

Mechanical Properties and Corrosion Resistance of AlCrNbSiTiN High Entropy Alloy Nitride Coatings

1
Chemistry Division, Center for General Education, Chang Gung University, Taoyuan 33302, Taiwan
2
Department of Orthopedic Surgery, New Taipei Municipal TuCheng Hospital, Chang Gung Memorial Hospital, New Taipei 23652, Taiwan
3
Department of Materials Engineering, Ming Chi University of Technology, New Taipei 24301, Taiwan
4
Center for Plasma and Thin Film Technologies, Ming Chi University of Technology, New Taipei 24301, Taiwan
5
Department of Mechanical Engineering, Chang Gung University, Taoyuan 33302, Taiwan
6
High Entropy Materials Center, National Tsing Hua University, Hsinchu 300044, Taiwan
*
Author to whom correspondence should be addressed.
Coatings 2023, 13(10), 1724; https://doi.org/10.3390/coatings13101724
Submission received: 26 July 2023
/
Revised: 27 September 2023
/
Accepted: 30 September 2023
/
Published: 2 October 2023
(This article belongs to the Special Issue High Entropy Alloy Films)
Abstract
:High-entropy alloy (HEA) nitride coatings have been extensively studied due to their desirable properties of high hardness, thermal stability, and corrosion resistance. Among HEA nitride thin films, the AlCrNbSiTiN coatings exhibit very good hardness, high temperature strength, and thermal stability. In this study, six AlCrNbSiTiN HEA coatings with different Al and Cr contents were synthesized using a co-sputtering system with a high-power impulse magnetron sputtering (HiPIMS) power connected to an Al70Cr30 target and a mid-frequency power connected with an Al4Cr2NbSiTi2 high-entropy alloy target. The input power of the Al70Cr30 target was adjusted to obtain AlCrNbSiTiN coatings with different Al and Cr contents. It is observed that the sum of the Al and Cr contents and the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio of the AlCrNbSiTiN coatings increased from 59 to 91 at.% when the input power of the Al70Cr30 target increased from 700 W to 1100 W. The single NaCl-type (B1) face-centered cubic (FCC) phase was observed for each coating. The hardness of the coatings increased from 21.2 to 28.2 GPa with increasing Al and Cr contents due to the grain size refinement effect brought by the increasing HiPIMS power. The wear depth and wear rate of the coatings sequentially decreased from 544 to 24 nm and from 2.79 × 10−5 to 2.63 × 10−7 mm3N−1m−1, respectively. Although the adhesion slowly decreased with increasing Al and Cr contents and the hardness of the coating, there was adequate adhesion with a minimum LC3 critical load of 36.1 N. The corrosion resistance of 304 stainless steel in a 3.5 wt.% NaCl aqueous solution was improved by deposition of the AlCrNbSiTiN coating. In this work, the high-entropy AlCrNbSiTiN nitride coating with a (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio of 91% exhibited excellent surface roughness, the highest hardness of 28.2 GPa, adequate adhesion, and the lowest wear rate of 2.63 × 10−7 mm3N−1m−1 due to its grain refinement effect by the ion bombardment generated with HiPIMS.
1. Introduction
The research on high-entropy alloys [1] and multicomponent alloys [2] has brought about a new era in materials design, greatly impacting the research and development of new materials. High-entropy alloys and multicomponent alloys already present very promising properties, including high fracture resistance in cryogenic temperatures, high strength at high temperature, good oxidation resistance, good wear and erosion resistance, and relatively high temperature thermal properties [1,2,3,4,5,6]. Thin films and coatings based on high-entropy alloy and multicomponent alloy concepts have been widely explored in academia and industry [7,8,9]. Among these thin films, the transition metal-based high-entropy alloy nitride coatings, such as TaNbSiZrCrN [10], (AlCrSiTiZr)100−xNx [11], AlCrTiSiN [12], AlCrNbSiTiVN [13,14,15,16], AlCrNbSiTiMoN [17], NbTiAlSiN [18], AlCrTiZrVNx [19], (AlCrTaTiZr)N [20], AlTiVNbCrN [21], (Al1.5CrNb0.5Si0.5Ti)Nx [22], AlCrNbSiTiN [23], (AlCrTiZrMo)-Six-N [24], AlCrTiVZr [25], and TiZrNbTaFeN [26] thin films, have attracted most attention due to their unique high hardness, wear resistance, and corrosion resistance. For example, a very high hardness of 39.4 GPa was reported for the AlCrTiSiN high-entropy alloy nitride coating [12]. An extremely high hardness of 41–42 GPa and an elastic modulus of 360 GPa were obtained for the (AlCrNbSiTiV)50N50 nitride coatings due to the grain size strengthening, solution hardening, and residual compressive stress [13,15]. The (AlCrNbSiTiMo)N coatings exhibited a maximum hardness of 34.5 GPa and high-temperature tribological performance [17]. Tool flank wear and machined surface roughness were both decreased with the AlCrNbSiTiVN coating and had a hardness of 2493 HV [14]. On the other hand, a maximum hardness of 35.8 GPa was obtained for the TaNbSiZrCrN coating, which exhibited a three-fold improvement (>6000 holes) of drilling life than that of the uncoated micro-drills in the dry micro-drilling test [11].
From the above literature review, high-entropy alloy nitride coatings show promising potential as protective coatings for cutting tools, forming dies, and other high-temperature applications due to their extraordinarily high hardness, mechanical properties, and high-temperature tribological behaviors. Since the AlCrN coatings exhibit very high hardness and good wear resistance [27,28], adding AlCr alloying elements into coatings was explored [29,30,31]. Kang and coworkers [29] studied the influence of AlCr contents on the microstructure, mechanical properties, electrical resistivity, and corrosion behavior of (AlCr)x(HfMoNbZr)1-x thin films. They found that the film hardness increased with increasing AlCr content [29]. Meanwhile, Tang et al. discussed the effect of AlCr content on the mechanical properties of AlTiCrN coatings grown with HiPIMS and noted that the hardness decreased with increasing AlCr content [30]. Chang and Huang also reported that the hardness and tribological properties of TiAlNbN coatings can be improved by adding an AlCrN multilayer [31]. Therefore, the effect of adding Nb, Si, and Ti elements into the AlCrN coating in terms of the microstructure, mechanical properties, and corrosion resistance changes in AlCrNbSiTiN coatings is worthy of study. In this work, six AlCrNbSiTiN high-entropy alloy nitride coatings with varying amounts of Al and Cr were fabricated by co-sputtering of Al4Cr2NbSiTi2 and Al7Cr3 targets connected with a mid-frequency (MF) power and a high-power impulse magnetron sputtering (HiPIMS) power, respectively. The aim of this study was to evaluate the effects of Al and Cr contents, i.e., the HiPIMS power of the Al7Cr3 target on the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratios, microstructure, mechanical properties, tribological properties, and corrosion resistance of the AlCrNbSiTiN HEA nitride coatings.
2. Materials and Methods
2.1. Deposition of AlCrNbSiTiN HEA Nitride Coatings
A rectangular, non-equimolar, Al4Cr2NbSiTi2 high-entropy alloy (HEA) target and a rectangular Al7Cr3 alloy target with dimensions of 127 mm × 305 mm × 6 mm were used to co-sputter five AlCrNbSiTiN coatings with different Al and Cr contents on Si wafers (area of 40 mm × 30 mm, 3 pcs), AISI304 stainless steel (304SS) substrates (area of 40 mm × 40 mm, 3 pcs), and hardened AISI420 stainless steel (420SS) substrates (area of 89 mm2, 3 pcs). In this work, the Al4Cr2NbSiTi2 HEA target was connected to an MF power supply, and the Al7Cr3 target was powered with an HiPIMS system (SIPP2000USB Dual, MELEC GmbH, Baden-Baden, Germany). The Al4Cr2NbSiTi2 and Al7Cr3 targets were purchased from Acetron New Materials Corp. and made by using the powder metallurgy method. The diameter of the deposition chamber was 660 mm, and the height of the chamber was 600 mm (LJ-UHV Technology Co., Ltd., Hsinchu, Taiwan), which was reported elsewhere [32]. An Al4Cr2NbSiTi2N high-entropy alloy nitride coating, designated as HEAN, was fabricated using only the Al4Cr2NbSiTi2 target with MF power, and the Al7Cr3 alloy target with HiPIMS was not used. The HEAN coating was fabricated without sample rotation because only one Al4Cr2NbSiTi2 target was used. A second HEA coating, denoted as HEAN-R, was fabricated with the same Al4Cr2NbSiTi2 target connected to an MF power supply, and the sample substrate holder was rotated at a speed of 10 rpm. The other five AlCrNbSiTiN coatings were grown using the MF and HiPIMS co-sputtering process at the same rotating speed of 10 rpm for better uniformity. The MF power of each of the five AlCrNbSiTiN coatings was decreased from 700 to 200 W, while the HiPIMS power was kept the same to create a coating with higher Cr and Al contents. Since the HiPIMS power of the Al7Cr3 alloy was kept the same, the decrease in the MF power of the AlCrNbSiTiN coatings can, thus, achieve coatings with higher Cr and Al contents. Before each thin film deposition, the base pressure was 4 × 10−4 Pa, and an Al7Cr3 interlayer was coated on the substrates for 10 min with 60 sccm (standard cubic centimeters per minute) pure Ar gas at a working pressure of 0.4 Pa. All coatings (HEAN, HEAN-R, and the five other AlCrNbSiTiN coatings) were deposed with a working pressure of 0.4 Pa, consisting of 30 sccm Ar and 40 sccm of N2 gases. The sample designation and the deposition parameters are listed in Table 1.
2.2. Characterization of AlCrNbSiTiN Coatings
The chemical compositions of the HEAN, HEAN-R, and six AlCrNbSiTiN coatings were analyzed using a field emission electron probe microanalyzer (FE-EPMA, JXA-iHP200F, JEOL, Tokyo, Japan). Five measurement points for the FE-EPMA analysis were executed for each sample. The phase structures of all coatings were examined with a grazing incidence X-ray diffractometer (GIXRD, PANalytical, X’pert, Almelo, Netherlands) at an incidence angle of 1°. The grain size of each coating was calculated using the Scherrer equation [33]. The surface roughness, Ra, of each coating was evaluated using an atomic force microscope (AFM, Dimension Edge, Bruker, Billerica, MA, USA). Three AFM measurements were obtained for each sample. The cross-sectional morphology of each coating was explored with a field-emission scanning electron microscope (FE-SEM, JSM-6701, JEOL, Tokyo, Japan). Selected coatings were further examined with a transmission electron microscope (TEM, JEM-2100. JEOL, Tokyo, Japan) operated at 200 kV to analyze the microstructure and phase structure in detail. The nanohardness and reduced elastic modulus of all coatings were measured with a nanoindenter (TI-900, TriboIndenter, Bruker, Billerica, MA, USA) equipped with a Berkovich 142.3° diamond probe tip (tip radius ≤ 50 nm) at a fixed indentation depth of 40 nm (constant depth mode). Eight nanoindentation points were tested for each sample. The area function of the nanoindenter was calibrated using a fused quartz standard sample.
The adhesion properties of each coating deposited on 420SS were evaluated with a scratch tester (Revetest® Scratch Tester, RST3, Anton Paar, Austria) with a diamond stylus at a maximum load of 50 N, a scratch speed of 0.01 mm/s, and a scratch length of 5 mm. Three scratch tests were performed for each sample. According to the DIN EN ISO 20502:2016-11 standard [34], the critical load for the crack formation located at the edges of the scratch track is assigned as LC1, the first adhesive failure of spalling inside or outside the scratch track is represented by LC2, and the load responsible for complete exposure of the substrate is represented as LC3.
The tribological performance of each coating deposited on the 420SS substrate was measured using a pin-on-disc tribometer (TRB3, Anton Paar, Graz, Austria) with a normal load of 2 N against a 6 mm diameter cemented tungsten carbide (WC-6 wt% Co) ball counterpart. The pin-on-disk wear test was conducted using a sliding speed of 84 mm/s, a wearing length of 150 m, and a wear track diameter of 4 mm at ambient room temperature and 60% relative humidity. A white light interferometry (Profilm3D, 3D optical profiler, Filmetrics, San Diego, CA, USA) was employed to measure the wear volume loss after the wear test for calculating the wear rate (mm3/N/m). Three measurement points were executed for each sample.
An electrochemical workstation (SP-200, Potentiostat, Bio-Logic, Seyssinet-Pariset, France) was employed to conduct the potentiodynamic polarization tests in a 3.5 wt.% NaCl aqueous solution for evaluating the anti-corrosion performance of all AlCrNbSiTiN coatings deposited on the 304SS substrates. In this three-electrode system, the silver/silver chloride (Ag/AgCl), platinum wire, and coating were the reference electrode, auxiliary electrode, and working electrode, respectively. The applied potential, ranging from −500 mV to +1000 mV, versus the open circuit potential at a scanning rate of 1 mV/s was used to execute the potentiodynamic polarization test. The Tafel fit software provided by the SP-200 electrochemical workstation was adopted to determine the corrosion current density, icorr, and the anodic (βa), and cathode (βc) Tafel slopes of each test. Two corrosion tests were conducted for each sample. The Stern–Geary equation [35] was used to calculate the polarization resistance (Rp) values of the coatings, where Icorr is corrosion current:
The surface roughness, TEM, scratch test, pin-on-disk wear test, and corrosion resistance analysis of the HEAN-R coating were not analyzed.
3. Results and Discussion
3.1. Chemical Composition and Phase Structure of AlCrNbSiTiN Coatings
Table 2 summarizes the chemical compositions of all the AlCrNbSiTiN coatings. The ratios between Nb and other elements for each coating are also listed in Table 2. For the HEA coating without the addition of the Al7Cr3 target, the ratio between the Al, Cr, Nb, Si, and Ti elements was 3.8:2.2:1.0:1.2:1.9, which slightly deviates from the ratio of the Al4Cr2NbSiTi2 HEA target (4:2:1:1:2), possibly due to the difference of sputter yield for each element. The HEAN-R coating had an extremely high oxygen content of 6.6 at.%. The ratio between the Al, Cr, Nb, Si, and Ti elements for HEAN-R was 4.2:2.6:1.0:1.4:2.0, which deviates considerably from the ratio of the Al4Cr2NbSiTi2 HEA target, possibly due to the interference of the high content of oxygen and the difference of sputter yield for each element. We suggest that such a very high oxygen content was due to the substrate holder not being in the plasma region for at least two-thirds of the coating time as the HEAN-R coating was being fabricated with a 360° rotation using one MF target. The substrate holder was not in the plasma region for at least two-thirds of the coating time, and the high oxygen content resulted from the accumulation of oxygen atoms from the chamber’s residual air and water vapor that were not bombarded away by the plasma species, thus producing a coating with a 6.6 at.% oxygen content.
The sum of the Al and Cr contents increased from 40.1 at.% to 47.3 at.% when the input power of the Al70Cr30 target was increased from 700 W to 1100 W. The ratios of the Al and Cr elements also increased with increasing Al70Cr30 target power and decreasing Al4Cr2NbSiTi2 target power. Accordingly, the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio of the coatings increased from 59%, 80%, 83%, 86%, 89%, and up to 91% for HEAN, A700, A800, A900, A1000, and A1100, respectively. The amounts of nitrogen content in the six coatings were kept in the range of 46.0 to 49.8 at.%. The oxygen content ranged from 0.9 to 2.5 at.% for all coatings except for HEAN-R. Based on the chemical composition listed in Table 2, all coatings in this study can be regarded as stoichiometric high-entropy alloy nitrides.
Figure 1 represents all the coatings’ grazing incidence X-ray diffraction (GIXRD) patterns. All coatings reveal a single NaCl-type (B1) face-centered cubic (FCC) structure similar to a CrN phase. The (111) peak position shifted slightly from 36.9° to 37.1° as the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio increased from 59% to 91%. The calculated lattice constant based on the position of the (111) diffraction peak for each coating is approximately 0.421–0.419 nm, which is larger than those for CrN, 0.4149 nm (JCPDS card # 65-2899), and AlN, 0.4045 nm (JCPDS card # 46-1200), due to the lattice expansion by the solid solution of the Nb, Si, and Ti atoms into the AlN or CrN lattice. The formation of the B1 FCC phase as sufficient nitrogen atoms are added into the high-entropy alloy is a typical phase transformation reaction for the high-entropy alloy nitride coatings [10,11,12,13,14,15,16,17,19,20,21,22,23,24,25,26]. This work observed no phase transformation for the coatings as the Al70Cr30 target power increased from 700 W to 1100 W. The grain size of each coating, calculated using the (111) peak in Figure 1, is listed in Table 3. The grain size decreases gradually from 16.9 to 6.5 nm as the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio increases from 59% to 91% for the HEAN, HEAN-R, and A1100 coatings, respectively. The grain size refinement effect of these c-AlN phase coatings is mainly due to the strong ion-bombardment effect brought about by the HiPIMS power of the Al70Cr30 target, which effectively blocked the growth of grains as the target power increased from 0 W to 1100 W. In previous work, the pronounced grain refinement effect of coatings by the higher energy ion bombardment generated with HiPIMS has been reported in the fabrication of AlCrN coatings [27].
Figure 2 displays the surface morphology of each coating except for HEAN-R, investigated with AFM, which shows a smoother surface with an increasing content of Al and Cr elements. The HEAN-R coating was not further analyzed with AFM due to its extremely high oxygen content. Accordingly, the values of surface roughness, Ra, as listed in Table 3 are 3.04, 2.26, 1.92, 1.36, 0.95, and 0.67 nm for HEAN, A700, A800, A900, A1000, and A1100, respectively. The surface-smoothing effect is caused by the strong ion-bombardment energy brought about by the increasing HiPIMS power.
Figure 3 shows the cross-sectional SEM micrographs of all the HEA nitride coatings. All seven coatings had very compact microstructures. The columnar microstructure of the coating becomes finer and denser as the Al and Cr contents increase with the increasing HiPIMS power. According to Figure 3, the coating thickness decreases with increasing (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio, which can be attributed to the decreased MF power. The increasing HiPIMS power cannot compensate for the decrease in the MF power of the the Al4Cr2NbSiTi2 target due to its very low duty cycle and much lower deposition rate.
As represented in Figure 3 and listed in Table 3, the average thickness values of HEAN, HEAN-R, A700, A800, A900, A1000, and A1100 are 992, 721, 605, 521, 490, 471, and 439 nm, respectively. The average deposition rate of each coating is also calculated and given in Table 3. The extremely high deposition rate of the HEAN coating of 11.02 nm/min is approximately three times higher compared with the deposition rate of 3.61 nm/min for the HEAN-R coating deposited with 360° rotation of the substrates, likely related to the lack of substrate holder rotation during sputtering. As compared with the deposition rate of 3.61 nm/min for the HEAN-R coating, the slightly lower deposition rate of 3.03 nm/min for the A700 coating is caused by the lower MF power of the Al4Cr2NbSiTi2 target. In addition, the coating deposition rates gradually dropped from 2.62 to 2.20 nm/min as the MF power of the Al4Cr2NbSiTi2 target decreased from 700 to 200 W.
Figure 4 illustrates the cross-sectional TEM morphologies of the HEAN, A800, and A1100 coatings at low and high magnifications. Obviously, the width of the columnar grains for the HEAN coating was larger, and there were some white regions along the columnar grain boundaries. The A800 and A1100 coatings are more compact and dense, which is consistent with the observation of the SEM results. No white lines between the columnar grains were observed for the A1100 coating. When comparing the high magnification images of the HEAN, A800, and A1100 coatings, the width of the columnar grains decreased. The average width of the columnar grains for the HEAN, A800, and A1100 coatings was calculated to be 34.12 ± 6.16 nm, 19.81 ± 4.92 nm, and 16.80 ± 2.94 nm, respectively, consistent with the grain size measurement with XRD analysis. The effect of grain refinement by increasing the HiPIMS power of the Al70Cr30 target was confirmed.
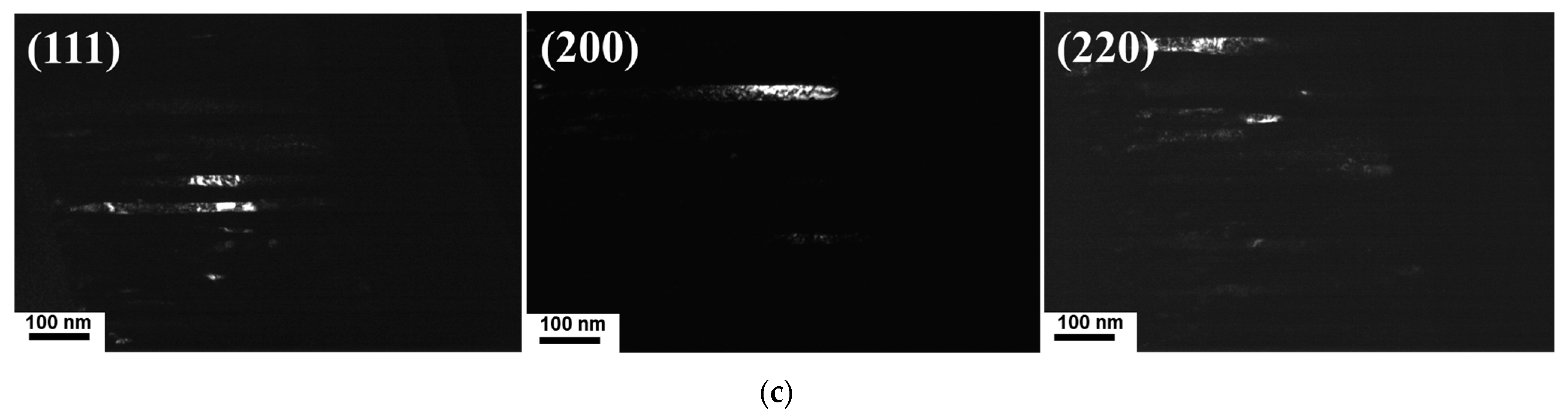
The cross-sectional TEM bright-field image of the HEAN coating is depicted in Figure 5a. A typical FCC structure is confirmed through the selected area electron diffraction (SAED) pattern in Figure 5b, which is also identified with the GIXRD in Figure 1. Three dark-field images of the (111), (200), and (200) planes are presented in Figure 5c. The HEAN coating had a large grain size distribution of approximately 34 nm. The cross-sectional TEM bright-field image, SAED pattern, and the corresponding dark-field images of the (111), (200), and (200) planes of the A800 and A1100 coatings are represented in Figure 6a–c and Figure 7a–c, respectively. A relatively dense and fine columnar grain feature was observed for the A800 coating, which was confirmed with GIXRD, and exhibited a narrower columnar grain width of approximately 19.8 nm. A finer and more compact columnar grain with a narrow width was obtained for the A1100 coating grown with the lowest MF power, and its average columnar grain width was 16.8 nm. These coatings show the typical columnar grain growth model based on the TEM images. According to the GIXRD and SAED results, although the addition of Al and Cr increased the ratio of (Al + Cr)/(Al + Cr + Nb + Si + Ti) from 59% to 91%, the crystal structure of all coatings remained in the FCC phase, and the grain refinement effect was also observed.
3.2. Mechanical Properties of AlCrNbSiTiN Coatings
The HEAN-R coating demonstrated a low hardness of 12.2 GPa and a reduced elastic modulus of 175 GPa, which is mainly due to its extremely high oxygen content. The hardness and reduced elastic modulus of the other coatings increased from 21.2 to 28.2 GPa and from 200 to 236 GPa, respectively, as the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio increased from 59% to 91%, which are summarized in Table 3 and illustrated in Figure 8. The enhancement of hardness can be attributed to the grain refinement effect due to the increased ion-bombardment effects from the HiPIMS power of the Al70Cr30 target, which has been reported in a previous work [27].
The hardness values of high-entropy alloy nitride coatings are influenced by the deposition parameters, such as nitrogen content [11,15,16,18,26], substrate bias [11,13,16,17,22], substrate temperature [14,16,20], and the chemical compositions of the coatings [24]. As compared with the very high hardness values of 39.4 GPa for AlCrTiSiN [12], 41–42 GPa for (AlCrNbSiTiV)50N50 [13,15], 34.5 GPa for (AlCrNbSiTiMo)N [17], and 36.2 GPa for TiZrNbTaFeN [26], the A1100 coating had a lower hardness of 28.2 GPa, possibly due to its higher oxygen content of 2.2 at.%. Additionally, the input gas flow rate ratio of nitrogen and argon was very critical for the deposition of the high-entropy alloy nitride coatings because the N2/Ar ratio is not necessarily equal to 1 for the deposition of the highest hardness of the high-entropy alloy nitride coating. Several studies have shown that the hardness values of HEA nitride coatings drop as the input N2 and Ar gas flow rates become equal [11,15,16,18,26]. Since the input N2 and Ar gas flow rates were both 30 sccm in this work, the hardness of the A1100 coating may be enhanced by optimizing the input N2 and Ar gas flow rate ratios in the future.
Figure 9 shows the coefficient of friction (COF) versus wear distance for the HEAN and other nitride coatings, except HEAN-R, after the pin-on-disk wear test. The COF values of the six coatings are also listed in Table 3, and their values are in the range of 0.86 to 1.05. Figure 10 shows the three-dimensional wear track of the six high-entropy alloy nitride coatings measured with white light interferometry. The wear rates and wear depths of the coatings are measured and tabulated in Table 3.
Compared to the relatively higher wear rate of 2.79 × 10−5 mm3 N−1 m−1 for the HEAN coating, the wear rates for the HiPIMS co-sputtered five coatings decreased gradually from 9.31 × 10−6 mm3 N−1 m−1 to 2.63 × 10−7 mm3 N−1 m−1 as the Al and Cr contents and the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio increased. The A1100 coating had the highest hardness of 28.2 GPa and a minimum wear rate value of 2.63 × 10−7 mm3 N−1 m−1. Similarly, the wear depth values of the six coatings sequentially decreased from 544 to 24 nm. The decrease in the wear rate and wear depth was due to the increased hardness and the dense microstructure of the HEA nitride coatings with co-sputtering of HiPIMS power in this study.
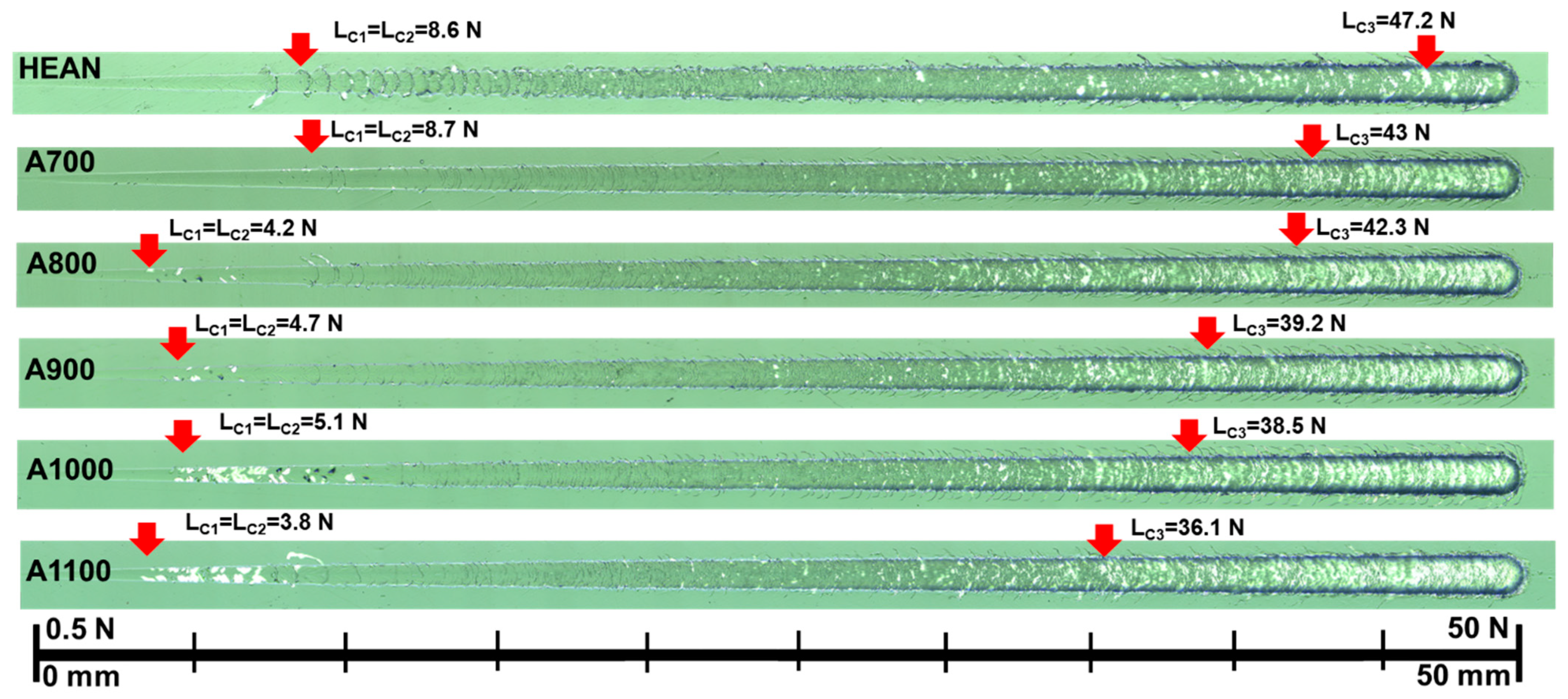
The optical micrographs of the scratch tracks and the three different critical loads of LC1, LC2, and LC3 of these nitride coatings, except HEAN-R, are depicted in Figure 11 and summarized in Table 3. The HEAN coating had the highest LC1 and LC3 values of 8.6 N and 47.2 N with the lowest hardness of 21.2 GPa. The LC3, the load for the complete delamination of the coating, decreased from 47.2 N to 36.1 N as the hardness of the coating increased from 21.2 GPa to 28.2 GPa.
This result shows the trade-off between the hardness and adhesion properties of coatings. Although the adhesion property gradually degrades with increasing hardness and Al and Cr contents, the wear resistance increases with increasing hardness. Adequate adhesion property was still noted for each coating with LC3 values all above 36.1 N. The A1100 coating with the highest Al and Cr contents, the highest hardness of 28.2 GPa, adequate adhesion, and the lowest wear rate of 2.63 × 10−7 mm3 N−1 m−1 showed promise as a protective coating for cutting tools.
3.3. Corrosion Resistance of AlCrNbSiTiN Coatings
Figure 12 reveals the potentiodynamic polarization curves of the bare 304SS substrate and high-entropy alloy nitride coatings, except HEAN-R, tested in a 3.5 wt.% NaCl aqueous solution, and their corrosion characteristics, including corrosion potential (Ecorr), corrosion current density (icorr), polarization resistance (Rp), pitting potential, and passivation range, are listed in Table 4. It is noted that pseudo-passivation behaviors [36,37] are observed in all coatings and the 304SS substrate, as depicted in Figure 12. The current density values of the high-entropy alloy nitride coatings tended to be stable at approximately −0.1~0.5 V vs. Ag/AgCl. However, this is not the real passivation state because the current density increased from approximately 10−7 to 10−6 μA/cm2, implying the passivation film cannot effectively retard the corrosion attack of the substrate, which is named pseudo-passivation [36,37]. Similar pseudo-passivation behaviors were also reported in the high-entropy alloys [38,39] and high-entropy alloy coatings [40]. The pitting potential is the potential value where the protective passive film starts to pit and the current suddenly increases. The icorr values for all nitride coatings are smaller than that of 304SS, 0.036 μA/cm2, suggesting better corrosion resistance. Similarly, good corrosion protection effects produced by the high-entropy alloy nitride coating, such as (AlCrSiTiZr)100−xNx [23] and TiZrNbTaFeN [26], on stainless steel substrates were previously noted in the literature.
The polarization resistance (Rp) ratio between each thin film and the bare 304SS substrate was calculated. The AlCrNbSiTiN coatings can improve the corrosion resistance performance of the bare 304SS substrate because these high-entropy alloy nitride coatings, except for the A700 coating, had Rp ratios between 1.31 and 2.45. The slightly lower Rp ratio of the A700 coating may be due to its white line-like porosity defects among the columnar grain boundaries (marked by red arrows) adjacent to the columnar grain boundaries, as shown in Figure 13, which allowed for corrosive electrolytes to penetrate into the 304SS substrate. It is well known that the smaller chlorine ions in the sodium chloride aqueous solution can penetrate through the columnar grain boundaries, intrinsic pinholes, and surface defects of the coating and corrode the 304SS substrate [26]. The microstructure defects in the coating, such as the number of white line-like porosity defects among the columnar grains, not the width of columnar grains [26], in Figure 13, become very important roles to the corrosion resistance of the coating. As depicted in Figure 5a and Figure 7a, the cross-sectional TEM microstructures without any white line-like porosity defects can be observed for the HEAN and A1100 coatings, which exhibit higher Rp ratios of 2.45 and 2.28. On the other hand, some white line-like porosity defects are discovered in the cross-sectional TEM image of A800, as shown in Figure 6a, which has a lower Rp ratio of 1.31.
In general, the corrosion resistance of the coatings increased with increasing Al and Cr contents, i.e., the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio, except for the HEAN coating, which exhibited an extraordinarily good corrosion resistance. The AlCrNbSiTiN coatings had narrower passivation ranges and lower pitting potential compared to that of the 304SS substrate, indicating that the passivation films of the AlCrNbSiTiN coatings were not that resistant to corrosion from the Cl− ion attack. A similar inferior passivation behavior of the CrMnFeCoNi HEA coating than the 304SS substrate was also reported [41].
The corrosion resistance of a coating is greatly influenced by its microstructure and chemical composition. For the AlCrN coatings with a higher Al content, the corrosion resistance of the coating is improved due to the formation of an aluminum oxide layer on the surface [42]. The increasing amount of Cr in the TiCrN coatings can provide a passive-like chromium oxide layer on the coating surface during the corrosion test [43]. In the corrosion resistance study of the AlCrN coating, the Cr-based oxide passive layer is more stable than other oxide passive layers [44]. Based on these discussions, we can confirm that increasing the Al and Cr contents in the AlCrNbSiTiN coatings can effectively improve their corrosion resistance by forming Cr- and Al-based passive oxide layers on the surface.
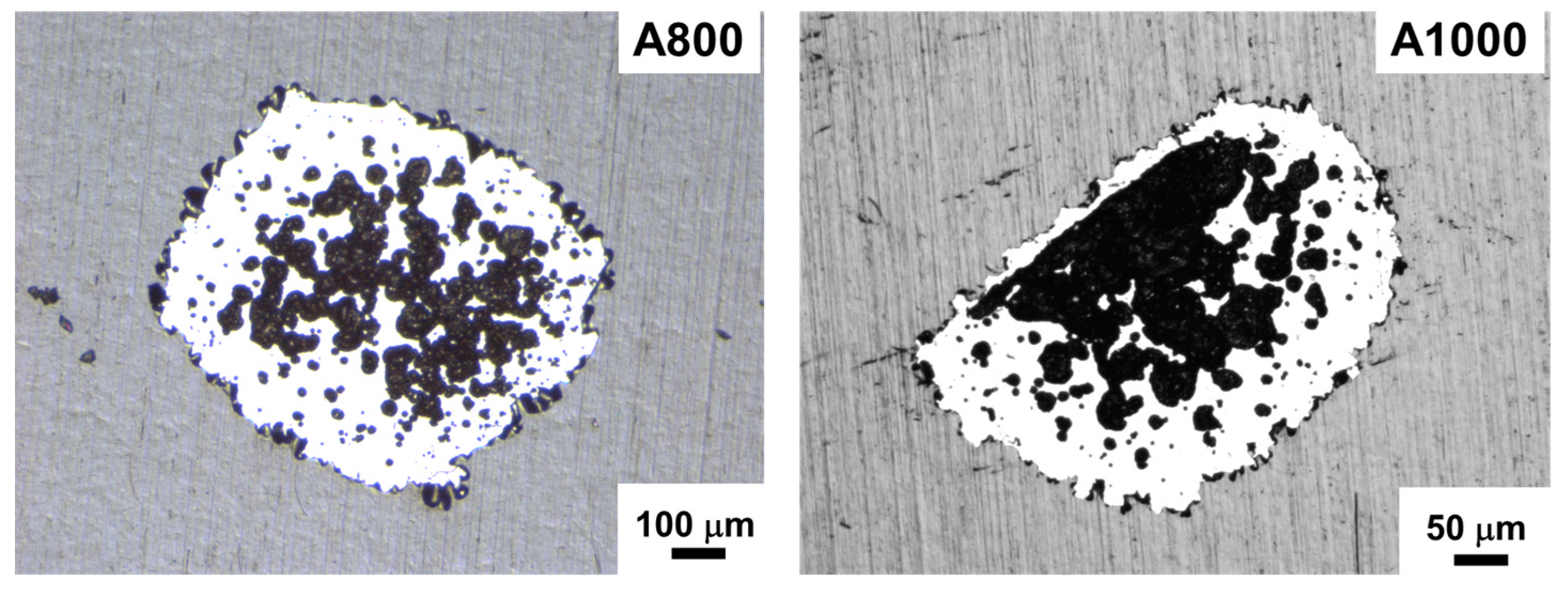
An optical microscope further examined the corroded surface of each AlCrNbSiTiN coating. The typical pitting corrosion behavior was clearly observed on the surface by the appearance of many corrosion pits and delaminated coating after interaction with the sodium chloride aqueous solutions, as depicted in Figure 14. Figure 14 shows the surface optical microscope images of the A800 and A1000 coatings after the corrosion test. The black corrosion pits can be clearly observed, whereas the brighter regions are the corroded 304SS substrates due to the delamination of the coatings.
4. Conclusions
In this study, using a co-sputtering system, we fabricated six NaCl-type, face-centered, cubic structured, AlCrNbSiTiN high-entropy alloy nitride coatings with different Al and Cr contents. The Al and Cr contents and the (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio of the AlCrNbSiTiN coatings were increased from 59 to 91 at.% by increasing the HiPIMS power of the Al70Cr30 target from 700 W to 1100 W and decreasing the MF power of the Al4Cr2NbSiTi2 target from 700 W to 200 W. The average width of the columnar grains decreased from 34.12 nm for HEAN to 16.80 nm for the A1100 coating due to the grain refinement effect by the higher ion-bombardment energy from the increased HiPIMS power. With the grain size refinement effect through the increased Al and Cr contents, the coatings exhibited increased hardness, decreased surface roughness, and decreased wear rate. The six AlCrNbSiTiN coatings exhibited adequate adhesion properties with at least 36.1 N LC3 critical load. In general, the AlCrNbSiTiN coatings exhibited good corrosion resistance in a 3.5 wt.% NaCl aqueous solution. The AlCrNbSiTiN coating with the highest Al and Cr contents and an (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio of 91% had a low surface roughness, high hardness of 28.2 GPa, good adhesion property of 36.1 N LC3 critical load, a very low wear rate of 2.63 × 10−7 mm3N−1m−1, and good corrosion resistance showed very promising application potential as both a protective coating on cutting tools and as a corrosion resistance coating in corrosive environments.
Author Contributions
Methodology, Y.-C.L.; Investigation, Y.-C.L.; Resources, B.-S.L. and J.-W.L.; Writing—review & editing, B.-S.L. and J.-W.L.; Supervision, J.-W.L.; Funding acquisition, B.-S.L. and J.-W.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Science and Technology Council (NSTC) in Taiwan under the grant numbers NSTC 110-2221-E-131-004-MY3, NSTC 111-2221-E-182-051, NSTC 112-2221-E-182-022 and financial support by “High Entropy Materials Center” from The Featured Areas Research Center Program within the framework of the Higher Education Sprout Project by the Ministry of Education (MOE) in Taiwan. The financial support from the Chang Gung Memorial Hospital, Taiwan, through contract no. CMRPD5M0021 to B. S. Lou is also acknowledged.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [PubMed]
- George, E.P.; Raabe, D.; Ritchie, R.O. High-entropy alloys. Nat. Rev. Mater. 2019, 4, 515–534. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Yeh, J.W.; Lin, S.J. Breakthrough applications of high-entropy materials. J. Mater. Res. 2018, 33, 3129–3137. [Google Scholar] [CrossRef]
- Lewin, E. Multi-component and high-entropy nitride coatings—A promising field in need of a novel approach. J. Appl. Phys. 2020, 127, 160901. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Meng, X.; Xie, Y. A Review on High Entropy Alloys Coatings: Fabrication Processes and Property Assessment. Adv. Eng. Mater. 2019, 21, 1900343. [Google Scholar] [CrossRef]
- Li, W.; Liu, P.; Liaw, P.K. Microstructures and properties of high-entropy alloy films and coatings: A review. Mater. Res. Lett. 2018, 6, 199–229. [Google Scholar] [CrossRef]
- Kao, W.H.; Su, Y.L.; Horng, J.H.; Wu, C.M. Structure, mechanical properties and thermal stability of nitrogen-doped TaNbSiZrCr high entropy alloy coatings and their application to glass moulding and micro-drills. Surf. Coat. Technol. 2021, 405, 126539. [Google Scholar] [CrossRef]
- Hsueh, H.T.; Shen, W.J.; Tsai, M.H.; Yeh, J.W. Effect of nitrogen content and substrate bias on mechanical and corrosion properties of high-entropy films (AlCrSiTiZr)100−xNx. Surf. Coat. Technol. 2012, 206, 4106–4112. [Google Scholar] [CrossRef]
- Chen, W.; Yan, A.; Meng, X.; Wu, D.; Yao, D.; Zhang, D. Microstructural change and phase transformation in each individual layer of a nano-multilayered AlCrTiSiN high-entropy alloy nitride coating upon annealing. Appl. Surf. Sci. 2018, 462, 1017–1028. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W. Effects of substrate bias on structure and mechanical properties of (AlCrNbSiTiV)N coatings. J. Phys. D Appl. Phys. 2009, 42, 115401. [Google Scholar] [CrossRef]
- Chang, C.H.; Li, P.W.; Wu, Q.Q.; Wang, M.H.; Sung, C.C.; Hsu, C.Y. Nanostructured and mechanical properties of high-entropy alloy nitride films prepared by magnetron sputtering at different substrate temperatures. Mater. Technol. 2019, 34, 343–349. [Google Scholar] [CrossRef]
- Huang, P.K.; Yeh, J.W. Effects of nitrogen content on structure and mechanical properties of multi-element (AlCrNbSiTiV)N coating. Surf. Coat. Technol. 2019, 203, 1891–1896. [Google Scholar] [CrossRef]
- Hsieh, T.H.; Hsu, C.H.; Wu, C.Y.; Kao, J.Y.; Hsu, C.Y. Effects of deposition parameters on the structure and mechanical properties of high-entropy alloy nitride films. Curr. Appl. Phys. 2018, 18, 512–518. [Google Scholar] [CrossRef]
- Lo, W.L.; Hsu, S.Y.; Lin, Y.C.; Tsai, S.Y.; Lai, Y.T.; Duh, J.G. Improvement of high entropy alloy nitride coatings (AlCrNbSiTiMo)N on mechanical and high temperature trib ological properties by tuning substrate bias. Surf. Coat. Technol. 2020, 401, 126247. [Google Scholar] [CrossRef]
- Sheng, W.J.; Yang, X.; Zhu, J.; Wang, C.; Zhang, Y. Amorphous phase stability of NbTiAlSiNX high-entropy films. Rare Metals 2018, 37, 682–689. [Google Scholar] [CrossRef]
- Chen, L.; Li, W.; Liu, P.; Zhang, K.; Ma, F.; Chen, X.; Zhou, H.; Liu, X. Microstructure and mechanical properties of (AlCrTiZrV)Nx high-entropy alloy nitride films by reactive magnetron sputtering. Vacuum 2020, 181, 109706. [Google Scholar] [CrossRef]
- Lai, C.H.; Tsai, M.H.; Lin, S.J.; Yeh, J.W. Influence of substrate temperature on structure and mechanical properties of multi-element (AlCrTaTiZr)N coatings. Surf. Coat. Technol. 2007, 201, 6993–6998. [Google Scholar] [CrossRef]
- Yalamanchili, K.; Wang, F.; Schramm, I.C.; Andersson, J.M.; Jöesaar, M.P.J.; Tasnádi, F.; Mücklich, F.; Ghafoor, N.; Odén, M. Exploring the high entropy alloy concept in (AlTiVNbCr)N. Thin Solid Films 2017, 636, 346–352. [Google Scholar] [CrossRef]
- Shen, W.J.; Tsai, M.H.; Chang, Y.S.; Yeh, J.W. Effects of substrate bias on the structure and mechanical properties of (Al1.5CrNb0.5Si0.5Ti)Nx coatings. Thin Solid Films 2012, 520, 6183–6188. [Google Scholar] [CrossRef]
- Hsieh, M.H.; Tsai, M.H.; Shen, W.J.; Yeh, J.W. Structure and properties of two Al–Cr–Nb–Si–Ti high-entropy nitride coatings. Surf. Coat. Technol. 2013, 221, 118–123. [Google Scholar] [CrossRef]
- Yu, W.; Li, W.; Liu, P.; Zhang, K.; Ma, F.; Chen, X.; Feng, R.; Liaw, P.K. Silicon-content-dependent microstructures and mechanical behavior of (AlCrTiZrMo)-Six-N high-entropy alloy nitride films. Mater. Des. 2021, 203, 109553. [Google Scholar] [CrossRef]
- Xu, Y.; Li, G.; Xia, Y. Synthesis and characterization of super-hard AlCrTiVZr high-entropy alloy nitride films deposited by HiPIMS. Appl. Surf. Sci. 2020, 523, 146529. [Google Scholar] [CrossRef]
- Bachani, S.K.; Wang, C.J.; Lou, B.S.; Chang, L.C.; Lee, J.W. Fabrication of TiZrNbTaFeN high-entropy alloys coatings by HiPIMS: Effect of nitrogen flow rate on the microstructural development, mechanical and tribological performance, electrical properties and corrosion characteristics. J. Alloy Compd. 2021, 873, 159605. [Google Scholar] [CrossRef]
- Hsiao, Y.C.; Lee, J.W.; Yang, Y.C.; Lou, B.S. Effects of duty cycle and pulse frequency on the fabrication of AlCrN thin films deposited by high power impulse magnetron sputtering. Thin Solid Films 2013, 549, 281–291. [Google Scholar] [CrossRef]
- Kumar, S.; Maity, S.R.; Patnaik, L. Friction and tribological behavior of bare nitrided, TiAlN and AlCrN coated MDC-K hot work tool steel. Ceram. Int. 2020, 46, 17280–17294. [Google Scholar] [CrossRef]
- Kang, J.; Liu, H.; Du, H.; Shi, J.; Wang, L.; Yang, L.; Dai, H. Microstructure, mechanical properties, electrical resistivity, and corrosion behavior of (AlCr)x(HfMoNbZr)1−x films. Appl. Surf. Sci. 2023, 629, 157368. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Chang, C.L. Effects of Input Power Ratio of AlCr/Ti Target on the Microstructural and Mechanical Properties of AlTiCrN Coatings Synthesized by a High-Power Impulse Magnetron Sputtering Process. Coatings 2021, 11, 826. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Huang, K.C. Improvement of Tribological Performance of TiAlNbN Hard Coatings by Adding AlCrN. Materials 2022, 15, 7750. [Google Scholar] [CrossRef] [PubMed]
- Lu, C.Y.; Diyatmika, W.; Lou, B.S.; Lee, J.W. Superimposition of high power impulse and middle frequency magnetron sputtering for fabrication of CrTiBN multicomponent hard coatings. Surf. Coat. Technol. 2018, 350, 962–970. [Google Scholar] [CrossRef]
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction, 3rd ed.; Prentice-Hall: Upper Saddle River, NJ, USA, 2001; pp. 169–170. [Google Scholar]
- DIN EN ISO 20502:2016-11; Advanced Technical Ceramics–Methods of Test for Ceramic Coatings–Part 3: Determination of Adhesion and Other Mechanical Failure Modes by a Scratch Test. Beuth Verlag GmbH: Berlin, Germany, 2016.
- Stern, M.; Geary, A.L. Electrochemical polarisation: I. A theoretical analysis of the shape of polarisation curves. J. Electrochem. Soc. 1957, 104, 56–63. [Google Scholar] [CrossRef]
- Li, B.; Ming, K.; Bai, L.; Wang, J.; Zheng, S. Tailoring Mechanical and Electrochemical Properties of the Cr15Fe20Co35Ni20Mo10 High-Entropy Alloy via the Competition between Recrystallization and Precipitation Processes. Coatings 2022, 12, 1032. [Google Scholar] [CrossRef]
- Wang, Z.; Feng, Z.; Fan, X.H.; Zhang, L. Pseudo-passivation mechanism of CoCrFeNiMo0.01 high-entropy alloy in H2S-containing acid solutions. Corros. Sci. 2021, 179, 109146. [Google Scholar] [CrossRef]
- Sun, Y.P.; Wang, Z.; Yang, H.J.; Lan, A.D.; Qiao, J.W. Effects of the element La on the corrosion properties of CrMnFeNi high entropy alloys. J. Alloy Compd. 2020, 842, 155825. [Google Scholar] [CrossRef]
- Tan, M.; Meng, L.; Lin, C.; Ke, L.; Liu, Y.; Qu, J.; Qi, T. Variation of microstructures and properties of Co0. 2CrAlNi high entropy alloy doped Si. J. Alloy Compd. 2022, 927, 167081. [Google Scholar] [CrossRef]
- Shang, C.; Axinte, E.; Sun, J.; Li, X.; Li, P.; Du, J.; Qiao, P.; Wang, Y. CoCrFeNi(W1−xMox) high-entropy alloy coatings with excellent mechanical properties and corrosion resistance prepared by mechanical alloying and hot pressing sintering. Mater. Des. 2017, 117, 193–202. [Google Scholar] [CrossRef]
- Ye, Q.; Feng, K.; Li, Z.; Lu, F.; Li, R.; Huang, J.; Wu, Y. Microstructure and corrosion properties of CrMnFeCoNi high entropy alloy coating. Appl. Surf. Sci. 2017, 396, 1420–1426. [Google Scholar] [CrossRef]
- Zhu, S.; Qin, Y.; Mei, H. Influence of arc current on surface properties and corrosion resistance of AlCrN coatings deposited by multi-arc ion plating. Int. J. Electrochem. Sci. 2020, 12, 5352–5361. [Google Scholar] [CrossRef]
- Massiani, Y.; Gravier, P.; Fedrizzi, L.; Marchetti, F. Corrosion behaviour in acid solution of (Ti, Cr)Nx films deposited on glass. Thin Solid Films 1995, 261, 202–208. [Google Scholar] [CrossRef]
- Bilgin, S.; Güler, O.; Alver, Ü.; Erdemir, F.; Aslan, M.; Çanakçı, A. Effect of TiN, TiAlCN, AlCrN, and AlTiN ceramic coatings on corrosion behavior of tungsten carbide tool. J. Aust. Ceram. Soc. 2021, 57, 263–273. [Google Scholar] [CrossRef]
Figure 1.
X-ray diffraction patterns of all coatings.
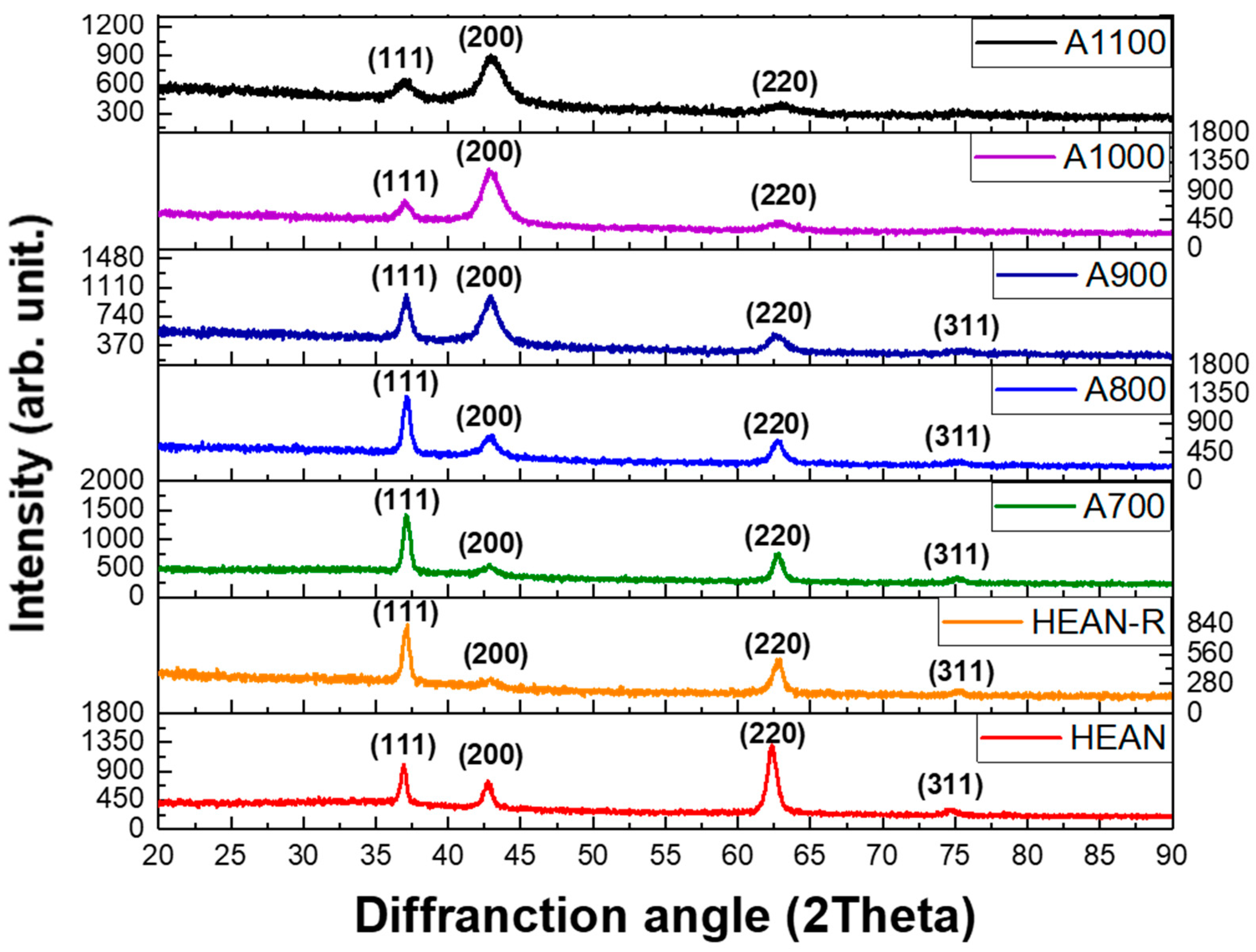
Figure 2.
AFM surface topography images of (a) HEAN, (b) A700, (c) A800, (d) A900, (e) A1000, and (f) A1100 coatings.
Figure 2.
AFM surface topography images of (a) HEAN, (b) A700, (c) A800, (d) A900, (e) A1000, and (f) A1100 coatings.
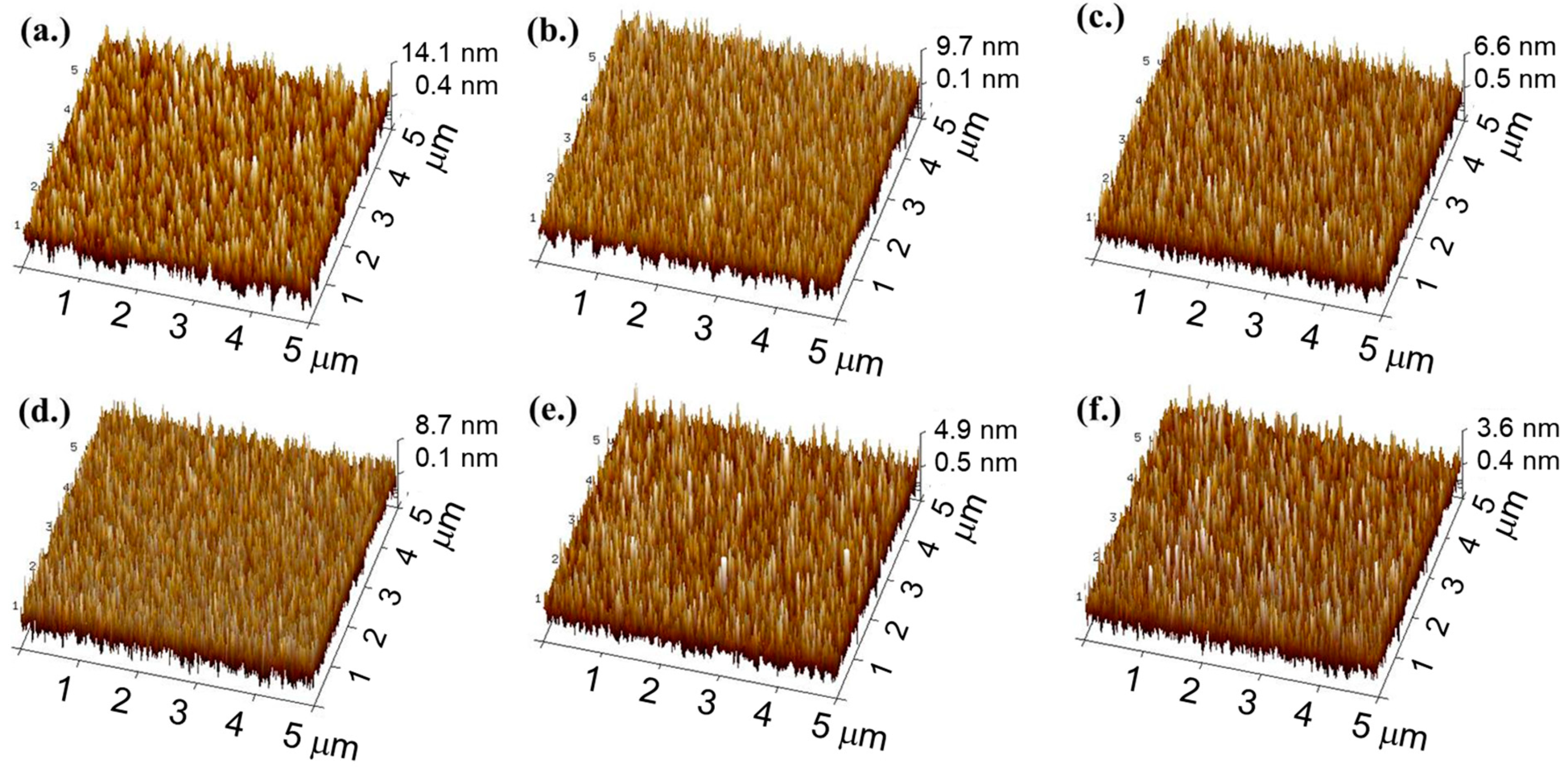
Figure 3.
Cross-sectional FE-SEM micrographs of HEAN, HEAN-R, A700, A800, A900, A1000, and A1100 coatings.
Figure 3.
Cross-sectional FE-SEM micrographs of HEAN, HEAN-R, A700, A800, A900, A1000, and A1100 coatings.
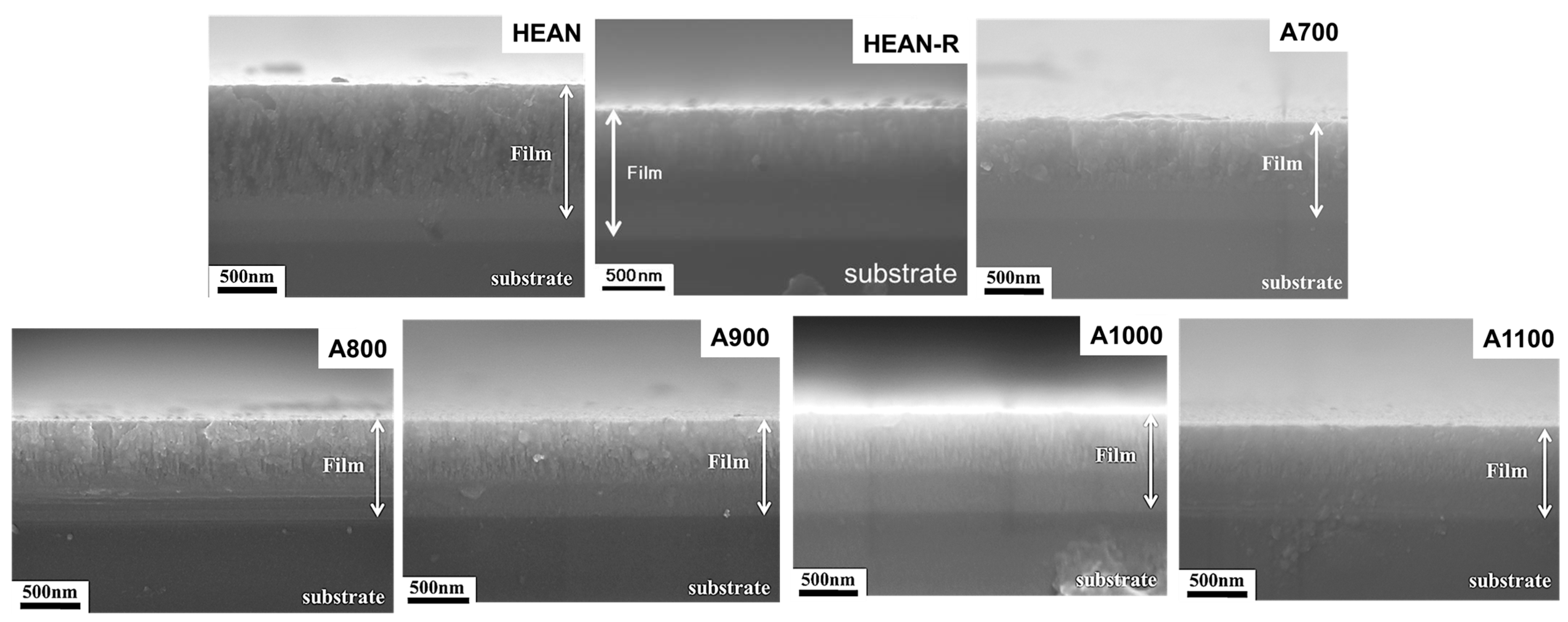
Figure 4.
The cross-sectional TEM bright-field micrographs at low and high magnifications for HEAN, A800, and A1100 coatings.
Figure 4.
The cross-sectional TEM bright-field micrographs at low and high magnifications for HEAN, A800, and A1100 coatings.
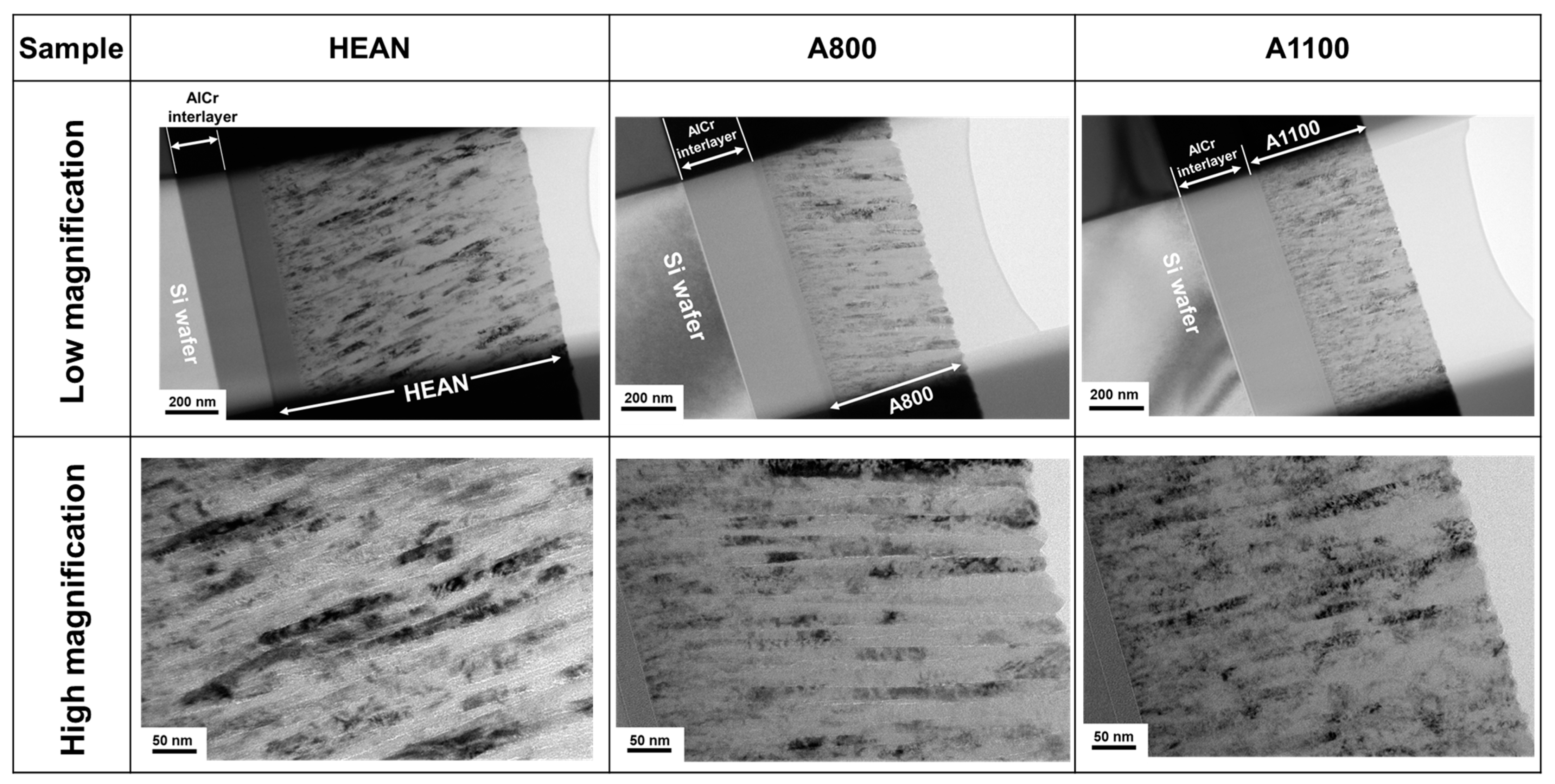
Figure 5.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the HEAN coating.
Figure 5.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the HEAN coating.

Figure 6.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the A800 coating.
Figure 6.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the A800 coating.
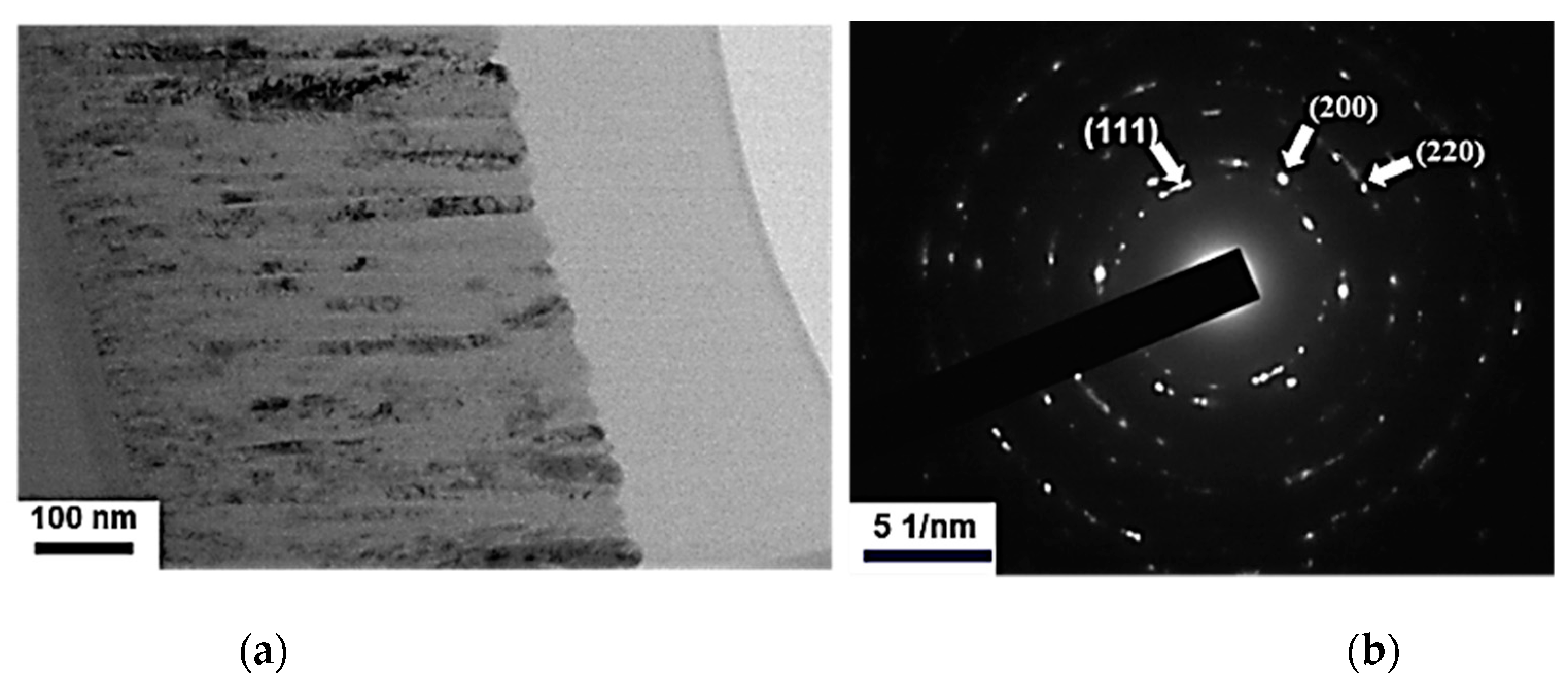
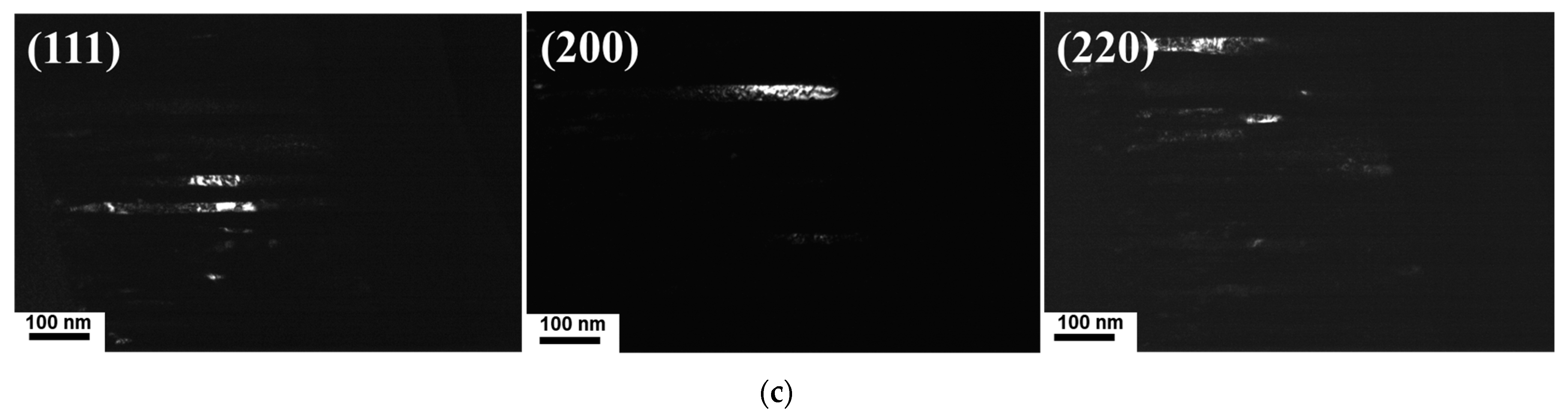
Figure 7.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the A1100 coating.
Figure 7.
The cross-sectional TEM (a) bright-field micrograph, (b) selected area electron diffraction pattern, and (c) dark-field images of the (111), (200), and (220) planes for the A1100 coating.

Figure 8.
Relationship between hardness in color red, reduced elastic modulus in blue color, and (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio. The hardness and reduced elastic modulus of the HEAN-R coating are not compared.
Figure 8.
Relationship between hardness in color red, reduced elastic modulus in blue color, and (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio. The hardness and reduced elastic modulus of the HEAN-R coating are not compared.

Figure 9.
The coefficient of friction for six AlCrNbSiTiN coatings.

Figure 10.
Three-dimensional wear track images for (a) HEAN, (b) A700, (c) A800, (d) A900, (e) A1000, and (f) A1100 coatings.
Figure 10.
Three-dimensional wear track images for (a) HEAN, (b) A700, (c) A800, (d) A900, (e) A1000, and (f) A1100 coatings.
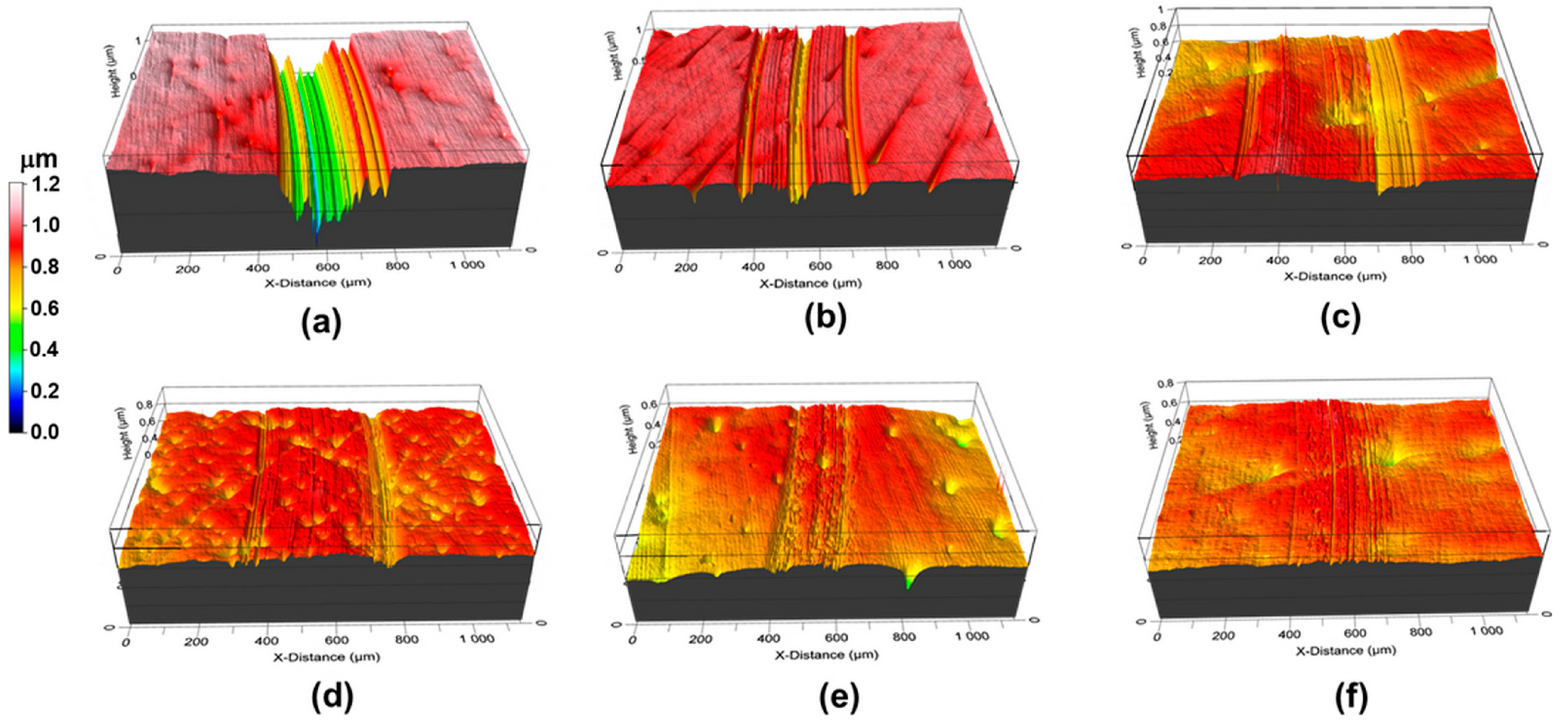
Figure 11.
Scratch tracks of six AlCrNbSiTiN coatings and their critical loads.

Figure 12.
Potentiodynamic polarization curves of all AlCrNbSiTiN coatings and bare 304SS substrate in a 3.5 wt.% NaCl aqueous solution.
Figure 12.
Potentiodynamic polarization curves of all AlCrNbSiTiN coatings and bare 304SS substrate in a 3.5 wt.% NaCl aqueous solution.
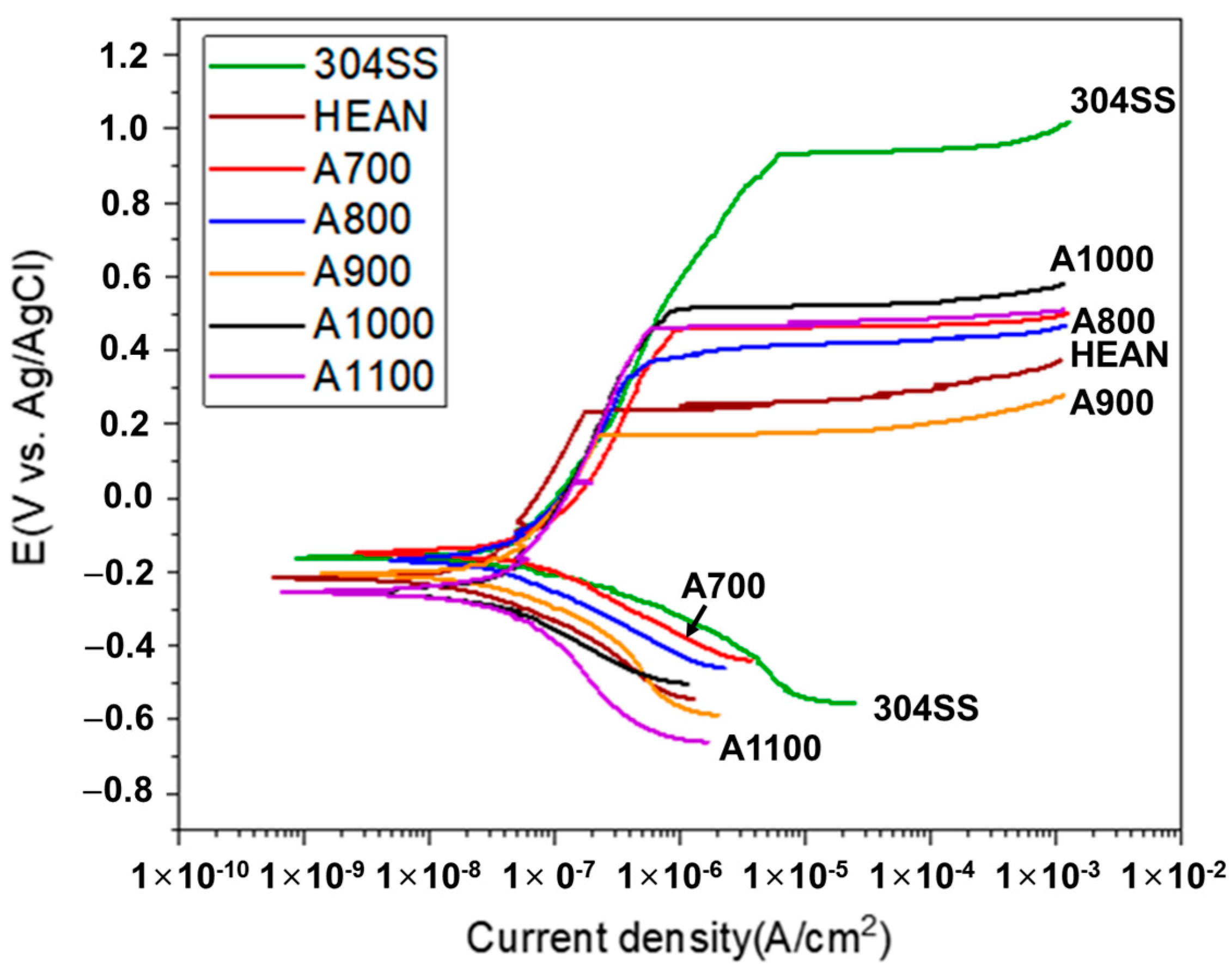
Figure 13.
The cross-sectional TEM image of the A700 coating. The long white arrow shows the growth direction of the coating, and the red arrows indicate the white porosity lines adjacent to the columnar grain boundaries.
Figure 13.
The cross-sectional TEM image of the A700 coating. The long white arrow shows the growth direction of the coating, and the red arrows indicate the white porosity lines adjacent to the columnar grain boundaries.

Figure 14.
The surface optical microscope images of the A800 and A1000 coatings after the corrosion test. The black corrosion pits can be clearly observed, whereas the brighter regions are the corroded 304SS substrates due to the delamination of the coatings.
Figure 14.
The surface optical microscope images of the A800 and A1000 coatings after the corrosion test. The black corrosion pits can be clearly observed, whereas the brighter regions are the corroded 304SS substrates due to the delamination of the coatings.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Deposition parameters of six AlCrNbSiTiN coatings.
| Sample Description | HEAN | HEAN-R | A700 | A800 | A900 | A1000 | A1100 | |
|---|---|---|---|---|---|---|---|---|
| HiPIMS power | Al7Cr3 target power (W) | 0 | 700 | 800 | 900 | 1000 | 1100 | |
| Pulse duration (μs) | 0 | 50 | ||||||
| Pulse frequency (Hz) | 0 | 1000 | ||||||
| Duty cycle (%) | 0 | 5 | ||||||
| MF power | Al4Cr2NbSiTi2 target power (W) | 700 | 600 | 500 | 400 | 300 | 200 | |
| Pulse duration (μs) | 800 | |||||||
| Pulse frequency (Hz) | 1000 | |||||||
| Duty cycle (%) | 80 | |||||||
| Deposition time (min) | 90 | 200 | 200 | |||||
| Substrate holder rotation speed (rpm) | 0 | 10 | 10 | |||||
| Input N2 gas (sccm) | 30 | |||||||
| Input Ar gas (sccm) | 30 | |||||||
| Substrate DC bias (V) | 100 | |||||||
| Temperature (°C) | 200 | |||||||
Table 2.
Chemical composition analysis of all AlCrNbSiTiN coatings.
| Sample Designation | HEAN | HEAN-R | A700 | A800 | A900 | A1000 | A1100 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Chemical compositions (at.%) | Ratio | at.% | Ratio | at.% | Ratio | at.% | Ratio | at.% | Ratio | at.% | Ratio | at.% | Ratio | at.% | Ratio |
| Al | 18.0 | 3.8 | 18.5 | 4.2 | 27.6 | 13.1 | 29.2 | 17.2 | 30.8 | 23.7 | 32.6 | 32.6 | 32.8 | 54.7 | |
| Cr | 10.3 | 2.2 | 11.3 | 2.6 | 12.5 | 6.0 | 12.9 | 7.6 | 13.3 | 10.2 | 13.8 | 13.8 | 14.5 | 24.2 | |
| Nb | 4.7 | 1.0 | 4.4 | 1.0 | 2.1 | 1.0 | 1.7 | 1.0 | 1.3 | 1.0 | 1.0 | 1.0 | 0.6 | 1.0 | |
| Si | 5.7 | 1.2 | 6.1 | 1.4 | 4.0 | 1.9 | 3.4 | 2.0 | 3.4 | 2.6 | 2.7 | 2.7 | 3.2 | 5.3 | |
| Ti | 9.0 | 1.9 | 8.7 | 2.0 | 4.2 | 2.0 | 3.5 | 2.1 | 2.6 | 2.0 | 1.8 | 1.8 | 0.8 | 1.3 | |
| N | 49.8 | 44.4 | 47.5 | 48.0 | 47.6 | 47.3 | 46.0 | ||||||||
| O | 2.5 | 6.6 | 2.1 | 1.3 | 1.0 | 0.9 | 2.2 | ||||||||
| (Al + Cr)/(Al + Cr + Nb + Si + Ti) ratio (%) | 59 | 61 | 80 | 83 | 86 | 89 | 91 | ||||||||
Table 3.
Properties and characteristics of all AlCrNbSiTiN coatings.
| Sample Designation | HEAN | HEAN-R | A700 | A800 | A900 | A1000 | A1100 | |
|---|---|---|---|---|---|---|---|---|
| Thickness (nm) | 992 ± 22 | 721 ± 25 | 605 ± 15 | 521 ± 9 | 490 ± 4 | 471 ± 6 | 439 ± 7 | |
| Deposition rate (nm/min) | 11.02 | 3.61 | 3.03 | 2.61 | 2.45 | 2.36 | 2.20 | |
| Roughness, Ra (nm) | 3.04 ± 0.09 | --- | 2.26 ± 0.02 | 1.92 ± 0.13 | 1.36 ± 0.06 | 0.95 ± 0.04 | 0.67 ± 0.04 | |
| Grain size (nm) (111 plane) | 15.9 | 16.9 | 14.54 | 13.81 | 10.62 | 8.63 | 6.52 | |
| Hardness, H (GPa) | 21.2 ± 0.9 | 12.2 ± 0.5 | 22.7 ± 0.8 | 24.0 ± 0.9 | 26.1 ± 0.6 | 26.6 ± 1.6 | 28.2 ± 0.5 | |
| Reduced elastic modulus, E* (GPa) | 200 ± 5 | 175 ± 6 | 225 ± 6 | 228 ± 5 | 230 ± 2 | 236 ± 5 | 234 ± 3 | |
| Coefficient of friction | 0.80 ± 0.04 | --- | 0.95 ± 0.03 | 1.02 ± 0.10 | 0.99 ± 0.04 | 1.05 ± 0.01 | 0.86 ± 0.03 | |
| Wear rate (mm3 N−1 m−1) | 2.79×10−5 | --- | 9.31×10−6 | 7.16×10−6 | 9.90×10−7 | 6.77×10−7 | 2.63×10−7 | |
| Depth of wear track (nm) | 544 ± 34 | --- | 201 ± 11 | 188 ± 60 | 89 ± 11 | 28 ± 9 | 24 ± 12 | |
| Adhesion critical load | LC1 (N) | 8.6 | --- | 8.7 | 4.2 | 4.7 | 5.1 | 3.8 |
| LC2 (N) | 8.6 | --- | 8.7 | 4.2 | 4.7 | 5.1 | 3.8 | |
| LC3 (N) | 47.2 | --- | 43 | 42.3 | 39.2 | 38.5 | 36.1 | |
Table 4.
Corrosion characteristics of six AlCrNbSiTiN coatings and 304 stainless steel substrates tested in a 3.5 wt.% NaCl aqueous solution.
Table 4.
Corrosion characteristics of six AlCrNbSiTiN coatings and 304 stainless steel substrates tested in a 3.5 wt.% NaCl aqueous solution.
| Sample Designation | Ecorr (V) | icorr (μA/cm2) | Rp (Ωcm2) | Rp ratio | Pitting Potential (V) | Passivation Range (V) |
|---|---|---|---|---|---|---|
| 304SS | −0.159 | 0.036 | 6.50 × 105 | 1.00 | 0.931 | 1.04 |
| HEAN | −0.234 | 0.014 | 1.59 × 106 | 2.45 | 0.234 | 0.41 |
| A700 | −0.144 | 0.034 | 6.26 × 105 | 0.96 | 0.458 | 0.57 |
| A800 | −0.182 | 0.025 | 8.50 × 105 | 1.31 | 0.329 | 0.43 |
| A900 | −0.209 | 0.016 | 1.04 × 106 | 1.60 | 0.170 | 0.30 |
| A1000 | −0.272 | 0.016 | 1.31 × 106 | 2.02 | 0.512 | 0.67 |
| A1100 | −0.243 | 0.020 | 1.48 × 106 | 2.28 | 0.461 | 0.63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Lou, B.-S.; Lin, Y.-C.; Lee, J.-W. Mechanical Properties and Corrosion Resistance of AlCrNbSiTiN High Entropy Alloy Nitride Coatings. Coatings 2023, 13, 1724. https://doi.org/10.3390/coatings13101724
AMA Style
Lou B-S, Lin Y-C, Lee J-W. Mechanical Properties and Corrosion Resistance of AlCrNbSiTiN High Entropy Alloy Nitride Coatings. Coatings. 2023; 13(10):1724. https://doi.org/10.3390/coatings13101724
Chicago/Turabian StyleLou, Bih-Show, Yu-Chen Lin, and Jyh-Wei Lee. 2023. "Mechanical Properties and Corrosion Resistance of AlCrNbSiTiN High Entropy Alloy Nitride Coatings" Coatings 13, no. 10: 1724. https://doi.org/10.3390/coatings13101724
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.