
An Oxide Growth-Coupled Viscoplasticity Model and Its Application to Interfacial Stress Analysis near an Air Hole within a Thermal Barrier Coating

Abstract
:1. Introduction
2. The Unified Viscoplastic Constitutive Model Incorporating TGO Growth
2.1. The Unified Viscoplasticity Model
2.2. TGO Growth Modelling
2.3. UMAT Implementation of the Constitutive Model
3. Analytical Solution for the Non-Uniform Temperature Field
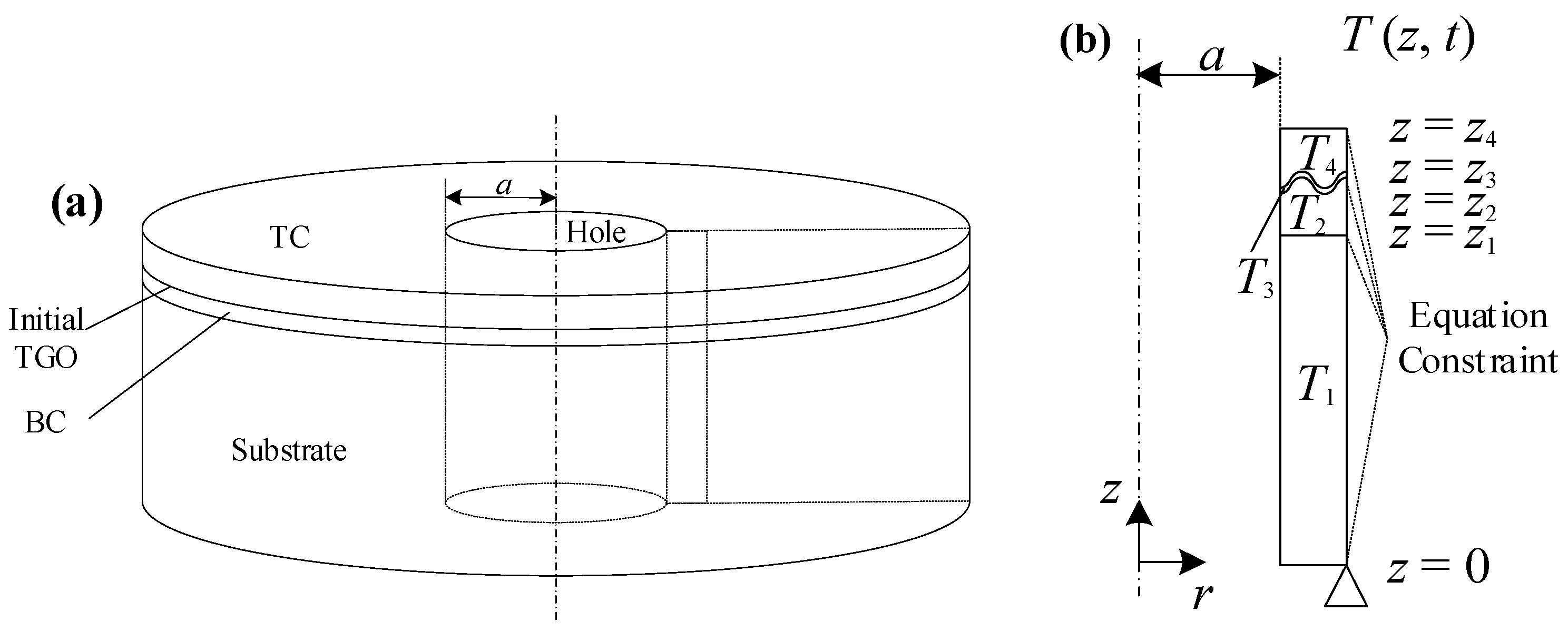
3.1. Problem Description
3.2. Analytical Solution for the Non-Uniform Temperature Field
4. Application of the Constitutive Model to Stress Analysis near an Air Hole within TBCs
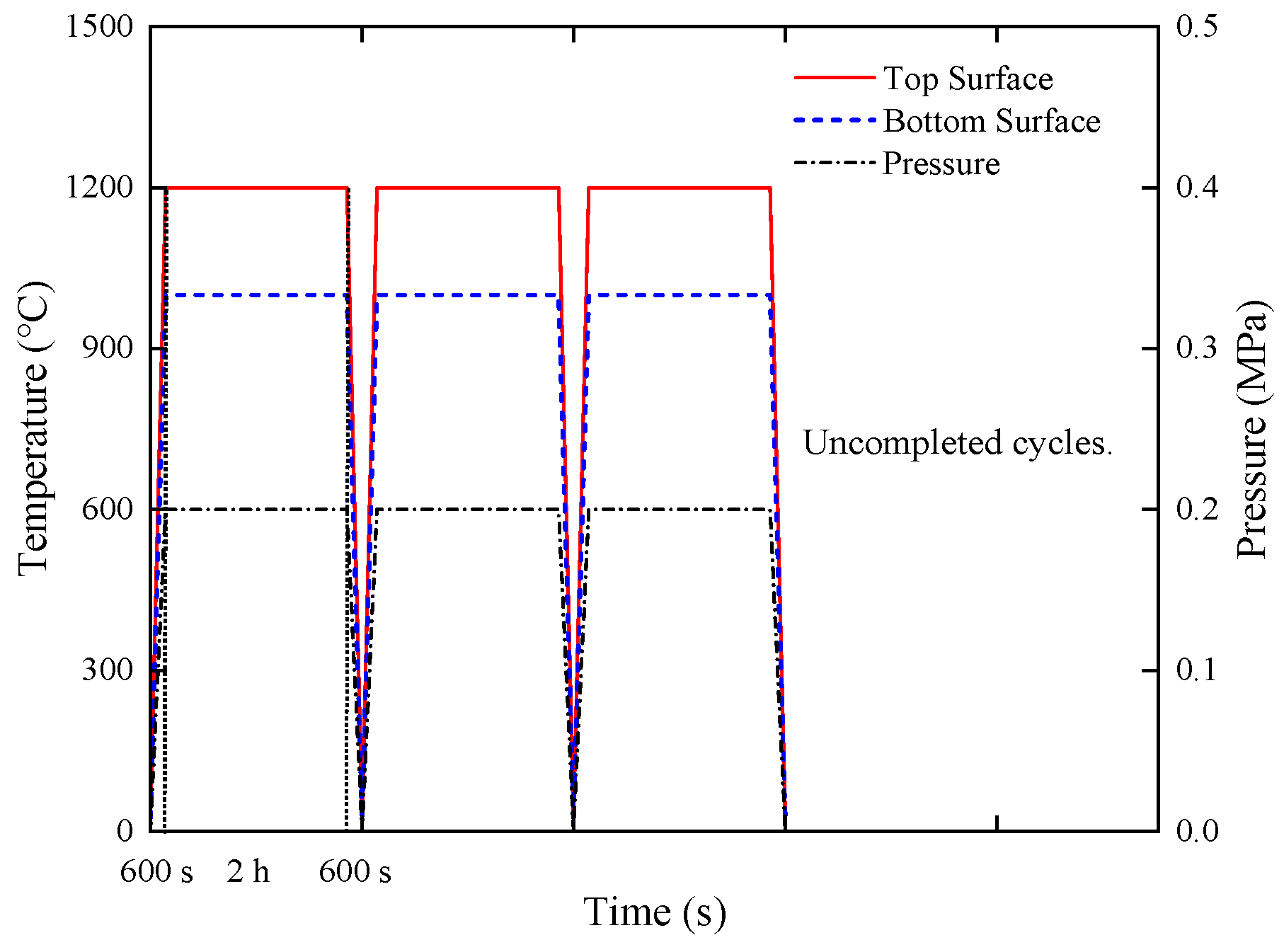
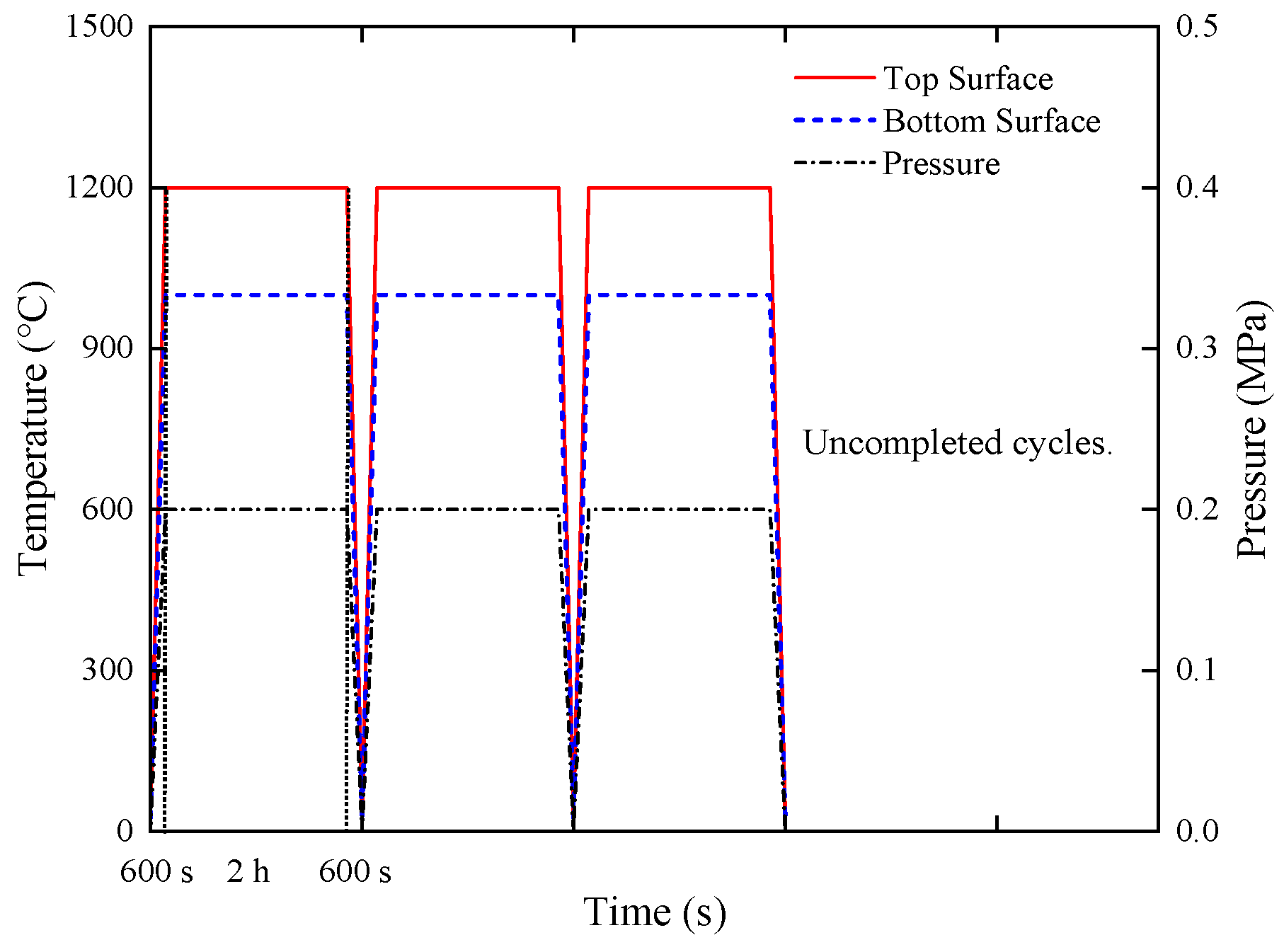
4.1. Cyclic Thermo-Mechanical Loading
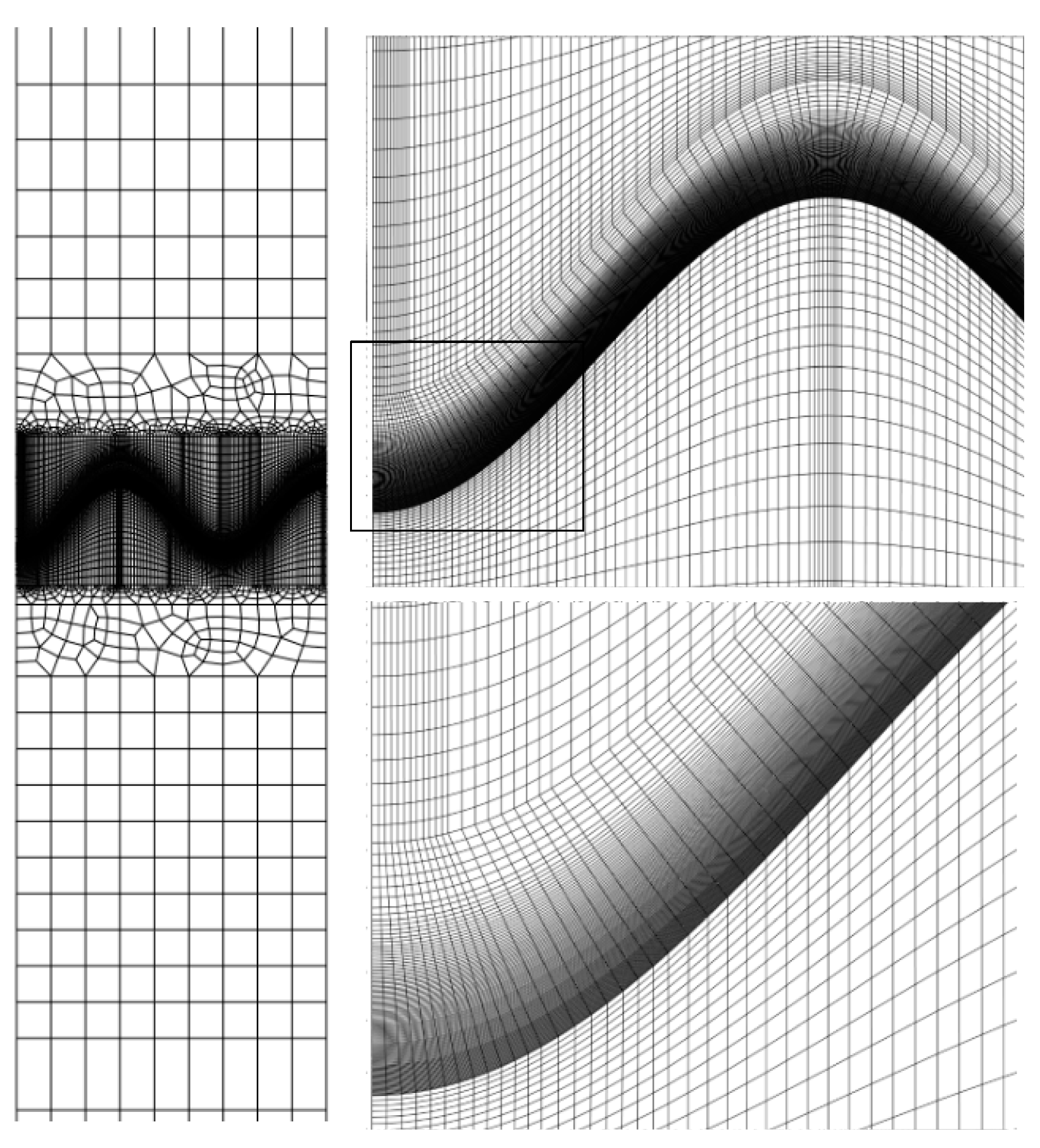
4.2. Finite Element Model
4.3. Material Properties
4.4. Results and Discussion
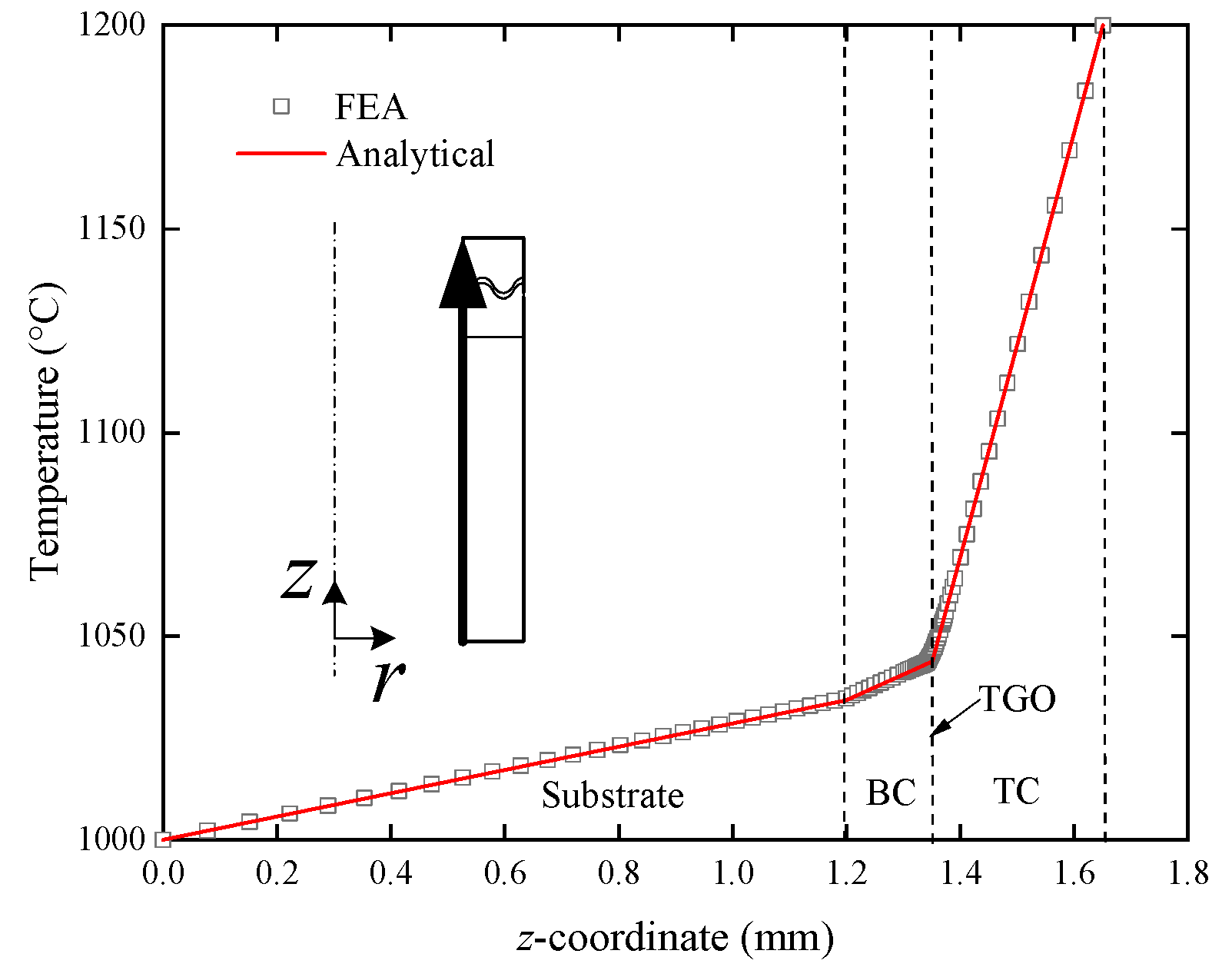
4.4.1. Temperature Fields: Analytical and Numerical Solutions
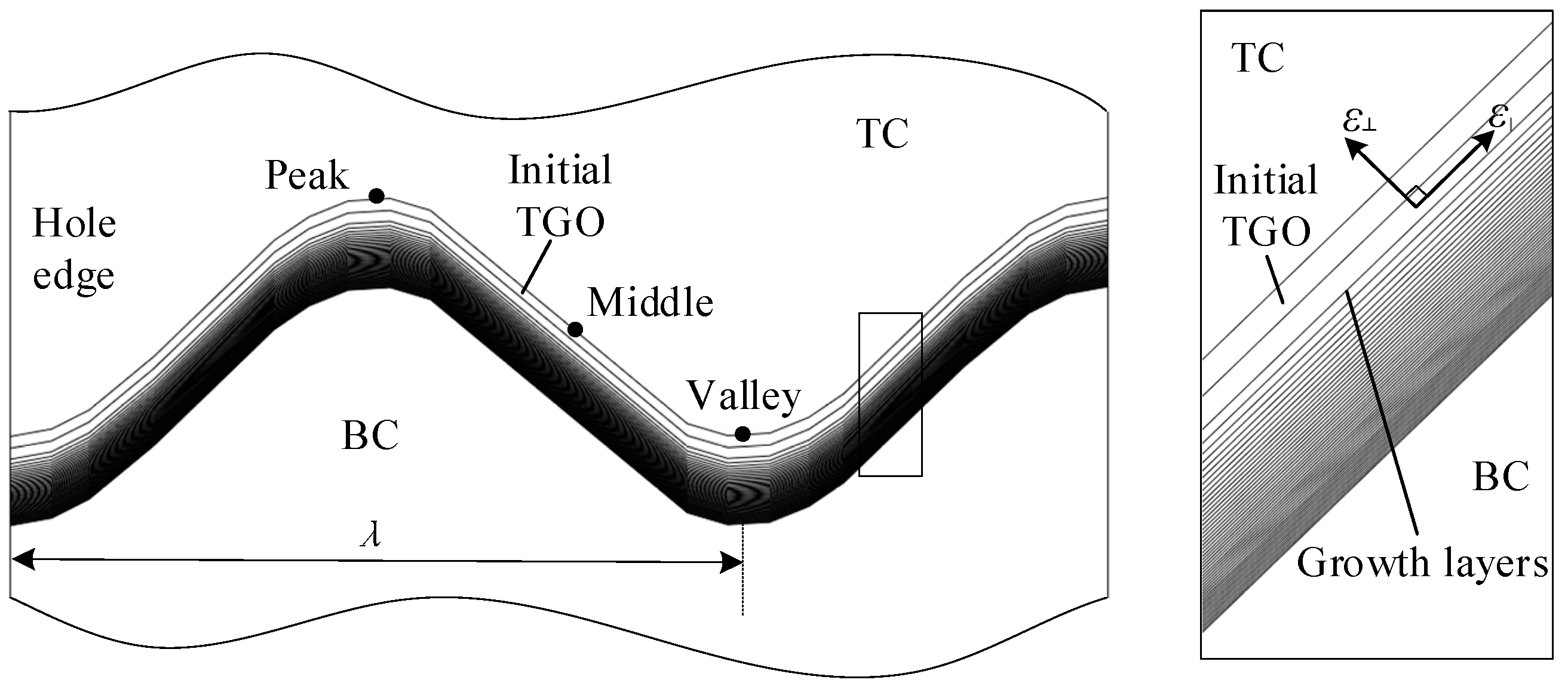
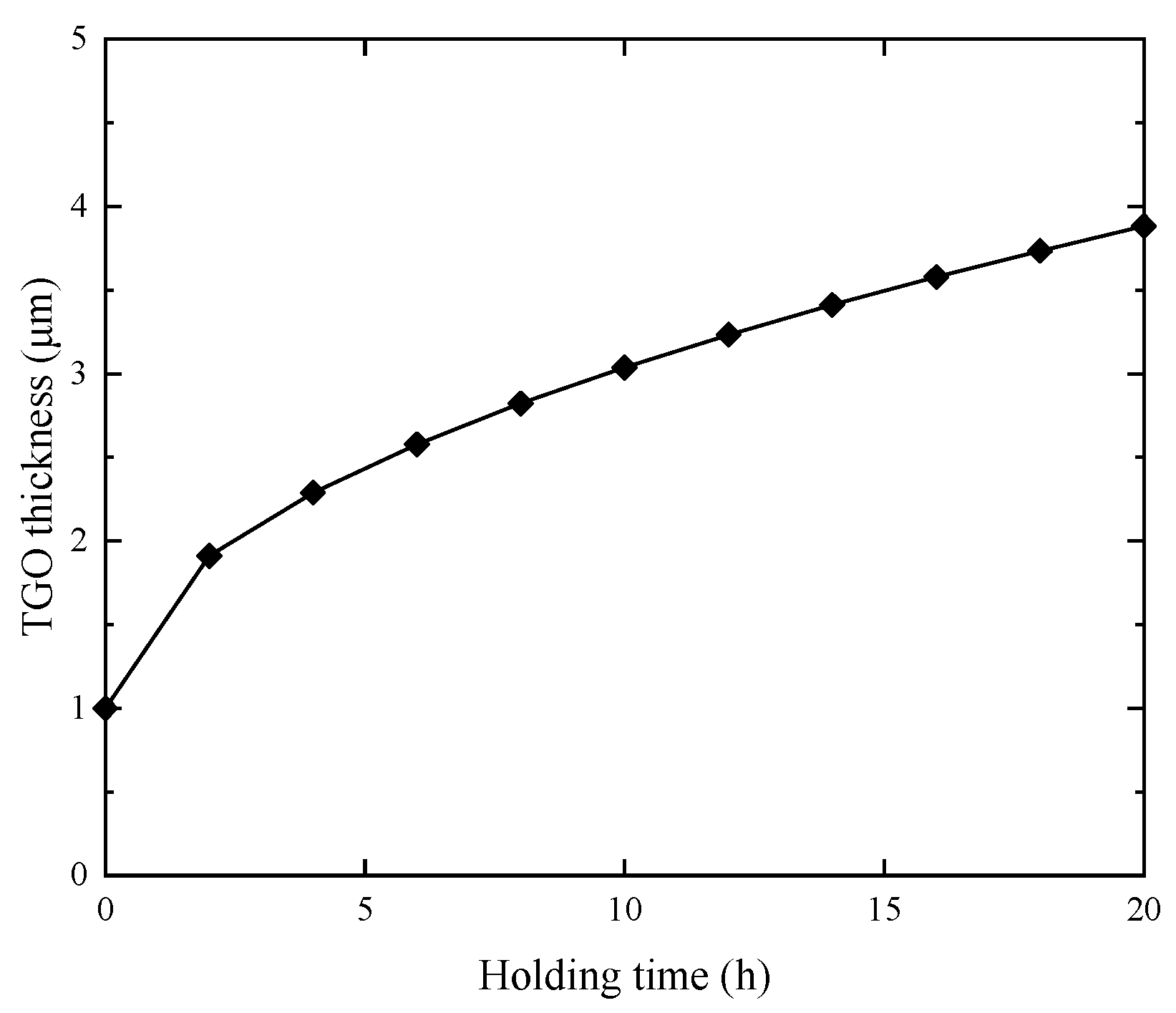
4.4.2. TGO Growth Thickness
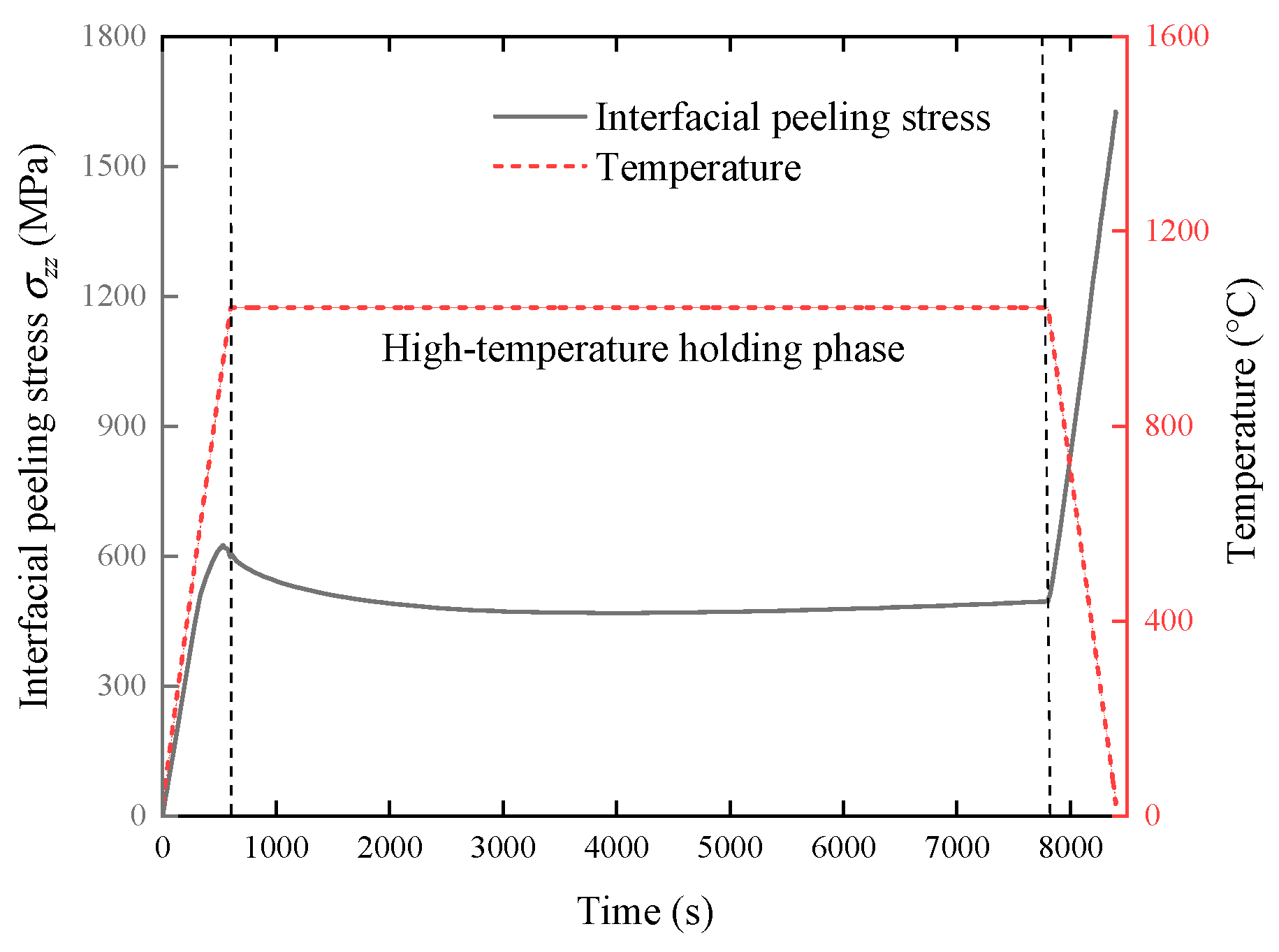
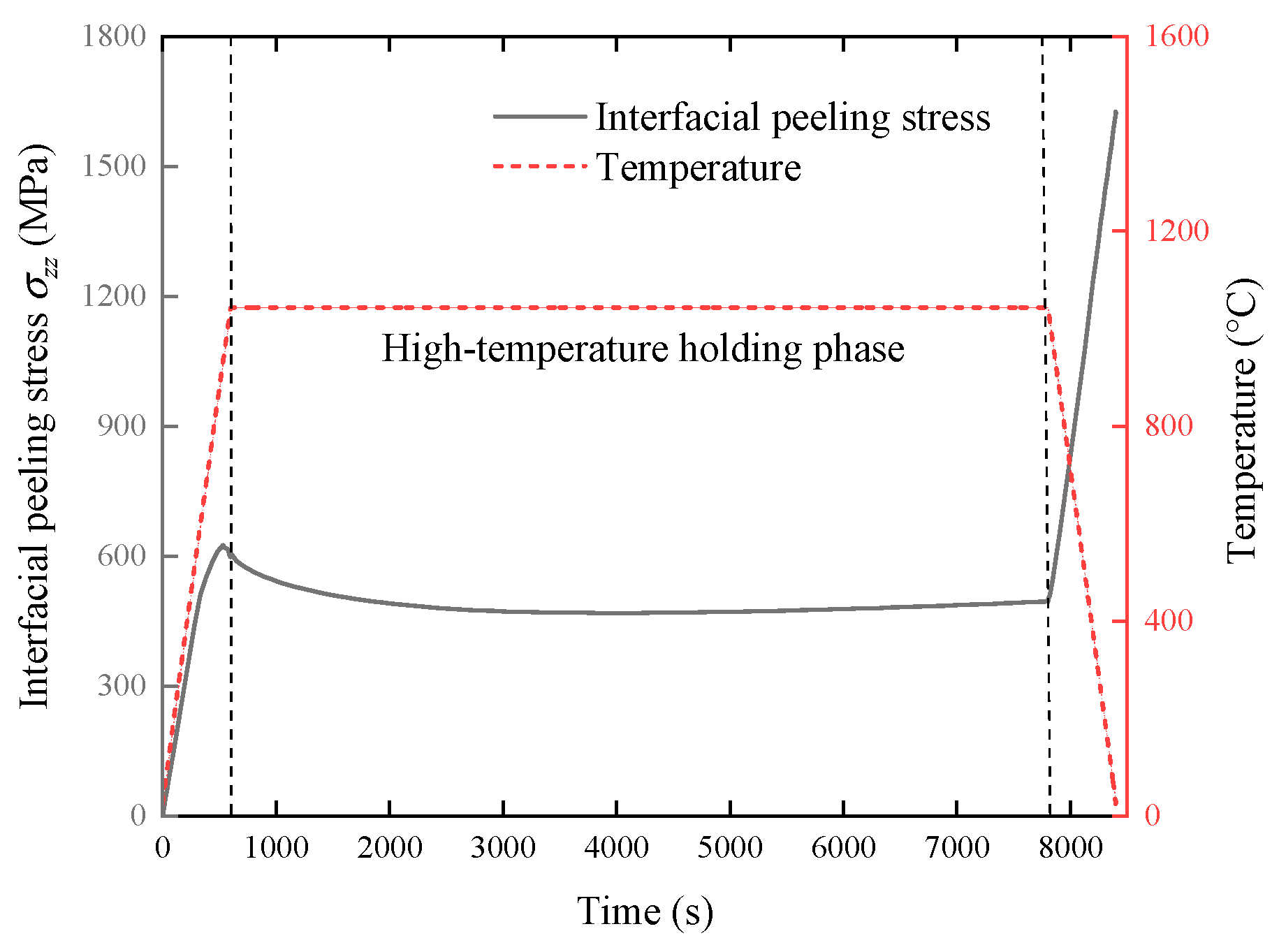
4.4.3. Interfacial Stresses
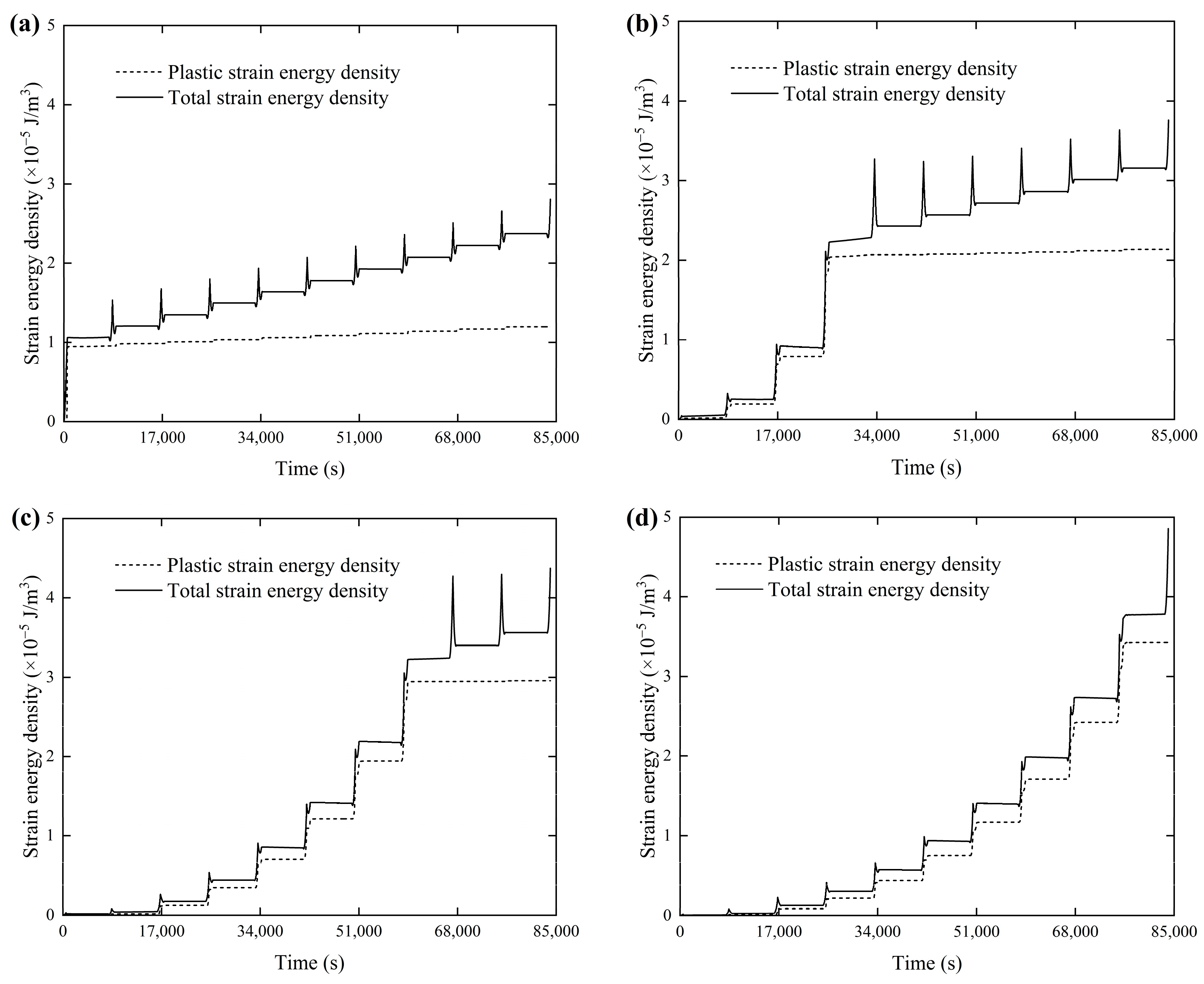
4.4.4. Strain Energy Density
5. Summary and Concluding Remarks
- (1)
- The derived analytical solution for the non-uniform temperature field of the TBC in the high-temperature holding phase agrees well with the simulation. Thus, utilizing the analytically predicted temperature of the TGO layer to compute the TGO growth thickness and growth strains is reliable.
- (2)
- (3)
- Integrating TGO growth into the viscoplastic constitutive model facilitates comprehensive analyses of stress evolution near the evolving TGO/BC interface, enhancing the comprehension of hole edge delamination mechanisms under the combined effects of multiple factors. TGO growth can shift the direction of peeling stress near an air hole from compression to tension, thus facilitating interface debonding.
- (4)
- Irreversible plastic strain energy concentrates in the TGO growth layers near the hole edge, intensifying damage induced by cyclic thermo-mechanical loading. Importantly, competition for the potential failure initiation site is revealed between the first TGO growth layer and the evolving TGO/BC interface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Evans, A.G.; Mumm, D.R.; Hutchinson, J.W.; Meier, G.H.; Pettit, F.S. Mechanisms controlling the durability of thermal barrier coatings. Prog. Mater. Sci. 2001, 46, 505–553. [Google Scholar] [CrossRef]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 58, 315–348. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Mahapatra, M.M.; Mulik, R.S. Thermal barrier coatings—A state of the art review. Met. Mater. Int. 2021, 27, 1947–1968. [Google Scholar] [CrossRef]
- Moore, T.D.; Jarvis, J.L. Peeling in bimaterial beams: The peeling moment and its relation to the differential rigidity. J. Appl. Mech. 2004, 71, 290–292. [Google Scholar] [CrossRef]
- Hsueh, C.H.; Luttrell, C.R.; Lee, S.; Wu, T.C.; Lin, H.Y. Interfacial peeling moments and shear forces at free edges of multilayers subjected to thermal stresses. J. Am. Ceram. Soc. 2006, 89, 1632–1638. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Zhu, W.; Yang, L.; Zhou, Y.C. Numerical prediction of thermal insulation performance and stress distribution of thermal barrier coatings coated on a turbine vane. Int. J. Therm. Sci. 2020, 158, 106552. [Google Scholar] [CrossRef]
- Chiu, C.C.; Tseng, S.S.; Chao, C.K.; Fan, X.L.; Cheng, W.H. Interfacial stresses of thermal barrier coating with film cooling holes induced by CMAS infiltration. Coatings 2022, 12, 326. [Google Scholar] [CrossRef]
- Jiang, J.; Jiang, L.; Cai, Z.; Wang, W.; Zhao, X.; Liu, Y.; Cao, Z. Numerical stress analysis of the TBC-film cooling system under operating conditions considering the effects of thermal gradient and TGO growth. Surf. Coat. Technol. 2019, 357, 433–444. [Google Scholar] [CrossRef]
- Jiang, J.; Wu, D.; Wang, W.; Zhao, X.; Ma, X.; Wang, B.; Shi, H. Fracture behavior of TBCs with cooling hole structure under cyclic thermal loadings. Ceram. Int. 2020, 46, 3644–3654. [Google Scholar] [CrossRef]
- Cai, Z.W.; Hong, H.; Peng, D.; Zhao, X.F.; Wang, W.Z.; Liu, Y.Z. A numerical study of the influence of interface morphology on the stress behavior in thermal barrier coatings near an inclined film-cooling hole. Ceram. Int. 2020, 46, 18142–18150. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Zhang, J.; Yu, P.S.; Wang, W.B.; Zhao, J.H. Strain-rate effect on the stress and strain concentration in a visco-plastic plate with an elliptic hole. Int. J. Steel Struct. 2020, 20, 1256–1267. [Google Scholar] [CrossRef]
- Velay, V.; Bernhart, G.; Penazzi, L. Cyclic behavior modeling of a tempered martensitic hot work tool steel. Int. J. Plast. 2006, 22, 459–496. [Google Scholar] [CrossRef]
- Krempl, E. Viscoplastic models for high temperature applications. Int. J. Solids Struct. 2000, 37, 279–291. [Google Scholar] [CrossRef]
- Chaboche, J.L. A review of some plasticity and viscoplasticity constitutive theories. Int. J. Plast. 2008, 24, 1642–1693. [Google Scholar] [CrossRef]
- Benaarbia, A.; Rae, Y.; Sun, W. Unified viscoplasticity modelling and its application to fatigue-creep behaviour of gas turbine rotor. Int. J. Mech. Sci. 2018, 136, 36–49. [Google Scholar] [CrossRef]
- Benaarbia, A.; Rouse, J.P.; Sun, W. A thermodynamically-based viscoelastic-viscoplastic model for the high temperature cyclic behaviour of 9–12% Cr steels. Int. J. Plast. 2018, 107, 100–121. [Google Scholar] [CrossRef]
- Rae, Y.; Benaarbia, A.; Hughes, J.; Sun, W. Experimental characterisation and computational modelling of cyclic viscoplastic behaviour of turbine steel. Int. J. Fatigue 2019, 124, 581–594. [Google Scholar] [CrossRef]
- Guo, X.F.; Benaarbia, A.; Sun, W.; Becker, A.; Morris, A.; Pavier, M.; Flewitt, P.; Tierney, M.; Wales, C. Optimisation and thermo-mechanical analysis of a coated steam dual pipe system for use in advanced ultra-supercritical power plant. Int. J. Press. Vessel. Pip. 2020, 186, 104157. [Google Scholar] [CrossRef]
- Chen, P.F.; Yuan, B.; Guo, X.F.; Xiong, Y.X.; Wan, Z.Q.; Sun, W. Interfacial peeling loads in the TBC with an air hole: Analytical solutions and viscoplasticity modelling. Ceram. Int. 2022, 48, 27388–27400. [Google Scholar] [CrossRef]
- Liu, J.; Lu, Z.; Zhou, Y.; Zhang, J.; Lyu, G. A review on the failure behavior and countermeasures of thermal barrier coatings. J. Ceram. Process. Res. 2023, 24, 285–307. [Google Scholar] [CrossRef]
- Buschinelli, M.; Huang, X.; Chen, W. TGO evolution and coating property changes for EB-PVD TBC coatings under cyclic oxidation condition. In Proceedings of the Turbo Expo, Glasgow, UK, 14–18 June 2010; The American Society of Mechanical Engineers: New York, NY, USA, 2010; Volume 43963, pp. 891–898. [Google Scholar] [CrossRef]
- Chen, Z.; Jia, W.; Zhao, K.; Fang, L. Comparison of stress evolution under TGO growth simulated by two different methods in thermal barrier coatings. Ceram. Int. 2020, 46, 2915–2922. [Google Scholar] [CrossRef]
- Karlsson, A.M.; Evans, A.G. A numerical model for the cyclic instability of thermally grown oxides in thermal barrier systems. Acta Mater. 2001, 49, 1793–1804. [Google Scholar] [CrossRef]
- Cen, L.; Qin, W.Y.; Yu, Q.M. Analysis of interface delamination in thermal barrier coating system with axisymmetric structure based on corresponding normal and tangential stresses. Surf. Coat. Technol. 2019, 358, 785–795. [Google Scholar] [CrossRef]
- Ranjbar-Far, M.; Absi, J.; Mariaux, G.; Dubois, F. Simulation of the effect of material properties and interface roughness on the stress distribution in thermal barrier coatings using finite element method. Mater. Des. 2010, 31, 772–781. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Cai, H.N.; Meng, G.H.; Tahir, A.; Zhang, W.W. An innovative model coupling TGO growth and crack propagation for the failure assessment of lamellar structured thermal barrier coatings. Ceram. Int. 2020, 46, 1532–1544. [Google Scholar] [CrossRef]
- Wang, L.; Li, Z.; Ding, K.; Deng, C.; Zhang, S.; Zheng, R.; Yang, L.; Lin, X. Effects of TGO growth on the stress distribution and evolution of three-dimensional cylindrical thermal barrier coatings based on finite element simulations. Ceram. Int. 2022, 48, 7864–7875. [Google Scholar] [CrossRef]
- Sun, Y.; Li, J.; Zhang, W.; Wang, T.J. Local stress evolution in thermal barrier coating system during isothermal growth of irregular oxide layer. Surf. Coat. Technol. 2013, 216, 237–250. [Google Scholar] [CrossRef]
- Simo, J.C.; Hughes, T.J. Computational Inelasticity; Springer Science & Business Media: New York, NY, USA, 2006. [Google Scholar]
- Wang, X.; Fan, X.; Sun, Y.; Xu, R.; Jiang, P. Modelling and analysis of the oxide growth coupling behaviour of thermal barrier coatings. J. Mater. Sci. 2019, 54, 10270–10283. [Google Scholar] [CrossRef]
- Shrivastava, S.; Andrade, P.; Carpenter, V.; Masal, R.; Nakod, P.; Orsino, S. Multi-physics simulation based approach for life prediction of a gas turbine combustor liner. In Proceedings of the Turbo Expo, Phoenix, AZ, USA, 17–21 June 2019; The American Society of Mechanical Engineers: New York, NY, USA, 2019; Volume 58646, p. V05AT20A001. [Google Scholar] [CrossRef]
- Hong, J.; Gao, J.; Ma, Y.; Chen, M. Local thermal buckling analysis method of combustor liner. In Proceedings of the Turbo Expo, Orlando, FL, USA, 8–12 June 2009; The American Society of Mechanical Engineers: New York, NY, USA, 2009; Volume 48845, pp. 1373–1386. [Google Scholar] [CrossRef]
- Fan, Y.H. Structural Design Criteria for Aviation Turbojet and Turbofan Engines; Aviation Industry Corporation of China, Ltd.: Beijing, China, 1997. [Google Scholar]
- Traeger, F.; Ahrens, M.; Vaßen, R.; Stöver, D. A life time model for ceramic thermal barrier coatings. Mater. Sci. Eng. A 2003, 358, 255–265. [Google Scholar] [CrossRef]
- Jiang, J.; Ma, X.; Wang, B. Stress analysis of the thermal barrier coating system near a cooling hole considering the free-edge effect. Ceram. Int. 2020, 46, 331–342. [Google Scholar] [CrossRef]
- Hermosilla, U. Mechanical Modelling of Thermal Barrier Coatings at High Temperatures. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2008. [Google Scholar]
- Munro, R.G. Evaluated material properties for a sintered alpha-alumina. J. Am. Ceram. Soc. 1997, 80, 1919–1928. [Google Scholar] [CrossRef]
- Khor, K.A.; Gu, Y.W. Thermal properties of plasma-sprayed functionally graded thermal barrier coatings. Thin Solid. Films 2000, 372, 104–113. [Google Scholar] [CrossRef]
- Widjaja, S.; Limarga, A.M.; Yip, T.H. Modeling of residual stresses in a plasma-sprayed zirconia/alumina functionally graded-thermal barrier coating. Thin Solid. Films 2003, 434, 216–227. [Google Scholar] [CrossRef]
- Liu, F.L. Research on Thermomechanical Fatigue Behavior and Life Prediction Approaches of Nickel-Based Superalloy. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2019. [Google Scholar]
- Białas, M. Finite element analysis of stress distribution in thermal barrier coatings. Surf. Coat. Technol. 2008, 202, 6002–6010. [Google Scholar] [CrossRef]
- Bednarz, P. Finite Element Simulation of Stress Evolution in Thermal Barrier Coating Systems. Ph.D. Thesis, Forschungszntrum Jülich, GmbH, Germany, 2006. [Google Scholar]
- Zhou, Y.C.; Hashida, T. Coupled effects of temperature gradient and oxidation on thermal stress in thermal barrier coating system. Int. J. Solids Struct. 2001, 38, 4235–4264. [Google Scholar] [CrossRef]
- Sun, J.Y.; Yuan, H. Cyclic plasticity modelling of nickel-based superalloy Inconel 718 under multi-axial thermo-mechanical fatigue loading conditions. Int. J. Fatigue 2019, 119, 89–101. [Google Scholar] [CrossRef]
- Zotov, N.; Bartsch, M.; Eggeler, G. Thermal barrier coating systems—Analysis of nanoindentation curves. Surf. Coat. Technol. 2009, 203, 2064–2072. [Google Scholar] [CrossRef]
- Stiger, M.J.; Yanar, M.M.; Topping, M.G.; Pettit, F.S.; Meier, G.H. Thermal barrier coatings for the 21st century. Int. J. Mater. Res. 1999, 90, 1069–1078. [Google Scholar] [CrossRef]
- Christensen, R.J.; Lipkin, D.M.; Clarke, D.R.; Murphy, K.S. Nondestructive evaluation of the oxidation stresses through thermal barrier coatings using Cr3+ piezospectroscopy. Appl. Phys. Lett. 1996, 69, 3754–3756. [Google Scholar] [CrossRef]
- Naumenko, D.; Shemet, V.; Singheiser, L.; Quadakkers, W.J. Failure mechanisms of thermal barrier coatings on MCrAlY-type bondcoats associated with the formation of the thermally grown oxide. J. Mater. Sci. 2009, 44, 1687–1703. [Google Scholar] [CrossRef]
- Wang, T.J.; Fan, X.L. Thermal Barrier Coating Strength Theory and Detection Technology; Xi’an Jiaotong University Press: Xi’an, China, 2016. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T (°C) | k (W/m °C) | C (J/kg °C) | T (°C) | k (W/m °C) | C (J/kg °C) |
|---|---|---|---|---|---|
| TC (YSZ) [37] | TGO (α-Al2O3) [38] | ||||
| 25 | 1.4998 | 455.60 | 20 | 33.0000 | 755.00 |
| 127 | 1.4998 | 516.14 | 500 | 11.4000 | 1165.00 |
| 327 | 1.4998 | 568.08 | 1000 | 7.2200 | 1255.00 |
| 527 | 1.4998 | 595.67 | 1200 | 6.6700 | 1285.00 |
| 727 | 1.4998 | 616.77 | |||
| 927 | 1.4998 | 635.44 | |||
| 1127 | 1.4998 | 652.48 | |||
| 1177 | 1.4998 | 719.84 | |||
| BC (NiCoCrAlY) [39] | Substrate (Inconel 718) [40] | ||||
| 28 | 4.3042 | 542.90 | 25 | 11.5000 | 431.00 |
| 300 | 5.9646 | 659.20 | 400 | 17.3000 | 524.00 |
| 500 | 6.9534 | 712.10 | 800 | 23.8000 | 627.00 |
| 700 | 9.7197 | 738.50 | |||
| 900 | 10.6836 | 757.50 | |||
| 1100 | 13.1745 | 772.00 | |||
| T (°C) | α (10−6/°C) | ν | E (GPa) | σiy (MPa) |
|---|---|---|---|---|
| TC (YSZ) [42] | ||||
| 20 | 9.6800 | 0.2 | 17.500 | / |
| 220 | 9.6748 | 0.2 | 16.341 | |
| 420 | 9.7058 | 0.2 | 15.182 | |
| 620 | 9.8098 | 0.2 | 14.023 | |
| 820 | 10.0240 | 0.2 | 12.864 | |
| 1020 | 10.3840 | 0.2 | 11.705 | |
| TGO (α-Al2O3) [42,43] | ||||
| 20 | 5.0794 | 0.27 | 380.365 | 8000.0 |
| 220 | 5.9040 | 0.27 | 369.060 | 8000.0 |
| 420 | 6.7285 | 0.27 | 361.225 | 8000.0 |
| 620 | 7.5531 | 0.27 | 351.876 | 5433.3 |
| 820 | 8.3776 | 0.27 | 336.032 | 2866.7 |
| 1020 | 9.2022 | 0.27 | 308.708 | 300.0 |
| BC (NiCoCrAlY) [42,44] | ||||
| 20 | 12.358 | 0.3189 | 151.857 | 426.0 |
| 220 | 13.041 | 0.3271 | 150.746 | 410.4 |
| 420 | 13.912 | 0.3343 | 145.253 | 392.6 |
| 620 | 14.97 | 0.3409 | 132.337 | 354.2 |
| 820 | 16.217 | 0.3466 | 108.921 | 275.8 |
| 1020 | 17.652 | 0.3515 | 71.890 | 184.4 |
| Substrate (Inconel 718) [40,41] | ||||
| 20 | 14.4 | 0.30 | 204.988 | 729.0 |
| 220 | 14.4 | 0.30 | 194.868 | 728.8 |
| 420 | 14.4 | 0.30 | 184.748 | 726.3 |
| 620 | 14.4 | 0.30 | 174.628 | 695.5 |
| 820 | 14.4 | 0.30 | 164.508 | 313.6 |
| 1020 | 14.4 | 0.30 | 154.388 | 313.6 |
| Mechanical Feature | Parameter | Temperature-Dependent Value |
|---|---|---|
| Nonlinear viscosity | Z (MPa.s1/n) | −1.4 × 10−1T + 9.82 × 102 |
| n | 1.04 × 10−3T + 3.27 | |
| Nonlinear kinematic hardening | (MPa) | −2.89 × 10−2T + 2.01 × 102 |
| 1.32 × 10−1T + 4.13 × 102 | ||
| (MPa) | −1.66 × 10−2T + 1.99 × 102 | |
| 1.72 × 10−1T + 2.32 × 102 | ||
| Isotropic hardening | (MPa) | −3.54 × 10−1T − 1.40 × 102 |
| −6.60 × 10−3T + 1.75 × 101 | ||
| H | −5.50 × 10−3T − 4.00 × 10−1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.; Yuan, B.; Guo, X.; Wan, Z.; Sun, W. An Oxide Growth-Coupled Viscoplasticity Model and Its Application to Interfacial Stress Analysis near an Air Hole within a Thermal Barrier Coating. Coatings 2024, 14, 362. https://doi.org/10.3390/coatings14030362
Chen P, Yuan B, Guo X, Wan Z, Sun W. An Oxide Growth-Coupled Viscoplasticity Model and Its Application to Interfacial Stress Analysis near an Air Hole within a Thermal Barrier Coating. Coatings. 2024; 14(3):362. https://doi.org/10.3390/coatings14030362
Chicago/Turabian StyleChen, Pengfei, Bo Yuan, Xiaofeng Guo, Zhiqiang Wan, and Wei Sun. 2024. "An Oxide Growth-Coupled Viscoplasticity Model and Its Application to Interfacial Stress Analysis near an Air Hole within a Thermal Barrier Coating" Coatings 14, no. 3: 362. https://doi.org/10.3390/coatings14030362