Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings

Abstract
:1. Introduction
2. Materials and Processes
2.1. Samples Preparation and Deposition Process
2.2. Porosity Analysis
2.3. Characterization
3. Results and Discussion
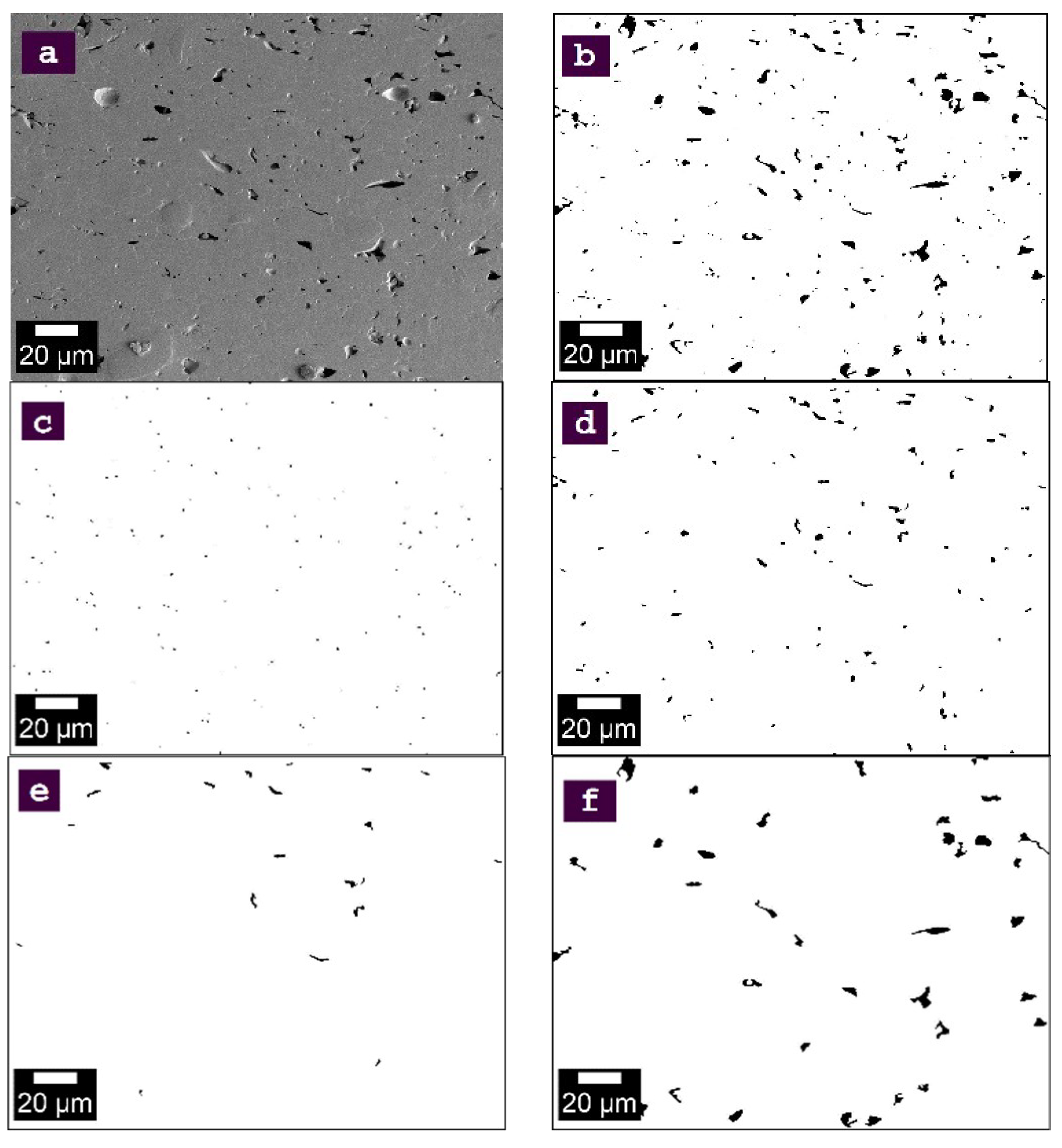
3.1. Image Processing Analysis
3.2. Microhardness
3.3. Phase Analysis
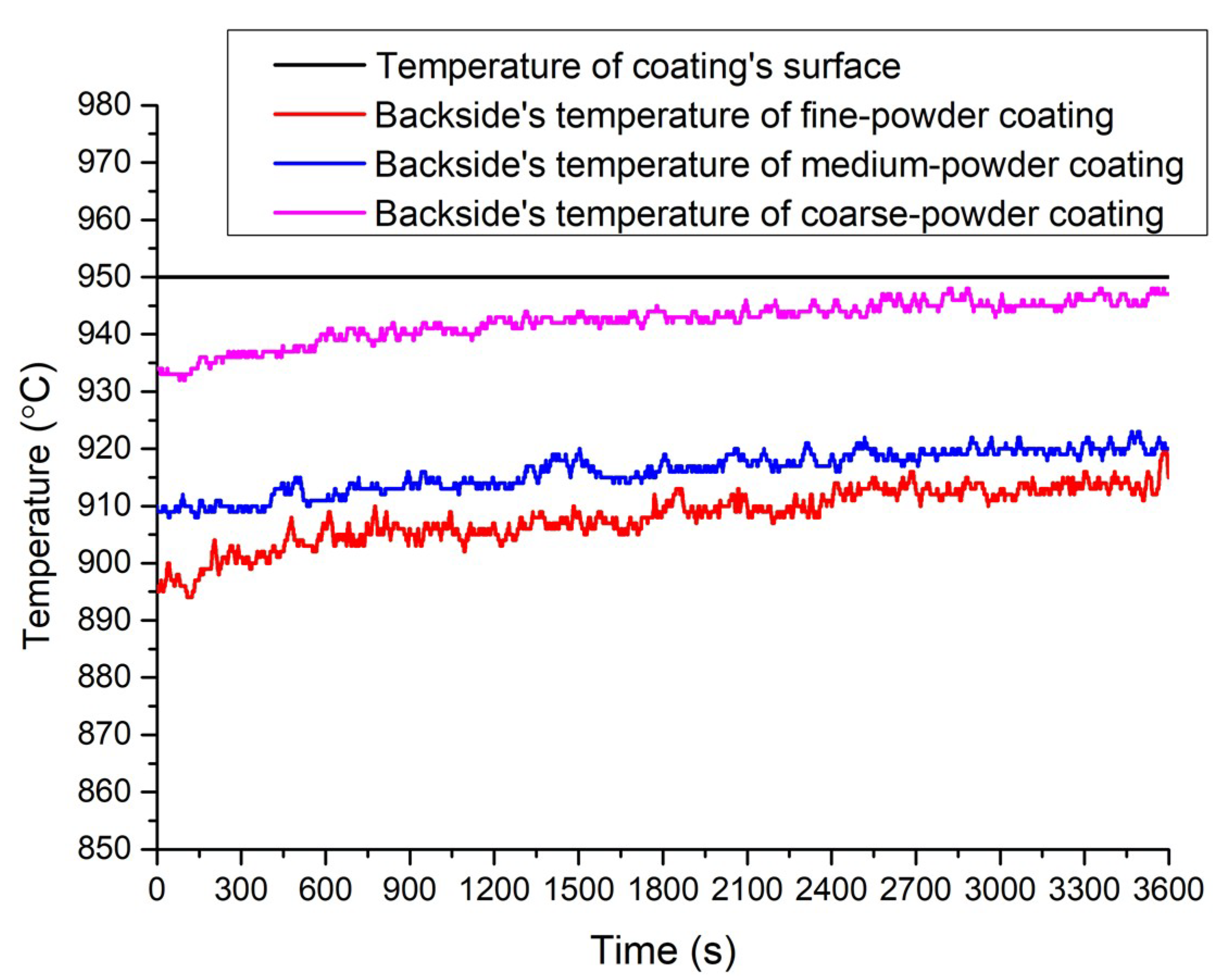
3.4. Thermal Insulation
4. Conclusions
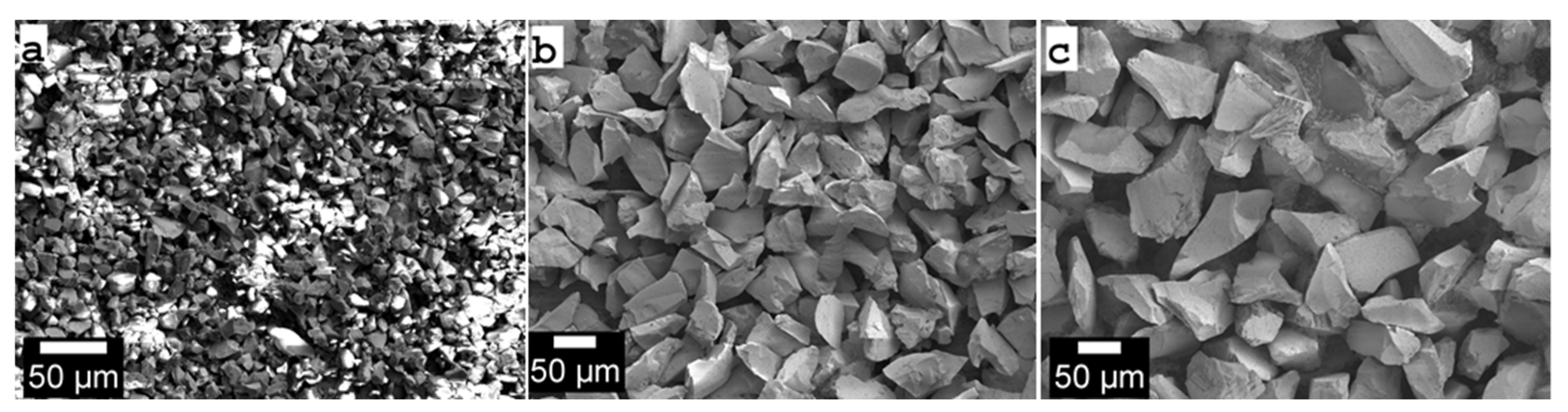
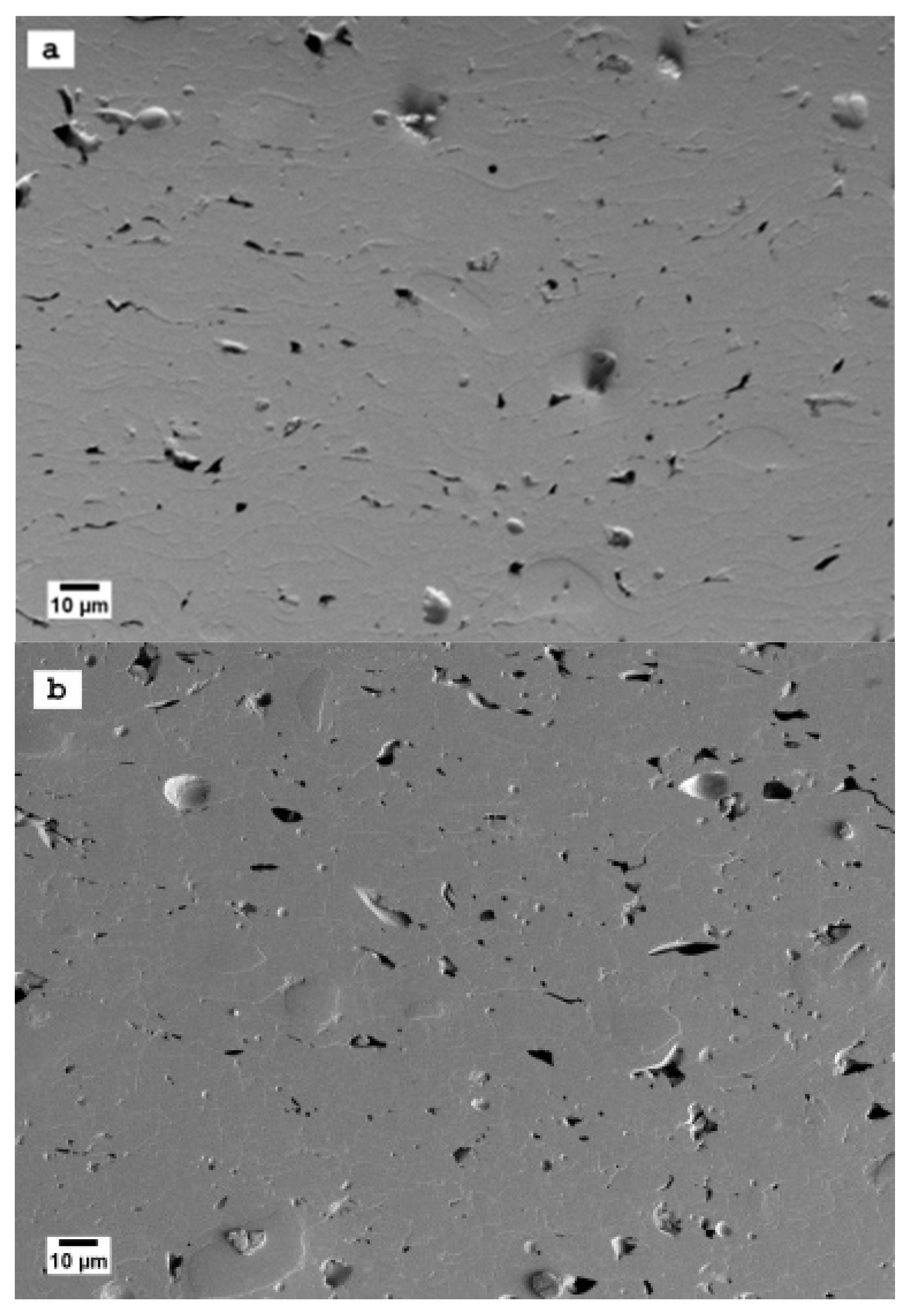
- Coatings produced by fine-powders (i.e., fine particle size) exhibit more uniform pore distribution than coatings produced using medium- and coarse-powders. The pore size was in the range from few tenth nanometers to approximately 10 µm2. More than 95% of this range contributes highly to the coating’s thermal insulation property due to the uniform distribution, pore size, and pore shape.
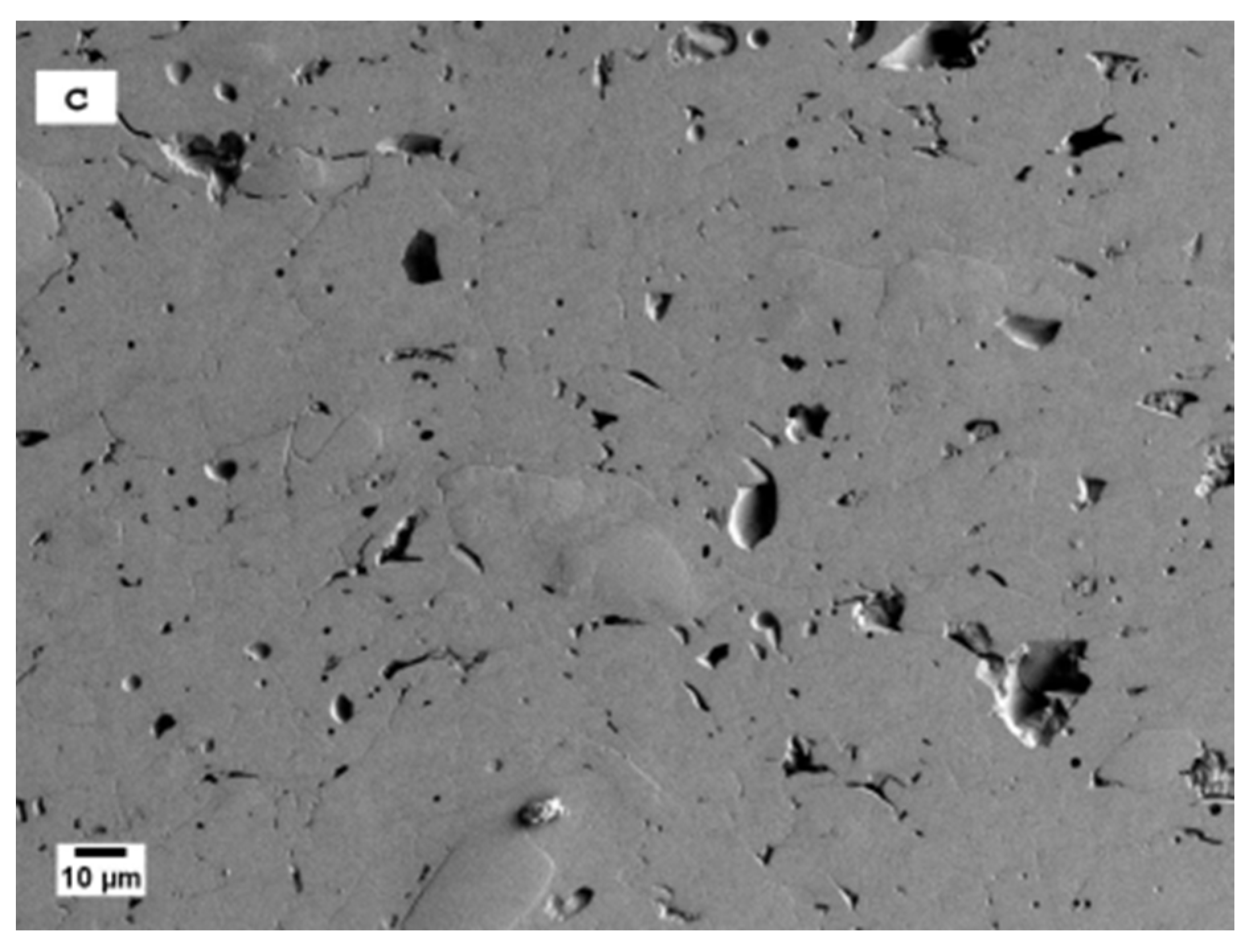
- As the starting powder’s particle size increases, the percentage of fine and medium pore size ranges (0–1 and 1–10 µm2) decreases, whereas the percentage of large pore-size ranges (>10 µm2) increases. The increment in large pores greatly increases the total porosity with relatively low contribution to the coating’s thermal insulation.
- APS coatings fabricated by fine-powders have higher micro hardness values than coatings fabricated by medium- and coarse-powders due to their denser coatings. At the same time, fine-powder coatings exhibit thermal insulation value comparable to thermal insulations of coatings produced by medium-powders despite of higher total porosity owned by medium-powder coatings. This is due to the higher contribution of the “effective porosity” in fine-powder coatings, represented by fine pores and cracks, and their homogeneous distribution within the coatings. In addition, coarse-powder coatings exhibit the lowest thermal insulation although it has the highest porosity content among other coatings.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. Handbook of Thermal Spray Technology; ASM International Materials Park: Las Vegas, NV, USA, 2009. [Google Scholar]
- Pavitra, B.; Padture, P.; Alexandre, V. Improved interfacial mechanical properties of Al2O3—13 wt. % TiO2 plasma-sprayed coatings derived from nanocrystalline powders. Acta Mater. 2003, 51, 2959–2970. [Google Scholar]
- Singh, V.; Sil, A.; Jayaganthan, R. A study on sliding and erosive wear behavior of atmospheric plasma sprayed conventional and nanostructured alumina coatings. Mater. Des. 2011, 32, 584–591. [Google Scholar] [CrossRef]
- Tingaud, O.; Bertrand, P.; Bertrand, G. Microstructure and tribological behavior of Suspension plasma sprayed Al2O3 and Al2O3–YSZ composite coatings. Surf. Coat. Technol. 2010, 205, 1004–1008. [Google Scholar] [CrossRef]
- Li, C.; Yang, G.; Ohmori, A. Relationship between particle erosion and lamellar microstructure for plasma-sprayed alumina coatings. Wear 2006, 260, 1166–1172. [Google Scholar] [CrossRef]
- Morks, M.; Cole, I.; Corrigan, C.; Kobayashi, A. Electrochemical characterization of plasma sprayed alumina coatings. J. Surf. Eng. Mater. Adv. Technol. 2011, 1, 107. [Google Scholar] [CrossRef]
- Herman, H.; Sampath, S. Metallurgical and Ceramic Protective Coatings; Stern, K.H., Ed.; Chapman & Hall: London, UK, 1996; p. 263. [Google Scholar]
- Girolamo, G.; Brentari, A.; Blasi, C.; Serra, E. Microstructure and mechanical properties of plasma sprayed alumina-based coatings. Ceram. Int. 2014, 40, 12861–12867. [Google Scholar] [CrossRef]
- Schlichting, K.; Padture, N.; Klemens, P. Thermal conductivity of dense and porous yttria stabilized zirconia. J. Mater. Sci. 2001, 36, 3003–3010. [Google Scholar] [CrossRef]
- Pawlowski, L. The relationship between structure and dielectric properties in plasma sprayed alumina coating. Surf. Coat. Technol. 1988, 35, 285–298. [Google Scholar] [CrossRef]
- Beauvais, S.; Guipont, V.; Jeandin, M.; Juve, D.; Treheux, D.; Robisson, A.; Saenger, R. Influence of defect orientation on electrical insulating properties of plasma-sprayed alumina coatings. J. Electroceram. 2005, 15, 65–74. [Google Scholar] [CrossRef]
- Matejka, D.; Benko, B. Plasma Spraying of Metallic and Ceramic Materials; John Wiley & Sons: New York, NY, USA, 1989. [Google Scholar]
- Thirumalaikumarasamya, D.; Shanmugama, K.; Balasubramanianb, V. Influences of Atmospheric Plasma Spraying Parameters on the Porosity Level of Alumina Coating on AZ31B Magnesium Alloy Using Response Surface Methodology; Chinese Materials Research Society: Beijing, China, 2012. [Google Scholar]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; John Wiley & Sons: Chichester, UK, 2008. [Google Scholar]
- Padture, N.P.; Gell, M.; Jordan, E.H. Materials science—Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef]
- Chen, N.; Song, X.; Liu, Z.; Lin, C.; Zeng, Y.; Huang, L.; Zheng, X. Quantitative analysis of the relationship between microstructures and thermal conductivity for YSZ coatings. J. Therm. Spray Technol. 2017, 26, 745–754. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Plasma sprayed Ceramic Coatings; Anisotropic elastic and conductive properties in relation to the microstructure; cross-property correlations. Mater. Sci. Eng. 2001, 297, 235–243. [Google Scholar] [CrossRef]
- Ravichandran, K.; Dutton, R.; Semiatin, S. Thermal conductivity of plasma-sprayed monolithic and multilayer coatings of alumina and yttria-stabilized zirconia. Ceram. Soc. 1999, 82, 673–682. [Google Scholar] [CrossRef]
- Chi, W.; Sampath, S.; Wang, H. Microstructure-thermal conductivity relationships for plasma-sprayed yttria-stabilized zirconia coatings. J. Am. Ceram. Soc. 2008, 91, 2636–2645. [Google Scholar] [CrossRef]
- Cernuschi, F.; Golosnoy, I.O.; Bison, P.; Moscatelli, A.; Vassen, R.; Bossmann, H.P.; Capelli, S. Microstructural characterization of porous thermal barrier coatings by IR gas porosimetry and sintering forecasts. Acta Mater. 2013, 61, 248–262. [Google Scholar] [CrossRef]
- Wang, Z.; Kulkarani, A.; Deshpande, S.; Nakamura, T.; Herman, H. Effects of pores and interfaces on effective properties of plasma sprayed zirconia coatings. Acta Mater. 2003, 51, 5319–5334. [Google Scholar] [CrossRef]
- Cernuschi, F.; Ahmaniemi, S.; Vuoristo, P.; Mantyla, T. Modelling of thermal conductivity of porous materials: Application to thick thermal barrier coating. J. Eur. Ceram. Soc. 2004, 24, 2657–2667. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, H.; Ling, X.; Weng, Y. Effects of pore microstructure on the effective thermal conductivity of thermal barrier coatings. Appl. Therm. Eng. 2016, 102, 234–242. [Google Scholar] [CrossRef]
- ImageJ. Available online: https://imagej.nih.gov/ij/ (accessed on 20 September 2019).
- Deshpande, S.; Kulkarni, A.; Sampath, S.; Herman, H. Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering. Surf. Coat. Technol. 2004, 187, 6–16. [Google Scholar] [CrossRef]
- Huang, Y.; Hu, N.; Zeng, Y.; Song, X.; Lin, C.; Liu, Z.; Zhang, J. Effect of different types of pores on thermal conductivity of YSZ thermal barrier coatings. Coatings 2019, 9, 138. [Google Scholar] [CrossRef]
- McPherson, R. Formation of metastable phases in flame- and plasma-prepared alumina. J. Mater. Sci. 1973, 8, 851–858. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Current [A] | 600 |
| Voltage [V] | 74 ± 3 |
| Argon [L·min−1] | 41 |
| Hydrogen [L·min−1] | 12 |
| Power carrier gas [NLPM] | 3.4 |
| Nozzle diameter [mm] | 6 |
| Spray distance [mm] | 120 |
| Step height [mm] | 4 |
| Number of spray passes [mm] | 10 |
| Porosity Fraction | Ref. [25] 15–50 µm | Ref. [26] Powder Size Not Specified | This Study | |
|---|---|---|---|---|
| 25–45 µm | 45–90 µm | |||
| Large pores | ≈65% | 80% (>2 µm2) | 40% | 67% |
| Fine + Medium pores | ≈35% | n/a * | 55% | 33% |
| Medium pores | n/a * | n/a * | 45% | 27% |
| Fine pores | n/a * | 20% (<2 µm2) | 15% | 6% |
| Coating of | Average Microhardness (HV0.3) | Deviation |
|---|---|---|
| Fine-powder | 944 | 16.2 |
| Medium-powder | 881 | 32.3 |
| Coarse-powder | 829 | 71.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tillmann, W.; Khalil, O.; Abdulgader, M. Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings. Coatings 2019, 9, 601. https://doi.org/10.3390/coatings9100601
Tillmann W, Khalil O, Abdulgader M. Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings. Coatings. 2019; 9(10):601. https://doi.org/10.3390/coatings9100601
Chicago/Turabian StyleTillmann, Wolfgang, Omar Khalil, and Mohamed Abdulgader. 2019. "Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings" Coatings 9, no. 10: 601. https://doi.org/10.3390/coatings9100601
APA StyleTillmann, W., Khalil, O., & Abdulgader, M. (2019). Porosity Characterization and Its Effect on Thermal Properties of APS-Sprayed Alumina Coatings. Coatings, 9(10), 601. https://doi.org/10.3390/coatings9100601