
The Effect of an Ultrasonic Field on the Microstructure and Tribological Behavior of ZrB2/ZrC+Ni60A/WC Composite Coating Applied by Laser Cladding
 , ,
, ,
Abstract
:1. Introduction
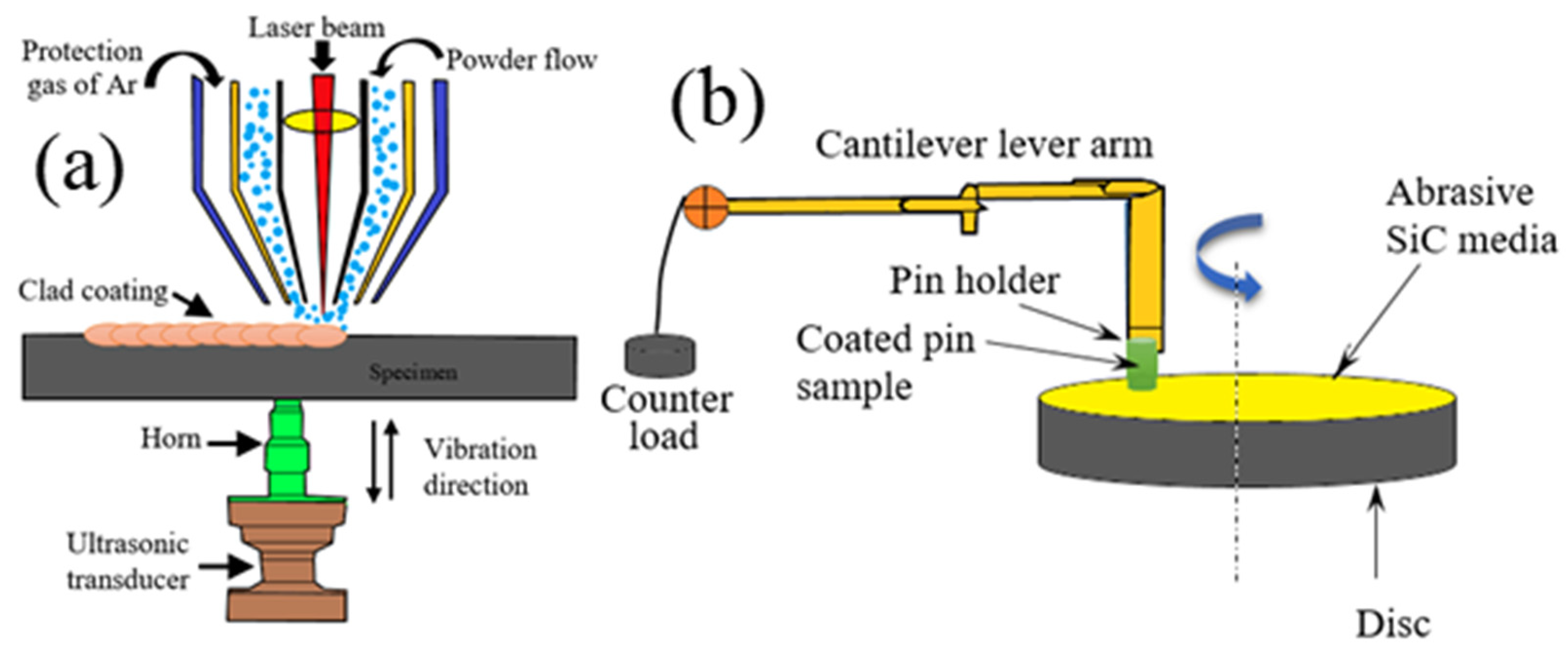
2. Materials and Methods
3. Results
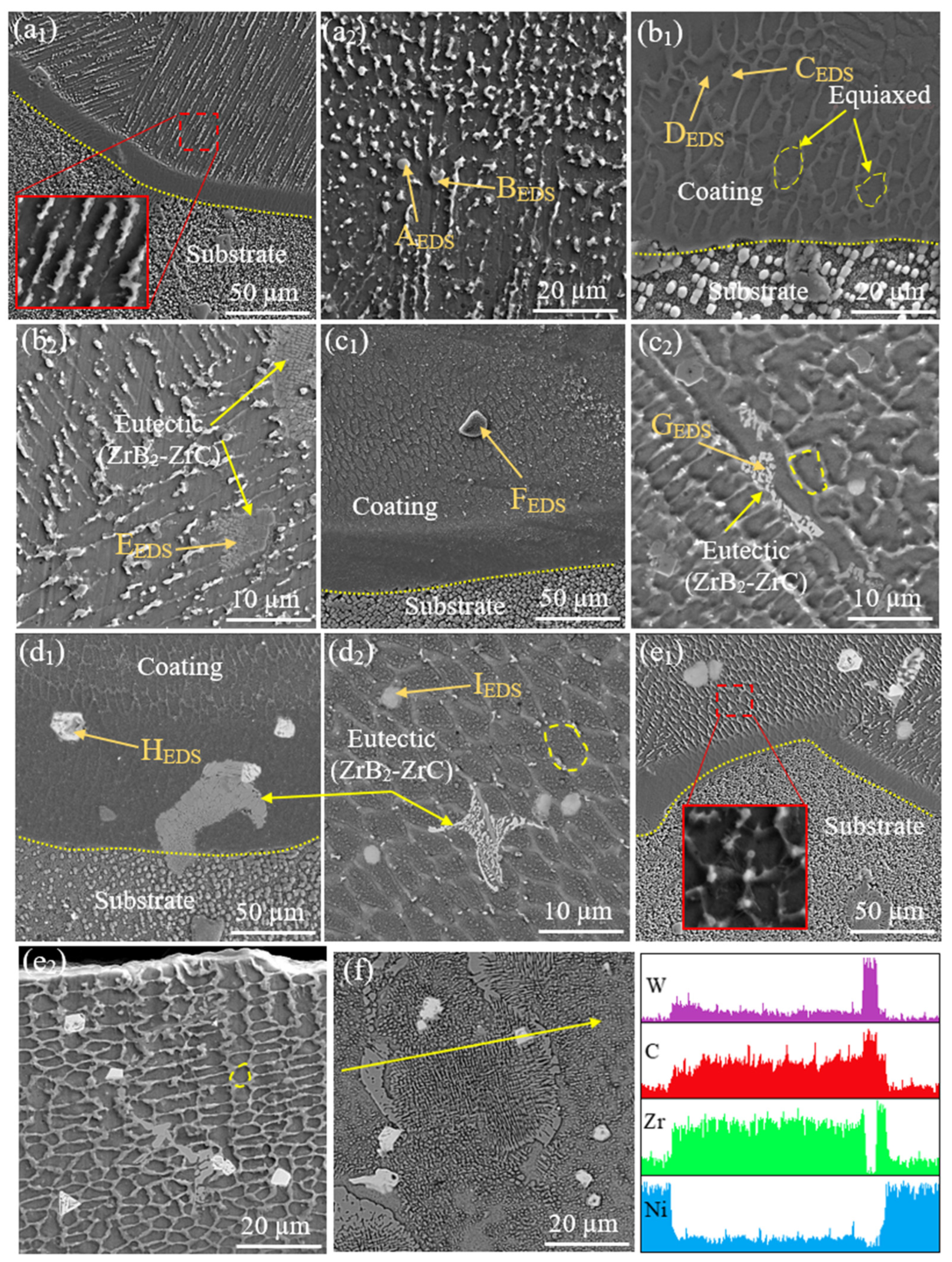
3.1. Microstructural Investigations
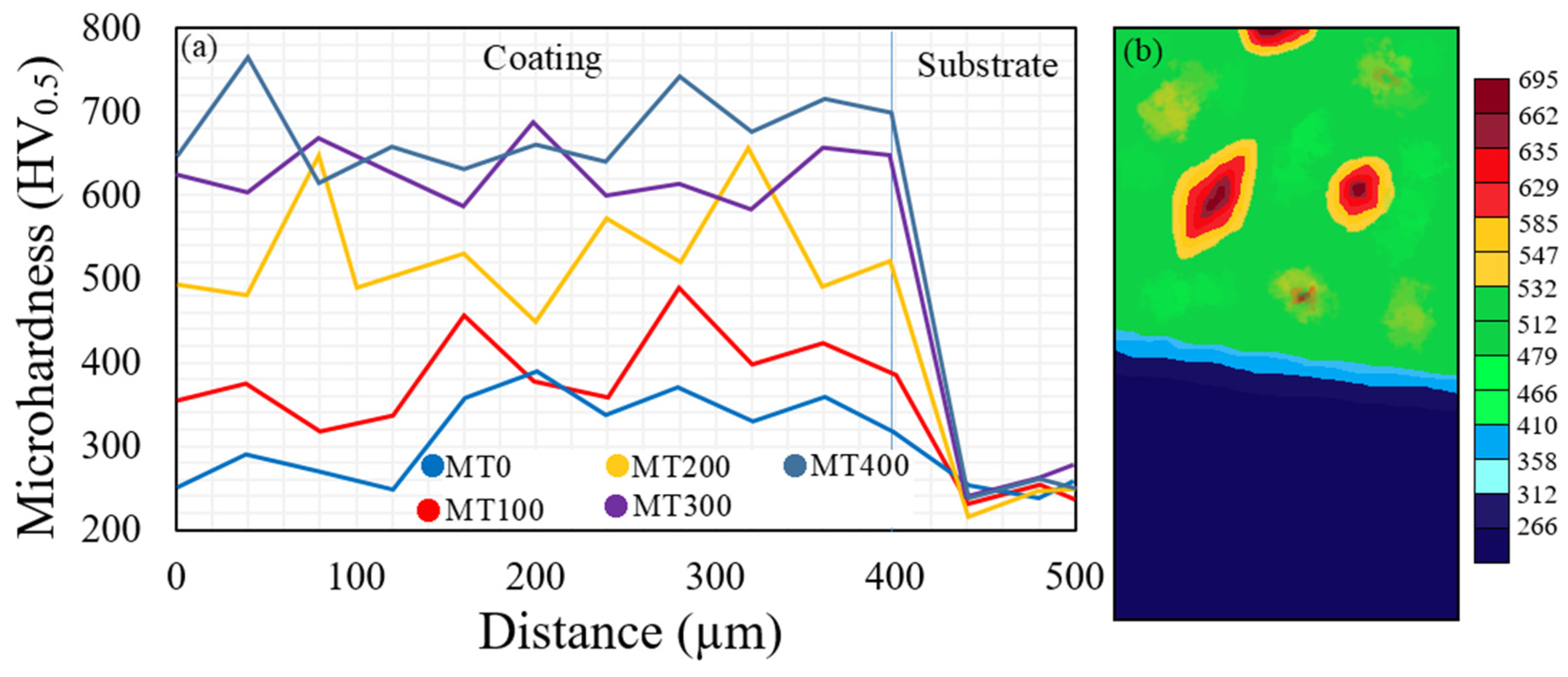
3.2. The Effect of Ultrasonic Power on Microhardness
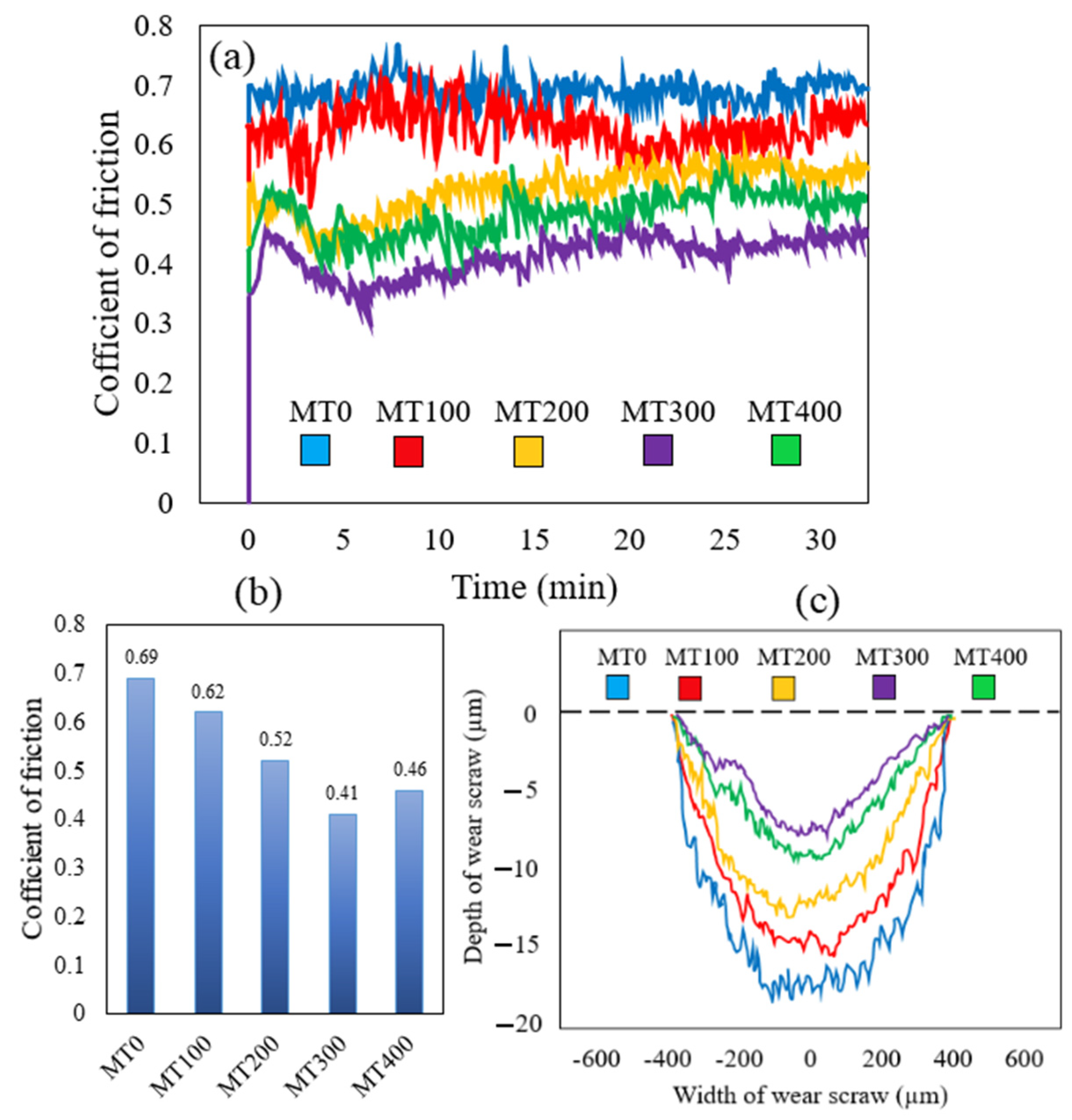
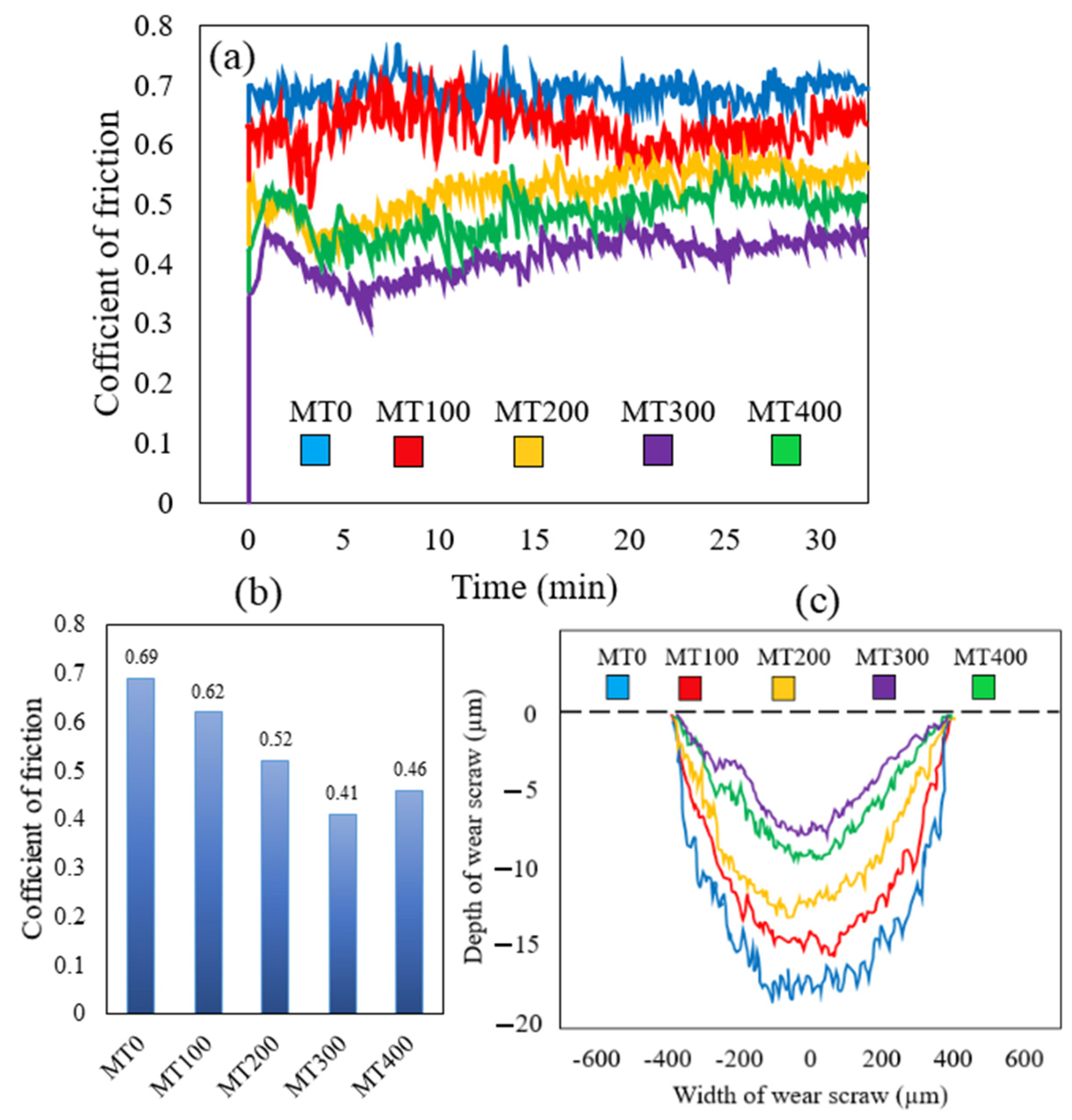
3.3. The Effect of Ultrasonic Power on Wear
4. Conclusions
- The appearance of all the resulting coatings was suitable. The highest cavity was obtained in the specimen without ultrasonic power (1.87%), and with the increase in ultrasonic power, the cavity value reached 0%;
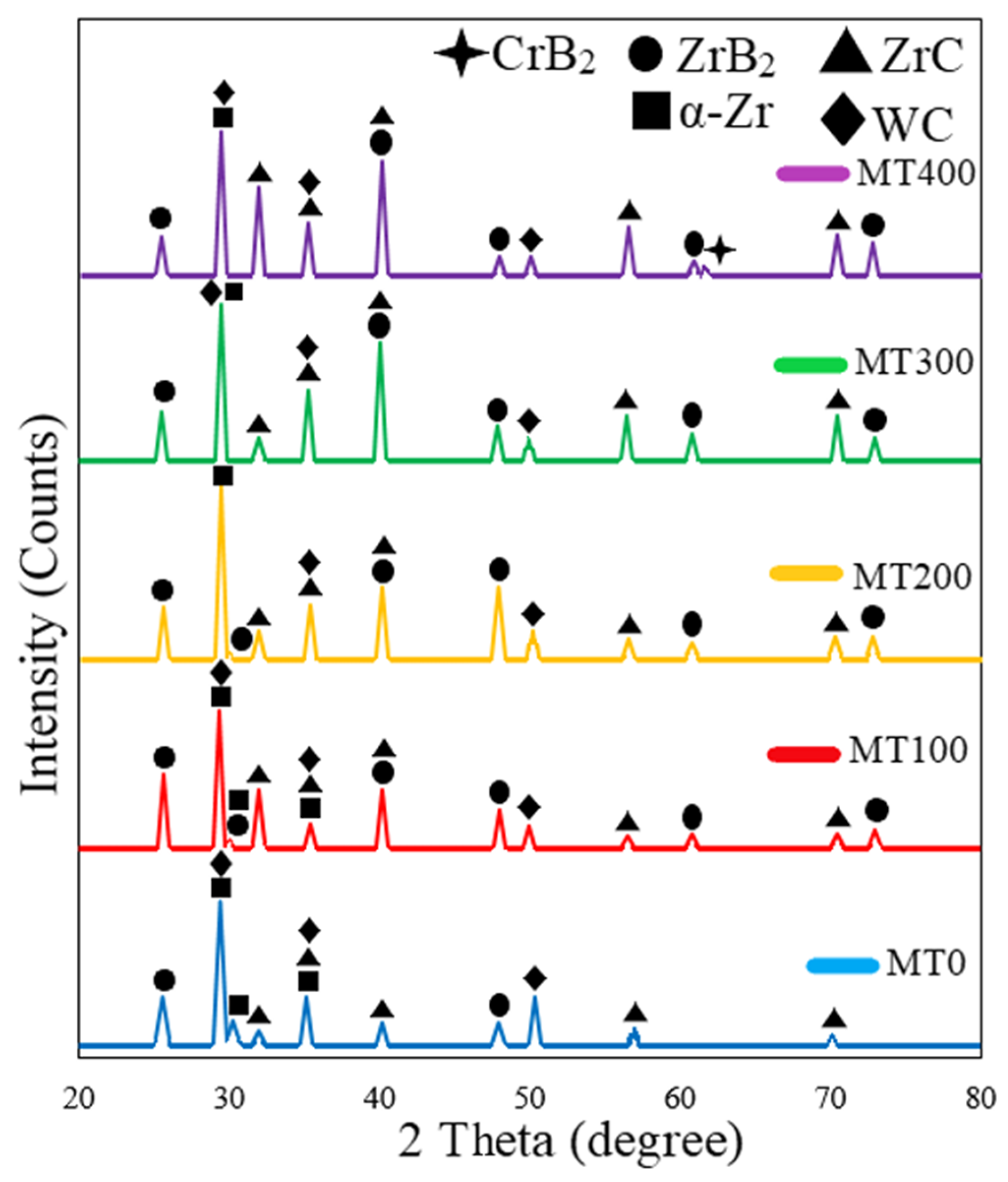
- The coating microstructure consisted of α-Zr, ZrB2, ZrC, and ZrC-ZrB2 eutectic. By increasing the ultrasonic power from 100 W to 400 W, the increase in heat input caused by the bursting of bubbles caused the decomposition of ZrB2 and WC;
- The ultrasonic mechanical vibration caused the dendrites to be crushed, and the resulting acoustic effect caused the reinforcements to be uniformly distributed in the coating. This caused a significant increase in the microhardness of the coating from 312 HV to 669 HV, respectively, for specimens without ultrasonic and ultrasonic with 400 W power. ZrC–ZrB2 eutectic and ZrC reinforcements were the most important factors for increasing hardness;
- The highest wear resistance was related to specimen MT300 with COF 0.41 and scar wear of 6.8 μm, and the lowest was related to specimen MT0 with COF 0.69 and scar wear of 18.1 μm. The uniform distribution of reinforcements, especially ZrC and ZrC–ZrB2, as well as the grain size reduction, grain aspect, and the tendency to form equiaxed grains, were the most important factors in increasing the wear resistance of the MT300 specimen;
- The results of this research showed that the application of ZrB2/ZrC-Ni60A/WC coating by laser cladding method with scanning speed of 8 mm/s, average power of 200 W, powder feeding rate of 300 mg/s along with application of ultrasonic field in a contact form and from the bottom of the sample with ultrasonic frequency 23 kHz, and average power of 33 W produces the best tribological behavior due to the refined microstructure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, Y.; Nikolaidis, T.; Jafari, S.; Pilidis, P. Gas turbine engine transient performance and heat transfer effect modelling: A comprehensive review, research challenges, and exploring the future. Appl. Therm. Eng. 2023, 236, 121523. [Google Scholar] [CrossRef]
- Taheri, M.; Jam, J.E.; Beni, M.H.; Khorram, A.; Kashani-Bozorg, S.F.; Torkamany, M.J. The effect of service temperature on the impact strength and fracture toughness of GTD-111 superalloy. Eng. Fail. Anal. 2021, 127, 105507. [Google Scholar] [CrossRef]
- Li, D.-W.; Liu, J.-X.; Sun, Y.-T.; Huang, W.-Q.; Li, N.; Yang, L.-H. Microstructure and mechanical degradation of K403 Ni-based superalloy from ultra-long-term serviced turbine blade. J. Alloys Compd. 2023, 957, 170378. [Google Scholar] [CrossRef]
- Villada, J.A.; Bayro-Lazcano, R.G.; Martinez-Franco, E.; Espinosa-Arbelaez, D.G.; Gonzalez-Hernandez, J.; Alvarado-Orozco, J.M. Relationship between γ′ phase degradation and in-Service GTD-111 first-stage blade local temperature. J. Mater. Eng. Perform. 2019, 28, 1950–1957. [Google Scholar] [CrossRef]
- Zarei, F.; Nuranian, H.; Shirvani, K. Development of FeAl Coatings by a Combined Aluminizing Process to Improve the Dry Sliding Wear Resistance of HH309 Alloy. J. Mat. Eng. Perform. 2022, 31, 7337–7352. [Google Scholar] [CrossRef]
- Maniam, K.K.; Paul, S. Progress in novel electrodeposited bond coats for thermal barrier coating systems. Materials 2021, 14, 4214. [Google Scholar] [CrossRef]
- Farias, F.W.C.; da Cruz Payão Filho, J.; da Silva Júnior, D.A.; de Moura, R.N.; Rios, M.C.G. Microstructural characterization of Ni-based superalloy 625 clad welded on a 9% Ni steel pipe by plasma powder transferred arc. Surf. Coat. Technol. 2022, 374, 1024–1037. [Google Scholar] [CrossRef]
- Liu, H.-L.; Liu, J.-X.; Bao, W.-C.; Xu, F.-F.; Zhang, G.-J. Interface characteristics in ZrB2-based ceramics containing SiC and/or ZrC particles via hot-pressing sintering. Mater. Charact. 2021, 176, 111144. [Google Scholar] [CrossRef]
- Borhani, M.R.; Rajabi, M.; Razavi, R.S.; Jamaati, R. Investigating the relationship between mechanical properties and residual stress in the laser cladding process of Inconel 625 superalloy. Heliyon 2023, 9, e19791. [Google Scholar] [CrossRef]
- Gudivada, G.; Pandey, A.K. Recent developments in nickel-based superalloys for gas turbine applications: Review. J. Alloys Compd. 2023, 963, 171128. [Google Scholar] [CrossRef]
- Szczepankowski, A.; Przysowa, R.; Perczyński, J.; Kułaszka, A. Health and Durability of Protective and Thermal Barrier Coatings Monitored in Service by Visual Inspection. Coatings 2022, 12, 624. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Cui, Y.; Hu, H.; Zhang, L.; Chen, L. High temperature wear behavior of NiCoCrAlY-Cr2O3-AgMo coating on GH4169 superalloy. Mater. Today Commun. 2023, 35, 105762. [Google Scholar] [CrossRef]
- Zhao, J.; Taheri, M.; Shirvani, K.; Alizadeh, H.; Palay, M.A. Improving the Microstructure and Wear Behavior of Gas Turbine Compressor Parts Through the Application of FeCoNiCuAl–WC High Entropy Composite Coating by Laser Cladding. Metals Mater. Int. 2023, 1–11. [Google Scholar] [CrossRef]
- Lu, P.-Z.; Jia, L.; Zhang, C.; Heng, X.; Xi, X.-C.; Duan, M.-F.; Lu, Z.-L.; Zhou, Y.-X. Optimization on laser cladding parameters for preparing Ni60 coating along with its friction and wear properties. Mater. Today Commun. 2023, 37, 107162. [Google Scholar] [CrossRef]
- Ilanlou, M.; Razavi, R.S.; Nourollahi, A.; Hosseini, S.; Haghighat, S. Prediction of the geometric characteristics of the laser cladding of Inconel 718 on the Inconel 738 substrate via genetic algorithm and linear regression. Opt. Laser Technol. 2022, 156, 108507. [Google Scholar] [CrossRef]
- Wang, K.; Liu, W.; Hong, Y.; Sohan, H.M.S.; Tong, Y.; Hu, Y.; Zhang, M.; Zhang, J.; Xiang, D.; Fu, H.; et al. An Overview of Technological Parameter Optimization in the Case of Laser Cladding. Coatings 2023, 13, 496. [Google Scholar] [CrossRef]
- Deng, P.; Yao, C.; Feng, K.; Huang, X.; Li, Z.; Li, Y.; Zhao, H. Enhanced wear resistance of laser cladded graphene nanoplatelets reinforced Inconel 625 superalloy composite coating. Surf. Coat. Technol. 2018, 335, 334–344. [Google Scholar] [CrossRef]
- Li, X.; Zhang, S.; Liu, W.; Pang, X.; Tong, Y.; Zhang, M.; Zhang, J.; Wang, K. Effect of WC Content on the Wear and Corrosion Properties of Oscillating Laser-Cladding-Produced Nickel-Based Coating. Coatings 2023, 13, 1614. [Google Scholar] [CrossRef]
- An, G.-S.; Li, W.-S.; Wang, Z.-P.; Feng, L.; Cheng, B.; Zhou, L.; Li, Z.-Y.; Zhang, Y. High-temperature oxidation and TGO growth behaviors of laser-modified YAG/YSZ double-ceramic-layer TBC. Trans. Nonferrous Met. Soc. China 2023, 33, 1178–1192. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, C.; Zhang, J.; Zhang, Y.; Wu, W.; Li, G.; Lu, X. Temperature field simulation of Ni60A coating with different copper content on blast furnace tuyere. Mater. Today Commun. 2022, 32, 104093. [Google Scholar] [CrossRef]
- Huang, K.; Xia, Y.; Wang, A. High Temperature Oxidation and Oxyacetylene Ablation Properties of ZrB2-ZrC-SiC Ultra-High Temperature Composite Ceramic Coatings Deposited on C/C Composites by Laser Cladding. Coatings 2023, 13, 173. [Google Scholar] [CrossRef]
- Shirani, M.; Rahimipour, M.; Zakeri, M.; Safi, S.; Ebadzadeh, T. ZrB2-SiC-WC coating with SiC diffusion bond coat on graphite by spark plasma sintering process. Ceram. Int. 2017, 43, 14517–14520. [Google Scholar] [CrossRef]
- Khalaj, G.; Soleymani, F.; Sharifi, F.; Najafi, A. Evaluation of APC impact on controlling precursors properties in the sol for synthesizing meso porous ZrC nanopowder through sol-gel process. J. Mater. Res. Technol. 2023, 26, 6182–6192. [Google Scholar] [CrossRef]
- Cao, Y.; Farouk, N.; Taheri, M.; Yumashev, A.V.; Bozorg, S.F.K.; Ojo, O.O. Evolution of solidification and microstructure in laser-clad IN625 superalloy powder on GTD-111 superalloy. Surf. Coat. Technol. 2021, 412, 127010. [Google Scholar] [CrossRef]
- Huang, X.; Chen, Y.; Jiang, J.; Lian, G.; Chen, C. The Influences of Ultrasonic Vibrations on Laser Cladding Ni60/WC-TiO2+ La2O3 Composite Coating. Materials 2023, 16, 6356. [Google Scholar] [CrossRef] [PubMed]
- Zhao, S.; Taheri, M.; Shirvani, K.; Naserlouei, M.; Beirami, K.; Paidar, M.; Sai, W. Microstructure of NbMoTaTiNi Refractory High-Entropy Alloy Coating Fabricated by Ultrasonic Field-Assisted Laser Cladding Process. Coatings 2023, 13, 995. [Google Scholar] [CrossRef]
- Lindner, T.; Günen, A.; Töberling, G.; Vogt, S.; Karakas, M.S.; Löbel, M.; Lampke, T. Boriding of Laser-Clad Inconel 718 Coatings for Enhanced Wear Resistance. Appl. Sci. 2021, 11, 11935. [Google Scholar] [CrossRef]
- Jelvani, S.; Razavi, R.S.; Barekat, M.; Dehnavi, M.R.; Erfanmanesh, M. Evaluation of solidification and microstructure in laser cladding Inconel 718 superalloy. Opt. Laser Technol. 2019, 120, 105761. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.; Jiang, F.; Zhang, J.; An, X. Microstructure and mechanical properties of ultrasonic assisted laser cladding Al2O3–ZrO2 ceramic coating. Mater. Res. Express 2019, 6, 106563. [Google Scholar] [CrossRef]
- Kołodziejczak, P.; Golański, D.; Chmielewski, T.; Chmielewski, M. Microstructure of Rhenium Doped Ni-Cr Deposits Produced by Laser Cladding. Materials 2021, 14, 2745. [Google Scholar] [CrossRef]
- Zhang, B.; Shirvani, K.; Taheri, M.; Beirami, K.; Wang, Y. Effect of TiC and Magnetic Field on Microstructure and Mechanical Properties of IN738 Superalloy Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2023; in press. [Google Scholar] [CrossRef]
- Lashkari, A.H.; Moghaddam, A.O.; Naseri, M.; Shokuhfar, A. Synthesis and characterization of high entropy carbide-MAX two-phase composites. J. Mater. Res. Technol. 2023, 24, 5024–5031. [Google Scholar] [CrossRef]
- Chang, L.; Yanpeng, Y.; Zhaotai, L.; Xin, H.; Tenghui, J. Differential analysis of the influence mechanism of ultrasonic vibrations on laser cladding. CIRP J. Manuf. Sci. Technol. 2022, 38, 16–37. [Google Scholar] [CrossRef]
- Xiao, M.; Jiang, F.; Guo, C.; Song, H.; Dong, T. Investigation on microstructure and mechanical properties of Fe-based amorphous coatings prepared via laser cladding assisted with ultrasonic vibration. Opt. Laser Technol. 2023, 162, 109294. [Google Scholar] [CrossRef]
- Wu, H.; Wang, L.; Zhang, S.; Wu, C.; Zhang, C.; Sun, X.; Chen, J. Tribological properties and sulfuric acid corrosion resistance of laser clad CoCrFeNi high entropy alloy coatings with different types of TiC reinforcement. Tribol. Int. 2023, 188, 108870. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, J.; Zhang, T.; Meng, X.; Li, P.; Huang, S.; Zhu, H. Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles. Coatings 2023, 13, 151. [Google Scholar] [CrossRef]
- Zhou, X.; Gao, Y.; Wang, Y.; Xiao, P.; Huang, X. Effects of ZrC particles, load and sliding speed on the wear behavior of the ZrC/2024Al composites. Wear 2022, 506, 204465. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Ti | Al | Ta | W | Mo | Nb | B | Zr | C | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 14 | 9.6 | 4.9 | 3.1 | 2.8 | 3.8 | 1.5 | 0.07 | 0.014 | 0.03 | 0.1 | Bal |
| Specimen | Laser Average Power (W) | Laser Scan Speed (mm/s) | Powder Feeding Rate (mg/s) | Ultrasonic Frequency (kHz) | Ultrasonic Power (W) |
|---|---|---|---|---|---|
| MT0 | 200 | 8 | 300 | 23 | - |
| MT100 | 200 | 8 | 300 | 23 | 100 |
| MT200 | 200 | 8 | 300 | 23 | 200 |
| MT300 | 200 | 8 | 300 | 23 | 300 |
| MT400 | 200 | 8 | 300 | 23 | 400 |
| Point | Zr | B | W | C | Cr | Ni | Possible Phase |
|---|---|---|---|---|---|---|---|
| A | 61.05 | - | 0.58 | 32.95 | 0.22 | 2.45 | ZrC |
| B | 98.41 | - | 0.48 | - | 0.29 | 0.82 | α-Zr |
| C | 96.52 | - | 0.05 | - | 1.07 | 2.36 | α-Zr |
| D | 5.85 | 1.58 | - | 0.57 | 7.96 | 84.05 | α-Ni |
| E | 37.41 | 35.82 | - | 21.65 | 3.58 | 1.54 | ZrB2-ZrC |
| F | 56.36 | - | 0.54 | 37.89 | 0.43 | 4.78 | ZrC |
| G | 36.17 | 38.75 | - | 19.25 | 4.22 | 1.61 | ZrB2-ZrC |
| H | - | - | 61.55 | 36.42 | 0.44 | 1.59 | WC |
| I | 22.78 | 45.25 | 3.22 | 24.68 | 2.11 | 1.96 | ZrB2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, Z.; Najafi, A.; Taheri, M.; Soleymani, F.; Didehvar, N.; Khalaj, G. The Effect of an Ultrasonic Field on the Microstructure and Tribological Behavior of ZrB2/ZrC+Ni60A/WC Composite Coating Applied by Laser Cladding. Coatings 2023, 13, 1928. https://doi.org/10.3390/coatings13111928
Wei Z, Najafi A, Taheri M, Soleymani F, Didehvar N, Khalaj G. The Effect of an Ultrasonic Field on the Microstructure and Tribological Behavior of ZrB2/ZrC+Ni60A/WC Composite Coating Applied by Laser Cladding. Coatings. 2023; 13(11):1928. https://doi.org/10.3390/coatings13111928
Chicago/Turabian StyleWei, Zhongbin, Abolhassan Najafi, Morteza Taheri, Farzad Soleymani, Neda Didehvar, and Gholamreza Khalaj. 2023. "The Effect of an Ultrasonic Field on the Microstructure and Tribological Behavior of ZrB2/ZrC+Ni60A/WC Composite Coating Applied by Laser Cladding" Coatings 13, no. 11: 1928. https://doi.org/10.3390/coatings13111928