Erosion Behavior of API X120 Steel: Effect of Particle Speed and Impact Angle


 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ríos-Mercado, R.Z.; Borraz-Sánchez, C. Optimization problems in natural gas transportation systems: A state-of-the-art review. Appl. Energy 2015, 147, 536–555. [Google Scholar] [CrossRef]
- Herrán, A.; de la Cruz, J.M.; de Andrés, B. A mathematical model for planning transportation of multiple petroleum products in a multi-pipeline system. Comput. Chem. Eng. 2010, 34, 401–413. [Google Scholar] [CrossRef]
- Herrán, A.; de la Cruz, J.M.; de Andrés, B. Global Search Metaheuristics for planning transportation of multiple petroleum products in a multi-pipeline system. Comput. Chem. Eng. 2012, 37, 248–261. [Google Scholar] [CrossRef]
- Jones, N.N.; Birch, R.S. Influence of internal pressure on the impact behavior of steel pipelines. J. Press. Vessel Technol. 1996, 118, 464–471. [Google Scholar] [CrossRef]
- Igi, S.; Sakimoto, T.; Endo, S. Effect of internal pressure on tensile strain capacity of X80 pipeline. Procedia Eng. 2011, 10, 1451–1456. [Google Scholar] [CrossRef]
- Wood, R.J.K.; Jones, T.F. Investigations of sand-water induced erosive wear of AISI 304L stainless steel pipes by pilot-scale and laboratory-scale testing. Wear 2003, 255, 206–218. [Google Scholar] [CrossRef]
- Hu, X.; Neville, A. CO2 erosion-corrosion of pipeline steel (API X65) in oil and gas conditions—A systematic approach. Wear 2009, 267, 2027–2032. [Google Scholar] [CrossRef]
- Paul, O.; Mohamed, A.M.A. Erosion-corrosion in oil and gas industry: A review. Int. J. Met. Mater. Sci. Eng. 2014, 4, 7–28. [Google Scholar]
- Mohtadi-Bonab, M.A.; Szpunar, J.A.; Razavi-Tousi, S.S. A comparative study of hydrogen induced cracking behavior in API 5L X60 and X70 pipeline steels. Eng. Fail. Anal. 2013, 33, 163–175. [Google Scholar] [CrossRef]
- Andrews, N.; Giourntas, L.; Galloway, A.M.; Pearson, A. Effect of impact angle on the slurry erosion-corrosion of Stellite 6 and SS316. Wear 2014, 320, 143–151. [Google Scholar] [CrossRef] [Green Version]
- Wood, R.J.K.; Walker, J.C.; Harvey, T.J.; Wang, S.; Rajahram, S.S. Influence of microstructure on the erosion and erosion-corrosion characteristics of 316 stainless steel. Wear 2013, 306, 254–262. [Google Scholar] [CrossRef]
- Manisekaran, T.; Kamaraj, M.; Sharrif, S.M.; Joshi, S.V. Slurry erosion studies on surface modified 13Cr-4Ni Steels: Effect of angle of impingement and particle size. J. Mater. Eng. Perform. 2007, 16, 567–572. [Google Scholar] [CrossRef]
- López, D.; Congote, J.P.; Cano, J.R.; Toro, A.; Tschiptschin, A.P. Effect of particle velocity and impact angle on the corrosion–erosion of AISI 304 and AISI 420 stainless steels. Wear 2005, 259, 118–124. [Google Scholar] [CrossRef]
- Chauhan, A.K.; Goel, D.B.; Prakash, S. Solid particle erosion behaviour of 13Cr-4Ni and 21Cr-4Ni-N steels. J. Alloys Compd. 2009, 467, 459–464. [Google Scholar] [CrossRef]
- Burstein, G.T.; Sasaki, K. Effect of impact angle on the slurry erosion-corrosion of 304L stainless steel. Wear 2000, 240, 80–94. [Google Scholar] [CrossRef]
- Matsumura, M.; Oka, Y.; Hiura, H.; Yano, M. The role of passivating film in preventing slurry erosion-corrosion of austenitic stainless steel. ISIJ Int. 1991, 31, 168–176. [Google Scholar] [CrossRef]
- Levy, A.V. The solid particle erosion behavior of steel as a function of microstructure. Wear 1981, 68, 269–287. [Google Scholar] [CrossRef]
- Green, G.M.; Taggart, R.; Polonis, D.H. Influence of microstructure on the erosion of plain carbon steels. Metallography 1981, 14, 191–212. [Google Scholar] [CrossRef]
- Liebhard, M.; Levy, A. The effect of erodent particle characteristics on the erosion of metals. Wear 1991, 151, 381–390. [Google Scholar] [CrossRef]
- Tilly, G.P.; Sage, W. The interaction of particle and material behaviour in erosion processes. Wear 1970, 16, 447–465. [Google Scholar] [CrossRef]
- Choi, B.W.; Seo, D.H.; Jang, J.I. A nanoindentation study on the micromechanical characteristics of API X100 pipeline steel. Met. Mater. Int. 2009, 15, 373–378. [Google Scholar] [CrossRef]
- Zhao, M.C.; Yang, K.; Shan, Y. The effects of thermo-mechanical control process on microstructures and mechanical properties of a commercial pipeline steel. Mater. Sci. Eng. A 2002, 335, 14–20. [Google Scholar] [CrossRef]
- Liu, L.; Xiao, H.; Li, Q.; Liu, Y.; Li, P.; Yang, Z.; Yu, H. Evaluation of the fracture toughness of X70 pipeline steel with ferrite-bainite microstructure. Mater. Sci. Eng. A 2017, 688, 388–395. [Google Scholar]
- Lu, S.H.; Ling, X.; Zhang, J.C. Investigate on the properties of X80 pipeline steel damaged by high temperature. Procedia Eng. 2015, 130, 609–616. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Shakoor, R.A.; Zagho, M.M.; Mohamed, A.M.A. Erosion behaviour of API X100 pipeline steel at various impact angles and particle speeds. Metals 2016, 6, 232. [Google Scholar] [CrossRef]
- Fairchild, D.P.; Macia, M.L.; Bangaru, N.V.; Koo, J.Y. Girth welding development for X120 line pipe. In Proceedings of the Thirteenth International Offshore and Polar Engineering Conference, Honolulu, HI, USA, 25–30 May 2003. [Google Scholar]
- Tanguy, B.; Luu, T.T.; Perrin, G.; Pineau, A.; Besson, J. Plastic and damage behaviour of a high strength X100 pipeline steel: Experiments and modelling. Int. J. Press. Vessels Pip. 2008, 85, 322–335. [Google Scholar] [CrossRef]
- ASTM G76-13 Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets; ASTM International: West Conshohocken, PA, USA, 2013.
- Ruff, A.W.; Ives, L.K. Measurement of solid particle velocity in erosion wear. Wear 1975, 35, 195–199. [Google Scholar] [CrossRef]
- Clark, H.M.; Wong, K.K. Impact angle, particle energy and mass loss in erosion by dilute slurries. Wear 1995, 186–187, 454–464. [Google Scholar] [CrossRef]
- Chen, S.L.; Siitonen, P.; Kettunen, P. A method for measuring particle velocity in thermal spraying. Surf. Coat. Technol. 1994, 64, 17–20. [Google Scholar] [CrossRef]
- Okonkwo, P.C.; Mohamed, A.M.A. Erosion mechanisms of API X42 and AISI 1018 steel materials at normal impact angle. Int. J. Eng. Sci. Innov. Technol. 2014, 3, 402–407. [Google Scholar]
- Paul, C.O.; Mohamed, A.M.A.; Ahmed, E. Influence of particle velocities and impact angles on the erosion mechanisms of AISI 1018 steel. Adv. Mater. Lett. 2015, 6, 653–659. [Google Scholar]
- Okonkwo, P.C.; Shakoor, R.A.; Ahmed, E.; Mohamed, A.M.A. Erosive wear performance of API X42 pipeline steel. Eng. Fail. Anal. 2016, 60, 86–95. [Google Scholar] [CrossRef]
- Axinte, D.A.; Srinivasu, D.S.; Kong, M.C.; Butler-Smith, P.W. Abrasive waterjet cutting of polycrystalline diamond: A preliminary investigation. Int. J. Mach. Tools Manuf. 2009, 49, 797–803. [Google Scholar] [CrossRef]
- Söderberg, S.; Hogmark, S.; Swahn, H. Mechanisms of material removal during erosion of a stainless steel. ASLE Trans. 1983, 26, 161–172. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Winter, R.E.; Field, J.E. Solid particle erosion of metals: The removal of surface material by spherical projectiles. Proc. R. Soc. A 1976, 348, 379–392. [Google Scholar] [CrossRef]
- Al-Bukhaiti, M.A.; Ahmed, S.M.; Badran, F.M.F.; Emara, K.M. Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and high-chromium white cast iron. Wear 2007, 262, 1187–1198. [Google Scholar] [CrossRef]
- Hutchings, I.M.; Winter, R.E. Particle erosion of ductile metals: A mechanism of material removal. Wear 1974, 27, 121–128. [Google Scholar] [CrossRef]
- Cai, F.; Huang, X.; Yang, Q. Mechanical properties, sliding wear and solid particle erosion behaviors of plasma enhanced magnetron sputtering CrSiCN coating systems. Wear 2015, 324–325, 27–35. [Google Scholar] [CrossRef]
- Hutchings, I.M. A model for the erosion of metals by spherical particles at normal incidence. Wear 1981, 70, 269–281. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.A.; Farhat, Z.N. Effect of impact angle and velocity on erosion of API X42 pipeline steel under high abrasive feed rate. Wear 2014, 311, 180–190. [Google Scholar] [CrossRef]
- Hutchings, I.M. Deformation of metal surfaces by the oblique impact of square plates. Int. J. Mech. Sci. 1977, 19, 45–52. [Google Scholar] [CrossRef]
- Juan, R.L.C.; Vite-Torres, M.; Gallardo-Hernandez, E.A.; Vera-Cardenas, E.E. Solid particle erosion on different metallic materials. Tribol. Int. 2013, 5, 63–78. [Google Scholar]
- Brainard, W.A.; Salik, J. An investigation into the role of adhesion in the rrosion of ductile metals. ASLE Trans. 1981, 24, 302–306. [Google Scholar] [CrossRef]
- Alam, T.; Islam, M.A.; Farhat, Z.N. Slurry erosion of pipeline steel: Effect of velocity and microstructure. J. Tribol. 2015, 138, 021604. [Google Scholar] [CrossRef]
- Islam, M.A.; Alam, T.; Farhat, Z.N.; Mohamed, A.; Alfantazi, A. Effect of microstructure on the erosion behavior of carbon steel. Wear 2015, 332–333, 1080–1089. [Google Scholar] [CrossRef]
- Sundararajan, G.; Shewmon, P.G. A new model for the erosion of metals at normal incidence. Wear 1983, 84, 237–258. [Google Scholar] [CrossRef]
- Gomes-Ferreira, C.; Ciampini, D.; Papini, M. The effect of inter-particle collisions in erosive streams on the distribution of energy flux incident to a flat surface. Tribol. Int. 2004, 37, 791–807. [Google Scholar] [CrossRef]
- Shirazi, S.A.; McLaury, B.S. Erosion modeling of elbows in multiphase flow. In Proceedings of the 2000 ASME Fluids Engineering Summer Meeting, Boston, MA, USA, 11–15 June 2000; p. 11251. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Specimen | Chemical Composition | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| API X120 steel | Target material (wt.%) | C | Mn | Si | Ni | Cr | Mo | Cu | V | Fe | |||
| 0.129 | 0.541 | 0.101 | 0.017 | 0.039 | 0.0013 | 0.015 | 0.025 | Bal. | |||||
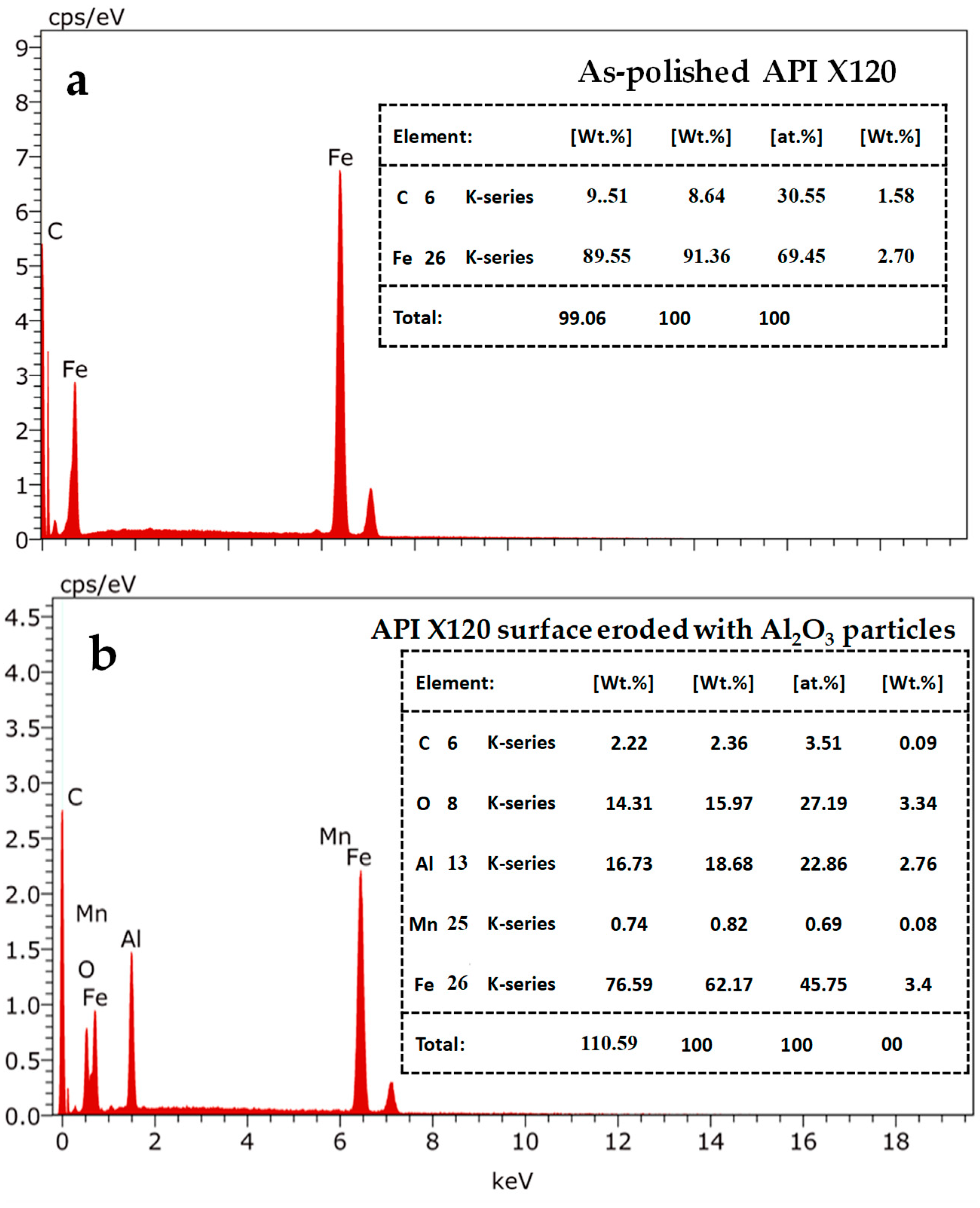
| Aluminum oxide | Impinging solid particles (wt.%) | Al2O3 | TiO2 | SiO2 | Fe | MgO | Alkali | ||||||
| 99.4 | 0.01 | 0.051 | 0.079 | 0.022 | 0.29 | ||||||||
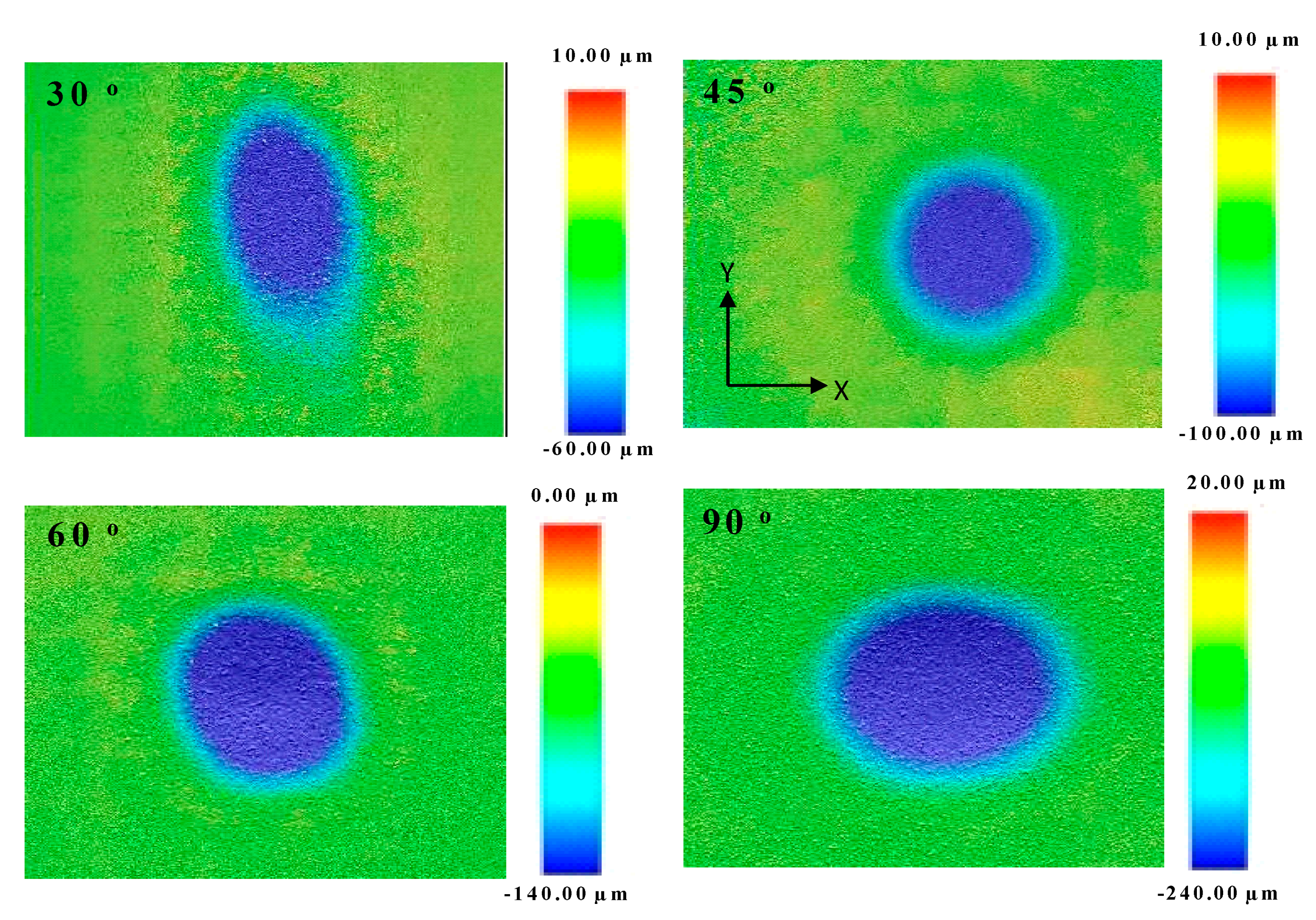
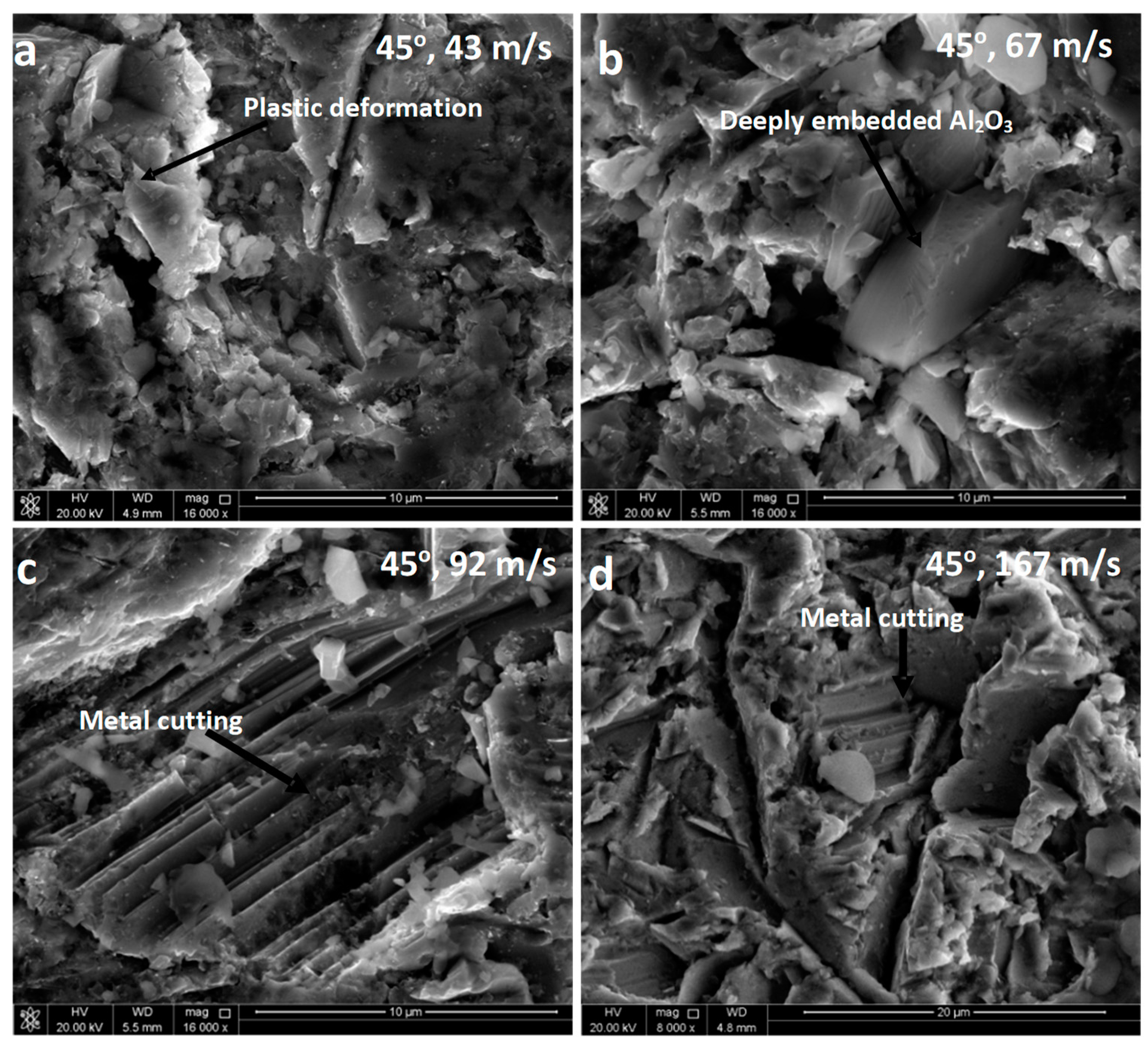
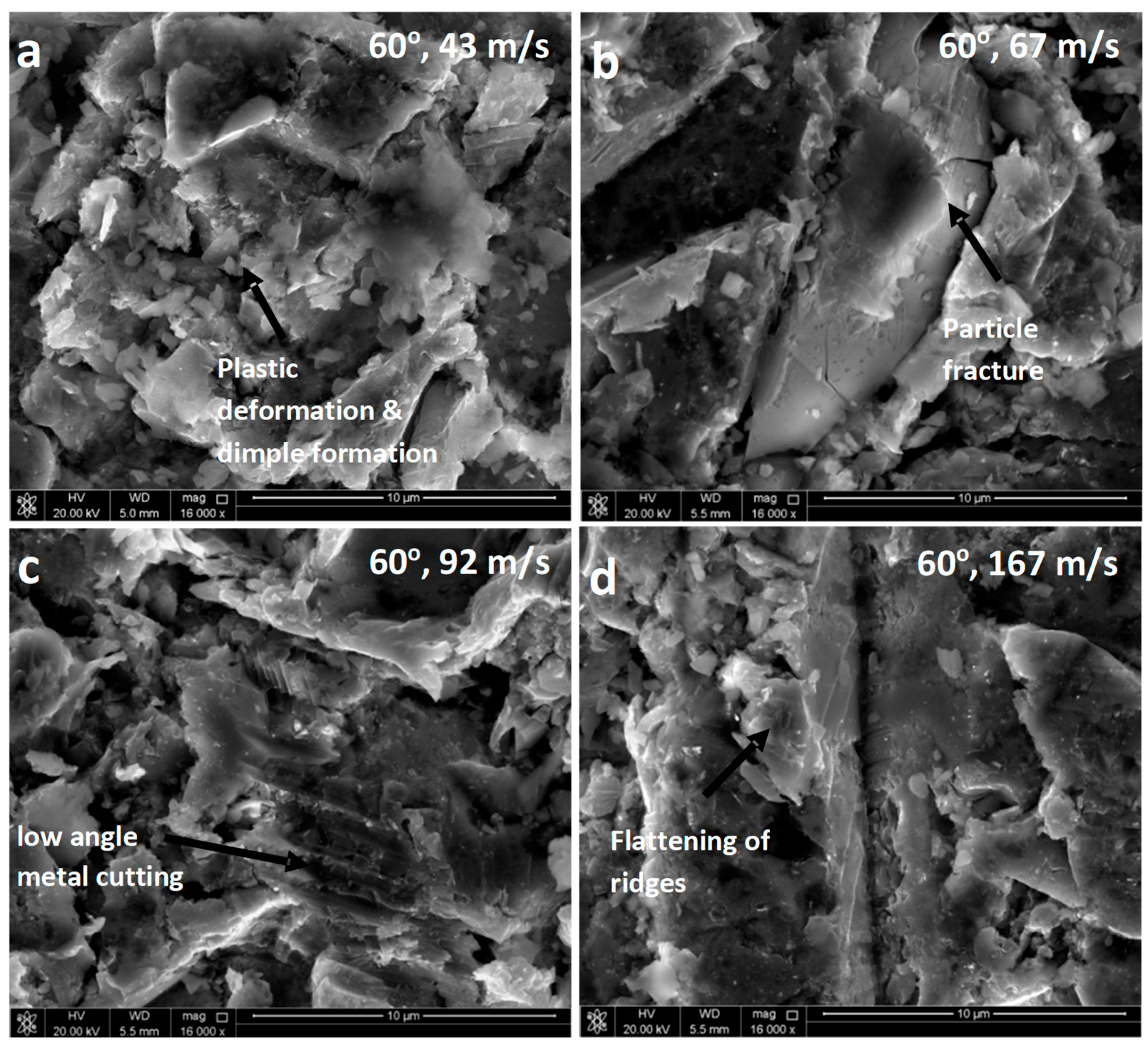
| Impact Angles on the Sample Surface (°) | Particle Speed (m·s−1) | Profilometric Spread and Depth | Predominant Morphological Change Observed from SEM (Predominant Erosion Mechanism) | Normalized Erosion Rate (mg/g) | ||
|---|---|---|---|---|---|---|
| X mm | Y mm | Z µm | ||||
| 30 | 43 | 3.1 | 6.2 | 10.1 | Micro-forging | 0.58 |
| 67 | 4.4 | 8.4 | 25.3 | Superficial embedment of Al2O3 | 1.30 | |
| 92 | 5.0 | 10.1 | 39.5 | Deep embedment of Al2O3 | 1.91 | |
| 167 | 5.3 | 13.2 | 58.6 | ploughing (sideways squeezing of metals) | 2.20 | |
| 45 | 43 | 3.4 | 5.3 | 53.2 | Micro-forging | 0.41 |
| 67 | 4.9 | 6.3 | 66.4 | Deep embedment of Al2O3 | 0.90 | |
| 92 | 5.4 | 8.2 | 87.2 | Metal cutting | 1.20 | |
| 167 | 6.2 | 10.5 | 98.1 | Metal cutting | 1.39 | |
| 60 | 43 | 3.7 | 4.2 | 100 | Plastic deformation and dimple formation | 0.40 |
| 67 | 5.0 | 5.1 | 124 | Embedment of Al2O3 | 0.50 | |
| 92 | 5.2 | 6.3 | 148 | metal cutting | 0.80 | |
| 167 | 6.6 | 8.3 | 160 | Flattening of the ridges and cracks | 0.95 | |
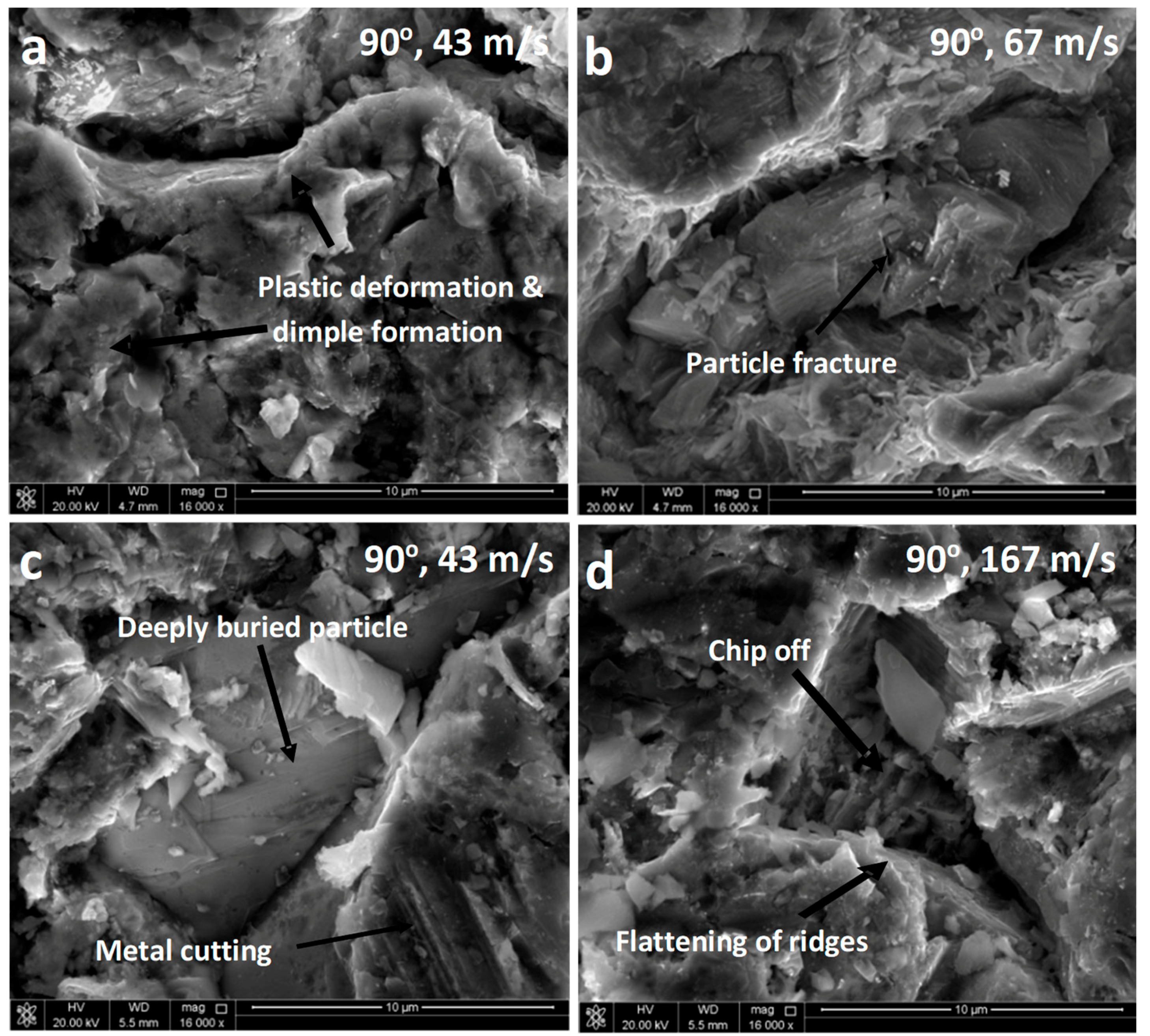
| 90 | 43 | 4.1 | 3.1 | 150 | Plastic deformation and dimple formation | 0.21 |
| 67 | 6.9 | 3.9 | 170 | Plastic deformation and dimple formation | 0.45 | |
| 92 | 8.2 | 5 | 210 | Deep embedment of Al2O3 | 0.46 | |
| 167 | 9.5 | 6.1 | 240 | Flattering ridge and squeeze out | 0.47 | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
C. Okonkwo, P.; H. Sliem, M.; Hassan Sk, M.; Abdul Shakoor, R.; Amer Mohamed, A.M.; M. Abdullah, A.; Kahraman, R. Erosion Behavior of API X120 Steel: Effect of Particle Speed and Impact Angle. Coatings 2018, 8, 343. https://doi.org/10.3390/coatings8100343
C. Okonkwo P, H. Sliem M, Hassan Sk M, Abdul Shakoor R, Amer Mohamed AM, M. Abdullah A, Kahraman R. Erosion Behavior of API X120 Steel: Effect of Particle Speed and Impact Angle. Coatings. 2018; 8(10):343. https://doi.org/10.3390/coatings8100343
Chicago/Turabian StyleC. Okonkwo, Paul, Mostafa H. Sliem, Mobbassar Hassan Sk, Rana Abdul Shakoor, Adel Mohamed Amer Mohamed, Aboubakr M. Abdullah, and Ramazan Kahraman. 2018. "Erosion Behavior of API X120 Steel: Effect of Particle Speed and Impact Angle" Coatings 8, no. 10: 343. https://doi.org/10.3390/coatings8100343