Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials


Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Materials
2.2. Preparation of Aqueous Coating Solutions
2.3. Paper-Substrate Characterization
2.4. Standardized Physical Paper Properties and Barrier Measurements
2.5. Coating Trial with Laboratory Draw-Down Coater
2.6. Surface Evaluation of Uncoated and Coated Paper Substrates
2.7. Migration Experiments
2.8. Permeation Experiments
3. Results and Discussion
3.1. Physical Characterization of Coated Samples
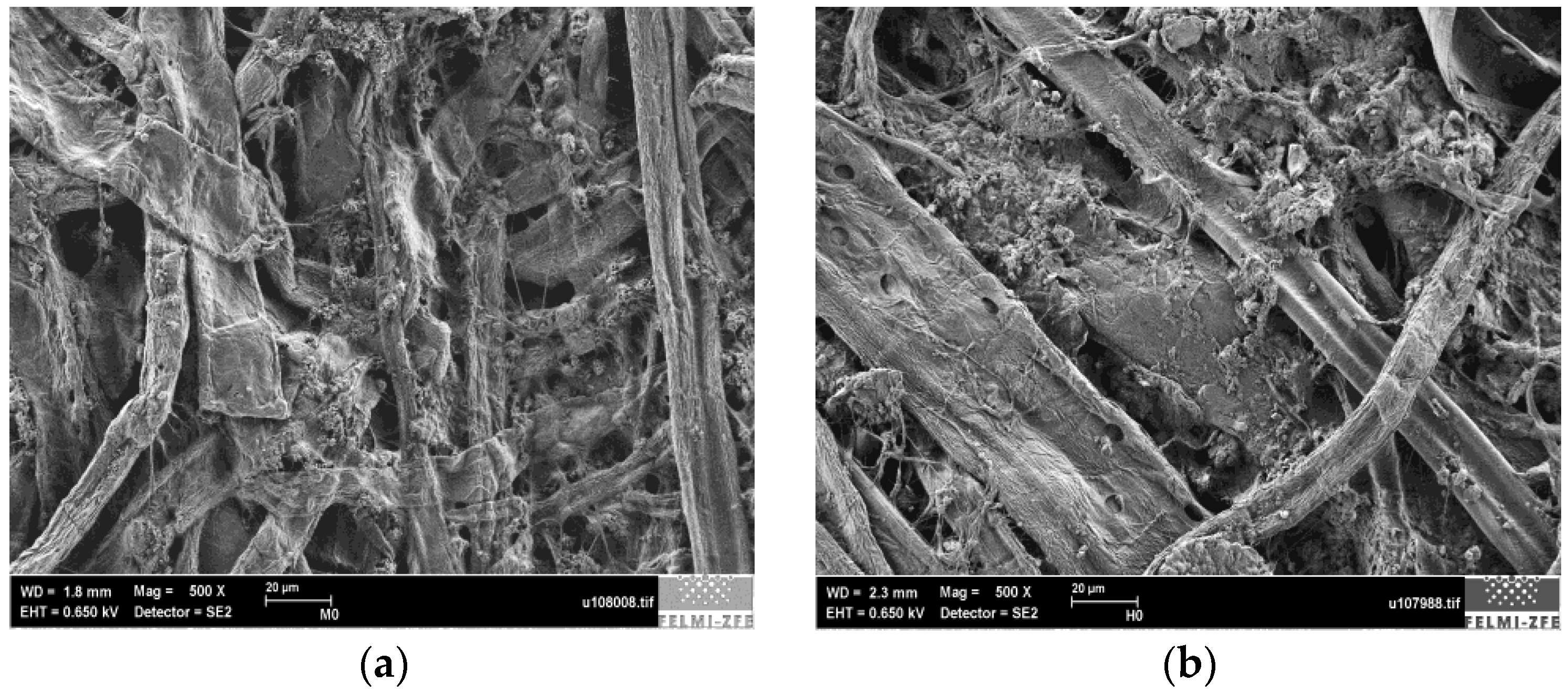
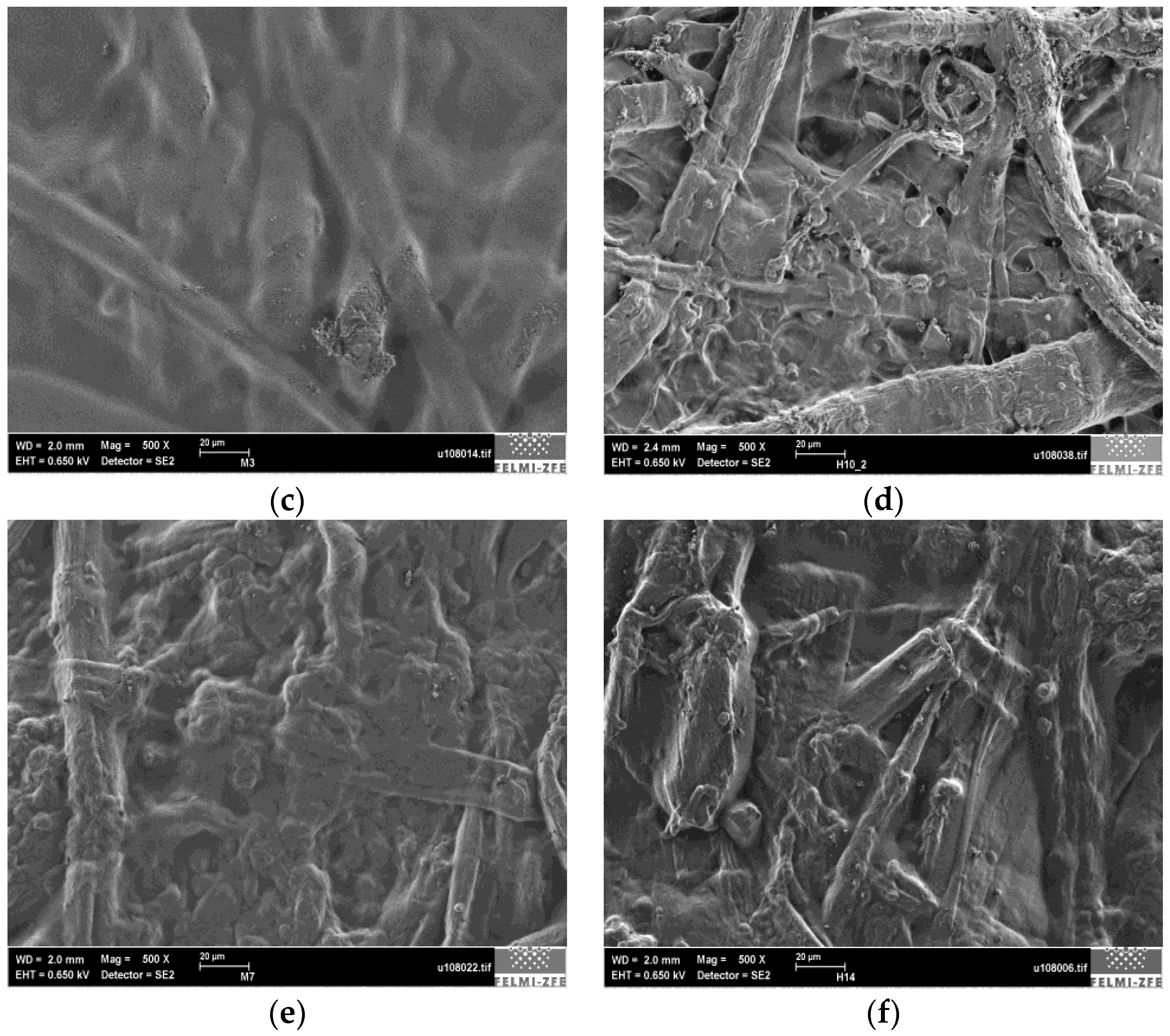
3.2. Surface Evaluation, Film Formation, and Coating Quality
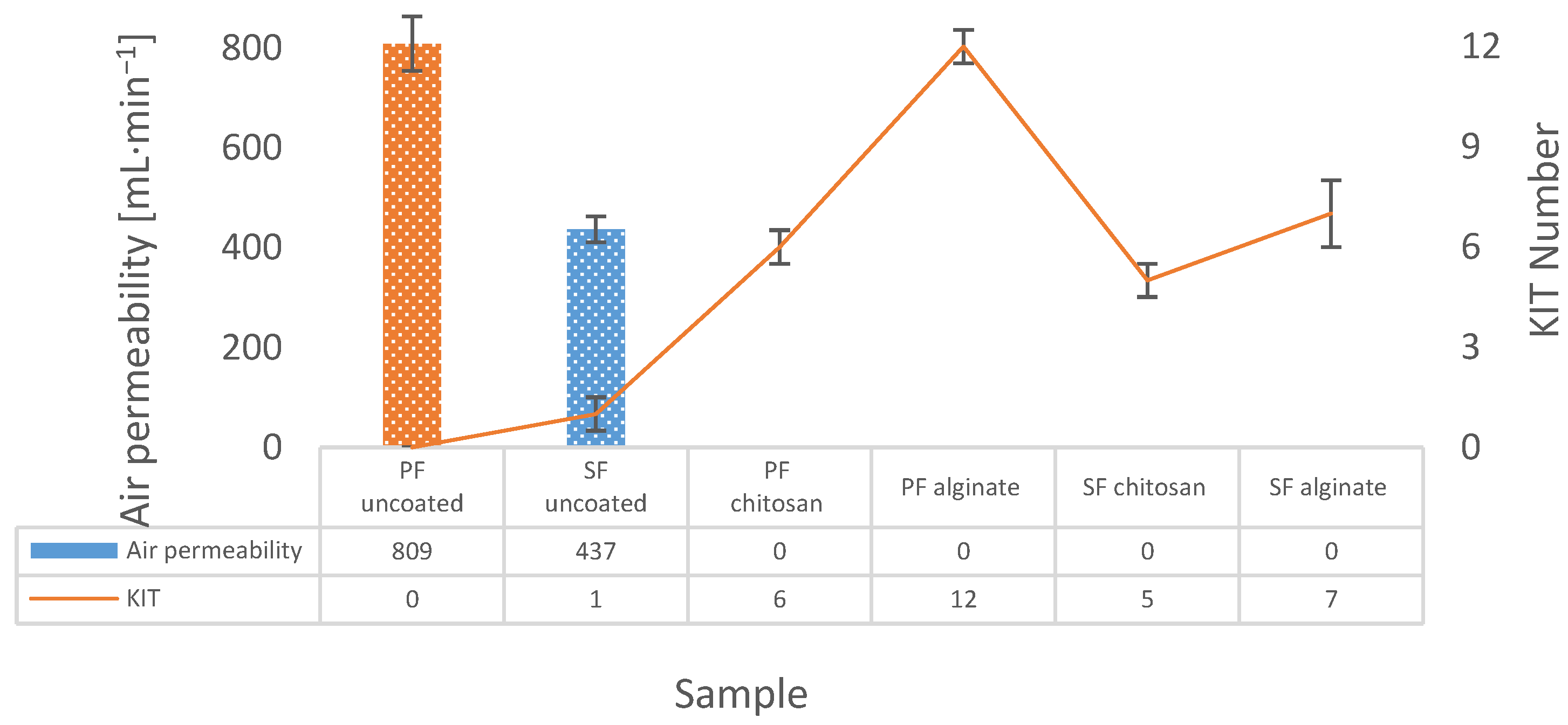
3.3. Air Permeability and Grease Resistance (KIT Test)
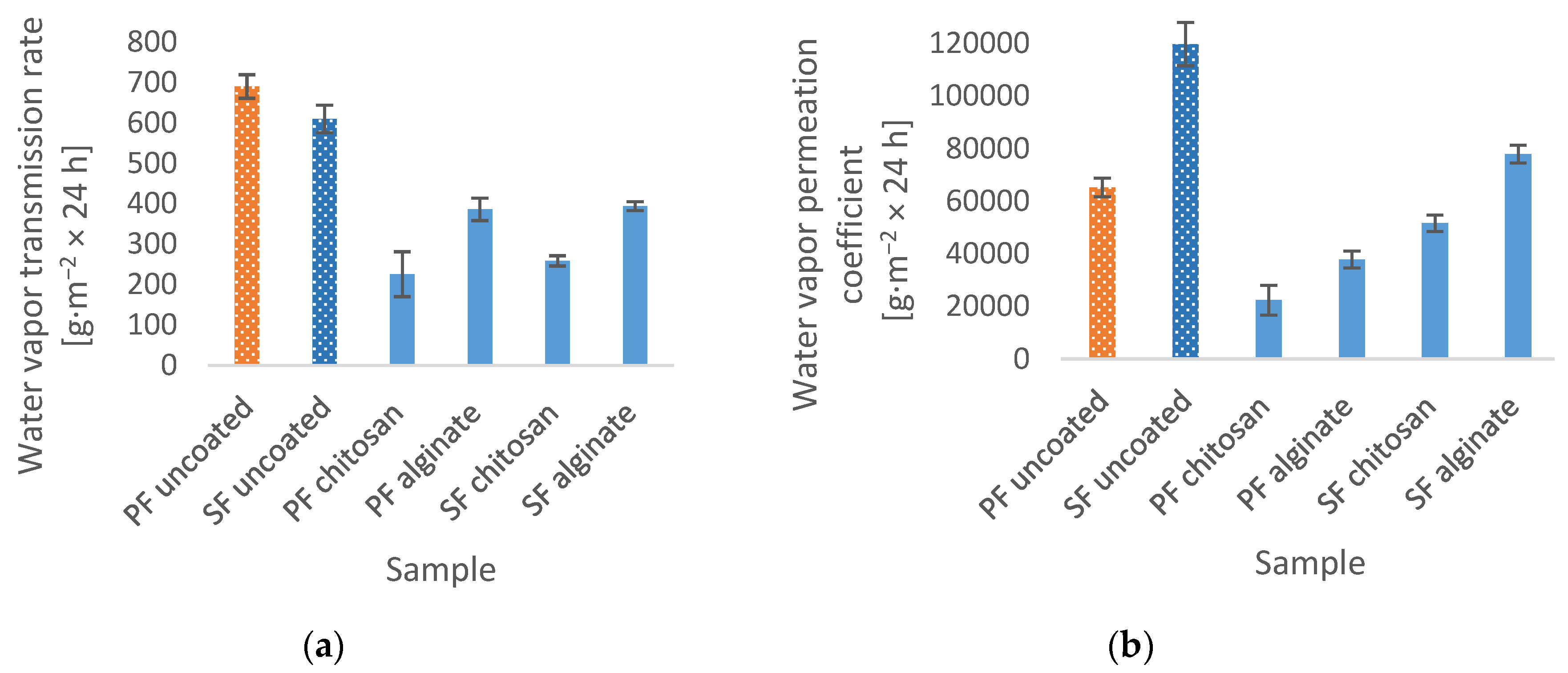
3.4. Water-Vapor Transmission Rate (WVTR)
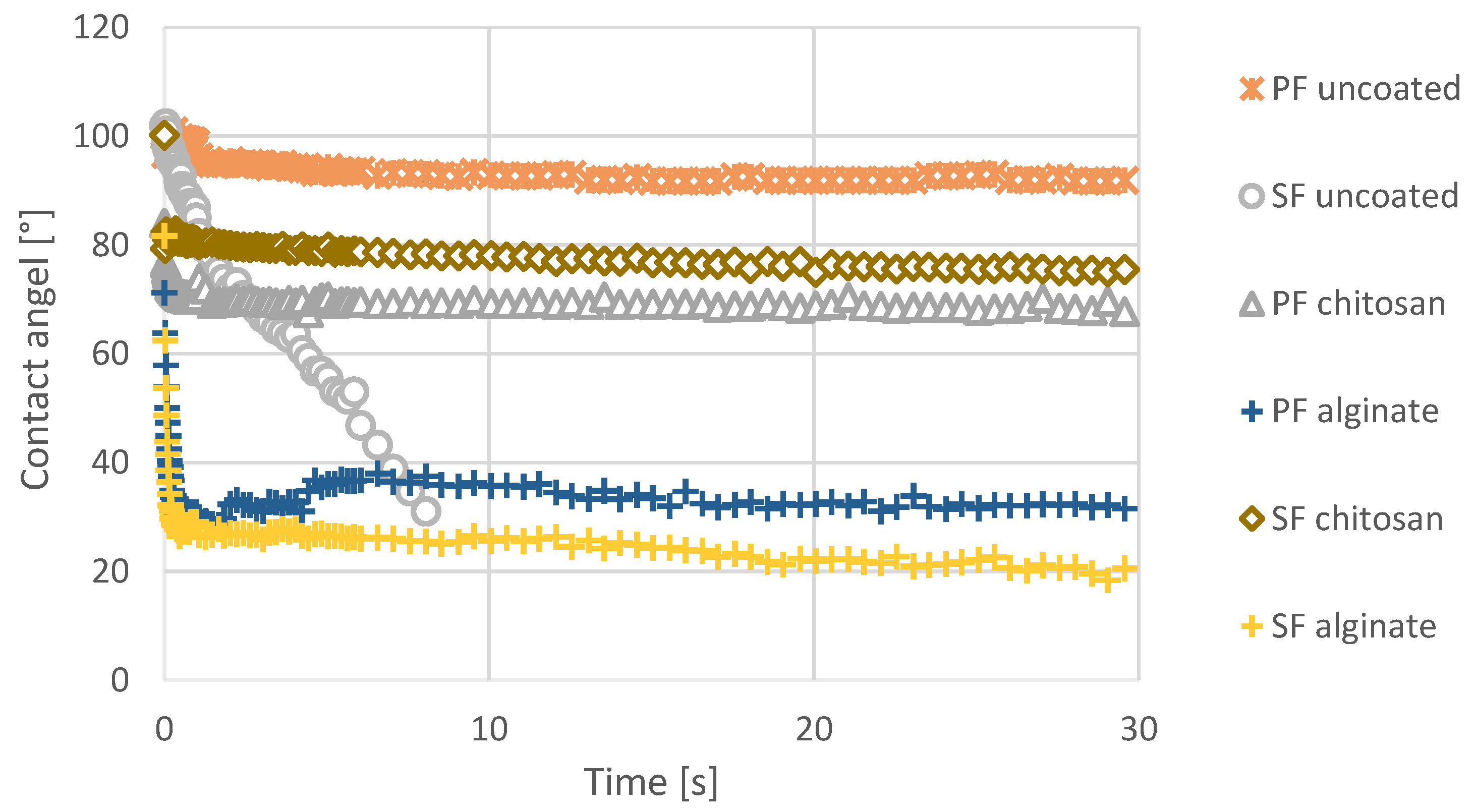
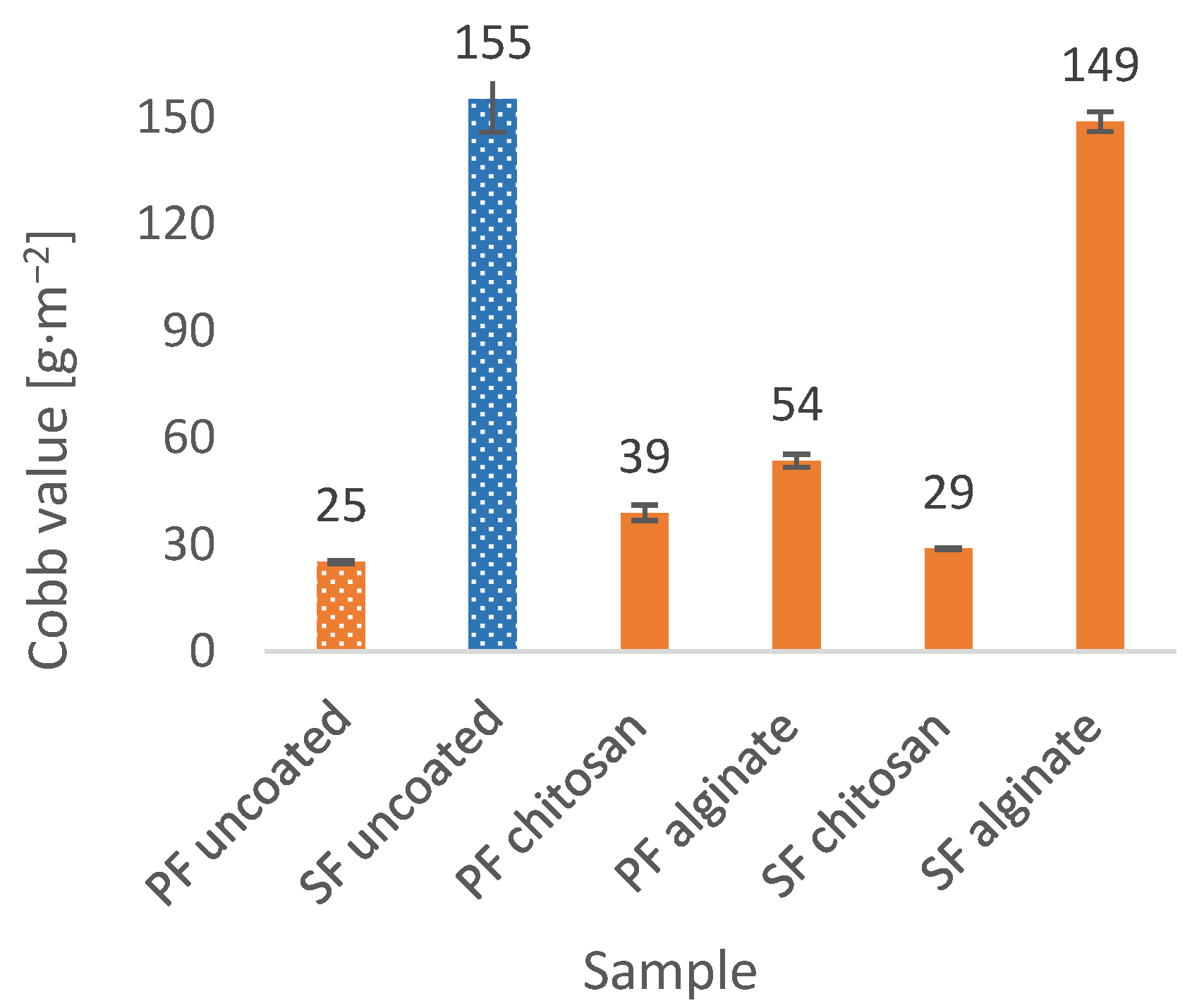
3.5. Wettability and Water Absorptiveness
3.6. Migration Experiments
3.7. Permeation Experiments
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Coltelli, M.-B.; Wild, F.; Bugnicourt, E.; Cinelli, P.; Lindner, M.; Schmid, M.; Weckel, V.; Müller, K.; Rodriguez, P.; Staebler, A. State of the Art in the Development and Properties of Protein-Based Films and Coatings and Their Applicability to Cellulose Based Products: An Extensive Review. Coatings 2016, 6, 1. [Google Scholar] [CrossRef]
- Andersson, C. New ways to enhance the functionality of paperboard by surface treatment—A review. Packag. Technol. Sci. 2007, 21, 339–373. [Google Scholar] [CrossRef]
- Johansson, C.; Bras, J.; Mondragon, I.; Nechita, P.; Plackett, D.; Simon, P.; Gregor Svetec, D.; Virtanen, S.; Giacinti Baschetti, M.; Breen, C. Renewable fibers and bio-based materials for packaging applications—A review of recent developments. Bioresources 2012, 7, 2506–2552. [Google Scholar] [CrossRef]
- Vartiainen, J.; Laine, C.; Willberg-Keyriläinen, P.; Pitkänen, M.; Ohra-aho, T. Biobased mineral-oil barrier-coated food-packaging films. J. Appl. Polym. Sci. 2016, 134, 44586. [Google Scholar] [CrossRef]
- Messung von Mineralöl—Kohlenwasserstoffen in Lebensmitteln und Verpackungsmaterialien; Bundesinstitut für Risikobewertung (BfR): Berlin, Germany; Berlin und Kantonales Labor Zürich: Zürich, Switzerland, 2012; p. 103.
- EFSA Panel on Contaminants in the Food Chain (CONTAM). Scientific Opinion on Mineral Oil Hydrocarbons in Food. EFSA J. 2012, 10, 2704. [Google Scholar] [CrossRef]
- Biedermann, M.; Grob, K. On-line coupled high performance liquid chromatography–gas chromatography for the analysis of contamination by mineral oil. Part 2: Migration from paperboard into dry foods: Interpretation of chromatograms. J. Chromatogr. A 2011, 1255, 76–99. [Google Scholar] [CrossRef] [PubMed]
- Biedermann, M.; Grob, K. On-line coupled high performance liquid chromatography–gas chromatography for the analysis of contamination by mineral oil. Part 1: Method of analysis. J. Chromatogr. A 2011, 1255, 56–75. [Google Scholar] [CrossRef] [PubMed]
- Giles, H.F.; Wagner, J.R.; Mount, E.M. Extrusion: The Definitive Processing Guide and Handbook, 2nd ed.; William Andrew: Norwich, NY, USA, 2014; pp. 209–554. ISBN 978-1-4377-3481-2. [Google Scholar]
- Ryan, N.M.; Mcnally, G.M.; Welsh, J. The Use of Aqueous-based Emulsion Polymers as Moisture Barrier Coatings for Carton Boards. Dev. Chem. Eng. Miner. Process. 2018, 12, 141–148. [Google Scholar] [CrossRef]
- Fiselier, K.; Grob, K. Barriers against the Migration of Mineral Oil from Paperboard Food Packaging: Experimental Determination of Breakthrough Periods. Packag. Technol. Sci. 2011, 25, 285–301. [Google Scholar] [CrossRef]
- Bastarrachea, L.J.; Wong, D.E.; Roman, M.J.; Lin, Z.; Goddard, J.M. Active Packaging Coatings. Coatings 2015, 5, 771–791. [Google Scholar] [CrossRef] [Green Version]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Nesic, A.R.; Seslija, S.I. The influence of nanofillers on physical–chemical properties of polysaccharide-based film intended for food packaging. In Nanotechnology in the Agri-Food Industry, 1st ed.; Grumezescu, A., Ed.; Elsevier: Amsterdam, Netherlands, 2016; Volume VII, pp. 637–697. ISBN 9780128043738. [Google Scholar]
- Wong, D.W.S.; Gregorski, K.S.; Hudson, J.S.; Pavlath, A.E. Calcium Alginate Films: Thermal Properties and Permeability to Sorbate and Ascorbate. J. Food Sci. 1995, 61, 337–341. [Google Scholar] [CrossRef]
- Da Silva, M.A.; Iamanaka, B.T.; Taniwaki, M.H.; Kieckbusch, T.G. Evaluation of the Antimicrobial Potential of Alginate and Alginate/Chitosan Films Containing Potassium Sorbate and Natamycin. Packag. Technol. Sci. 2012, 26, 479–492. [Google Scholar] [CrossRef]
- Fernandes, S.C.M.; Freire, C.S.R.; Silvestre, A.J.D.; Desbrières, J.; Gandini, A.; Neto, C.P. Production of Coated Papers with Improved Properties by Using a Water-Soluble Chitosan Derivative. Ind. Eng. Chem. Res. 2009, 49, 6432–6438. [Google Scholar] [CrossRef]
- Nordqvist, D.; Idermark, J.; Hedenqvist, M.S.; Gällstedt, M.; Ankerfors, M.; Lindström, T. Enhancement of the Wet Properties of Transparent Chitosan−Acetic-Acid−Salt Films Using Microfibrillated Cellulose. Biomacromolecules 2006, 8, 2398–2403. [Google Scholar] [CrossRef] [PubMed]
- Reis, A.B.; Yoshida, C.M.; Reis, A.P.C.; Franco, T.T. Application of chitosan emulsion as a coating on Kraft paper. Polym. Int. 2010, 60, 963–969. [Google Scholar] [CrossRef]
- Thakhiew, W.; Devahastin, S.; Soponronnarit, S. Effects of drying methods and plasticizer concentration on some physical and mechanical properties of edible chitosan films. J. Food Eng. 2009, 99, 216–224. [Google Scholar] [CrossRef]
- Vrabič Brodnjak, U.; Jesih, A.; Gregor-Svetec, D. Chitosan Based Regenerated Cellulose Fibers Functionalized with Plasma and Ultrasound. Coatings 2018, 8, 133. [Google Scholar] [CrossRef]
- Khwaldia, K.; Arab-Tehrany, E.; Desobry, S. Biopolymer Coatings on Paper Packaging Materials. Compr. Rev. Food Sci. Food Saf. 2009, 9, 82–91. [Google Scholar] [CrossRef]
- Bordenave, N.; Kemmer, D.; Smolic, S.; Franz, R.; Girard, F.; Coma, V. Impact of Biodegradable Chitosan-Based Coating on Barrier Properties of Papers. J. Renew. Mater. 2013, 2, 123–133. [Google Scholar] [CrossRef]
- Vartiainen, J.; Tuominen, M.; Nättinen, K. Bio-hybrid nanocomposite coatings from sonicated chitosan and nanoclay. J. Appl. Polym. Sci. 2009, 6, 3638–3647. [Google Scholar] [CrossRef]
- Bordenave, N.; Grelier, S.; Coma, V. Hydrophobization and Antimicrobial Activity of Chitosan and Paper-Based Packaging Material. Biomacromolecules 2009, 11, 88–96. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.; Chen, N.; Zhang, Q.; Wang, K.; Fu, Q.; Zhang, X. Preparation and properties of chitosan nanocomposites with nanofillers of different dimensions. Polym. Degrad. Stab. 2008, 94, 124–131. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Lee, J.-H.; Hong, S.-I. Water resistance and mechanical properties of biopolymer (alginate and soy protein) coated paperboards. LWT–Food Sci. Technol. 2005, 39, 806–813. [Google Scholar] [CrossRef]
- Gällstedt, M.; Brottman, A.; Hedenqvist, M.S. Packaging-related properties of protein- and chitosan-coated paper. Packag. Technol. Sci. 2004, 18, 161–170. [Google Scholar] [CrossRef]
- Rastogi, V.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef] [Green Version]
- Kjellgren, H.; Engström, G. Influence of base paper on the barrier properties of chitosan-coated papers. Nord. Pulp Pap. Res. J. 2005, 21, 685–689. [Google Scholar] [CrossRef]
- T 402 SP-08 Standard Conditioning and Testing Atmospheres for Paper, Board, Pulp Handsheets, and Related Products; TAPPI Standards Department: Norcross, GA, USA, 2008.
- ISO 536:2012 Paper and Board—Determination of Grammage; International Organization for Standardization: Geneva, Switzerland, 2017.
- EN ISO 534:2011 Paper and Board—Determination of Thickness, Density and Specific Volume; European Committee for Standardization: Brussels, Belgium, 2011.
- ISO/DIS 5636-3 Paper and Board—Determination of Air Permeance—Part 3: Bendtsen Method; International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO/DIS 8791-2 Paper and Board—Determination of Roughness/Smoothness—Part 2: Bendtsen Method; International Organization for Standardization: Geneva, Switzerland, 2012.
- T 558 OM-15 Surface wettability and Absorbency of Sheeted Materials Using an Automated Contact Angle Tester; TAPPI Standards Department: Norcross, GA, USA, 2012.
- T 559 CM-12 Grease Resistance Test for Paper and Paperboard; TAPPI Standards Department: Norcross, GA, USA, 2012.
- EN ISO 535:2014 Paper and Board—Determination of Water Absorptiveness—Cobb Method; European Committee for Standardization: Brussels, Belgium, 2011.
- T 448 OM-09 Water Vapor Transmission Rate of Paper and Paperboard at 23 °C and 50% RH; TAPPI Standards Department: Norcross, GA, USA, 2009.
- Fischer, W.J.; Zankel, A.; Ganser, C.; Schmied, F.J.; Schroettner, H.; Hirn, U.; Teichert, C.; Bauer, W.; Schennach, R. Imaging of the formerly bonded area of individual fibre to fibre joints with SEM and AFM. Cellulose 2014, 21, 251–260. [Google Scholar] [CrossRef]
- Union Guidance on Regulation (Eu) No 10/2011 On Plastic Materials And Articles Intended to Come into Contact With Food as Regards Information in the Supply Chain; European Commission Health and Consumers Directorate-General: Luxembourg, Luxembourg, 2011; p. 89.
- Ham-Pichavant, F.; Sèbe, G.; Pardon, P.; Coma, V. Fat resistance properties of chitosan-based paper packaging for food applications. Carbohydr. Polym. 2004, 61, 259–265. [Google Scholar] [CrossRef]
- Kjellgren, H. Influence of Paper Properties and Polymer Coatings on Barrier Properties of Greaseproof Paper. Ph.D. Thesis, Karlstad Univeristy, Karlstad, Sweden, 2007. [Google Scholar]
- Zhang, W.; Xiao, H.; Qian, L. Enhanced water vapour barrier and grease resistance of paper bilayer-coated with chitosan and beeswax. Carbohydr. Polym. 2014, 101, 401–406. [Google Scholar] [CrossRef] [PubMed]
- Nilsson, L.; Wilhelmsson, B.; Stenstrom, S. The diffusion of water vapour trough pulp and paper. Dry. Technol. 1993, 11, 1205–1225. [Google Scholar] [CrossRef]
- Biedermann-Brem, S.; Biedermann, M.; Grob, K. Taped Barrier Test for Internal Bags Used in Boxes of Recycled Paperboard: The Role of the Paperboard and Its Consequence for the Test. Packag. Technol. Sci. 2017, 30, 75–89. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate | Furnish | Grammage (g·m−²) | Thickness (µm) | Sheet Density (g·cm−³) | Bendtsen Roughness (mL·min−1) |
|---|---|---|---|---|---|
| Primary fiber (PF) uncoated | 100% Primary fiber | 72.0 ± 0.5 | 96.0 ± 1.2 | 0.760 ± 0.01 | 150 ± 26 |
| Secondary fiber (SF) uncoated | 100% Secondary fiber | 129.0 ± 0.6 | 197.0 ± 2.6 | 0.660 ± 0.01 | 1271 ± 211 |
| Property | Method | Standard |
|---|---|---|
| Grammage | Weighing | ISO 536 [32] |
| Thickness | Lehmann thickness tester | ISO 534 [33] |
| Density | Calculation | ISO 534 [33] |
| Air permeability | Bendtsen | ISO 5636-3 [34] |
| Bendtsen roughness | Bendtsen | ISO 8791-2 [35] |
| Contact angle | Fibrodat 1100 | T 558 [36] |
| Grease resistance | KIT Test | T 559 [37] |
| Cobb | Frank-PTI Cobb tester | ISO 535 [38] |
| Water-vapor transmission rate | Gravimetric determination | T 448 om-09 [39] |
| Sample | Thickness (µm) | Density (g·cm−³) | Grammage (g·m−²) | Pick-Up (g·m−²) |
|---|---|---|---|---|
| PF chitosan | 98.0 ± 1.0 | 0.780 ± 0.01 | 78.0 ± 0.7 | 6.0 ± 0.2 |
| PF alginate | 98.0 ± 1.4 | 0.800 ± 0.01 | 78.1 ± 0.6 | 6.1 ± 0.2 |
| SF chitosan | 199.0 ± 2.4 | 0.670 ± 0.01 | 135.1 ± 0.5 | 6.1 ± 0.2 |
| SF alginate | 198.0 ± 3.1 | 0.680 ± 0.01 | 135.0 ± 0.9 | 6.0 ± 0.3 |
| Sample | Migration (%) | MOH (%) | MOSH (%) | MOAH (%) | Remnants * (%) |
|---|---|---|---|---|---|
| SF uncoated | 100% | 63.8 ± 0.10 | 57.80 ± 0.10 | 6.02 ± 0.16 | 36.2% |
| SF alginate | 16.3 ± 1.0 | 7.90 ± 0.25 | 5.49 ± 0.18 | 2.41 ± 0.42 | 8.4% |
| SF chitosan | 29.5 ± 1.6 | 9.16 ± 0.30 | 8.43 ± 0.20 | 0.73 ±0.34 | 20.3% |
| Substance | Boiling Point (°C) |
|---|---|
| Menthol | 212 |
| C12 | 216.2 |
| C14 | 253.5 |
| Eugenol | 254 |
| Acetovanillon | 265 |
| Vanillin | 285 |
| C16 | 286.8 |
| d-C14 | d-C16 | d-C20 | d-C24 | Menthol | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SF uncoated | 12.85 | 9.43 | 13.7 | 10.58 | 12.88 | 11.12 | 3.8 | 3.4 | 8.77 | 6.38 |
| SF alginate | 3.26 | 3.43 | 5.45 | 5.6 | 2.34 | 2.37 | 0.49 | 0.44 | 3.39 | 3.59 |
| SF chitosan | 4.8 | 4.8 | 6.85 | 7.63 | 4.88 | 6.24 | 0.72 | 0.89 | 1.99 | 2.19 |
| PF uncoated | 12.68 | 12.51 | 13.54 | 13.39 | 14.63 | 14.05 | 3.23 | 3.23 | 10.76 | 10.16 |
| PF alginate | 1.34 | 0.81 | 1.87 | 0.92 | 0.7 | 0.35 | 0.3 | 0.25 | 3.39 | 3.19 |
| PF chitosan | 5.14 | 4.46 | 6.85 | 5.76 | 5.46 | 3.9 | 0.65 | 0.53 | 5.18 | 4.98 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kopacic, S.; Walzl, A.; Zankel, A.; Leitner, E.; Bauer, W. Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings 2018, 8, 235. https://doi.org/10.3390/coatings8070235
Kopacic S, Walzl A, Zankel A, Leitner E, Bauer W. Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings. 2018; 8(7):235. https://doi.org/10.3390/coatings8070235
Chicago/Turabian StyleKopacic, Samir, Andrea Walzl, Armin Zankel, Erich Leitner, and Wolfgang Bauer. 2018. "Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials" Coatings 8, no. 7: 235. https://doi.org/10.3390/coatings8070235
APA StyleKopacic, S., Walzl, A., Zankel, A., Leitner, E., & Bauer, W. (2018). Alginate and Chitosan as a Functional Barrier for Paper-Based Packaging Materials. Coatings, 8(7), 235. https://doi.org/10.3390/coatings8070235