
Microstructure of NbMoTaTiNi Refractory High-Entropy Alloy Coating Fabricated by Ultrasonic Field-Assisted Laser Cladding Process
 , and
, and
Abstract
:1. Introduction
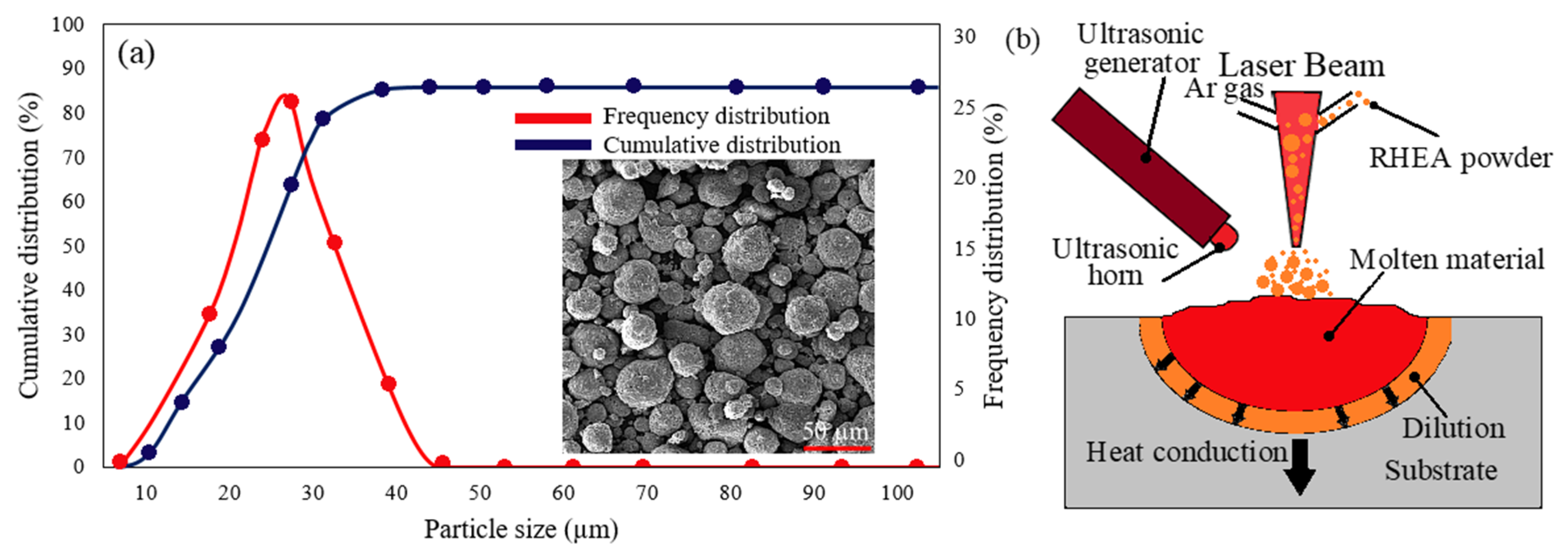
2. Materials and Methods
3. Results
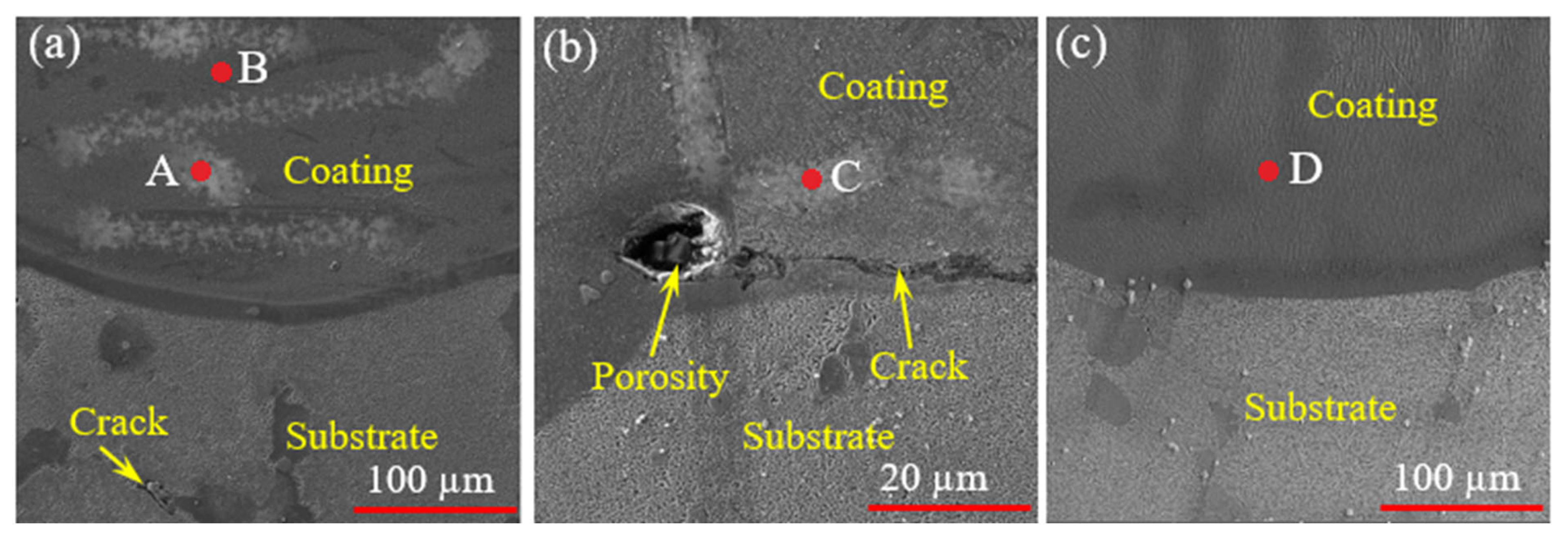
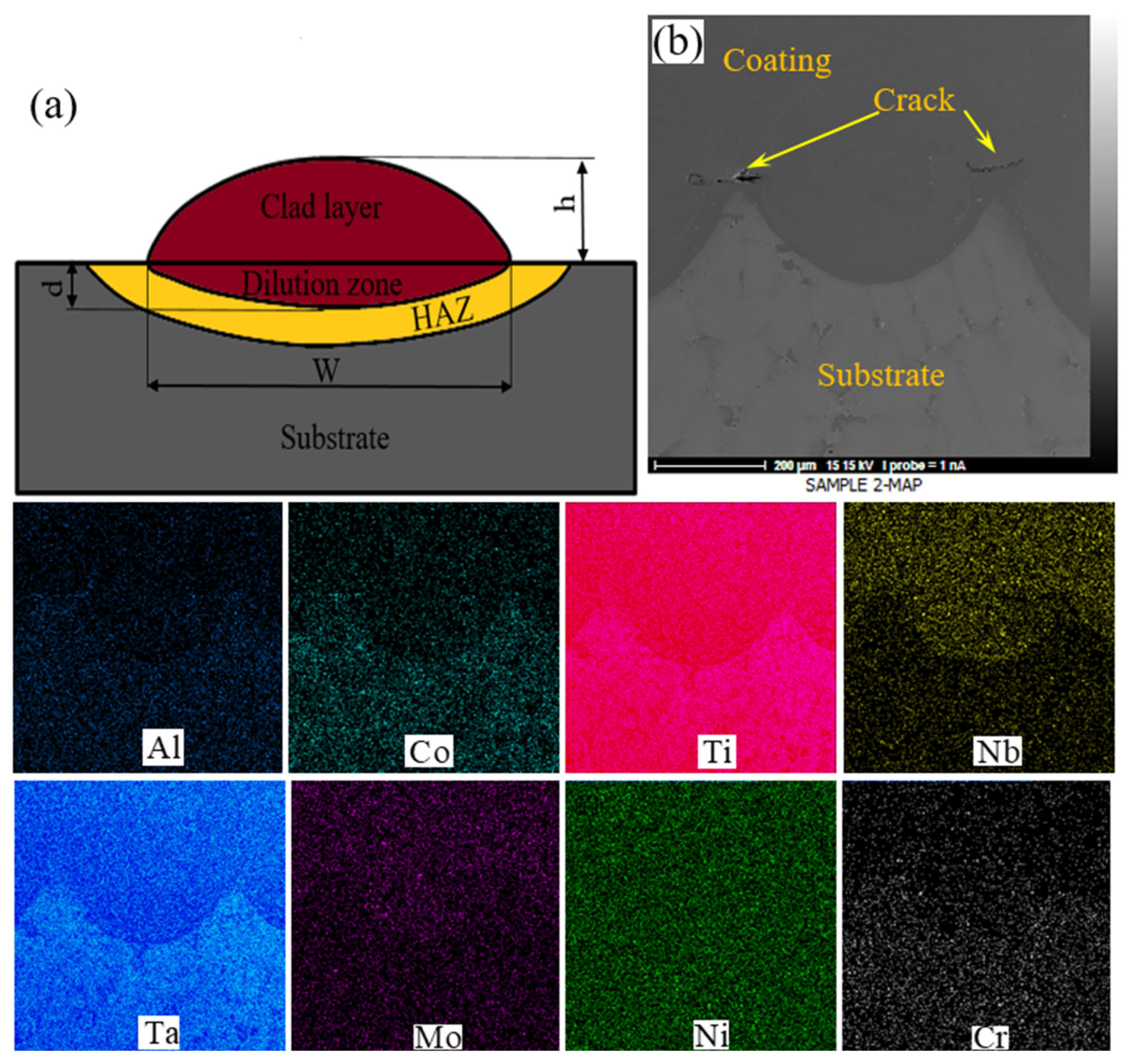
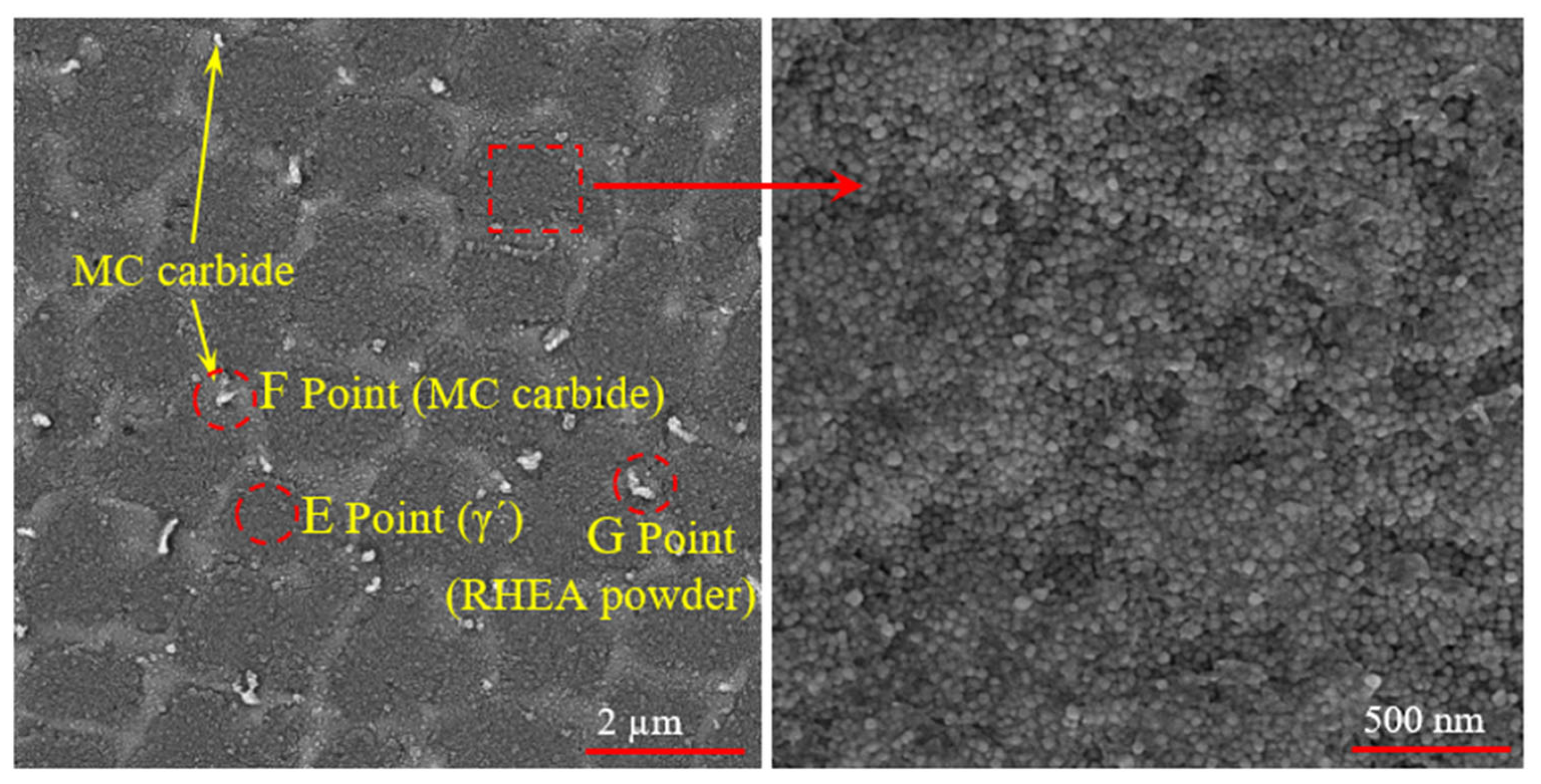
3.1. Microstructure Investigation
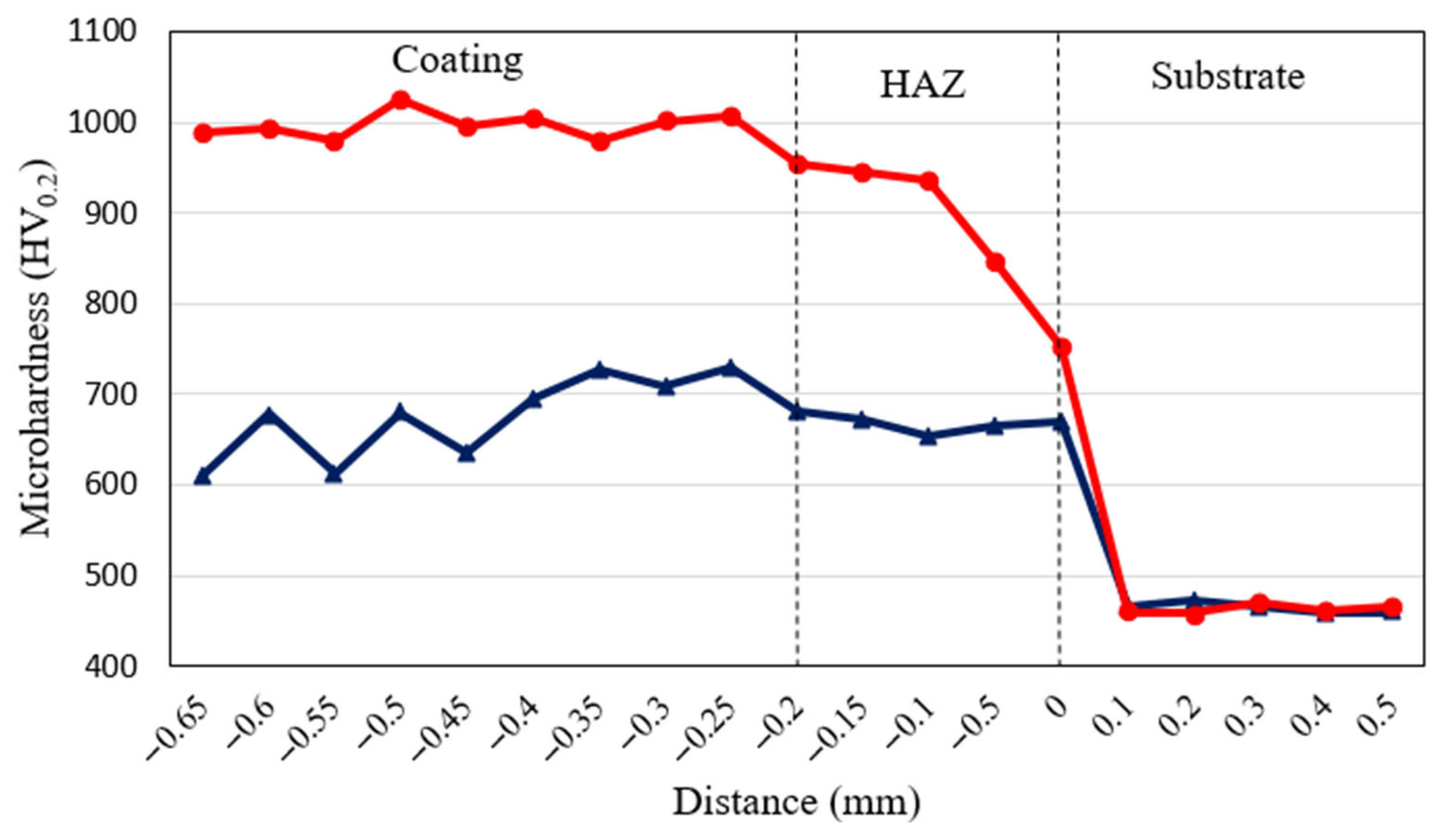
3.2. Hardness
3.3. Wear
4. Conclusions
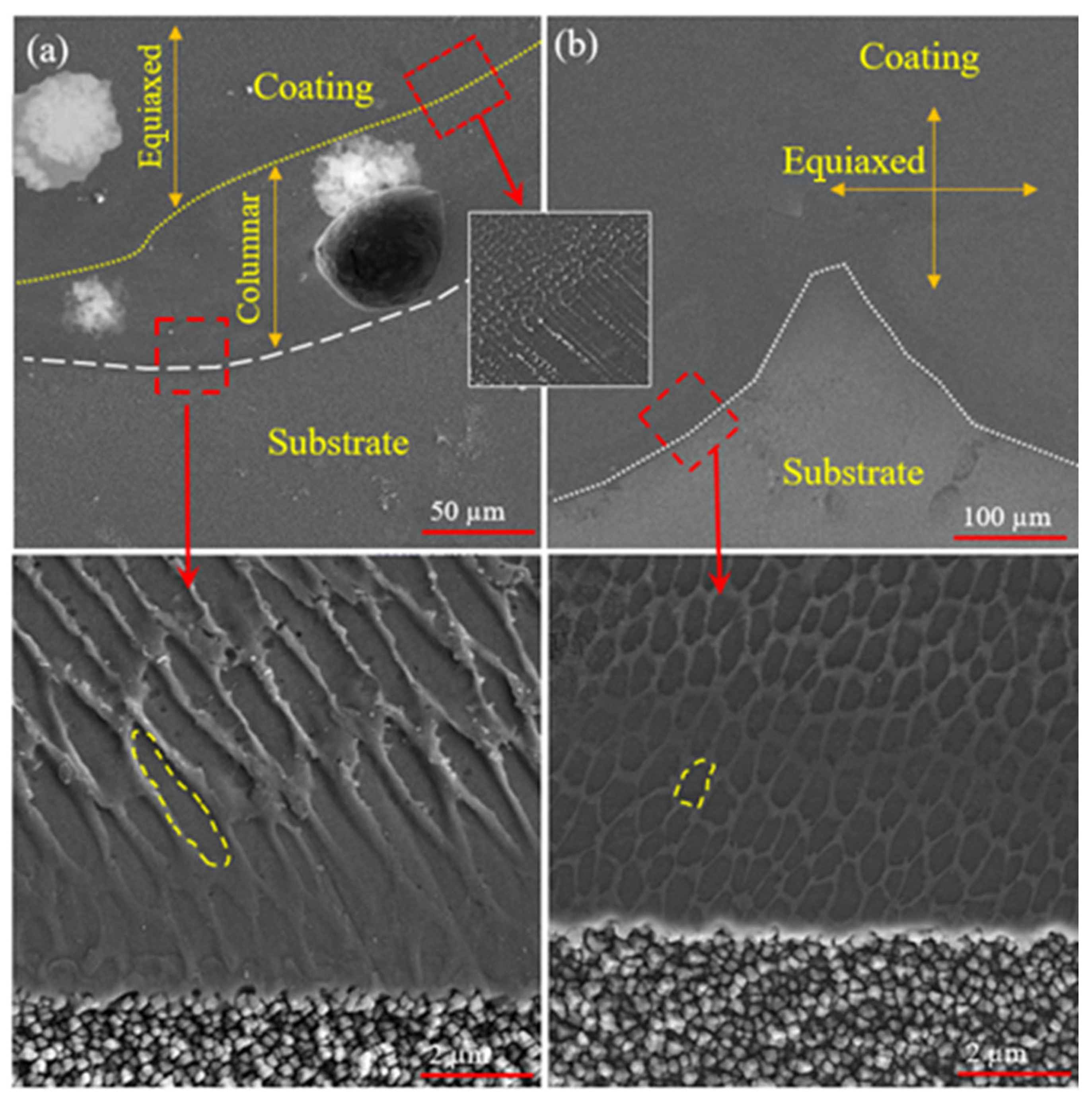
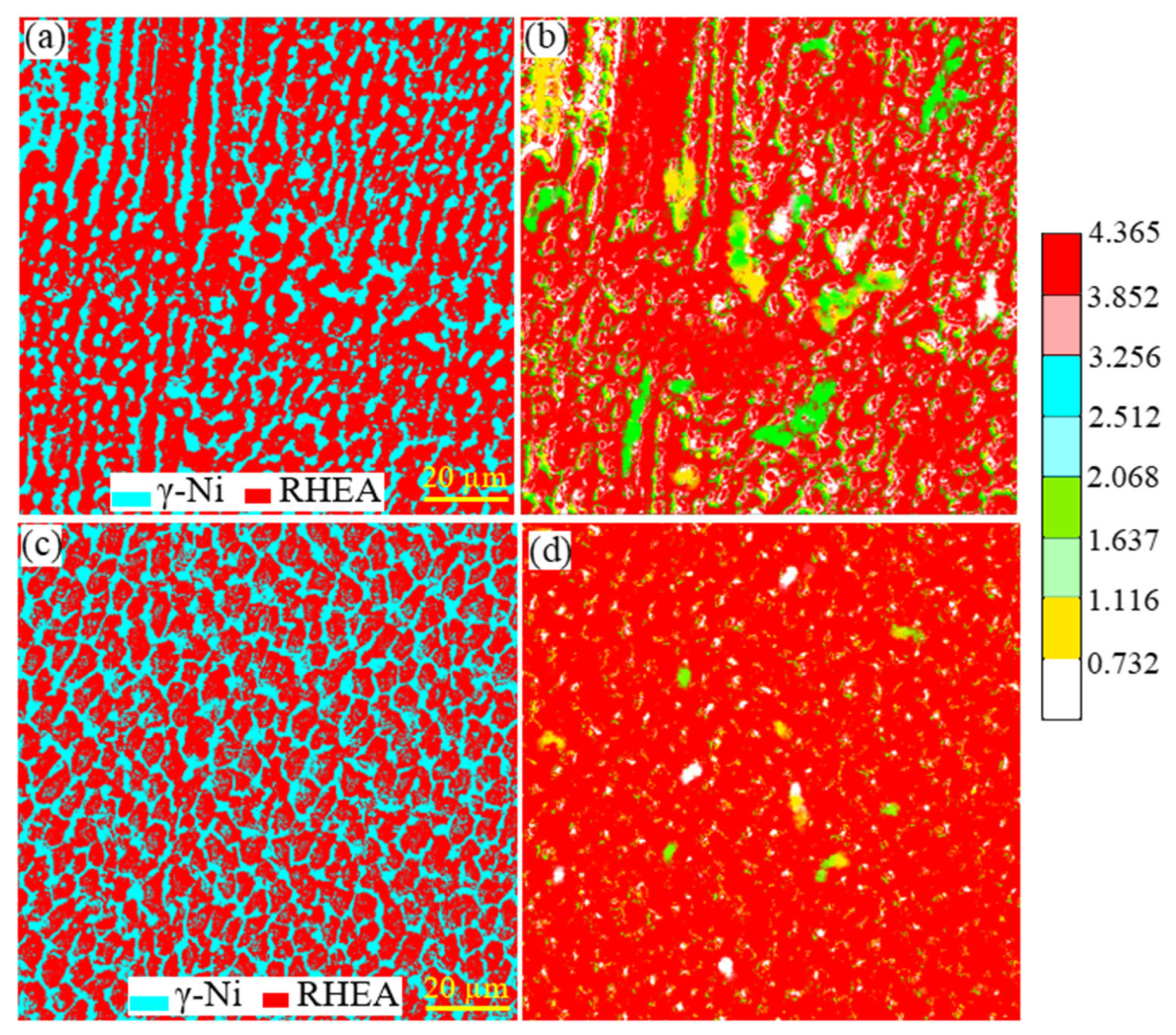
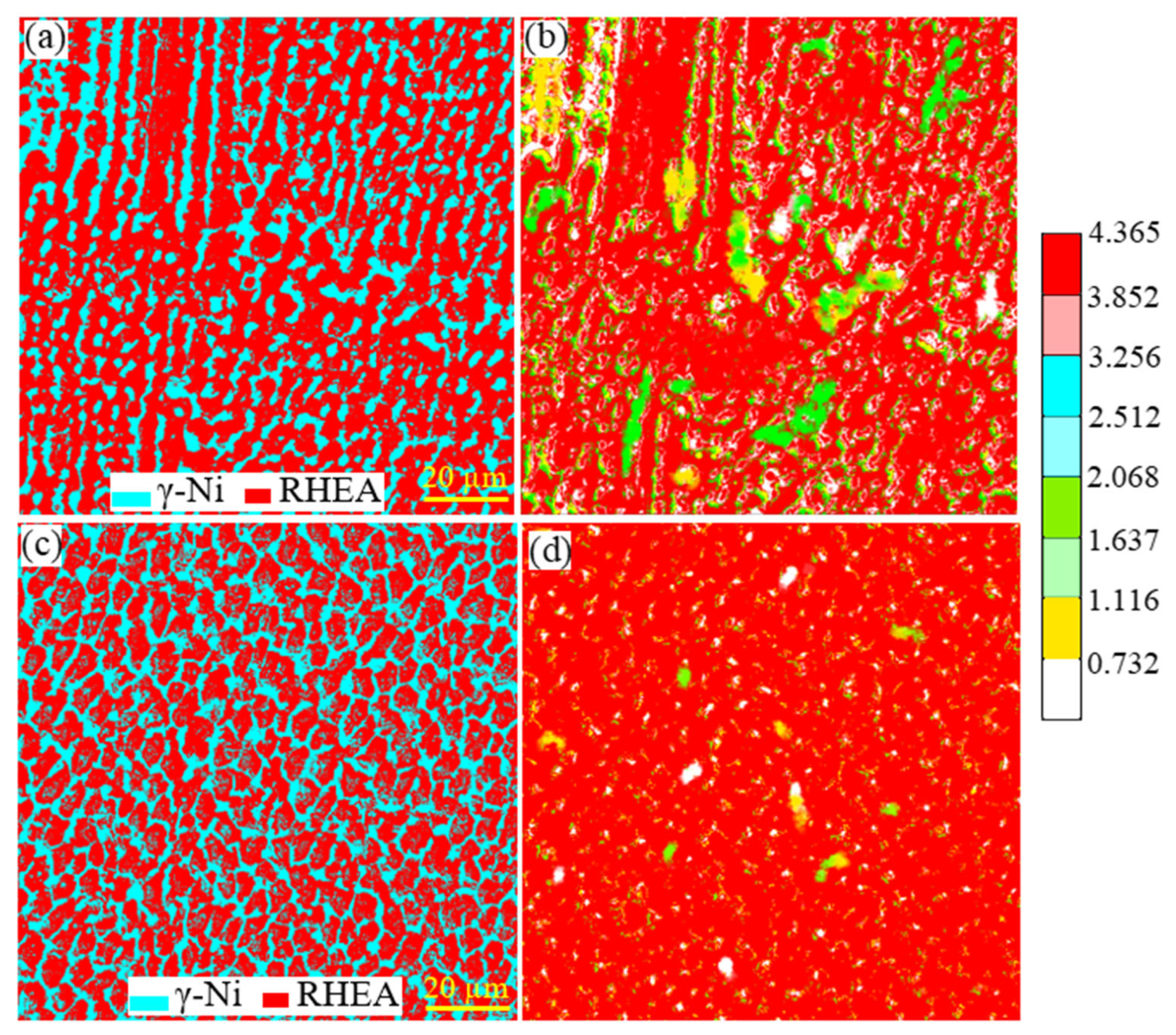
- Application of ultrasonic field during laser cladding resulted in the uniform two-phase coating. This was attributed to the cavitation effect.
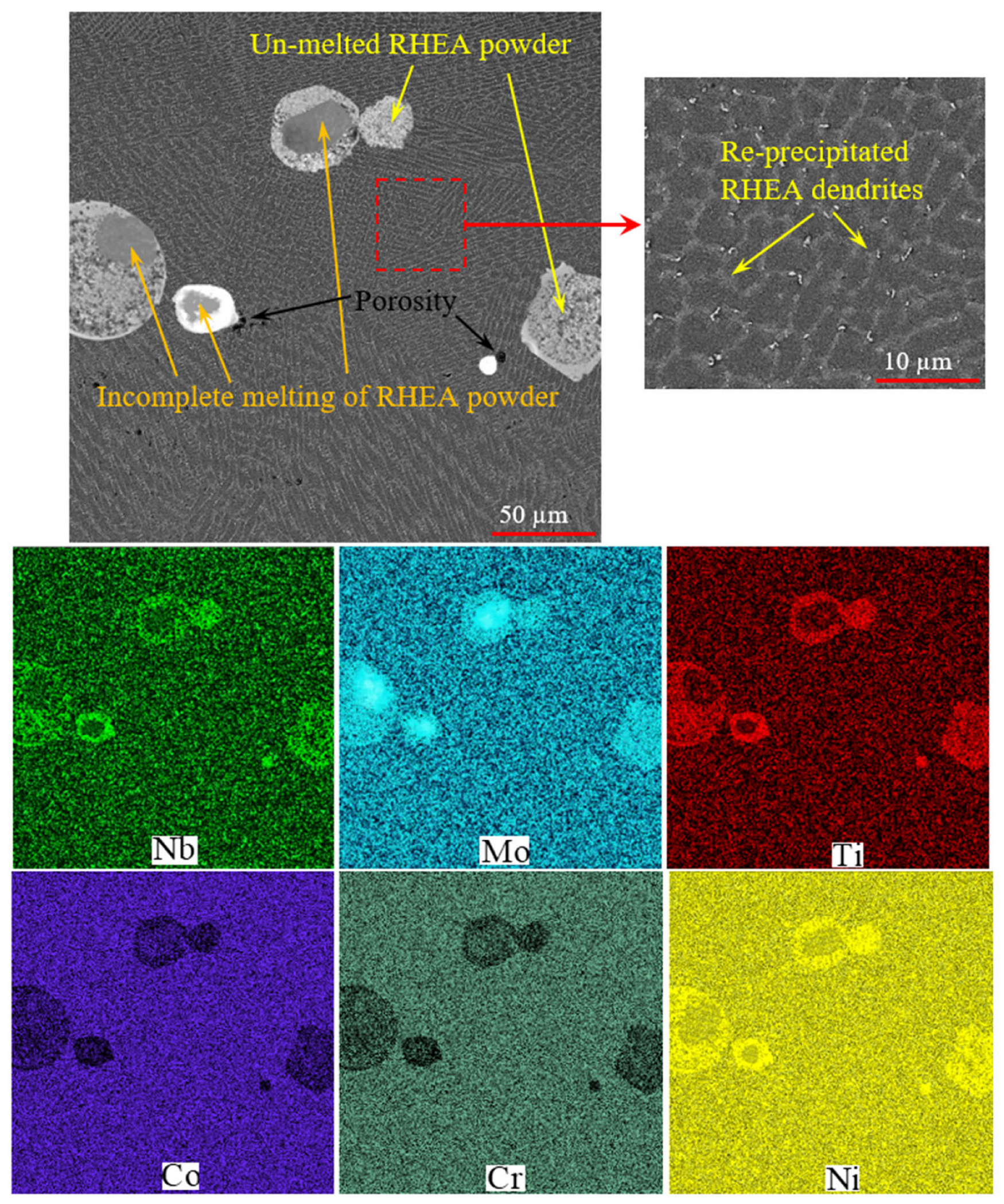
- Applying the ultrasonic field increased the temperature of the coating and led to the complete melting of the powders due to vibration. As a result, the dilution was reduced without increasing the laser power to melt the coating.
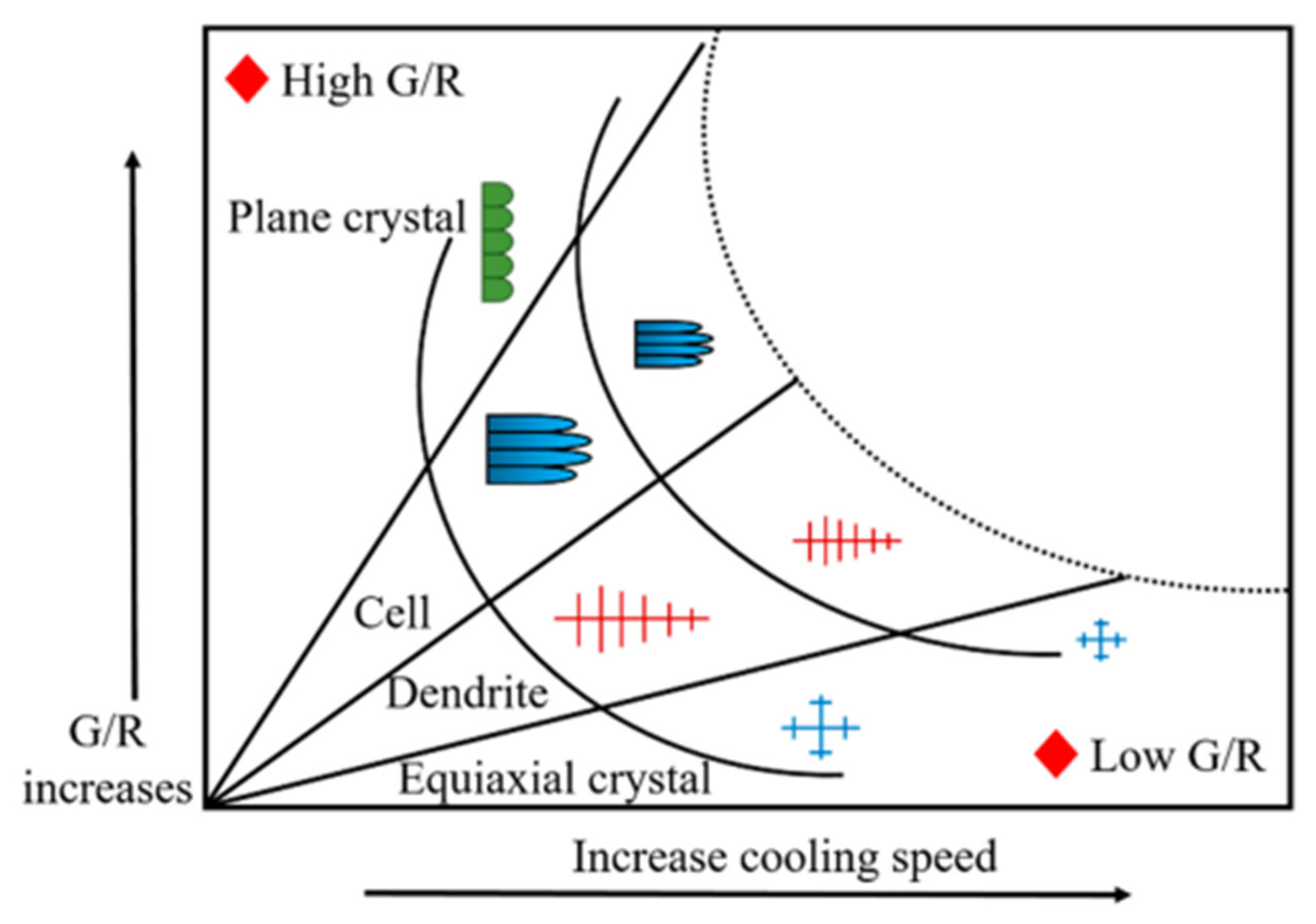
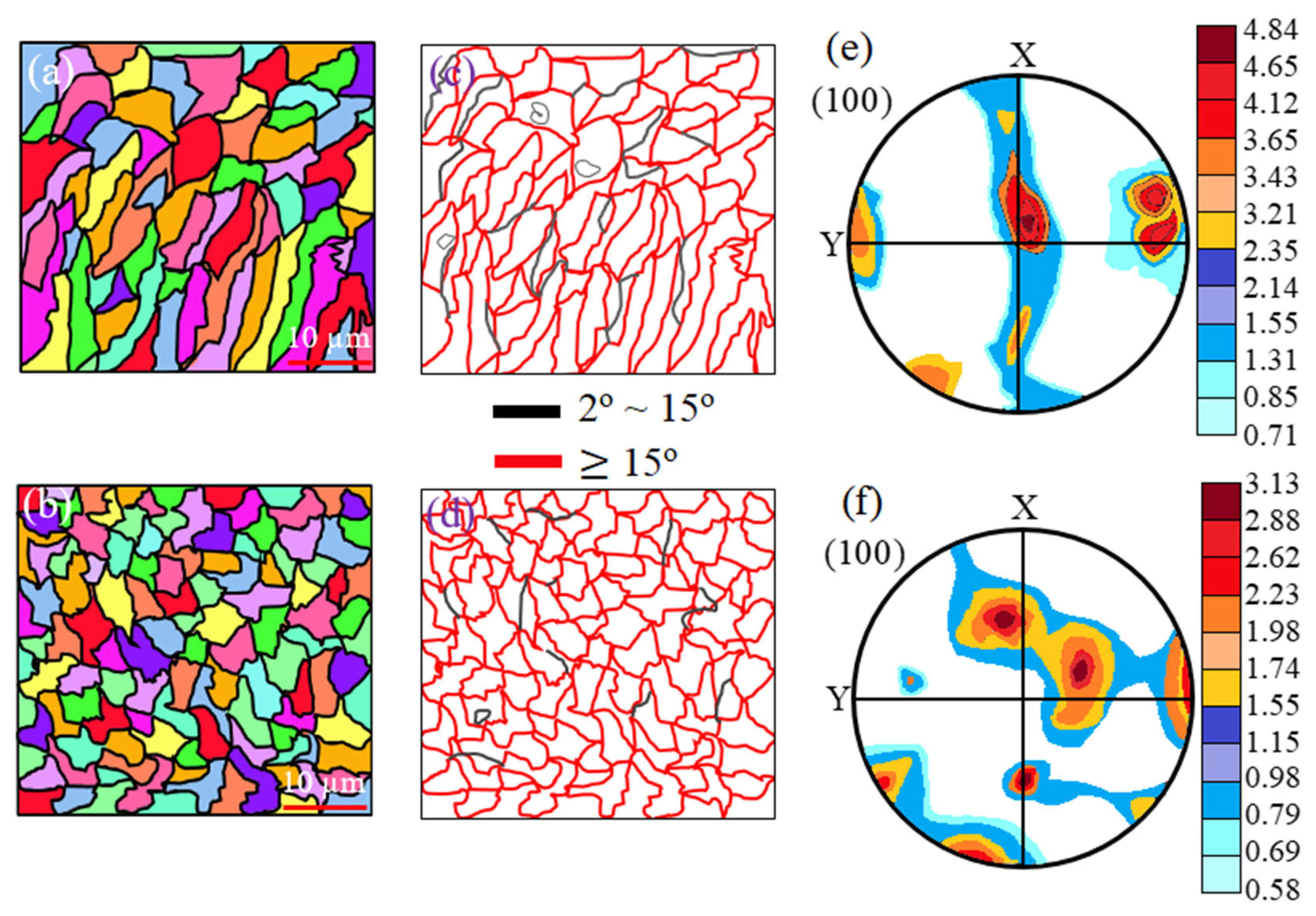
- The mechanical vibration caused by the ultrasonic field crushes the growing RHEA dendrites. Under such conditions, in addition to the formation of equiaxed grains, the creation of non-solidification nucleation centers is encouraged for the formation of more equiaxed grains. So, by applying the ultrasonic field, the grain size decreased from 2.1 to 0.77 µm, and the grain aspect decreased from 4.3 to 1.8.
- The ultrasonic field caused the formation of equiaxed grains with strong bonding and zigzag grain boundaries. This caused a decrease in the COF from 0.62 to 0.42, a reduction in the wear volume from 0.092 to 0.038×105 µm3, and a reduction in the wear rate from 0.54 × 10−6 to 0.32 × 10−6 mm3/Nm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, Z.; Taheri, M.; Li, C.; Mehrez, S. The effect of laser pressure welding parameters on GTD-111 superalloy microstructure. Mater. Lett. 2022, 316, 132020. [Google Scholar] [CrossRef]
- Barwinska, I.; Kopec, M.; Kukla, D.; Senderowski, C.; Kowalewski, Z.L. Thermal Barrier Coatings for High-Temperature Performance of Nickel-Based Superalloys: A Synthetic Review. Coatings 2023, 13, 769. [Google Scholar] [CrossRef]
- Taheri, M.; Rasoulpouraghdam, A.; Lohrasbi-Nejad, A.; Kashani-Bozorg, S.F.; Liavoli, R.P. Influence of heat treatment on creep behavior of IN625 coating on a Ni3Al-base superalloy. Mater. Res. Express 2021, 8, 056503. [Google Scholar] [CrossRef]
- Taheri, M.; Kashani-Bozorg, S.F.; Alizadeh, A.; Beni, M.H.; Jam, J.E.; Khorram, A. Analysis of liquation and solidification cracks in the electron beam welding of GTD-111 nickel-base superalloy joint. Mater. Res. Express 2021, 8, 076507. [Google Scholar] [CrossRef]
- Lont, A.; Poloczek, T.; Górka, J. The structure and properties of laser-cladded Inconel 625/TiC composite coatings. Mater. Sci. Pol. 2022, 40, 91–103. [Google Scholar] [CrossRef]
- Taheri, M.; Salemi Golezani, A.; Shirvani, K. Effect of Aluminide coating on rapture behavior of Ni-based superalloy GTD-111 in high temperature. In Advanced Materials Research; Trans Tech Publications Ltd.: Baech, Switzerland, 2012; Volume 457, pp. 330–333. [Google Scholar]
- Khorram, A.; Taheri, M. Surface modification of IN713 LC superalloy with Metco 204NS by laser surface alloying. Laser Phys. 2022, 32, 106001. [Google Scholar] [CrossRef]
- Rezayat, M.; Sani, A.A.; Noghani, M.T.; Yazdi, M.S.; Taheri, M.; Moghanian, A.; Mohammadi, M.A.; Moradi, M.; García, A.M.M.; Besharatloo, H. Effect of Lateral Laser-Cladding Process on the Corrosion Performance of Inconel 625. Metals 2023, 13, 367. [Google Scholar] [CrossRef]
- Senkov, O.N.; Miracle, D.B.; Chaput, K.J.; Couzinie, J.P. Development and exploration of refractory high entropy alloys—A review. J. Mater. Res. 2018, 33, 3092–3128. [Google Scholar] [CrossRef]
- Zhuang, D.D.; Du, B.; Zhang, S.H.; Tao, W.W.; Wang, Q.; Shen, H.B. Effect and action mechanism of ultrasonic assistance on microstructure and mechanical performance of laser cladding 316L stainless steel coating. Surf. Coat. Technol. 2022, 433, 128122. [Google Scholar] [CrossRef]
- Wen, X.; Cui, X.; Jin, G.; Zhang, X.; Zhang, Y.; Zhang, D.; Fang, Y. Design and characterization of FeCrCoAlMn0. 5Mo0. 1 high-entropy alloy coating by ultrasonic assisted laser cladding. J. Alloys Compd. 2020, 835, 155449. [Google Scholar] [CrossRef]
- Taheri, M.; Razavi, M.; Kashani-Bozorg, S.F.; Torkamany, M.J. Relationship between solidification and liquation cracks in the joining of GTD-111 nickel-based superalloy by Nd: YAG pulsed-laser welding. J. Mater. Res. Technol. 2021, 15, 5635–5649. [Google Scholar] [CrossRef]
- Wang, H.; Cheng, Y.; Geng, R.; Wang, B.; Chen, Y.; Liang, X. Comparative study on microstructure and properties of Fe-based amorphous coatings prepared by conventional and high-speed laser cladding. J. Alloys Compd. 2023, 952, 169842. [Google Scholar] [CrossRef]
- Yang, T.; Wu, W.; Lei, Y.; Chen, P.; Liu, H.; Zhao, L.; Qiu, C. Effect of Co/TiAl on Mechanical Properties of Laser Melted IN 625 on 304SS Matrix. Coatings 2023, 13, 768. [Google Scholar] [CrossRef]
- Hao, X.; Liu, H.; Zhang, X.; Tao, J.; Wang, Y.; Yang, C.; Liu, Y. Microstructure and wear resistance of in-situ TiN/(Nb, Ti) 5Si3 reinforced MoNbTaWTi-based refractory high entropy alloy composite coatings by laser cladding. Appl. Surf. Sci. 2023, 626, 157240. [Google Scholar] [CrossRef]
- Gao, Q.; Liu, H.; Chen, P.; Liu, X.; Yang, H.; Hao, J. Multi-objective optimization for laser cladding refractory MoNbTiZr high-entropy alloy coating on Ti6Al4V. Opt. Laser Technol. 2023, 161, 109220. [Google Scholar] [CrossRef]
- Lou, L.Y.; Liu, K.C.; Jia, Y.J.; Ji, G.; Wang, W.; Li, C.J.; Li, C.X. Microstructure and properties of lightweight Al0. 2CrNbTiV refractory high entropy alloy coating with different dilutions deposited by high speed laser cladding. Surf. Coat. Technol. 2022, 447, 128873. [Google Scholar] [CrossRef]
- Taheri, M.; Halvaee, A.; Kashani-Bozorg, S.F. Effect of Nd:YAG pulsed-laser welding parameters on microstructure and mechanical properties of GTD-111 superalloy joint. Mater. Res. Express 2019, 6, 076549. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, B.; Mehrez, S.; Vignesh, R.V.; Taheri, M.; Sharifi, T. Laser cladding of IN625 superalloy assisted by hybrid ultrasonic-electromagnetic field. Mater. Lett. 2022, 323, 132592. [Google Scholar] [CrossRef]
- Song, H.; Jiang, F.; Guo, C.; Sun, Q.; Li, H.; Yang, Z.; Li, L.; Diao, M.; Zhang, Z. Effect of ultrasonic vibration on the microstructure and microhardness of laser cladding Fe-based crystalline/amorphous composite coatings. Mater. Lett. 2023, 335, 133780. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, J.; Zhang, T.; Meng, X.; Li, P.; Huang, S.; Zhu, H. Ultrasonic-Induced Grain Refinement in Laser Cladding Nickel-Based Superalloy Reinforced by WC Particles. Coatings 2023, 13, 151. [Google Scholar] [CrossRef]
- Cao, Y.; Farouk, N.; Taheri, M.; Yumashev, A.V.; Bozorg, S.F.K.; Ojo, O.O. Evolution of solidification and microstructure in laser-clad IN625 superalloy powder on GTD-111 superalloy. Surf. Coat. Technol. 2021, 412, 127010. [Google Scholar] [CrossRef]
- Hong, S.; Li, J.; Zhao, P.; Xu, Y.; Li, W. Evolution in Wear and High-Temperature Oxidation Resistance of Laser-Clad AlxMoNbTa Refractory High-Entropy Alloys Coatings with Al Addition Content. Coatings 2022, 12, 121. [Google Scholar] [CrossRef]
- Zhu, L.; Yang, Z.; Xin, B.; Wang, S.; Meng, G.; Ning, J.; Xue, P. Microstructure and mechanical properties of parts formed by ultrasonic vibration-assisted laser cladding of Inconel 718. Surf. Coat. Technol. 2021, 410, 126964. [Google Scholar] [CrossRef]
- Zhang, G.; Xiao, C.; Taheri, M. Effect of Nd:YAG pulsed laser welding process on the liquation and strain-age cracking in GTD-111 superalloy. J. Manuf. Process. 2020, 52, 66–78. [Google Scholar] [CrossRef]
- Taheri, M.; Kashani-Bozorg, S.F.; Ramalingam, V.V.; Babaei, B.; Halvaee, A. Effect of Nd:YAG Pulsed-Laser Welding Parameters on Melting Rate of GTD-111 Superalloy Joint. J. Mater. Eng. Perform. 2021, 30, 9108–9117. [Google Scholar] [CrossRef]
- Taheri, M.; Halvaee, A.; Kashani-Bozorg, S.F. Hot Cracking of GTD-111 Nickel-Based Superalloy Welded by Pulsed Nd:YAG Laser. Met. Microstruct. Anal. 2020, 9, 16–32. [Google Scholar] [CrossRef]
- Wang, F.; Taheri, M. Determination of Ideal Conditions for GTD-111 Superalloy Welding Through Pre-Heating, Pre-Cold and Heat Treatment. Met. Mater. Int. 2020, 27, 3462–3477. [Google Scholar] [CrossRef]
- Taheri, M. Development of a novel method for measuring the interfacial creep strength of laser cladding coatings. Results Opt. 2022, 7, 100226. [Google Scholar] [CrossRef]
- Taheri, M. Analysis of Solidification and Liquation Cracks in the Electron Beam Welding of IN738 Superalloy. Met. Microstruct. Anal. 2021, 10, 815–822. [Google Scholar] [CrossRef]
- Liang, T.; Wang, L.; Liu, Y.; Song, X. Microstructure and Mechanical Properties of Laser Welded Joints of DZ125L and IN718 Nickel Base Superalloys. Met. Mater. Int. 2018, 24, 604–615. [Google Scholar] [CrossRef]
- Xiao, B.; Liu, H.; Jia, W.; Wang, J.; Zhou, L. Cracking suppression in selective electron beam melted WMoTaNbC refractory high-entropy alloy. J. Alloys Compd. 2023, 948, 169787. [Google Scholar] [CrossRef]
- Stanciu, E.M.; Pascu, A.; Croitoru, C.; Roată, I.C.; Cristea, D.; Tierean, M.H.; Hulka, I.; Petre, I.M.; Rosca, J.C.M. Functional Surfaces via Laser Processing in Nickel Acetate Solution. Materials 2023, 16, 3087. [Google Scholar] [CrossRef] [PubMed]
- Park, J.; Lee, S.H. CMT-Based Wire Arc Additive Manufacturing Using 316L Stainless Steel (2): Solidification Map of the Multilayer Deposit. Metals 2021, 11, 1725. [Google Scholar] [CrossRef]
- Taheri, M.; Razavi, M. Effect of TiC on the microstructure of GTD-111 superalloy processed by laser powder bed fusion. Mater. Lett. 2022, 328, 133091. [Google Scholar] [CrossRef]
- Zhou, J.-L.; Cheng, Y.-H.; Chen, Y.-X.; Liang, X.-B. Composition design and preparation process of refractory high-entropy alloys: A review. Int. J. Refract. Met. Hard Mater. 2022, 105, 105836. [Google Scholar] [CrossRef]
- Wang, H.; Zhai, Y.; Zhou, L.; Zhang, Z. Study on Laser Surface Hardening Behavior of 42CrMo Press Brake Die. Coatings 2021, 11, 997. [Google Scholar] [CrossRef]
- Taheri, M.; Vashian, S.; Zamani, N.; Torkamany, P.; Heidarpour, I.; Torkamany, M.J. Measurement of local creep life of laser cladding coatings by small punch creep test. Eng. Fail. Anal. 2022, 139, 106524. [Google Scholar] [CrossRef]
- Benincá, F.P.; Romero, M.C.; Camporez, R.M.; Neto, C.A.R.; Strey, N.F.; Scandian, C. Evolution of morphology, microstructure and hardness of bodies and debris during sliding wear of carbon steels in a closed tribosystem. Wear 2023, 523, 204809. [Google Scholar] [CrossRef]
- Zuo, Z.; Taheri, M.; Razavi, M.; Torkamany, M.J.; Rasoulpouraghdam, A.; Vignesh, R.V. Effect of magnetic field on tribological properties of IN718 superalloy coating produced by laser cladding on GTD-111 superalloy. Vacuum 2022, 203, 111311. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Beake, B.D. The influence of the H/E ratio on wear resistance of coating systems—Insights from small-scale testing. Surf. Coat. Technol. 2022, 442, 128272. [Google Scholar] [CrossRef]
- Yang, S.-S.; Ling, X.; Du, P. Elastic and plastic deformation behavior analysis in small punch test for mechanical properties evaluation. J. Cent. South Univ. 2018, 25, 747–753. [Google Scholar] [CrossRef]
- Paidar, M.; Bokov, D.; Mehrez, S.; Ojo, O.O.; Ramalingam, V.V.; Memon, S. Improvement of mechanical and wear behavior by the development of a new tool for the friction stir processing of Mg/B4C composite. Surf. Coat. Technol. 2021, 426, 127797. [Google Scholar] [CrossRef]
- Zhang, B.; Shirvani, K.; Taheri, M.; Beirami, K.; Wang, Y. Effect of TiC and Magnetic Field on Microstructure and Mechanical Properties of IN738 Superalloy Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2023, 1–16. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Co | Ti | Al | Ta | W | Mo | Nb | B | Zr | C | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 14 | 9.6 | 4.9 | 3.1 | 2.8 | 3.8 | 1.5 | 0.07 | 0.014 | 0.03 | 0.1 | Bal |
| Sample No. | Average Power (W) | Scan Velocity (mm/s) | Powder Feed Rate (mg/s) | Hatch Distance (µm) | Laser Beam Focus (µm) | Vibration Frequency (KHz) | Ultrasonic Generator (µm) | Vibration Amplitude (µm) | Ultrasonic Power (W) |
|---|---|---|---|---|---|---|---|---|---|
| MT1 | 200 | 6 | 300 | 80 | 100 | - | - | - | - |
| MT2 | 200 | 6 | 300 | 80 | 100 | 25 | 25 | 0.5 | 250 |
| Point | Nb | Mo | Ta | Ti | Ni | Al | Co | Cr |
|---|---|---|---|---|---|---|---|---|
| A | 19.8 | 14.2 | 12.9 | 12.8 | 36.3 | 1.3 | 1.4 | 1.3 |
| B | 11.2 | 11.8 | 14.4 | 10.7 | 40.7 | 3.5 | 3.1 | 4.6 |
| C | 17.2 | 13.2 | 14.5 | 13.7 | 39.1 | 0.8 | 0.4 | 1.1 |
| D | 18.2 | 15.7 | 19.6 | 17.7 | 23.8 | 1.5 | 1.6 | 1.9 |
| E | - | 11.5 | - | 16 | 59.5 | 9 | 2.6 | 1.4 |
| F | 4.9 | 5.7 | 26 | 56.9 | 4.2 | - | 1.3 | 1 |
| G | 25.7 | 11.8 | 23.6 | 27.8 | 11.1 | - | - | - |
| H | - | 17.5 | - | 2.8 | 73.2 | 6.5 | - | - |
| I | - | 1.2 | 16.5 | 67 | - | 4.9 | 9 | 1.4 |
| J | - | 1 | 36.5 | 57 | - | - | 3 | 2.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, S.; Taheri, M.; Shirvani, K.; Naserlouei, M.; Beirami, K.; Paidar, M.; Sai, W. Microstructure of NbMoTaTiNi Refractory High-Entropy Alloy Coating Fabricated by Ultrasonic Field-Assisted Laser Cladding Process. Coatings 2023, 13, 995. https://doi.org/10.3390/coatings13060995
Zhao S, Taheri M, Shirvani K, Naserlouei M, Beirami K, Paidar M, Sai W. Microstructure of NbMoTaTiNi Refractory High-Entropy Alloy Coating Fabricated by Ultrasonic Field-Assisted Laser Cladding Process. Coatings. 2023; 13(6):995. https://doi.org/10.3390/coatings13060995
Chicago/Turabian StyleZhao, Song, Morteza Taheri, Kourosh Shirvani, Mehdi Naserlouei, Khashayar Beirami, Moslem Paidar, and Wei Sai. 2023. "Microstructure of NbMoTaTiNi Refractory High-Entropy Alloy Coating Fabricated by Ultrasonic Field-Assisted Laser Cladding Process" Coatings 13, no. 6: 995. https://doi.org/10.3390/coatings13060995