Physicochemical Properties of Yttria-Stabilized-Zirconia In-Flight Particles during Supersonic Atmospheric Plasma Spray

 ,
,
Abstract
:1. Introduction
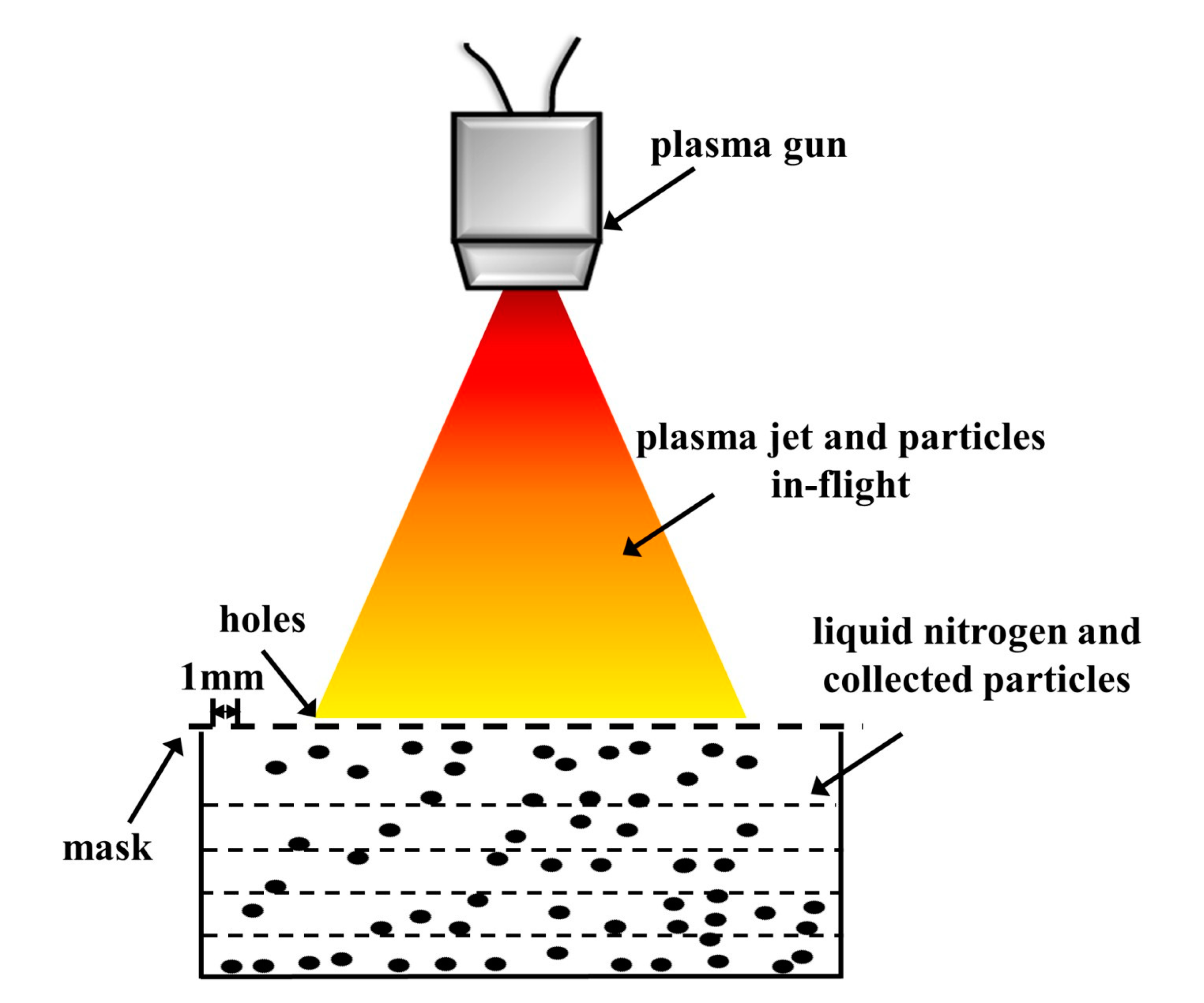
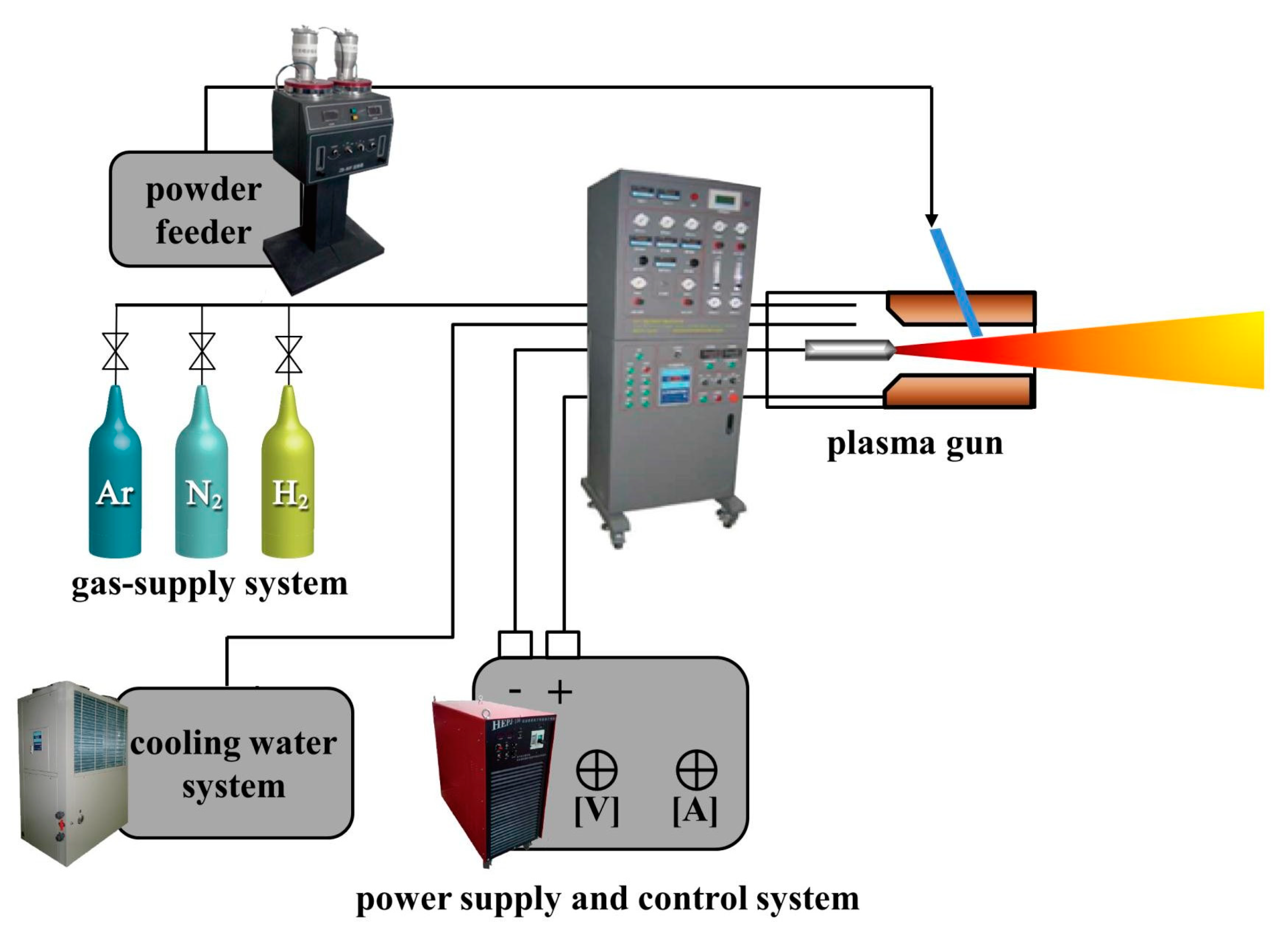
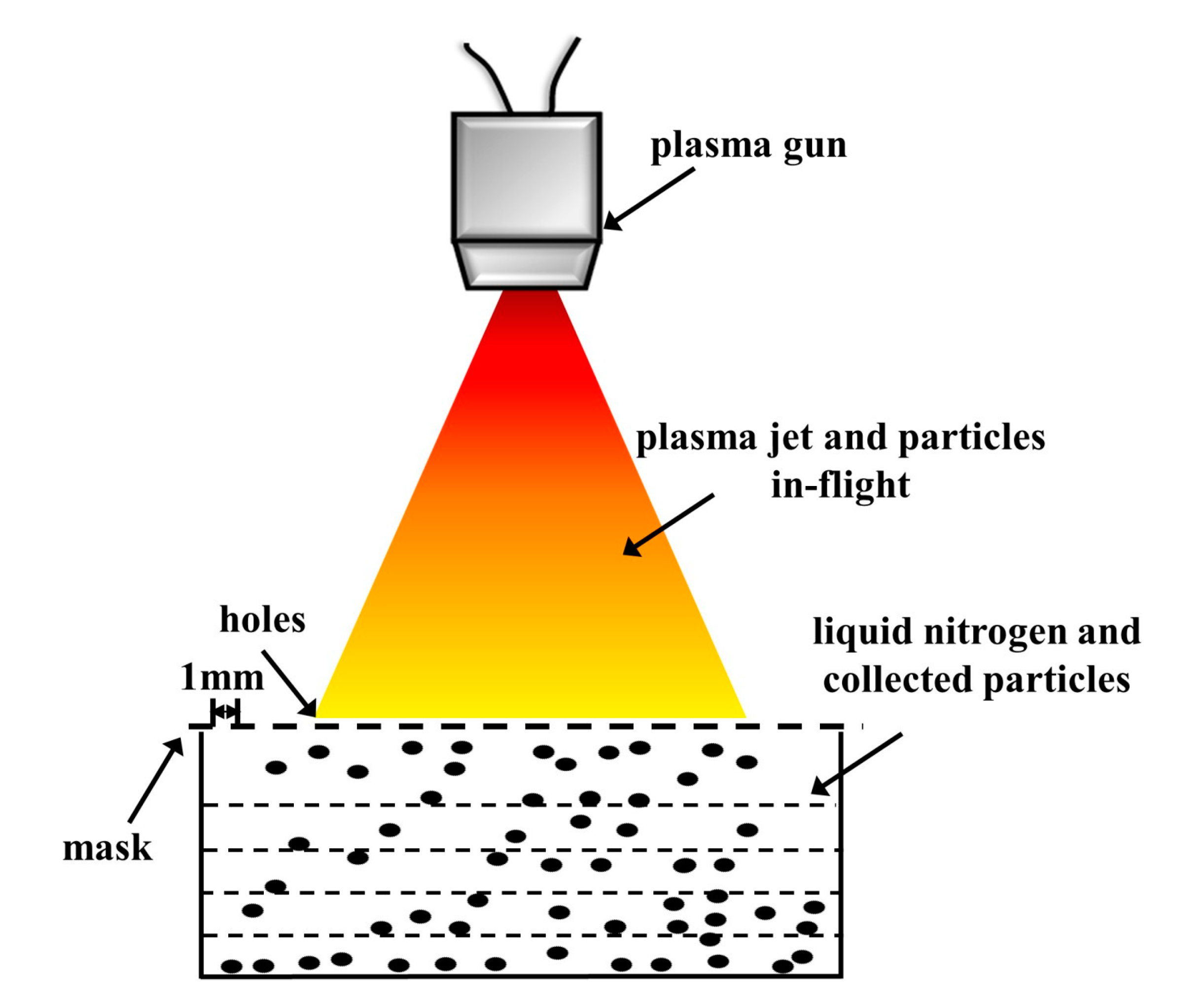
2. Experimental Material and Methods
3. Results and Discussion
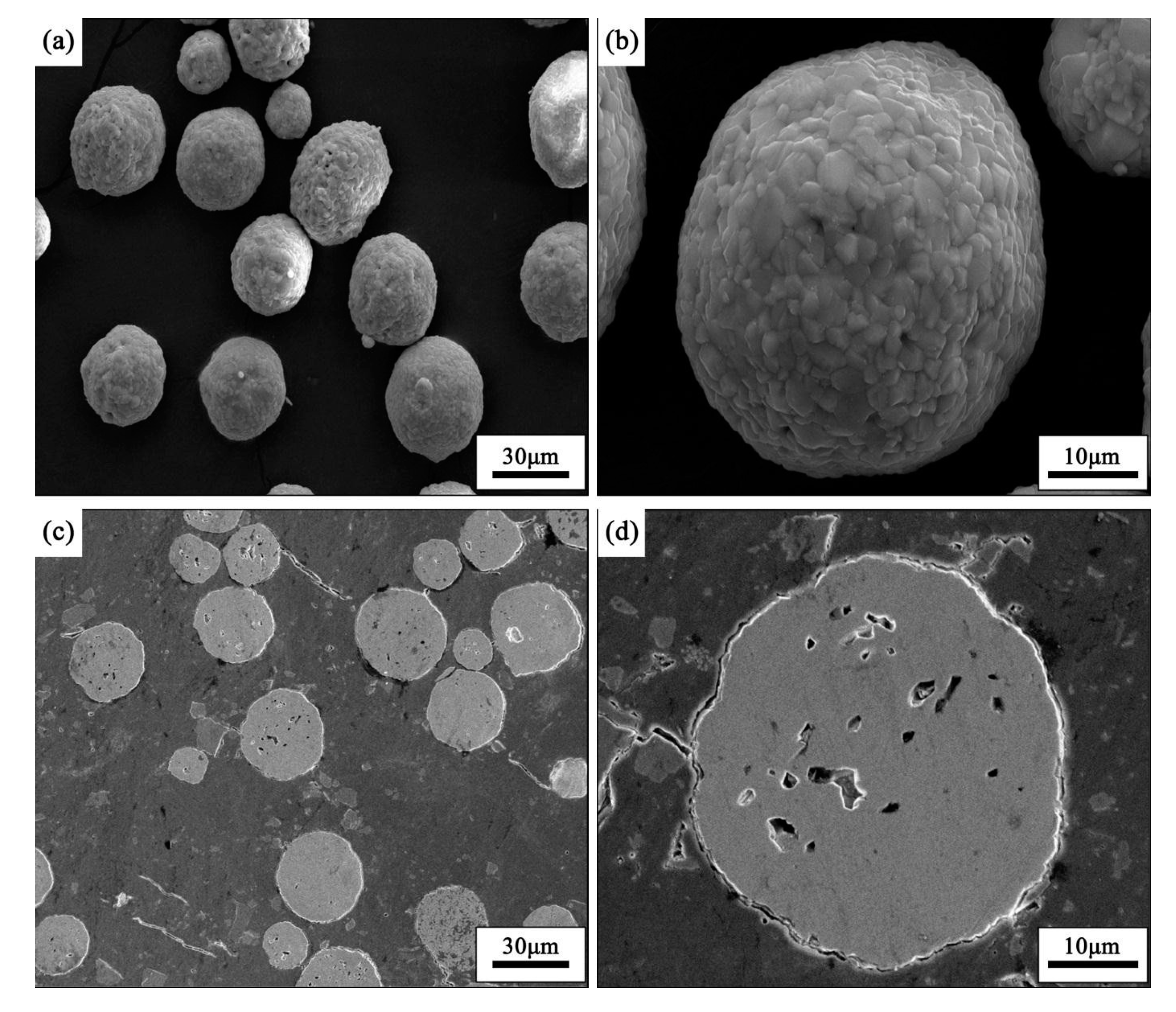
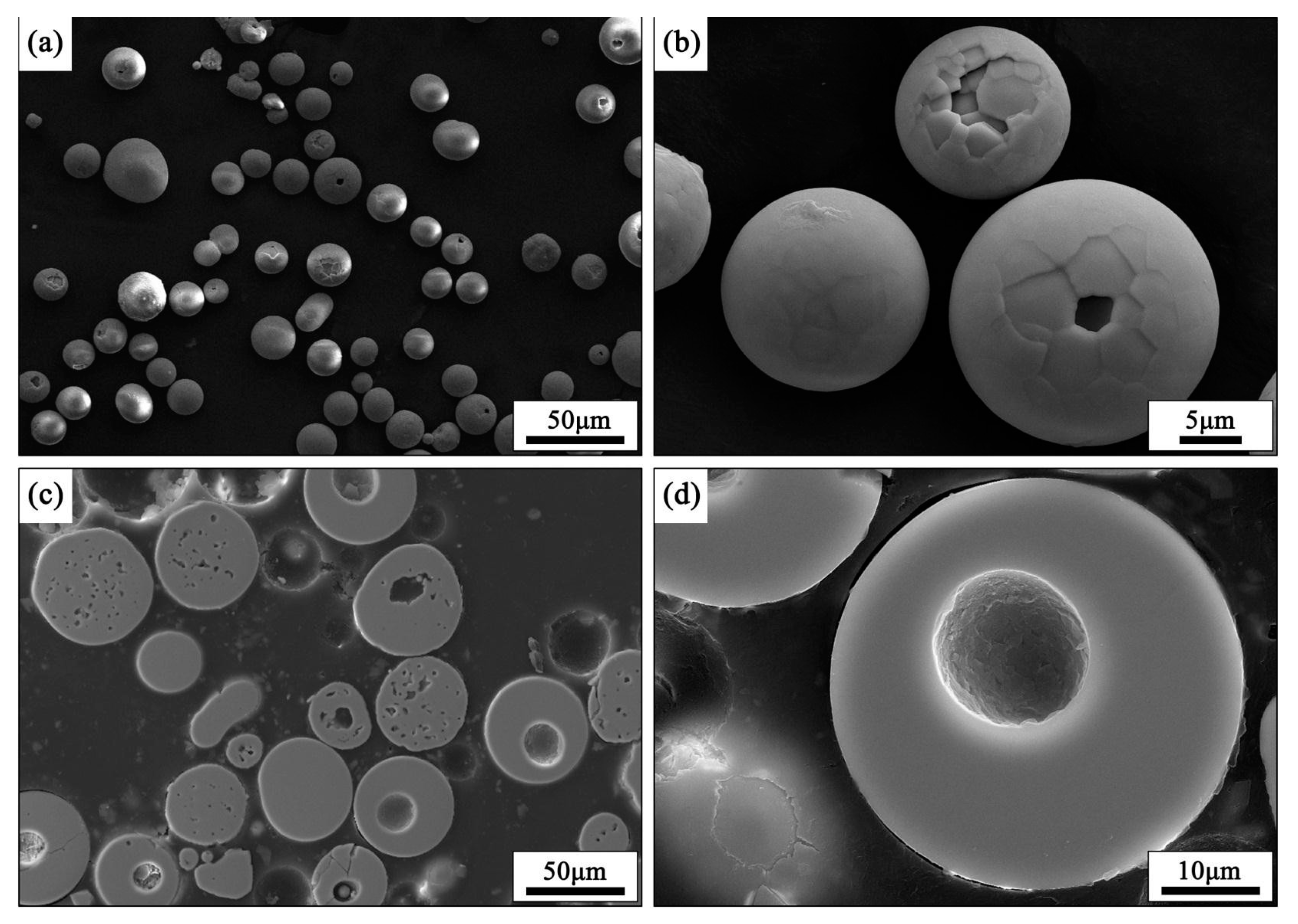
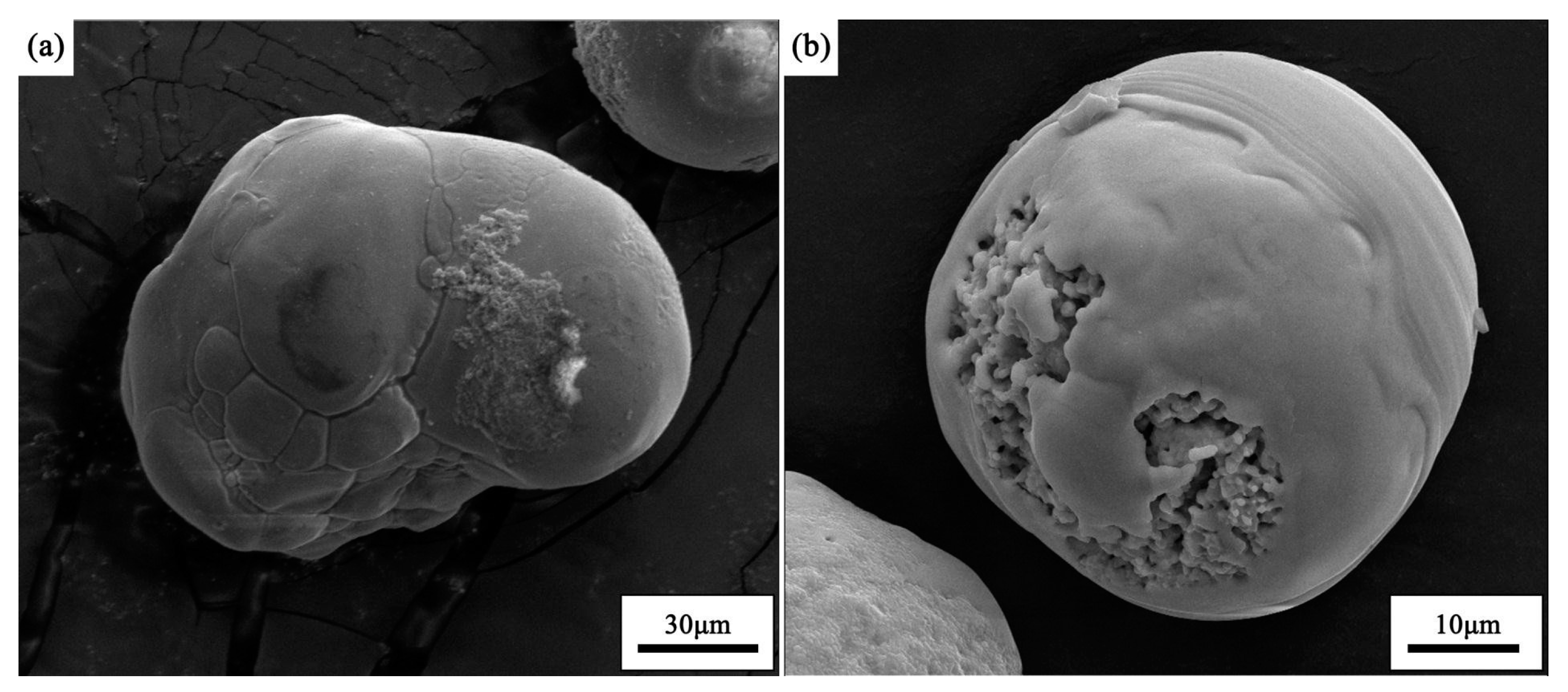
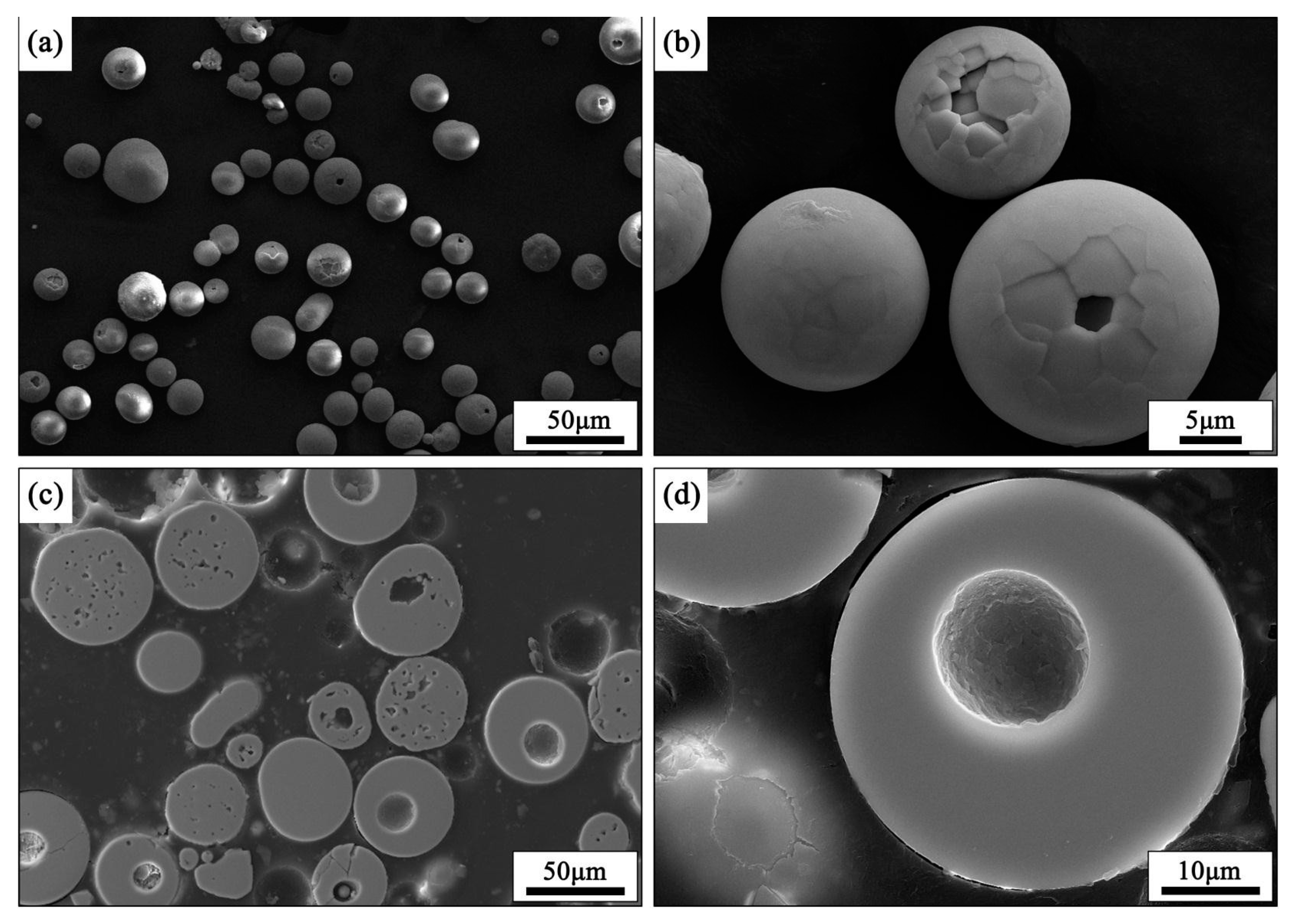
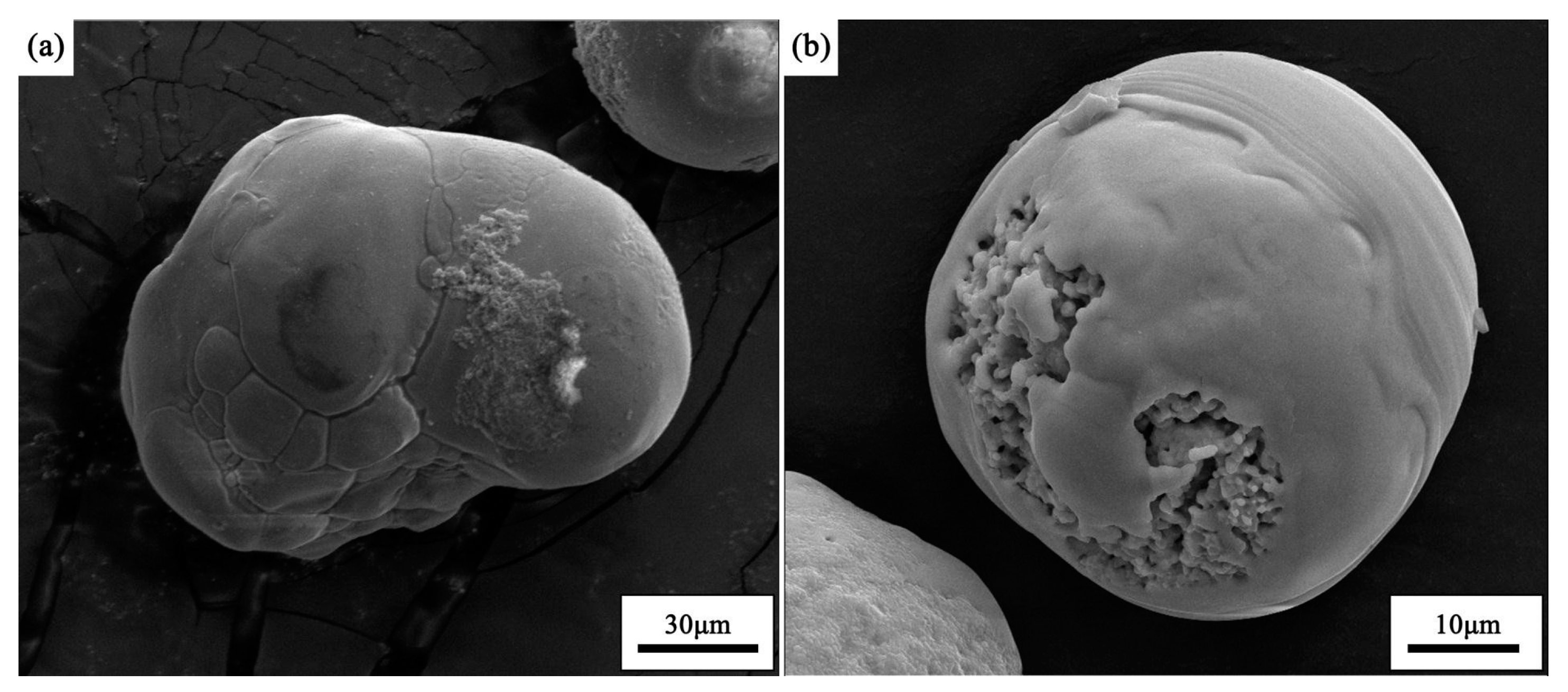
3.1. Characterization of the O-AS Powders and C-AS Particles
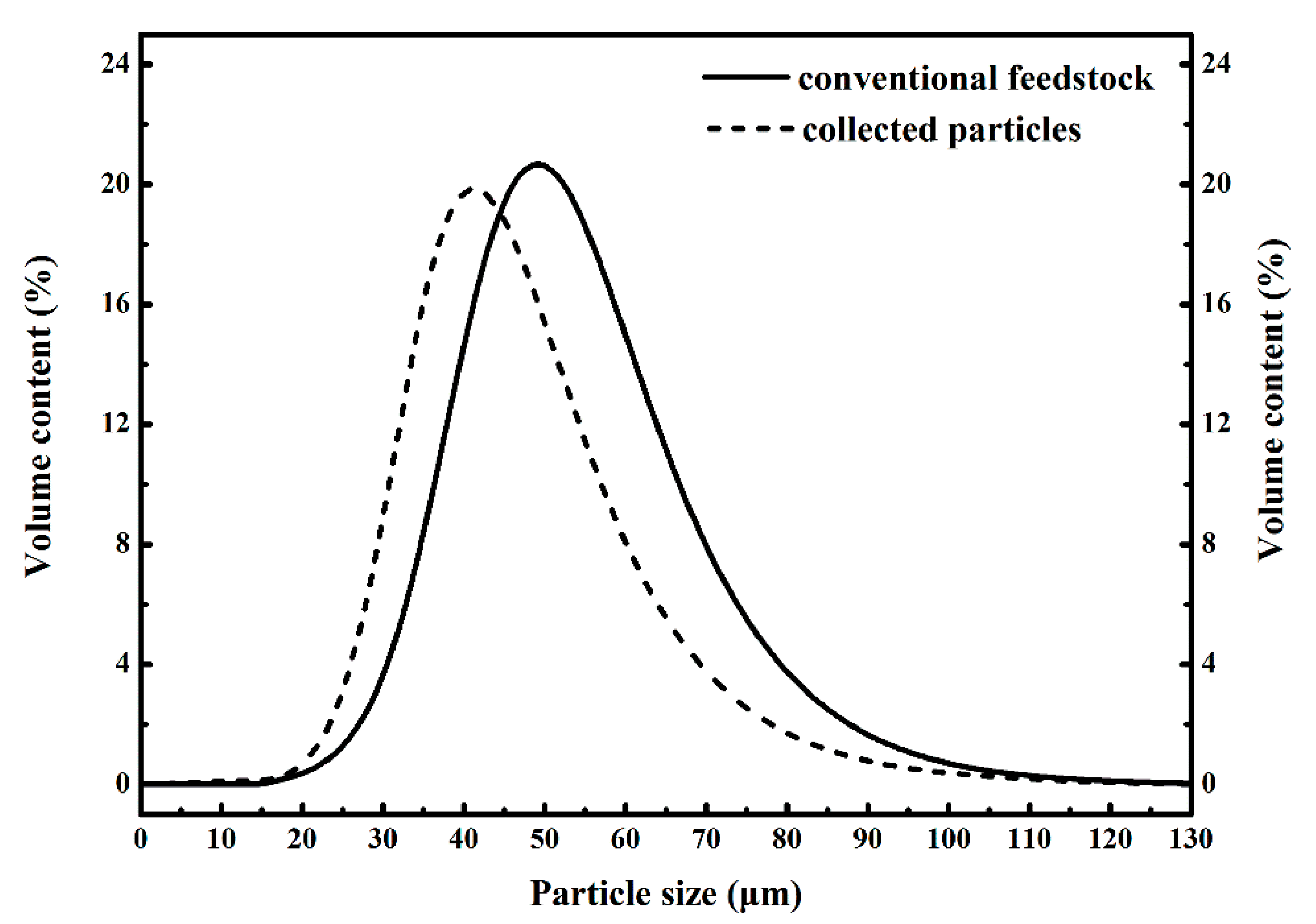
3.2. Particle Size Distribution of the O-AS Powders and C-AS Particles
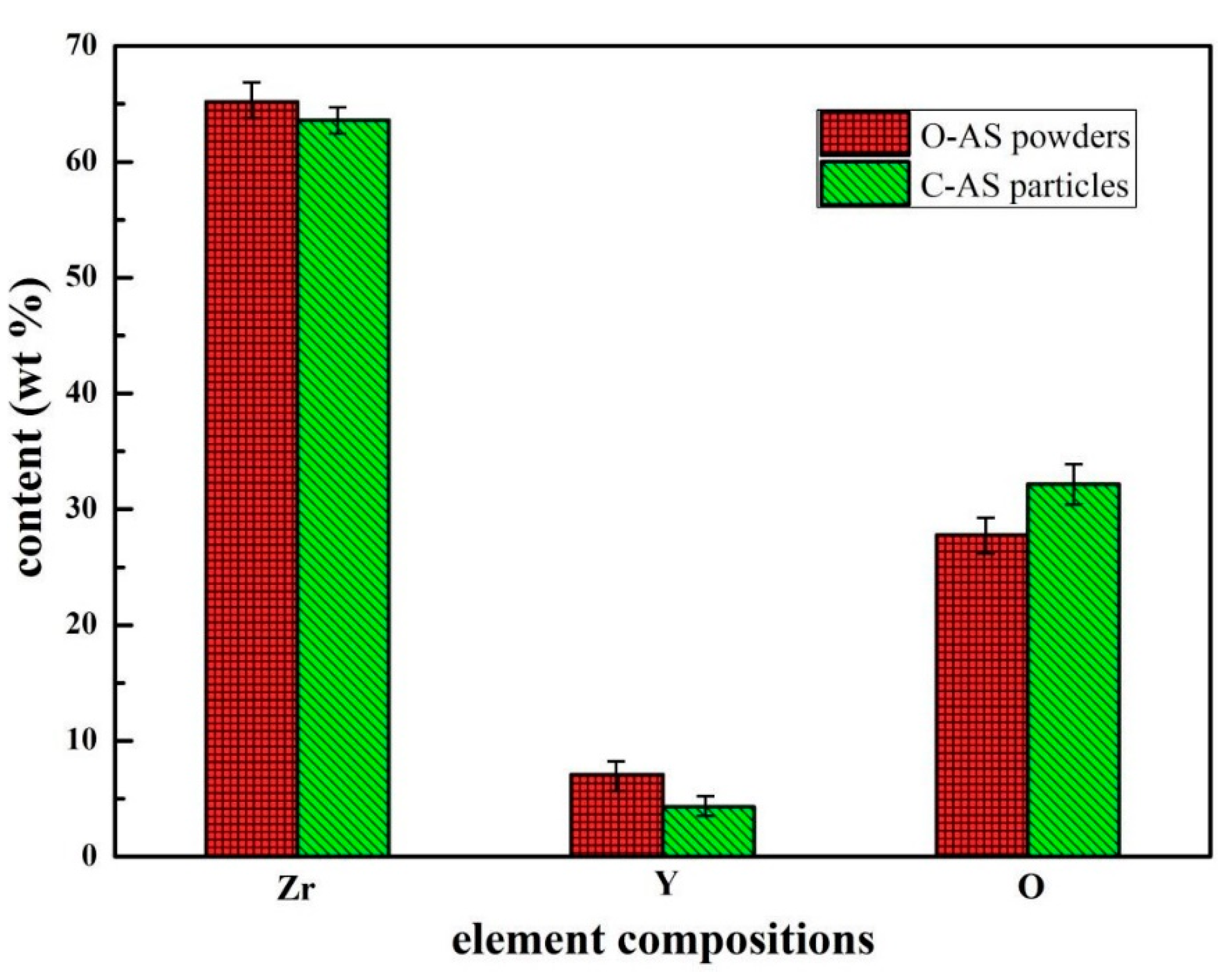
3.3. Element Composition Changes of the O-AS Powders
3.4. Phase Transformation of the O-AS Powders
4. Conclusions
- (1)
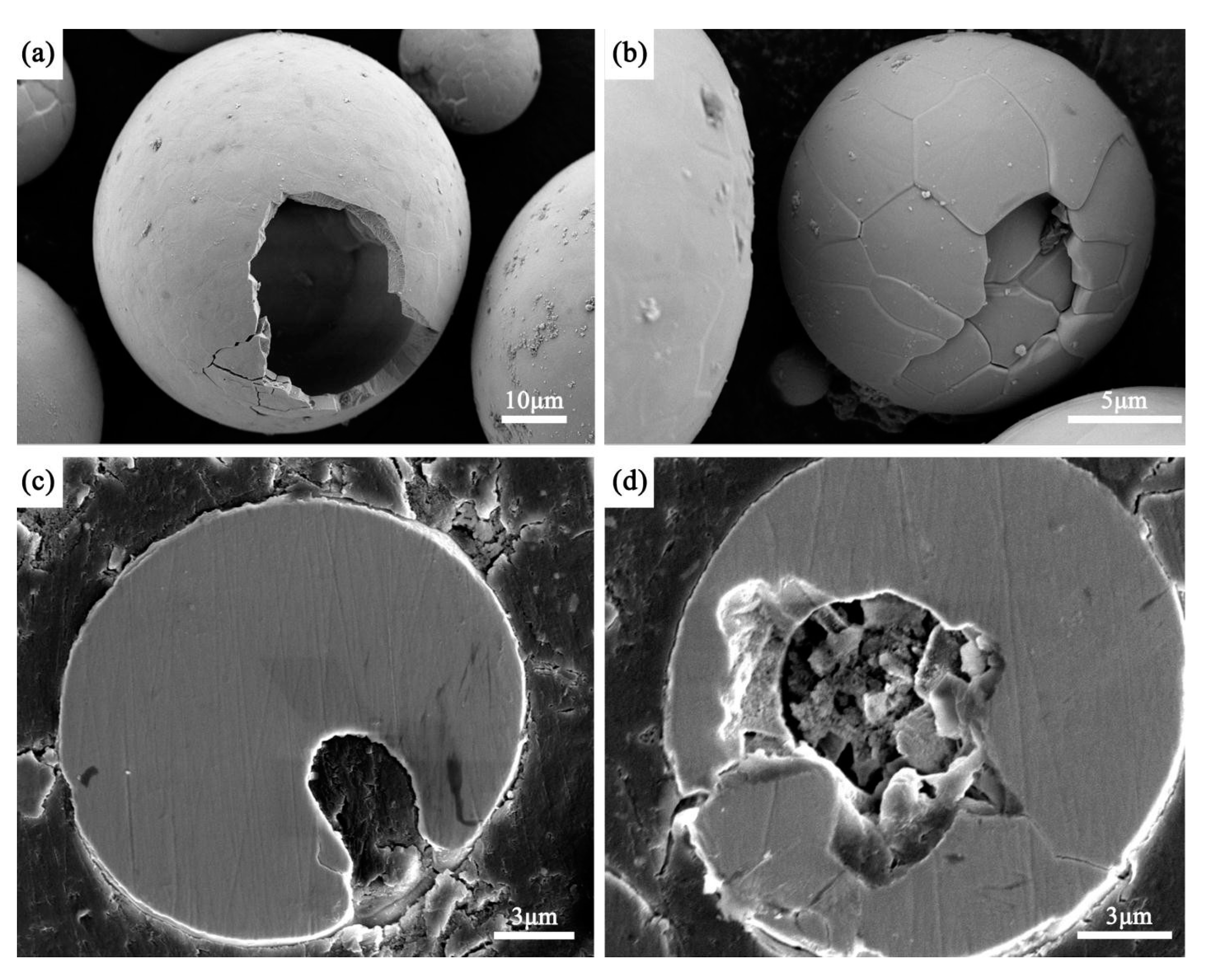
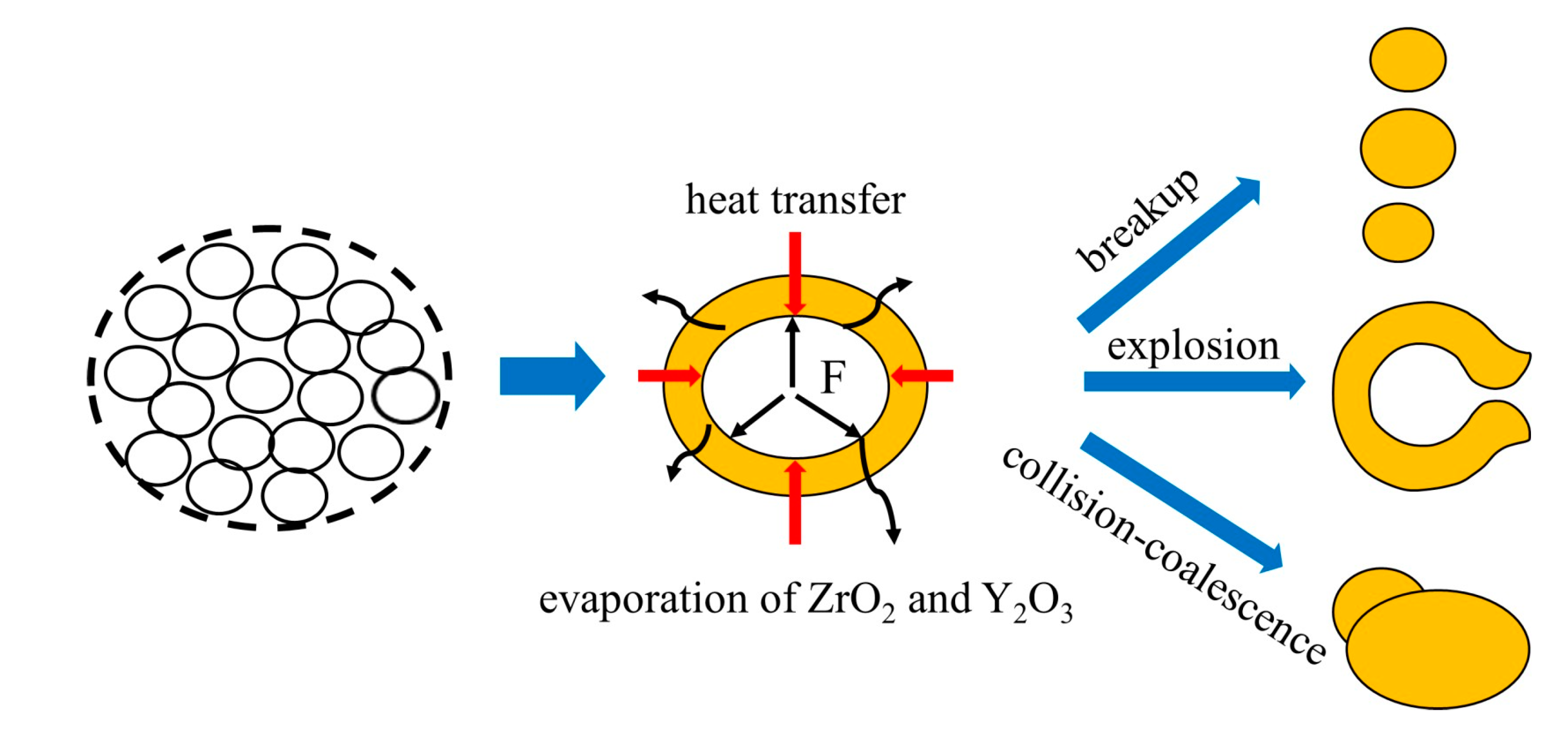
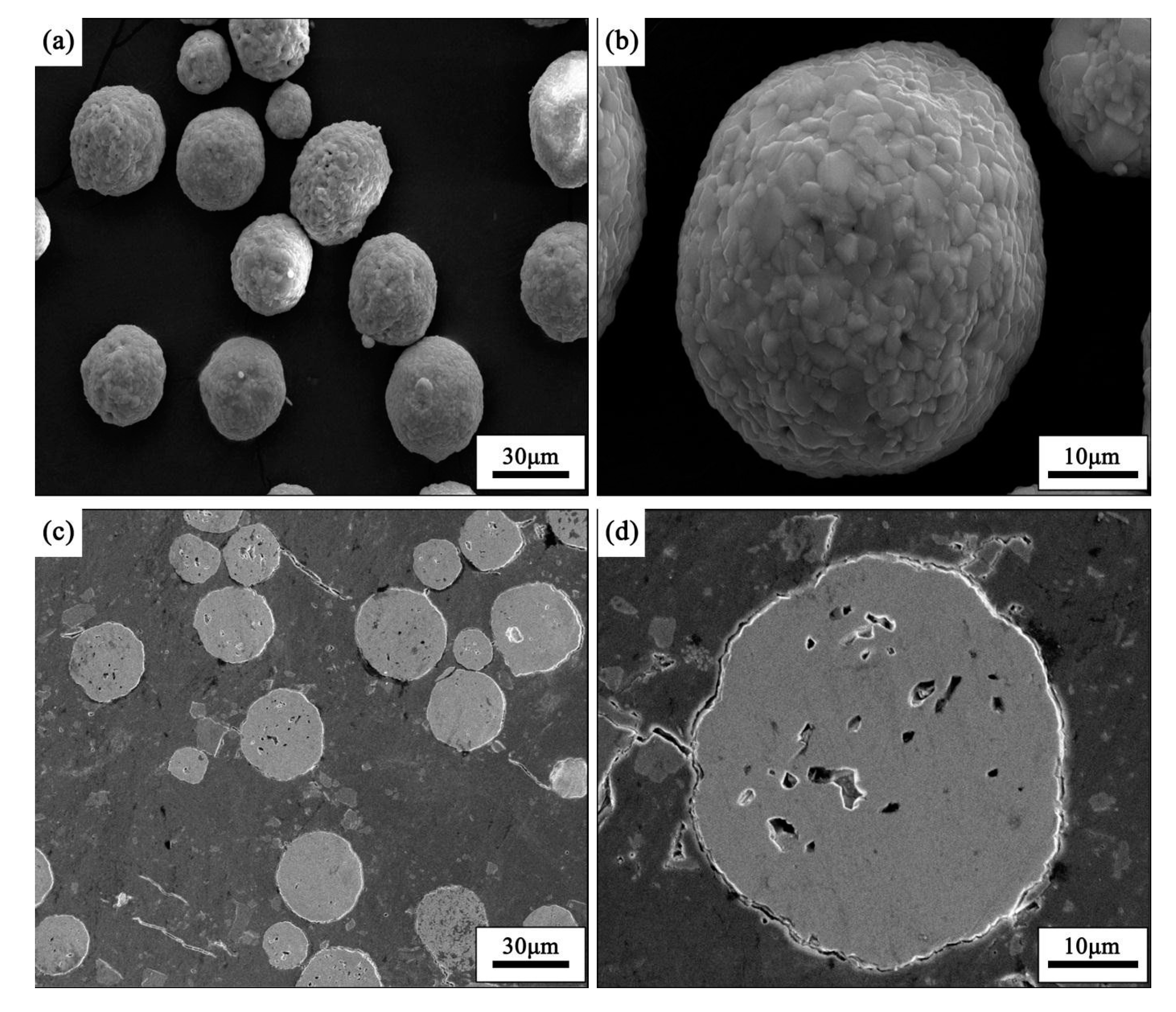
- The O-AS powder injected into the SAPS plasma jet was quickly heated and melted from the outer layer companied with breakup and collision-coalescence. The outer layer of the C-AS particles containing roughly hexagonal shaped grains exhibited a surface texture with high sphericity and the inside was dense with a hollow structure.
- (2)
- The molten YSZ particles in-flight became smaller and denser and may have broken up during the SAPS process. As a result, there was a refining phenomenon of particles in-flight during the SAPS process. The median particle size decreased from 45.65 to 42.04 μm.
- (3)
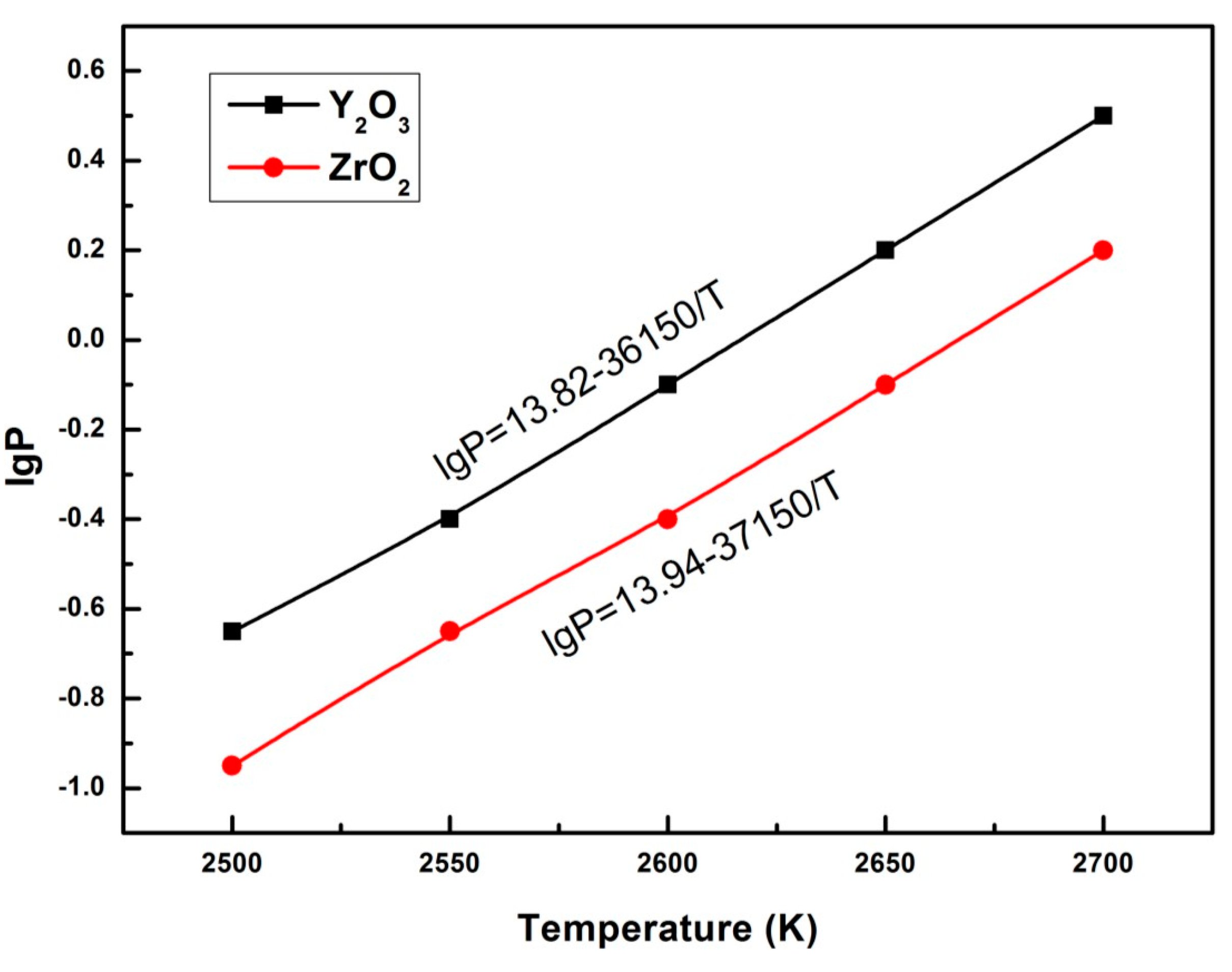
- The element composition of the O-AS powder and C-AS particles were the same. However, the content of Zr and Y (wt. %) in the O-AS powder particles was higher than the C-AS particles. The content of Zr and Y (wt. %) decreased with the evaporation of ZrO2 and Y2O3 during the SAPS process, respectively. Furthermore, the decrease of Y (~2.78 wt. %) was higher than Zr (~1.59 wt. %).
- (4)
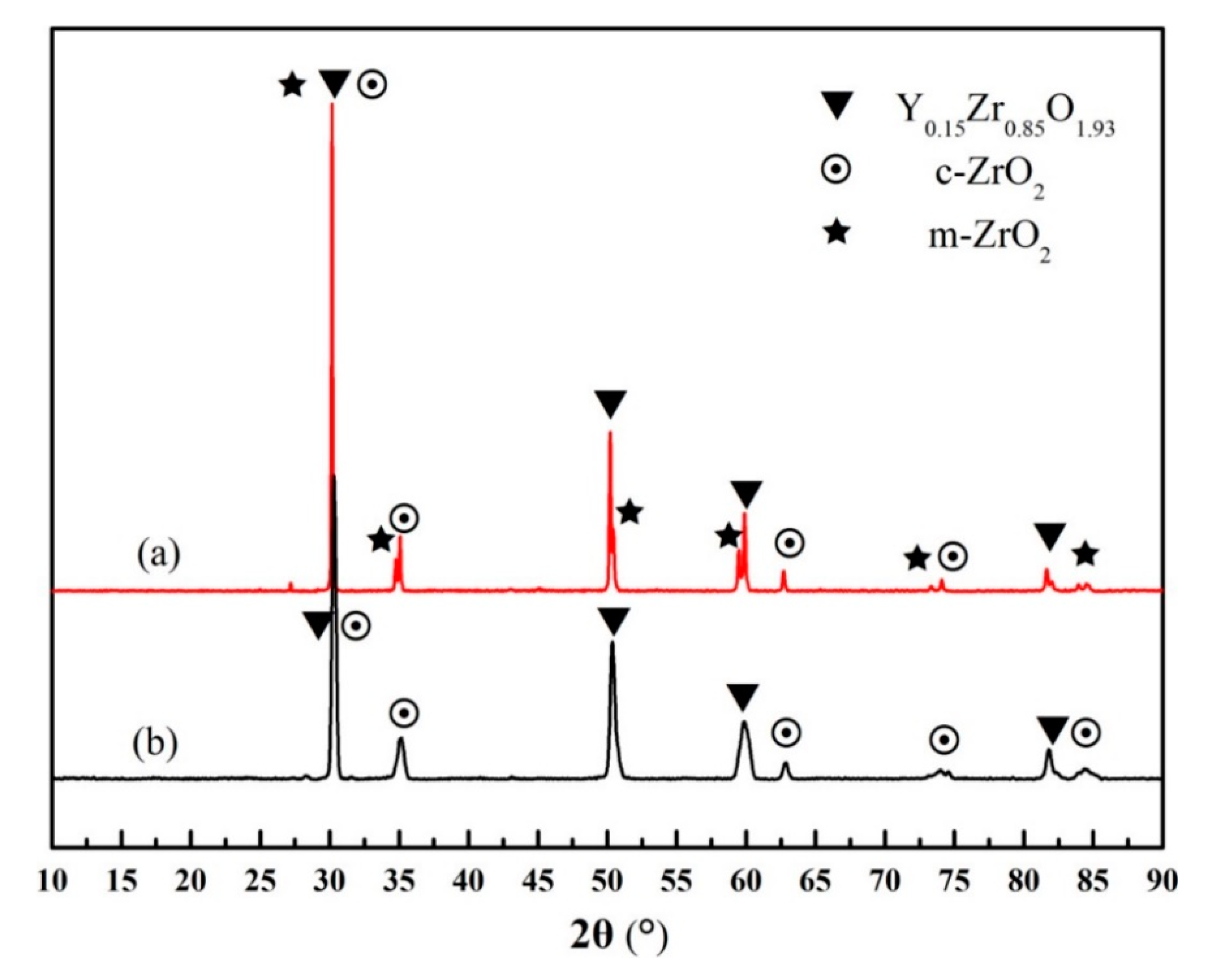
- Phase transformation took place during the SAPS process. The O-AS powders were mainly composed of Y0.15Zr0.85O1.93, m-ZrO2, and c-ZrO2 phases; the corresponding C-AS particles were mainly composed of Y0.15Zr0.85O1.93 and c-ZrO2 phases. The m-ZrO2 phase vanished during the SAPS process.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, C.; Wu, T. TiO2 nanoparticles with efficient photocatalytic activity towards gaseous benzene degradation. Ceram. Int. 2015, 41, 2836–2839. [Google Scholar] [CrossRef]
- Evans, A.G.; Clarke, D.R.; Levi, C.G. The influence of oxides on the performance of advanced gas turbines. J. Eur. Ceram. Soc. 2008, 28, 1405–1419. [Google Scholar] [CrossRef]
- Kitazawa, R.; Tanaka, M.; Kagawa, Y.; Liu, Y.F. Damage evolution of TBC system under in-phase thermo-mechanical tests. Mater. Sci. Eng. B Adv. 2010, 173, 130–134. [Google Scholar] [CrossRef]
- Clarke, D.R.; Phillpot, S.R. Thermal barrier coating materials. Mater. Today 2005, 8, 22–29. [Google Scholar] [CrossRef]
- Dong, H.; Yang, G.J.; Cai, H.N.; Ding, H.; Li, C.X.; Li, C.J. The influence of temperature gradient across YSZ on thermal cyclic lifetime of plasma-sprayed thermal barrier coatings. Ceram. Int. 2015, 41, 11046–11056. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Vijay, K.; Balasubramanian, K. Processing and design methodologies for advanced and novel thermal barrier coatings for engineering applications. Particuology 2016, 27, 1–28. [Google Scholar]
- Fauchais, P.; Vardelle, M.; Goutier, S. Latest researches advances of plasma spraying: From splat to coating formation. J. Therm. Spray Technol. 2016, 25, 1534–1553. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, L.; Tang, J.J.; Ma, S.Q.; Ding, C.H.; Yang, J.F.; Yu, L.; Han, Z.H. Influence of original powders on the microstructure and properties of thermal barrier coatings deposited by supersonic atmospheric plasma spraying, part II: Properties. Ceram. Int. 2013, 39, 4437–4448. [Google Scholar] [CrossRef]
- Vardelle, A.; Vardelle, M.; Fauchais, P. Influence of velocity and surface temperature of alumina particles on the properties of plasma sprayed coatings. Plasma Chem. Plasma Process. 1982, 2, 255–291. [Google Scholar] [CrossRef]
- Liu, K.; Tang, J.; Bai, Y.; Yang, Q.; Wang, Y.; Kang, Y.; Zhao, L.; Zhang, P.; Han, Z. Particle in-flight behavior and its influence on the microstructure and mechanical property of plasma sprayed La2Ce2O7 thermal barrier coatings. Mater. Sci. Eng. A 2015, 625, 177–185. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, L.; Qu, Y.M.; Fu, Q.Q.; Wang, Y.; Liu, K.; Tang, J.J.; Li, B.Q.; Han, Z.H. Particle in-flight behavior and its influence on the microstructure and properties of supersonic-atmospheric-plasma-sprayed nanostructured thermal barrier coatings. J. Alloy. Compd. 2015, 644, 873–882. [Google Scholar] [CrossRef]
- Choudhury, T.A.; Hosseinzadeh, N.; Berndt, C.C. Artificial Neural Network application for predicting in-flight particle characteristics of an atmospheric plasma spray process. Surf. Coat. Technol. 2011, 205, 4886–4895. [Google Scholar] [CrossRef]
- Suffner, J.; Lattemann, M.; Hahn, H.; Giebeler, L.; Hess, C.; Cano, I.G.; Dosta, S.; Guilemany, J.M.; Musa, C.; Locci, A.M.; et al. Microstructure Evolution During Spark Plasma Sintering of Metastable (ZrO2-3 mol % Y2O3)-20 wt % Al2O3 Composite Powders. J. Am. Ceram. Soc. 2010, 9, 2864–2870. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Zhao, G.; Du, J.; Bai, Y. The analysis of melting and refining process for in-flight particles in supersonic plasma spraying. Comput. Mater. Sci. 2015, 103, 8–19. [Google Scholar]
- Tekmen, C.; Tsunekawa, Y.; Yoshida, M.; Okumiya, M. Microstructural Characterization of In-flight Particles in Plasma Spray Process. Plasma Process. Polym. 2009, 6, S223–S226. [Google Scholar] [CrossRef]
- Zhang, X.C.; Xu, B.S.; Wu, Y.X.; Xuan, F.Z.; Tu, S.T. Porosity, mechanical properties, residual stresses of supersonic plasma-sprayed Ni-based alloy coatings prepared at different powder feed rates. Appl. Surf. Sci. 2008, 254, 3879–3889. [Google Scholar] [CrossRef]
- Bai, Y.; Zhao, L.; Liu, K.; Tang, J.J.; Han, Z.H. Fine-lamellar structured thermal barrier coatings fabricated by high efficiency supersonic atmospheric plasma spraying. Vacuum 2014, 99, 119–123. [Google Scholar] [CrossRef]
- Yan, J.H.; Xu, J.J.; Wang, Y.; Liu, L.F. Preparation of agglomerated powders for air plasma spraying MoSi2 coating. Ceram. Int. 2015, 41, 10547–10556. [Google Scholar] [CrossRef]
- Vassen, R.; Schwartz, S.; Jungen, W. Spray-drying of ceramics for plasma-spray coating. J. Eur. Ceram. Soc. 2000, 20, 2433–2439. [Google Scholar]
- Pravdic, G.; Gani, M.S.J. The formation of hollow spherical ceramic oxide particles in a d.c. plasma. J. Mater. Sci. 1996, 31, 3487–3495. [Google Scholar] [CrossRef]
- Lehtinen, K.E.J.; Zachariah, M.R. Energy accumulation in nanoparticle collision and coalescence processes. J. Aerosol Sci. 2002, 33, 357–368. [Google Scholar] [CrossRef]
- Wang, C.; Li, K.; Shi, X.; Huo, C.; He, Q.; Zhang, Y. Effect of spraying power on oxidation resistance and mechanical properties of plasma sprayed La-Mo-Si coating. Surf. Coat. Technol. 2017, 311, 138–150. [Google Scholar] [CrossRef]
- Garvie, R.C.; Hannink; Amp, R.H.; Pascoe, R.T. Ceramic steel. Nature 1975, 258, 703–704. [Google Scholar] [CrossRef]
- Zhao, L.; Bai, Y.; Tang, J.J.; Liu, K.; Ding, C.H.; Yang, J.F.; Han, Z.H. Effect of particle in-flight behavior on the composition of thermal barrier coatings. Appl. Surf. Sci. 2013, 286, 184–191. [Google Scholar] [CrossRef]
- Lin, G.Y.; Lei, T.C.; Zhou, Y. In-situ TEM observations of tetragonal to monoclinic phase transformation in ZrO2-2 mol % Y2O3 ceramics. Ceram. Int. 1998, 24, 307–312. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current (A) | Voltage (V) | Ar Gas (slpm #) | H2 Gas (slpm) | Carrier Gas (slpm) | Powder Feeding Rate (g/min) | Spray Distance (mm) | Injector Diameter (mm) | Spraying Angle (°) |
|---|---|---|---|---|---|---|---|---|
| 430 | 150 | 120 | 24.2 | 7 | 35 | 100 | 2.2 | 90 |
| State of the YSZ Particles | Particle Size (μm) | ||
|---|---|---|---|
| D10 | D50 | D90 | |
| O-AS powders | 32.22 | 45.65 | 63.86 |
| C-AS particles | 30.16 | 42.04 | 60.34 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, G.; He, P.; Chen, S.; Kang, J.; Wang, H.; Liu, M.; Zhao, Q.; Li, G. Physicochemical Properties of Yttria-Stabilized-Zirconia In-Flight Particles during Supersonic Atmospheric Plasma Spray. Coatings 2019, 9, 431. https://doi.org/10.3390/coatings9070431
Ma G, He P, Chen S, Kang J, Wang H, Liu M, Zhao Q, Li G. Physicochemical Properties of Yttria-Stabilized-Zirconia In-Flight Particles during Supersonic Atmospheric Plasma Spray. Coatings. 2019; 9(7):431. https://doi.org/10.3390/coatings9070431
Chicago/Turabian StyleMa, Guozheng, Pengfei He, Shuying Chen, Jiajie Kang, Haidou Wang, Ming Liu, Qin Zhao, and GuoLu Li. 2019. "Physicochemical Properties of Yttria-Stabilized-Zirconia In-Flight Particles during Supersonic Atmospheric Plasma Spray" Coatings 9, no. 7: 431. https://doi.org/10.3390/coatings9070431
APA StyleMa, G., He, P., Chen, S., Kang, J., Wang, H., Liu, M., Zhao, Q., & Li, G. (2019). Physicochemical Properties of Yttria-Stabilized-Zirconia In-Flight Particles during Supersonic Atmospheric Plasma Spray. Coatings, 9(7), 431. https://doi.org/10.3390/coatings9070431