
Investigating Waterproofness and Breathability of a Coated Double-Sided Knitted Fabric
by
 , and
, and
Imene Ghezal
1,2,*,
Ali Moussa
1,2,
Imed Ben Marzoug
1,3,
Ahmida El-Achari
4,5,
Christine Campagne
4,5 and
Faouzi Sakli
1,3 1
Textile Engineering Laboratory, University of Monastir, Ksar-Hellal 5070, Tunisia
2
National Engineering School of Monastir, University of Monastir, Monastir 5019, Tunisia
3
Higher Institute of Technological Studies of Ksar-Hellal, Ksar-Hellal 5070, Tunisia
4
University Lille Nord de France, 59000 Lille, France
5
ENSAIT, GEMTEX, 2 Allée Louise et Victor Champier, 59100 Roubaix, France
*
Author to whom correspondence should be addressed.
Coatings 2022, 12(10), 1572; https://doi.org/10.3390/coatings12101572
Submission received: 21 September 2022
/
Revised: 14 October 2022
/
Accepted: 16 October 2022
/
Published: 18 October 2022
(This article belongs to the Special Issue Surface Treatment of Textiles Vol. 2)
Abstract
:The demand for waterproof breathable fabrics is increasing globally and so are efforts to develop such garments. In this paper, the development of a waterproof breathable textile by coating a double face knitted fabric is described. The applied polymeric coating is a mixture of an acrylic paste and a fluorocarbon resin. The aim of this study was the investigation of the breathability and waterproofness of the coated samples. The coating was made of industrialized chemical products and did not require water use. The screen coating process wastewater was also reduced. Three parameters related to the coating process were analyzed and optimized. These parameters were the fluorocarbon resin quantity (%), acrylic paste quantity (g·m−2), and reticulation time (min). The analyzed responses were the air permeability, windproofness, water vapor permeability, and resistance to water penetration. The optimized values of air permeability and water vapor permeability were equal to 154.81 L·m−2·s−1 and 83.852%, respectively. These values were judged acceptable when compared with commercialized products. The windproofness and the resistance to water penetration were equal to 161.81 L·m−2·s−1 and 78.51 Schmerber, respectively. Thus, both responses still need to be improved in order to obtain waterproofness properties. Based on the obtained results, the coated fabric can be used as a laminate outer layer for producing waterproof breathable fabrics.
1. Introduction
Many studies have been carried out to improve the waterproofness [1] and breathability of fabrics [2,3,4]. These textile materials do not only have the ability to protect the wearer from rain but also to provide him with a comfortable feel by transferring moisture out of the garment [2,3,5,6,7,8,9,10]. For waterproof breathable apparels, resistance to wind is also evaluated [2,3]. Waterproof breathable fabrics can be classified into seven main groups. Closely woven fabrics [2,3,11] are made with natural or synthetic microfibers and yarns. Microporous coatings and membranes [2,3,8] are made of polyurethanes, acrylics, poly (tetrafluoroethylene), and polyamino acids. For these two categories, waterproofness and breathability are ensured by the microporous structure [2,3]. For hydrophilic coatings and membranes [2,3], waterproof breathable properties depend on the chemical structures (the hydrophilic and hydrophobic segments) of the used polymers [12,13,14,15]. Waterproof breathable fabrics can also be obtained by the combination of microporous and hydrophilic structures. Another technique consists of the use of retroactive microbeads [2,3] or smart breathable fabrics made with shape memory polymers [2,3,16]. Waterproof breathable fabrics can also be obtained using biological mechanism mimicking [2,3].
Wear comfort depends on many critical factors such as air and water vapor permeabilities [17,18,19,20,21,22]. The human body temperature needs to be maintained at 37 °C. This is why in certain conditions, such as high activity levels or high temperatures, the human body perspires to maintain thermos-physiological comfort [23,24]. There are two forms of perspiration [25]. The insensible perspiration which refers to the perspiration in its vapor form, and the sensible one which is perspiration in its liquid form [25]. Breathability is known as the ability of the fabric to evacuate perspiration [26].
In recent years, the use of spacer fabrics has increased [27,28]. The open construction between the two fabric layers provides tortuous spaces. Heat and moisture evacuation from the inner to the outer side are facilitated by the presence of a space between the two fabric layers [27,29]. One of the most used polymers for textile coating are polyurethanes (PUs) with an assembly waterproofness under hydrostatic head pressure equal to 630 cm and a water vapor permeability ranging from 2500 to 4650 g·m−2·day−1 (measured using the British Ministry of Defence (MOD) specification upright cup at 35 °C) [30]. Jeong et al. [31] used a modified polyurethane with an acrylic poly(ethylene glycol) copolymer for producing a waterproof breathable coating. Fluorocarbon resin is widely used and is known to have the lowest surface tension [32,33,34,35,36]. Acrylic polymers are also used to coat fabrics in order to enhance their resistance to water penetration and wind. On the other hand, the passage of water vapor molecules from the inner side to the outer side of the fabric is ensured by the presence of hydrophilic groups in the acrylic polymer chain. In addition, the sample handle is not altered when using acrylic resins [37].
In a previous study undertaken by Rego et al., it was reported that fabric thickness and air permeability affect the wear comfort of woven cotton/polyethylene terephthalate (PET) samples modified with elastane [38]. Another study by Scott [39] investigated the waterproofness and breathability of laminated and coated fabrics. Few studies analyzed the water repellency, waterproofness, windproofness, and water vapor permeability of textile materials such as PET, nylon, cotton, and wool [40]. In a previous study, Ghezal et al. [9,41] developed a coated textile by applying a mixture of a fluorocarbon resin and an acrylic paste to a double-sided knitted fabric. The novelty was introducing a new coating made of industrialized chemical products that does not require water use. By using this coating process, wastewater was also reduced. This made the used coating process eco-friendly when compared with other coating techniques.
The aim of this study was to evaluate the windproofness, breathability, and waterproofness of the coated samples. The developed substrates were obtained by coating a spacer fabric with acrylic and fluorocarbon resins. The surface state of the developed coated samples and mechanical performances were already analyzed in a previous study undertaken by Ghezal et al. [9,41]. The effects of the two used resin quantities as well as the reticulation time on air permeability, windproofness, water vapor permeability, and resistance to water penetration were analyzed using the Box–Behnken experimental design. The coating process was finally optimized.
2. Materials and Methods
2.1. Textile Material
A double-sided knit with polyester (PET) outer face and cotton inner face was used. The knitting was made by using an ALBI Ram GT interlock circular knitting machine (60 feeds, 3744 needles, Albi, Albstadt, Germany). The mass per unit area and the thickness of the used fabric were equal to 256 g·m−2 and 1.06 mm, respectively. PET outer face filament finesse was equal to 181.4 dtex. Cotton yarn finesse was 25.24 tex. The finesse of the PET filament related to both fabric sides was equal to 90.32 dtex.
2.2. Coating Process
To apply the coating, a screen made of a woody frame and a PET mesh with rectangular holes (121.53 µm × 109.37 µm) was used. The mesh porosity (26 holes per cm) was chosen based on the used past viscosity. The screen coating frame and the microscopic image of the used mesh were already presented in a previous study undertaken by Ghezal et al. [41]. The polymeric coat was a mixture of acrylic (CHTT glossy finish) and fluorocarbon (Fluorotex FO/57) resins. Based on product datasheets, both chemicals did not require a catalyst for cross-linking. Acrylic and fluorocarbon resins were supplied from CHIMITEX, Tunisia. The coated samples were dried for 20 min at 90 °C. Thermal reticulation was achieved at 150 °C.
2.3. Experimental Design
The Box–Behnken experimental design was used to analyze the effect of the three input parameters on the studied responses and to optimize the coating process conditions. Fifteen experiments representing the middle points of the edges and the central point of a cube were generated by Minitab 14 software. Each experiment set was carried out in triplicate. The three studied factors were fluorocarbon resin, acrylic paste, and reticulation time. Each factor was varied according to three levels. Fluorocarbon resin levels were equal to 1.5%, 2.25%, and 3%. Used acrylic paste quantities were equal to 412, 618, and 824 g·m−2. Studied levels of the reticulation time were 5, 10, and 15 min. The effect of each factor on the studied responses was investigated. For each response, a nonlinear quadratic model was set (Equation (1)).
where A is the fluorocarbon resin quantity (%); B is the acrylic paste quantity (g·m−2); C is the reticulation time (min); b0 is a constant; and (b1, b2, b3), (b12, b13, b23), and (b11, b22, b33) correspond to linear, interaction, and quadratic coefficients, respectively.
Response = b0 + b1A + b2B + b3C + b12AB + b13AC + b23BC + b11A2 + b22B2 + b33C2
2.4. Air Permeability Measurement
The air permeability of the double-sided fabric was tested using the FX 3300 apparatus from TEXTEST Instruments, Zürich, Switzerland. The ISO 9237 standard was used. The double-sided fabric air permeability was determined by measuring the air flow passing from the cotton face to the PET one. The windproofness is the capacity of an apparel to protect the wearer from wind. It can be evaluated by measuring the air permeability of textile fabrics. A textile with an air permeability lower than 1.5 mL (measured by air permeability tester at 100 Pa) is considered windproof. The windproofness was determined by measuring the air flow passing from the PET face to the cotton one. The sample (20 cm2) was held over the test head opening using the aim of a clumping arm. A pressure drop equal to 100 Pa was exerted using the vacuum pump. The velocity of air flow passing through the sample was recorded, and the air permeability was automatically determined and read on the digital screen.
2.5. Water Vapor Permeability Measurement
The breathability of a fabric can be evaluated by measuring its water vapor permeability. The water vapor permeability was determined using the water vapor permeability tester M 261 from SDL Atlas, Rock Hill, SC, USA and according to the BS 7209 standard. The weight loss of a cup filled with 46 mL of distilled water and covered with the tested sample was measured. The assembly was weighed after an hour and reweighed after a period (T) of 16 h. The water vapor permeability (WVP) was then determined using Equation (2) [29,42].
where M (g) is the mass loss of the assembly after the period (T); T (h) is the time between successive weightings of the assembly, and A (m2) is the internal area of the test dish. Dishes with an internal diameter of 83 mm were used.
A tightly satin weave with an open area equal to 12.5% was considered as a reference to determine the WVPI. The diameter of the PET monofilament forming the fabric was equal to 32 µm. The reference fabric mass per unit area was of 108 g·m−2 [42].
For each sample, the water vapor permeability index (WVPI) was then deduced using Equation (3) [42]:
where WVPtest and WVPref are the water vapor permeabilities of tested sample and reference fabric, respectively.
2.6. Determination of Fabric Resistance to Water Penetration
Samples waterproofness values were determined according to the ISO 811 standard. The principle of this test method is to evaluate the substrate resistance to water penetration by measuring the hydrostatic pressure that it can handle. Square samples of 17 cm side length were cut. The tested area was 100 cm2. Each sample was fixed and firmly tightened to the test head. The TEXTEST automatic hydrostatic head tester type FX 3000 HydroTester III from TEXTEST Instruments, Zürich, Switzerland was used. The resistance to water penetration of each treated sample was automatically determined. The increase in water pressure was 10 mbar·min−1 ± 0.5. Drops of water that penetrated the substrate and reached the upper face were detected with a drop detector. The pressure value was read on the digital display after the apparition of three droplets of water on the sample surface.
The fabric face which was in direct contact with the distilled water was the coated one. The coated PET fabric side would be in direct contact with the garment external environment. For each sample, the corresponding penetration pressure was noted. With this apparatus model, a pressure of 990 mbar could be reached. Pressure values (mbar) were multiplied by 1.02 to express resistance to water penetration values in cm H2O.
3. Results and Discussions
The aim of this study was to introduce a waterproof breathable fabric by coating double-sided knitting with a new coating comprising fluorocarbon and acrylic resins. In this coating process, no water was added to the coating formulation, and wastewater was reduced. This would help in diminishing water consumption and preventing subsequent industrial wastewater treatments. The studied factors related to the coating process were the fluorocarbon resin quantity (%), acrylic paste quantity (g·m−2), and reticulation time (min). To evaluate the performance of the coated fabric in terms of waterproofness and breathability, the air permeability (L·m−2·s−1), the windproofness (L·m−2·s−1), the water vapor permeability index (%), and the resistance to water penetration (Schmerber) were analyzed using Minitab 14 software.
The characteristics of a waterproof breathable fabric were found in the literature and are recapitulated in Table 1 [3,43,44].
For the coated samples, the obtained results in terms of waterproofness and breathability were determined and compared with the values presented in Table 1.
3.1. Study of the Air Permeabilities of Cotton and Polyester Sides
In this section, the air permeabilities of the two sides of the used knit were studied. The obtained values of the air permeability and windproofness of the treated samples are shown in Table 2.
The air permeability and windproofness of the untreated fabric were equal to 764 L·m−2·s−1 and 748.666 L·m−2·s−1, respectively. From Table 2, it can be noticed that for the different treated samples, the air permeability of the PET face (windproofness) varied from 29.167 to 310 L·m−2·s−1. For the cotton side, the air permeability varied from 28.267 to 302.667 L·m−2·s−1. Therefore, it is obvious that the coating treatment significantly decreased the air permeability of the used fabric. The main effect plots of the air permeability of the cotton face and windproofness of the PET one are represented in Figure 1a,b, respectively.
The main effect plots of air permeability and windproofness were similar. As the percentage of coating add-on increased, the coating quantity deposed on the sample increased too (the yarns became more covered with the coating paste). This affected the fabric porosity and as a result, its air permeability.
The statistical analysis of the air permeability and windproofness responses are shown in Table 3 and Table 4. The p-values were equal to 0.068 and 0.067 for the cotton and PET faces, respectively. The effect of the fluorocarbon resin quantity on the air permeabilities of the treated samples was not significant. Actually, the p-values were equal to 0.630 and 0.725 (>>> 0.05) for the cotton and PET faces, respectively.
The third parameter of the coating process was the reticulation time. When it was varied from 5 to 10 min, the air permeability of the coated samples decreased. This effect was inverted when the reticulation time exceeded 10 min. In fact, curing the substrate at 150 °C for a long time led to the deterioration of the coating. Consequently, its air permeability increased.
Based on Table 3 and Table 4, the nonlinear quadratic models relating to the three studied factors and the air permeability of the inner face (R² = 71.6%) and the windproofness of the outer one (R² = 71.7%) are presented by Equations (4) and (5), respectively:
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min).
Air permeability (L/m−2·s−1) = 368.4057 − 63.1142A + 0.1795B − 31.4918C + 0.1086AB − 8.8755AC − 0.0228BC + 15.0779A2 – 0.0004B2 + 3.2521C2
Windproofness (L/m−2·s−1) = 403.5707 − 76.6027A + 0.1039B − 31.9865C + 0.1020AB − 9.2533AC − 0.0243BC + 20.7938A2 − 0.0003B2 + 3.3637C2
The interaction plots of air permeability and windproofness are represented in Figure 2a,b, respectively. Both figures are plots of the means for each level of factor with the level of the second one held constant. The presence of parallel lines means that there were no interactions between the two studied factors. The presence of interactions between factors means that the response at a factor level depended upon the levels of the other one.
From Figure 2a,b, it was noticed that there are always interactions between the three studied factors when analyzing the air permeability and windproofness responses. This is traduced by the secant lines in all of the interaction plot graphs.
The surface plots of the air permeability and windproofness were roughly comparable. The air permeability surface plots (Figure 3a) were drawn based on the fitted model already illustrated by Equation (4). These plots serve to predict each studied factor level for obtaining a specified air permeability value.
From Figure 3a, it can be noticed that the low air permeability values of the treated PET face can be obtained with high acrylic paste quantities and a reticulation time ranging from 7.5 to 13.75 min. On the other hand, the studied response was not affected by the fluorocarbon resin quantity. For example, a low air permeability value can be obtained with 800 g·m−2 of acrylic paste and a reticulation time equal to 10 min regardless of the used fluorocarbon resin quantity.
3.2. Study of the Water Vapor Permeability
In this section, the water vapor permeabilities of uncoated and coted samples were measured according to the BS 7209 standard [42]. The water vapor permeability index (WVPI (%)) of the untreated fabric was equal to 98.454% (CV = 2.055%). The obtained WVPI values of the different treated specimens are shown in the Table 5.
The water vapor permeability indexes of the coated samples showed a variation from 58.405% to 88.727%. The breathability of the fabric was reduced after the application of the coating. However, the obtained water vapor permeability indexes were higher than 50% meaning that the coated samples were still breathable.
The main effect plots of the water vapor permeability index are shown in Figure 1c. From the graph representing the effect of the fluorocarbon resin on the WVPI (%), we noticed that when the quantity of this product was varied from 1.5% to 2.25%, the WVPI decreased. This is due to the increase in the fluorocarbon groups that play the role of a barrier to water vapor molecules and block their passage from the inner to the outer side of the coated samples. For commercialized fluorocarbon resins, co-monomers such as methyl methacrylate are frequently incorporated to reach water repellency characteristics. The major components of the fluorocarbon dispersion in this case were C18H37OCOCHCH2 and C12H2OCOCHCH2 [45]. When increasing the quantity of the fluorocarbon resin product (>2.25%), the presence of carboxyl and carbonyl groups was enhanced [45]. As a result, the affinity of the coated textile fabric to water vapor molecules was increased and breathability was enhanced too [43]. When the reticulation time was varied from 5 to 10 min, more chemical cross-links were formed between the polymeric chains of the polymers. The water vapor molecules passage from the cotton inner face to the PET outer one became more difficult which explains the decrease in the water vapor permeability index. On the other hand, the increase in the water vapor permeability index was due to the repulsion action between the fluorine groups [46]. This repulsion is the result of high electronegativity of fluorine [47]. Consequently, an increase in the molecular chains interspace occurred and thus the passage of water vapor molecules from the fabric inner face to the outer one was facilitated.
When the reticulation time exceeded 10 min, an increase in the water vapor permeability index was noticed. This is due to the fact that a prolonged reticulation time led to the apparition of cracks in the coating which facilitated the evacuation of water vapor from the skin to the outer side of the fabric. By referring to the last section (Section 3.1), it was noteworthy that the reticulation time effect was almost the same in the air and water vapor permeabilities.
From the graph effect relative to the acrylic paste (Figure 1c), it can be noticed that when the quantity of acrylic resin was increased, the water vapor permeability index decreased. The quantity of acrylic paste was directly related to the coating add-on. As this factor increased, the inter-fiber and the inter-yarn spaces decreased. Therefore, the evacuation of the water vapor molecules by capillary action was restricted. With acrylic paste quantities superior to 618 g·m−2, the WVPI increased. Clearly, when increasing the acrylic paste quantity, the rate of groups able to react with the water vapor molecules was enhanced. The formation of reversible bonds between the hydrogen groups present in the water vapor molecules and reactive groups in the acrylic paste was amplified. In this case, the transfer of water vapor molecules was assured by a physicochemical mechanism. The presence of a sufficient amount of these reactive groups in the acrylic molecular chains led to an increase in water vapor evacuation. It is true that the inter-fiber and inter-yarn spaces were fulfilled with the acrylic paste; however, the physicochemical evacuation of the water vapor molecules was enhanced. The water vapor transmission, in this case, was not governed by the capillary phenomenon but by the physicochemical one.
Interactions between the different studied factors when analyzing the water vapor permeability index are represented in Figure 2c. It can be noticed that there were insignificant interactions between the reticulation time and the fluorocarbon resin when the first parameter was varied from 5 to 10 min and the quantity a fluorocarbon resin was maintained at 1.5% and 2.25%. The same ascertainment was made when the reticulation time was varied from 10 to 15 min and the used acrylic paste quantity was equal to 412 or 618 g·m−2.
Based on Table 6, the nonlinear quadratic model of the WVPI (R² = 77.2%) is presented by the following equation:
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min).
WVPI (%) = 185.4023 − 28.4788A − 0.1486B − 9.8132C − 0.0319AB − 0.0134AC + 0.0001BC + 11.5395A2 + 0.0002B2 + 0.4977C2
The surface plots of the WVPI (%) are represented by Figure 3b. The WVPI (%) can be predicted by using the two predictor factors that are displayed on the X and Y scales, while the third one is held constant. For example, to have a WVPI value equal to 65% with a fluorocarbon resin quantity equal to 2.25%, the acrylic paste should be set between 500 and 750 g·m−2 and the reticulation time in the interval [7–12 min].
3.3. Study of the Resistance to Water Penetration
The resistance to water penetration for the nontreated sample was measured and was equal to 2.5 cm H2O (24.517 Schmerber). The obtained values of resistance to water penetration of the treated samples are presented in Table 7. These values varied from 6.5 cm H2O (63.743 Schmerber) to 8 cm H2O (78.453 Schmerber). It can be deduced that the resistance to water penetration was ameliorated by the coating treatment. However, the obtained values were very close. In fact, in actual experience, a variation of 2 cm H2O in the resistance to water penetration value is not considered significant.
The main effect plot for the resistance to water penetration (Schmerber) is represented in Figure 1d. The three studied factors presented a significant effect on the studied response. The reticulation time had the most significant effect on the resistance to water penetration with a p-value equal to 0.021 (<0.05).
The statistical analysis of the resistance to water penetration response is shown in Table 8. With p-values equal to 0.056 (≈0.05), the fluorocarbon resin and acrylic paste quantities presented a lower significant effect on the studied response than the reticulation time. Based on Table 8, the nonlinear quadratic model of the RWP (R2 = 89.7) was generated. It is presented by Equation (7):
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min).
RWP (Schmerber) = 87.4452 − 10.6245A − 0.0089B − 1.6345C − 0.0079AB + 0.6537AC − 0.0024BC + 2.5426A2 + 0.1062C2
For the resistance to water penetration response, the interaction plots between the different parameters are shown in Figure 2d. For acrylic paste quantities equal to 412 or 618 g·m−2 and a reticulation time between 10 and 15 min, there were small interactions between these two parameters. For a fluorocarbon resin quantity equal to 2.25% or 3% and a reticulation time in the interval [10–15 min], two parallel lines were observed which means that there were small interactions between these two parameters. High interactions were noticed between the studied parameters in the rest of the studied domains.
The surface plots of the resistance to water penetration (RWP (Schmerber)) are presented in Figure 3c. From these plots, the highest value of the studied response was easily detected. In addition, the operating conditions for a specified resistance to water penetration value can be directly determined from the graphs.
3.4. Optimization of the Coating Process
The different studied responses as well as the coating process optimization were configured using Minitab 14 software and are presented in this section. The determination coefficient values that were obtained for all the fitted models were high. This proves that there is a correlation between the experimental and theoretical values. The responses were analyzed by three types of tools; the main effect plots, interaction plots, and contour plots. The Minitab response optimizer was used. For all responses, goals and boundaries were set. The best combination of input variables that jointly optimize the set of studied responses that satisfy the fixed goals was determined. Targets were set for all responses, and individual desirabilities (d) were determined. In a final state, the composite desirability (D) was maximized, and the optimal input variable settings were identified using a reduced gradient algorithm with multiple starting points. The D-value was close to the unit (D-value = 0.771). Therefore, it can be deduced that the goals that were set for each response were reached by the optimized generated conditions. The optimum factor combination to obtain the optimized responses was 2.71% of fluorocarbon resin, 412 g·m−2 of acrylic paste, and a reticulation time of 13.5 min. The predicted values of the air permeability (L·m−2·s−1), windproofness (L·m−2·s−1), water vapor permeability index (WVPI (%)), and RWP (Schmerber) are shown in Table 9. For commercialized waterproof breathable fabrics, the water vapor permeability index is 80% and 50%, respectively, for high-grade and low-grade products [3]. For these fabrics, waterproofness is equal to 130 cm under hydrostatic pressure, and the windproofness is 1.5 mL·cm−2·s−1 at 1 mbar [3]. In this study, the developed waterproof breathable fabric presented a good value on the water vapor permeability index (83.852% ± 0.589%) and an acceptable value of air permeability (154.819 L·m−2·s−1 ± 1.156%) when compared with commercialized waterproof breathable fabrics. However, windproofness and resistance to water penetration (equal to 161.810 L·m−2·s−1 ± 0.766% and 78.506 Schmerber ± 1.8%, respectively) still need to be improved to reach a higher waterproof breathable fabric grade.
In short, the coated fabric can be used to produce waterproof breathable garments to protect the wearer during light rain while providing him comfort. It can also be used as a laminate outer layer for producing waterproof breathable garments. Generally, waterproof breathable fabrics involve chemical processes that may cause environmental problems. As a response to the cost pressure and environmental concerns associated with waterproof breathable fabrics, this study presented a waterproof breathable fabric obtained using a process where water consumption and wastewater were reduced.
4. Conclusions
In this study, a waterproof breathable fabric was developed by coating a cotton/PET double-sided knitted fabric. The used coating was a mixture of a fluorocarbon resin and an acrylic paste. A Box–Behnken experimental design was applied in order to optimize the coating process. The studied factors were the fluorocarbon resin quantity (%), acrylic paste quantity (g·m−2), and reticulation time (min). The analyzed responses were air permeability, windproofness, water vapor permeability, and resistance to water penetration. Based on the obtained results, it can be concluded that the acrylic paste quantity had the most significant effect on the fabric cover factor which is directly related to the fabric porosity. On the other hand, when the fabric cover factor increased, air and water vapor permeabilities decreased. Therefore, it can be deduced that there is a correlation between fabric porosity, air permeability, and breathability. For the water vapor permeability response, the results show that this response was not only related to the fabric porosity but also to its chemical content. When investigating the resistance to water penetration, it was found that all treated samples had almost the same response value. Thus, varying the three studied parameters according to the intervals of interest did not allow the obtention of high resistance to the water penetration values.
The optimized values of air permeability and windproofness were equal to 154.81 L·m−2·s−1 and 161.81 L·m−2·s−1, respectively. The water vapor permeability index for the fabric coated with the optimized formulation was 83.85%, and its resistance to water penetration was equal to 78.51 Schmerber. For the water vapor permeability index, it was judged acceptable when compared with commercialized products.
The applied coating did not require water use. As a result, the generated wastewater from the coating process was also minimized. This reduced water consumption, effluent treatment, and energy expenses, allowing the development of a low cost substrate.
With regards to windproofness and resistance to water penetration, these two characteristics still need to be ameliorated to obtain a waterproof and windproof fabric. To improve protection against wind and resistance to water penetration, this study can be extended and other layers such as membranes or nonwovens can be used to create a laminate that satisfies the waterproof breathable fabric characteristics.
Author Contributions
Methodology, investigation, analysis, and writing—original draft preparation, I.G.; editing, A.M. and I.B.M.; validation, A.E.-A.; validation and supervision, C.C. and F.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data supporting the findings of this study are reported within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shephard, A.J. Waterproof Dress: Patents as evidence of design and function from 1880 through 1895. Cloth. Text. Res. J. 2012, 30, 183–199. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Midha, V.K. A Review on designing the waterproof breathable fabrics Part I: Fundamental principles and designing aspects of breathable fabrics. J. Ind. Text. 2008, 37, 225–262. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Midha, V.K. A review on designing the waterproof breathable fabrics Part II: Construction and suitability of breathable fabrics for different uses. J. Ind. Text. 2008, 38, 17–41. [Google Scholar] [CrossRef]
- Shanley, L.A.; Slaten, B.L.; Shanley, P.S. Military protective clothing: Implications for clothing and textiles curriculum and research. Cloth. Text. Res. J. 1993, 11, 55–59. [Google Scholar] [CrossRef]
- Razzaque, A.; Tesinova, P.; Hes, L.; Salacova, J.; Abid, H.A. Investigation on hydrostatic resistance and thermal performance of layered waterproof breathable fabrics. Fibers Polym. 2017, 18, 1924–1930. [Google Scholar] [CrossRef]
- Utkun, E. A research on various comfort properties of interlock knitted fabrics. Ind. Textila 2015, 66, 23–27. [Google Scholar]
- Harnisch, M.; Mahr-Erhardt, A.; Woelfling, B.-M.; Classen, E. Influence of sock and shoe construction on tempreture and humidity in working boots. Int. J. Appl. Res. Text. 2017, 5, 15–20. [Google Scholar]
- Oh, E.; Kim, E.; Park, Y. Evaluation of the moisture transfer property of waterproof breathable fabric under low-temperature conditions depending on the pore size and distribution. Cloth. Text. Res. J. 2018, 36, 310–323. [Google Scholar] [CrossRef]
- Ghezal, I.; Moussa, A.; Ben Marzoug, I.; El-Achari, A.; Campagne, C.; Sakli, F. Development and surface state characterization of a spacer waterproof breathable fabric. Fibers Polym. 2020, 21, 910–920. [Google Scholar] [CrossRef]
- Yi, L.; Wang, S.; Wang, L.; Yao, J.; Marek, J.; Zhang, M. A waterproof and breathable nanofibrous membrane with thermal-regulated property for multifunctional textile application. J. Appl. Polym. Sci. 2021, 138, 1–10. [Google Scholar] [CrossRef]
- Wang, Y.; Ying, L.; Sun, R.; Li, C.; Ding, Z.; Wang, Z. A highly breathable and machine-washable ePTFE-aided down-proof cotton fabric. Coatings 2022, 12, 826. [Google Scholar] [CrossRef]
- Save, N.S.; Jassal, M.; Agrawal, A.K. Polyacrylamide Based Breathable Coating for Cotton Fabric. J. Ind. Text. 2002, 32, 119–138. [Google Scholar] [CrossRef]
- Lomax, G.R. Hydrophilic polyurethane coatings. J. Ind. Text. 1990, 20, 88–107. [Google Scholar]
- Schledjewski, R.; Schultze, D.; Imbach, K.-P. Breathable Protective Clothing with Hydrophilic Thermoplastic Elastomer Membrane Films. J. Ind. Text. 1997, 27, 105–114. [Google Scholar] [CrossRef]
- Desai, V.M.; Athawale, V.M. Water resistant-breathable hydrophilic polyurethane coatings. J. Ind. Text. 1995, 25, 39–46. [Google Scholar] [CrossRef]
- Ding, X.M.; Hu, J.L.; Tao, X.M. Effect of crystal melting on water vapor permeability of shape-memory polyurethane film. Text. Res. J. 2004, 74, 39–43. [Google Scholar] [CrossRef]
- Padleckien, I.; Petrulis, D.; Rubežienė, V.; Valiene, V.; Abraitienė, A. Breathability and resistance to water penetration of breathable-coated textiles after cyclic mechanical treatments. Mater. Sci. 2009, 15, 69–74. [Google Scholar]
- Kim, H.-A. Moisture vapor resistance of coated and laminated breathable fabrics using evaporative wet heat transfer method. Coatings 2021, 11, 1157. [Google Scholar] [CrossRef]
- Amini, G.; Karimi, M.; Zokaee Ashtiani, F. Hybrid electrospun membrane based on poly(vinylidene fluoride)/poly(acrylic acid)–poly(vinyl alcohol) hydrogel for waterproof and breathable applications. J. Ind. Text. 2022, 51, 1558–1584. [Google Scholar] [CrossRef]
- Shabaridharan, K.; Das, A. Analysis of thermal properties of multilayered fabrics by full factorial and Taguchi method. J. Text. Inst 2014, 105, 29–41. [Google Scholar] [CrossRef]
- Öner, E.; Okur, A. thermophysiological comfort properties of selected knitted fabrics and design of T-shirts. J. Text. Inst. 2015, 106, 1403–1414. [Google Scholar] [CrossRef]
- Basit, A.; Latif, W.; Baig, S.A.; Afzal, A. The mechanical and comfort properties of sustainable blended fabrics of bamboo with cotton and regenerated fibers. Cloth. Text. Res. J. 2018, 36, 267–280. [Google Scholar] [CrossRef]
- Zarehshi, A.; Ghane, M. Study of the water vapor permeability of multiple layer fabrics containing the milkweed fibers as the middle layer. J. Text. Inst. 2022, 113, 1531–1537. [Google Scholar] [CrossRef]
- Zhou, W.; Gong, X.; Li, Y.; Si, Y.; Zhang, S.; Yu, J.; Ding, B. Environmentally friendly waterborne polyurethane nanofibrous membranes by emulsion electrospinning for waterproof and breathable textiles. Chem. Eng. J. 2021, 427, 130925. [Google Scholar] [CrossRef]
- Das, B.; Das, A.; Kothari, V.K.; Fanguiero, R.; de Araújo, M. Moisture transmission through textiles: Part I: Processes involved in moisture transmission and the factors at play. Autex. Res. J. 2007, 7, 100–110. [Google Scholar]
- Hunter, L.; Fan, J. Waterproofing and breathability of fabrics and garments. In Engineering Apparel Fabrics and Garments, 1st ed.; Woodhead Publishing Series in Textiles; Sawston: Cambridge, UK, 2009; pp. 283–308. [Google Scholar]
- Dlugosch, S.; Hu, H.; Chan, A. thermal comfort evaluation of equestrian body protectors using a sweating manikin. Cloth. Text. Res. J. 2013, 31, 231–243. [Google Scholar] [CrossRef]
- Gadeikytė, A.; Abraitienė, A.; Barauskas, R. Prediction of air permeability coefficient and water-vapor resistance of 3D textile layer. J. Text. Inst. 2022, 113, 396–404. [Google Scholar] [CrossRef]
- Bagherzadeh, R.; Montazer, M.; Latifi, M.; Sheikhzadeh, M.; Sattari, M. Evaluation of comfort properties of polyester knitted spacer fabrics finished with water repellent and antimicrobial agents. Fibers Polym. 2007, 8, 386–392. [Google Scholar] [CrossRef]
- Sen, A.K. Fabrics for full weather protection. In Coated Textiles: Principles and Applications, 2nd ed.; Ashish Kumar, S., Ed.; CRC Press: Boca Raton, FL, USA, 2001; pp. 131–153. [Google Scholar]
- Jeong, J.H.; Han, Y.C.; Yang, J.H.; Kwak, D.S.; Jeong, H.M. Waterborne polyurethane modified with poly(ethylene glycol) macromer for waterproof breathable coating. Prog Org. Coat. 2017, 103, 69–75. [Google Scholar] [CrossRef]
- Yamauchi, G.; Riko, Y.; Yasuno, Y.; Shimizu, T.; Funakoshi, N. Water-repellent coating for mobile phone microphones. Surf. Coat. Int. Part B Coat. Trans. 2005, 88, 281–283. [Google Scholar] [CrossRef]
- Zhou, H.; Wang, H.; Niu, H.; Gestos, A.; Lin, T. Robust, self-healing superamphiphobic fabrics prepared by two-step coating of fluoro-containing polymer, fluoroalkyl silane, and modified silica nanoparticles. Adv. Funct. Mater. 2013, 23, 1664–1670. [Google Scholar] [CrossRef]
- De, P.; Sankhe, M.D.; Chaudhari, S.S.; Mathur, M.R. UV-resist, Water-repellent Breathable Fabric as Protective Textiles. J. Ind. Text. 2005, 34, 209–222. [Google Scholar] [CrossRef]
- Sato, Y.; Wakida, T.; Tokino, S.; Niu, S.; Ueda, M.; Mizushima, H.; Takekoshi, S. Effect of crosslinking agents on water repellency of cotton fabrics treated with fluorocarbon resin. Text. Res. J. 1994, 64, 316–320. [Google Scholar] [CrossRef]
- Kabbari, M.; Ghith, A.; Fayala, F.; Liouane, N. Investigating the effect of Water-oil repellency finish on baby clothes. Fibers Polym. 2016, 17, 873–879. [Google Scholar] [CrossRef]
- Castelvetro, V.; Francini, G.; Ciardelli, G.; Ceccato, M. Evaluating fluorinated acrylic latices as textile water and oil repellent finishes. Text. Res. J. 2001, 71, 399–406. [Google Scholar] [CrossRef]
- Rego, J.M.; Verdu, P.; Nieto, J.; Blanes, M. Comfort Analysis of Woven Cotton/Polyester Fabrics Modified with a New Elastic Fiber, Part 2: Detailed Study of Mechanical, Thermo-Physiological and Skin Sensorial Properties. Text. Res. J. 2010, 80, 206–215. [Google Scholar] [CrossRef]
- Scott, R.A. Cold Weather Clothing for Military Applications. In Textiles for Cold Weather Apparel, 1st ed.; Williams, J.T., Ed.; Woodhead Publishing: Cambridge, UK, 2009; pp. 305–328. [Google Scholar]
- Kim, H.A. Water repellency/proof/vapor permeability characteristics of coated and laminated breathable fabrics for outdoor clothing. Coatings 2022, 12, 12. [Google Scholar] [CrossRef]
- Ghezal, I.; Moussa, A.; Ben Marzoug, I.; El-Achari, A.; Campagne, C.; Sakli, F. Evaluating the mechanical properties of waterproof breathable fabric produced by a coating process. Cloth. Text. Res. J. 2019, 37, 235–248. [Google Scholar] [CrossRef]
- BS 7209:1990; Water Vapor Permeable Apparel Fabrics. BSI Group: London, UK, 1990.
- Shekar, R.I.; Yadav, A.K.; Kumar, K.; Tripthi, V.S. Breathable apparel fabrics for defence applications. Man-Made Text. India 2003, 46, 9–16. [Google Scholar]
- Holmes, D.A. Performance characteristics of waterproof breathable fabrics. J. Ind. Text. 2000, 29, 306–316. [Google Scholar] [CrossRef]
- Sayed, U.; Dabhi, P. Finishing of textiles with fluorocarbons. In Waterproof and Water Repellent Textiles and Clothing, 1st ed.; Williams, J., Ed.; Woodhead Publishing: Cambridge, UK, 2014; pp. 139–152. [Google Scholar]
- Pomeroy, R.K. The Reactivity of Fluorine. Chem. Educ. 2015, 20, 260–264. [Google Scholar]
- Liang, T.; Neumann, C.N.; Ritter, T. Introduction of fluorine and fluorine-containing functional groups. Angew. Chem.-Int. Ed. 2013, 52, 8214–8264. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Main effect plots of: (a) air permeability (L·m−2·s−1); (b) windproofness (L·m−2·s−1); (c) WVPI (%); and (d) RWP (Schmerber).
Figure 1.
Main effect plots of: (a) air permeability (L·m−2·s−1); (b) windproofness (L·m−2·s−1); (c) WVPI (%); and (d) RWP (Schmerber).

Figure 2.
Interaction plots of: (a) air permeability (L·m−2·s−1); (b) windproofness (L·m−2·s−1); (c) WVPI (%); and (d) RWP (Schmerber).
Figure 2.
Interaction plots of: (a) air permeability (L·m−2·s−1); (b) windproofness (L·m−2·s−1); (c) WVPI (%); and (d) RWP (Schmerber).
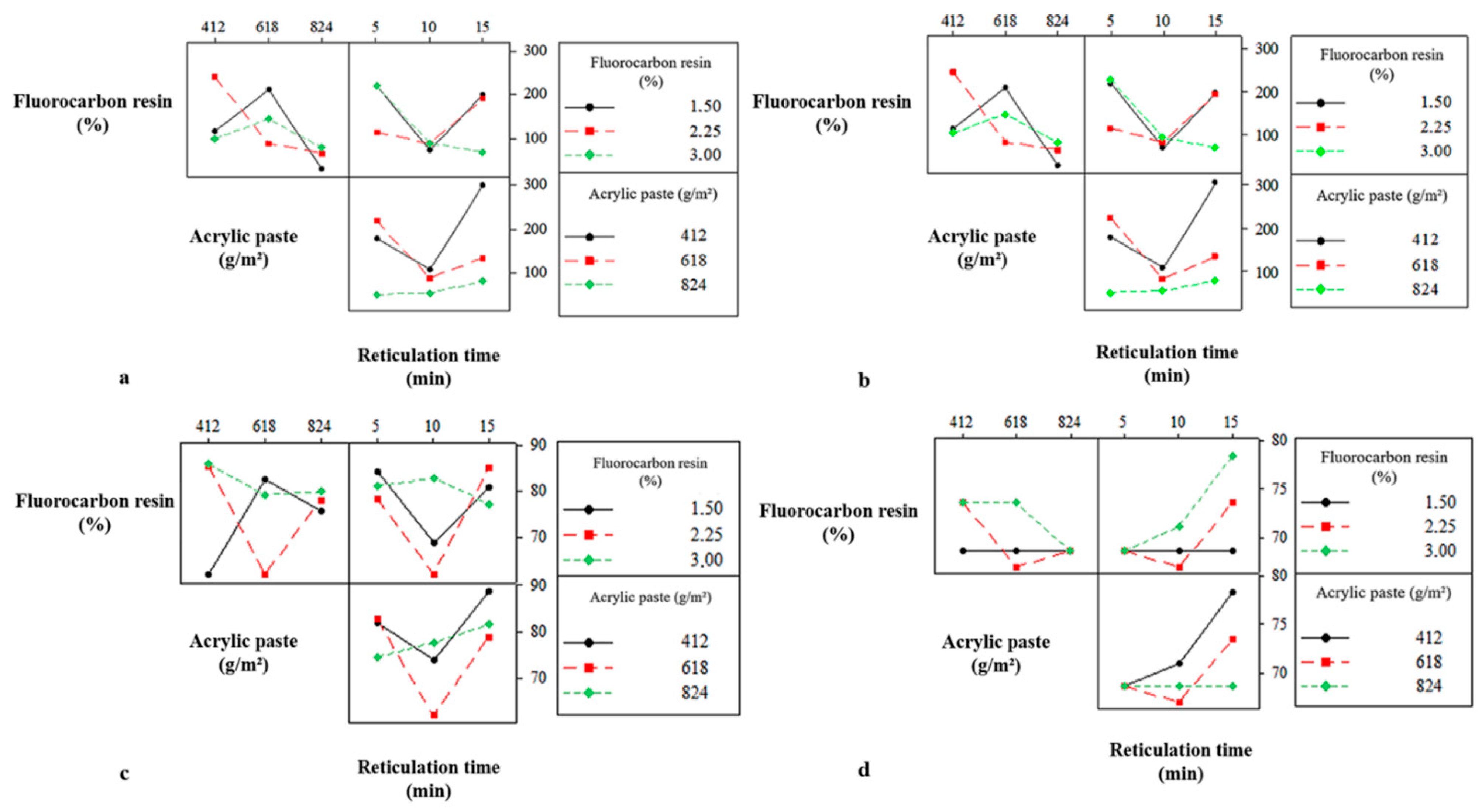
Figure 3.
3D surface plots of the studied responses: (a) air permeability (L·m−2·s−1); (b) WVPI (%); and (c) RWP (Schmerber). (Hold values: fluorocarbon resin: 2.25%, acrylic paste: 618 g·m−2, and reticulation time: 10 min.)
Figure 3.
3D surface plots of the studied responses: (a) air permeability (L·m−2·s−1); (b) WVPI (%); and (c) RWP (Schmerber). (Hold values: fluorocarbon resin: 2.25%, acrylic paste: 618 g·m−2, and reticulation time: 10 min.)


{kind=link}
{kind=link}
{kind=link}
| Characteristics | Acceptable Values |
|---|---|
| Windproofness (ISO 9237, 1995) | <1.5 mL at 100 Pa measured by air permeability tester. |
| Water vapor permeability index (BS 7209, 1990) | >50% |
| Resistance to water penetration (ISO 811, 2018) | 130 cm under hydrostatic pressure |
Table 2.
Windproofness and air permeability values of the treated samples.
| Exp. N° | Factors | Windproofness (L·m−2·s−1) (PET Outer Face) | Air Permeability (L·m−2·s−1) (Cotton Inner Face) | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | 1.5 | 412 | 10 | 115.000 | 115.500 |
| 2 | 3 | 412 | 10 | 106.333 | 98.467 |
| 3 | 1.5 | 824 | 10 | 29.167 | 28.267 |
| 4 | 3 | 824 | 10 | 83.550 | 78.350 |
| 5 | 1.5 | 618 | 5 | 220.667 | 221.667 |
| 6 | 3 | 618 | 5 | 229.667 | 221.000 |
| 7 | 1.5 | 618 | 15 | 200.667 | 201.000 |
| 8 | 3 | 618 | 15 | 70.867 | 67.200 |
| 9 | 2.25 | 412 | 5 | 182.000 | 178.667 |
| 10 | 2.25 | 824 | 5 | 51.967 | 50.233 |
| 11 | 2.25 | 412 | 15 | 310 | 302.667 |
| 12 | 2.25 | 824 | 15 | 79.667 | 80.300 |
| 13 a | 2.25 | 618 | 10 | 89.367 | 85.267 |
| 14 a | 2.25 | 618 | 10 | 86.600 | 86.400 |
| 15 a | 2.25 | 618 | 10 | 83.067 | 92.133 |
A, B, and C are fluorocarbon resin quantity (%), acrylic paste quantity (g·m−2), and reticulation time (min), respectively. The response values correspond to the average of three different measurements. a indicates the center point of the Box–Behnken design.
Table 3.
ANOVA table of air permeability of the cotton face for the different parameters (S = 69.91; R²= 71.6%).
Table 3.
ANOVA table of air permeability of the cotton face for the different parameters (S = 69.91; R²= 71.6%).
| Source | Coef. (Coded Data) | Coef. (Uncoded Data) | SE Coef. | T | P |
|---|---|---|---|---|---|
| Constant | 87.933 | 368.4057 | 40.36 | 2.179 | 0.081 |
| A | −12.677 | −63.1142 | 24.72 | −0.513 | 0.630 |
| B | −57.269 | 0.1795 | 24.72 | −2.317 | 0.068 |
| C | −2.550 | −31.4918 | 24.72 | −0.103 | 0.922 |
| A × A | 8.481 | 15.0779 | 36.38 | 0.233 | 0.825 |
| B × B | −16.269 | −0.0004 | 36.38 | −0.447 | 0.673 |
| C × C | 81.302 | 3.2521 | 36.38 | 2.235 | 0.076 |
| A × B | 16.779 | 0.1086 | 34.95 | 0.480 | 0.651 |
| A × C | −33.283 | −8.8755 | 34.95 | −0.952 | 0.385 |
| B × C | −23.483 | −0.0228 | 34.95 | −0.672 | 0.531 |
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the crosslinking time (min). Factors and interactions with a p-value ≤ 0.05 are considered highly significant.
Table 4.
ANOVA table for windproofness of the PET outer face of the treated fabric for the different parameters (S = 71.25; R² = 71.7%).
Table 4.
ANOVA table for windproofness of the PET outer face of the treated fabric for the different parameters (S = 71.25; R² = 71.7%).
| Source | Coef. (Coded Data) | Coef. (Uncoded Data) | SE Coef. | T | P |
|---|---|---|---|---|---|
| Constant | 84.678 | 403.5707 | 41.13 | 2.059 | 0.095 |
| A | −9.386 | −76.6027 | 25.19 | −0.373 | 0.725 |
| B | −58.623 | 0.1039 | 25.19 | −2.327 | 0.067 |
| C | −2.888 | −31.9865 | 25.19 | −0.115 | 0.913 |
| A × A | 11.697 | 20.7938 | 37.08 | 0.315 | 0.765 |
| B × B | −12.862 | −0.0003 | 37.08 | −0.347 | 0.743 |
| C × C | 84.093 | 3.3637 | 37.08 | 2.268 | 0.073 |
| A × B | 15.763 | 0.1020 | 35.62 | 0.442 | 0.677 |
| A × C | −34.7 | −9.2533 | 35.62 | −0.974 | 0.375 |
| B × C | −25.075 | −0.0243 | 35.62 | −0.704 | 0.513 |
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min). Factors and interactions with a p-value ≤ 0.05 are considered significant.
Table 5.
Water vapor permeability indexes for the treated samples.
| Exp. N° | Factors | WVPI (%) | CV (%) | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | 1.5 | 412 | 10 | 61.828 | 1.636 |
| 2 | 3 | 412 | 10 | 85.853 | 3.802 |
| 3 | 1.5 | 824 | 10 | 75.568 | 1.857 |
| 4 | 3 | 824 | 10 | 79.868 | 2.030 |
| 5 | 1.5 | 618 | 5 | 84.366 | 3.548 |
| 6 | 3 | 618 | 5 | 81.056 | 3.425 |
| 7 | 1.5 | 618 | 15 | 80.689 | 3.636 |
| 8 | 3 | 618 | 15 | 77.178 | 2.047 |
| 9 | 2.25 | 412 | 5 | 82.060 | 2.688 |
| 10 | 2.25 | 824 | 5 | 74.599 | 0.363 |
| 11 | 2.25 | 412 | 15 | 88.727 | 0.633 |
| 12 | 2.25 | 824 | 15 | 81.540 | 0.483 |
| 13 a | 2.25 | 618 | 10 | 64.231 | 2.710 |
| 14 a | 2.25 | 618 | 10 | 63.032 | 4.124 |
| 15 a | 2.25 | 618 | 10 | 58.405 | 0.717 |
The response values correspond to the average of three measurements. a indicates the center point of the design.
Table 6.
ANOVA table of water vapor permeability index of the treated fabric for the different parameters (S = 7.643; R² = 77.2%).
Table 6.
ANOVA table of water vapor permeability index of the treated fabric for the different parameters (S = 7.643; R² = 77.2%).
| Source | Coef. (Coded Data) | Coef. (Uncoded Data) | SE Coef. | T | P |
|---|---|---|---|---|---|
| Constant | 61.8893 | 185.4023 | 4.413 | 14.025 | 0 |
| A | 2.6886 | −28.4788 | 2.702 | 0.995 | 0.365 |
| B | −0.8623 | −0.1486 | 2.702 | −0.319 | 0.763 |
| C | 0.7566 | −9.8132 | 2.702 | 0.280 | 0.791 |
| A × A | 6.4910 | 11.5395 | 3.978 | 1.632 | 0.164 |
| B × B | 7.4002 | 0.0002 | 3.978 | 1.861 | 0.122 |
| C × C | 12.442 | 0.4977 | 3.978 | 3.128 | 0.026 |
| A × B | −4.9325 | −0.0319 | 3.821 | −1.291 | 0.253 |
| A × C | −0.0502 | −0.0134 | 3.821 | −0.013 | 0.990 |
| B × C | 0.0685 | 0.0001 | 3.821 | 0.018 | 0.986 |
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min). Factors and interactions with a p-value ≤ 0.05 are considered highly significant.
Table 7.
Resistance to water penetration values of the treated samples.
| Exp. N° | Factors | Resistance to Water Penetration (cm H2O) | Resistance to Water Penetration (Schmerber) | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | 1.5 | 412 | 10 | 7 | 68.647 |
| 2 | 3 | 412 | 10 | 7.5 | 73.550 |
| 3 | 1.5 | 824 | 10 | 7 | 68.647 |
| 4 | 3 | 824 | 10 | 7 | 68.647 |
| 5 | 1.5 | 618 | 5 | 7 | 68.647 |
| 6 | 3 | 618 | 5 | 7 | 68.647 |
| 7 | 1.5 | 618 | 15 | 7 | 68.647 |
| 8 | 3 | 618 | 15 | 8 | 78.453 |
| 9 | 2.25 | 412 | 5 | 7 | 68.647 |
| 10 | 2.25 | 824 | 5 | 7 | 68.647 |
| 11 | 2.25 | 412 | 15 | 8 | 78.453 |
| 12 | 2.25 | 824 | 15 | 7 | 68.647 |
| 13 a | 2.25 | 618 | 10 | 6.5 | 63.743 |
| 14 a | 2.25 | 618 | 10 | 7 | 68.647 |
| 15 a | 2.25 | 618 | 10 | 7 | 68.647 |
The response values correspond to the average of three measurements. a indicates the center point of the design.
Table 8.
ANOVA table of the resistance to water penetration (Schmerber) of the treated fabric for the different parameters (S = 2.1; R² = 89.7%).
Table 8.
ANOVA table of the resistance to water penetration (Schmerber) of the treated fabric for the different parameters (S = 2.1; R² = 89.7%).
| Source | Coef. (Coded Data) | Coef. (Uncoded Data) | SE Coef. | T | P |
|---|---|---|---|---|---|
| Constant | 67.012 | 87.4452 | 1.2122 | 55.280 | 0 |
| A | 1.839 | −10.6245 | 0.7423 | 2.477 | 0.056 |
| B | −1.839 | −0.0089 | 0.7423 | −2.477 | 0.056 |
| C | 2.451 | −1.6345 | 0.7423 | 3.302 | 0.021 |
| A × A | 1.430 | 2.5426 | 1.0927 | 1.309 | 0.247 |
| B × B | 1.430 | 0 | 1.0927 | 1.309 | 0.247 |
| C × C | 2.656 | 0.1062 | 1.0927 | 2.431 | 0.059 |
| A × B | −1.226 | −0.0079 | 1.0498 | −1.168 | 0.296 |
| A × C | 2.452 | 0.6537 | 1.0498 | 2.335 | 0.067 |
| B × C | −2.452 | −0.0024 | 1.0498 | −2.335 | 0.067 |
where A is the fluorocarbon resin quantity (%), B is the acrylic paste quantity (g·m−2), and C is the reticulation time (min). Factors and interactions with a p-value ≤ 0.05 are considered significant.
Table 9.
Optimized responses of the used coating process (D-value = 0.771).
| Responses | Goals | Optimal Values | d-Values |
|---|---|---|---|
| Air permeability (L·m−2·s−1) | Maximize | 154.819 ± 1.156% | 1 |
| Windproofness (L·m−2·s−1) | Minimize | 161.810 ± 0.766% | 0.818 |
| WVPI (%) | Maximize | 83.852 ± 0.589% | 0.839 |
| RWP (Schmerber) | Maximize | 78.506 ± 1.8% | 1 |
where WVPI (%) is the water vapor permeability index, and RWP (Schmerber) is the resistance to water penetration.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ghezal, I.; Moussa, A.; Ben Marzoug, I.; El-Achari, A.; Campagne, C.; Sakli, F. Investigating Waterproofness and Breathability of a Coated Double-Sided Knitted Fabric. Coatings 2022, 12, 1572. https://doi.org/10.3390/coatings12101572
AMA Style
Ghezal I, Moussa A, Ben Marzoug I, El-Achari A, Campagne C, Sakli F. Investigating Waterproofness and Breathability of a Coated Double-Sided Knitted Fabric. Coatings. 2022; 12(10):1572. https://doi.org/10.3390/coatings12101572
Chicago/Turabian StyleGhezal, Imene, Ali Moussa, Imed Ben Marzoug, Ahmida El-Achari, Christine Campagne, and Faouzi Sakli. 2022. "Investigating Waterproofness and Breathability of a Coated Double-Sided Knitted Fabric" Coatings 12, no. 10: 1572. https://doi.org/10.3390/coatings12101572
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.