
High-Temperature Oxidation Properties of Ti-Hf-Mo-Ta-Nb-B Composite Coating Deposited on Ti60 Alloy with Laser Cladding


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
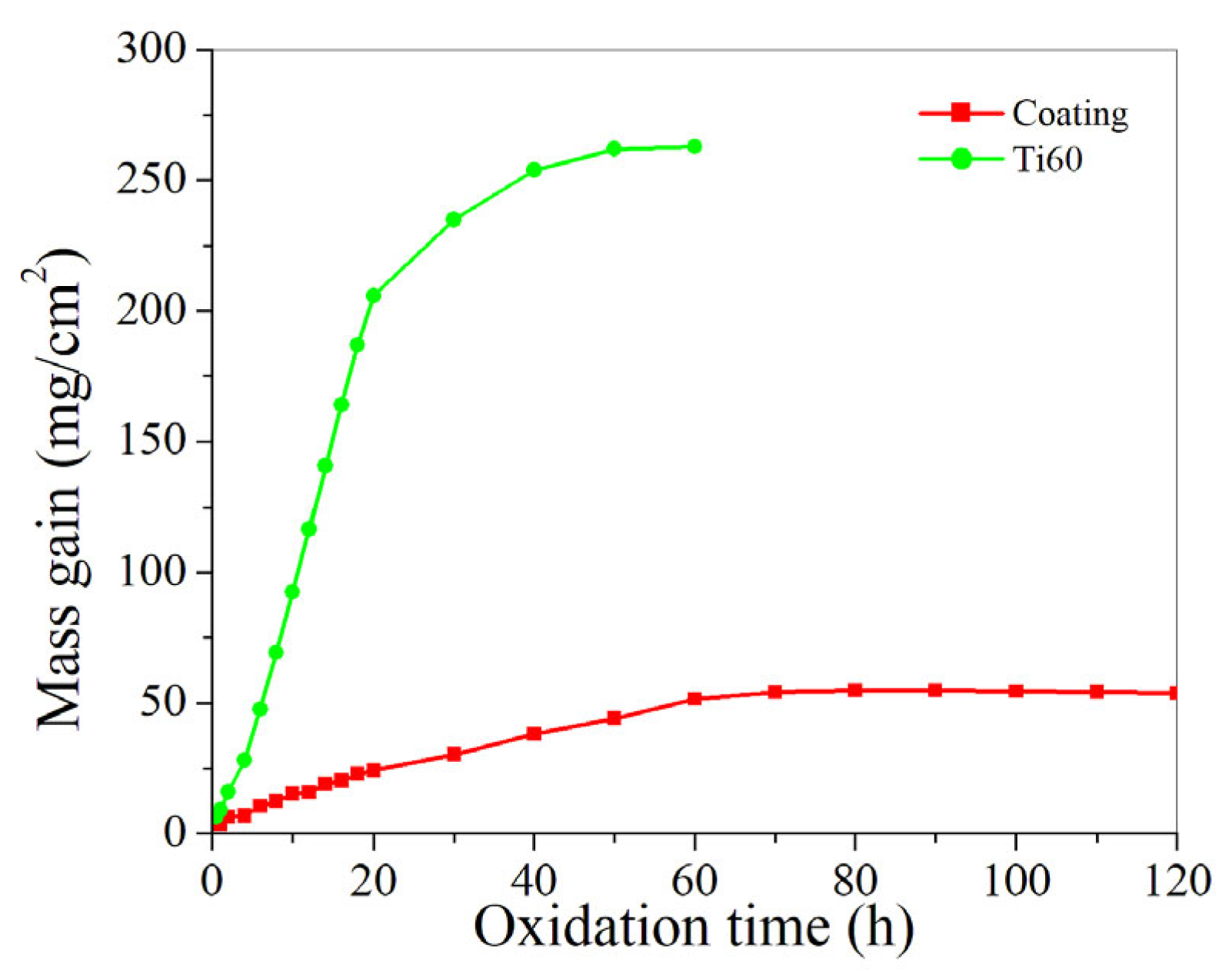
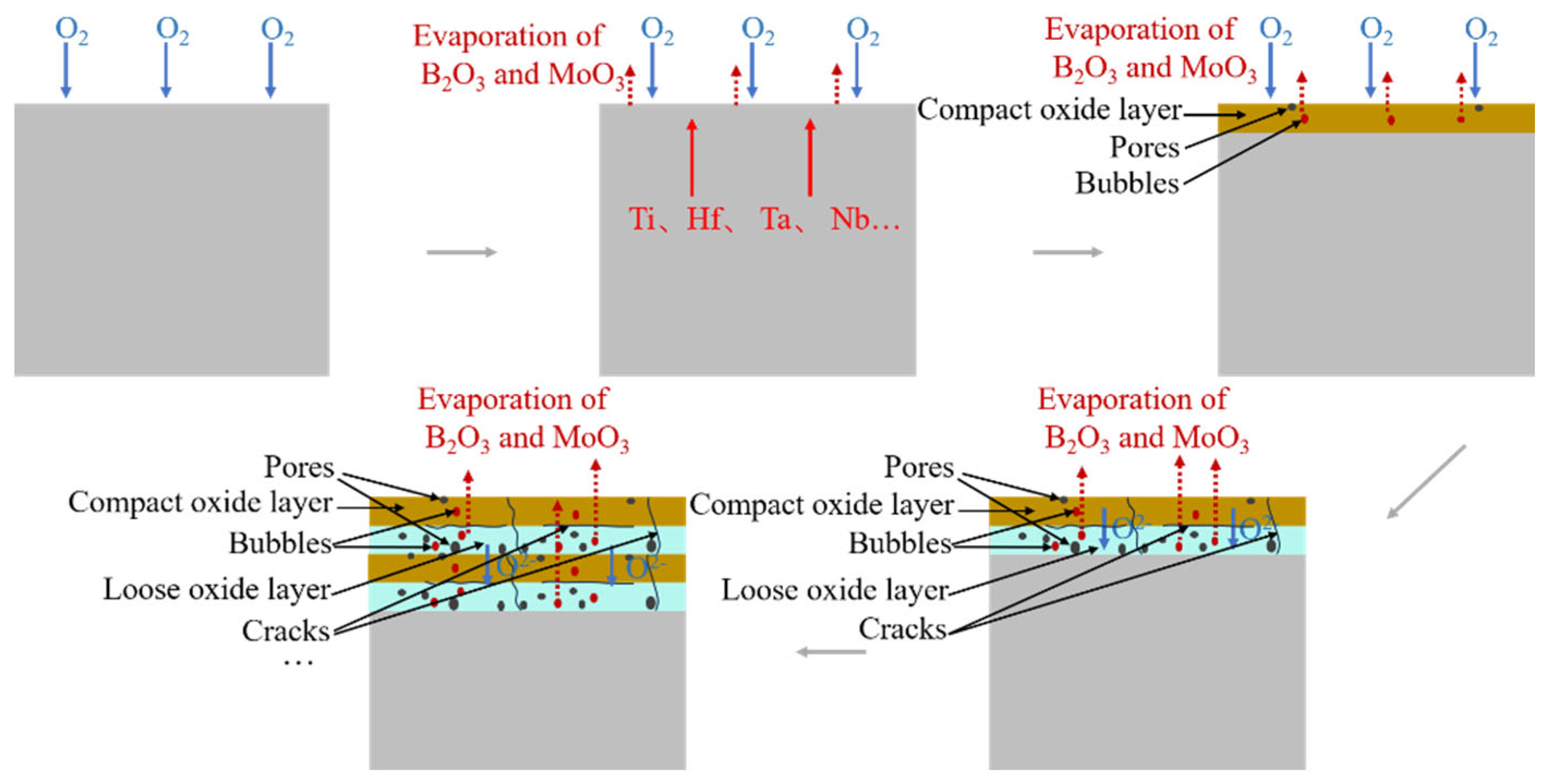
3.2. High-Temperature Oxidation Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, S.Y.; Shi, W.M.; Wang, D.C.; Wang, Q.J.; Chen, Z.Y.; Liu, J.R. Microstructure and mechanical properties of high temperature titanium alloy Ti60 at 600 °C. Chin. J. Nonferrous Met. 2010, 20, 801–806. [Google Scholar]
- Liu, H.P.; Wang, X.H.; Hao, S.S.; Feng, Z.X.; Hao, M.Y. Oxidation of Ti60 alloy and its protection by NiCrAlY coating. J. Mater. Eng. 1998, 7, 18–20. [Google Scholar]
- Tang, Z.L.; Wang, F.H.; Wang, Q.J.; Wu, W.T.; Li, D. Effect of coatings on oxidation resistance and mechanical properties of Ti60 alloy. Acta Metall. Sin. 1998, 34, 325–331. [Google Scholar]
- Xiong, Y.M.; Zhu, S.L.; Wang, F.H. Effect of ultrafine enamel coating on the oxidation and mechanical property of Ti60 alloy. Acta Metall. Sin. 2004, 40, 768–772. [Google Scholar]
- Li, J.F.; Liao, Y.J.; Li, X.H.; Wang, Z.S.; Li, G.Q. Oxidation resistance enhancement of Ti60 alloy coated with Ni-Co-Cr-Al-Y-Si layer. Chin. J. Vac. Sci. Technol. 2010, 30, 520–523. [Google Scholar]
- Yan, W.; Sun, F.J.; Liu, J.R.; Liu, J. Cycling thermal shock resistance of Ti-Al-Cr coating deposited on Ti60 alloy by arc ion plating. J. Northeast. Univ. 2010, 31, 411–414. [Google Scholar]
- Chen, C. Study on Antioxidative Coating of Titanium Alloy. Master’s Thesis, Dalian Maritime University, Dalian, China, September 2017. [Google Scholar]
- Zhang, Z.; Li, J.N.; Sun, X.G.; Ma, F.K.; Zhang, Z.Z.; Shi, C.W.; Li, Y.J.; Li, C.J.; Zhao, B.; Liu, Z.Y.; et al. Microstructure performance enhancement of Si3N4 reinforced laser clad KF110 base composite coatings. Int. J. Appl. Ceram. Tec. 2022, 19, 409–414. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, J.N.; Ye, Z.Y.; Jing, C.N.; Wang, M.; Li, T.T.; Sun, X.G. Enhancing high-temperature oxidation resistance of titanium alloy with KF110-B4C-Ag through laser technology. Surf. Rev. Lett. 2022, 29, 2250003. [Google Scholar] [CrossRef]
- Hong, S.C.; Li, J.; Zhao, P.; Xu, Y.S.; Li, W.G. Evolution in wear and high-temperature oxidation resistance of laser-clad AlxMoNbTa refractory high-entropy alloys coatings with Al addition content. Coatings 2022, 12, 121. [Google Scholar] [CrossRef]
- Zhang, S.; Qi, W.J.; Zhang, R. Effect of Ti content on wear and high-temperature oxidation resistances of laser-clad CoCrMoNbTix high-entropy alloy coatings. Mater. Lett. 2023, 345, 134490. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, C.C.; Xie, W.X.; Wu, D.; Du, B.N.; Zhang, X.R.; Wen, M.; Ma, R.; Li, R.; Jiao, J.K.; et al. Research progress of laser cladding on the surface of titanium and its alloys. Materials 2023, 16, 3250. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.Q. Study on high temperature titanium alloy. Titan. Ind. Prog. 2001, 1, 33–39. [Google Scholar]
- Gild, J.; Zhang, Y.Y.; Harrington, T.; Jiang, S.C.; Hu, T.; Quinn, M.C.; Mellor, W.M.; Zhou, N.X.; Vecchio, K.; Luo, J. High-entropy metal diborides: A new class of high-entropy materials and a new type of ultrahigh temperature ceramics. Sci. Rep. 2016, 6, 37946. [Google Scholar] [CrossRef] [PubMed]
- Mayrhofer, P.H.; Kirnbauer, A.; Ertelthaler, P.; Koller, C.M. High-entropy ceramic thin films; a case study on transition metal diborides. Scr. Mater. 2018, 149, 93–97. [Google Scholar] [CrossRef]
- Kirnbauer, A.; Wagner, A.; Moraes, V.; Primetzhofer, D.; Hans, M.; Schneider, J.M.; Polcik, P.; Mayrhofer, P.H. Thermal stability and mechanical properties of sputtered (Hf, Ta, V, W, Zr)-diborides. Acta Mater. 2020, 200, 559–569. [Google Scholar] [CrossRef]
- Zhang, P.; Cheng, C.Y.; Liu, B.; Xie, W.; Zhu, X.F.; Zhang, J.P.; Fu, Q.Q. Multicomponent (Hf0.25Zr0.25Ti0.25Cr0.25)B2 ceramic modified SiC-Si composite coatings: In-situ synthesis and high temperature oxidation behavior. Ceram. Int. 2022, 48, 12608–12624. [Google Scholar] [CrossRef]
- Tallarita, G.; Licheri, R.; Garroni, S.; Orrù, R.; Cao, G. Novel processing route for the fabrication of bulk high-entropy metal diborides. Scr. Mater. 2019, 158, 100–104. [Google Scholar] [CrossRef]
- Zheng, Q.; Wang, X.H.; Xing, J.J.; Gu, H.; Zhang, G.J. Quantitative analysis for phase compositions of ZrB2-SiC-ZrC ultra-high temperature ceramic composites. J. Inorg. Mater. 2013, 28, 358–362. [Google Scholar] [CrossRef]
- Li, J.; Yu, Z.S.; Wang, H.P.; Li, M.P. Microstructural evolution of titanium matrix composite coatings reinforced by in situ synthesized TiB and TiC by laser cladding. Int. J. Min. Met. Mater. 2010, 17, 481–488. [Google Scholar] [CrossRef]
- He, B.; Lan, J.J.; Yang, G.; Wei, H. Microstructure and wear-resistant properties of in situ TiB-TiC reinforced titanium matrix composites by laser deposition manufacturing. Rare Metal Mat. Eng. 2017, 46, 3805–3810. [Google Scholar]
- Lu, W.J.; Wu, R.J.; Zhang, D.; Zhang, X.N.; Sakata, T.; Mori, H. Interfacial microstructure of TiB/Ti in a Ti-TiB-TiC in situ composite. Compos. Interface 2002, 9, 41–50. [Google Scholar] [CrossRef]
- Feng, H.B.; Zhou, Y.; Jia, D.C.; Meng, Q.C.; Rao, J.C. Growth mechanism of in situ TiB whiskers in spark plasma sintered TiB/Ti metal matrix composites. Cryst. Growth Des. 2006, 6, 1626–1630. [Google Scholar] [CrossRef]
- Yang, S.; Huang, W.D.; Liu, W.J.; Su, Y.P.; Zhou, Y.H. Research on laser rapid directional solidification with ultra-high temperature gradient. Chin. J. Lasers 2002, 29, 475–479. [Google Scholar]
- Tallarita, G.; Licheri, R.; Garroni, S.; Barbarossa, S.; Orru, R.; Cao, G. High-entropy transition metal diborides by reactive and non-reactive spark plasma sintering: A comparative investigation. J. Eur. Ceram. Soc. 2020, 40, 942–952. [Google Scholar] [CrossRef]
- Jia, X.Y.; Liu, P.Y.; Tao, Y. Oxidation behavior of Ti60 alloy at 650~750 °C. J. Mater. Eng. 2003, 6, 18–22. [Google Scholar]
- Zhang, H.Z.; Akhtar, F. Refractory multicomponent boron-carbide high entropy oxidation-protective coating for carbon-carbon composites. Surf. Coat. Technol. 2021, 425, 127697. [Google Scholar] [CrossRef]
- Wang, Y.C.; Zhang, R.Z.; Zhang, B.H.; Skurikhina, O.; Balaz, P.; Araullo-Peters, V.; Reece, M.J. The role of multi-elements and interlayer on the oxidation behaviour of (Hf-Ta-Zr-Nb)C high entropy ceramics. Corros. Sci. 2020, 176, 109019. [Google Scholar] [CrossRef]
- Ye, B.L. Study of High-Entropy Transition Metal Carbide Ceramics. Master’s Thesis, South China University of Technology, Guangzhou, China, May 2020. [Google Scholar]
- Backman, L.; Opila, E.J. Thermodynamic assessment of the group IV, V and VI oxides for the design of oxidation resistant multi-principal component materials. J. Eur. Ceram. Soc. 2019, 39, 1796–1802. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Sn | Zr | Mo | Nb | Ta | Si | C | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 5.0–6.3 | 3.0–5.0 | 2.5–7.0 | 0.2–1.5 | 0.2–1.0 | 0.2–3.0 | 0.2–0.55 | 0.01–0.09 | Bal. |
| Element | Ti | Hf | Mo | Ta | Nb | B |
|---|---|---|---|---|---|---|
| Wt.% | 6.80 | 25.36 | 13.57 | 25.71 | 13.20 | 15.36 |
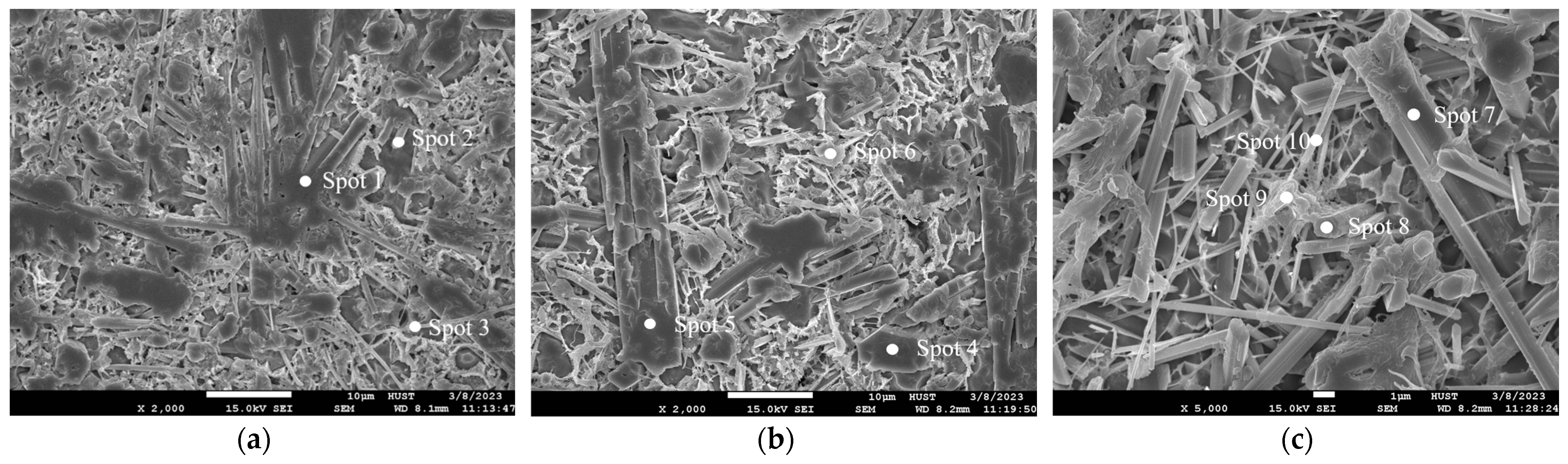
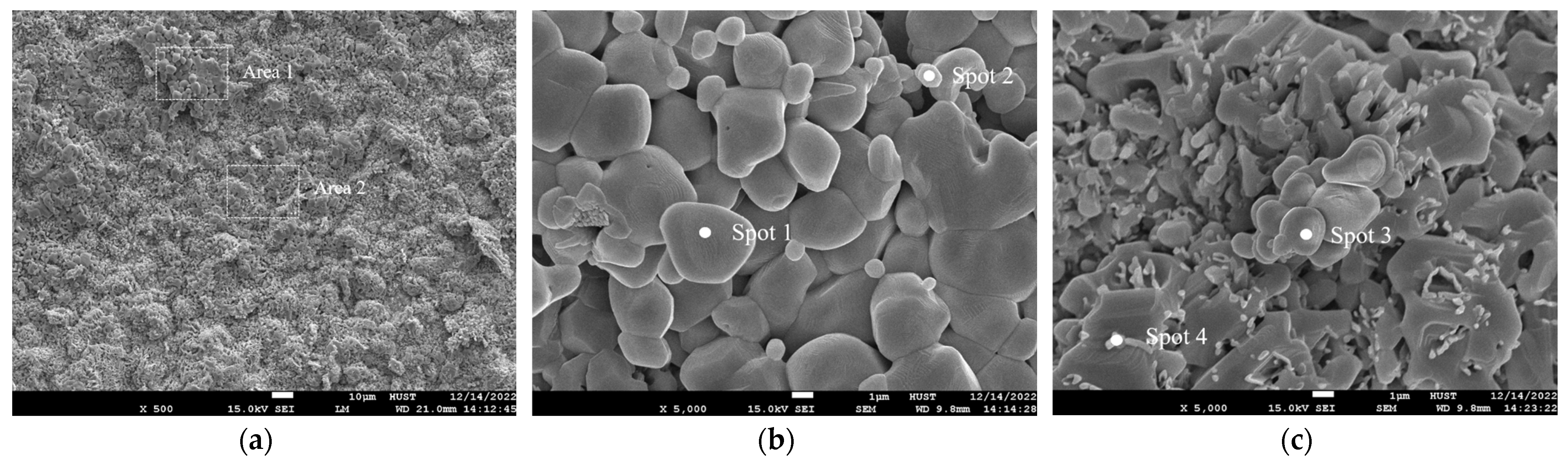
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 | Spot 5 | Spot 6 | Spot 7 | Spot 8 | Spot 9 | Spot 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Ti | 12.45 | 11.43 | 11.20 | 12.54 | 12.09 | 18.51 | 15.65 | 20.09 | 21.17 | 19.51 |
| Hf | 0.20 | 0.13 | 0.13 | 0.73 | 0.62 | 0.27 | 0.10 | 0.44 | 0.26 | 0.29 |
| Mo | 0.90 | 1.26 | 0.77 | 0.61 | 0.96 | 0.50 | 0.74 | 1.20 | 1.57 | 1.41 |
| Ta | 1.72 | 1.54 | 2.13 | 1.24 | 1.21 | 1.27 | 1.01 | 0.94 | 2.08 | 0.83 |
| Nb | 1.03 | 1.06 | 1.04 | 1.02 | 1.07 | 0.95 | 1.19 | 1.23 | 1.08 | 1.06 |
| B | 83.70 | 84.58 | 84.73 | 83.86 | 84.05 | 78.50 | 81.31 | 76.10 | 73.84 | 76.90 |
| Possible phases | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 | TiB + (Ti0.2Hf0.2Mo0.2Ta0.2Nb0.2)B2 |
| Samples | Oxidation Rate Constant (k) | Oxidation Mass Gain Index (n) | Oxidation Time (h) |
|---|---|---|---|
| Ti60 matrix | 10.585 | 0.8921 | 0–60 |
| Coating | 3.9907 | 0.5833 | 0–120 |
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 | Spot 5 | Spot 6 |
|---|---|---|---|---|---|---|
| Ti | 28.59 | 16.30 | 32.23 | 1.24 | 8.04 | 24.20 |
| Zr | 12.70 | 11.44 | 13.40 | 8.81 | 13.70 | 12.52 |
| Mo | 0.54 | 1.04 | 2.00 | 0.99 | 0.78 | 0.92 |
| Sn | 0.12 | 0.29 | 0.13 | - | 0.43 | - |
| Nb | - | - | - | - | 0.16 | - |
| Al | - | - | 2.96 | 21.40 | 16.26 | - |
| O | 58.05 | 70.93 | 49.28 | 67.56 | 60.63 | 62.36 |
| Possible phases | TiO2 + ZrTiO4 | ZrTiO4 | TiO2 + ZrTiO4 | Al2O3 + ZrTiO4 | ZrTiO4 + Al2O3 | TiO2 + ZrTiO4 |
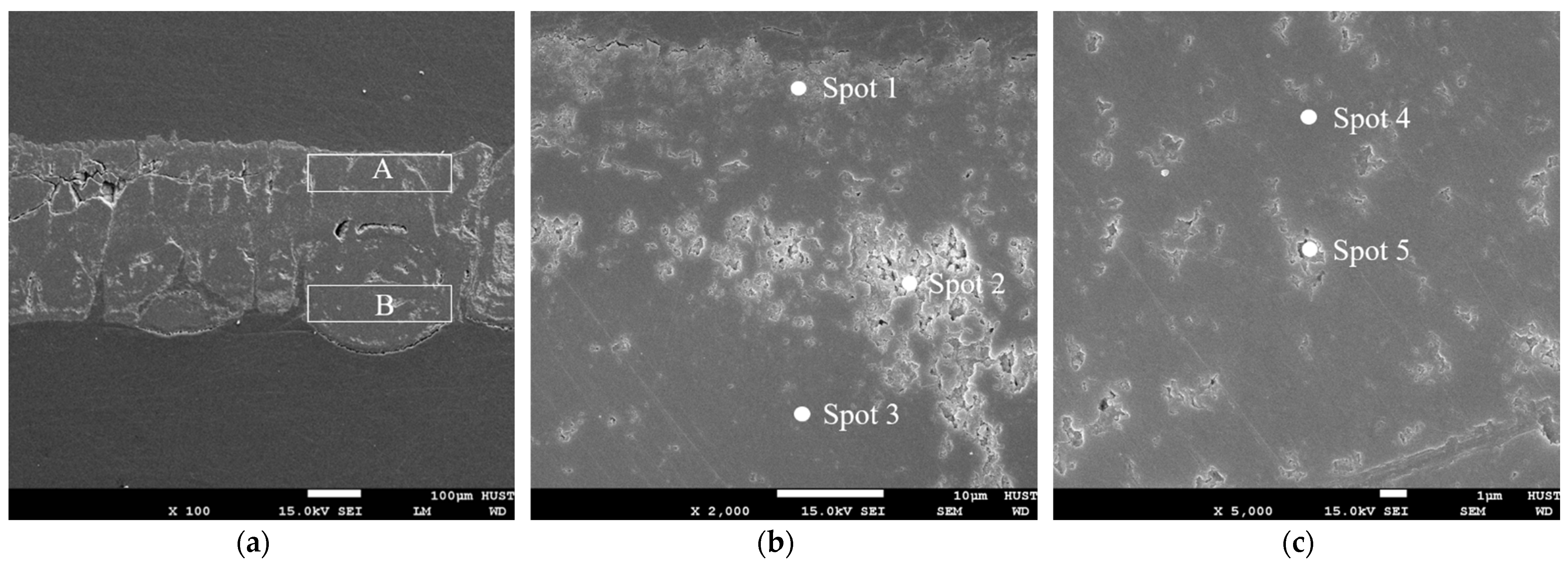
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 | Spot 5 |
|---|---|---|---|---|---|
| Ti | 25.25 | 21.53 | 40.6 | 33.15 | 25.51 |
| Zr | 20.1 | 15.75 | 16.47 | 18.36 | 16.27 |
| Mo | 1.13 | 1.27 | 0.92 | 2.17 | 1.47 |
| Sn | 0.19 | - | 0.66 | 0.92 | 0.49 |
| Nb | - | - | - | - | 0.69 |
| Al | - | 1.08 | 1.76 | 2.63 | 1.86 |
| O | 53.33 | 60.37 | 39.59 | 42.77 | 53.71 |
| Possible phases | TiO2 + ZrTiO4 | TiO2 + Al2O3 + ZrTiO4 | TiO2 + Al2O3 + ZrTiO4 | TiO2 + Al2O3 + ZrTiO4 | TiO2 + Al2O3 + ZrTiO4 |
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 |
|---|---|---|---|---|
| Ti | 38.89 | 17.43 | 26.84 | 18.60 |
| Hf | 2.07 | 0.62 | 1.34 | 0.22 |
| Mo | - | - | - | - |
| Ta | 2.53 | 1.01 | 1.57 | - |
| Nb | 2.01 | 1.04 | 1.05 | - |
| O | 54.50 | 79.90 | 69.20 | 81.18 |
| Possible phases | TiO2 + Ta2O5 + HfO2 | TiO2 + Ta2O5 + HfO2 | TiO2 + Ta2O5 + HfO2 | TiO2 + HfO2 |
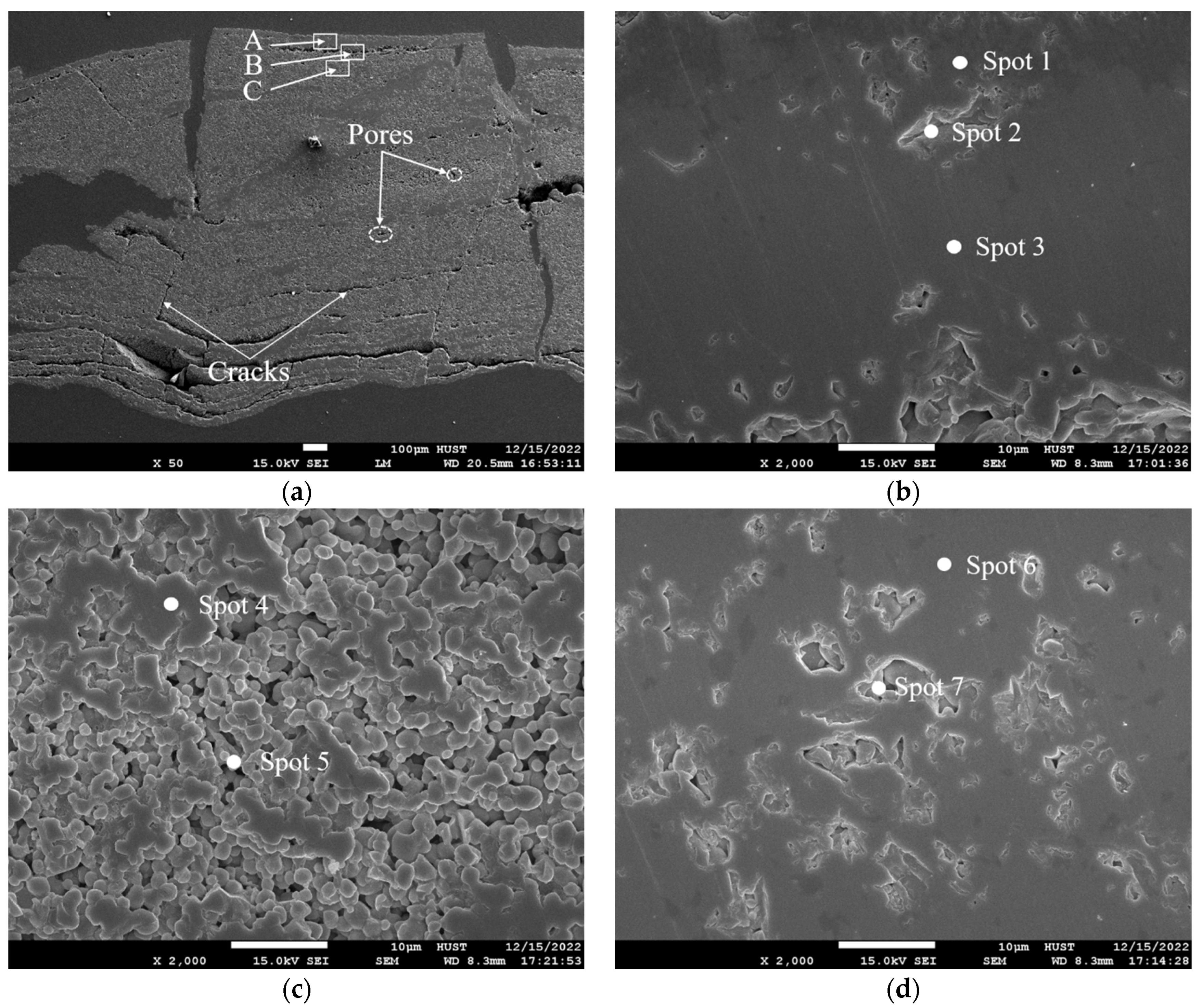
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 | Spot 5 | Spot 6 | Spot 7 |
|---|---|---|---|---|---|---|---|
| Ti | 5.37 | 8.63 | 9.94 | 37.21 | 29.78 | 5.81 | 5.18 |
| Hf | 0.33 | 0.08 | 0.27 | 0.97 | 0.83 | 0.18 | 0.12 |
| Mo | 0.62 | 0.43 | 0.60 | - | - | 0.58 | 0.36 |
| Ta | 0.18 | 0.20 | 0.20 | 1.08 | 0.82 | 0.06 | 0.15 |
| Nb | 0.17 | 0.21 | 0.27 | 1.24 | 0.87 | 0.08 | 0.12 |
| B | 80.30 | 74.47 | 76.50 | - | - | 82.80 | 88.19 |
| O | 13.03 | 15.98 | 12.22 | 59.50 | 67.70 | 10.49 | 5.88 |
| Possible phases | TiO2 + Ta2O5 + HfO2 + Nb2O5 + MoO3 + B2O3 | TiO2 + Ta2O5 + HfO2 + Nb2O5 + MoO3 + B2O3 | TiO2 + Ta2O5 + HfO2 + Nb2O5 + MoO3 + B2O3 | TiO2 + Nb2O5 + Ta2O5 + HfO2 | TiO2 + Ta2O5 + HfO2 + Nb2O5 | TiO2 + Ta2O5 + HfO2 + Nb2O5 + MoO3 + B2O3 | TiO2 + Ta2O5 + HfO2 + Nb2O5 + MoO3 + B2O3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, K.; Han, X. High-Temperature Oxidation Properties of Ti-Hf-Mo-Ta-Nb-B Composite Coating Deposited on Ti60 Alloy with Laser Cladding. Coatings 2023, 13, 1646. https://doi.org/10.3390/coatings13091646
Huang K, Han X. High-Temperature Oxidation Properties of Ti-Hf-Mo-Ta-Nb-B Composite Coating Deposited on Ti60 Alloy with Laser Cladding. Coatings. 2023; 13(9):1646. https://doi.org/10.3390/coatings13091646
Chicago/Turabian StyleHuang, Kaijin, and Xianchao Han. 2023. "High-Temperature Oxidation Properties of Ti-Hf-Mo-Ta-Nb-B Composite Coating Deposited on Ti60 Alloy with Laser Cladding" Coatings 13, no. 9: 1646. https://doi.org/10.3390/coatings13091646