
Influence of N2/Ar Flow Ratio on Microstructure and Properties of the AlCrSiN Coatings Deposited by High-Power Impulse Magnetron Sputtering


Abstract
:1. Introduction
2. Experimental Details
2.1. Coating Deposition
2.2. Characterization and Tests of the AlCrSiN Coatings
3. Results and Discussion
3.1. Chemical Composition and Phase Analysis
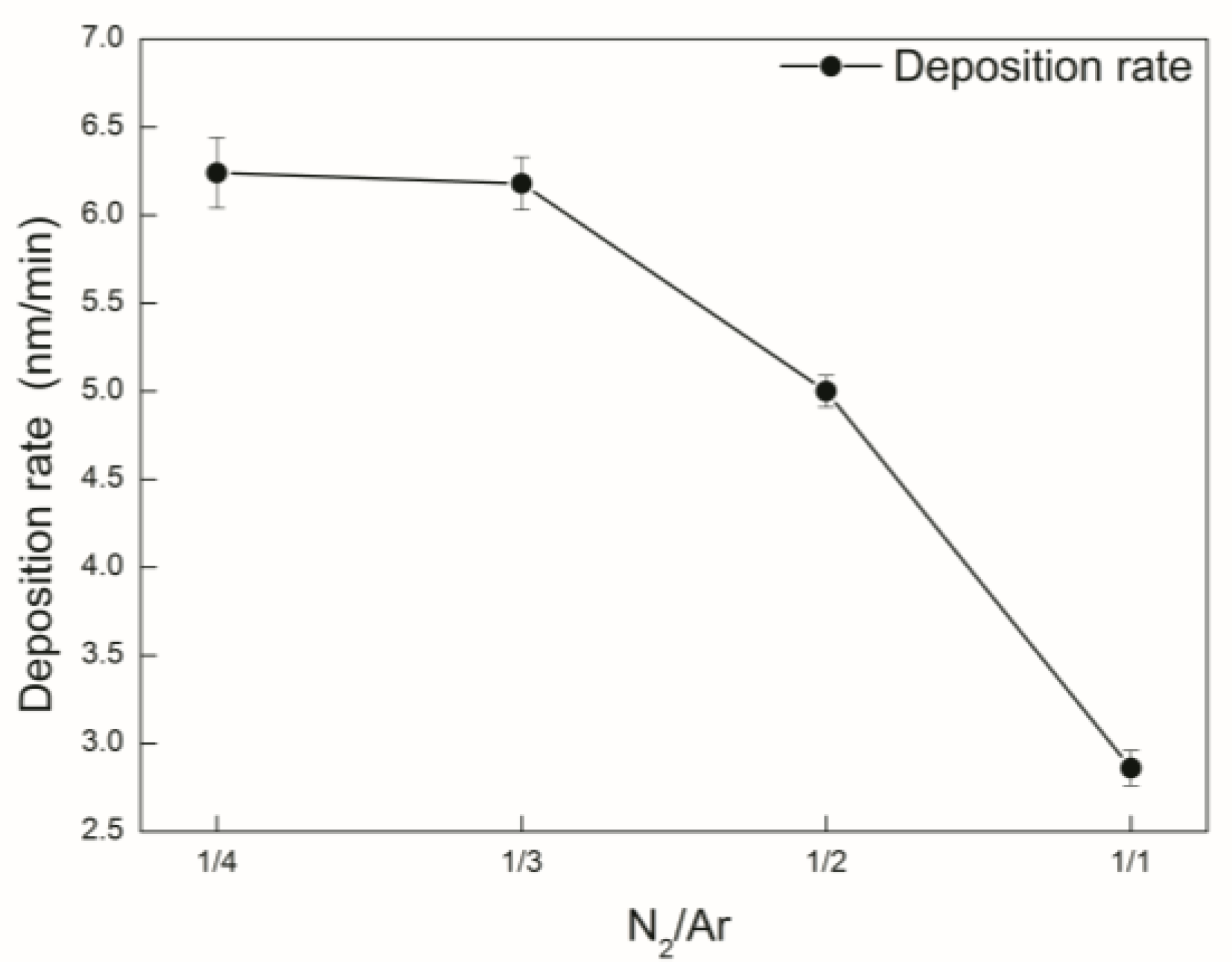
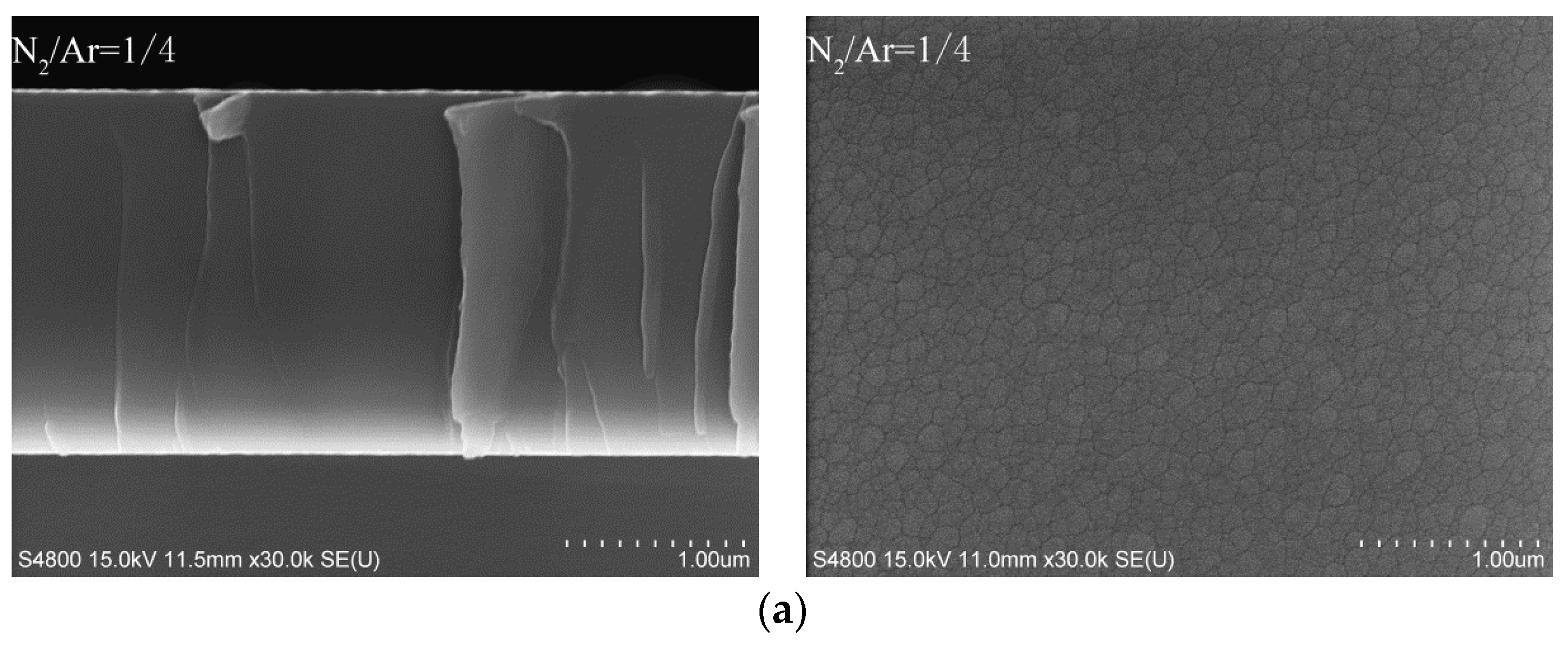
3.2. Deposition Rates and Morphologies
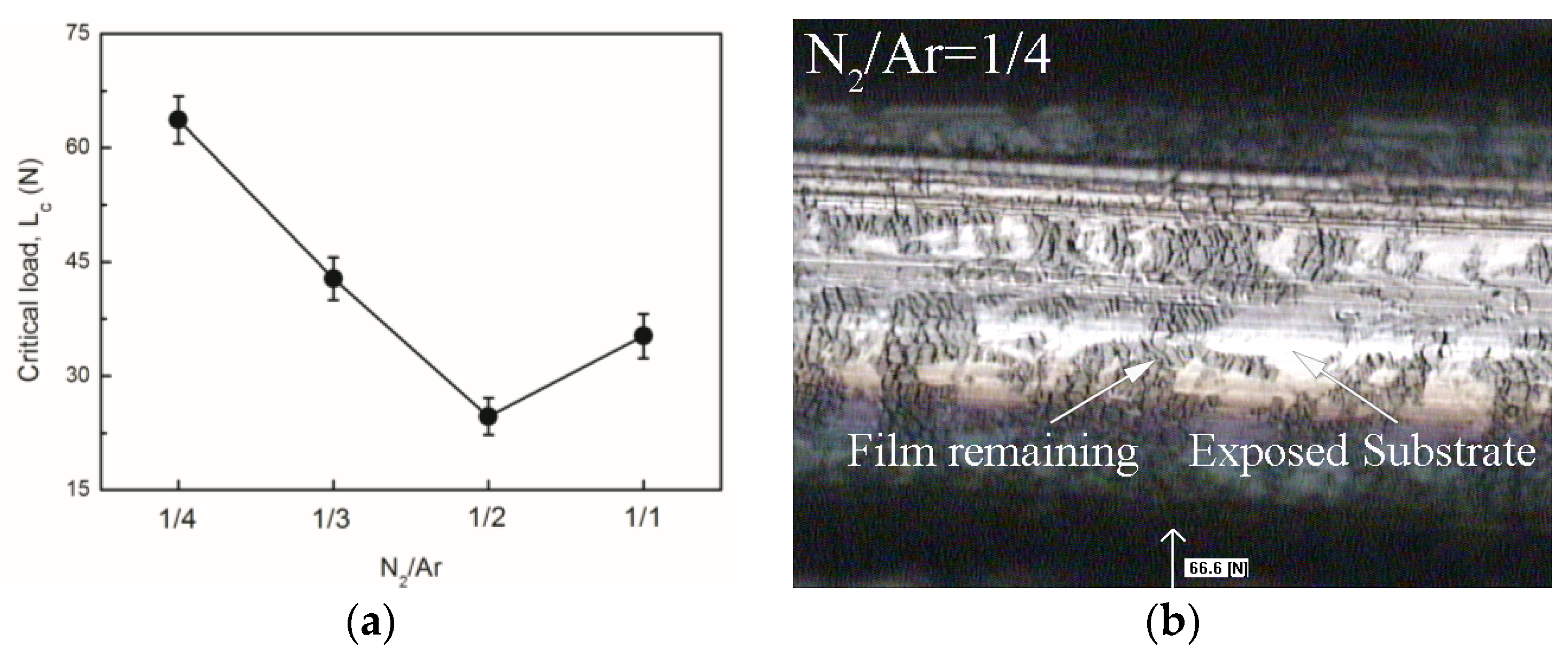
3.3. Mechanical Properties
3.4. Tribological Behaviors
4. Conclusions
- With increasing the N2/Ar flow ratio, the nanocrystals in AlCrSiN coatings evolved gradually from a metastable solid-solution fcc-(Cr,Al)N phase to the mixture of fcc-(Cr,Al)N and hcp-(Cr,Al)N.
- The increasing of the N2/Ar flow ratio resulted in increasing crystallinity in the coating, and finally produced an increase both in the hardness and the elastic modulus of the AlCrSiN coatings due to the microstructure evolution and composition variation.
- The increase of the N2/Ar flow ratio also resulted in an increment of the average friction coefficient and wear resistance. The main wear mechanism gradually changed from serious abrasive wear and plastic deformation to slight adhesive wear with increasing N content in the as-deposited AlCrSiN coatings. And the AlCrSiN coatings with the highest N content (56.3 at.%, N2/Ar = 1/1) possessed a superior wear resistance.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lin, J.L.; Zhang, N.Y.; Sproul, W.D.; Moore, J.J. Comparison of the oxidation behavior of CrN flms deposited using continuous dc pulsed dc and modulated pulsed power magnetron sputtering. Surf. Coat. Technol. 2012, 206, 3283–3290. [Google Scholar] [CrossRef]
- Wu, D.; Jiang, S.; Fan, Q.; Gong, J.; Sun, C. Hot corrosion behavior of a Cr-modified aluminide coating on a Ni-based superalloy. Acta Metall. Sin. 2014, 27, 627–634. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, L.; Wang, Q.; Li, M. A superhard CrAlSiN superlattice coating deposited by a multi-arc ion plating: II. Thermal stability and oxidation resistance. Surf. Coat. Technol. 2013, 214, 153–159. [Google Scholar] [CrossRef]
- Xiao, B.J.; Li, H.X.; Mei, H.J. A study of oxidation behavior of AlTiN-and AlCrN-based multilayer coatings. Surf. Coat. Technol. 2018, 333, 229–237. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Brugnara, R.H. Aluminum-rich HPPMS (Cr1−xAlx)N coatings deposited with different target compositions and at various pulse lengths. Vacuum 2015, 122, 201–207. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. Review on self-lubricant transition metal dichalcogenide nanocomposite coatings alloyed with carbon. Mater. Chem. Phys. 2011, 129, 195–201. [Google Scholar] [CrossRef]
- Lewin, E.; Loch, D.; Montagne, A.; Ehiasarian, A.P.; Patscheider, J. Comparison of Al-Si-N nanocomposite coatings deposited by HIPIMS and DC magnetron sputtering. Surf. Coat. Technol. 2013, 232, 680–689. [Google Scholar] [CrossRef]
- Wu, W.; Chen, W.; Yang, S.; Lin, Y.; Zhang, S.; Cho, T.-Y.; Lee, G.H.; Kwon, S.-C. Design of AlCrSiN multilayers and nanocomposite coating for HSS cutting tools. Appl. Surf. Sci. 2015, 351, 803–810. [Google Scholar] [CrossRef]
- Chang, C.-C.; Chen, H.-W.; Lee, J.-W.; Duh, J.-G. Influence of Si contents on tribological characteristics of CrAlSiN nanocomposite coatings. Thin Solid Films 2015, 584, 46–51. [Google Scholar] [CrossRef]
- Chang, C.-C.; Chen, H.-W.; Lee, J.-W.; Duh, J.-G. Development of Si-modified CrAlSiN nanocomposite coating for anti-wear application in extreme environment. Surf. Coat. Technol. 2015, 284, 273–280. [Google Scholar] [CrossRef]
- Kuo, Y.-C.; Wang, C.-J.; Lee, J.-W. The microstructure and mechanical properties evaluation of CrTiAlSiN coatings: Effects of silicon content. Thin Solid Films 2017, 638, 220–229. [Google Scholar] [CrossRef]
- Sun, S.; Ye, Y.; Wang, Y.; Liu, Q.; Liu, X.; Li, J.; Wang, L. Structure and tribological performances of CrAlSiN coatings with different Si percentages in seawater. Tribol. Int. 2017, 115, 591–599. [Google Scholar] [CrossRef]
- Wang, T.-G.; Dong, Y.; Gebrekidan, B.A.; Liu, Y.-M.; Fan, Q.-X.; Kim, K.H. Microstructure and Properties of the Cr-Si-N Coatings Deposited by Combining High-Power Impulse Magnetron Sputtering (HiPIMS) and Pulsed DC Magnetron Sputtering. Acta Metall. Sin. 2017, 30, 688–696. [Google Scholar] [CrossRef]
- Chen, M.; Chen, W.; Cai, F.; Zhang, S.; Wang, Q. Structural evolution and electrochemical behaviors of multilayer Al-Cr-Si-N coatings. Surf. Coat. Technol. 2016, 296, 33–39. [Google Scholar] [CrossRef]
- Geng, D.; Li, H.; Zhang, Q.; Wang, C.; Wu, Z.; Wang, Q. Effect of incorporating oxygen on microstructure and mechanical properties of AlCrSiON coatings deposited by arc ion plating. Surf. Coat. Technol. 2017, 310, 223–230. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kalscheuer, C.; Naderi, M. Hybrid dcMS/HPPMS PVD nitride and oxynitride hard coatings for adhesion and abrasion reduction in plastics processing. Surf. Coat. Technol. 2016, 308, 349–359. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmanna, T.; Grundmeier, G.; de los Arcos, T.; Wiesing, M.; Kruppe, N.C. (Cr,Al)N/(Cr,Al)ON Oxy-nitride Coatings deposited by Hybrid dcMS/HPPMS for Plastics Processing Applications. Surf. Coat. Technol. 2016, 308, 394–403. [Google Scholar] [CrossRef]
- Yang, Y.-C.; Chang, C.-T.; Hsiao, Y.-C.; Lee, J.-W.; Lou, B.-S. Influence of high power impulse magnetron sputtering pulse parameters on the properties of aluminum nitride coatings. Surf. Coat. Technol. 2014, 259, 219–231. [Google Scholar] [CrossRef]
- Veprek, S.; Zhang, R.F.; Veprek-Heijman, M.G.J.; Sheng, S.H.; Argon, A.S. Superhard nanocomposites: Origin of hardness enhancement, properties and applications. Surf. Coat. Technol. 2010, 204, 1898–1906. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.G.J. Industrial applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 5063–5073. [Google Scholar] [CrossRef]
- Cao, F.; Munroe, P.; Zhou, Z.; Xie, Z. Mechanically robust TiAlSiN coatings prepared by pulsed-DC magnetron sputtering system: Scratch response and tribological performance. Thin Solid Films 2018, 645, 222–230. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, G.; Ren, S.; Jiang, B. Effect of nitrogen flow rate on structure and properties of MoNx coatings deposited by facing target sputtering. J. Alloys Compd. 2017, 701, 1–8. [Google Scholar] [CrossRef]
- Bobzin, K.; Bagcivan, N.; Immich, P.; Bolz, S.; Alami, J.; Cremer, R. Advantages of nanocomposite coatings deposited by high power pulse magnetron sputtering technology. Mater. Process. Technol. 2009, 209, 165–170. [Google Scholar] [CrossRef]
- Qi, D.; Lei, H.; Wang, T.; Pei, Z.; Gong, J.; Sun, C. Mechanical, microstructural and tribological properties of reactive magnetron sputtered Cr-Mo-N films. J. Mater. Sci. Technol. 2015, 31, 55–64. [Google Scholar] [CrossRef]
- Georgiadis, A.; Gautier, G.; Cartasegna, F. AlSiTiN and AlSiCrN multilayer coatings: Effects of structure and surface composition on tribological behavior under dry and lubricated conditions. Appl. Surf. Sci. 2016, 365, 218–226. [Google Scholar]
- Wang, T.; Zhao, S.; Hua, W.; Li, J.; Gong, J.; Sun, C. Estimation of residual stress and its effects on the mechanical properties of detonation gun sprayed WC-Co coatings. Mater. Sci. Eng. A 2010, 527, 454–461. [Google Scholar] [CrossRef]
- Jiang, X.; Yang, F.; Chen, W.; Lee, J.-W.; Chang, C. Effect of nitrogen-argon flow ratio on the microstructural and mechanical properties of AlSiN thin films prepared by high power impulse magnetron sputtering. Surf. Coat. Technol. 2017, 320, 138–145. [Google Scholar] [CrossRef]
- Christie, D.J. Target material pathways model for high power pulsed magnetron sputtering. J. Vac. Sci. Technol. A 2005, 23, 330–335. [Google Scholar] [CrossRef]
- Soucek, P.; Daniel, J.; Hnilica, J.; Bernatova, K.; Zabransky, L.; Bursıkova, V.; Stupavska, M.; Vasina, P. Superhard nanocomposite nc-TiC/a-C:H coatings: The effect of HiPIMS on coating microstructure and mechanical properties. Surf. Coat. Technol. 2017, 311, 257–267. [Google Scholar] [CrossRef]
- Kim, H.K.; La, J.H.; Kim, K.S.; Lee, S.Y. The effects of the H/E ratio of various Cr-N interlayers on the adhesion strength of CrZrN coatings on tungsten carbide substrates. Surf. Coat. Technol. 2015, 284, 230–234. [Google Scholar] [CrossRef]
- Ding, J.; Zhang, T.; Yun, J. Microstructure, Mechanical, Oxidation and Corrosion Properties of the Cr-Al-Si-N Coatings Deposited by a Hybrid Sputtering System. Coatings 2017, 7, 119. [Google Scholar] [CrossRef]
- Hu, J.; Shi, Y.N.; Sauvage, X.; Sha, G.; Lu, K. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science 2017, 355, 1292–1296. [Google Scholar] [CrossRef] [PubMed]
- Wang, T.-G.; Jeong, D.; Kim, S.-H.; Wang, Q.; Shin, D.-W.; Melin, S.; Iyengar, S.; Kim, K.H. Study on nanocrystalline Cr2O3 films deposited by arc ion plating: I. composition, morphology, and microstructure analysis. Surf. Coat. Technol. 2012, 206, 2629–2637. [Google Scholar] [CrossRef]
- Bansal, P.; Shipway, P.H.; Leen, S.B. Residual stresses in high-velocity oxy-fuel thermally sprayed coatings—Modelling the effect of particle velocity and temperature during the spraying process. Acta Mater. 2007, 55, 5089–5101. [Google Scholar] [CrossRef]
- Burnett, P.J.; Rickerby, D.S. The relationship between hardness and scratch adhession. Thin Solid Films 1987, 154, 403–416. [Google Scholar] [CrossRef]
- Georgiadis, A.; Fuentes, G.G.; Almandoz, E.; Medrano, A.; Palacio, J.F.; Miguel, A. Characterisation of cathodic arc evaporated CrTiAlN coatings: Tribological response at room temperature and at 400 °C. Mater. Chem. Phys. 2017, 190, 194–201. [Google Scholar] [CrossRef]
- Chen, S.; Luo, D.; Zhao, G. Investigation of the properties of TixCr1−xN coatings prepared by cathodic arc deposition. Phys. Procedia 2013, 50, 163–168. [Google Scholar] [CrossRef]
- Zhou, H.; Zheng, J.; Gui, B.; Geng, D.; Wang, Q. AlTiCrN coatings deposited by hybrid HiPIMS/DC magnetronco-sputtering. Vacuum 2017, 136, 129–136. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Base pressure/Pa | 2.0 × 10−3 |
| Working pressure/Pa | 7.0 × 10−1 |
| Bias voltage/V | −30 |
| N2/Ar flow ratio (sccm) | 1/4 (N2: 28, Ar: 112); 1/3 (N2: 35, Ar: 105); 1/2 (N2: 47, Ar: 94); 1/1 (N2: 70, Ar: 70) |
| Deposition temperature/°C | 300 |
| HiPIMS average sputtering power/kW | 1.0 |
| HiPIMS average sputtering voltage/V | ~555 |
| HiPIMS pulse width/μs | 160 |
| HiPIMS frequency/Hz | 180 |
| Substrate rotation speed/r·min−1 | 2 |
| Distance between target and substrate/mm | 100 |
| Deposition time/min | 330 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.-S.; Wang, T.-G.; Ding, J.; Cai, Y.; Shi, J.; Zhang, X. Influence of N2/Ar Flow Ratio on Microstructure and Properties of the AlCrSiN Coatings Deposited by High-Power Impulse Magnetron Sputtering. Coatings 2018, 8, 3. https://doi.org/10.3390/coatings8010003
Li B-S, Wang T-G, Ding J, Cai Y, Shi J, Zhang X. Influence of N2/Ar Flow Ratio on Microstructure and Properties of the AlCrSiN Coatings Deposited by High-Power Impulse Magnetron Sputtering. Coatings. 2018; 8(1):3. https://doi.org/10.3390/coatings8010003
Chicago/Turabian StyleLi, Bai-Song, Tie-Gang Wang, Jicheng Ding, Yujun Cai, Jing Shi, and Xitong Zhang. 2018. "Influence of N2/Ar Flow Ratio on Microstructure and Properties of the AlCrSiN Coatings Deposited by High-Power Impulse Magnetron Sputtering" Coatings 8, no. 1: 3. https://doi.org/10.3390/coatings8010003