Investigation into Performance of Multilayer Composite Nano-Structured Cr-CrN-(Cr0.35Ti0.40Al0.25)N Coating for Metal Cutting Tools


 ,
,  , ,
, ,
Abstract
:1. Introduction
- The (Cr,Ti,Al)N coating can be effectively used to improve tool life of cutting tools under conditions of high temperatures in the cutting zone and active abrasive wear.
- An increase in Ti (over 25–28 at.%) in the coating composition leads to an increase in its hardness and wear resistance, especially at high temperatures, but worsens its oxidation resistance.
- Accordingly, with an increase in the Cr content, the friction coefficient decreases and the resistance to oxidation at high temperatures increases.
- The use of nanolayer coatings makes it possible to further improve the performance properties of cutting tools.
2. Materials and Methods
3. Results
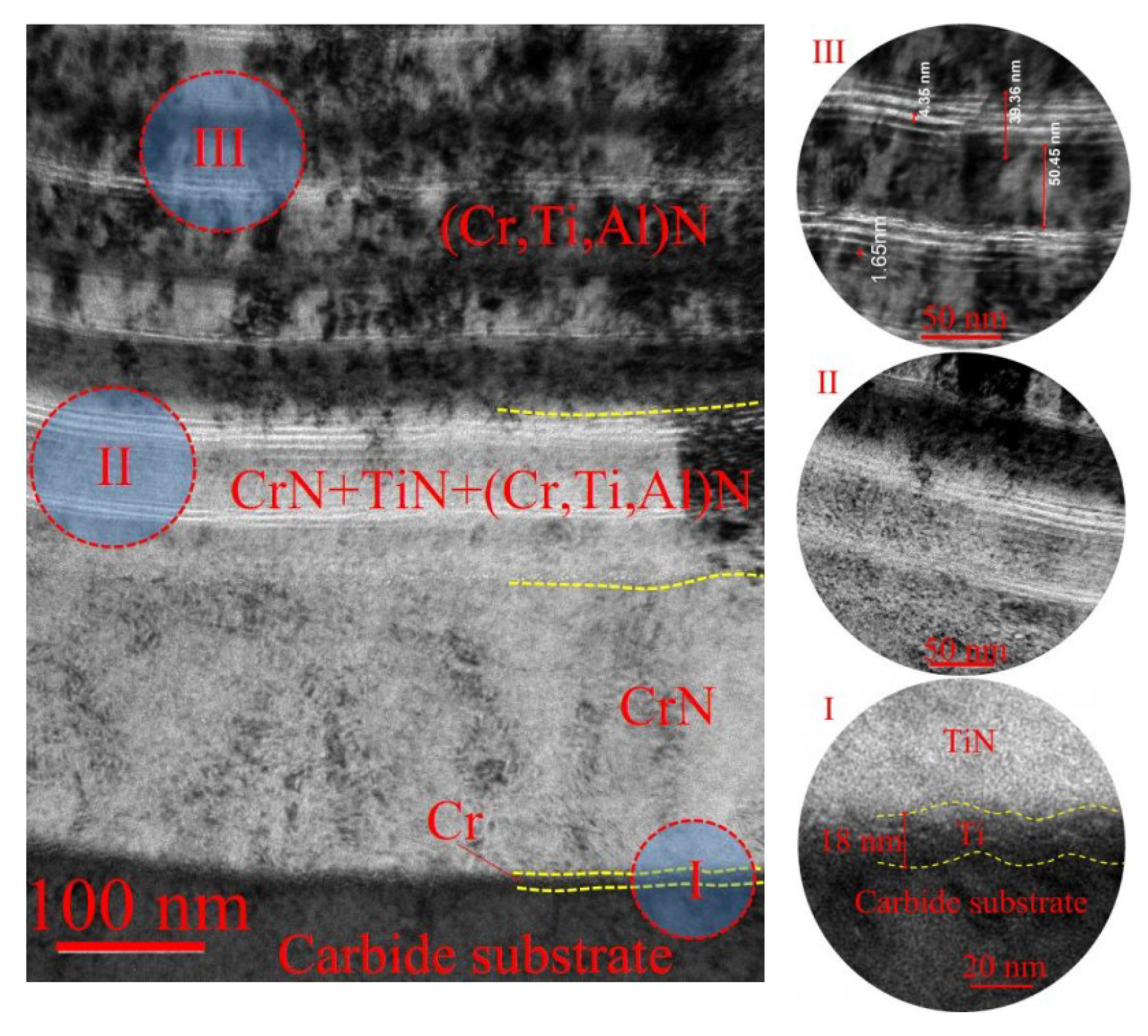
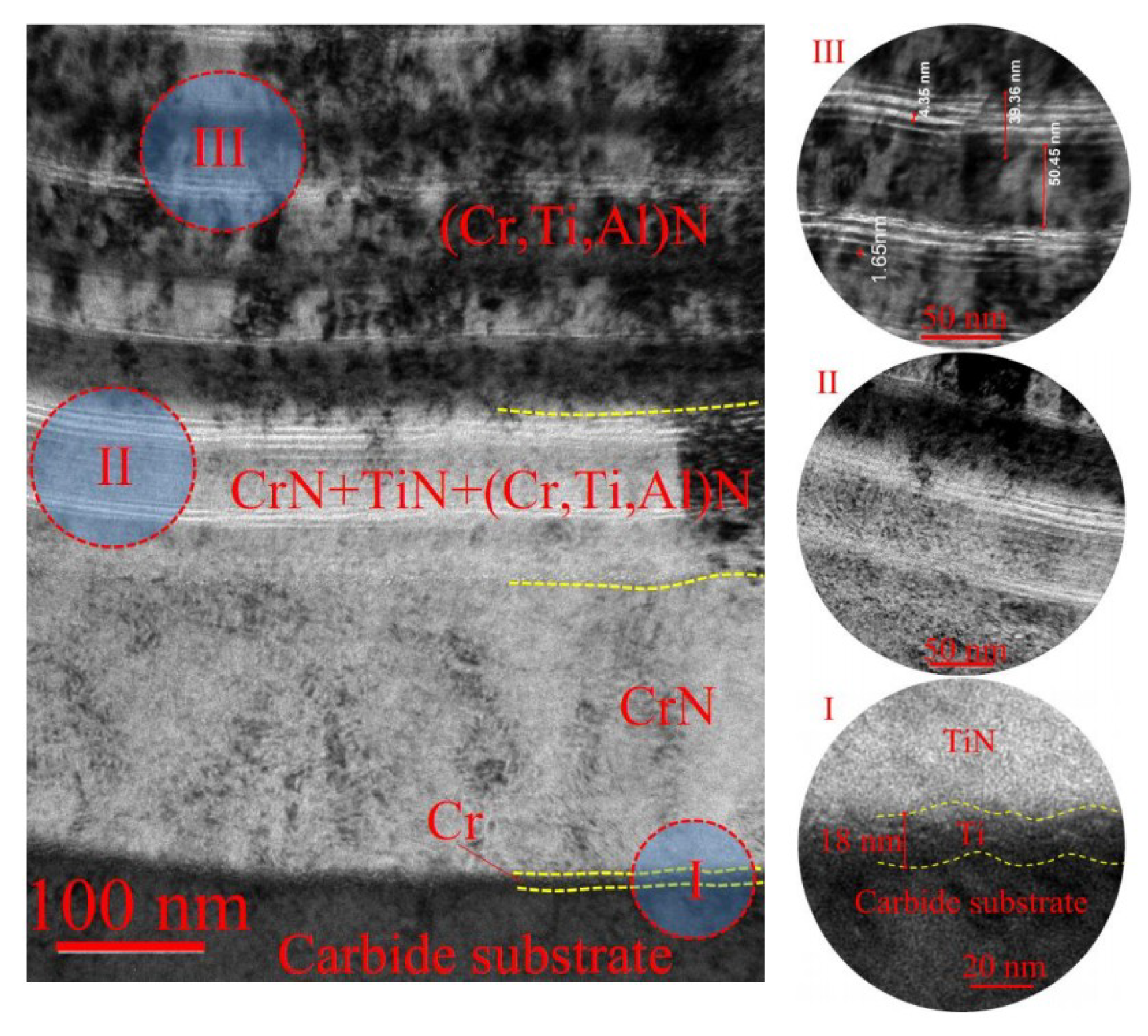
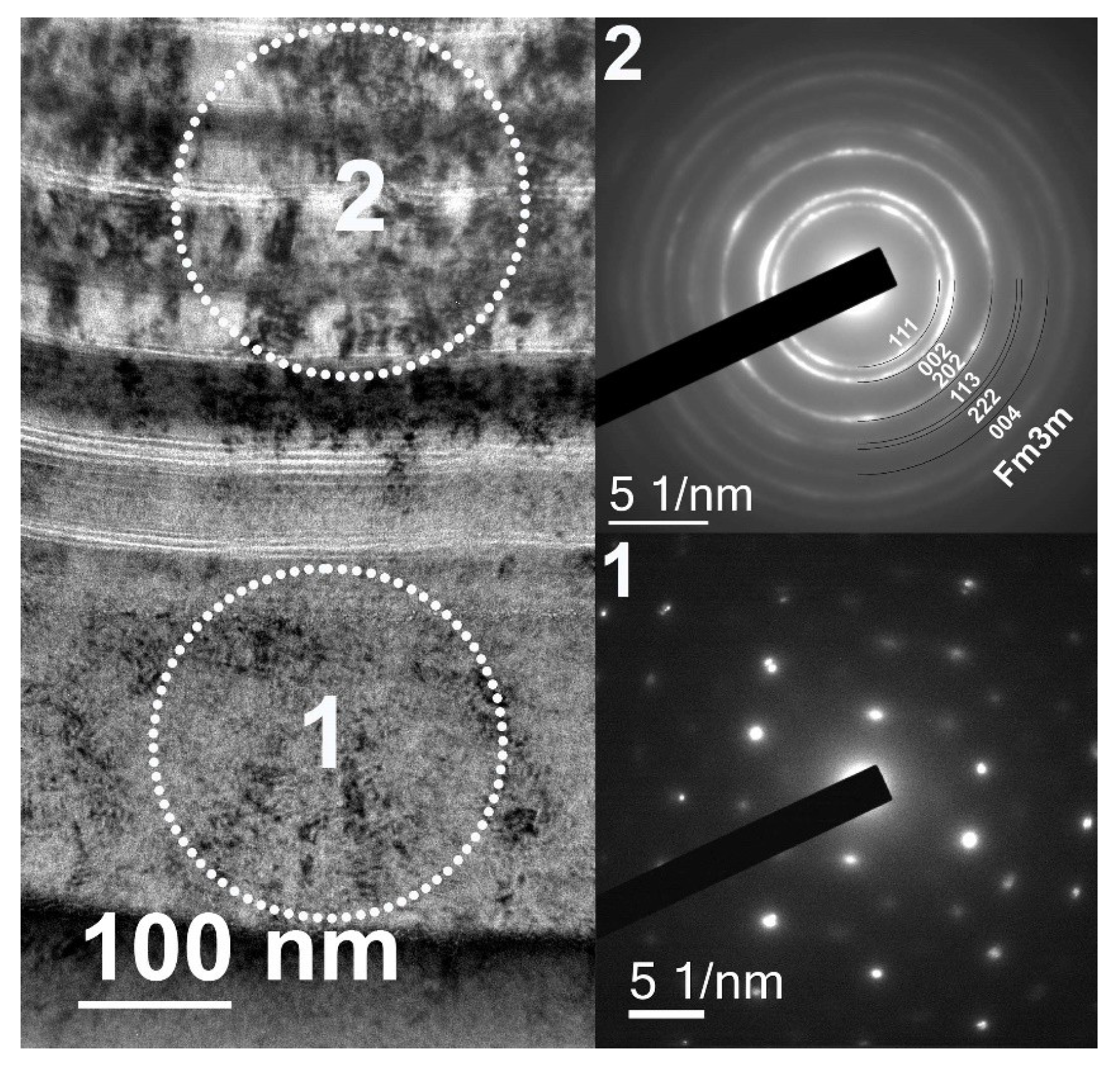
- The wear-resistant layer included 24 binary nanolayers. The thickness of subnanolayers in the wear-resistant layer was 1.5–5.0 nm (Figure 2, Area III), with the thickness of the binary nanolayer of λ = 102 nm.
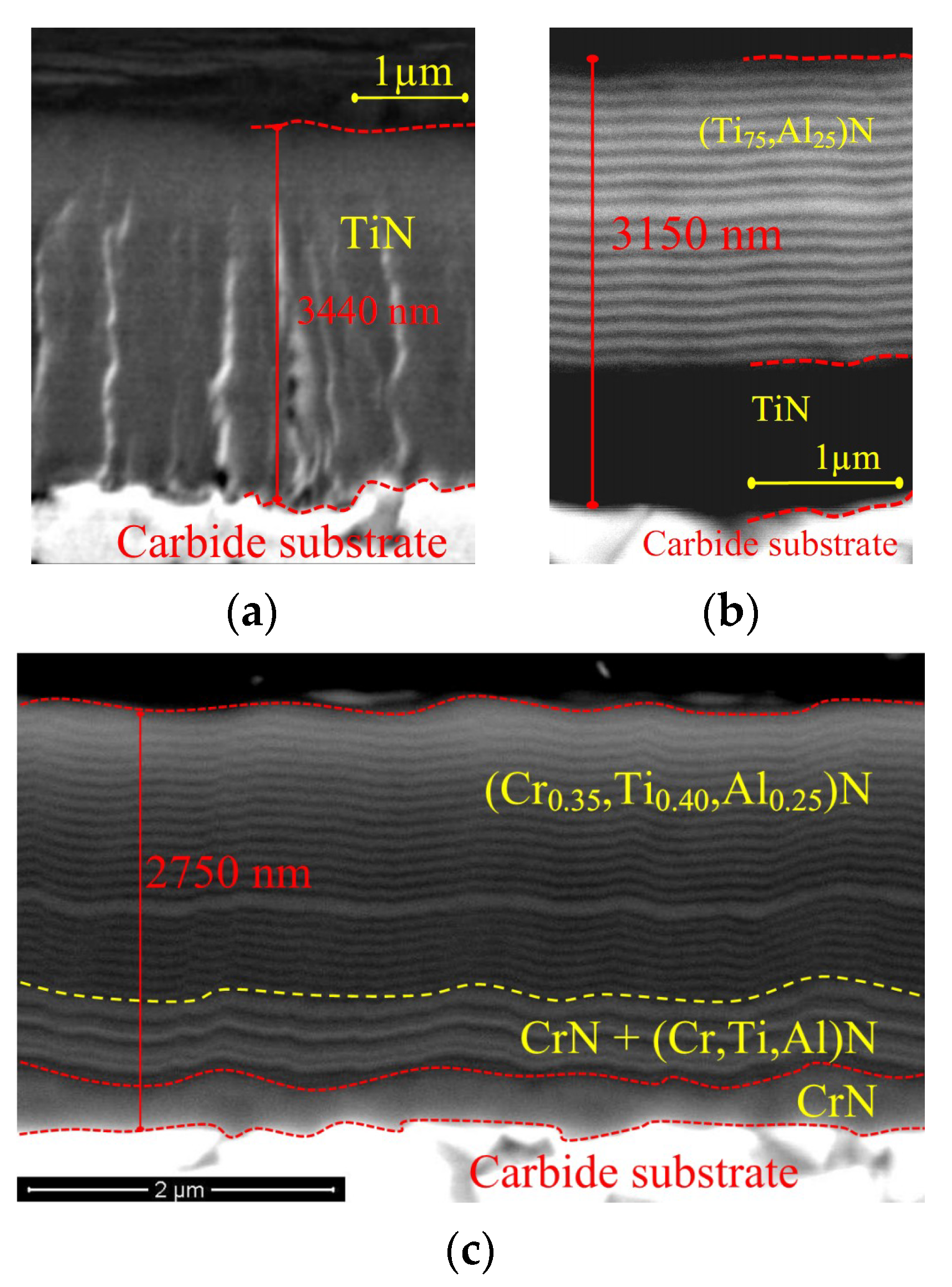
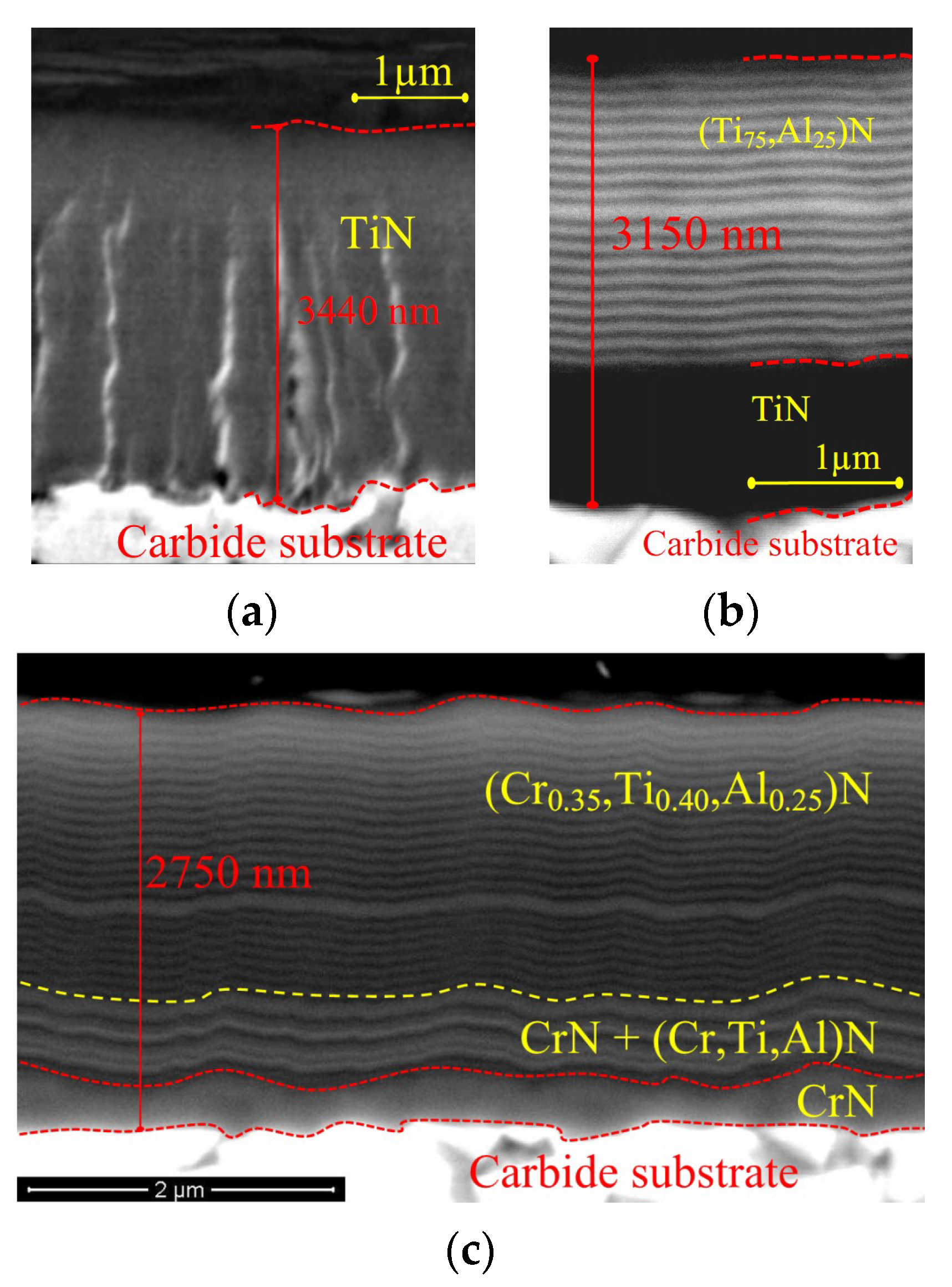
- The following commercial coatings were selected as objects of comparison in the study of cutting properties: TiN monolayer coating (thickness was about 3 μm, Figure 1a) and multilayer nanostructured coating TiN-(Ti75Al25)N with a total thickness of about 3 μm (Figure 1b). These coatings are widely used in the manufacture of metal-cutting tools.
4. Conclusions
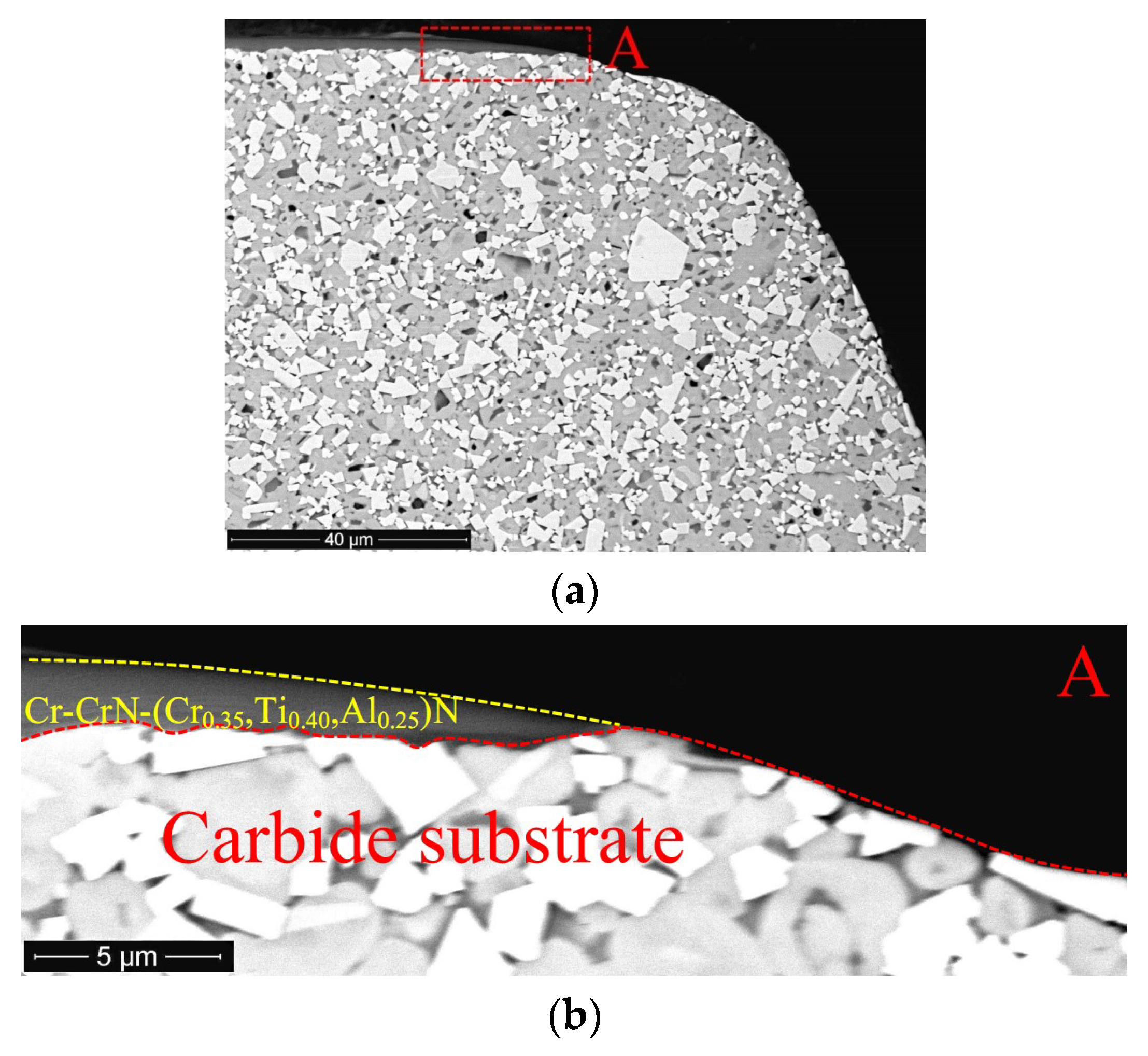
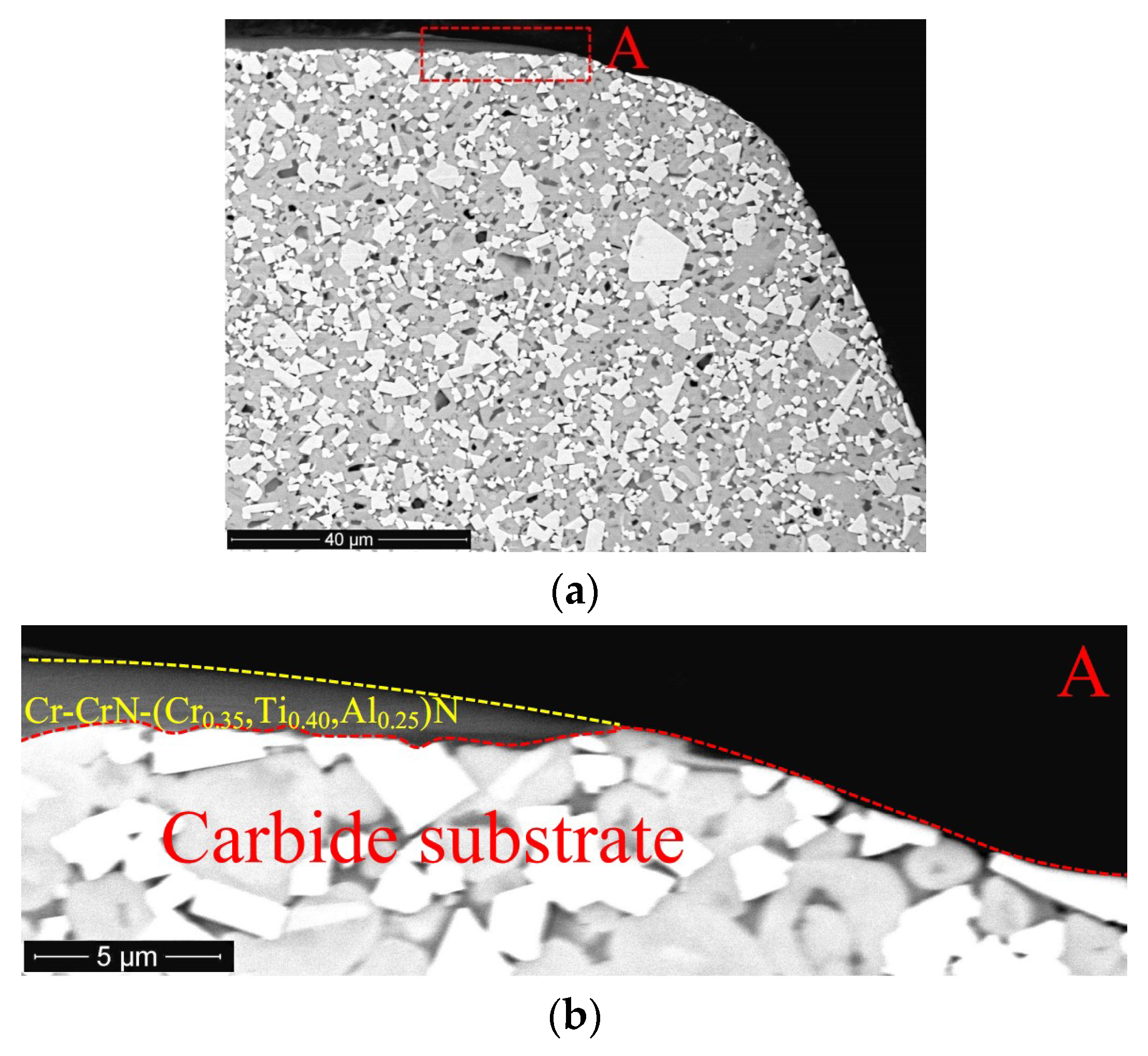
- The wear-resistant layer of the coating was nano-structured. The thickness of subnanolayers in this layer was 1.5–5.0 nm with the thickness of the binary nanolayer of λ = 102 nm.
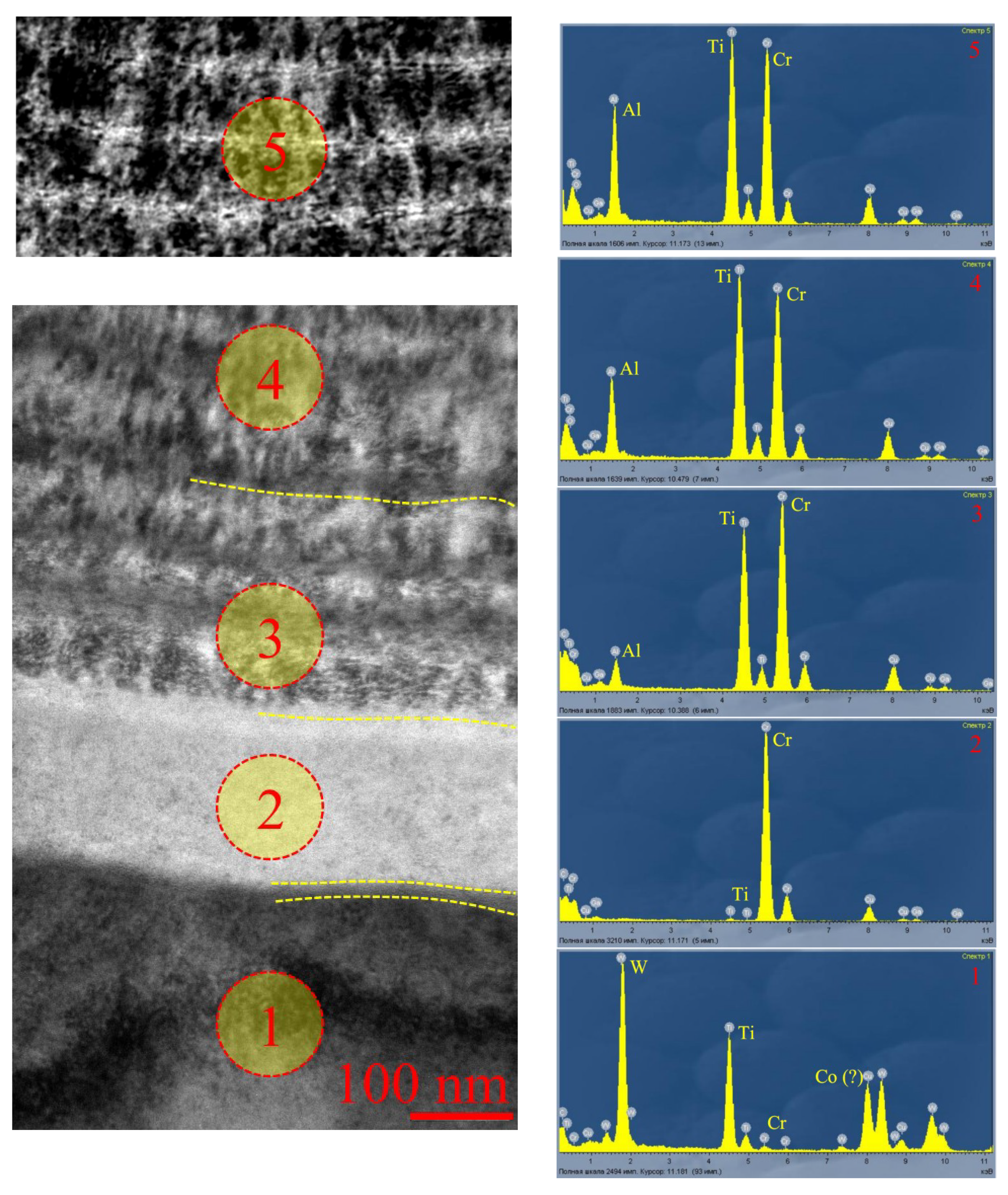
- The surface layers of the substrate included signs of Cr diffusion from the coating composition.
- The Al content in the composition of the wear-resistant layer showed a gradient increase over about 1 μm from the border with the transition layer.
- The sizes of the crystals in the nano-structured wear-resistant layer were significantly smaller than in the transition layer, and that could be explained by the effect of the nanolayer thickness.
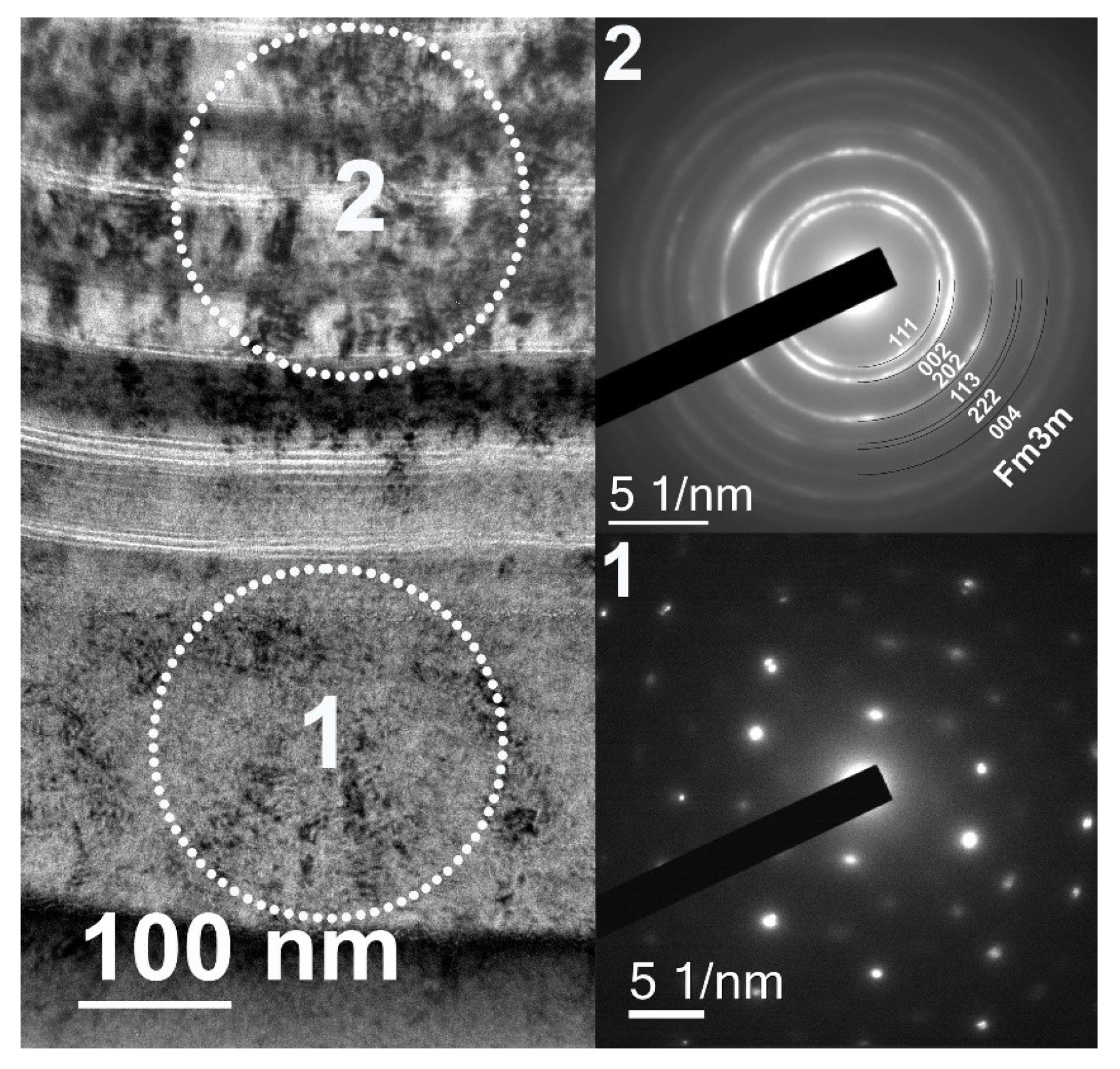
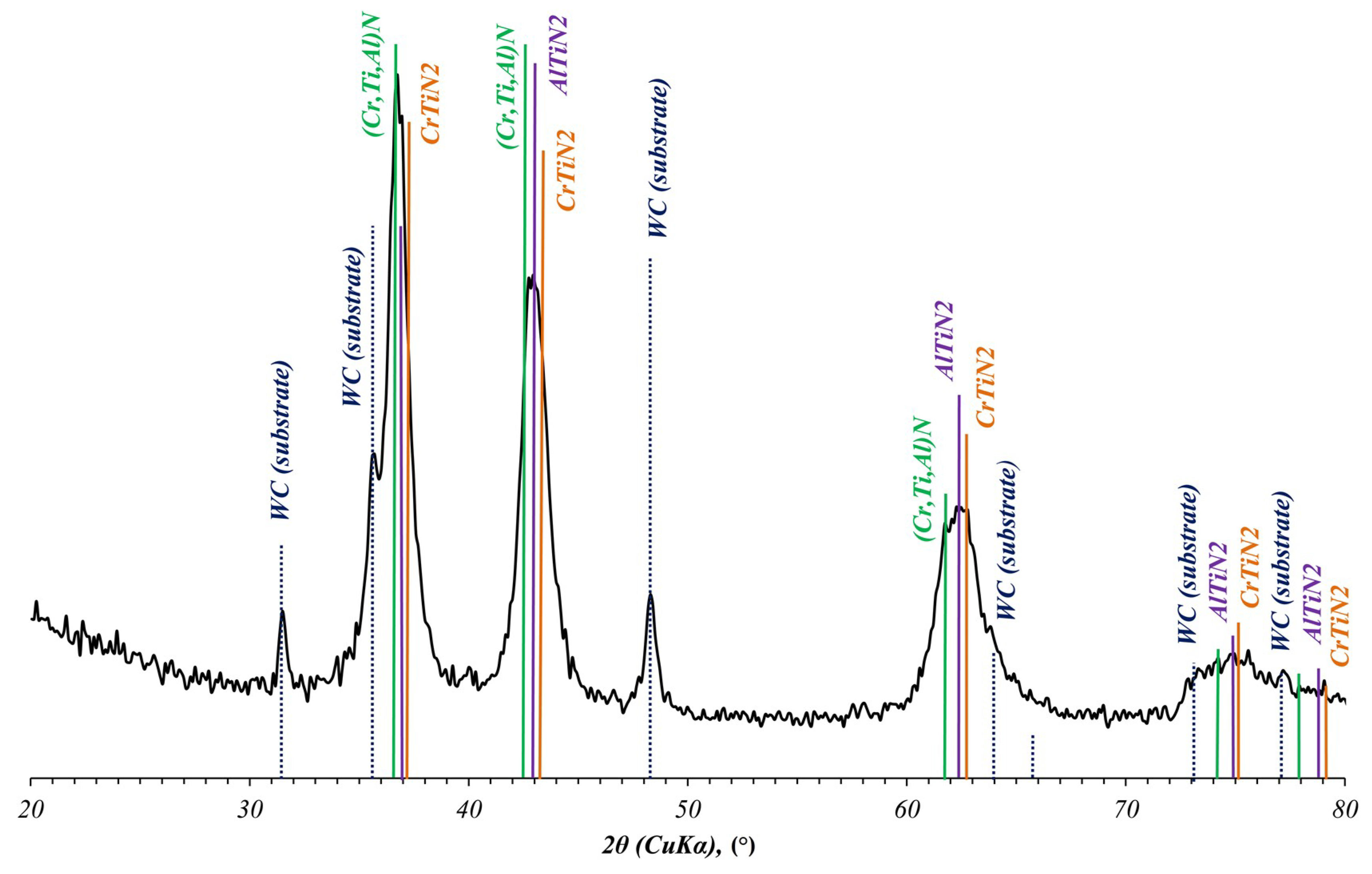
- The conducted phase analysis of the wear-resistant coating showed the presence of such phases as TiN, CrTiN2, and Cr2N.
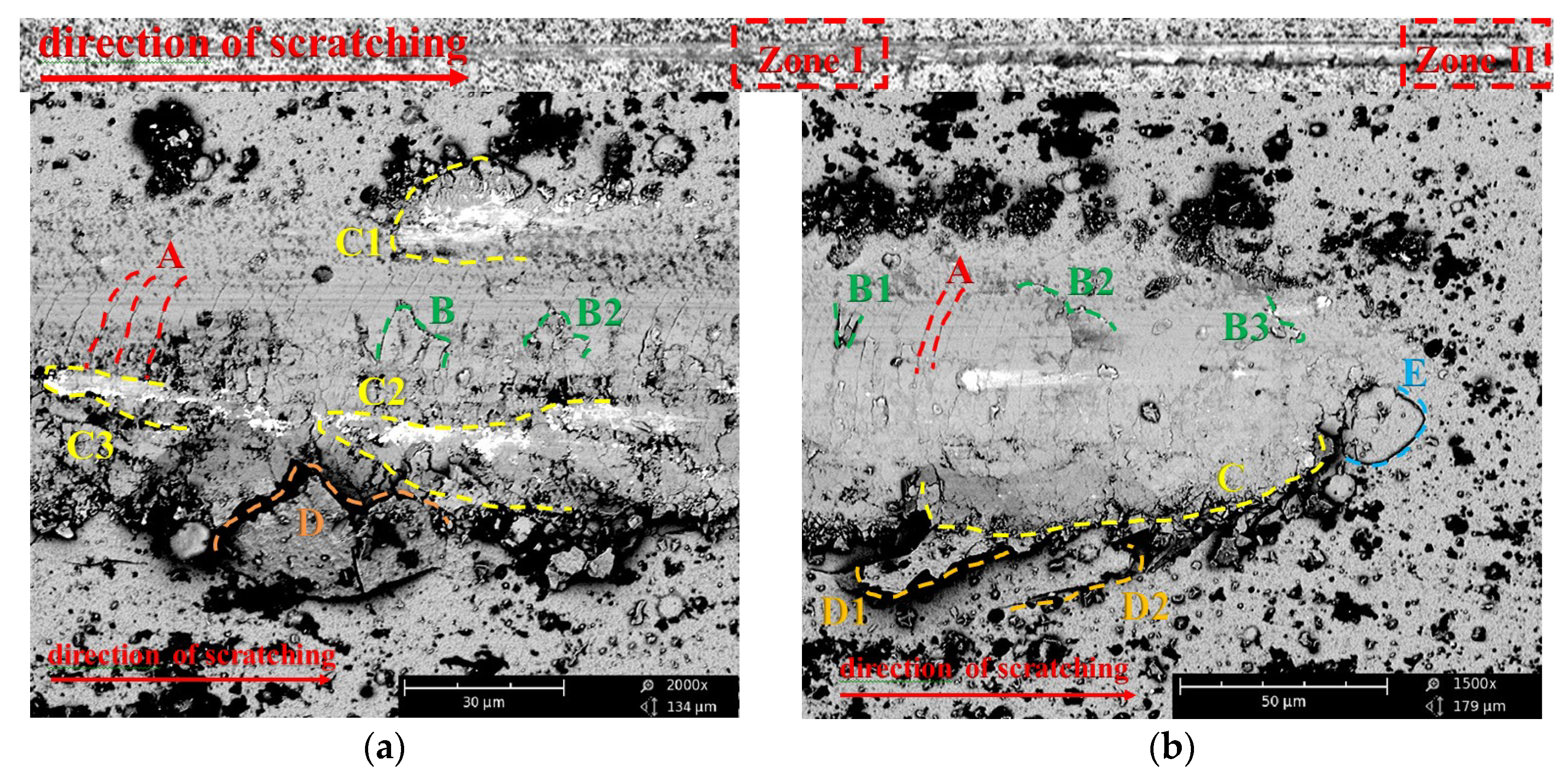
- The coating showed good resistance of the coating to failure in scratch testing (Lc2 > 40 N), with signs of both fragile fracture and ductile failure.
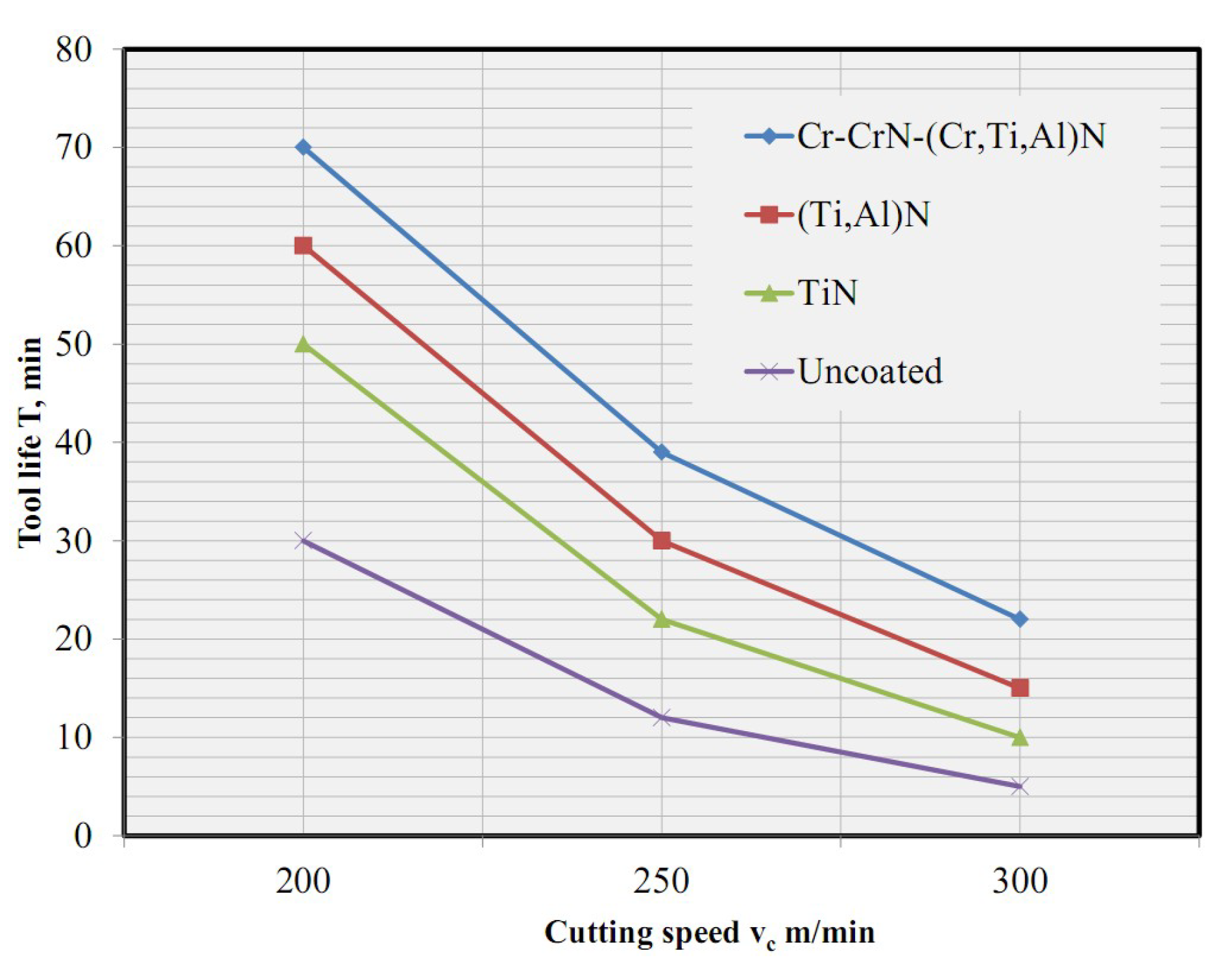
- The tool with the coating under study showed the longest tool life in the turning of steel 1045 compared to the uncoated tool and the tools with the commercial TiN and (Ti,Al)N coatings of similar thickness.
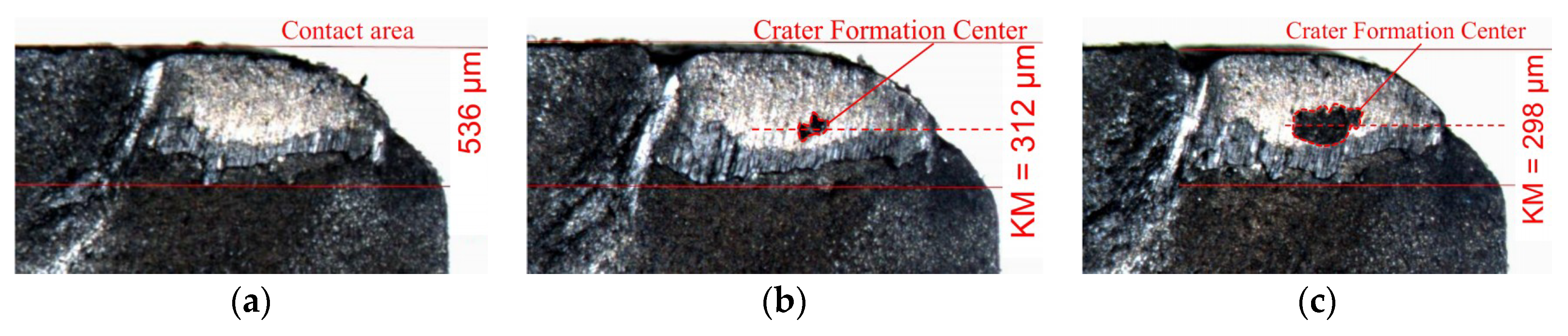
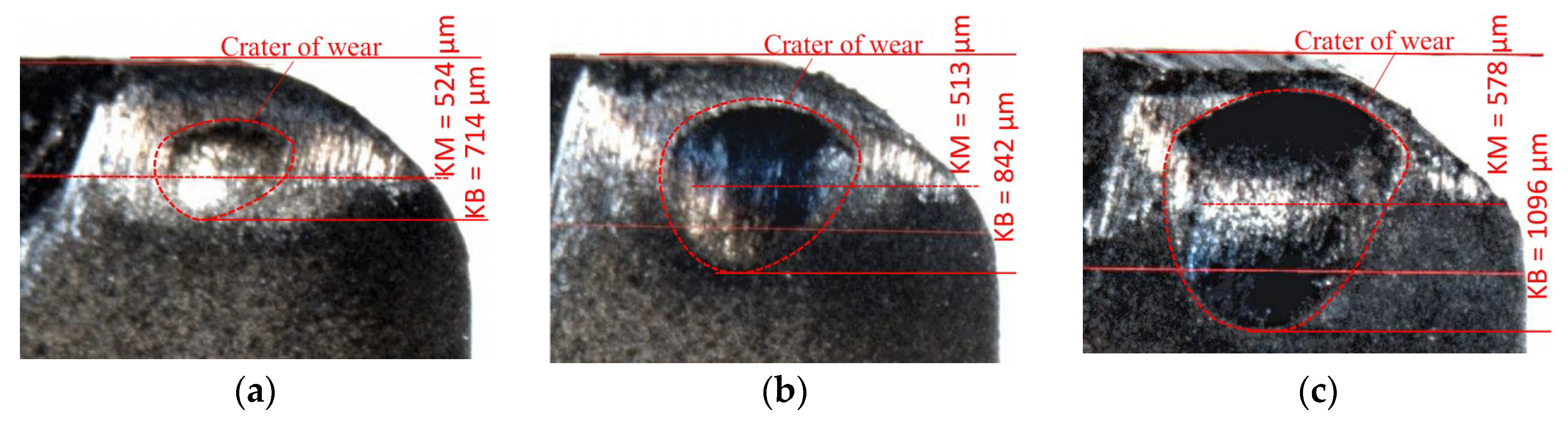
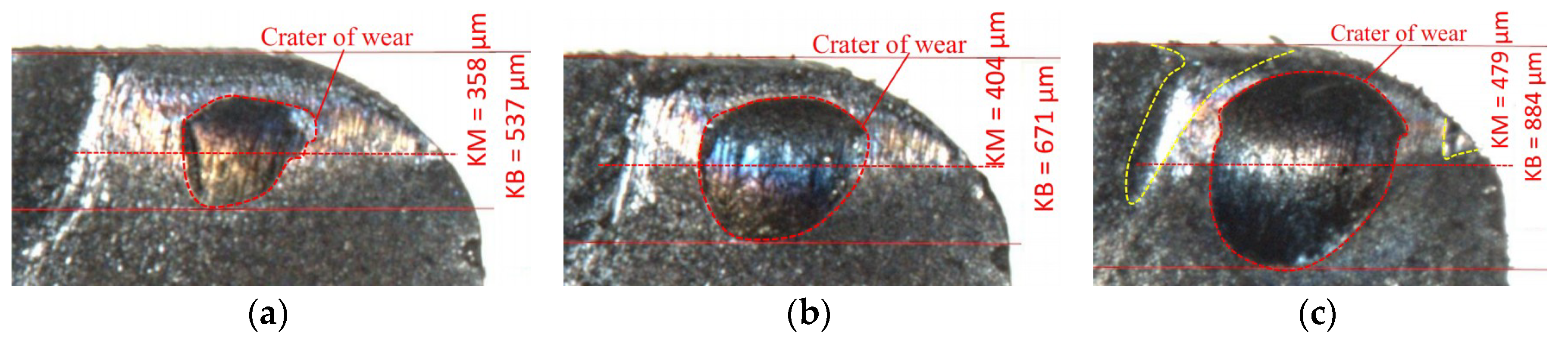
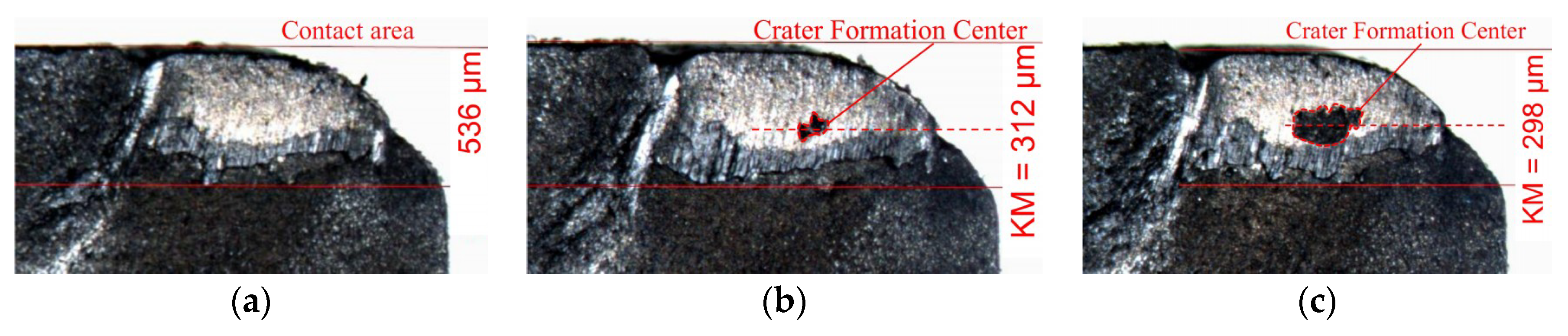
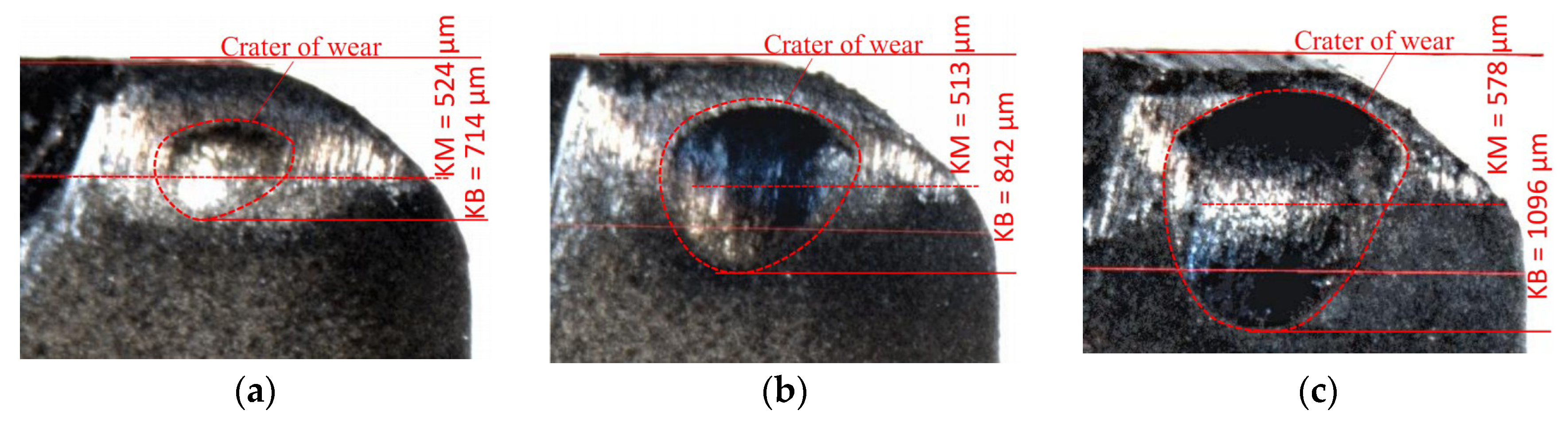
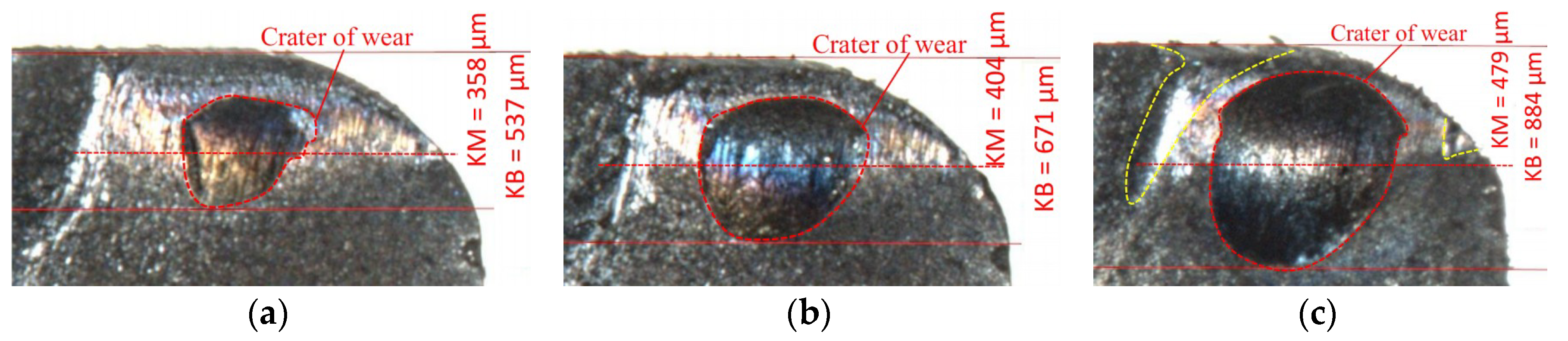
- During turning at a cutting speed of vc = 200 m·min−1, a balanced tool wear took place, without any noticeable crater formation and signs of brittle fracture.
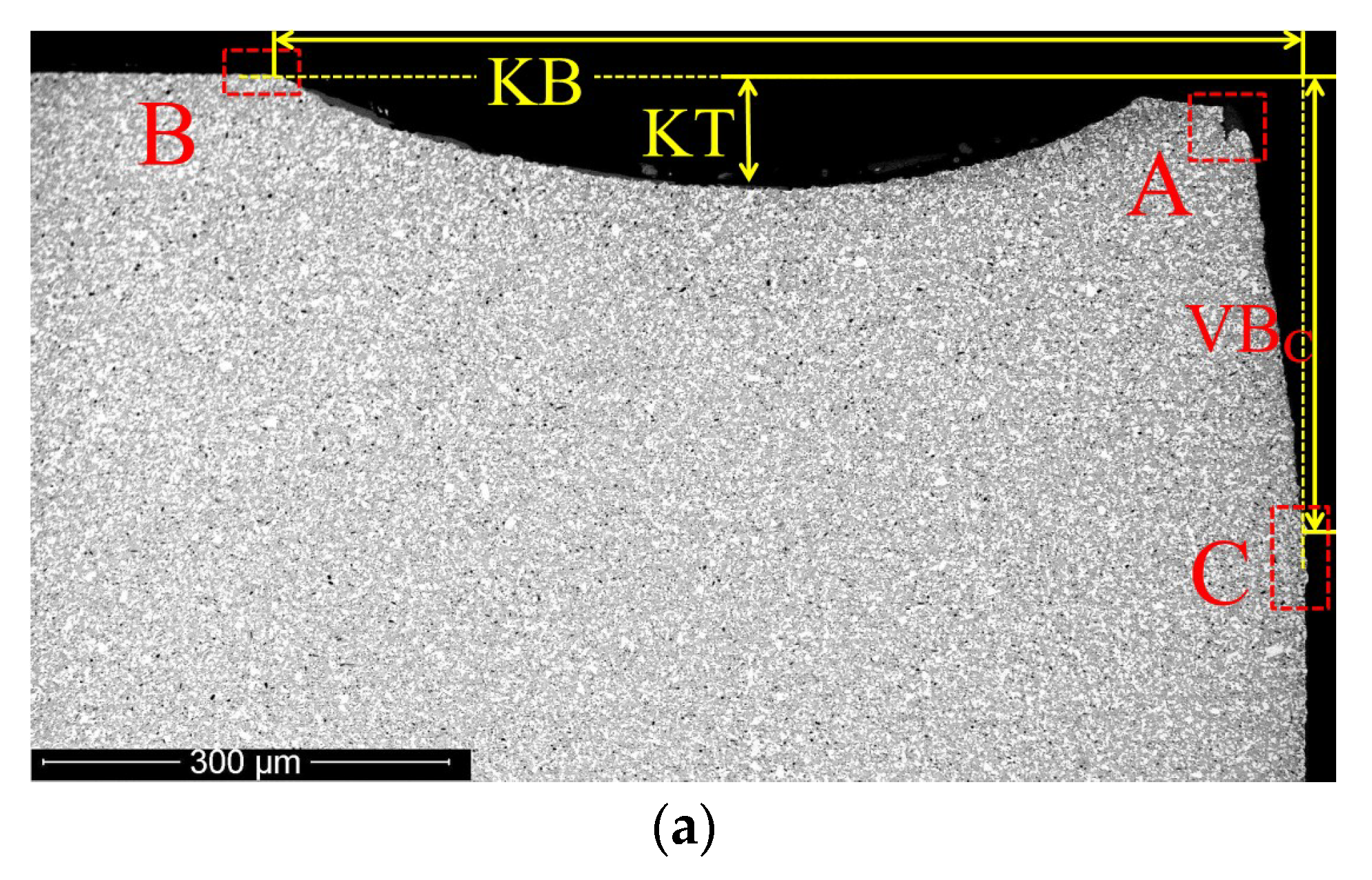
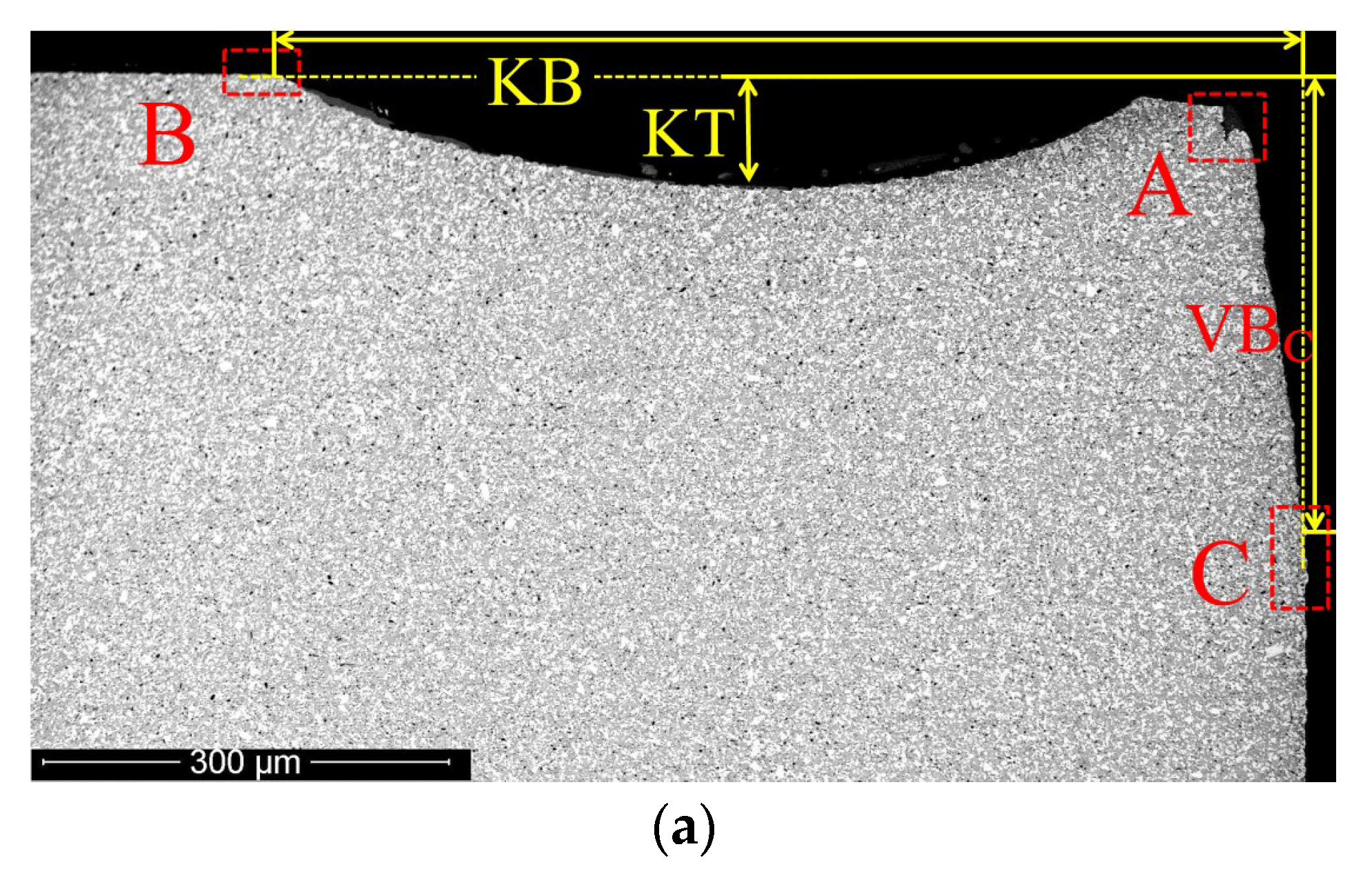
- During turning at a cutting speed of vc = 250 m·min−1, the formation of a crater was observed; however, the rake wear was not a limiting criterion. There were signs of brittle fracture and formation of cracks in the coating structure.
- During turning at a cutting speed of vc = 300 m·min−1, an active crater formation took place, and both flank and rake wear processes were limiting criteria.
Author Contributions
Funding
Conflicts of Interest
References
- Vereschaka, A.S. Working Capacity of the Cutting Tool with Wear Resistant Coatings; Mashinostroenie: Moscow, Russia, 1993. [Google Scholar]
- Poletica, M.F. Contact Loads on Tool Interfaces; Mashinostroenie: Moscow, Russia, 1969. [Google Scholar]
- Astakhov, V.P. Tribology of Metal Cutting; Elsevier: Amsterdam, the Netherlands, 2006. [Google Scholar]
- Astakhov, V.P. Tribology of Cutting Tools. In Tribology in Manufacturing Technology; Davim, J.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 1–66. [Google Scholar]
- Yamamoto, K.; Sato, T.; Takahara, K.; Hanaguri, K. Properties of (Ti,Cr,Al)N coatings with high Al content deposited by new plasma enhanced arc-cathode. Surf. Coat. Technol. 2003, 174, 620–626. [Google Scholar] [CrossRef]
- Hasegawa, H.; Yamamoto, T.; Suzuki, T.; Yamamoto, K. The effects of deposition temperature and post-annealing on the crystal structure and mechanical property of TiCrAlN films with high Al contents. Surf. Coat. Technol. 2006, 200, 2864–2869. [Google Scholar] [CrossRef]
- Fukumoto, N.; Ezura, H.; Yamamoto, K.; Hotta, A.; Suzuki, T. Effects of bilayer thickness and post-deposition annealing on the mechanical and structural properties of (Ti,Cr,Al)N/(Al,Si)N multilayer coatings. Surf. Coat. Technol. 2009, 203, 1343–1348. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Yamomoto, K.; Veldhuis, S.C.; Kovalev, A.I.; Dosbaeva, G.K. Tribological adaptability of TiAlCrN PVD coatings under high performance dry machining conditions. Surf. Coat. Technol. 2005, 200, 1804–1813. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Kovalev, A.I.; Aguirre, M.H.; Beake, B.D.; Yamamoto, K.; Veldhuis, S.C.; Endrinof, J.L.; Wainsteinb, D.L.; Rashkovskiy, A.Y. Design and performance of AlTiN and TiAlCrN PVD coatings for machining of hard to cut materials. Surf. Coat. Technol. 2009, 204, 489–496. [Google Scholar] [CrossRef]
- Blinkov, I.V.; Tsareva, S.G.; Zentseva, A.V.; Volkhonskii, A.O.; Buzanov, V.I.; Stepareva, N.N. Structure and phase formation of nanostructural ion-plasma Ti-Cr-Al-N coatings on a hard-alloy cutting tool. Russ. J. Non-Ferr. Met. 2010, 51, 483–489. [Google Scholar] [CrossRef]
- Fernandes, F.; Danek, M.; Polcar, T.; Cavaleiro, A. Tribological and cutting performance of TiAlCrN films with different Cr contents deposited with multilayered structure. Tribol. Int. 2018, 119, 345–353. [Google Scholar] [CrossRef]
- Danek, M.; Fernandes, F.; Cavaleiro, A.; Polcar, T. Influence of Cr additions on the structure and oxidation resistance of multilayered TiAlCrN films. Surf. Coat. Technol. 2017, 313, 158–167. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Kim, S.K.; Lee, D.B. High-temperature oxidation of nano-multilayered TiAlCrSiN thin films in air. Surf. Coat. Technol. 2009, 204, 697–704. [Google Scholar] [CrossRef]
- Zhou, Z.F.; Tam, P.L.; Shum, P.W.; Li, K.Y. High temperature oxidation of CrTiAlN hard coatings prepared by unbalanced magnetron sputtering. Thin Solid Films 2009, 517, 5243–5247. [Google Scholar] [CrossRef]
- Forsen, R.; Johansson, M.P.; Oden, M.; Ghafoor, N. Effects of Ti alloying of AlCrN coatings on thermal stability and oxidation resistance. Thin Solid Films 2013, 534, 394–402. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Wang, L.; Wang, Q.; Li, M. A superhard CrAlSiN superlattice coating deposited by a multi-arc ion plating: II. Thermal stability and oxidation resistance. Surf. Coat. Technol. 2013, 214, 153–159. [Google Scholar] [CrossRef]
- Xu, Y.X.; Chen, L.; Yang, B.; Peng, Y.B.; Du, Y.; Feng, J.C.; Pei, F. Effect of CrN addition on the structure, mechanical and thermal properties of Ti-Al-N coating. Surf. Coat. Technol. 2013, 235, 506–512. [Google Scholar] [CrossRef]
- Georgiadis, A.; Fuentes, G.G.; Almandoz, E.; Medrano, A.; Palacio, J.F.; Miguel, A. Characterisation of cathodic arc evaporated CrTiAlN coatings: Tribological response at room temperature and at 400 °C. Mater. Chem. Phys. 2017, 190, 194–201. [Google Scholar] [CrossRef]
- Lin, J.; Zhang, X.; Ou, Y.; Wei, R. The structure, oxidation resistance, mechanical and tribological properties of CrTiAlN coatings. Surf. Coat. Technol. 2015, 277, 58–66. [Google Scholar] [CrossRef]
- Li, L.-U.; Wang, Q.-M.; Chen, B.-Z.; Ao, Y.-C.; Yu, D.-H.; Wang, C.-Y.; Wu, S.-H.; Kim, K.-H. Microstructure and cutting performance of CrTiAlN coating for high-speed dry milling. Trans. Nonferr. Met. Soc. China 2014, 24, 1800–1806. [Google Scholar]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Batako, A. Delamination and longitudinal cracking in multi-layered composite nano-structured coatings and their influence on cutting tool life. Wear 2017, 390, 209–219. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N. Study of cracking mechanisms in multi-layered composite nano-structured coatings. Wear 2017, 378, 43–57. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Grigoriev, S.N.; Sitnikov, N.N.; Oganyan, G.V.; Batako, A. Working efficiency of cutting tools with multilayer nano-structured Ti-TiCN-(Ti,Al)CN and Ti-TiCN-(Ti,Al,Cr)CN coatings: Analysis of cutting properties, wear mechanism and diffusion processes. Surf. Coat. Technol. 2017, 332, 198–213. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Batako, A.D.; Hojaev, O.K.; Mokritskii, B.Y. Development and research of nanostructured multilayer composite coatings for tungsten-free carbides with extended area of technological applications. Int. J. Adv. Manuf. Technol. 2016, 87, 3449–3457. [Google Scholar] [CrossRef] [Green Version]
- Vereschaka, A.; Aksenenko, A.; Sitnikov, N.; Migranov, M.; Shevchenko, S.; Sotova, C.; Batako, A.; Andreev, N. Effect of adhesion and tribological properties of modified composite nano-structured multi-layer nitride coatings on WC-Co tools life. Tribol. Int. 2018, 128, 313–327. [Google Scholar] [CrossRef]
- Sobol’, O.V.; Andreev, A.A.; Grigoriev, S.N.; Volosova, M.A.; Gorban, V.F. Vacuum-arc multilayer nanostructured TiN/Ti coatings: structure, stress state, properties. Met. Sci. Heat Treat. 2012, 54, 28–33. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Prudnikov, V.V. Glow discharge with electrostatic confinement of electrons in a chamber bombarded by fast electrons. Plasma Phys. Rep. 2011, 37, 628–637. [Google Scholar] [CrossRef]
- Grigoriev, S.; Melnik, Y.; Metel, A. Broad fast neutral molecule beam sources for industrial-scale beam-assisted deposition. Surf. Coat. Technol. 2002, 156, 44–49. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Melnik, Y.A.; Metel, A.S.; Panin, V.V.; Prudnikov, V.V. A Compact Vapor Source of Conductive Target Material Sputtered by 3-keV Ions at 0.05-Pa Pressure. Instrum. Exp. Tech. 2009, 52, 731–737. [Google Scholar] [CrossRef]
- Metel, A.; Grigoriev, S.; Melnik, Y.; Panin, V.; Prudnikov, V. Cutting Tools Nitriding in Plasma Produced by a Fast Neutral Molecule Beam. Jpn. J. Appl. Phys. 2011, 50, 08JG04. [Google Scholar] [CrossRef]
- Fominskii, V.Y.; Grigor’ev, S.N.; Romanov, R.I.; Nevolin, V.N. Effect of the pulsed laser deposition conditions on the tribological properties of thin-film nanostructured coatings based on molybdenum diselenide and carbon. Tech. Phys. 2012, 57, 516–523. [Google Scholar] [CrossRef]
- ISO 1832:2017 Indexable Inserts for Cutting Tools—Designation; International Organization for Standardization: Geneva, Switzerland, 2017.
- Klocke, F.; Krieg, T. Coated tools for metal cutting—Features and applications. Ann. CIRP 1999, 48, 515–525. [Google Scholar] [CrossRef]
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Aksenenko, A.; Sitnikov, N.; Oganyan, G.; Seleznev, A.; Shevchenko, S. Effect of adhesion and the wear-resistant layer thickness ratio on mechanical and performance properties of ZrN-(Zr,Al,Si)N coatings. Surf. Coat. Technol. 2019, 357, 218–234. [Google Scholar] [CrossRef]
- Adaskin, A.M.; Vereshchaka, A.A.; Vereshchaka, A.S. Study of wear mechanism of hard-alloy tools during machining of refractory alloys. J. Frict. Wear 2013, 34, 208–213. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- ASTM C1624-05(2015) Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing; ASTM International: West Conshohocken, PA, USA, 2010.
- Vereschaka, A.; Tabakov, V.; Grigoriev, S.; Sitnikov, N.; Andreev, N.; Milovich, F. Investigation of wear and diffusion processes on rake faces of carbide inserts with Ti-TiN-(Ti,Al,Si)N composite nanostructured coating. Wear 2018, 416, 72–80. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Architecture of Coating | Parameters for Deposition Process | |||||
|---|---|---|---|---|---|---|
| n (rev·min−1) | IAl (A) | ITi (A) | ICr (A) | Ub (V) | PN (Pa) | |
| Cr-CrN-(Cr0.35Ti0.40Al0.25)N | 1.2 | 170 | 60 | 75 | −160 | 0.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.; Vereschaka, A.; Metel, A.; Sitnikov, N.; Milovich, F.; Andreev, N.; Shevchenko, S.; Rozhkova, Y. Investigation into Performance of Multilayer Composite Nano-Structured Cr-CrN-(Cr0.35Ti0.40Al0.25)N Coating for Metal Cutting Tools. Coatings 2018, 8, 447. https://doi.org/10.3390/coatings8120447
Grigoriev S, Vereschaka A, Metel A, Sitnikov N, Milovich F, Andreev N, Shevchenko S, Rozhkova Y. Investigation into Performance of Multilayer Composite Nano-Structured Cr-CrN-(Cr0.35Ti0.40Al0.25)N Coating for Metal Cutting Tools. Coatings. 2018; 8(12):447. https://doi.org/10.3390/coatings8120447
Chicago/Turabian StyleGrigoriev, Sergey, Alexey Vereschaka, Alexander Metel, Nikolay Sitnikov, Filipp Milovich, Nikolay Andreev, Svetlana Shevchenko, and Yulia Rozhkova. 2018. "Investigation into Performance of Multilayer Composite Nano-Structured Cr-CrN-(Cr0.35Ti0.40Al0.25)N Coating for Metal Cutting Tools" Coatings 8, no. 12: 447. https://doi.org/10.3390/coatings8120447