-Scott, A. UV degradation of fusion bonded epoxy coating in stockpiled pipes. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 1–5 October 2000. [Google Scholar]
- Ramezanzadesh, B.; Rostami, M. The effect of cerium-based conversion treatment on the cathodic delamination and corrosion protection performance of carbon steel fusion bonded epoxy coatings. Appl. Surf. Sci. 2017, 392, 1004–1016. [Google Scholar] [CrossRef]
- Papavinasam, S. Mitigation-External Corrosion. In Corrosion Control in the Oil and Gas Industry, 1st ed.; Gulf Professional Publishing: London, UK, 2014; Chapter 9; pp. 529–620. [Google Scholar] [CrossRef]
- Saliba, P.A.; Mansur, A.A.; Santos, D.B.; Mansur, H.S. Fusion bonded epoxy composite coatings on chemically functionalized API steel surfaces for potential deep-water petroleum exploration. Appl. Adhes. Sci. 2015, 3, 1–22. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, R.E.; Trautman, B.L.; Payer, J.H. Influencing factors in cathodic disbondment of fusion bonded epoxy coatings. In Proceedings of the NACE International’s CORROSION Conference, Orlando, FL, USA, 26–31 March 2000. [Google Scholar]
- Ramezanzadesh, M.; Bahlakeh, G.; Ramezanzadesh, B.; Rostani, M. Mild steel surface eco-friendly treatment by neodymium-based nanofilm for fusion bonded epoxy coating anti-corrosion/adhesion properties enhancement in simulated seawater. J. Ind. Eng. Chem. 2019, 72, 474–490. [Google Scholar] [CrossRef]
- Sabadi, M.; Terryn, H.; Mol, J.M.C. The influence of a Zr-based conversion treatment on interfacial bonding strength and stability of epoxy coated carbon steel. Prog. Org. Coat. 2017, 105, 29–36. [Google Scholar] [CrossRef]
- Tchoquesi Diodjo, M.R.; Belec, L.; Aragon, E.; Joliff, Y.; Lanarde, L.; Perrin, F.-X. Silane coupling agent for attracting FBE to steel. Acs Appl. Mater. Interfaces 2013, 5, 6751–6761. [Google Scholar] [CrossRef] [PubMed]
- Radhakrishnan, S.; Sonaware, N.; Siju, C.R. Epoxy powder coatings containing polyaniline for enhanced corrosion protection. Prog. Org. Coat. 2009, 64, 383–386. [Google Scholar] [CrossRef]
- Ruhi, G.; Bhandani, H.; Dhawan, S.K. Designing of corrosion resistant epoxy coatings embedded with polypyrrole/SiO2 composite. Prog. Org. Coat. 2014, 77, 1484–1498. [Google Scholar] [CrossRef]
- Wei, Y.H.; Zhang, L.X.; Ke, W. Evaluation of corrosion protection of carbon black filled FBE coatings on mild steel during exposure to a quiescent 3% NaCl. Corros. Sci. 2007, 49, 287–302. [Google Scholar] [CrossRef]
- Jingcheng, L.; Xiuli, J.; Shengwen, Z.; Ren, L.; Xiaya, L. Preparation and characterization of carboxyl terminated poly(butadiene-co-acrylonitrile) epoxy resin prepolymers for FBE powder coatings. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2012, 27, 694–701. [Google Scholar] [CrossRef]
- Keyvani, B.; Sharif, A.; Khorassani, M. Determination of Arrhenius equation constants for curing reaction kinetics of fusion bonded epoxy. Org. Chem. J. 2010, 1, 15–19. [Google Scholar]
- Chang, B.T.A.; Sue, H.-J.; Jiang, H.; Browing, B.; Wong, D.; Pham, H.; Guo, S.; Kehr, A.; Mallozzi, M.; Snider, W.; et al. Integrity of 3LPE pipeline coatings: Residual stresses and adhesion degradation. In Proceedings of the 7th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008; p. 64048. [Google Scholar] [CrossRef]
- Jadoon, A.N.K.; Thompson, I. Fusion bonded epoxy mainline and field joint coatings performance from the X100 field trial—A case study. Int. J. Press. Vessel. Pip. 2012, 92, 48–55. [Google Scholar] [CrossRef]
- Joliff, Y.; Belec, L.; Aragon, E. Influence of the thickness of pipeline coating on internal stresses during the manufacture process by finite element analysis. Comput. Mater. Sci. 2013, 68, 342–349. [Google Scholar] [CrossRef]
- Payer, J.H.; Moore, D.P.; Lee Magnon, J. Performance testing of fusion bonded epoxy coatings. In Proceedings of the NACE International’s CORROSION Conference, Orlando, FL, USA, 26–31 March 2000. [Google Scholar]
- Al Borno, A.; Chen, X.; Dhoke, S.K. Effect of high temperature sodium hydroxide immersion on FBE coating. Int. J. Corros. 2015, 903478, 1–7. [Google Scholar] [CrossRef]
- Legghe, E.; Aragon, E.; Belec, L.; Margaillan, A.; Melot, D. Correlation between water diffusion and adhesion loss study of an epoxy primer steel. Prog. Org. Coat. 2009, 66, 276–280. [Google Scholar] [CrossRef]
- Sauvant-Moret, V.; Kittel, J.; Melot, D.; Roche, M. Three layers polyolefin coatings: How the FBE primer properties govern the long-term adhesion. In Proceedings of the 17th International Conference on Pipeline Protection, Edinburgh, UK, 17–19 October 2007. [Google Scholar]
Figure 1.
Pigment volume concentration (PVC) as a function of the type of anticorrosive coating. CPVC stands for critical pigment volume concentration. Reproduced with permission from [7]. Copyright 2008 Elsevier.
Figure 1.
Pigment volume concentration (PVC) as a function of the type of anticorrosive coating. CPVC stands for critical pigment volume concentration. Reproduced with permission from [7]. Copyright 2008 Elsevier.

Figure 2.
Barrier properties of shaped pigments: spherical pigments allow easy percolation of water while lamellar pigments create a tortuous pathway for diffusion. Reproduced with permission from [5]. Copyright 2017 Elsevier.
Figure 2.
Barrier properties of shaped pigments: spherical pigments allow easy percolation of water while lamellar pigments create a tortuous pathway for diffusion. Reproduced with permission from [5]. Copyright 2017 Elsevier.

Figure 3.
Sketch of the working mechanisms of a zinc-rich coating system. (a) Damage is introduced down to the steel surface; (b) zinc around the score is still active while zinc-iron corrosion products are being built-up; (c) the zinc is not galvanically active any longer but the coating provides barrier and inhibitive protection. Reproduced with permission from [1]. Copyright 2009 Springer Nature.
Figure 3.
Sketch of the working mechanisms of a zinc-rich coating system. (a) Damage is introduced down to the steel surface; (b) zinc around the score is still active while zinc-iron corrosion products are being built-up; (c) the zinc is not galvanically active any longer but the coating provides barrier and inhibitive protection. Reproduced with permission from [1]. Copyright 2009 Springer Nature.
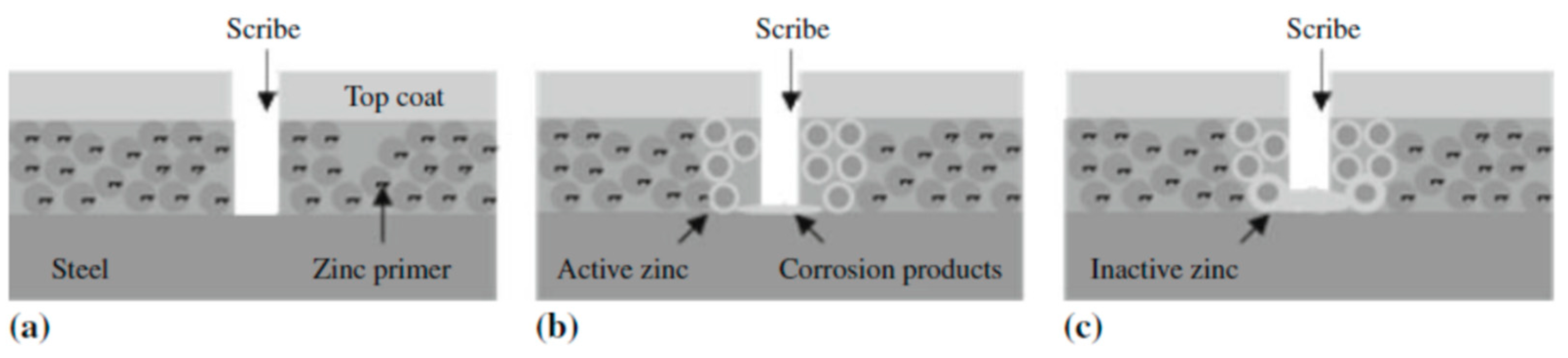
Figure 4.
Schematic representation of the mechanisms of adhesion reduction and water disbondment [46].
Figure 4.
Schematic representation of the mechanisms of adhesion reduction and water disbondment [46].

Figure 5.
Internal stresses in organic coatings. Reproduced with permission from [63]. Copyright 1996 Elsevier.
Figure 5.
Internal stresses in organic coatings. Reproduced with permission from [63]. Copyright 1996 Elsevier.
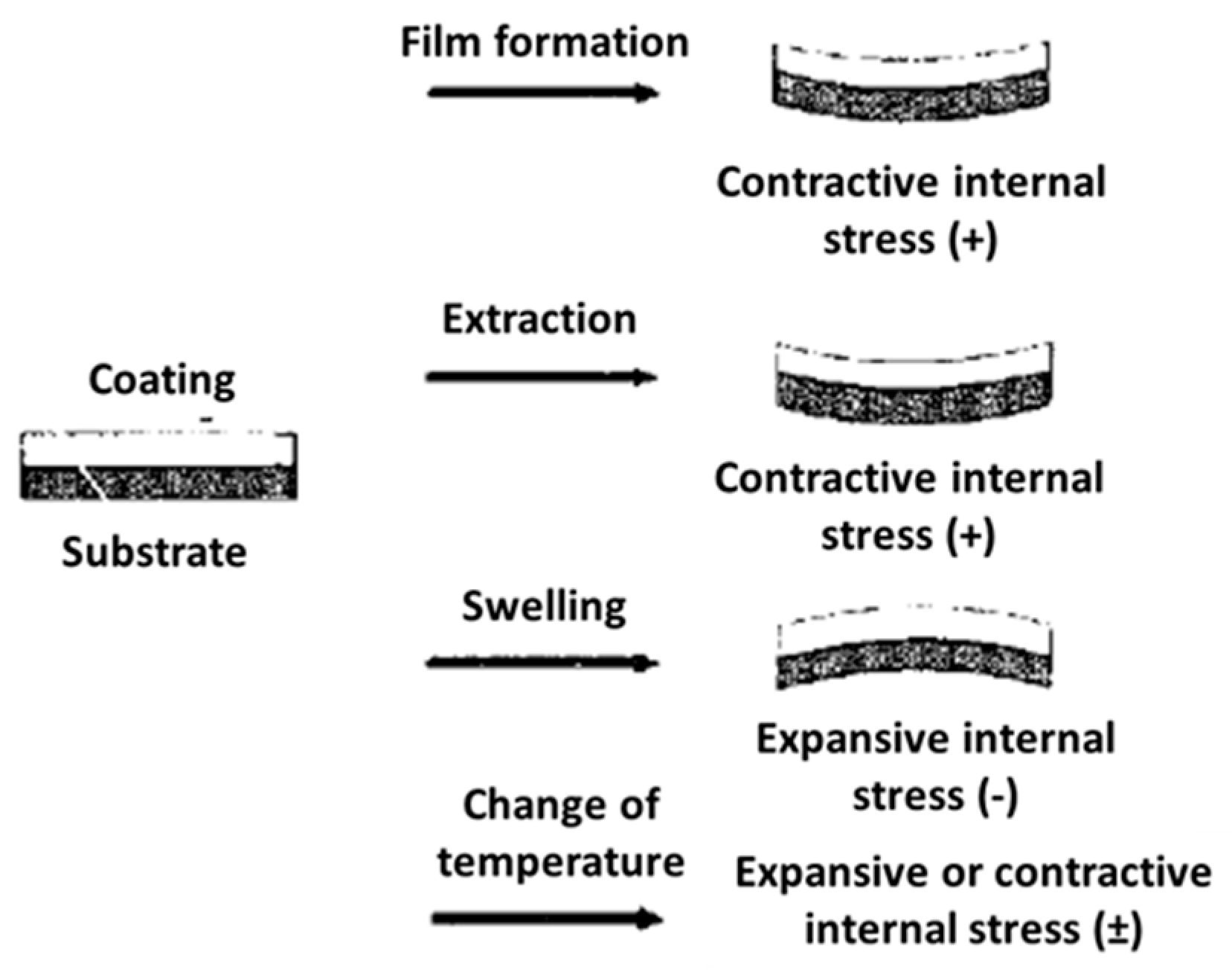
Figure 6.
Schematic for corrosion-driven coating de-adhesion in the case of cathodic delamination [64].
Figure 6.
Schematic for corrosion-driven coating de-adhesion in the case of cathodic delamination [64].

Figure 7.
Schematic for corrosion-driven coating de-adhesion in the case of anodic undermining [64].
Figure 7.
Schematic for corrosion-driven coating de-adhesion in the case of anodic undermining [64].

Figure 8.
Model for the degradation of an organic coating on steel in a neutral NaCl solution initiated by osmosis. Reproduced with permission from [75]. Copyright 2008 Elsevier.
Figure 8.
Model for the degradation of an organic coating on steel in a neutral NaCl solution initiated by osmosis. Reproduced with permission from [75]. Copyright 2008 Elsevier.

Figure 9.
Model for the degradation of an initially intact organic coating on steel in a neutral NaCl solution. Reproduced with permission from [75]. Copyright 2008 Elsevier.
Figure 9.
Model for the degradation of an initially intact organic coating on steel in a neutral NaCl solution. Reproduced with permission from [75]. Copyright 2008 Elsevier.

Figure 10.
Mechanism of anodic blistering. Reproduced with permission from [77]. Copyright 1985 American Chemical Society.
Figure 10.
Mechanism of anodic blistering. Reproduced with permission from [77]. Copyright 1985 American Chemical Society.
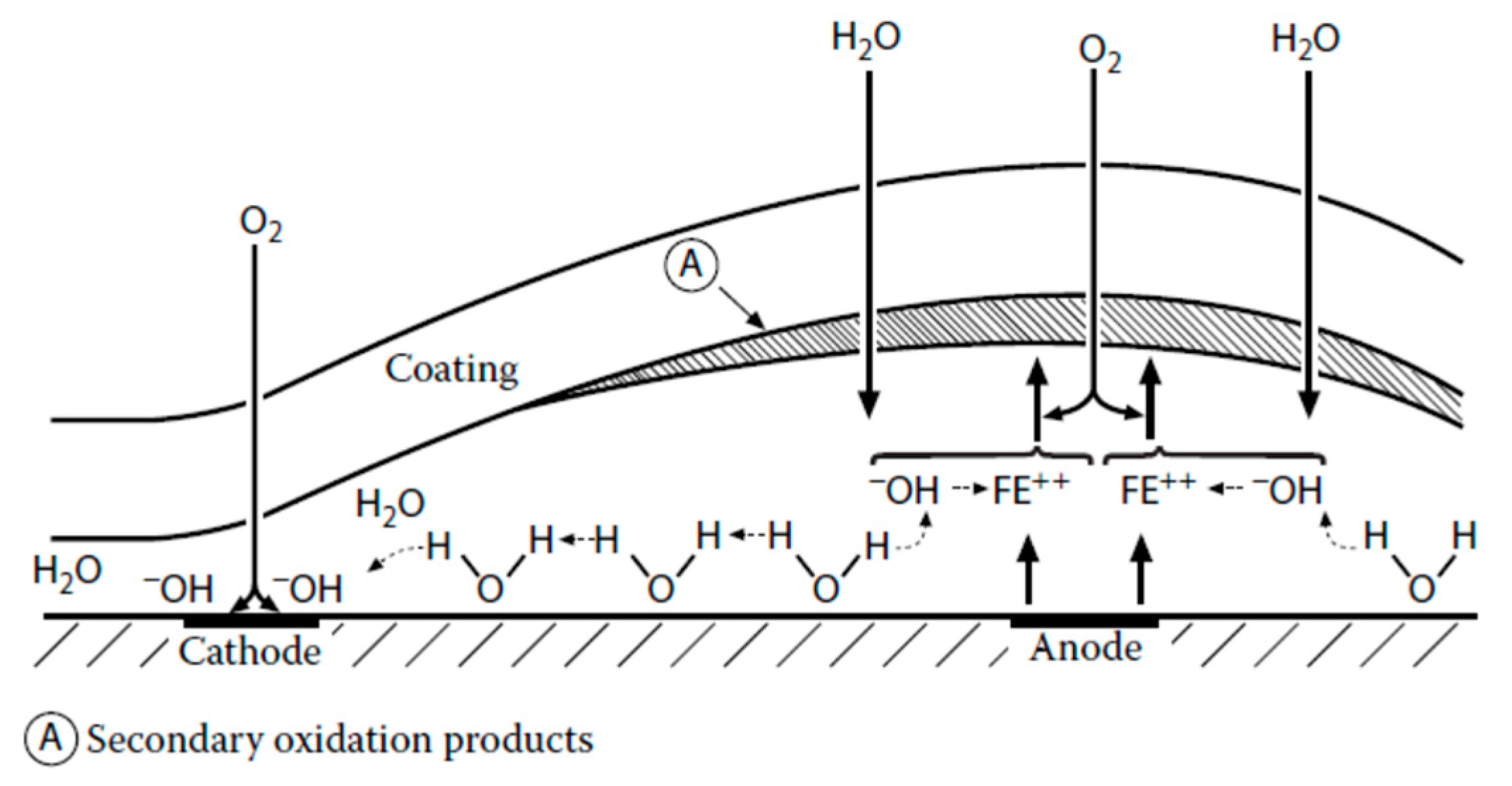
Figure 11.
Schematic representation of a production line for powder coating [88].
Figure 11.
Schematic representation of a production line for powder coating [88].

Figure 12.
Schematic representation of (a) corona charging and (b) tribo charging. Reproduced with permission from [93]. Copyright 2002 John Wiley and Sons Society.
Figure 12.
Schematic representation of (a) corona charging and (b) tribo charging. Reproduced with permission from [93]. Copyright 2002 John Wiley and Sons Society.
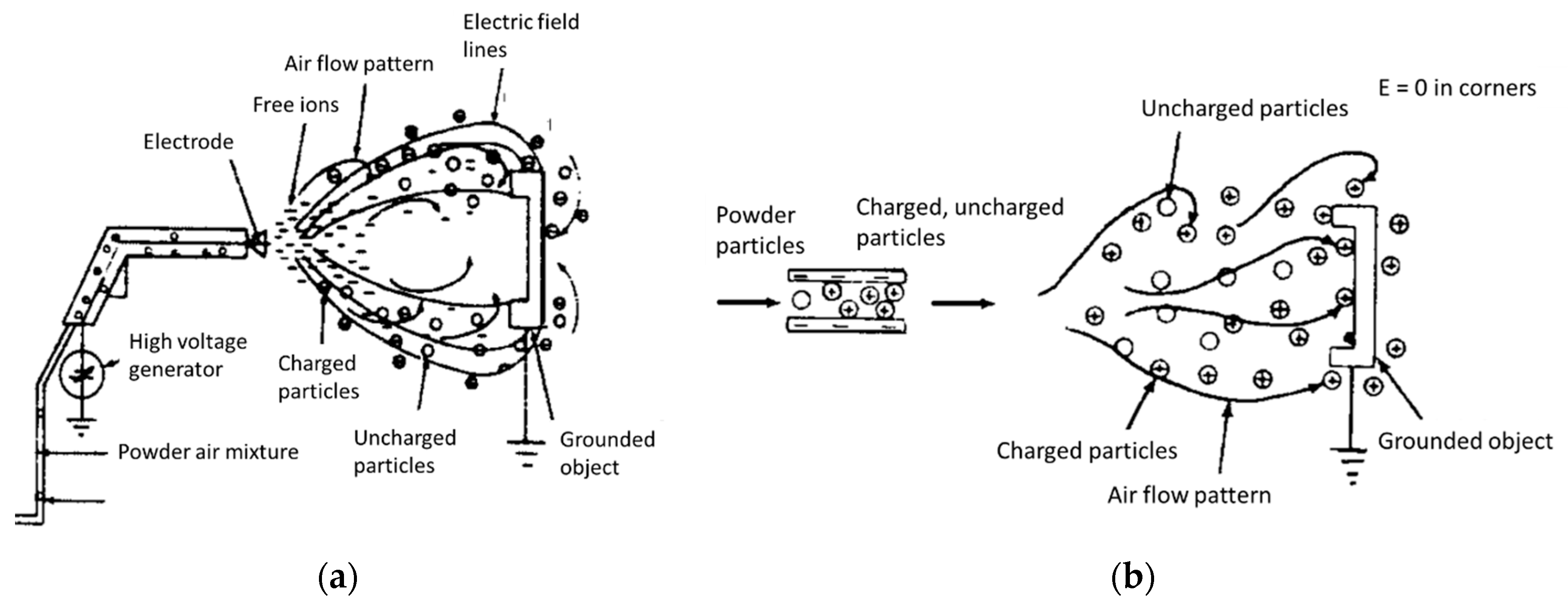
Figure 13.
Schematic representation of the fluidized bed process.

Figure 14.
Schematic representation of powder coating film formation.

Figure 15.
Basic chemical structure of (a) diglycidyl ethers of bisphenol A (DGEBA) and (b) diglycidyl ethers of bisphenol F (DGEBF).
Figure 15.
Basic chemical structure of (a) diglycidyl ethers of bisphenol A (DGEBA) and (b) diglycidyl ethers of bisphenol F (DGEBF).

Figure 16.
Various properties of epoxy resin as a function of the chemical groups considered (a) Detailed chemical formula and (b) Detailed chemical formula for the functional group named R.
Figure 16.
Various properties of epoxy resin as a function of the chemical groups considered (a) Detailed chemical formula and (b) Detailed chemical formula for the functional group named R.

Figure 17.
Typical reactions of the epoxide group to form epoxy coating as a function of the curing agent.
Figure 17.
Typical reactions of the epoxide group to form epoxy coating as a function of the curing agent.

Figure 18.
General characteristics versus molecular weight of epoxy coating. Reproduced with permission from [1]. Copyright 2009 Springer Nature.
Figure 18.
General characteristics versus molecular weight of epoxy coating. Reproduced with permission from [1]. Copyright 2009 Springer Nature.
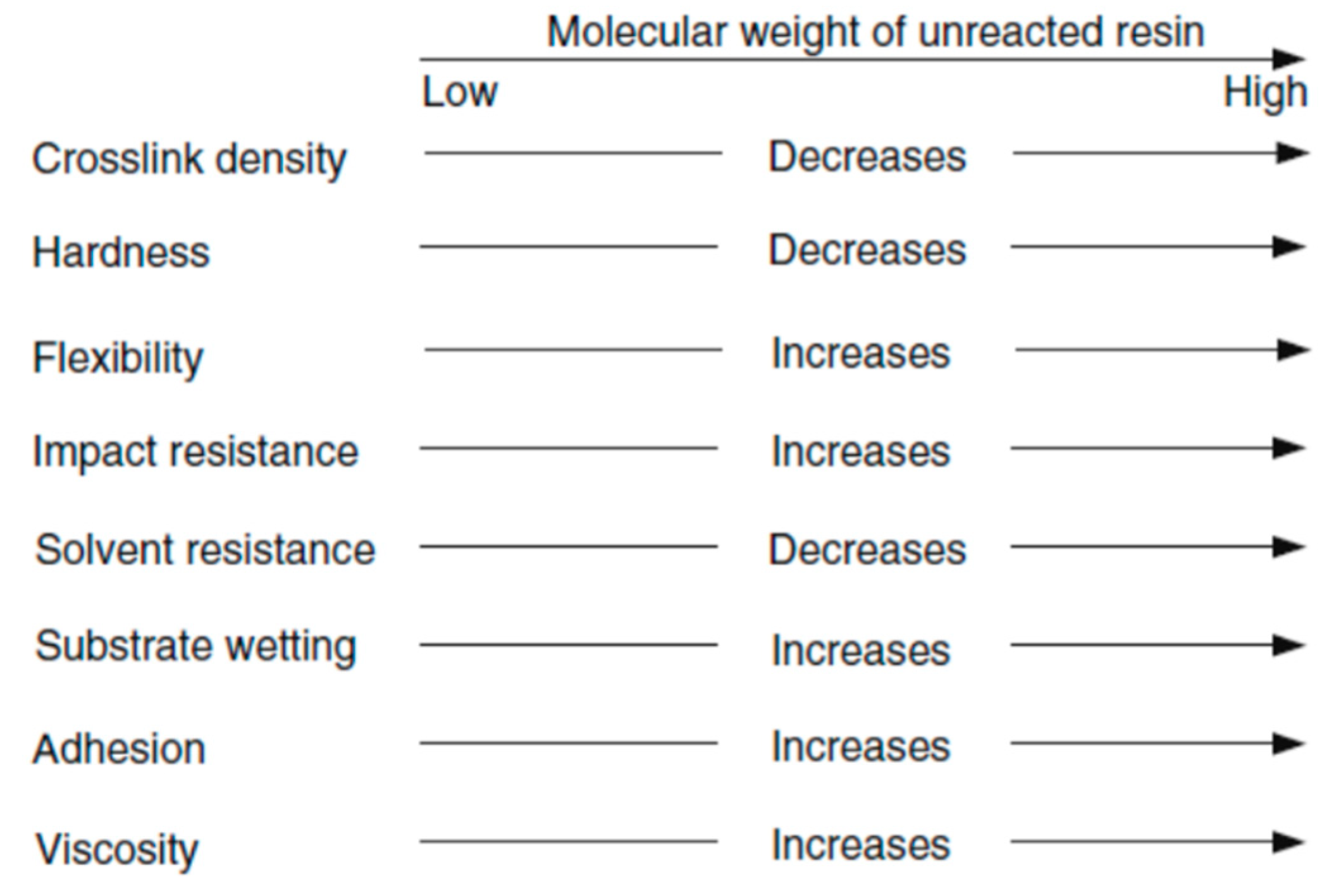
Figure 19.
Some typical isocyanate reactions (a) hydroxyl reaction, (b) amino reaction and (c) moisture core reaction.
Figure 19.
Some typical isocyanate reactions (a) hydroxyl reaction, (b) amino reaction and (c) moisture core reaction.

Figure 20.
Some typical isocyanate molecules (a) Toluene diisocyanate, (b) Methylene diphenyl 4,4′-diisocyanate and (c) Hexamethylene diisocyanate.
Figure 20.
Some typical isocyanate molecules (a) Toluene diisocyanate, (b) Methylene diphenyl 4,4′-diisocyanate and (c) Hexamethylene diisocyanate.

Figure 21.
Example of multifunctional siloxane structure.

Figure 22.
Application of fusion-bonded epoxy (FBE) on oil and gas pipelines. Reproduced with permission from [150]. Copyright 2008 Elsevier.
Figure 22.
Application of fusion-bonded epoxy (FBE) on oil and gas pipelines. Reproduced with permission from [150]. Copyright 2008 Elsevier.


{kind=link}
{kind=link}
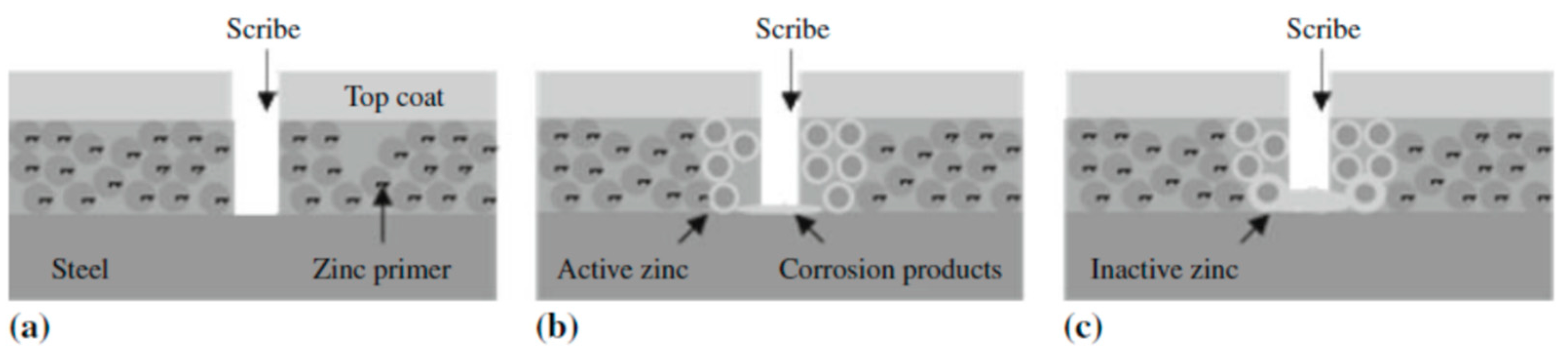{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
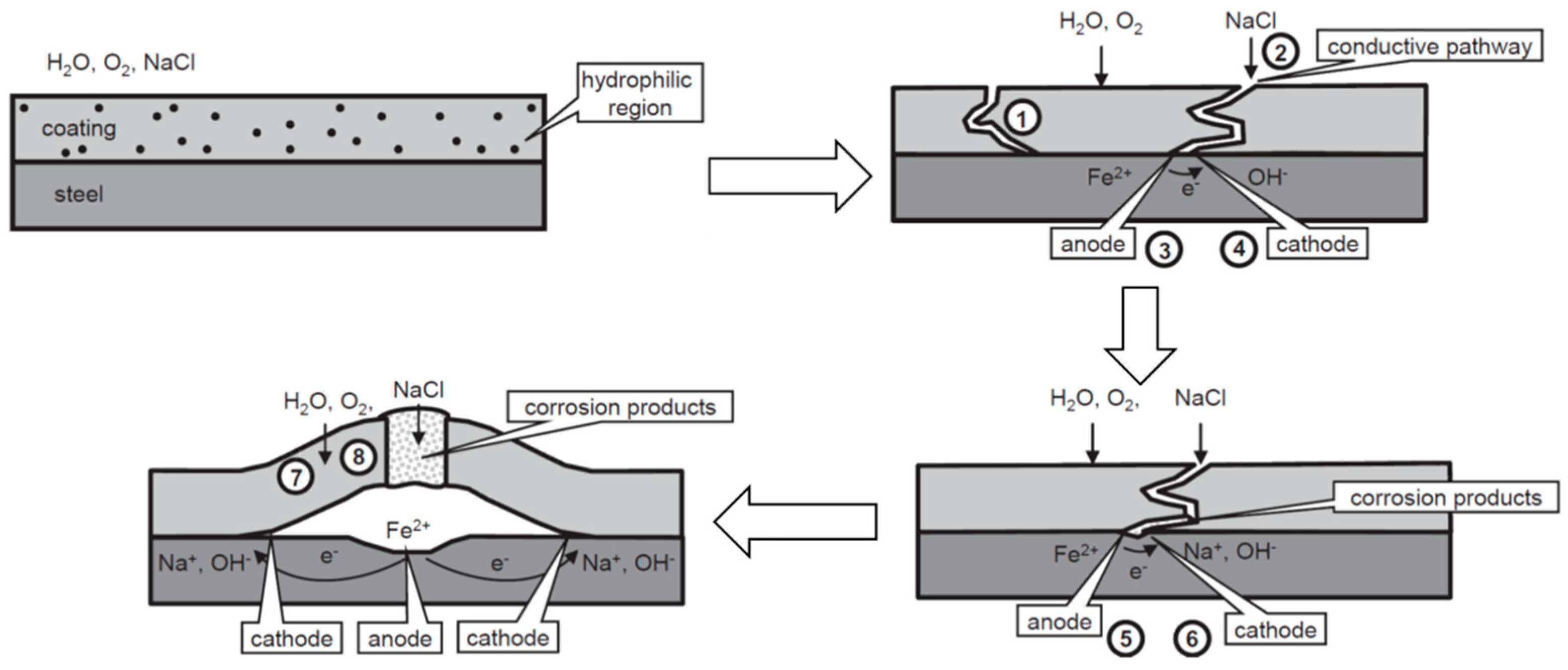{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
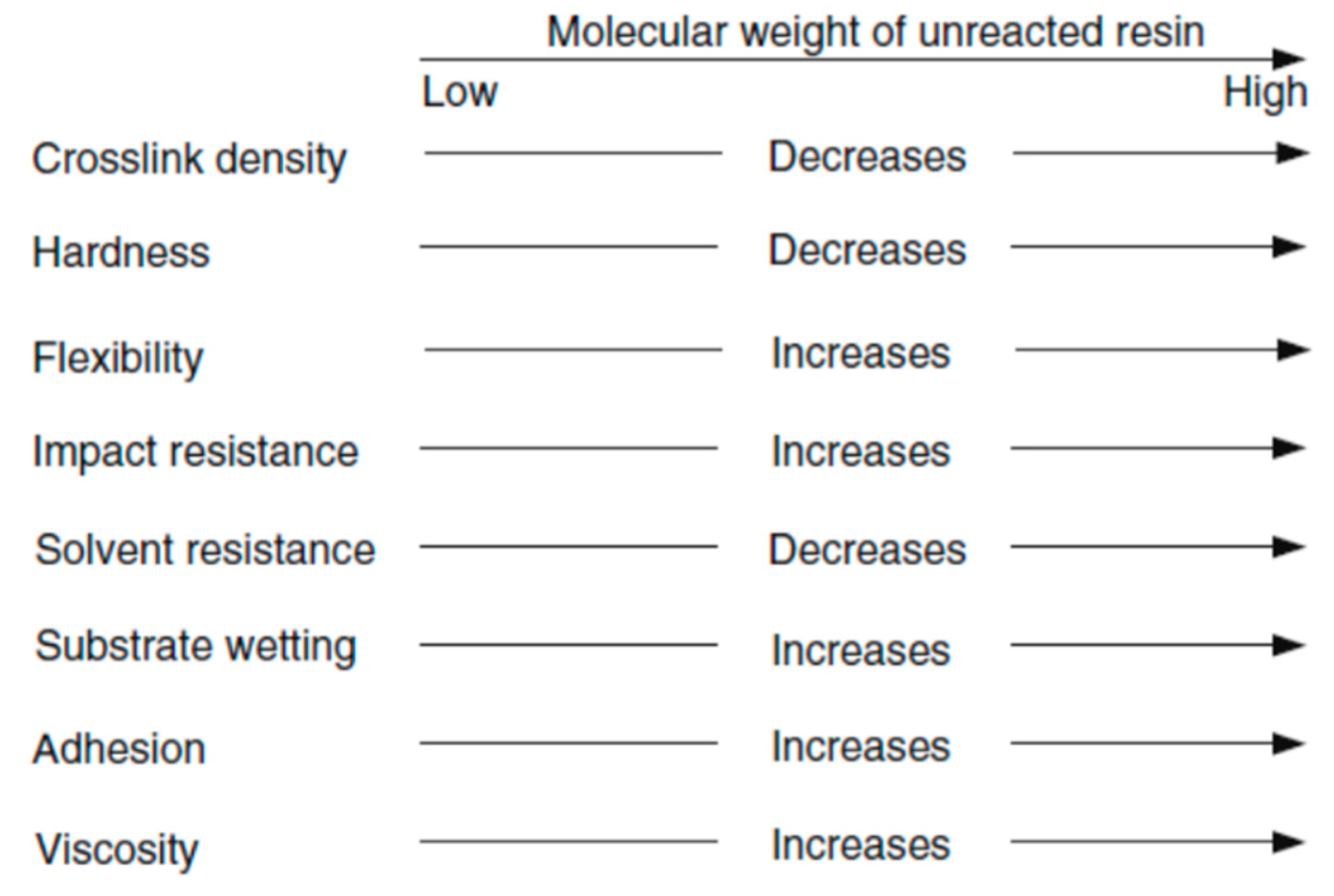{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Environment-friendly alternatives. Reproduced with permission from [80]. Copyright 2008 Elsevier.
Table 1.
Environment-friendly alternatives. Reproduced with permission from [80]. Copyright 2008 Elsevier.
| Nomenclature | % Solid Content | Advantages | Disadvantages |
|---|---|---|---|
| High-solid coatings | 60–80% |
|
|
| Powder coatings | 100% |
|
|
| Waterborne coatings | Same as solvent-borne coatings |
|
|
Table 2.
Main seawater corrosion parameters [129].
Table 2.
Main seawater corrosion parameters [129].
| Chemical Factors | Physical Factors | Biological Factors |
|---|---|---|
| Soluble salts | Temperature | Fouling |
| Solute gases (O2, CO2) | Movement | Animals (consumption or production of gases) |
| pH levels | Pressure | Plants (consumption or production of gases) |
| - | Solids | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pélissier, K.; Thierry, D. Powder and High-Solid Coatings as Anticorrosive Solutions for Marine and Offshore Applications? A Review. Coatings 2020, 10, 916. https://doi.org/10.3390/coatings10100916
AMA Style
Pélissier K, Thierry D. Powder and High-Solid Coatings as Anticorrosive Solutions for Marine and Offshore Applications? A Review. Coatings. 2020; 10(10):916. https://doi.org/10.3390/coatings10100916
Chicago/Turabian StylePélissier, Krystel, and Dominique Thierry. 2020. "Powder and High-Solid Coatings as Anticorrosive Solutions for Marine and Offshore Applications? A Review" Coatings 10, no. 10: 916. https://doi.org/10.3390/coatings10100916
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.