Microwave-Assisted Industrial Scale Cannabis Extraction


1
Radient Technologies Inc., Edmonton, AB T6E 6S4, Canada
2
Microwave Technologies Consulting, 69140 Lyon, France
*
Author to whom correspondence should be addressed.
Technologies 2020, 8(3), 45; https://doi.org/10.3390/technologies8030045
Submission received: 10 July 2020
/
Revised: 16 August 2020
/
Accepted: 18 August 2020
/
Published: 21 August 2020
(This article belongs to the Section Innovations in Materials Processing)
Abstract
:Cannabis is a flowering plant that has long been used for medicinal, therapeutic, and recreational purposes. Cannabis contains more than 500 different compounds, including a unique class of terpeno-phenolic compounds known as cannabinoids. Δ9-tetrahydrocannabinol (THC) and cannabidiol (CBD) are the most extensively studied cannabinoids. They have been associated with the therapeutic and medicinal properties of the cannabis plant and also with its popularity as a recreational drug. In this paper, an industrial method for cannabis extraction using 915 MHz microwaves coupled with continuous flow operation is presented. The main advantages of the microwave-assisted extraction (MAE) are associated to the continuous-flow operation at atmospheric pressure which allows for higher volumes of biomass to be processed in less time than existing extraction methods, with improved extraction efficiency leading to increased final product yields, improved extract consistency and quality because the process does not require stopping and restarting material flows, and ease of scale-up to industrial scale without the use of pressurised batch vessels. Moreover, due to the flexibility of changing the operation conditions, MAE eliminates additional steps required in most extraction methods, such as biomass decarboxylation or winterisation, which typically adds at least a half day to the extraction process. Another factor that sets MAE apart is the ability to achieve high extraction efficiency, i.e., up to 95% of the active compounds from cannabis biomass can be recovered at industrial scale.
1. Introduction
Cannabis is a genus of flowering plants belonging to the cannabaceae family with three main species: Cannabis sativa L., Cannabis indica L., and Cannabis ruderalis L., Figure 1 [1].
Cannabis has a long history of being used for medicinal, therapeutic, and recreational purposes. Cannabis is known, for example, to be capable of relieving nausea (such as that accompanying chemotherapy), pain, vomiting, spasticity in multiple sclerosis, and of increasing appetite. The importance of cannabis in therapeutics is emphasized by the ever-increasing number of research publications related to the use of cannabis and its derived products to treat various indications [2,3,4,5].
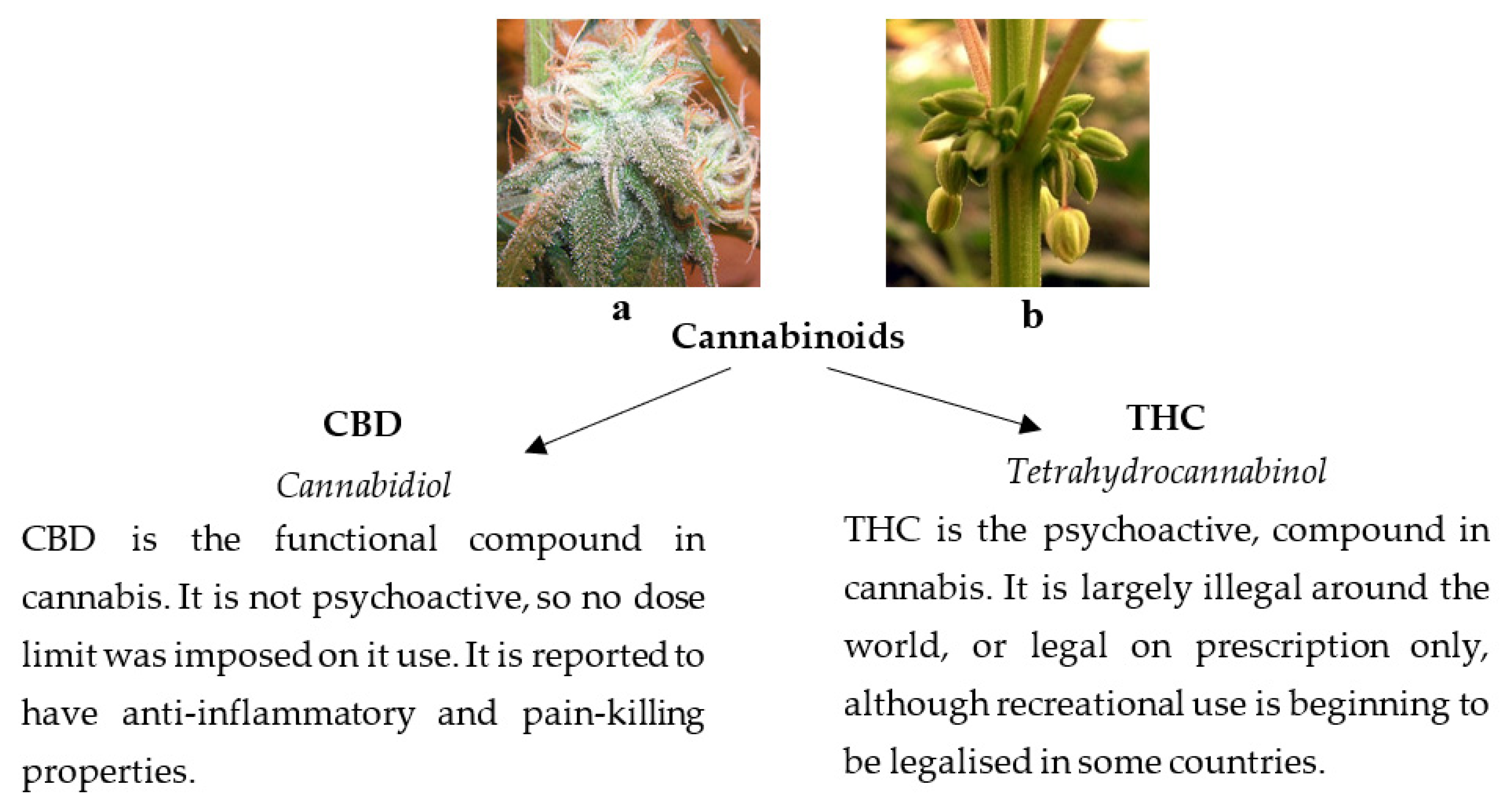
Cannabis contains more than 500 different compounds, which include terpenes, flavonoids, lipids, sterols, chlorophyll, fatty acids, salts, sugars, and a unique class of terpeno-phenolic compounds known as cannabinoids or phytocannabinoids. More than 100 cannabinoids have been identified in different cannabis plant strains. Examples include Δ9-tetrahydrocannabinolic acid (THCA), cannabinoldiolic acid (CBDA), cannabinolic acid (CBNA), cannabigerolic acid (CBGA), and cannabichromenic acid (CBCA) [5,6,7]. In fresh plant material, all cannabinoids are present in their acidic form. The acidic cannabinoids can be converted into their decarboxylated (neutral) analogues (CBD, THC) under the influence of light, heat, or prolonged storage, by losing the relatively unstable carboxylic group in the form of carbon dioxide [8]. THC and CBD are the most widely studied cannabinoids and have been associated with the therapeutic and medicinal properties of the cannabis plant and its associated products and also with its popularity as a recreational drug, as shown in Figure 2. THC is mainly recognized for its psychotropic effects when consumed, but lately has also been found to effectively treat pain, muscle spasticity, glaucoma, insomnia, lack of appetite, nausea, and anxiety while CBD is used to treat migraines, inflammation, seizures, irritable bowel syndrome (IBS), depression, insomnia, and anxiety [2,3,9]. CBD is non-psychoactive and is the major cannabinoid constituent in hemp cannabis.
The terms hemp and marijuana are classifications of cannabis adopted into culture even though they do not represent legitimate nomenclature for cannabis. Hemp and marijuana are both cannabis; hemp, however, refers to cultivars of cannabis that contain very low concentrations of psychoactive THC (typically less than 0.3% by dry weight). Hemp (sativa) is an industrially grown plant that is cultivated outdoors, better suited for warm climates with a long season. It is mainly used to produce textiles from the fibre, and foods and supplements such as protein and essential fatty acids from the seeds. Hemp seed oil is rich in unsaturated omega-3 and omega-6 fatty acids and is almost entirely devoid of cannabinoids [10]. Marijuana, on the other hand, is often deliberately bred and cultivated in controlled environments in order to optimize the cultivar’s characteristics, including the composition of cannabinoids such as THC and CBD. Controlled growing and cultivation is designed to produce female plants that yield budding flowers rich in cannabinoid content. The harvesting of industrial hemp has traditionally avoided the collection of flowers to minimize the cannabinoid content of industrial products. This practice is however changing as the production of CBD from farmed hemp becomes legalized in more and more jurisdictions world-wide.
Cannabinoids are particularly concentrated in the glandular hairs (trichomes) distributed across the surface of the cannabis plant. These trichomes are particularly concentrated in the bracts and leaves of the female inflorescence. Resin glands form at the tips of these trichome stalks and secrete an aromatic terpenoid containing resin with a very high content of cannabinoids.
The composition of cannabinoids in the plant may vary from species to species, as well as vary within the same species at different times and seasons. Furthermore, the concentration of cannabinoids in a plant may depend upon soil, climate, and harvesting methods [12]. Thus, based on the composition and concentration of the cannabinoids present in a plant variety, the psychoactive and medicinal effects obtained from different plant strains may vary.
Historical delivery methods of cannabis have involved smoking, i.e., combusting the dried cannabis plant material [13]. Smoking results, however, in adverse effects on the respiratory system via the production of potentially toxic substances [14]. Alternative delivery methods such as oral administration under edible or spray forms and transdermal delivery of topical forms all require some method of extraction of the cannabinoids from the raw biomass [15,16].
North America is experiencing a boom for cannabis-derived products (i.e., packaged foods, edibles and beverages, beauty & personal care, consumer health, pet care, home & garden), made possible by the legalization of recreational cannabis in Canada in 2018 and in 11 U.S. states, two U.S. territories, and the District of Columbia. The global market for cannabis-derived products was ~5 trillion USD in 2018 and is expected to grow 1200% by 2023 [17].
To this end, there are various conventional biomass extraction methods available for the extraction of cannabis. Given the inherent commercial value of CBD and THC, the applied method to extract them is very important in terms of accomplishing the quantity and quality of the product. Moreover, economics of the processes is a very important parameter in its commercialization.
The aim of this paper is to present a new commercial method for the extraction of cannabis based on the coupling of 915 MHz microwaves with a continuous flow operated reactor; its comparison with two other innovative commercial methods, namely supercritical CO2 extraction and pressurized hydrocarbon extraction, is merely attempted as a way of highlighting these three alternative techniques vs. the conventional solvent method, all applicable to commercial scale cannabis extraction.
2. Commercial Cannabis Extraction Methods
2.1. General Considerations
In general, the most appropriate methodology to obtain an extract from raw biomass must be selected according to the characteristics of the desired product. There are several important factors to consider when choosing an extraction method for cannabis, the most important being as follows:
- Extraction efficiency, the percentage of bioactive compounds recovered through the entire extraction process;
- Extract quality and consistency, including the purity or “potency” of cannabinoids in the extract and also the relative amounts or “profile” of other potentially synergistic compounds such as terpenes;
- Throughput capacity and scalability, assessment of the extraction method and its efficient implementation at commercial scales vs. market demand;
- Environmental control, e.g., carbon footprint and safety, i.e., minimize risks to the consumers and worker safety.
The potency (a term often used in lieu of purity or concentration) of cannabis extracts and extract-derived products is equivalent to cannabinoid (e.g., Δ9-tetrahydrocannabinol, THC) content. Depending upon the psychoactive and medicinal effects obtained from different varieties of the cannabis plant or the different methods of cultivation, a specific variety of cannabis may be considered more effective or more potent than others (e.g., in providing the desired physiological effect at a desired level in an individual). Similarly, some specific combinations of pharmacologically active compounds in a cannabis variety may be more desirable in comparison to other varieties. When preparing cannabis plant extracts, the retention of the full mix of cannabinoids present in the original plant may be desirable for some varieties, while other varieties may be preferred in altered form due to the variances in the specific cannabinoid composition and concentrations. Such variance is further exacerbated by the presence of certain terpenoid or phenolic compounds, which may have pharmacological activity of their own and which may be desired at different concentrations in different combinations.
In many cases, additional processing steps, both upstream and downstream of the extraction itself, are required to obtain the final cannabis extract product. The incorporation of these steps with the extraction method and their impact on the overall process efficiency and product quality must also be considered. Some common processing steps discussed further below include:
- Decarboxylation, the process of converting non-active native acidic cannabinoids into their active, neutral forms via a thermal reaction;
- Winterization, the process of removing plant lipids and unwanted waxes by a secondary solvent, freezing and filtration;
- Decolorization, the process of removing chlorophyll and unwanted pigments;
- Secondary purification, the process of further purifying the extract to increase the potency or alter the composition of cannabinoids and other components, via various methods including distillation, chromatography, or crystallization.
The cannabinoids are biosynthesized in the cannabis plant in acidic forms known as acidic cannabinoids. To be therapeutically active, these acidic cannabinoids must be converted to their neutral forms by a decarboxylation reaction. Decarboxylation is instant when cannabis is combusted during smoking. All other consumption forms containing cannabis extracts must however involve a decarboxylation step to produce the active neutral forms. Many traditional methods of extracting inactive cannabinoids from raw cannabis require subjecting the biomass to a heating process to decarboxylate the cannabinoids prior to extraction [18]. While it is relatively straightforward to heat dried cannabis for decarboxylation at particular temperature for specific time in the small quantities (kg or tens of kg), it becomes increasingly more difficult to carry out with multiple tonnes of biomass. In addition, subjecting the biomass to a heating process may cause combustion, modification of the plant profile, negative effect on terpenes, or cause other undesirable effects that could lower quality or purity of the cannabis extract. For example, the process of decarboxylation of cannabis biomass can increase the number of cannabinoids occurring as artefacts by oxidative degradation or isomerization. Further, extraction of the biomass that has been subjected to a thermal decarboxylation can lead to a loss of valuable compounds including terpenes. Additionally, decarboxylation of cannabis prior to extraction does not provide an ability to control the amount of decarboxylation reaction to a desired percentage of neutral cannabinoids and so provide extract products with varying ratios of cannabinoid acids and corresponding neutral cannabinoids. So, any method of extraction that requires the cannabis biomass to be decarboxylated prior to extraction will hamper quality and purity of the cannabis extract and force important investments in the decarboxylation infrastructure.
In some extraction methods, many of the plant lipids and heavy waxes are co-extracted with the cannabinoids and other desirable components. As these are generally undesirable, they must be subsequently removed in the downstream process of winterization. Winterization involves dissolving the extract in alcohol, keeping it at sub-zero temperatures for a prolonged period to precipitate the heavy lipids, removing them by filtration and subsequently evaporating off all the alcohol to obtain the desired extract. This process is lengthy and usually costly and can result in loss of overall efficiency, i.e., loss of valuable cannabinoids. Similarly, if excessive chlorophyll or other pigmentation is extracted, this must be removed by a decolorization step (e.g., treatment with activated carbon), which can again lead to loss of efficiency. Any extraction method that eliminates the need for these steps is desirable.
2.2. Scale-Up Considerations
Extraction is the first step to separate the desired natural compounds from the raw biomass materials. Conventional extraction methods that have been applied to various natural products for many years include solvent extraction, distillation, mechanical pressing, and sublimation according to the extraction principle. Solvent extraction is the most widely used method. The extraction of biomass generally proceeds via the following stages: (i) the solvent is mixed with the solid biomass; (ii) the system is heated to the desired temperature, if needed and (iii) the solvent diffuses into the solid particles; (iv) solute diffuses out of the solid biomass and dissolves in the liquid solvent; (v) the solvent is removed to provide the extracted solutes separated from the spent biomass. Any factor enhancing the diffusivity and solubility in the above steps will facilitate the extraction. The properties of the extraction solvent, the particle size of the raw materials, the solvent-to-solid ratio, the extraction temperature, and the extraction duration will affect the extraction efficiency and extraction selectivity.
The scale-up of an extraction process is not simply a case of using a larger reaction vessel—many factors need to be considered just to keep biomass and solvent contained, let alone achieve successful scale-up. Factors such as chemical and physical safety, availability of chemicals, analytical, chemical and engineering aspects, commercial considerations (cost and time), environmental and legal demands, etc. are just a few of the important initial factors that need to be taken into account for the scale-up.
In addition to biomass availability and specification changes underlined above, almost without exception, solvent will be the largest single component in any liquid-solid extraction. This raises several possibilities and challenges. While increasing relative solvent volume may increase extraction rates by increasing driving forces for diffusion, i.e., relative concentration gradients of solutes, reducing the solvent volume will reduce the time and energy required for engineering unit operations such as heating, cooling and removal of solvent by distillation, and reduce solvent recycling time or waste disposal volume. All these changes are beneficial on larger scale for which time, energy and waste disposal costs become significant due to the increased volumes involved. Environmental concerns and increasing regulation mean that fewer solvents are available for use, and restrictions are getting tighter. Therefore, the selection of the solvent is crucial for the extraction scale-up. Selectivity, solubility, cost, and safety should be considered in selection of solvents. Based on the law of similarity and intermiscibility (like dissolves like), solvents with a polarity value near to the polarity of the solute are likely to perform better and vice versa [19]. In general, GRAS (generally recognized as safe) solvents like ethanol and mixtures of water-ethanol are universal solvents for biomass extraction.
While there are various solvent methods for extracting the active compounds out of biomass, e.g., supercritical fluid extraction (SFE), Soxhlet, percolation, agitated tank, countercurrent, when considering cannabis extraction, none of these is optimal in all aspects. Molecules extracted through these processes may differ in the quality (physiochemical properties) and quantity hence altering the chemical composition of the extract; in addition, many of these methods have limitations when it comes to scaling up to suit mass production [19,20,21,22]. Thus, it is very important to search for environmental-friendly and safer techniques and solvents allowing to obtain better quality and quantity of a cannabis extract from a given biomass, as well as maintaining the consistency in the cannabinoid profile of the extracts.
2.3. Available Methods Currently Used for Commercial Cannabis Extraction
There are generally three typical extraction methods currently being used for commercial cannabis extraction, albeit at only modest scale:
- Supercritical CO2 (SC-CO2) extraction
- Pressurized gas (hydrocarbon) extraction
- Conventional organic solvent extraction
These are discussed in more detail below.
In addition to these “big three”, there are several non-conventional, alternative extraction methods that are being assessed at laboratory scale, including for example ultrasound-assisted extraction, hydrodynamic extraction, pulsed-electric field extraction [23,24,25,26,27]. Given that none of these have yet been demonstrated at any reasonable commercial scale, they are not further discussed.
2.3.1. Supercritical CO2 (SC-CO2) Extraction
Supercritical fluids are a well-documented alternative to traditional organic solvents suitable for various extractions. Any material in its critical state when it is both heated above its critical temperature (Tc) and pressurized above its critical pressure (Pc) and hence there are no distinct liquid and gas phases. The specificity of this technique relies on solvent’s physicochemical properties, which can be ‘tuned’ by an increase of pressure and/or temperature beyond its critical values [24,27,28,29,30,31].
Supercritical CO2 extraction is a common technique for cannabis extraction-separation, which uses supercritical CO2 (74 bar, 31 °C) in a batch process. Although non-toxic and non-flammable, SC-CO2 requires very high pressures to be employed. In addition, the method is somehow inefficient and therefore not conducive to high throughputs, as well as environmentally damaging (e.g., producing large amounts of the greenhouse gas carbon dioxide as a by-product). The resulting extracts are, however, considered to be solvent-free.
The decarboxylation must be carried out on the cannabis biomass upstream the extraction process (acidic cannabinoids are poorly soluble in SC-CO2). This potentially increases overall costs (decarboxylation must be performed in advance on what may be large quantities of cannabis biomass) and leads to the loss of some light volatile terpenes. SC-CO2 also co-extracts heavy fats and waxes which must be subsequently removed in downstream processing steps (winterization), leading to further cannabinoid losses and reduction in overall efficiency or recovery of available cannabinoids. Finally, the scale up of SC-CO2 is only possible by the addition of multiple machines.
2.3.2. Pressurized Gas (Hydrocarbon) Extraction
Hydrocarbon extraction is the most popular technique that uses liquified gases such as n-propane and n-butane pressurized into liquids (2–10 bar) as solvents for extraction of cannabinoids. An advantage of the method is the possibility of these gases to remain in liquid phase at low pressure and the possibility to remove them from the system at the end of the extraction by gentle heating leading to an extract with low traces of residual solvent. Hydrocarbons such as n-butane and n-propane are good solvents for the low-polarity cannabinoids [27,32,33]. In this method, butane or propane is pressurized to a liquid state for extraction and then either depressurized or heated for removal from the obtained extracts. This extraction process is carried out in batch and creates what are known as cannabis “concentrates”, e.g., shatter, a viscous material with very high concentration of THC and other cannabis compounds like terpenes, which is popular for recreational users. Decarboxylation can be carried out upstream or downstream of the extraction. Although effective, the process is undesirable for medicinal and consumer products, due to the risk of solvent contamination. Safety is also a major concern given the high flammability/explosivity of the hydrocarbon solvents employed. In principle, the scale-up is only possible by the addition of multiple machines.
2.3.3. Conventional Organic Solvent Extraction
The most traditional and perhaps the simplest method for extracting active compounds from cannabis involves maceration in organic solvents such as ethanol, ether, chloroform, and methanol. When organic solvents are used for the extraction, the obtained product consists of various compounds, including some undesired substances that dissolve together with the cannabinoids. Also, high boiling or extraction temperatures often lead to the degradation of heat sensitive compounds [19,25]. This extraction method is operated in either batch or continuous flow and can use decarboxylated biomass or decarboxylation can be performed on the extracted product. The main drawbacks of the method are linked to the high input ratios of biomass-solvent and implicitly to the high quantities of solvent to be separated from the extract and recycled and also to the co-extracted molecules, such as fats, waxes, and pigments, which means more complex downstream processing (separation, purification, etc.)
3. Microwave-Assisted Extraction
3.1. General Considerations
Microwave-assisted extraction (MAE) is different from the methods presented above because the extraction occurs as a result of the volumetric heating as opposed to transferring heat from the surface inwards, making the process more efficient and more uniform due to the ability to precisely control temperature and contact time [34].
The field of MAE of natural compounds is quite young. In the last two decades, new investigations have been prompted by an increasing demand of more efficient extraction techniques, amenable to automation; shorter extraction times, reduced organic solvent consumption, energy and costs savings. Driven by these goals, advances in microwave extraction have resulted in a number of innovative techniques such as microwave assisted solvent extraction, vacuum microwave hydro-distillation, microwave Soxhlet extraction, microwave-assisted Clevenger distillation, compressed air microwave distillation, microwave headspace extraction, microwave hydro-diffusion and gravity, and solvent-free microwave extraction [20,21,27]. One of the success stories of the 21st Century has been the partial replacement of conventional extraction processes, with green procedures (reducing energy, time, solvent, and waste) based on microwave irradiation [35,36].
The fundamentals of the MAE process are different from those of conventional solvent extraction methods (solid-liquid or simply extraction) [37,38,39] because the extraction can occur as the result of changes in the cell structure caused by electromagnetic waves, as shown in Figure 3 and Table 1. Even if cell structure is unchanged, the instant volumetric heating possible with microwaves as opposed to transferring heat from the surface, inwards, is more efficient, uniform and less prone to overkill. Controllability is by far the greatest advantage of microwaves over conventional thermal technologies. In processing applications, the ability to instantaneously apply and turn off the heat source as desired makes enormous difference to the product quality and hence the production economics. The very nature of heating through the involvement of the raw material under processing (instead of using fossil fuels or less efficient, indirect electrical heating systems) brings about quality consistency as well as positive environmental impacts.
An important element of MAE is that the driving force for extraction is not limited to the process of diffusion. Conventional solid-liquid extraction involves soaking, washing or contacting the solid material with usually hot (50–80 °C) solvent to extract the target compounds and normally two or three extractions are needed, increasing the solvent and energy usage. Moreover, extraction occurs by diffusion, meaning that the only driving force for the process is the concentration gradient of the product between the biomass and the solvent. The careful design and optimization of all MAE parameters (e.g., solvent type, residence time, extraction temperature, microwave power density) and of the reactor (e.g., microwave frequency, number of microwave inputs along the reactor, precise measurement and control of forward and reflected power) can lead to reduced solvent requirement as compared to conventional methods and the biomass can be exhausted with one extraction only [37,38]. For example, by properly choosing the solvent the microwave energy can be sent directly to and selectively absorbed by the water (free or bound water) if water is present in the biomass. This creates a very rapid temperature increase within the biomass cells, leading to pressure build-up and forcing the bioactives out into the surrounding solvent by a pressure-enhanced mass transfer. This mass transfer may be further enhanced by the fact that the thermal gradient is in the same direction as the mass transfer, as shown in Figure 3.
3.2. MAE of Cannabis via MAPTM
MAPTM is a patented microwave-asssited processing by Radient Technologies Inc. (www.radientinc.com), which has been successfully operating a continuous-flow microwave extractor in Canada for over five years at throughputs over 200 kg/h of biomass input. The basics of the MAPTM continuous flow extraction of cannabis consists of coupling MAE and continuous flow technology and as such creating a very promising way to produce high value-added extracts since unlike batch processing, the continuous flow has been demonstrated to facilitate process intensification and contributes to a safe, efficient and sustainable production. By employing continuous-flow MAPTM, it is possible to control extraction time and temperature very precisely, both of which can greatly influence extraction efficiency and the composition of the extract.
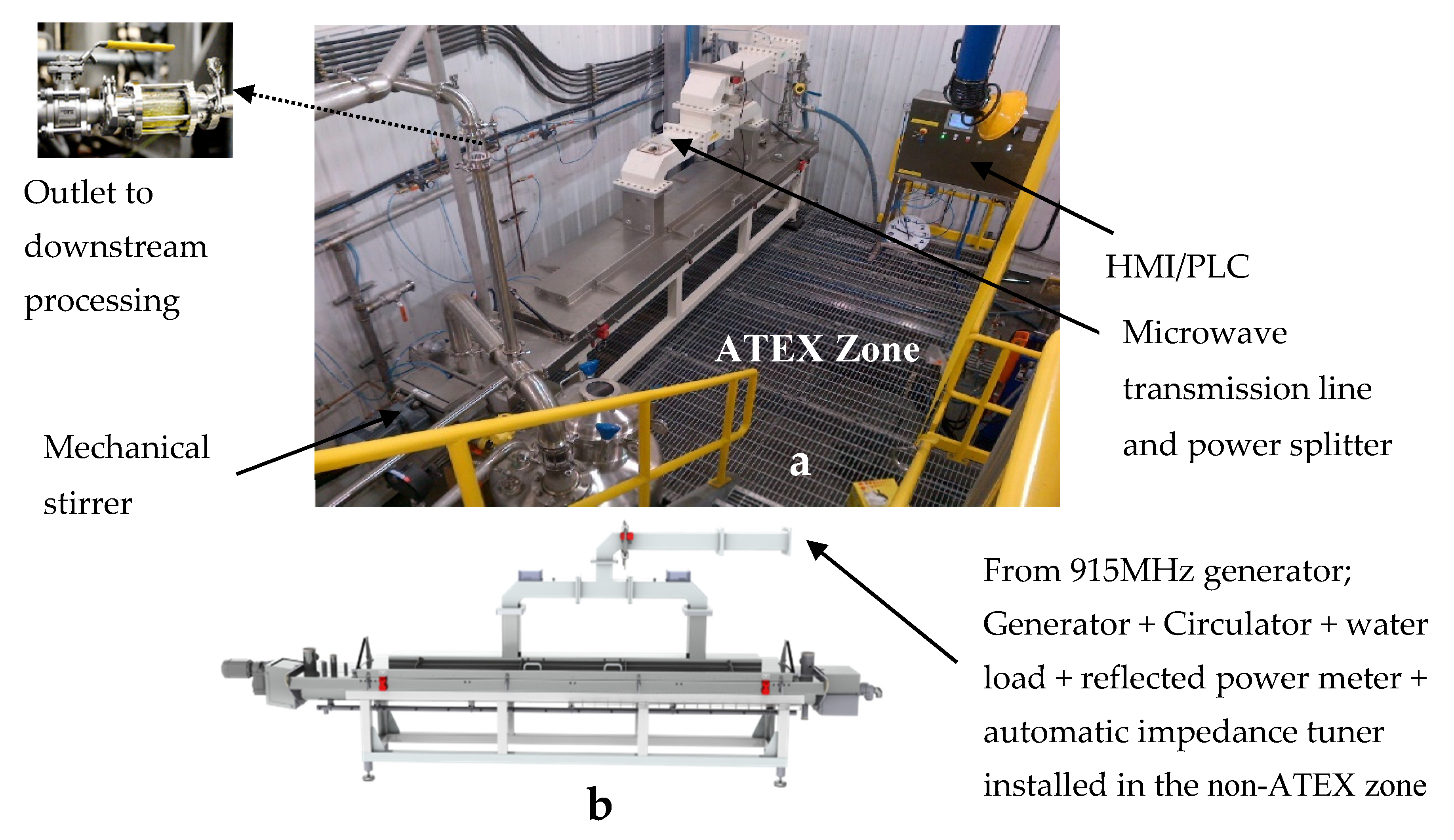
A schematic of one process involved in the extraction of the cannabis biomass and decarboxylation of the extracted products is presented in Figure 4 while results are listed in Table 2. Due to the commercial sensitivity of the subject, the disclosure of the results is limited to two examples without the full disclosure of the operational conditions of the extraction. In this method, the raw milled cannabis biomass is mixed with a solvent (e.g., ethanol, IPA, pentane, PEG400) selected based on its dielectric properties vs. type of biomass and its concentration of cannabinoids. The obtained slurry is pumped in the continuous flow MAE reactor and progressively heated to the desired extraction temperature by using 915 MHz microwaves, as shown in Figure 5 [38]. The microwave density can be automatically ‘tuned’ to the process conditions as to reach densities between 0.1 and 10 kW/kg of biomass. Downstream the extractor, the spent biomass and the extract are separated from the slurry. The extract is treated to obtain a final product containing the target compounds in sufficiently high yield and high purity. The spent biomass may be processed to yield less than 0.3% concentration of THC naturally produced by plants and disposed of once this condition has been achieved.
The extractor/reactor consists of a food grade stainless steel tube within which a mechanical stirrer (Archimedes’ screw) is placed. Microwaves are provided from a 75 kW (max. power), 915 MHz microwave generator consisting of a low ripple switch mode power supply, a magnetron head and a circulator + water cooled load with reflected power meter. The microwave generator can be operated from 2–3 kW up to 75 kW in continuous wave (CW) mode or controlled pulse. Due to the possibility of working with flammable solvents, the microwave generator is installed in a different (non-ATEX) room. The microwave transmission line, standard WR975 rectangular waveguide, passes the wall between the ATEX and non-ATEX environments through a separation window and then it splits into two inlets delivering equal microwave power all along the reactor. Within the reactor, the separation between the reaction mixture and the microwave transmission line is done via microwave transparent windows. Due to the continuous measuring and controlling of the reflected power and the automatic impedance tuner installed immediately after the circulator (in the non-ATEX zone), the microwave forward power is automatically adjusted as to maximize the absorbed energy by the extraction mixture and to minimize energy losses by reflected power. Microwave components located within the ATEX zone are continuously purged with nitrogen. Arc detectors are installed within all microwaves components as such as the microwaves are shut down if arcing detected. Wall mounted microwave leakage detectors can shut down the microwaves if leakage levels ≥2.3 mW/cm2 are detected around the reactor.
As described in Figure 4 and Figure 5, the main advantages of MAPTM related to cannabis biomass are:
- Continuous-flow method at atmospheric pressure which allows for much higher volumes of cannabis biomass to be processed in much less time than existing extraction methods.
- Achieved higher rates of consistency and quality because the process does not require stopping and restarting material flows.
- Scale-up to industrial scale without the need to purchase an endless supply of new machinery and without the use of pressurised batch vessels.
- Eliminates additional steps required in most extraction methods, such as winterisation.
- Ability to achieve high extraction efficiency at industrial scale. Typical recovery of active compounds via MAE is up to 95%.
From a process intensification view, the continuous flow extraction and its heating via microwaves comes with several additional benefits, including significantly increased flexibility and safety with respect to operation:
- The contact time between the biomass and solvent before, during and after microwave treatment can be adjusted much more easily.
- It is possible to precisely control biomass residence time in the microwave zone and—if desired—separate the biomass from the solvent very quickly after treatment, or continue contact for any length of time at any temperature, depending on the desired outcome.
- The use of multiple microwave field deposition points through the use of a split waveguide and a “ridge wave deposition” allowing for non-uniform dispersal of the wave from the inlet to the outlet to account for changing dielectric properties as the material is treated.
- It has an automatic impedance matching unit that allows for constant, automatic adjustment of the field strength and microwave energy absorption maximization.
- It has a built-in mechanical agitator with variable speed control to randomize movement of biomass thus making the field uniform for the materials at all times.
- It is fully automated (operators simply input desired MW parameters on an HMI and it runs itself while connected to the plant PLC systems).
- It is fully ATEX or “hazardous zone” classified, meaning it can be used with any flammable liquid and be completely safe.
The extractor is also easily scalable. The continuous flow approach eliminates the requirement for having geometric similarity between scales, i.e., the equipment shape and dimensions do not have to scale proportionately. Classically, even geometric similarity does not ensure thermal similarity in scaled systems; for example, heat transfer is an interface-controlled process and so the surface area relative to the volume is critical. As the volumetric scale increases, the area relative to the volume decreases and the overall efficiency of heat transfer can decline considerably. There is no thermal inertia with microwaves, on the other hand. Since penetration depth is not an issue with the continuous flow design, the energy is deposited uniformly throughout the mixture resulting in rapid energy transfer and direct dielectric heating, hence the thermal inertia inherent to classical methods is not an issue.
3.3. Economics of MAE
Among the many distinct frequency bands allocated for industrial, scientific and medical (ISM) applications, there are two principal microwave frequencies of interest for industrial processing, namely 915 MHz (USA)/896 MHz (UK)/902 MHz (Australia) and 2450 MHz for which equipment can be readily purchased [40].
An important drawback of microwave heating, often mentioned in literature, is the high cost of equipment (capital expenditure, CAPEX) and the relatively low lifetime of magnetrons, directly attributed to a high operation expenditure (OPEX). However, in terms of microwave technology successful implementation in the industry, a more complex analysis of benefits is required: technical and economic advantages as well as those process specific must be analyzed together. Generally speaking, CAPEX of microwave industrial equipment varies between 1000US$ and 5000US$ per kilowatt of microwave power installed depending on the power range and the sophistication of auxiliary equipment.
When performing microwave heating the parameters to be taken in consideration are related to the sample, e.g., size, examination of dielectric parameters and their temperature dependence, boiling point, viscosity, penetration depth, temperature distribution inside the sample and to the equipment, e.g., power rating of all microwave components, applicator suitable for the intended process, pulse or CW microwave generator, forward power, reflected power, single or multimode applicator, temperature control, safety.
Usually, the selection of 2.45 GHz or 915 MHz is a ‘product choice’: type, dimensions, production capacity but also, the regulations specific to the country and place of operation. However, let us suppose that both 915 MHz and 2.45 GHz are possible in a randomly chosen heating process and that the industrial equipment will be developed for a total power of 72 kW microwaves. The main parameters for estimating the cost of the equipment are given in Table 3.
In the case of microwave heating, to ensure the microwave equipment’s good and efficient operation, the microwave forward (Pf) and reflected (Pr) powers must be carefully measured and controlled. Pf is a set-up parameter and represents the microwave power required for the process; Pf is delivered by the microwave generator and transmitted to the reactor via a microwave transmission line. Its overall required value for the process can be estimated theoretically from the power required to heat the reaction mixture-Equation (1).
where m/t = reaction mixture/solvent weight per unit of time (kg s−1), ∆T = temperature gradient (K) = Tfinal − Tinitial, and Cp = specific heat capacity of the reaction mixture/solvent (kJ kg−1 K−1).
As an example of application using Equation (1), one can easily calculate that 72 kW of power effectively transmitted to the reaction mixture can heat up ~21 L/min of water (∆T = 50 K, Cp = 4.18 kJ kg−1 K−1, ρ = 1 kg/L); similarly, 72 kW power can heat up ~45 L/min ethanol (∆T = 50 K, Cp = 2.45 kJ kg−1 K−1, ρ = 0.79 kg/L).
Pr is a wasteful parameter and represents the power that is not absorbed by the reaction mixture and that travels back to the microwave generator. Generally, Pr is the consequence of two main mechanisms:
- Badly designed reactors (geometry & chosen microwave frequency) vs. quantity & type of reaction mixture.
- Changes in the microwave absorbance of the reaction mixture due to modifications of its temperature, chemical composition, and phase when applicable (e.g., evaporation). This results in a gradual or rapid shift in the power absorbed by the reaction mixture and therefore, for a fixed Pf, an increase in Pr, which is a common problem in obtaining good quality products with good energy efficiency.
Pr can also adversely affect equipment’s general safety and its good operation (microwave leakage, arcing etc.). The measurement of Pr is an important parameter in the operation of microwave installations. Generally speaking, the difference between the forward power (Pf) and the reflected power (Pr) is the closest and easiest estimation of the absorbed power (Pa) by the load, per Equation (2).
The optimization (minimization) of Pr from very early stages of the research and the use of manual or automatic impedance tuners will assure reliable results in the laboratory and a good estimation of the required power and cost of the industrial equipment [37]. Well-designed microwave reactors can easily achieve >90% operation efficiency, i.e., Pf ~ 1.1 × Pth.
Lastly, it is important that the extraction step not be considered isolated, but rather be reviewed in the context of the entire industrial process, with the upstream process impacting on the extraction process while downstream process and the quality of the product depends massively on the chosen extraction parameters.
4. Conclusions
As a result of increased legislation, concerns about the environment and competition within the globalized market, it has become paramount to look for and implement innovative, clean and sustainable ways to obtain natural extracts, i.e., green extraction of natural products. Green extraction refers to looking for, designing, and implementing extraction processes that lead to (i) a reduction in energy consumption, (ii) utilization of alternative solvents to obtain products that are natural and renewable, and (iii) extracts that are safe and of high quality.
As the cannabis industry grows, so will the equipment options for extraction. These advances will probably involve the kinds of extraction processes, and the connection between extraction and analytical testing could also see improvement. Even with the best equipment, however, only skilled operators can produce the intended results. So, training operators as needed should always be performed in any company to guarantee results. In addition to this, there is a necessity to explore new reactor concepts by emphasizing dedicated designs that assure controllability and monitoring of the process conditions.
Microwave continuous flow extraction is a good example of process intensification. In this reactor, the process is run in a continuously flowing stream, enabling very tight process control and improved mass heat and mass transfer, consequently achieving higher extraction control and higher product quality. Furthermore, continuous extractors can be easily scaled up by placing multiple cavities in series or in parallel, thereby shortening development time for full scale production.
Author Contributions
M.R.: writing—original draft preparation; design of the microwave equipment, laboratory and commercial scale; H.K.: writing—review and editing, feasibility studies, process development, scale up and technology transfer at industrial scale; A.B.-B.: writing—review and editing, conducted initial experiments; S.S.: writing—review and editing, supervision of laboratory and industrial scale testing, project administration, intellectual property. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hartsel, J.A.; Eades, J.; Hickory, B.; Makriyannis, A. Cannabis sativa and Hemp. In Nutraceuticals: Efficacity, Safety and Toxicity; Gupta, R.C., Ed.; Academic Press: Cambridge, MA, USA; Elsevier: Amsterdam, The Netherlands, 2016; pp. 735–754. [Google Scholar] [CrossRef]
- Joy, J.E.; Watson, S.J., Jr.; Benson, J.A., Jr. The Medical Value of Marijuana and Related Substances. In Marijuana and Medicine: Assessing the Science Base. Consensus Study Report; National Academies Press: Washington, DC, USA, 1999; Available online: https://www.nap.edu/catalog/6376/marijuana-and-medicine-assessing-the-science-base (accessed on 29 June 2020). [CrossRef]
- EMCDDA. Medical Use of Cannabis and Cannabinoids, Questions and Answers for Policymaking; EMCDDA: Lisbon, Portugal, 2018; Available online: http://www.emcdda.europa.eu (accessed on 10 May 2020). [CrossRef]
- National Academies of Sciences, Engineering, and Medicine; Health and Medicine Division; Board on Population Health and Public Health Practice; Committee on the Health Effects of Marijuana: An Evidence Review and Research Agenda. The Health Effects of Cannabis and Cannabinoids: The Current State of Evidence and Recommendations for Research; National Academies Press (US): Washington, DC, USA, 2017. Available online: https://www.ncbi.nlm.nih.gov/books/NBK423845/ (accessed on 27 June 2020). [CrossRef] [Green Version]
- EMCDDA. Insights, An Overview of Cannabis Potency in Europe. 2004. Available online: http://www.emcdda.europa.eu (accessed on 10 May 2020).
- Hanus, L.O.; Meyer, S.M.; Munoz, E.; Taglialatela-Scafati, O.; Appendino, G. Phytocannabinoids: A unified critical inventory. Nat. Prod. Rep. 2016, 33, 1357–1392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bindesri, S.D.; Jebailey, R.; Albarghouthi, N.; Pye, C.C.; Brosseau, C.L. Spectroelectrochemical and computational studies of tetrahydrocannabinol (THC) and carboxy-tetrahydrocannabinol (THC-COOH). Analyst 2020, 145, 1849–1857. [Google Scholar] [CrossRef]
- Hazekamp, A.; Fischedick, J.T.; Dıez, M.L.; Lubbe, A.; Ruhaak, R.L. Chemistry of Cannabis. In Comprehensive Natural Products II. Chemistry and Biology; Mander, L., Liu, H.-W., Eds.; Elsevier Science: Amsterdam, The Netherlands, 2010; pp. 1033–1084. [Google Scholar]
- Gazendam, A.; Nucci, N.; Gouveia, K.; Khalik, H.A.; Rubinger, L.; Johal, H. Cannabinoids in the Management of Acute Pain: A Systematic Review and Meta-analysis. Cannabis and Cannabinoid Research. Ahead of print. Available online: https://www.liebertpub.com/doi/10.1089/can.2019.0079 (accessed on 9 April 2020).
- Teh, S.-S.; Birch, E. Physicochemical and quality characteristics of cold-pressed hemp, flax and canola seed oils. J. Food Compos. Anal. 2013, 30, 26–31. [Google Scholar] [CrossRef]
- Truta, E.; Gille, E.; Toth, E.; Maniu, M. Biochemical Differences in Cannabis Sativa, L. Depending on Sexual Phenotype. J. Appl. Genet. 2002, 43, 451–462. [Google Scholar] [PubMed]
- Prapatsorn, T.; Surapol, N.; Pipop, C.; Sirot, C. Characteristics of cannabinoids composition of Cannabis plants grown in Northern Thailand and its forensic application. Forensic Sci. Int. 2013, 115, 164–170. [Google Scholar] [CrossRef]
- Nahler, G.; Jones, T.M. Pure cannabidiol versus cannabidiol-containing extracts: Distinctly different multi-target modulators. J. Altern. Complement. Integr. Med. 2018, 4, 262–271. [Google Scholar] [CrossRef] [Green Version]
- Smith, D.; Bloor, R.; George, C.; Pysanenko, A.; Spanel, P. Release of toxic ammonia and volatile organic compounds by heated cannabis and their relation to tetrahydrocannabinol content. Anal. Methods 2015, 7, 4104–4110. [Google Scholar] [CrossRef]
- Romano, L.; Hazekamp, A. An overview of galenic preparation methods for medicinal cannabis. Curr. Bioact. Compd. 2019, 15, 174–195. [Google Scholar] [CrossRef]
- Spindle, T.R.; O’Bonn-Miller, M.; Vandrey, R. Changing landscape of cannabis: Novel products, formulations, and methods of administration. Curr. Opin. Psychol. 2019, 30, 98–102. [Google Scholar] [CrossRef]
- Villena, K. Cannabis in Beauty and Personal Care: Prospects, Opportunities and Challenges; Passport, Euromonitor International: London, UK, November 2019. [Google Scholar]
- Wang, M.; Wang, Y.-H.; Avula, B.; Radwan, M.M.; Wanas, A.S.; van Antwerp, J.; Parcher, J.F.; El Sohly, M.A.; Khan, I.A. Decarboxylation study of acidic cannabinoids. Cannabis Cannabinoid Res. 2016, 1, 262–271. [Google Scholar] [CrossRef] [Green Version]
- Płotka-Wasylka, J.; Rutkowska, M.; Owczarek, K.; Tobiszewski, M.; Namieśnik, J. Extraction with environmentally friendly solvents. TrAC Trends Anal. Chem. 2017, 91, 12–25. [Google Scholar] [CrossRef]
- Belwal, T.; Ezzat, S.M.; Rastrelli, L.; Bhatt, I.D.; Daglia, M.; Baldi, A.; Devkota, H.P.; Orhan, I.E.; Patra, J.K.; Das, G.; et al. A critical analysis of extraction techniques used for botanicals: Trends, priorities, industrial uses and optimization strategies. TrAC Trends Anal. Chem. 2018, 100, 82–102. [Google Scholar] [CrossRef]
- Perino-Issartier, S.; Maingonnat, J.-F.; Chemat, F. Microwave Food Processing. In RSC Green Chemistry No. 10. Alternatives to Conventional Food Processing; Proctor, A., Ed.; The Royal Society of Chemistry: London, UK, 2011; pp. 415–458. [Google Scholar] [CrossRef]
- Zhou, L.; Lie, Y.; Briers, H.; Fan, J.; Remon, J.; Nystrom, J.; Budarin, V.; Macquarrie, D.; McElroy, C.R. Natural Product Recovery from Bilberry (Vaccinium myrtillus L.) Presscake via Microwave Hydrolysis. ACS Sustain. Chem. Eng. 2018, 6, 3676–3685. [Google Scholar] [CrossRef]
- Agarwal, C.; Mathe, K.; Hofmann, T.; Csoka, L. Ultrasound-Assisted Extraction of Cannabinoids from Cannabis Sativa L. Optimized by Response Surface Methodology. Food Eng. Mater. Sci. Nanotechnol. 2018, 83, 701–710. [Google Scholar] [CrossRef]
- Baldino, L.; Scognamiglio, M.; Reverchon, E. Supercritical fluid technologies applied to the extraction of compounds of industrial interest from Cannabis sativa L. and to their pharmaceutical formulations: A review. J. Supercrit. Fluids 2020, 165, 104960. [Google Scholar] [CrossRef]
- Ramirez, C.L.; Fanovich, M.A.; Churio, M.S. Cannabinoids: Extraction Methods, Analysis, and Physicochemical Characterization. Stud. Nat. Prod. Chem. 2018, 61, 143–163. [Google Scholar]
- Ternelli, M.; Brighenti, V.; Anceschi, L.; Poto, M.; Bertelli, D.; Licatac, M.; Pellati, F. Innovative methods for the preparation of medical Cannabis oils with a high content of both cannabinoids and terpenes. J. Pharm. Biomed. 2020, 186, 113296. [Google Scholar] [CrossRef]
- Chemat, F.; Abert Vian, M.; Fabiano-Tixier, A.-S.; Nutrizio, M.; Rezet Jambrak, A.; Munetaka, P.E.S.; Lorenzo, J.M.; Barba, F.J.; Binello, A.; Cravotto, G. A review of sustainable and intensified techniques for extraction of food and natural products. Green Chem. 2020, 22, 2325–2353. Available online: www.rsc.com (accessed on 2 April 2020). [CrossRef] [Green Version]
- King, J.K.; Srinivas, K.; Zhang, D. Advances in Critical Fluid Processing. In RSC Green Chemistry No. 10. Alternatives to Conventional Food Processing; Proctor, A., Ed.; The Royal Society of Chemistry: London, UK, 2011; pp. 93–144. [Google Scholar] [CrossRef]
- Ribeiro Grijó, D.; Vieitez Osorio, I.A.; Cardozo-Filho, L. Supercritical extraction strategies using CO2 and ethanol to obtain cannabinoid compounds from Cannabis hybrid flowers. J. CO2 Util. 2018, 28, 174–180. [Google Scholar] [CrossRef]
- Attard, T.M.; Hunt, A.J. Supercritical Carbon Dioxide Extraction of Lipophilic Molecules. In Green Chemistry Series No. 57, Supercritical and Other High-Pressure Solvent Systems: For Extraction, Reaction and Material Processing; Hunt, A.J., Attard, T.M., Eds.; The Royal Society of Chemistry: London, UK, 2018; pp. 40–76. [Google Scholar] [CrossRef]
- Rovetto, L.J.; Aieta, N.V. Supercritical carbon dioxide extraction of cannabinoids from Cannabis sativa L. J. Supercrit. Fluids 2017, 129, 16–27. [Google Scholar] [CrossRef]
- Moreno, T.; Montanes, F.; Tallon, S.J.; Fenton, T.; King, J.W. Extraction of cannabinoids from hemp (Cannabis sativa L.) using high pressure solvents: An overview of different processing options. J. Supercrit. Fluids 2020, 161, 104850. [Google Scholar] [CrossRef]
- Gallo-Molina, A.C.; Castro-Vargas, H.I.; Garzón-Méndez, W.F.; Martínez Ramírez, J.A.; Rivera Monroy, Z.J.; King, J.W.; Parada-Alfonso, F. Extraction, isolation and purification of tetrahydrocannabinol from the Cannabis sativa L. plant using supercritical fluid extraction and solid phase extraction. J. Supercrit. Fluids 2019, 146, 208–216. [Google Scholar] [CrossRef]
- Veggi, P.C.; Martinez, J.; Angela, M.; Meireles, A. Fundamentals of Microwave Extraction. In Microwave-Assisted Extraction for Bioactive Compounds. Theory and Practice; Chemat, F., Cravotto, G., Eds.; Springer: New York, NY, USA; Heildelberg, Germany; Dordrech, The Netherlands; London, UK, 2013; pp. 15–52. [Google Scholar]
- Chemat, F.; Abert Vian, M.; Cravotto, G. Green Extraction of Natural Products: Concept and Principles. Int. J. Mol. Sci. 2012, 13, 8615–8627. [Google Scholar] [CrossRef] [Green Version]
- Anastas, P.; Eghbali, N. Green Chemistry: Principles and Practice. Chem. Soc. Rev. 2010, 39, 301–312. [Google Scholar] [CrossRef]
- Patrascu, M.; Radoiu, M. Rose Essential Oil Extraction from Fresh Petals Using Synergetic Microwave & Ultrasound Energy: Chemical Composition and Antioxidant Activity Assessment. J. Chem. Eng. 2016, 10, 136–142. [Google Scholar] [CrossRef]
- Radoiu, M.; Splinter, S.; Popek, T. Continuous industrial-scale microwave-assisted extraction of high-value ingredients from natural biomass. In Proceedings of the 53rd IMPI’s Microwave Power Symposium, Las Vegas, NV, USA, 18–20 June 2019. [Google Scholar]
- Drinić, Z.; Vladic, J.; Koren, A.; Zeremski, T.; Stojanov, N.; Kiprovski, B.; Vidovic, S. Microwave-assisted extraction of cannabinoids and antioxidants from Cannabis sativa aerial parts and process modeling. J. Chem. Technol. Biotechnol. 2020, 95, 831–839. [Google Scholar] [CrossRef]
- Radoiu, M. Industrial Microwave Reactors: Components and set-up, In Microwave Chemistry; Cravotto, G., Carnaroglio, D., Eds.; Walter De Gruyter GmbH: Berlin, Germany, 2017; pp. 65–90. ISBN 978-3-11-047992-8. [Google Scholar]
Figure 1.
Cannabis plant [1].
Figure 1.
Cannabis plant [1].

Figure 2.
Main cannabinoids in cannabis sativa plant; (a) Female flower with visible trichomes; (b) male cannabis flower buds [11].
Figure 2.
Main cannabinoids in cannabis sativa plant; (a) Female flower with visible trichomes; (b) male cannabis flower buds [11].

Figure 3.
Conventional vs. Microwaves extraction. Biomass—(non-polar) solvent extraction: Solvent—green dots; Biomass—red-purple sphere, colours indicating the variation in temperature from cold (purple) to hot (red).
Figure 3.
Conventional vs. Microwaves extraction. Biomass—(non-polar) solvent extraction: Solvent—green dots; Biomass—red-purple sphere, colours indicating the variation in temperature from cold (purple) to hot (red).

Figure 4.
Schematic of the MAPTM cannabis extraction & acidic cannabinoids decarboxylation.

Figure 5.
Photo and schematics of the MAPTM extractor in ATEX environment. (a) photo of the continuous flow reactor located in the ATEX production zone; (b) schematics of the continuous flow reactor showing the connection with the 915 MHz generator installed in a non-ATEX zone.
Figure 5.
Photo and schematics of the MAPTM extractor in ATEX environment. (a) photo of the continuous flow reactor located in the ATEX production zone; (b) schematics of the continuous flow reactor showing the connection with the 915 MHz generator installed in a non-ATEX zone.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Solvent-biomass extraction: Conventional vs. Microwaves.
| Conventional Extraction | Microwave Assisted Extraction |
|---|---|
| Mechanism via diffusion | Pressure-enhanced mass transfer |
| Concentration gradient of actives between the biomass and the solvent is the driving force | Microwave energy is selectively absorbed by the residual water present in the biomass cells |
| Diffusion is slow, particularly as the actives become more concentrated in the solvent | Results in rapid pressure buildup within cells leading to a pressure-driven mass transfer of actives (pop-corn effect) |
| Eventually reaches a saturation point | Extraction is very fast and not limited by an equilibrium state—transfer continues as long as energy is applied |
| Requires high solvent ratios and multiple extraction stages to achieve reasonable recovery of actives | Results in short extraction times, reduced solvent requirements and fewer extraction stages |
Table 2.
Results of industrial scale cannabinoid extraction runs from cannabis biomass; biomass flow 30 kg/h, solvent (ethanol) flow 360 L/h.
Table 2.
Results of industrial scale cannabinoid extraction runs from cannabis biomass; biomass flow 30 kg/h, solvent (ethanol) flow 360 L/h.
| Run | Mass of Biomass kg | Purity of Cannabis Extract THC % | THC Recovery in the Extract % |
|---|---|---|---|
| 1 | 100 | 61.4 ± 0.04 | 92.6 |
| 2 | 100 | 55.1 ± 0.4 | 93.4 |
Table 3.
Main parameters of microwave equipment for estimating CAPEX and OPEX; prices in US dollars ($) [40].
Table 3.
Main parameters of microwave equipment for estimating CAPEX and OPEX; prices in US dollars ($) [40].
| Frequency | 915 MHz a | 2450 MHz a |
|---|---|---|
| Number of generators to deliver 75 kW | 1 (×72 kW) | 12 (×6 kW) |
| Generator price b Total price for microwave generators | 90 k$ 1 × 90 k$ = 90 k$ | 10 k$ 12 × 10 k$ = 120 k$ |
| Microwave transmission line (waveguides, impedance tuners, and other waveguide components required to transmit the microwave power from the generator to the reactor) | 1 × 15 c k$ = 15 k$ | 12 × 5d k$ = 60 k$ |
| CAPEX (microwave generators and microwave transmission line) | 105 k$ | 180 k$ |
| Main consumable, magnetron | ||
| Operation lifetime e Price/unit Total/operation lifetime | 6000 h 8 k$ = 8 k$ | 7000 h 2.5 k$ = 30 k$ |
| Mains electricity consumption f,g | ~85 kW | ~100 kW |
a Using switch mode power supply; b Price including isolator; c Including an automatic impedance tuner and WR975 standard waveguide; d Including a manual impedance tuner and standard WR340 waveguide; e Calculated for continuous operation 24 h/24 h; f For supplying solely the microwave generators; g The required mains power drawn from the grid to supply 72 kW microwave power, ~80% at 915 MHz (i.e., magnetron 90% & power supply 90%) and ~60% at 2450 MHz (i.e., magnetron 70% & power supply 90%).
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Radoiu, M.; Kaur, H.; Bakowska-Barczak, A.; Splinter, S. Microwave-Assisted Industrial Scale Cannabis Extraction. Technologies 2020, 8, 45. https://doi.org/10.3390/technologies8030045
AMA Style
Radoiu M, Kaur H, Bakowska-Barczak A, Splinter S. Microwave-Assisted Industrial Scale Cannabis Extraction. Technologies. 2020; 8(3):45. https://doi.org/10.3390/technologies8030045
Chicago/Turabian StyleRadoiu, Marilena, Harmandeep Kaur, Anna Bakowska-Barczak, and Steven Splinter. 2020. "Microwave-Assisted Industrial Scale Cannabis Extraction" Technologies 8, no. 3: 45. https://doi.org/10.3390/technologies8030045
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.