1. Introduction
Food packaging is one of the most important processes in the food supply chain. The main function of the packaging materials is to protect and preserve the quality and safety of food products. It is also important for extending their shelf life [
1]. Currently, the food packaging sector is faced with the necessity of the proper selection of the most appropriate eco-packaging materials taking into account the recent changes in both regulations with respect to circular economy and end-user sustainability expectations. Packaging materials that are nontoxic, recyclable and biodegradable and have high barrier properties against moisture, gas, and oil are in high demand. Paper as a sustainable packaging material arouses great interest, but due to inadequate barriers against water vapor and oxygen, its application in the processed food packaging sector is very limited [
2]. EU policy requires a gradual increase in the amount of recycled materials used in packaging [
3]. It should be noted that packaging made of cellulose in the form of paper or cardboard is one of the oldest types of packaging and has been successfully recycled for a long time [
2,
3].
Unmodified paper is characterized by its fiber-based and as a result porous structure. It can easily absorb moisture due to its hygroscopic structure, providing a low barrier against water, water vapor, oxygen or grease. These characteristics disqualify it as a material for use in a wide range of applications. To overcome this limitation, paper is usually coated with other materials, including plastics or aluminum, that provide improvements in the barrier properties at the expense of its eco-friendly and biodegradable nature [
4].
One of the final processes that affects paper properties is calendering. During the calendering process, a paper sheet is pressed between two or more cylinders at a certain pressure and temperature [
5]. The main purpose of calendering is to modify the surface structure [
6]. In the case of printing on either cardboard or paper, the main calendering effect is the tightening of the holes, which reduces the surface roughness to achieve a good print quality.
In this case, various treatments are used to obtain a cellulose material with enhanced measurable barrier properties. To be applicable as food packaging, these materials are covered with one or more coatings offering separate barrier properties against gases and moisture and good sealing and mechanical properties. The barrier properties of the packaging materials define the level of resistance of the materials to various external and internal factors. In modified packaging materials, all substances that have contact with food products should be approved for contact with food [
7]. All technological processes, with precautions taken for writing paper as well as packaging paper in general, depending on the area of application, are designed to prevent the penetration of certain chemical or physical agents.
Naturally renewable biopolymers including proteins, polysaccharides, lipids or combinations of those components have already been evaluated as barrier coatings for various paper materials. In most cases, they maintain the favorable recyclable and environmentally friendly characteristics of the paper packaging materials [
8]. Biopolymers such as polysaccharides and proteins are regarded as the most promising substances due to their advantages of providing an appropriate barrier against gases and having a positive effect on mechanical properties [
9]. Cellulose nanocrystals are bio-based nanoparticles of high crystallinity obtained from a cellulosic material (e.g., wood, cotton). The amorphous part of cellulose is removed by acid hydrolysis, and pure nanocrystals are obtained after the sonication of the batch. CNCs are biodegradable materials with excellent mechanical properties. In some studies, they were evaluated as coating additives in the investigation of the surface and barrier properties of paper [
10].
Poly(vinyl alcohol) (PVOH) is a synthetic water-soluble polymer. It is mainly known for its high barrier capacity against oxygen, good thermal resistance, great adhesive properties and biocompatibility. Other characteristics it displays are good water solubility and biodegradability, excellent film-forming capacity and transparency [
11]. Polyvinyl alcohol coatings have been implemented in a variety of applications. It is an ideal coating material to use in applications such as paper-based packaging and barrier materials due to its high content of hydroxyl groups. Additionally, the flexibility, high mechanical strength and long-term thermal stability of PVOH are the most important beneficial properties for the aforementioned applications [
12].
The goal of this work was to improve the barrier properties of selected types of paper against water, grease and oil or gases (water vapor and oxygen) by covering them with biodegradable commercial coating carriers based on CNCs and PVOH.
3. Results
The results of this study demonstrated that C03 and J12 coating carriers were characterized by a high viscosity (
Table 1). Unfortunately, it is impossible to cover paper with too-viscous carriers (Ford cup 4.0 > 60 s) using flexographic coating techniques. In order to decrease the viscosity of both the C03 and J12 aqueous dispersions, the analyzed dispersions were diluted with distilled water at a ratio of 4:1. As was shown in
Table 1, a viscosity lower than 30 s was observed for diluted J12 carrier, while no significant decrease in viscosity was noticed for C03 diluted carrier. Therefore, in the case of C03, a 1:1 dilution was applied. Unfortunately, the high dilution of C03 did not decrease its viscosity but resulted in an undesirable decrease in the dry mass of the aqueous coating dispersion.
Three types of unmodified paper were characterized as control samples in relation to the modified papers (
Table 2). It was important to analyze the paper before covering it. The results of this study demonstrated that the grease barrier of the uncoated paper was very low (
Table 2). The highest water absorption was noticed for the uncovered Gerstar, while the lowest water absorption was observed for the Kraft paper (grammage 40 g/m
2) samples. In summary, none of the analyzed papers had a barrier against both grease/oil and water.
It was assumed in this study that an expected, upper mass limit/grammage of the surface modification/coating should be lower than 5% wt. of the mass/grammage of the paper (before covering). Based on this assumption, the possible coating grammage for the three types of paper should be ≤2.0 g/m2 for Kraft 40 g/m2, ≤3.5 g/m2 for Gerstar 70 g/m2, and ≤5.0 g/m2 for Kraft 100 g/m2.
The results of the experiments that were performed using the UNICOATER 409 demonstrated that the grammage values of the J12 and C03 layers applied on the surface of the Kraft 40 g/m
2 paper were 4.2 g/m
2 (J12) and 8.7 g/m
2 (C03) (
Table 3). This means that the coatings’ grammages/weights exceeded 5% of the paper grammage even when the smallest application bar thickness (4 µm) was used. Similar results were noticed for the Gerstar 70 g/m
2 paper that was covered with the C03 layer (
Table 4). The obtained findings resulted in the rejection of the covered Kraft 40 g/m
2 paper and Gerstar 70 g/m
2 paper coated with the C03 layer for further analysis (
Table 3 and
Table 4). The results of the experiments led to the observation that none of the obtained J12 coatings applied on the surface of the Gerstar 70 g/m
2 paper was higher than 3.5 g/m
2. This means that none of them exceeded 5% of the paper grammage. Additionally, it was observed that covering the Gerstar 70 g/m
2 paper with J12 coatings improved its barrier properties. In the analysis of the grease and oil barrier changes, it was noticed that these barriers increased from 1 to 5 or from 1 to 12 when compared to uncoated Gerstar 70 g/m
2 paper. As was emphasized in
Table 3, the use of a 4 µm thickness bar allowed a J12 layer of 1.2 g/m
2 grammage to be obtained. The thinnest coating improved the grease and oil barrier properties, but a higher improvement was observed for the layers with higher grammages. Comparing the J12 layers that were obtained using 6 µm, 12 µm and 24 µm thickness bars, it was demonstrated that the grease and oil barrier increased from 1 to 12, confirming that the grammage of the coating (in the range of 1.9–3.5 g/m
2) had no influence on the barrier improvement. Comparing the water barrier properties of J12 coatings, it was observed that the increase in the water barrier was the highest for the coating with the grammage of 3.5 g/m
2. The lowest improvement was observed for the layer with the grammage of 1.2 g/m
2. The findings proved that the grammage of the J12 coating on the surface of Gerstar 70 g/m
2 paper had an influence on its water barrier properties. It is worth mentioning that the grease and oil barrier properties and water barrier properties observed for the J12 coating with the grammage of 1.9 g/m
2 and the J12 coating with the grammage of 3.3 g/m
2 were the same. This means that from the economical point of view, it would be better to use a 6 µm thickness bar than a 12 µm thickness bar to cover Gerstar 70 g/m
2 paper with the J12 coating.
The results of the work indicated that in the case of Kraft 100 g/m
2 paper, covering the paper with the J12 and C03 coatings using 4 µm and 6 µm thickness bars decreased the water barrier properties of the paper and increased the grease and oil barrier properties but not significantly (
Table 3 and
Table 4). Similar results were noticed for the C03 layer that was applied on the surface of the Kraft 100 g/m
2 paper using a 12 µm thickness bar. As shown in
Table 3, the grease and oil barrier increased from 1 to 5 and 6 when 12 µm and 24 µm thickness bars were used to coat the analyzed paper with the J12 layers, meaning that the coatings improved the barrier properties of the paper. Moreover, these coatings caused a decrease in water absorption (
Table 3) from 32.4 g/m
2 to 4 g/m
2, meaning that the improvement of the water barrier properties observed for these two coatings was significant. However, it has to be underlined that both of the J12 coatings (with grammages of 5.5 g/m
2 and 6.1 g/m
2) exceeded 5% of the paper grammage.
Surface modification using flexographic printing is an effective and economically feasible technique only when the applied coatings have low viscosities (Ford cup < 30 s) and optimum high dry mass contents (>40% d.m.). The results of this study confirmed that the viscosity of the C03 coating carrier was higher than 60 s when measured using a Ford cup. It was described above that the dilution of the carrier did not decrease its viscosity but resulted in an undesirable decrease in the dry mass of the aqueous coating dispersion. This is why the C03 coating carrier was rejected and omitted from the further tests using K-lox.
Table 5 summarizes the results observed for the J12 coatings applied on the surfaces of three analyzed papers. The results of the work indicated that the grammages of the Gerstar 70 1 g/m
2 paper and of the Kraft 100 1 g/m
2 paper were not changed when an anilox 4.3 cm
3/m
2 coater was used to cover the paper samples. As shown in
Table 5, the J12 coating grammages applied on the surfaces of all papers for a theoretical applicator volume of 39.1 cm
3/m
2 were noticed to be lower than 1 g/m
2. It is worth mentioning that the grammages of the coatings obtained using the flexographic technique were lower than the grammages of J12 layers obtained using the UNICOATER 409.
In an analysis of the water absorption of the J12 layers obtained using the flexographic method, it was determined that coatings applied on the surface of the Kraft 40 g/m
2 paper and on the surface of the Gerstar 70 g/m
2 paper improved the water barrier properties of the paper samples. However, this coating increased the water absorption of the Kraft 100 g/m
2 paper. Even though the grammage of the J12 coatings on the surface of the Kraft 40 g/m
2 paper and on the surface of the Gerstar 70 g/m
2 paper was low (
Table 5), these coatings significantly improved the grease and oil barrier properties of these papers. It was shown that the grease and oil barrier increased from 1 to 6 for the Kraft 40 g/m
2 samples, while a higher increase (from 1 to 12) in grease and oil barrier properties was noticed for the Gerstar 70 g/m
2 paper. In summary, the highest barrier property improvements were observed for the Gerstar 70 g/m
2 paper covered with J12 coating. Comparing the J12 coatings applied on the surface of Gerstar 70 g/m
2 paper, it should be underlined that the layers with the grammages of 1.9 g/m
2 and 3.3 g/m
2 (obtained using the UNICOATER 409) and with the grammage of 0.2 g/m
2 (obtained using the K-lox) influenced the decrease in the grease and oil permeability and the water absorption (
Table 3 and
Table 5), confirming that the coatings’ barrier property improvement did not depend on their grammages significantly.
As shown in
Table 6, the grammages of the J12 and C03 coatings applied on the surfaces of Kraft 40 g/m
2, Gerstar 70 g/m
2 and Kraft 100 g/m
2 papers using the blade technique did not exceed 5% of the papers’ grammages. In a comparison of the three covering techniques that were used in this study, it was confirmed that the lowest coating grammages (lower than 1 g/m
2) were obtained when the flexographic technique was used (
Table 4,
Table 5 and
Table 6).
The results of this study indicated that the water absorption of the Kraft 100 g/m
2 paper increased when it was covered with the C03 layer. However, the water slightly decreased after it was covered with the J12 coating. It was also observed that neither of these two coatings influenced the grease and oil barrier improvement (
Table 6). As shown in
Table 6, the grease and oil barrier of the Kraft 40 g/m
2 paper increased from 1 to 4 (J12 layer) and to 6 (C03 layer). Despite the grease and oil barrier improvement, both of these coatings were found to increase the water absorption of these paper samples. Opposite results were obtained for the Gerstar 70 g/m
2 paper covered with the J12 layer, which caused a decrease in water absorption when compared to uncovered paper. Additionally, the J12 coating applied on the surface of the Gerstar 70 g/m
2 paper was observed to improve the paper’s grease and oil barrier properties.
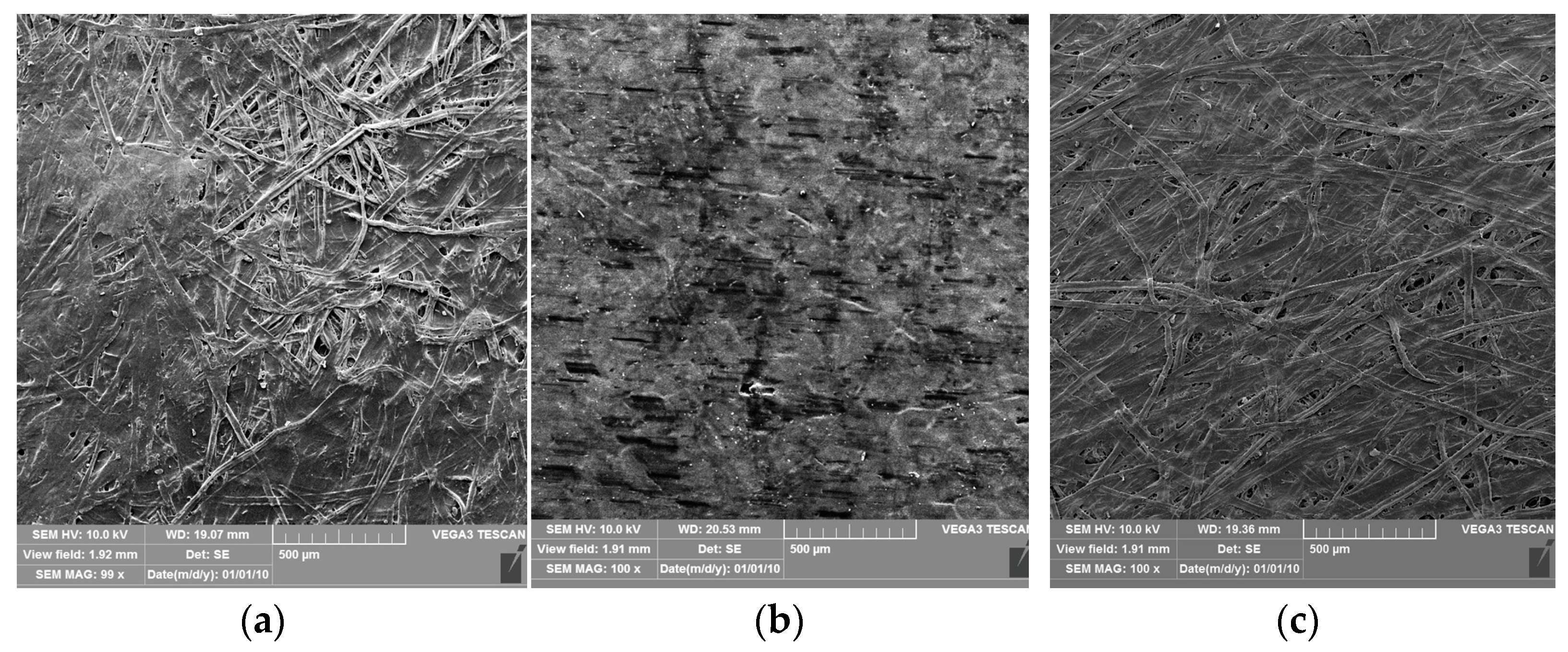
To perform SEM analysis, Kraft 40 g/m
2 paper and Gerstar 70 g/m
2 paper coated with J12 layers were selected. The Kraft 100 g/m
2 paper covered with a C03 layer was selected as well. The paper samples were coated using a Sumet blade coater. It should be underlined that the SEM analysis was carried out to demonstrate if the coatings were present on the surface of the papers. The goal was also to show if the coatings were smooth and if they covered the whole surface of the papers. The results of the work demonstrated that the whole surface of the Gerstar 70 g/m
2 paper was covered with the J12 coatings. Although the grammage of the J12 coating was low (1.4 g/m
2,
Table 6), the cellulose fibers were not visible, meaning that the coating carrier was well distributed on the surface of the paper (
Figure 1b). It is worth mentioning that covering the Gerstar 70 g/m
2 paper with the J12 coatings led to the improvement of the water, grease and oil barrier. It can be suggested that the smooth and well-distributed coating had a significant influence on the water absorption and grease and oil permeability decrease. An SEM image (
Figure 1b) shows that small breaks and scratches were visible on the coating’s surface. This may lead to the conclusion that if the breaks and scratches had not been visible on the J12 surface, the barrier property improvement would have been higher. Different results were obtained for the Kraft 40 g/m
2 paper covered with a J12 layer. SEM analysis confirmed that the whole surface of the paper was not covered with the J12 coating. Partially covered paper samples and uncoated cellulose fibers are well visible in
Figure 1a. In summary, the SEM analysis confirmed that the Kraft 40 g/m
2 paper surface was not completely covered with the J12 coating, which could have resulted in increased absorption of water by the paper (
Table 2 and
Table 6).
Similar results were observed for the Kraft 100 g/m
2 paper covered with a C03 layer. SEM analysis indicated that uncovered cellulose fibers were well visible, as shown in
Figure 1c. The high viscosity of the C03 coating carrier could lead to difficulties during surface covering which could have resulted in the increase in the absorption of water by the analyzed paper.
The barrier properties against water vapor and oxygen were analyzed only for selected samples. The results of the WVTR and OTR analysis showed (
Table 7) that the water vapor and oxygen permeability of the Kraft 40 and Kraft 100 papers covered with the J12 and C03 coatings decreased when compared to uncoated paper samples. However, it was confirmed that neither covered papers nor uncoated samples have a gas barrier against both water vapor and oxygen.
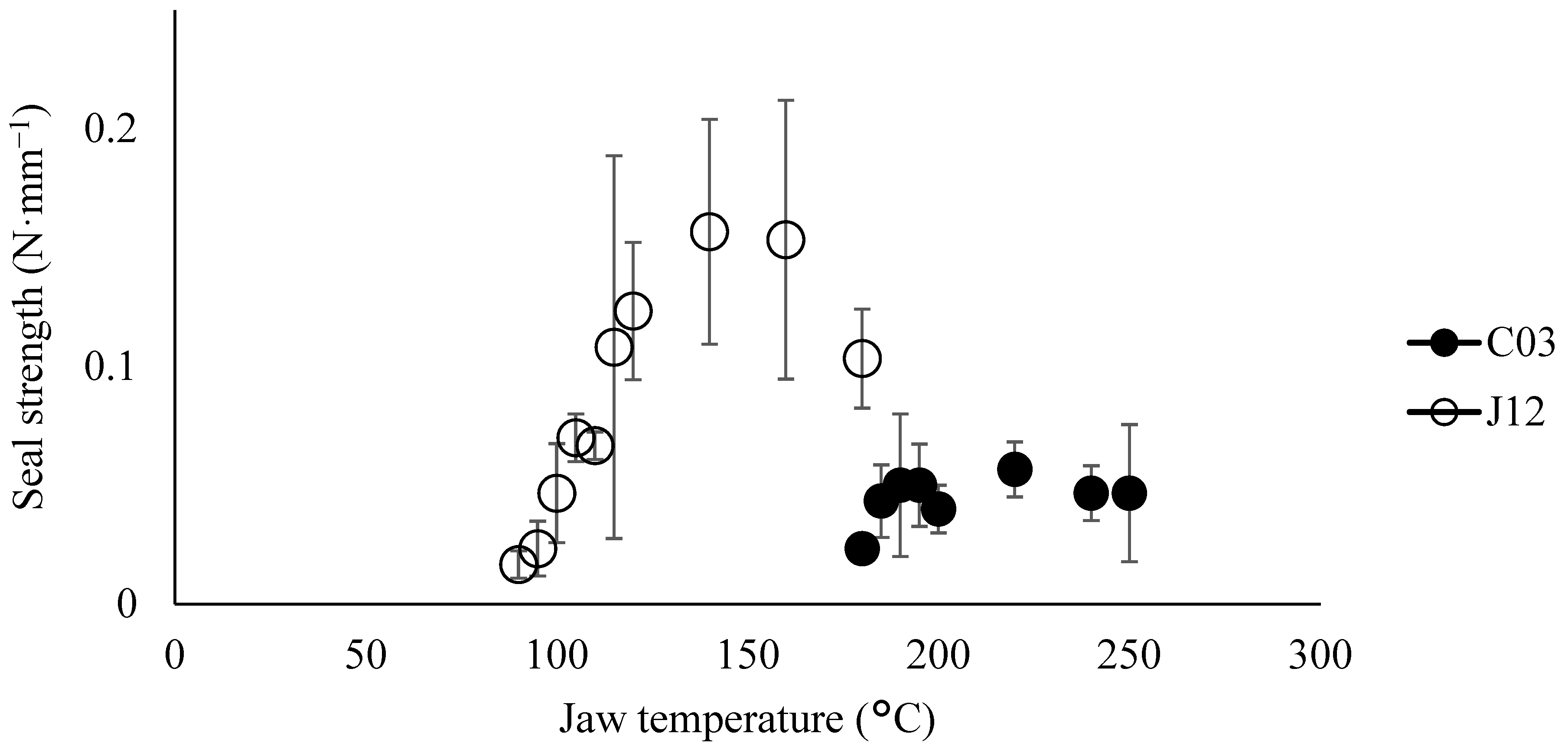
In
Figure 2, the sealing results are presented for both paper coatings. One notable observation is the shift of the sealing curve towards higher temperatures in the case of C03. Apart from the distinct coating, which likely implies differences in glass transition and melting temperatures, the choice of paper also plays a significant role. For C03, a paper with a substantially higher basis weight of 100 g/m
2 was utilized, whereas a paper with a weight of 40 g/m
2 was employed for J12. Due to the brief sealing time of 0.3 s and the insulating properties of paper, it is rational that heavier papers necessitate more energy to attain a sufficient temperature at the interface where sealing occurs. For both C03 and J12, following the initiation of sealing, there exists a temperature window within which a maximum plateau value appears to be attained. In the case of C03, this plateau appears to persist, although there is, of course, a subsequent decrease in strength after temperatures at which the coating material would be pushed away or degrade. However, this decline is not discernible in the graph due to the limitation of not further elevating the temperature, as temperatures exceeding 250 °C are not employed in industrial packaging processes. In the case of J12, a decline is already evident at 180 °C, indicating that this material is optimally sealed at a lower temperature.
Additionally, it is crucial to highlight the seal failure mechanisms as they are linked to the numerical values for strengths. The C03-coated paper exhibited a peeling mechanism at all temperatures, whereas the J12-coated paper demonstrated fiber tearing starting from temperatures of 115 °C. In prior studies, fiber tearing has been acknowledged as a favorable outcome after sealing [
19,
20]. While peeling primarily involves the failure of the coating, in the case of fiber tearing, it is the paper itself that becomes the weak factor during the peel test.
4. Discussion
Water-soluble polymer and biobased filler coatings on paper packaging materials are very promising solutions for the future improvement of food packaging. They have potential environmental advantages over conventional synthetic paper coatings. Additionally, low cost, availability and renewability expand the use of nanocellulose as a coating carrier. It is a nontoxic, biobased substance that can be chosen as a coating component among other green alternatives [
21,
22,
23,
24,
25]. Furthermore, CNCs have a high modulus of elasticity and a high tensile strength, demonstrating excellent mechanical properties [
18]. The C03 carrier used in this study is a commercial coating carrier that has good oxygen barrier properties according to its producer. The results of the experiments that were performed using the UNICOATER 409 demonstrated that the layers obtained by covering papers with C03 layers decreased the water barrier properties of the paper and increased the grease and oil barrier properties, but not significantly. In the analysis of the use of the flexographic technique, it has to be highlighted that the C03 coating carrier was rejected and omitted from the tests using the K-lox due to its high viscosity. It was observed in this study that the C03 coatings that were applied on the surfaces of Kraft 40 g/m
2, Gerstar 70 g/m
2 and Kraft 100 g/m
2 papers using the Sumet blade technique did not exceed 5% of the papers’ grammages. The results also indicated that the water absorption of the Kraft 100 g/m
2 paper increased when it was coated with the C03 layer, but the coating influenced the grease and oil barrier improvement. The results were confirmed by SEM analysis, which indicated the presence of uncovered cellulose fibers. The SEM analysis performed by Mazega et al. [
26] confirmed that not all cellulose nanofibrils (CNFs) remained on the surface of the paper as a coating. Many of them penetrated the sheet transversally, established hydrogen bonds with inner fibers and increased the amount of bound water. The high viscosity of a CNC-based coating carrier could lead to difficulties during surface coating processes which could cause an increase in the absorption of water by the paper. Additionally, the C03 coating was confirmed to improve the barrier against gases (water vapor and oxygen). However, the improvement was not significant enough. These results were in agreement with those of Mazega et al. [
26]. The results of this study indicated that the C03 coating applied on the surface of the paper had no barrier against water vapor and oxygen. Nair et al. [
27] suggested that films made purely of mechanically fibrillated CNFs may have very high air and oxygen barrier properties. However, Tayeb et al. [
28] mentioned that they can lose their barrier properties once placed in humid conditions. Herrera et al. [
4] improved the oxygen and water vapor barrier properties of coatings applied on the surface of paper with the addition of sorbitol as a plasticizer and cross-linking. It is worth mentioning that due to the properties of CNCs, it may be proposed to use them in multilayer systems or in mixed systems, e.g., with shellac, which reduces water vapor permeability [
22]. An increase in water barrier properties can also be noticed when CNCs are used together with Ag organic and beeswax particles. Coating paper with such a mixture leads to a modification of the paper surface towards an increase in its hydrophobicity [
23]. Therefore, it may be concluded and even suggested that CNC coating is still a promising material with high potential for modification of cellulosic packaging materials [
24].
Many scientific reports indicate that PVOH coatings have good properties against oxygen, water vapor, grease and oil. The commercial J12 coating used in this study is a mixture of polyvinyl alcohols. According to the producer protocol, the J12 coating carrier should provide both a close surface and an oxygen barrier on packaging materials. It can be applied by a variety of methods, including gravure roller (forward, reverse and offset, flex), return roller, air knife or Mayer bar. Polyvinyl alcohol (PVA) is a suitable coating carrier with good film-forming and biodegradable properties [
29]. Additionally, one of the most important factors affecting the barrier properties of coated paper is the coating grammage. In this study, it was assumed that from the economical point of view, the coating grammage should not exceed 5% of the paper grammage, which is also important from an environmental point of view, meaning these materials may be recyclable.
The results of this study demonstrated that that the J12 coatings applied (using the UNICOATER 409) on the surface of the Gerstar 70 g/m
2 did not exceed 5% of the paper grammage. Additionally, this coating improved the paper’s barrier properties against water, grease and oil. The coating grammage of the Gerstar 70 g/m
2 paper covered with the J12 coating using the K-lox was noticed to be lower than 1 g/m
2, which was important from the economical point of view, and it meant that the grammages of the coatings obtained using the flexographic technique were lower than the grammages of J12 layers obtained using the UNICOATER 409. Additionally, J12 coatings applied on the surface of the Kraft 40 g/m
2 paper and on the surface of the Gerstar 70 g/m
2 paper improved the water, grease and oil barrier properties of these papers. The Gerstar 70 g/m
2 paper covered with a J12 layer using a Sumet blade coater was also confirmed to exhibit decreased water absorption and decreased grease and oil permeability. It was also determined that covering the selected papers with the coatings based on PVOH influenced the WVTR and OTR of the papers. However, the barrier of the coatings against water vapor and oxygen was not high enough. Many authors confirmed that PVOH coatings may improve the barrier properties of paper; however, modification of a PVOH carrier can provide additional advantages. Christophliemk et al. [
30] confirmed that an ethylene-modified PVOH grade was found to provide lower oxygen transmission rates at high relative humidity, as compared to a standard PVOH grade. Shuman et al. [
31] have shown that calendering of a paper substrate at high roll temperatures improved the homogeneity of a PVOH coating that was applied on the paper surface. The authors suggested that the improved homogeneity was reflected in better barrier properties of the coated paper, such as lower OTR and WVTR and better grease and oil resistance.
In summary, the results of this study confirmed that the J12 coating carrier was a better carrier than the C03 coating carrier due to its lower viscosity and the possibility of the development of effective coatings (against water, grease and oil) with a low grammage. This is why it can be concluded that a PVOH coating carrier is a promising material with a high potential for modification of cellulosic packaging materials for food product application.




 ,
, 



{kind=link}
{kind=link}