
Microstructure and Surface Topography Study of Nanolayered TiAlN/CrN Hard Coating
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
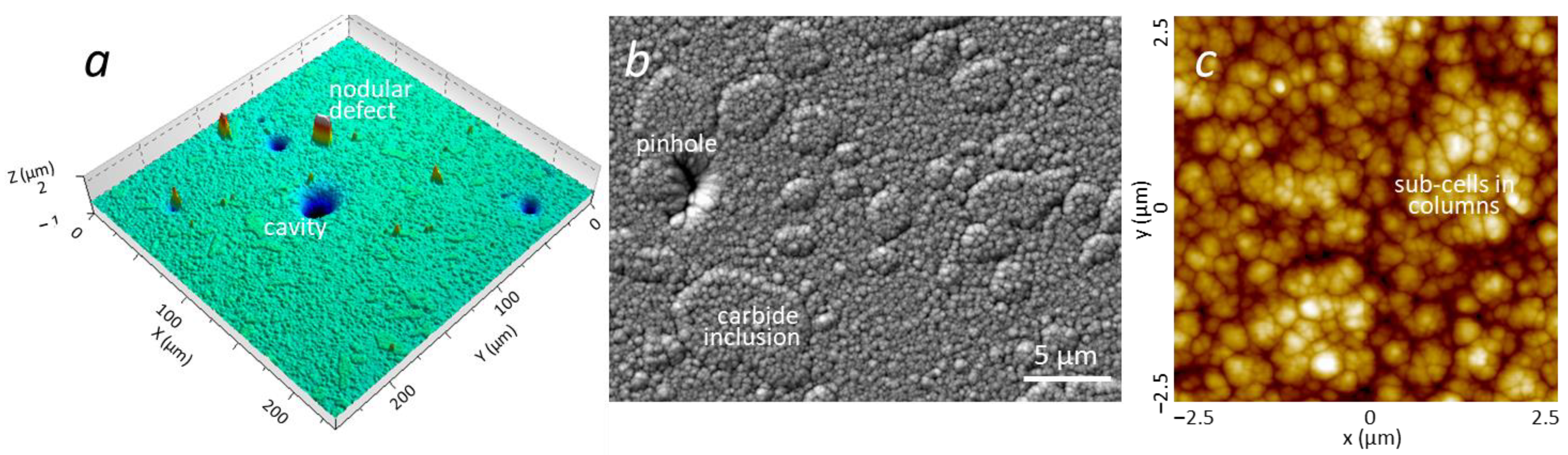
- In our previous works, we discussed, in more detail, the coating surface topography [6,7,8,9]. We have shown that the topography of a PVD coating surface originates from:A substrate surface topography formed during the substrate mechanical pretreatment (grinding, blasting and polishing) and during the substrate cleaning by ion etching prior to the coating deposition;
- Intrinsic coating features such as grain size, phase composition, texture, etc.;
- Growth defects (e.g., nodulus and pinholes) formed during the coating growth process.
2. Materials and Methods
3. Results
3.1. Microstructure Characterization and Periodicity Analysis
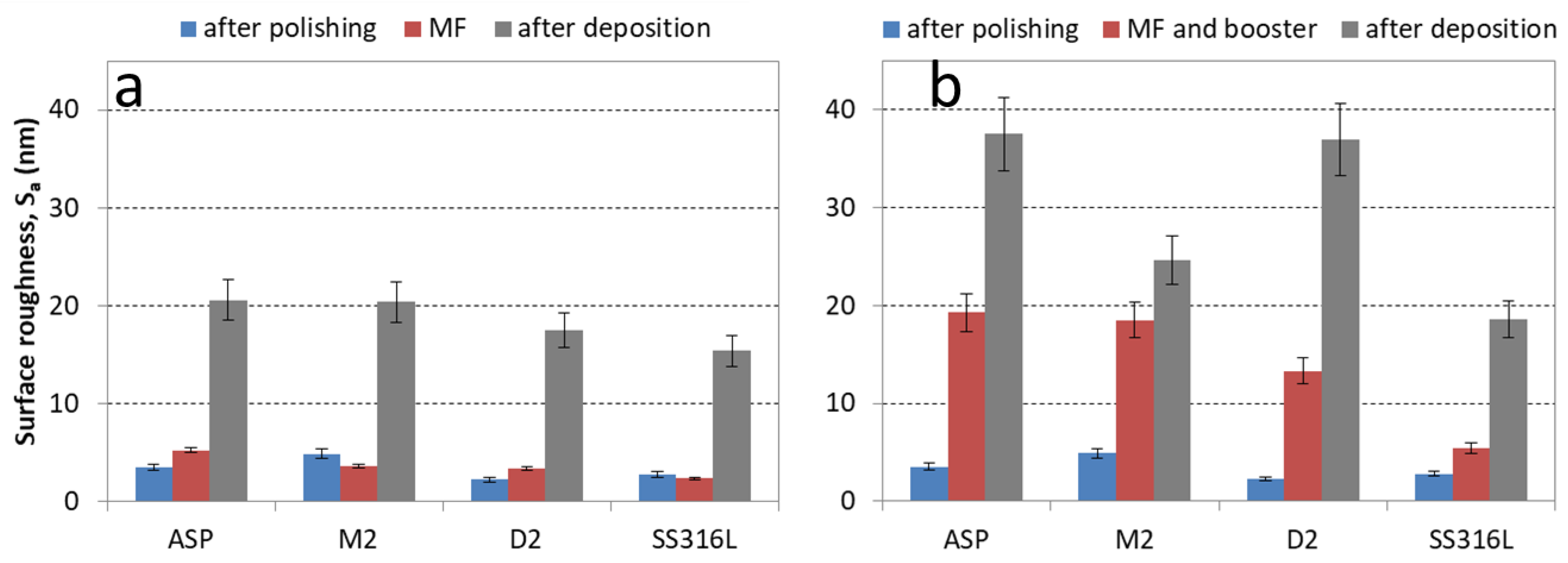
3.2. Interlayer Roughness
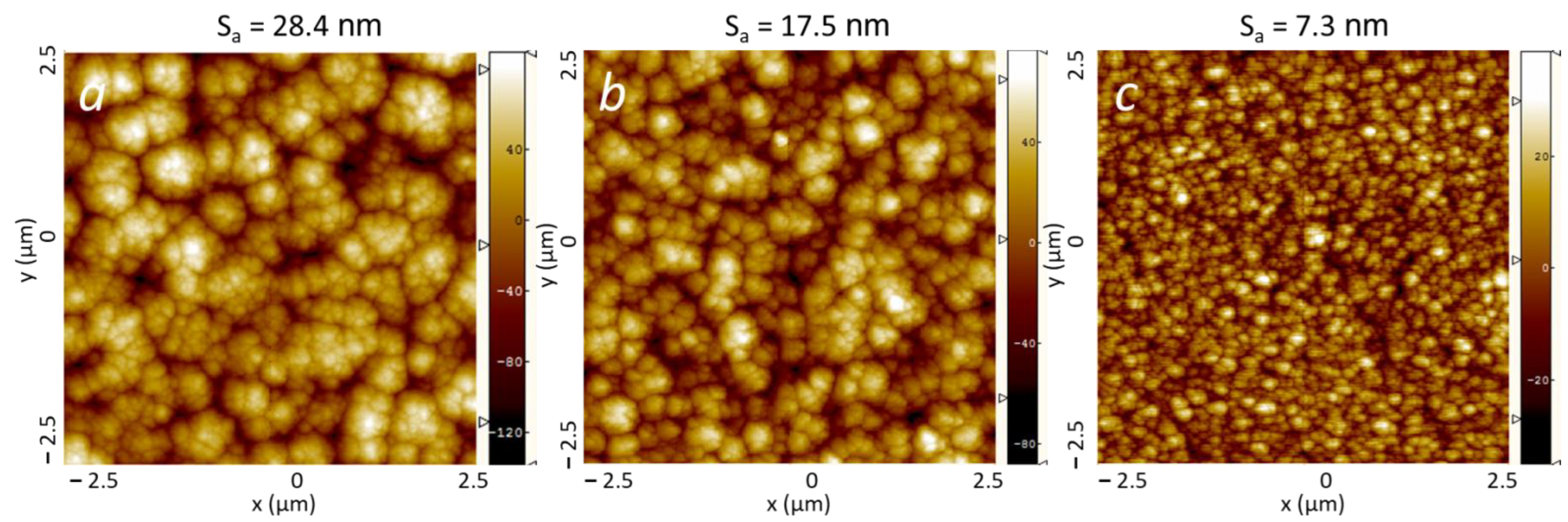
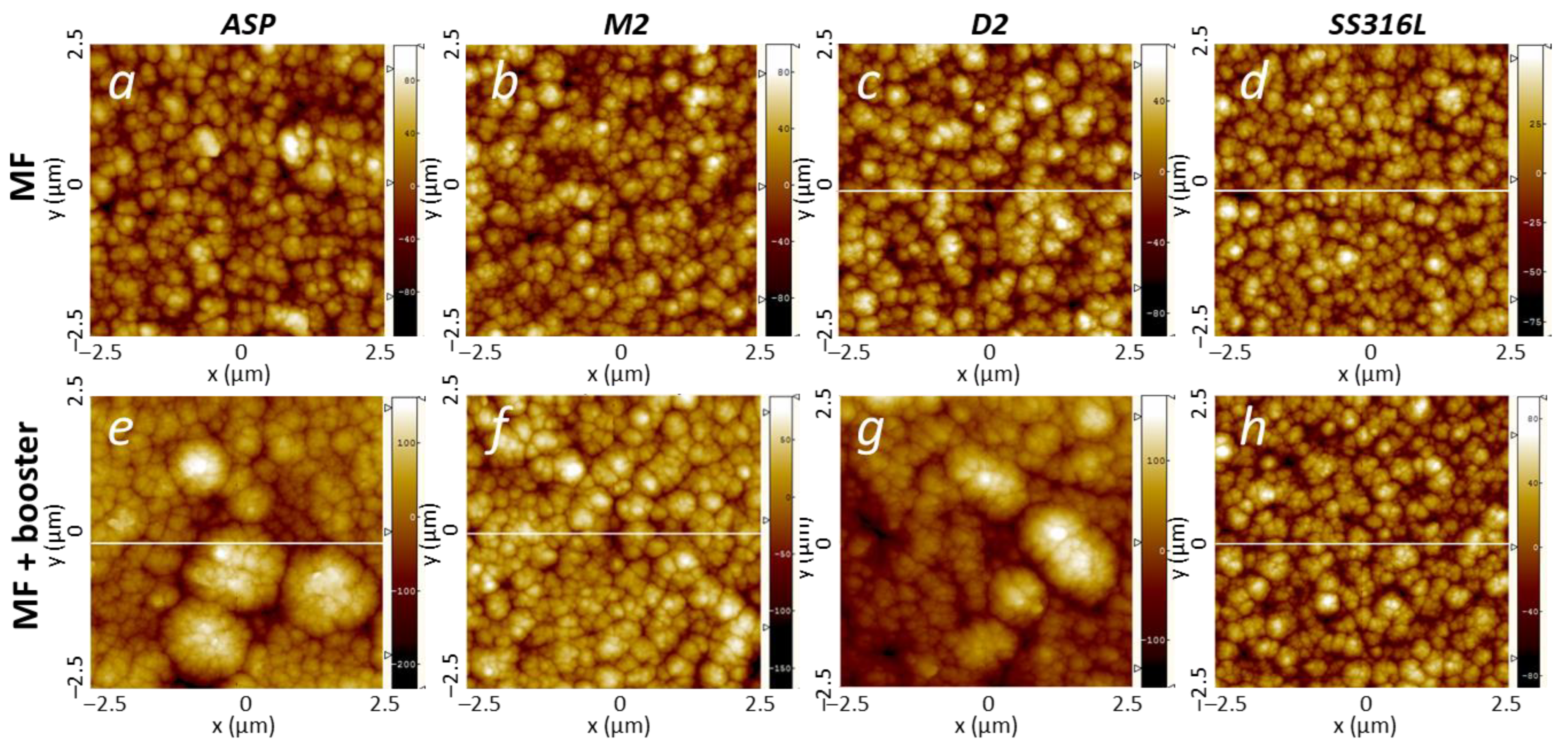
3.3. Surface Topography
3.4. Formation of Growth Defects
4. Conclusions
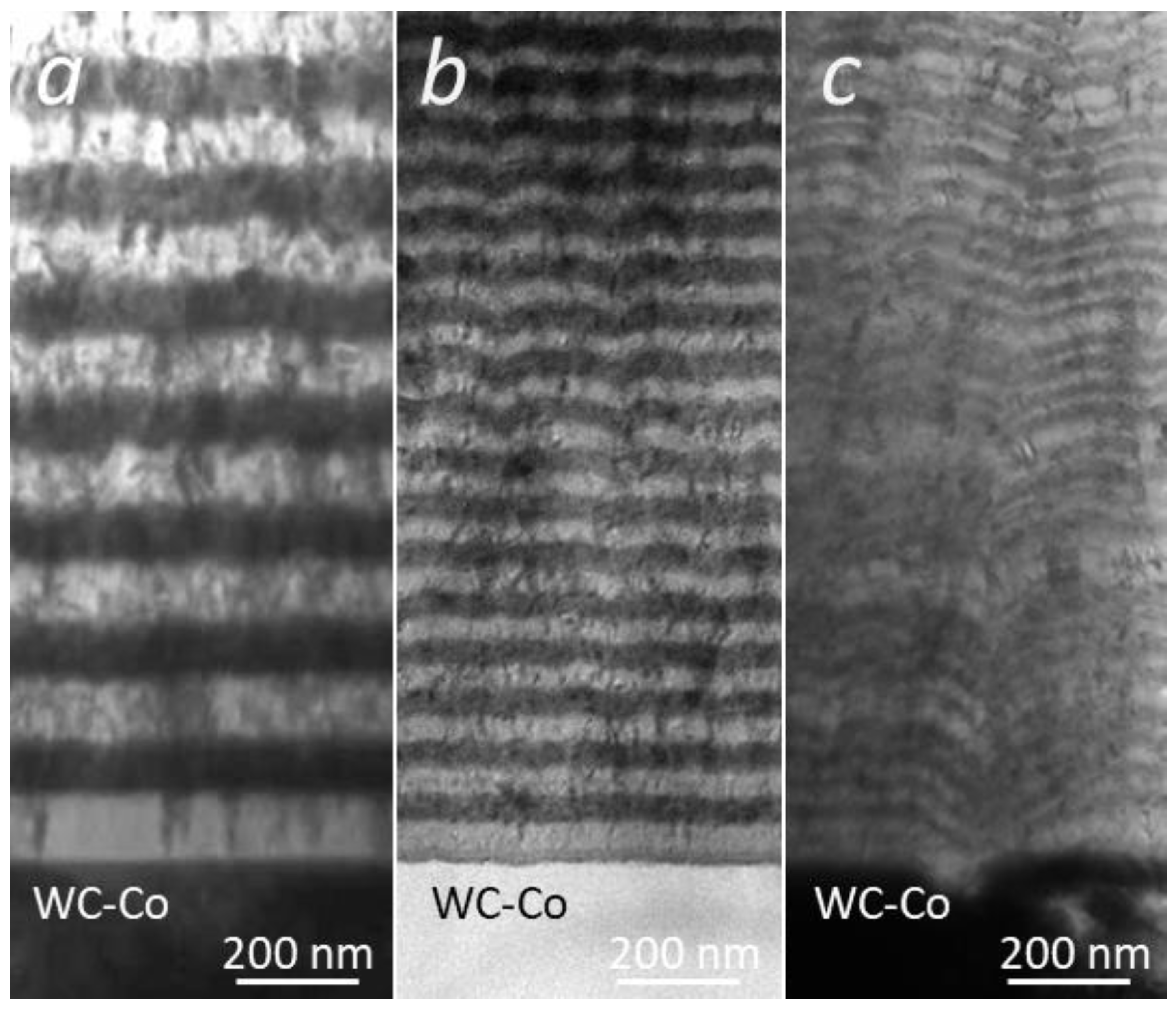
- The microstructure, topography and periodicity of the NL-TiAlN/CrN hard coating strongly depend on the rotation mode. The coatings prepared by one-fold rotation have a periodic structure and a pronounced columnar microstructure that extends from the substrate to the coating surface. On the other hand, coatings prepared by three-fold rotation have an aperiodic, less columnar (with much smaller average column diameters) and a fine-grained microstructure.
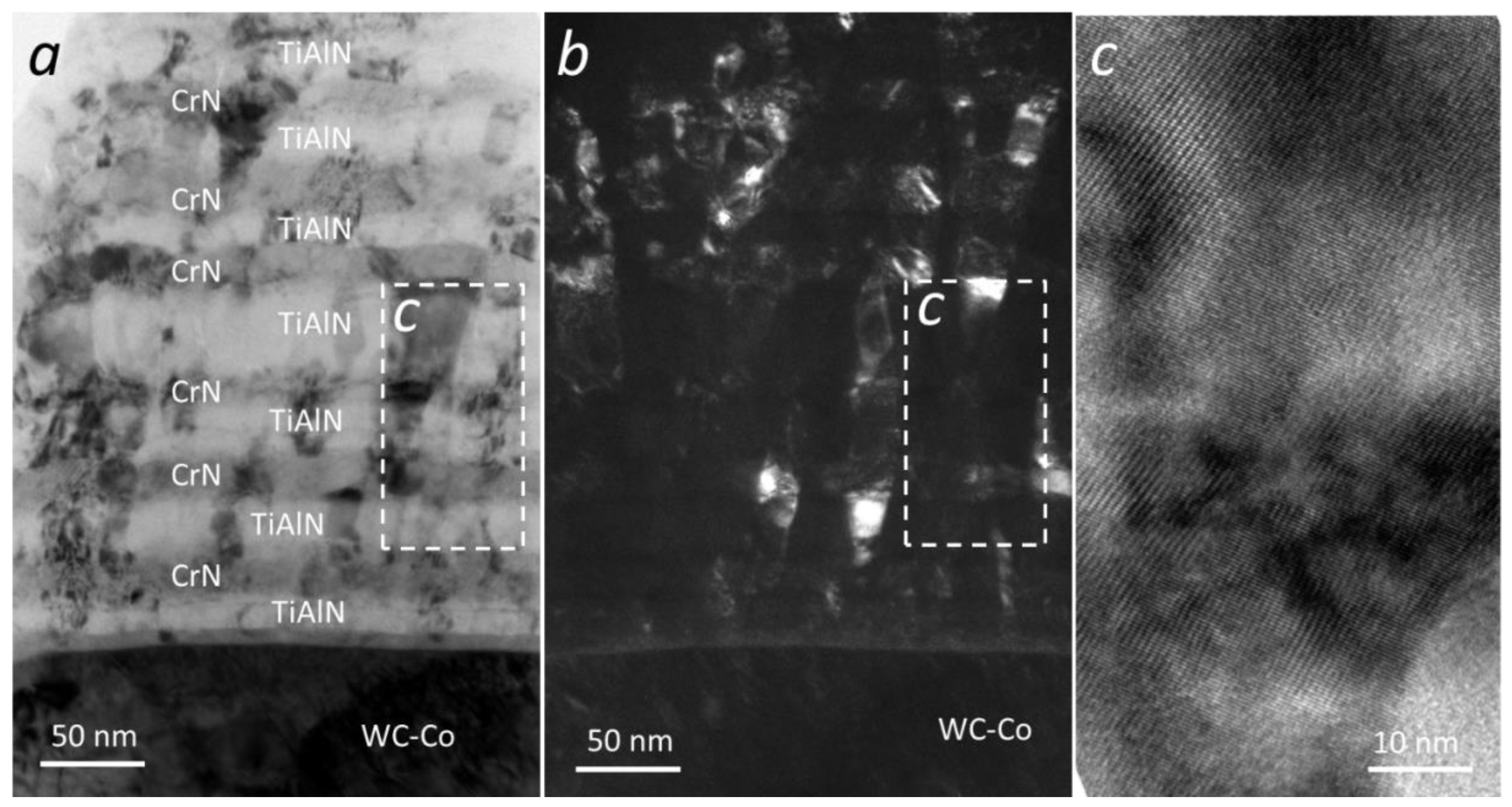
- A coherent growth of TiAlN and CrN layers inside the columnar grains was observed.
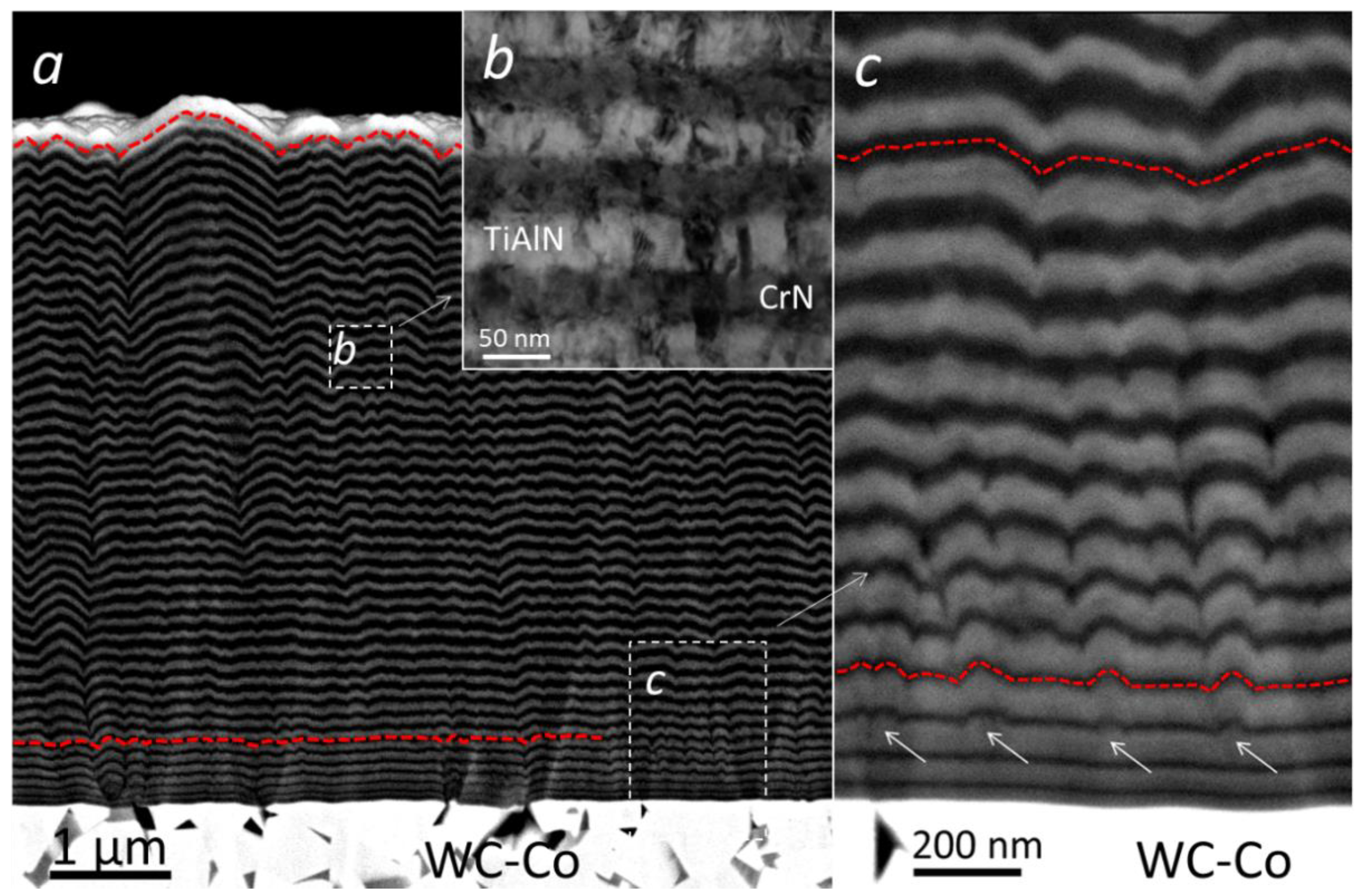
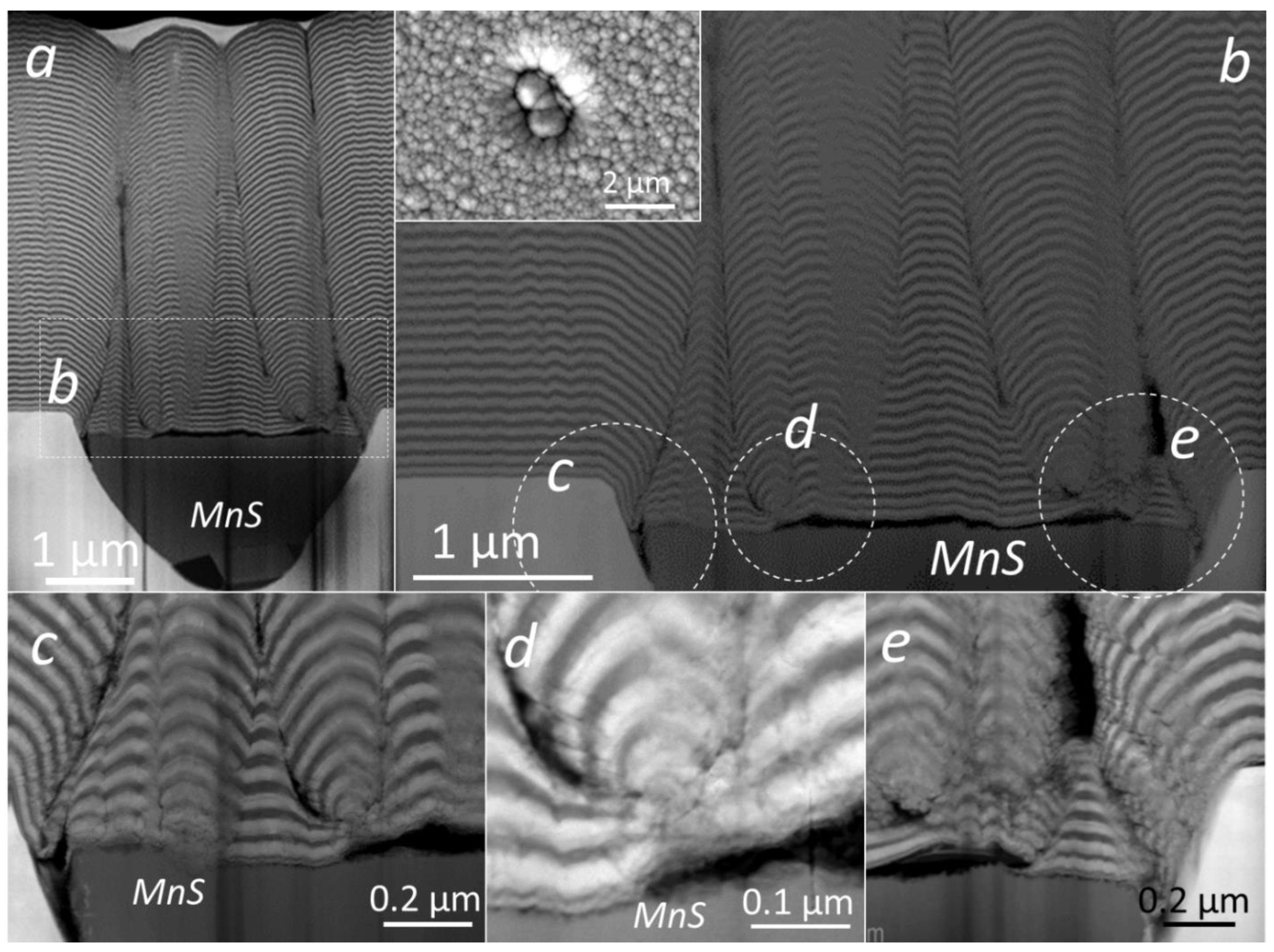
- The conformity and uniformity of multilayer coating were analyzed from SEM images of the FIB cross-sections. The curvature of individual layers in the multilayer coating reflects the growth front of the coating. Although the initial roughness at the interface between the first layer and the substrate was rather small, it accumulated during deposition and gradually increased towards the top of the coating.
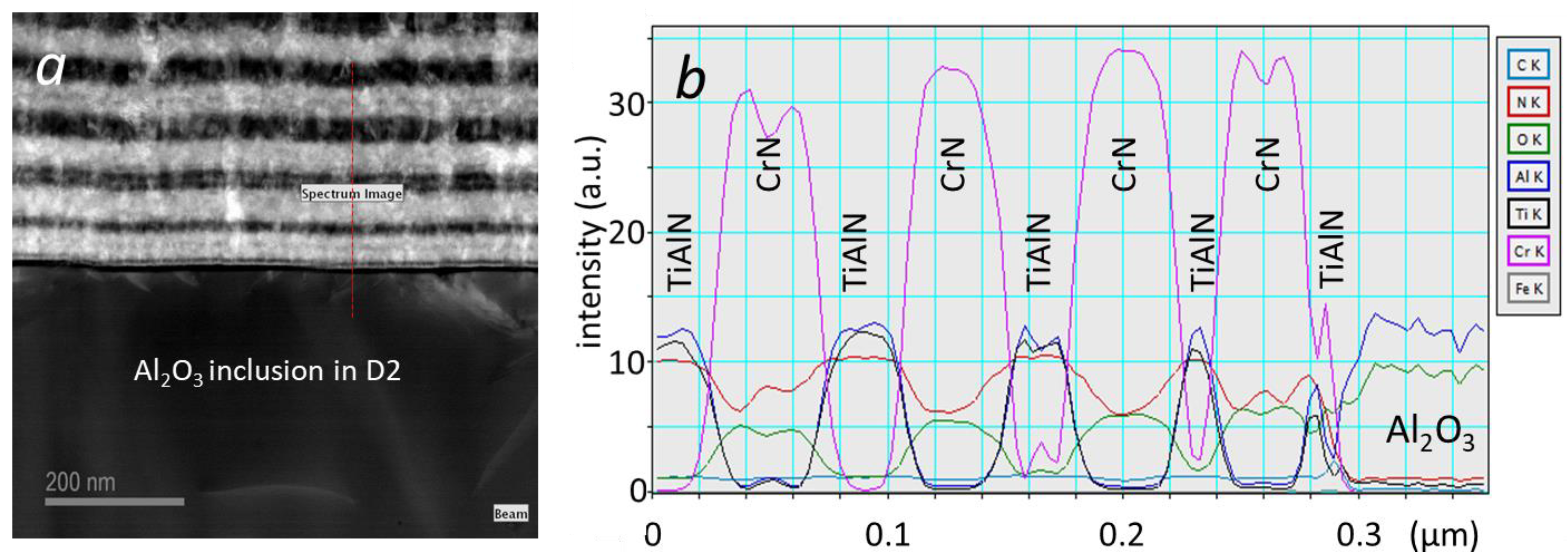
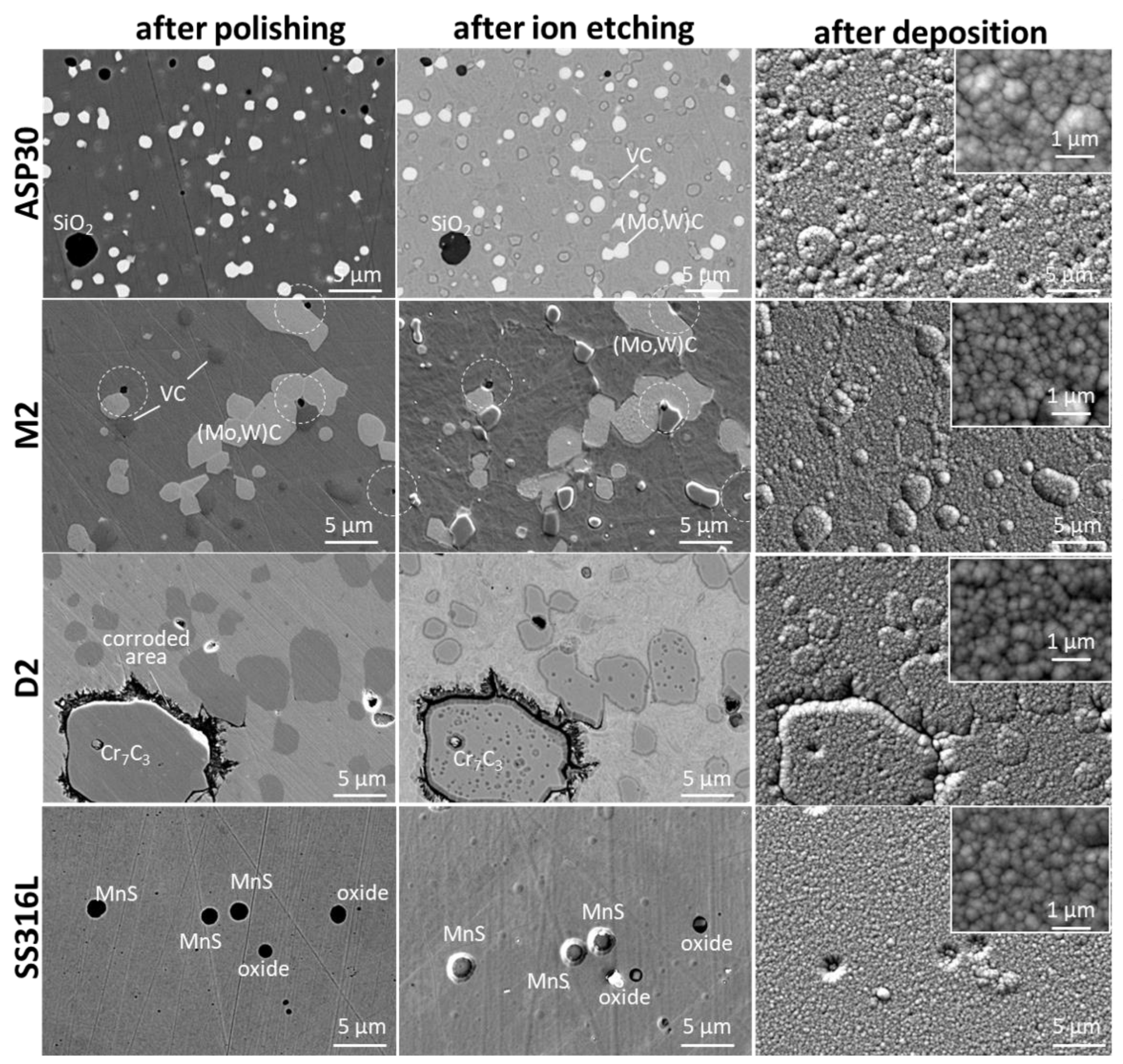
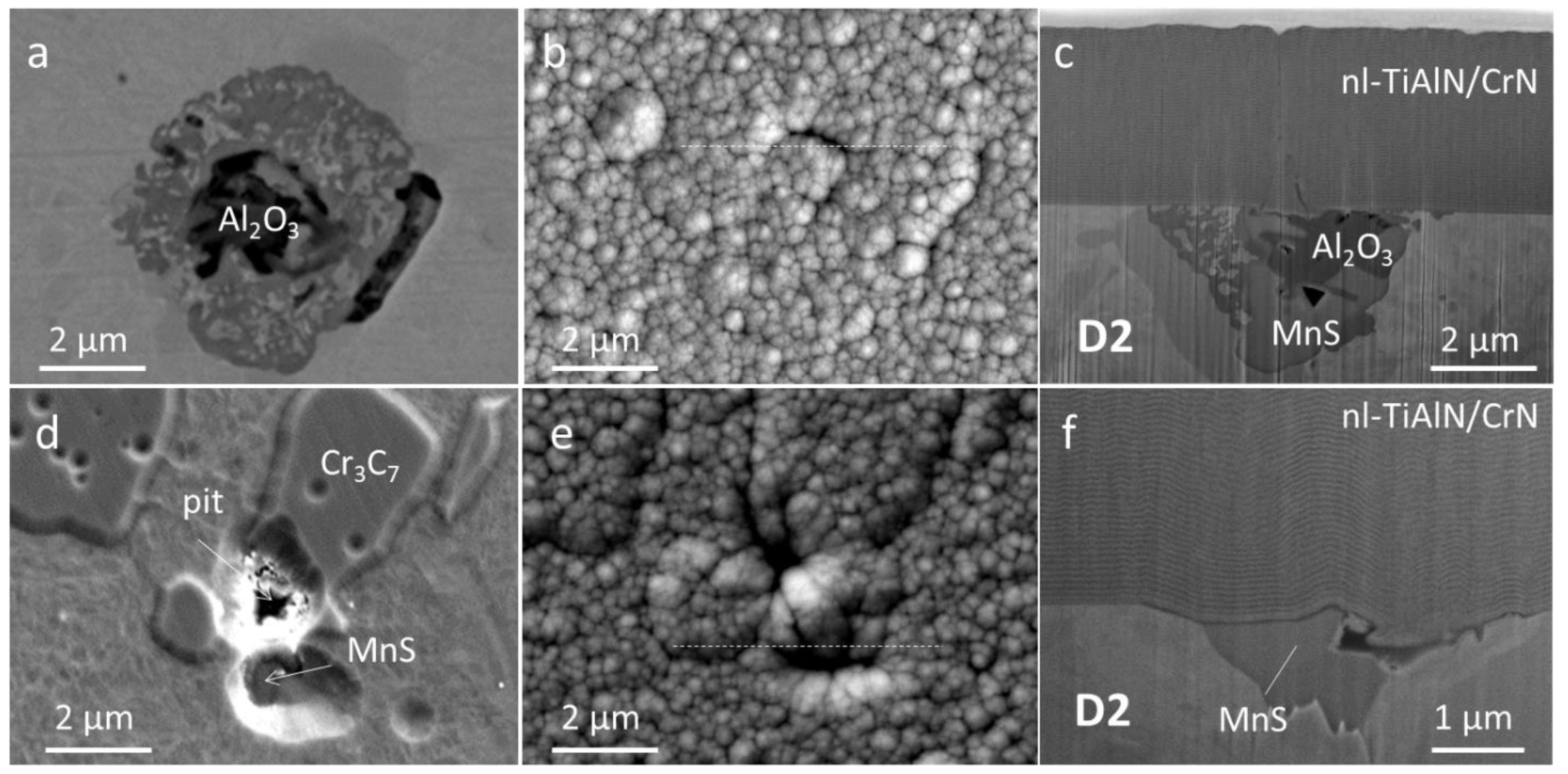
- Shallow craters or protrusions formed at the sites of non-metallic inclusions in the steel substrates, depending on whether the net removal rate after polishing and ion etching was higher or lower compared to the matrix. Even if the net removal rate of both materials is similar, the non-metallic inclusions can affect the growth of the coating, as they are chemically and structurally different from the matrix. The influence of non-metallic inclusions on the microstructure and topography of the layer is also not negligible because they can cause a local loss of adhesion, pitting corrosion and other destructive effects.
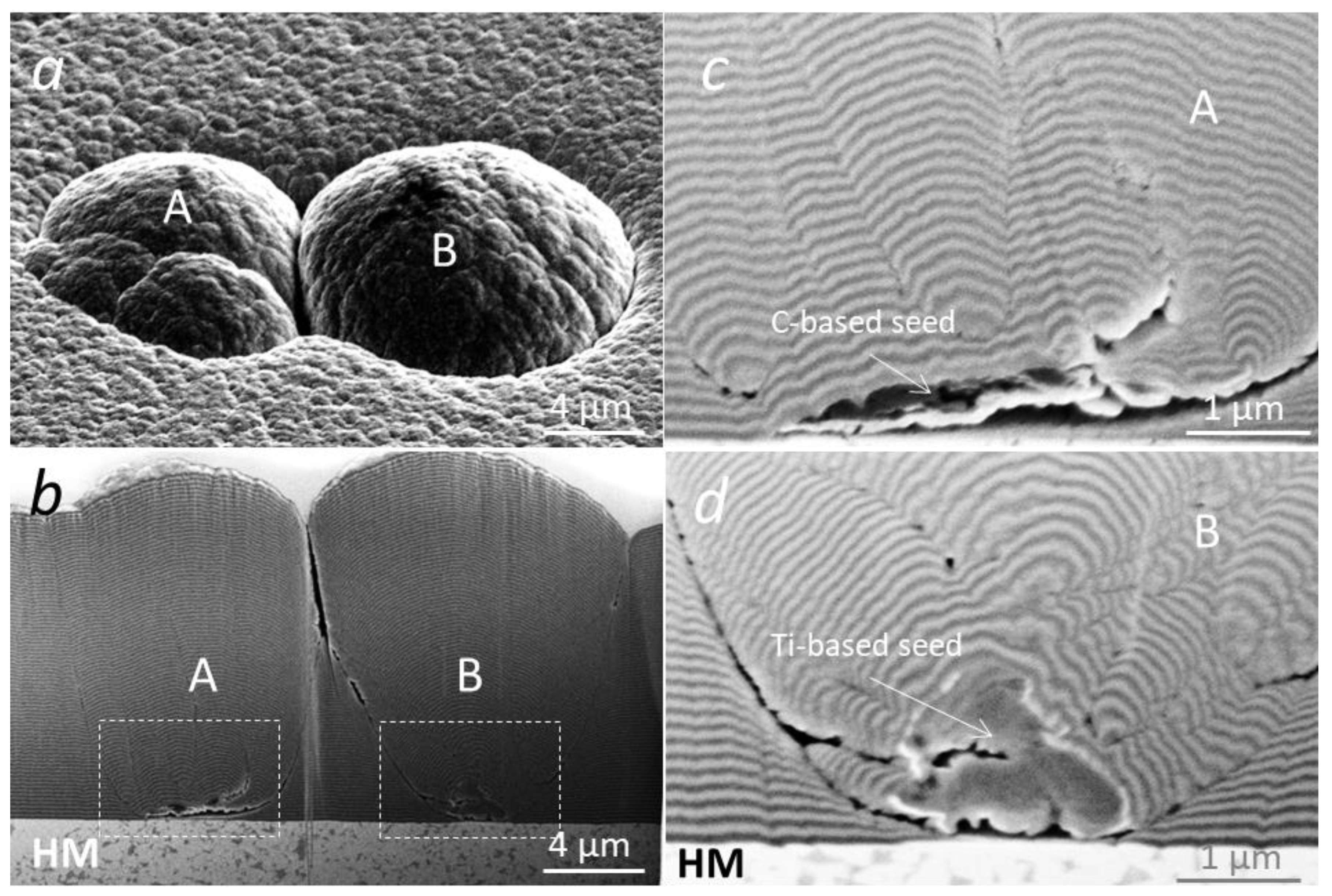
- The largest increase in the coating roughness is due to the presence of nodular defects formed on seed particles that arrive on the substrate surface during its pretreatment or deposition. We showed that the majority of nodular defects start to grow at the substrate-coating interface, i.e., on particles that arrive on the substrate before the start of the deposition. We also demonstrated that the contours of the individual layers in the multilayered coating reveal the internal structure of the nodular defect. The irregular shapes of layer contours are the result of the complex geometry of the seed particles and the geometrical shadowing effect during the deposition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Harlin, P.; Carlsson, P.; Bexell, U.; Olsson, M. Influence of surface roughness of PVD coatings on tribological performance in sliding contacts. Surf. Coat. Technol. 2006, 201, 4253–4259. [Google Scholar] [CrossRef]
- Olofsson, J.; Gerth, J.; Nyberg, H.; Wiklund, U.; Jacobson, S. On the Influence from Micro Topography of PVD Coatings on Friction Behaviour, Material Transfer and Tribofilm Formation. Wear 2011, 271, 2046–2057. [Google Scholar] [CrossRef]
- Saketi, S.; Östby, J.; Olsson, M. Influence of tool surface topography on the material transfer tendency and tool wear in the turning of 316L stainless s steel. Wear 2016, 368–369, 239–252. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Kovač, J. Tribological Aspects Related to the Morphology of PVD Hard Coatings. Surf. Coat. Technol. 2018, 343, 138–147. [Google Scholar] [CrossRef]
- Luo, Q. Origin of Friction in Running-in Sliding Wear of Nitride Coatings. Tribo. Lett. 2010, 37, 529–539. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Terek, P.; Miletić, A.; Čekada, M.; Panjan, M. Comparative Study of Tribological Behavior of TiN Hard Coatings Deposited by Various PVD Deposition Techniques. Coatings 2022, 12, 294. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of Growth Defects in Thin Films Prepared by PVD Techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Mahne, N.; Čekada, M.; Panjan, M. Surface Topography of PVD Hard Coatings. Coatings 2021, 11, 1387. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Dražić, G. Influence of Growth Defects on the Oxidation Resistance of Sputter-Deposited TiAlN Hard Coatings. Coatings 2021, 11, 123. [Google Scholar] [CrossRef]
- Nordin, M.; Ericson, F. Growth characteristics of multilayered physical vapour deposited TiN/TaNx on high speed steel substrates. Thin Solid Film. 2001, 385, 174–181. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Fei, P.; Chang, K.K.; Yong, D. Effect of the modulation ratio on the interface structure of TiAlN/TiN and TiAlN/ZrN multilayers: First-principles and experimental investigations. Acta Mater. 2017, 130, 281–288. [Google Scholar] [CrossRef]
- Panjan, M.; Šturm, S.; Panjan, P.; Čekada, M. TEM investigation of TiAlN/CrN multilayer coatings prepared by magnetron sputtering. Surf. Coat. Technol. 2007, 202, 815. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Pei, F.; Du, Y. Structure and thermal properties of TiAlN/CrN multilayered coatings with various modulation ratio. Surf. Coat. Technol. 2016, 304, 512–518. [Google Scholar] [CrossRef]
- Helmersson, U.; Todorova, S.; Barnett, S.A.; Sundgren, J.-E.; Markert, L.C.; Greene, J.E. Growth of single-crystal TiN/VN strained-layer superlattices with extremely high mechanical hardness. J. Appl. Phys. 1987, 62, 481. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Prakash, M.S.; Jain, A.; Rajam, K.S. Structure, hardness and thermal stability of TiAlN and nanolayered TiAlN/CrN multilayer films. Vacuum 2005, 77, 169–179. [Google Scholar] [CrossRef]
- Park, J.K.; Park, H.J.; Ahn, J.H.; Baik, Y.J. Effect of Ti to Al ratio on the crystalline structure and hardening of a Ti1−xAlxN/CrN nanoscale multilayered coating. Surf. Coat. Technol. 2009, 203, 3099–3103. [Google Scholar] [CrossRef]
- Waddsworth, I.; Smith, I.J.; Donohue, L.A.; Munz, W.D. Thermal stability and oxidation resistance of TiAlN/CrN multilayer coatings. Surf. Coat. Technol. 1997, 94–95, 315–321. [Google Scholar] [CrossRef]
- Povstugar, I.; Pyuck-Pa, C.; Darius, T.; Jae-Pyeong, A.; Dierk, R. Interface-directed spinodal decomposition in TiAlN/CrN multilayer hard coatings studied by atom probe tomography. Acta Mater. 2013, 61, 7534–7542. [Google Scholar] [CrossRef]
- Wei, Y.; Zong, X.; Jiang, Z.; Tian, X. Characterization and mechanical properties of TiN/TiAlN multilayer coatings with different modulation periods. Int. J. Adv. Manuf. Technol. 2018, 96, 1677–1683. [Google Scholar] [CrossRef]
- Panjan, M.; Peterman, T.; Čekada, M.; Panjan, P. Simulation of a multilayer structure in coatings prepared by magnetron sputtering. Surf. Coat. Technol. 2009, 204, 850–853. [Google Scholar] [CrossRef]
- Panjan, M. Influence of substrate rotation and target arrangement on the periodicity and uniformity of layered coatings. Surf. Coat. Technol. 2013, 235, 32–44. [Google Scholar] [CrossRef]
- Pennycook, S.J.; Jesson, D.E. High-resolution Z-contrast imaging of crystals. Ultramicroscopy 1991, 37, 14–38. [Google Scholar] [CrossRef] [Green Version]
- Rother, B.; Jehn, H.A.; Gabriel, H.M. Multilayer hard coatings by coordinated substrate rotation modes in industrial PVD deposition systems. Surf. Coat. Technol. 1996, 86–87, 207–211. [Google Scholar] [CrossRef]
- Esashi, Y.; Tanksalvala, M.; Zhang, Z.; Jenkins, N.W.; Kapteyn, H.C.; Murnane, M.M. Influence of surface and interface roughness on X-ray and extreme ultraviolet reflectance: A comparative numerical study. OSA Contin. 2021, 4, 1497–1518. [Google Scholar] [CrossRef]
- Kaiser, N. Review of the Fundamentals of Thin-Film Growth. Appl. Opt. 2002, 41, 3053–3060. [Google Scholar] [CrossRef]
- Beltrami, M.; Zilio, S.D.; Kapun, G.; Ciubotaru, C.D.; Rigoni, F.; Lazzarino, M.; Sbaizero, O. Surface roughness control in nanolaminate coatings of chromium and tungsten nitrides. Micro Nano Eng. 2022, 14, 100107. [Google Scholar] [CrossRef]
- Zimmer, O.; Kaulfuß, F. Hard Coatings with High Film Thickness Prepared by PVD. Plasma Process. Polym. 2009, 6, S152–S156. [Google Scholar] [CrossRef]
- da Costa e Silva, A.L.V. Non-metallic inclusions in steels—Origin and control. J. Mater. Res. Technol. 2018, 7, 283–299. [Google Scholar] [CrossRef]
- Murakami, Y. Metal Fatigue: Effects of Small Defects and Nonmetallic Inclusions; Elsevier Science Ltd.: Oxford, UK, 2002; pp. 75–122. [Google Scholar]
- Panjan, P.; Drnovšek, A.; Čekada, M.; Panjan, M. Contamination of Substrate Coating Interface Caused by Ion Etching. Coatings 2022, 12, 846. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panjan, P.; Gselman, P.; Panjan, M.; Bončina, T.; Drnovšek, A.; Albu, M.; Čekada, M.; Zupanič, F. Microstructure and Surface Topography Study of Nanolayered TiAlN/CrN Hard Coating. Coatings 2022, 12, 1725. https://doi.org/10.3390/coatings12111725
Panjan P, Gselman P, Panjan M, Bončina T, Drnovšek A, Albu M, Čekada M, Zupanič F. Microstructure and Surface Topography Study of Nanolayered TiAlN/CrN Hard Coating. Coatings. 2022; 12(11):1725. https://doi.org/10.3390/coatings12111725
Chicago/Turabian StylePanjan, Peter, Peter Gselman, Matjaž Panjan, Tonica Bončina, Aljaž Drnovšek, Mihaela Albu, Miha Čekada, and Franc Zupanič. 2022. "Microstructure and Surface Topography Study of Nanolayered TiAlN/CrN Hard Coating" Coatings 12, no. 11: 1725. https://doi.org/10.3390/coatings12111725