Technical Interoperability for Machine Connectivity on the Shop Floor

 ,
, 
Abstract
:1. Introduction
2. Background
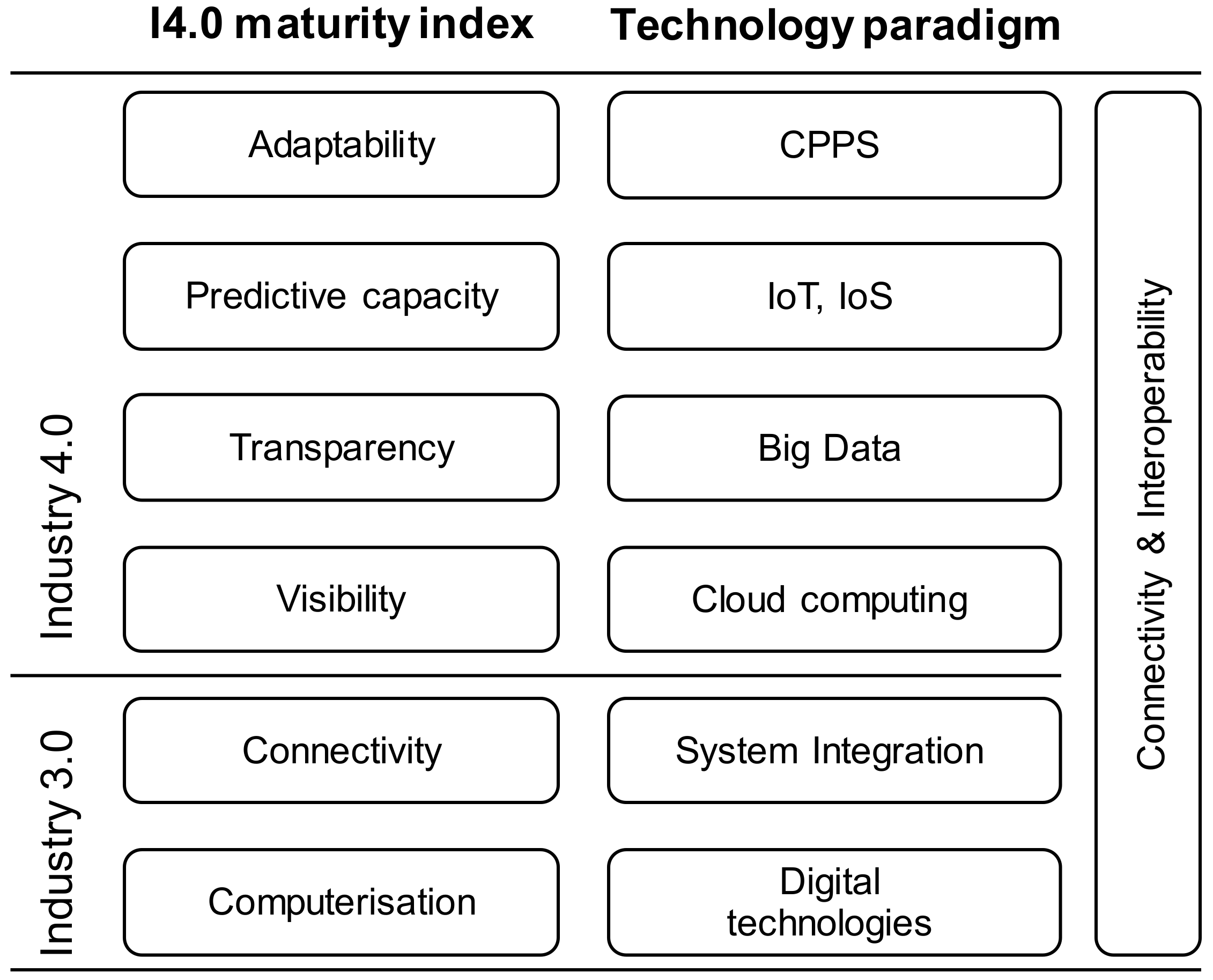
2.1. Industrial Digitization and Industry 4.0 Maturity
2.2. Technical Interoperability and Enabling Technologies
3. Method and Project Description
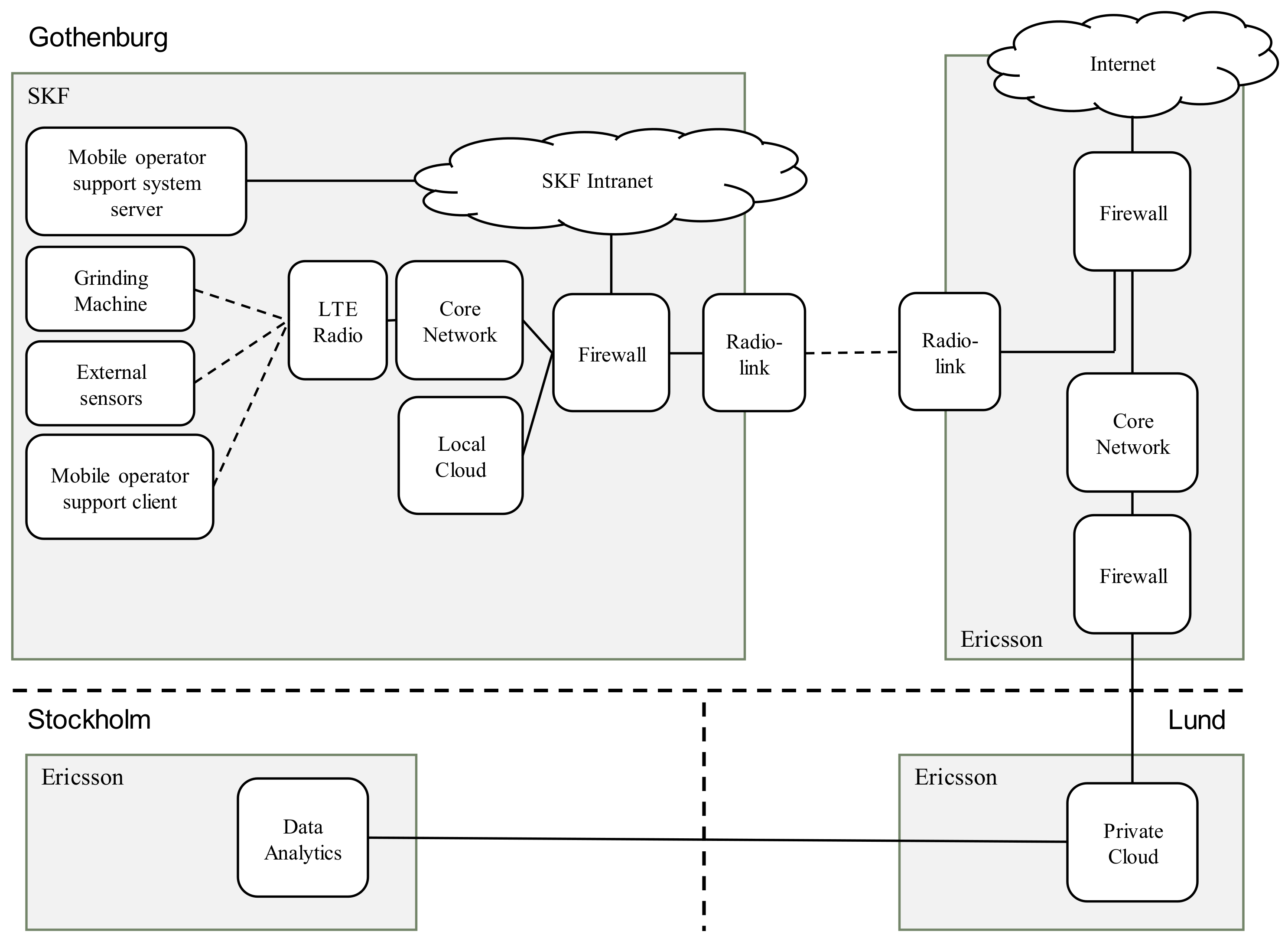
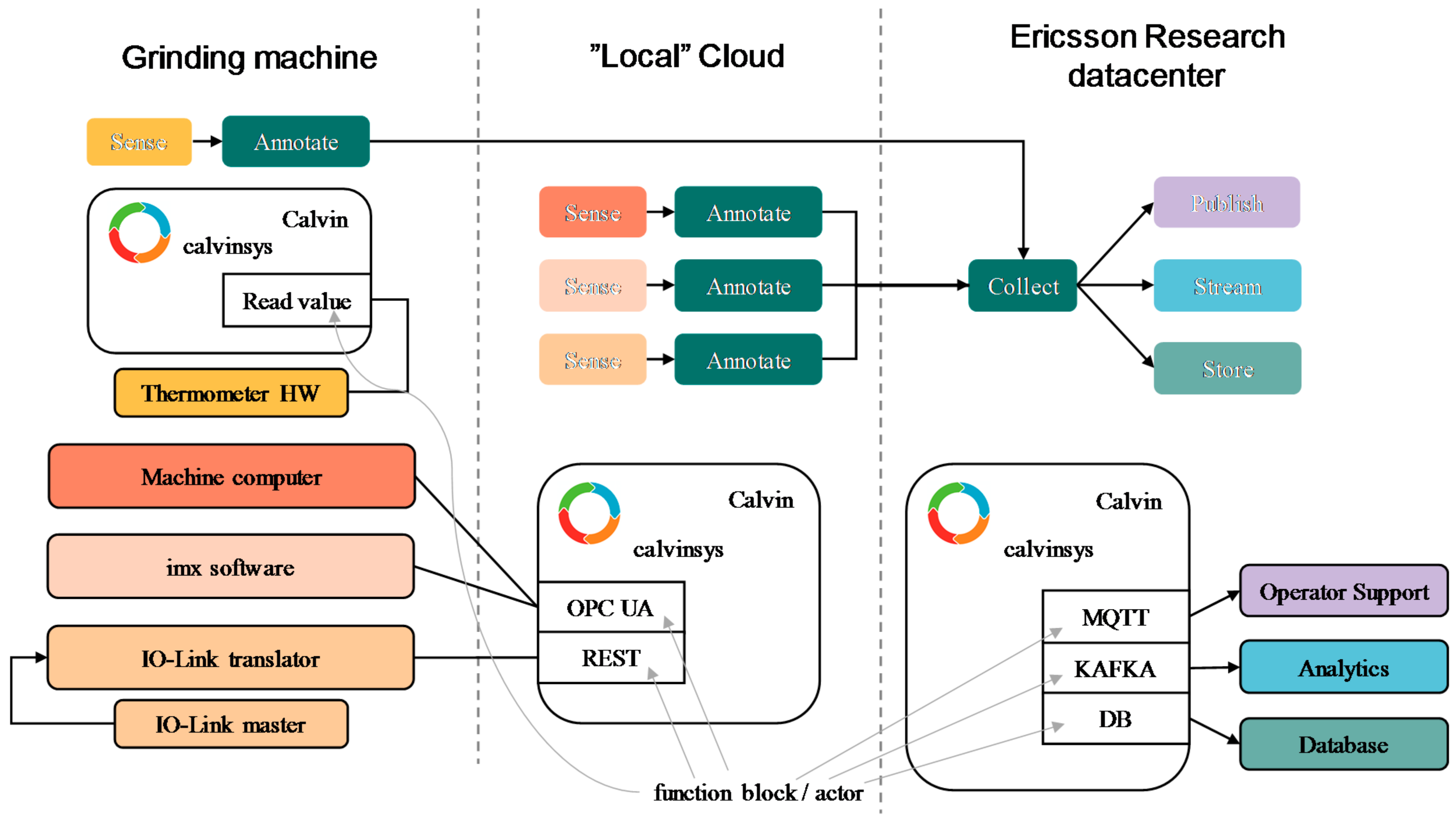
3.1. Connectivity Infrastructure
3.2. Mobile Operator Support System
4. Results
5. Discussion
5.1. System Layout
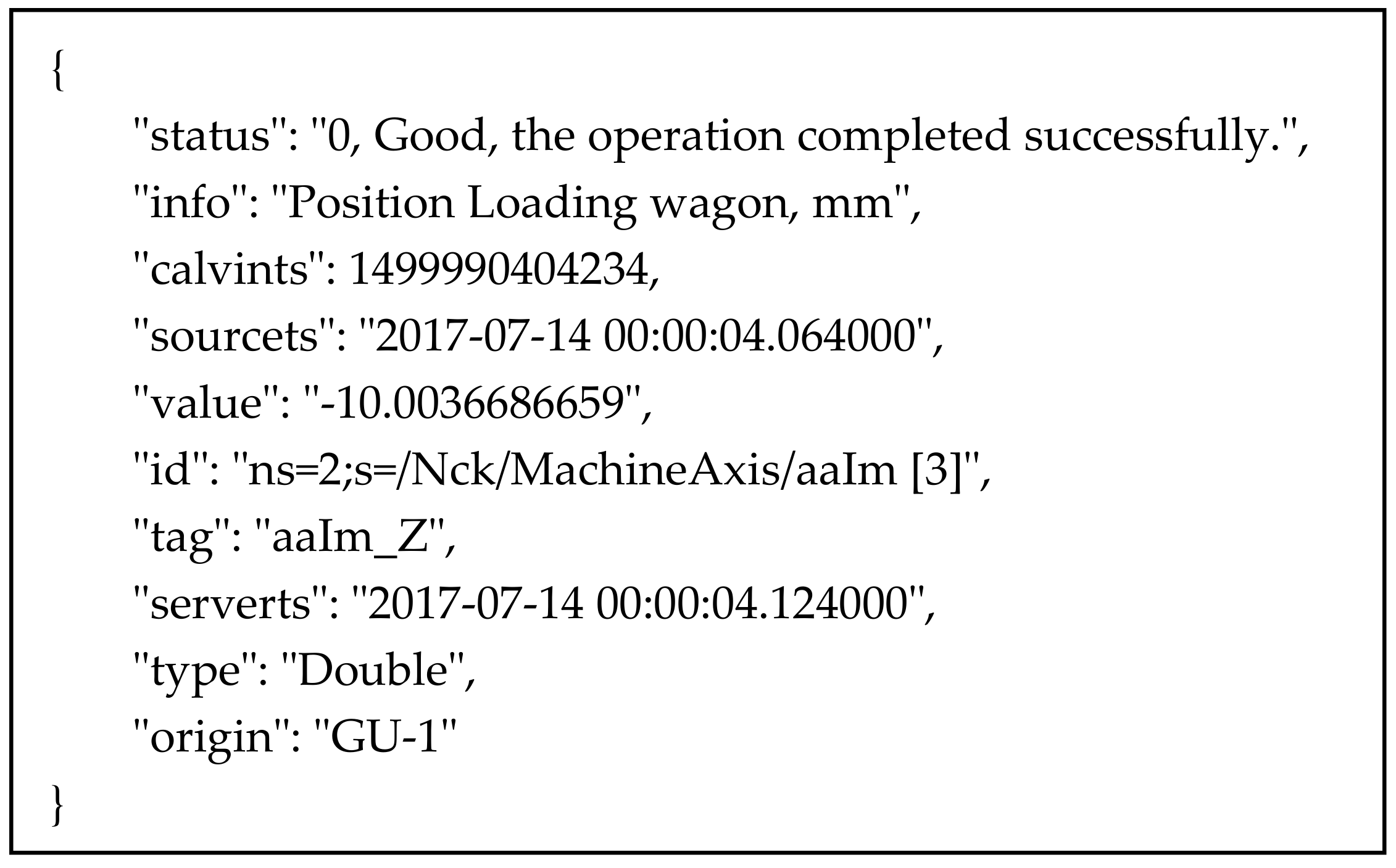
5.2. Communication Standards
5.3. Open Systems
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- 3GPP TS 22.261: Service Requirements for the 5G System; Stage 1; Release 15 ed. Available online: http://www.3gpp.org/ftp/Specs/archive/22_series/22.261/22261-f40.zip (accessed on 20 June 2018).
- Vernadat, F.B. Technical, semantic and organizational issues of enterprise interoperability and networking. Ann. Rev. Control 2010, 34, 139–144. [Google Scholar] [CrossRef]
- Mell, P.; Grance, T. The Nist Definition of Cloud Computing—Recommendations of the National Institute of Standards and Technology; 1047-6210; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2011; 7p. [Google Scholar]
- Chen, M.; Mao, S.; Liu, Y. Big data: A survey. Mob. Netw. Appl. 2014, 19, 171–209. [Google Scholar] [CrossRef]
- Atzori, L.; Iera, A.; Morabito, G. The internet of things: A survey. Comput. Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Schroth, C.; Janner, T. Web 2.0 and soa: Converging concepts enabling the internet of services. IT Prof. 2007, 9, 36–41. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. Manuf. Technol. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Hermann, M.; Pentek, T.; Otto, B. Design principles for industrie 4.0 scenarios. In Proceedings of the 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016. [Google Scholar]
- Mittal, S.; Khan, M.A.; Romero, D.; Wuest, T. Smart manufacturing: Characteristics, technologies and enabling factors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017. [Google Scholar] [CrossRef]
- Schuh, G.; Anderl, R.; Gausemeier, J.; Hompe, M.T.; Wahlster, W. Industrie 4.0 Maturity Index: Managing the Digital Transformation of Companies; acatech STUDY: Munich, Germany, 2017. [Google Scholar]
- Chen, D.; Daclin, N. Framework for enterprise interoperability. In Proceedings of the IFAC Workshop EI2N, Bordeaux, France, 22–24 March 2006; pp. 77–88. [Google Scholar]
- Zhang, Q.; Cheng, L.; Boutaba, R. Cloud computing: State-of-the-art and research challenges. J. Internet Serv. Appl. 2010, 1, 7–18. [Google Scholar] [CrossRef]
- Gantz, J.; Reinsel, D. Extracting Value from Chaos; IDC Go-to-Market Services: Framingham, MA, USA, 2011. [Google Scholar]
- Papakostas, N.; O’Connor, J.; Byrne, G. Internet of things technologies in manufacturing: Application areas, challenges and outlook. In Proceedings of the 2016 International Conference on Information Society (i-Society), Dublin, Ireland, 10–13 October 2016; pp. 126–131. [Google Scholar]
- Gubbi, J.; Buyya, R.; Marusic, S.; Palaniswami, M. Internet of things (iot): A vision, architectural elements, and future directions. Future Gener. Comput. Syst. 2013, 29, 1645–1660. [Google Scholar] [CrossRef]
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and smart manufacturing—A review of research issues and application examples. Int. J. Autom.Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef]
- Henßen, R.; Schleipen, M. Interoperability between opc ua and automationml. Procedia CIRP 2014, 25, 297–304. [Google Scholar] [CrossRef]
- Wang, L.; Haghighi, A. Combined strength of holons, agents and function blocks in cyber-physical systems. J. Manuf. Syst. 2016, 40, 25–34. [Google Scholar] [CrossRef]
- Ngu, A.H.; Gutierrez, M.; Metsis, V.; Nepal, S.; Sheng, Q.Z. Iot middleware: A survey on issues and enabling technologies. IEEE Internet Things J. 2017, 4, 1–20. [Google Scholar] [CrossRef]
- Derhamy, H.; Eliasson, J.; Delsing, J.; Priller, P. A survey of commercial frameworks for the internet of things. In Proceedings of the 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015. [Google Scholar]
- Ptolemy, II. Available online:. Available online: https://ptolemy.eecs.berkeley.edu/ptolemyII/ (accessed on 22 November 2017).
- IBM Emerging Technologies. Node-Red. Available online: http://nodered.org/ (accessed on 20 June 2018).
- Calvin—Lets Things Talk to Things. Available online: https://www.github.com/EricssonResearch/calvin-base (accessed on 15 December 2017).
- Latronico, E.; Lee, E.A.; Lohstroh, M.; Shaver, C.; Wasicek, A.; Weber, M. A vision of swarmlets. IEEE Internet Comput. 2015, 19, 20–28. [Google Scholar] [CrossRef]
- Persson, P.; Angelsmark, O. Calvin—Merging cloud and iot. Procedia Comput. Sci. 2015, 52, 210–217. [Google Scholar] [CrossRef]
- Yannuzzi, M.; Milito, R.; Serral-Gracià, R.; Montero, D.; Nemirovsky, M. Key ingredients in an iot recipe: Fog computing, cloud computing, and more fog computing. In Proceedings of the 19th International Workshop on Computer Aided Modeling and Design of Communication Links and Networks (CAMAD), Athens, Greece, 1–3 December 2014; pp. 325–329. [Google Scholar]
- Apache Hadoop. Available online: http://hadoop.apache.org/ (accessed on 5 November 2017).
- Apache Spark: Lightning-Fast Cluster Computing. Available online: http://spark.apache.org/ (accessed on 18 December 2017).
- Apache Kafka: A distributed Streaming Platform. Available online: https://kafka.apache.org/ (accessed on 29 November 2017).
- Nosql. Available online: http://nosql-database.org/ (accessed on 18 December 2017).
- Xu, L.; He, W.; Li, S. Internet of things in industries: A survey. IEEE Trans. Ind. Inform. 2014, 10, 2233–2243. [Google Scholar] [CrossRef]
- Botta, A.; Donato, W.d.; Persico, V.; Pescapé, A. Integration of cloud computing and internet of things: A survey. Future Gener. Comput. Syst. 2015, 56, 684–700. [Google Scholar] [CrossRef]
- Liu, X.F.; Shahriar, M.R.; Al Sunny, S.N.; Leu, M.C.; Hu, L. Cyber-physical manufacturing cloud: Architecture, virtualization, communication, and testbed. J. Manuf. Syst. 2017, 43, 352–364. [Google Scholar] [CrossRef]
- Endrei, M. Patterns: Service-Oriented Architecture and Web Services; IBM Corp., International Technical Support: Poughkeepsie, NY, USA, 2004; Volume 1. [Google Scholar]
- Perrey, R.; Lycett, M. Service-oriented architecture. In Proceedings of the 2003 Symposium on Applications and the Internet Workshops, Orlando, FL, USA, USA, 27–31 January 2003. [Google Scholar]
- Fielding, R.T. Architectural Styles and the Design of Network-Based Software Architectures; University of California: Irvine, CA, USA, 2000. [Google Scholar]
- IEC/ISO 20922. Information Technology—Message Queuing Telemetry Transport (MQTT) v3.1.1. Available online: http://www.iso.org/iso/catalogue_detail.htm?csnumber=69466 (accessed on 20 June 2018).
- Shelby, Z.; Hartke, K.; Bormann, C. The Constrained Application Protocol (CoAP); Internet Engineering Task Force: Fremont, CA, USA, 2014. [Google Scholar]
- 5G Radio Access—Capabilities and Technologies. Uen 284 23-3204. Available online: https://www.ericsson.com/en/white-papers/5g-radio-access--capabilities-and-technologies (accessed on 21 June 2018).
- Ngmn 5G Whitepaper. Available online: https://www.ngmn.org/fileadmin/ngmn/content/images/news/ngmn_news/NGMN_5G_White_Paper_V1_0.pdf (accessed on 21 June 2018).
- Akyildiz, I.F.; Nie, S.; Lin, S.-C.; Chandrasekaran, M. 5G roadmap: 10 key enabling technologies. Comput. Netw. 2016, 106, 17–48. [Google Scholar] [CrossRef]
- Hevner, A.R.; Chatterjee, S. Design Research in Information Systems: Theory and Practice; Springer: London, UK; New York, NY, USA, 2010; Volume 22. [Google Scholar]
- Hevner, A.R.; March, S.T.; Park, J.; Ram, S. Design science in information systems research. MIS Q. 2004, 28, 75–105. [Google Scholar] [CrossRef]
- Åkerman, M.; Fast-Berglund, Å.; Karlsson, M.; Stahre, J. Introducing customized ict for operators in manufacturing. Procedia CIRP 2016, 41, 490–495. [Google Scholar] [CrossRef]
- Play. Available online: https://www.playframework.com/ (accessed on 28 February 2018).
- Schlechtendahl, J.; Keinert, M.; Kretschmer, F.; Lechler, A.; Verl, A. Making existing production systems industry 4.0-ready. Prod. Eng. 2014, 9, 143–148. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial big data as a result of iot adoption in manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef]
- Angelsmark, O.; Persson, P. Requirement-based deployment of applications in calvin. In Proceedings of the Interoperability and Open-Source Solutions for the Internet of Things: Second International Workshop; Springer: Cham, Switzerland, 2017; 10218, pp. 72–87. [Google Scholar]
- Unified Architecture. Available online: https://opcfoundation.org/about/opc-technologies/opc-ua/ (accessed on 21 November 2017).
- What Is Io-Link? Available online: http://www.io-link.com/en/Technology/what_is_IO-Link.php?thisID=76 (accessed on 30 August 2017).
- Sumbaly, R.; Kreps, J.; Shah, S. The big data ecosystem at linkedin. In Proceedings of the 2013 ACM SIGMOD International Conference on Management of Data, New York, NY, USA, 22–27 June 2013; pp. 1125–1134. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data Source | Description | Protocol |
|---|---|---|
| Machine onboard computer | The machine computer can provide most of the important data related to the grinding process. | OPC UA |
| Vibration system | The external vibration system consists of vibration sensors that are mounted on the machine, it sends an aggregated version of the vibration data. | OPC UA |
| IO-Link sensors | IO-Link sensors communicate (using IO-Link) with a gateway, called IO-Link master, from which it is possible to retrieve sensor data over TCP/IP. A second gateway translates the data and makes it available as a web service. | REST API |
| Embedded Sensor | Temperature sensor connected to a Raspberry Pi computer. | N/A |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Åkerman, M.; Stahre, J.; Engström, U.; Angelsmark, O.; McGillivray, D.; Holmberg, T.; Bärring, M.; Lundgren, C.; Friis, M.; Fast-Berglund, Å. Technical Interoperability for Machine Connectivity on the Shop Floor. Technologies 2018, 6, 57. https://doi.org/10.3390/technologies6030057
Åkerman M, Stahre J, Engström U, Angelsmark O, McGillivray D, Holmberg T, Bärring M, Lundgren C, Friis M, Fast-Berglund Å. Technical Interoperability for Machine Connectivity on the Shop Floor. Technologies. 2018; 6(3):57. https://doi.org/10.3390/technologies6030057
Chicago/Turabian StyleÅkerman, Magnus, Johan Stahre, Ulrika Engström, Ola Angelsmark, Daniel McGillivray, Torgny Holmberg, Maja Bärring, Camilla Lundgren, Martin Friis, and Åsa Fast-Berglund. 2018. "Technical Interoperability for Machine Connectivity on the Shop Floor" Technologies 6, no. 3: 57. https://doi.org/10.3390/technologies6030057
APA StyleÅkerman, M., Stahre, J., Engström, U., Angelsmark, O., McGillivray, D., Holmberg, T., Bärring, M., Lundgren, C., Friis, M., & Fast-Berglund, Å. (2018). Technical Interoperability for Machine Connectivity on the Shop Floor. Technologies, 6(3), 57. https://doi.org/10.3390/technologies6030057