
Mechanical Pressing of Coconut Oil and Evaluation of Its Lubricant Properties
by
 , , , ,
, , , ,
Čestmír Mizera
1,
Zdeněk Aleš
2,
David Herák
1 ,
,
Petr Hrabě
3,
Abraham Kabutey
1 ,
,
Richard A. M. Napitupulu
4 and
Nicoleta Ungureanu
5,*
1
Department of Mechanical Engineering, Faculty of Engineering, Czech University of Life Sciences Prague, 165 00 Prague, Czech Republic
2
Department for Quality and Dependability of Machines, Faculty of Engineering, Czech University of Life Sciences Prague, 165 00 Prague, Czech Republic
3
Department of Material Sciences and Manufacturing Technology, Faculty of Engineering, Czech University of Life Sciences Prague, 165 00 Prague, Czech Republic
4
Department of Civil Engineering, HKBP Nommensen University, Sumatera Utara 21136, Indonesia
5
Department of Biotechnical Systems, Faculty of Biotechnical Systems Engineering, National University of Science and Technology Politehnica, 060042 Bucharest, Romania
*
Author to whom correspondence should be addressed.
Processes 2023, 11(10), 3034; https://doi.org/10.3390/pr11103034
Submission received: 13 September 2023
/
Revised: 19 October 2023
/
Accepted: 20 October 2023
/
Published: 22 October 2023
(This article belongs to the Section Chemical Processes and Systems)
Abstract
:Vegetable oils represent an important element in protecting a sustainable environment. The pursuit of environmentally friendly solutions and the ever-increasing costs of synthetic oil production are increasing the interest in natural vegetable oils. This paper presents and discusses the possibilities of using the oils obtained from coconuts (Cocos nucifera L.) harvested in Indonesia (North Sumatra region), with three maturity levels (green, yellow, and brown), as lubricants. The specific mechanical energy for linear pressing of the green, yellow, and brown types was 22.3, 20.7, and 18.5 J·goil−1, respectively. The water content of the oils obtained from the green, yellow, and brown types was 1786, 2033, and 1902 mg H2O·g−1, respectively. The mathematical models for linear pressing were established. The sizes of the wear area for the green, yellow, and brown types were 25.7, 24.4, and 34.3 mm2, respectively. The UV–visible spectral curves of the oils, in the range of 180–320 nm, were determined. The results of the lubrication properties of the Reichert test showed that better lubrication properties were exhibited by the green and yellow types, which are comparable to the lubricating properties of engine oils. The results from the SEM images also showed a better structure of the worn surface and fewer traces of abrasive wear.
1. Introduction
Coconuts (Cocos nucifera L.) are well-known fruits in the tropical regions of Indonesia, Malaysia, India, Philippines, etc. These fruits are raw materials with multiple uses in food production, cosmetics, and chemistry.
Coconut oil, obtained by pressing the dried copra, contains fatty acids, mainly caprylic and capric [1,2]. There are four possibilities for extracting oil from oleaginous materials: extraction by mechanical methods (with mechanical presses and hydraulic presses), extraction by chemical methods (extraction with solvents and extraction with enzymes), extraction with supercritical fluids, and extraction by distillation [3,4,5]. Globally, due to advantages such as low equipment costs and the high quality of the obtained oils, mechanical pressing is the most commonly used method for extracting edible oils from oleaginous materials [6]. In addition, the mechanical pressing does not involve the use of additional solvents that contaminate the oil and the press cake. However, a drawback of mechanical pressing is its lower T (80%) compared with solvent extraction (98%) [7].
In recent years, the use of coconut oil for human consumption has visibly increased [8]. This is mainly because coconut oil is characterized by the content of vitamin E and many kinds of medium-chain triglycerides [9,10,11]. Lately, the use of natural oils in the field of industrial lubrication has also increased. Vegetable oils have very good lubricating properties and are biodegradable, so they can be a suitable alternative to mineral oils [12,13]. Most of the current lubricants contain petroleum substances, which are a burden on the environment and are difficult to be disposed of. Most used lubricants are lost in the environment. Therefore, it is necessary to look for alternative sources to produce lubricating oils. Vegetable oils have very low volatility and very good temperature–viscous properties. They also have very good adhesion to metal surfaces, which is a prerequisite for good lubricating properties [14]. In terms of disadvantages, they have very weak oxidation stability (mainly due to the content of bis-allylic protons, which results in an increase in oil acidity and viscosity), and low corrosion protection [15]. Today’s lubricants are derived from petroleum, which has a negative impact on the environment. Regulation in the chemical industry and the ever-increasing environmental concerns have raised the interest in vegetable oil lubricants as a renewable resource.
The use of vegetable oils as lubricants will increase farmers’ interest and improve their economic profits [16,17]. Vegetable oils have been used as a lubricant in the past, even before the discovery of petroleum [18]. Limited oil resources, pressure on the environment, and the increasing cost of synthetic oil production bring vegetable oils to the fore. Coconut oil is used most often in the lubrication of various agricultural machines and equipment.
A very important procedure for producing vegetable oils is quality control. In recent years, spectroscopic technology has been increasingly used to identify natural and synthetic oils. This is an analytical method to identify substances, their chemical composition, and their relative content. Spectroscopic technology (UV–visible) is very often used for the analysis of oils in the food industry and maintenance in the analysis of lubricating oils. It is a non-destructive method that is less time-consuming for sample preparation and data evaluation [19]. It is used for monitoring the presence of chlorophyll pigments and derivatives in natural oils. Study [20] focused on spectroscopic technology to evaluate the color index of transformer oil aging due to oxidation. The results showed a very strong dependence between the color index of the oils and the absorbance spectral responses of the oils in the visible wavelength (UV–vis). UV–visible spectroscopy is most used for monitoring oxidation in lubricating oils and biodiesel [21,22].
An important parameter when using coconuts is their maturity level, which affects a whole range of coconut properties. Premature coconuts have a very thin layer of coconut meat and more water. Mature coconuts are characterized by a stable layer of coconut meat and water. Conversely, over-mature coconuts have a very thick and hard layer of flesh that is almost water-free. The maturity level also affects the composition of the water of coconut milk and the physico-chemical properties of the nuts [23]. As the maturity level increases, the amount of water decreases, which partially turns into a jelly-like mixture inside the coconut [24]. It is therefore clear that the maturity level has a significant effect on the physico-chemical properties of coconuts, and subsequently on the pressed oils.
Some studies deal with the use of coconut oil as a lubricant, mainly from the point of view of adding various nanoparticles to improve their properties [5,9]. From the published studies, it was observed that the influence of the maturity level of coconuts on the lubricating properties of the obtained oils was not investigated. Thus, the effect of coconut maturity level on the change in lubricating properties has not been described.
This paper presents and discusses the possibilities of using the oils obtained from coconuts with three different maturity levels as industrial lubricants. The aim of this research was to determine the compressive forces, deformations, specific mechanical energy, and the mathematical models for linear pressing; the amount of oil obtained; as well as the water concentration, viscosity, lubrication properties, and UV–visible spectral curves of the obtained oils.
2. Materials and Methods
2.1. Coconuts
Coconuts (Cocos nucifera L.) divided into three categories according to their maturity level (green, yellow, and brown) and harvested in Indonesia (North Sumatra region) were used in this experiment. The coconuts were harvested in April, June, and October of the same year. For the individual categories, the maturity level corresponded to premature, mature, and over-mature fruits. Coconut water was removed from the harvested coconuts, and whole coconuts were halved to obtain coconut meat.
The coconut meat was ground into particles of the same homogeneous size using an electric grater. The prepared mixture was subsequently dried in a Memmert UN 55 dryer (Memmert GmbH + Co. KG, Schwabach, Germany) at a constant temperature of 35 ± 2 °C. The drying temperature was chosen so as not to affect the physico-chemical properties of the subsequently obtained oils. The final moisture content of the dried material was Mc = 7.0 ± 0.5% (w.b.). The moisture content of the material was determined by drying in an oven according to the ASAE S410.1 method [25]. The weight of each sample was weighed using an electronic balance (Kern FCB 30K1, Kern & Sohn GmbH, Balingen, Germany). The dried material, known as copra, was used in the experiments. Using a Soxhlet apparatus, the oil content of copra Oc (%) was determined. The extraction was carried out for 6 h at 60 °C using petrolether. Samples of 10 g of material for Soxhlet extraction were used.
2.2. Compression Tests
A compression device (MPTest 5.050, Labortech, Opava, Czech Republic) was used in the compression tests. Copra was pressed in a metallic pressing vessel (Figure 1) equipped with a press plunger, with a diameter of 60 mm and a height of 100 mm [26]. The holes in the bottom of the pressing vessel allow the easy draining of the pressed oil.
The total weight of the pressed sample of copra was 100 g, which corresponds to a pressing height of 100 mm. This pressing height corresponds to the volume of the pressed sample of 28.275 × 10−5 m3. All compression experiments were performed at the rate of 10 mm.min−1, at room temperature of 21 ± 1 °C. The pressing forces ranged from 0 to 20 kN, values which are common for pressing natural materials [26]. A load of 20 kN corresponds to an equivalent pressure in the pressing vessel of 7.0735 MPa. For statistical evaluation, each pressing test was repeated six times.
A tangent function was used to fit the measured data. Data fitting was carried out in MathCad 14 software (PTC, Boston, MA, USA) using the genfit function, which uses the Levenberg–Marquardt algorithm for fitting functions [27,28]. Equation (1) can be used to express the dependence between the pressing force and the copra deformation [29].
where Fx—pressing force, N; A—constant, N; B—constant, mm−1; x—copra deformation, mm.
The area under the compressive force–deformation curve is expressed as deformation energy and was calculated using Equation (2) [30].
where Ex—deformation energy, J; Fn+1 and Fn—values of compressive force, N; Xn+1 and Xn—values of deformation, m.
The oil yield of copra was calculated using Equation (3) [31].
where Oγ—percentage oil yield (%); Ow—mass of oil, g; Om—mass of initial height, g.
Subsequently, the specific mechanical energy was determined as the ratio of deformation energy and total oil yield.
2.3. Analysis of Lubrication Properties
A WDT coulometer was used as standard to measure the water content of tested oil samples. The coulometric method enables the detection of small or even trace amounts of water in various solutions. Detection can be performed in solutions based on organic acids, hydrocarbons, alcohols, esters, and many other organic solvents. The Stabinger Viscometer was used to determine oil viscosity at 40 °C and 100 °C. This analyzer has similar precision to a gravimetric capillary viscometer and covers a wide measurement range with a single measuring cell. Each sample of oil was measured three times for water content and five times for viscosities. The friction was determined with the Reichert tester M2 (Figure 2), which belongs to a group of machines that simulate real friction.
The frictional contact was evaluated based on the bearing capacity of the lubricating film, which was in accordance with the standards [32] of the Petrotest company. The measurement was based on the principle of a test roller, which was tightly clamped and pushed by a weight onto a rotating collection ring (made of alloy steel) by a lever mechanism for a defined distance. The ring was partially immersed in the oil bath. During the measurement, a sufficient amount of tested oil was fed into contact between the test cylinder and the collector ring. Each test was repeated six times for statistical evaluation.
The lubricity of the tested oil was determined according to the size of the elliptical surface on the test cylinder [33]. The smaller the size of the wear area on the cylinder, the better the lubricating properties of the oil. Equation 4 was used to calculate the elliptical surface [34].
where A—elliptical wear area, mm2; l—length of elliptical wear area, mm; d—width of elliptical wear area, mm.
For a better understanding of the lubricity, the load-carrying capacity was evaluated using Equation (5).
where U—load-carrying capacity, N.cm−2; G—weight of load (1.5 kg); A—elliptical wear area, mm2.
The conditions under which the Reichert test was performed are presented in Table 1.
The device measures the length l and width d of the elliptical wear surface A, which evaluates the bearing capacity of the lubricating film and then indicates the accuracy and range of the measurement. As a reference, motor oil with performance classification API SN/CF, ACEA A3/B3 and viscosity specification 5W–40 was used. A four-ball tribometer was used to determine the friction torque and to calculate the friction coefficient. The test was performed according to the ASTM D 5183-05 standard [35], at a speed of 600 rpm and a load of 40 kg.
2.4. Analysis of the Wear Surface Using an Electron Microscope
Wear area after the Reichert test was studied using a scanning electron microscope (Tescan Mira3, Czech Republic). The observation was prepared in the secondary electron mode with an accelerating voltage of 10 kV.
2.5. Determination of UV Spectral Parameters
The obtained coconut oils for different types of maturity level were analyzed using the spectrophotometer VIS UV-21 (SpektrometrOnda, Carpi, Italy). The absorbance of the obtained oil samples for different wavelengths was determined. Individual oil samples were placed in UV transparent quartz sampling cuvettes with dimensions of 10 × 10 × 30 mm. Absorbance characteristics were determined using a single-beam UV spectrophotometer. The measurement was carried out at a wavelength of 325–600 nm. Distilled water was used as a reference value to determine the absorbance. After the measurement, each quartz cuvette was cleaned with alcohol, and the measurement was repeated one by one.
3. Results
The physical parameters of copra such as moisture content Mc = 6.9 ± 0.5% (w.b.) and particle size Ps = 3.2 ± 0.3 mm were constant. The oil content of copra Oc was 61.3, 65.7, and 66.8% for the green, yellow, and brown type, respectively. The measured values of single pressing curves for the different types of coconut are shown in Figure 3. The measured values of pressing force and deformation for the individual types of coconuts were fitted using a tangent curve.
The function is described by Equation (1), and the individual coefficients of the equation are listed in Table 2.
The coefficients of the equation were determined in MathCad 14 software (PTC, USA) using the genfit function, which uses the Levenberg–Marquardt algorithm [27,28]. A very strong dependence between the measured values and the proposed model (Equation (1)) is shown by the statistical analysis ANOVA (analysis of variance), which proves the suitability of using the tangent function for data fitting. The measured values of compressive force for the different types of coconuts and results from the tangent model (Equation (1)) were statistically significant at the level of significance of 0.05. This means that Fcrit values (specific value comparing two models) were higher than Frat values (F—test value), and p-values (significance level at which the hypothesis of equality of models can be rejected) were higher than 0.05 (Table 2). This is also confirmed by the very high value of the coefficient of determination R2. The deformation energy was calculated using Equation (2) and is 230, 190, and 180 J for the green, yellow, and brown type, respectively. The measured values of deformation energy are significantly lower than those of other types of oilseeds [36]. Based on the calculated energy and the obtained oil, the specific mechanical energy was determined, and its values are shown in Figure 4.
In terms of the energy consumption of oil pressing, the most suitable variant is the brown type, which achieved a 17.4% lower specific energy per gram of obtained oil compared with the other types. Similar values were also measured by the authors of [26], who studied the energy intensity of coconut oil pressing. The oil yield was calculated using Equation (3) and is 0.192, 0.224, and 0.247 for the green, yellow, and brown type, respectively. Regarding the chemical and lubrication properties, one of the parameters that has been calculated is the water concentration, which is shown in Figure 5.
From Figure 5, it is obvious that the green type has a slightly lower concentration of water than the yellow type. The water content also affects the viscosity value. A lower viscosity value was measured for the yellow type, as presented in Table 3.
Viscosity is the basic property of a machine lubricant. It expresses the degree of resistance to flow. It is evident from the measured values that the individual types of coconut oils show comparable viscosity values. No significant influence of the maturity level of the coconuts on the change in the dynamic and kinematic viscosity of the obtained oils was found. With oils that have a very low viscosity, there is a possibility of metal-to-metal contact between machine parts. This is due to the very thin layer of lubricating film in low-viscosity oil. On the other hand, oils with a high viscosity may stop the flow of lubricating oil and thus reduce the lubrication effect. The lower viscosity of the yellow type is partially due to its higher content of water. The measured values of the kinematic viscosity of virgin coconut oil (27.5 ± 0.5 mm2/s) are comparable to the published results of other authors [37,38]. Study [13] reported a kinematic viscosity of coconut oil of 27.82 mm2/s at a temperature of 40 °C, and 7.07 mm2/s at a temperature of 100 °C. Oil viscosity decreases with increasing temperature due to the momentum in the fluid molecules. The speed of oil molecules increases with increasing temperature, which causes the intermolecular force between the molecules to decrease and thus the viscosity of the oil to decrease [39,40]. The myristic and lauric acid content of coconut oil also causes a thick lubricating oil film [41,42]. Coconut oil has a lower kinematic viscosity value compared with other natural oils, such as rapeseed (45.6 mm2/s [43]), mustard (44.1 mm2.s−1 [44]), and jatropha (35.4 mm2/s [45]). In general, the viscosity of natural oils is lower than that of industrial oils. In terms of molecular weight, the natural oils achieve higher consistency than mineral oils, and therefore they also have a higher viscosity index [44]. The measured values of oil density are presented in Table 4.
It is clear from the measured density values of the individual coconut oils that there are no significant differences. Other natural oils reach a similar density value, which is a basic prerequisite for easy homogeneous mixing [10].
According to study [41], the carbon chains of vegetable oils and unsaturated fatty acids provide a stable lubricating film layer comparable to mineral oils. These findings also correspond with the results of the Reichert test.
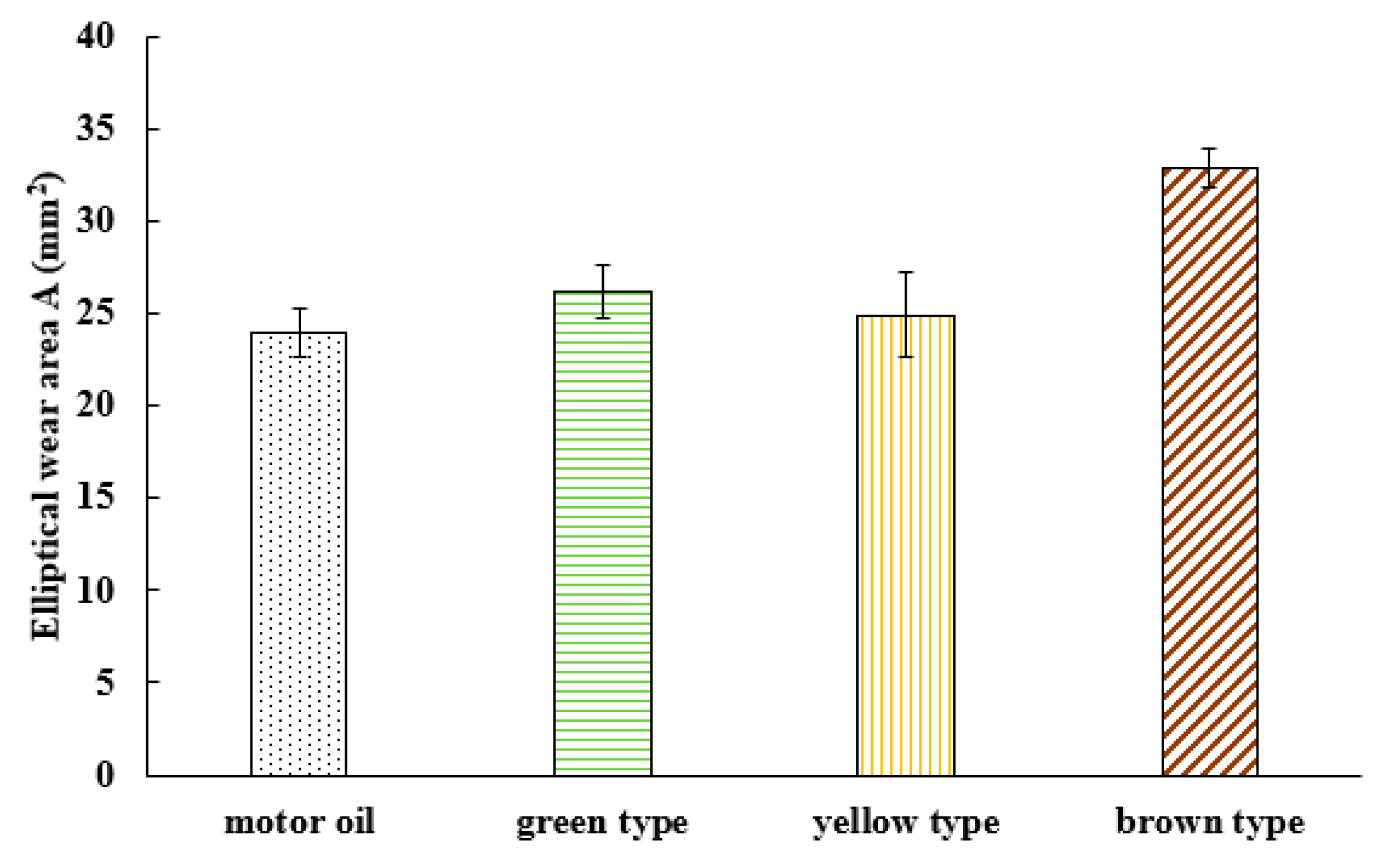
The results of the Reichert tester measurements (Figure 6) show that the lubrication properties of the green and yellow types are similar to those of the sample of motor oil. On the other hand, the brown type shows a larger area of friction wear.
The authors of study [42] focused on testing the lubricating properties of oils pressed from jatropha seeds. Jatropha oil shows better lubricating properties, i.e., a smaller wear area than that of coconut oils. The size of the wear area of the Reichert test was around 19.5 mm2 in the case of jatropha oil. In study [16], a similar experiment was conducted concerning a comparison of different samples of coconut, including measurements of lubrication properties with the four-ball test. The experiment yielded similar results. Study [9] compared the lubricating properties of coconut oil and mineral oil. A lower coefficient of friction and better oxidation properties were found for coconut oil. In general, the natural oils can be used as boundary lubricants because, due to their high polarity, they have a high affinity for lubricated surfaces. The lubricating properties of the oil are influenced by the ability of its molecules to attract the surface lattice of the metal and subsequently to react with it [46]. Similar friction coefficient results for coconut oil were also found by other authors [9].
The load-carrying capacity was evaluated using Equation 5, and its values were 1145, 1206, and 858 N.cm−2 for the green, yellow, and brown type, respectively. Friction coefficient values were determined using a four-ball testing machine and are shown in Table 4. Friction coefficient values are affected by free fatty acids and their carbon chain length [47]. Coconut oil consists of fatty acids with a shorter carbon chain length and thus exhibits higher friction coefficient values than do other natural oils [48]. Higher values of the coefficient of friction were determined for the brown type of coconut. The lowest values of the coefficient of friction (0.0823 ± 0.0012) were determined in the green type. Study [39] reported a coefficient of friction value for sunflower oil that was significantly lower than for coconut oil. In general, coconut oil is a very good lubricant in terms of its friction coefficient. However, it has a higher wear rate than commercial lubricants. The use of coconut oil as a lubricant is also limited by other issues, such as oxidation stability and properties at low temperatures, especially the pour point.
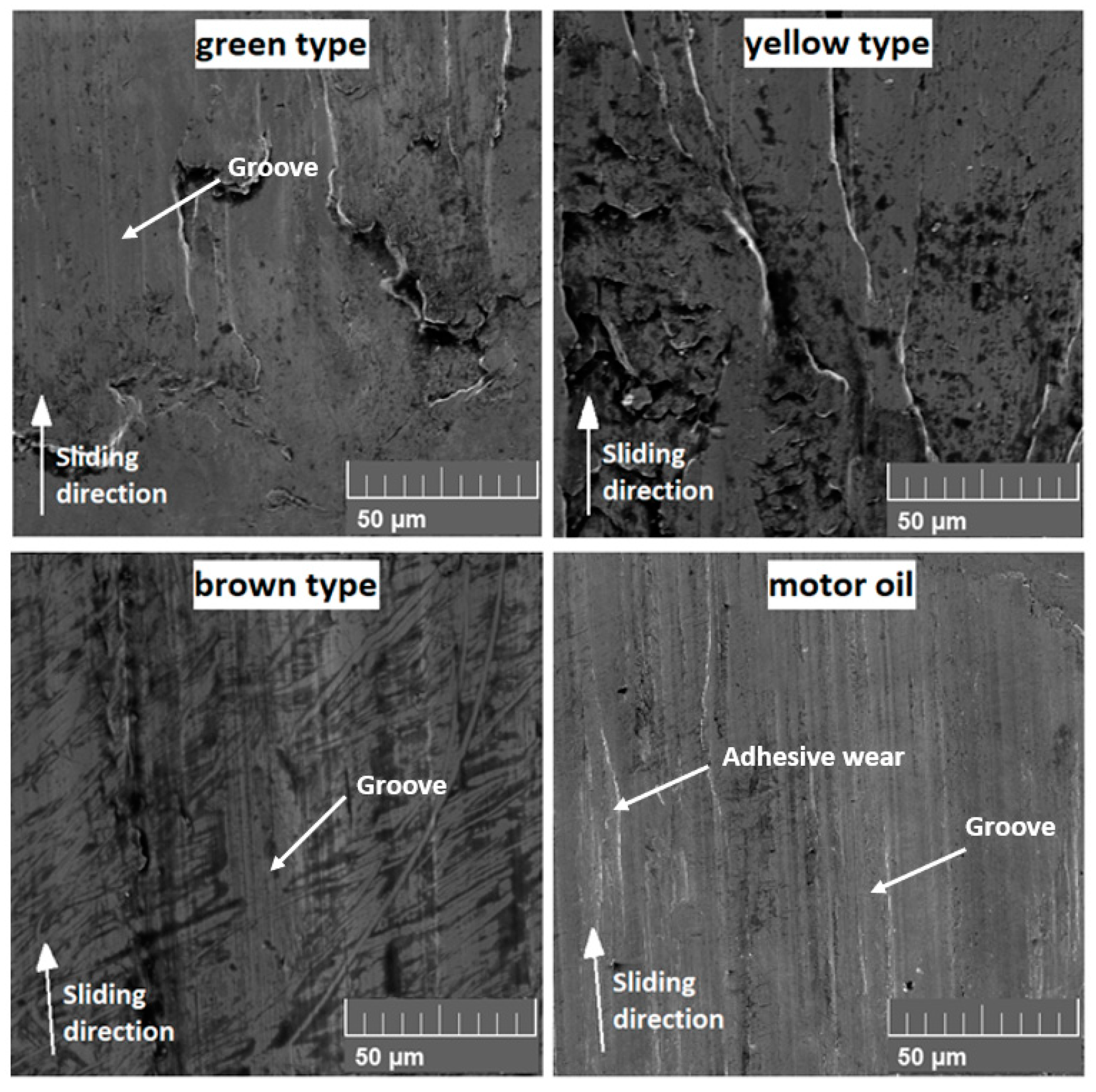
The worn surface of the pin after the Reichert test was analyzed using scanning electron microscopy (SEM), which is shown in Figure 7. The images show different pins for different types of lubricants.
Individual images show the presence of adhesive wear. Only the motor oil variant shows small areas of adhesive wear. The picture shows a groove parallel to the sliding wear direction, which is an indication of abrasive wear. The presence of grooves is visible especially in the brown type. In this case, deep grooves in the sliding direction are visible. In contrast, almost no grooves are visible in the green and yellow types. It is therefore possible to conclude that the green and yellow types have lower abrasive wear than the brown type. The green and yellow types show similar results to those reported in study [42] for jatropha and moringa oil. The individual images show a similar type of wear at a 60 µm scan scale for jatropha and moringa oil.
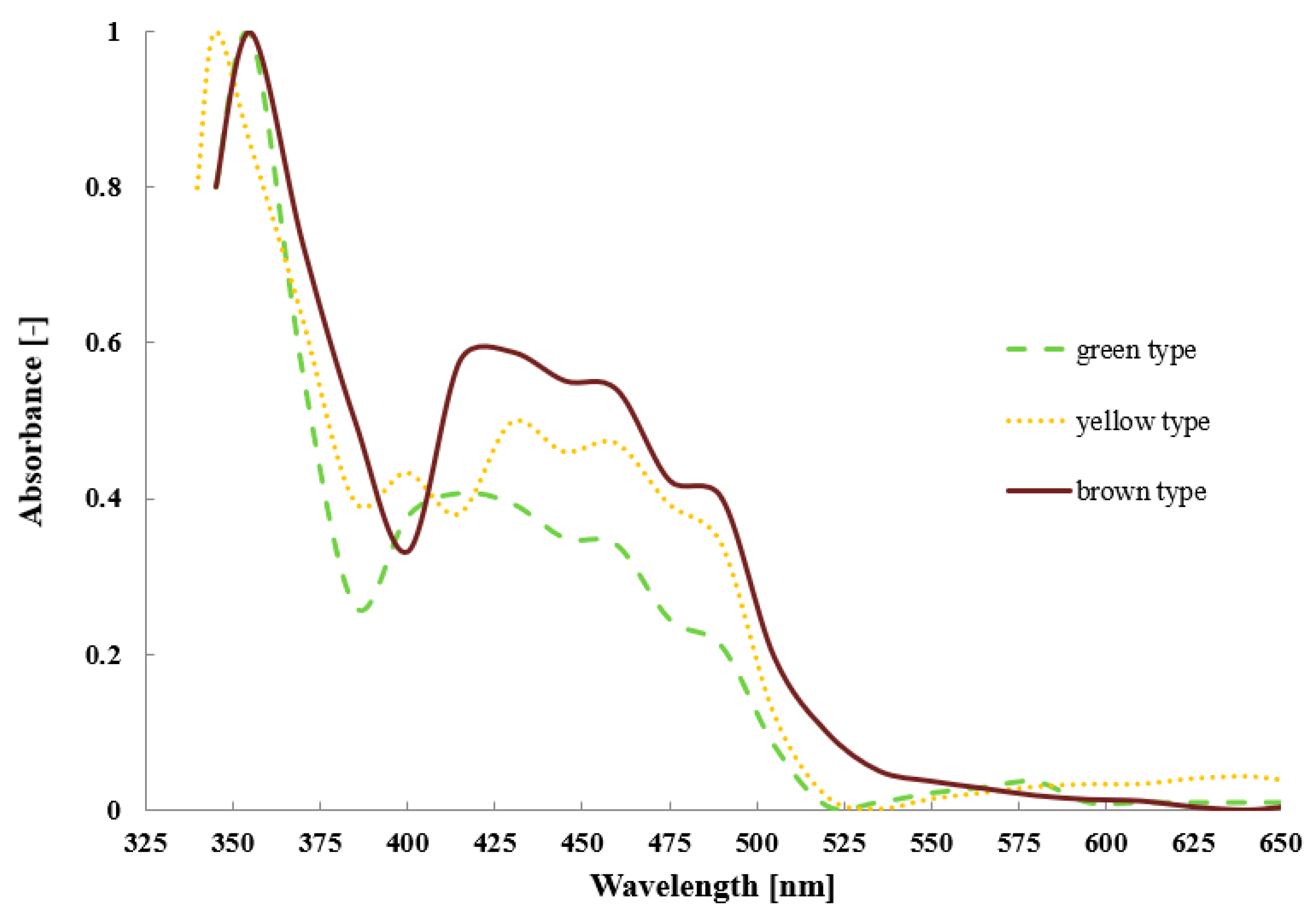
The measured absorbance values of the individual types of coconut oils in the wavelength range of 325–600 nm are shown in Figure 8. The indicated wavelength represents the UV–visible absorption spectrum. The spectra showed a wide level of variation with predominant peaks at 355 and 425 nm. The measured curves for the individual types of coconut oil show similar absorbance values and the same peak band. A very strong absorption peak at 350 nm is seen in all types of oils and is probably due to chlorophyll and carotenoid pigments [49]. Two absorbance peaks in the 325–600 nm wavelength band are typical for coconut oil. Similar curves are reported by other authors for virgin coconut oil [50].
4. Conclusions
The specific mechanical energy for linear pressing of the green, yellow, and brown types of coconut was 22.3, 20.7, and 18.5 J·goil−1, respectively. The compressive curves were fitted using a tangent equation, and the coefficients were determined. The proposed model of coconut pressing curves was statistically analyzed. The lowest oil viscosity values were measured for the yellow type. The sizes of the wear areas for the yellow and green types were 25.7 and 24.4 mm2, respectively, and reached the same values as for motor oil. Significantly higher wear was recorded for the brown type of coconut with a wear area of 34.3 mm2. From the measured results, it can be concluded that the green and yellow coconuts had better lubricating properties than the brown type. Future studies could focus on the oxidative stability of the obtained oils using FT-IR spectroscopy. Another goal of future research could be to focus on corrosion protection, which is generally a problem when using natural oils as lubricants. The issue of the pour point of coconut oil when used in industrial applications also needs to be investigated in the future. Since coconut oil is more environmentally friendly than mineral oils, it makes sense to continue research into the use of coconut oil as an industrial lubricant.
Author Contributions
Conceptualization, Č.M., Z.A. and D.H.; methodology, R.A.M.N., A.K. and P.H.; software, Č.M. and Z.A.; validation, D.H. and R.A.M.N.; formal analysis, A.K., P.H. and N.U.; investigation, Č.M., Z.A., D.H. and R.A.M.N.; resources, A.K., P.H. and N.U.; data curation, A.K. and P.H.; writing—original draft preparation, Č.M., Z.A., D.H. and P.H.; writing—review and editing, Č.M. and N.U.; visualization, Č.M. and N.U.; supervision, Č.M.; funding acquisition, N.U. All authors have read and agreed to the published version of the manuscript.
Funding
The study was supported by the Internal Grant Agency of the Faculty of Engineering, Czech University of Life Sciences Prague, Grant Number: IGA 2022: 31130/3103/1312. The APC was funded by National University of Science and Technology Politehnica Bucharest, Romania, within the PubArt Program.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yong, J.W.H.; Ge, L.; Ng, Y.F.; Tan, S.N. The Chemical Composition and Biological Properties of Coconut (Cocos nucifera L.). Water. Mol. 2009, 14, 5144–5164. [Google Scholar] [CrossRef] [PubMed]
- Pandiselvam, R.; Kaavya, R.; Martinez Monteagudo, S.I.; Divya, V.; Jain, S.; Khanashyam, A.C.; Kothakota, A.; Prasath, V.A.; Ramesh, S.V.; Sruthi, N.U.; et al. Contemporary Developments and Emerging Trends in the Application of Spectroscopy Techniques: A Particular Reference to Coconut (Cocos nucifera L.). Molecules 2022, 27, 3250. [Google Scholar] [CrossRef]
- Ionescu, M.; Voicu, G.; Biriș, S.-Ș.; Matache, M.; Ștefan, E.M. Mathematical models for expressing the oil extraction at screw presses. Sci. Bull. Univ. Politeh. Buchar. Ser. D Mech. Eng. 2015, 77, 249–260. [Google Scholar]
- Ionescu, M.; Voicu, G.; Biriș, S.Ș.; Ștefan, E.M.; Ungureanu, N.; Dincă, M. Determination of some mechanical properties for oilseeds using uniaxial compression tests. INMATEH Agric. Eng. 2016, 49, 71–76. [Google Scholar]
- Cristea, O.D.; Catană, L.; Brăcăcescu, C.; Bălțatu, C.; Vlăduțoiu, L.; Grigore, I.; Ungureanu, N. Processing methods of wine by-products to obtain grape seed oil and grape seed flour as functional ingredients for food fortification. In Proceedings of the 48th International Symposium “Actual Tasks on Agricultural Engineering”, Croatia, Opatija, 2–4 March 2021; pp. 445–454. [Google Scholar]
- Sorokova, N.; Didur, V.; Variny, M. Mathematical Modeling of Heat and Mass Transfer during Moisture–Heat Treatment of Castor Beans to Improve the Quality of Vegetable Oil. Agriculture 2022, 12, 1356. [Google Scholar] [CrossRef]
- Bargale, P.C. Mechanical Oil Expression from Selected Oilseeds under Uniaxial Compression; University of Saskatchewan: Saskatoon, SK, Canada, 1997. [Google Scholar]
- Khor, Y.P.; Koh, S.P.; Long, K.; Long, S.; Ahmad, S.Z.; Tan, C.P. A comparative study of the physicochemical properties of a virgin coconut oil emulsion and commercial food supplement emulsions. Molecules 2014, 19, 9187–9202. [Google Scholar] [CrossRef]
- Jayadas, N.H.; Nair, K.P.; Ajithkumar, G. Tribological evaluation of coconut oil as an environment-friendly lubricant. Tribol. Int. 2007, 40, 350–354. [Google Scholar] [CrossRef]
- Pengon, S.; Chinatangkul, N.; Limmatvapirat, C.; Limmatvapirat, S. The effect of surfactant on the physical properties of coconut oil nanoemulsions. Asian J. Pharm. Sci. 2018, 13, 409–414. [Google Scholar] [CrossRef] [PubMed]
- Nevin, K.G.; Rajamohan, T. Virgin coconut oil supplemented diet increases the antioxidant status in rats. Food Chem. 2006, 99, 260–266. [Google Scholar] [CrossRef]
- Zareh-Desari, B.; Davoodi, B. Assessing the lubrication performance of vegetable oil-based nano-lubricants for environmentally conscious metal forming processes. J. Clean. Prod. 2016, 135, 1198–1209. [Google Scholar] [CrossRef]
- Sajeeb, A.; Rajendrakumar, P.K. Comparative evaluation of lubricant properties of biodegradable blend of coconut and mustard oil. J. Clean. Prod. 2019, 240, 118–255. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Sharma, B.K.; Perez, J.M. Oxidation and low temperature stability of vegetable oil-based lubricants. Ind. Crops Prod. 2006, 24, 292–299. [Google Scholar] [CrossRef]
- Ohkawa, S.A.; Konishi, H.; Hatano, K.; Tanaka, K.; Iwamura, M. Oxidation and corrosion characteristics of vegetable base biodegradable hydraulic oils. J. Fuels Lubr. 1995, 104, 737–745. [Google Scholar]
- Mannekote, J.K.; Kailas, S.V.; Venkatesh, K.; Kathyayini, N. Environmentally friendly functional fluids from renewable and sustainable sources. Renew. Sustain. Energy Rev. 2018, 81, 1787–1801. [Google Scholar] [CrossRef]
- Srivastava, A.; Sahai, P. Vegetable oils as lube basestocks: A review. Afr. J. Biotechnol. 2013, 12, 880–891. [Google Scholar]
- Panchal, T.M.; Patel, A.; Chauhan, D.D.; Thomas, M.; Patel, J.V. A methodological review on bio-lubricants from vegetable oil based resources. Renew. Sustain. Energy Rev. 2017, 70, 65–70. [Google Scholar] [CrossRef]
- Torrecilla, J.S.; Rojo, E.; Domínguez, J.C.; Rodríguez, F. Linear and non linear chemometric models to quantify the adulteration of extra virgin olive oil. Talanta 2010, 83, 404–409. [Google Scholar] [CrossRef]
- Leong, Y.S.; Ker, P.J.; Jamaludin, M.Z.; Nomanbhay, S.M.; Ismail, A.; Abdullah, F.; Looe, H.M.; Lo, C.K. UV-Vis Spectroscopy: A New Approach for Assessing the Color Index of Transformer Insulating Oil. Sensors 2018, 18, 2175. [Google Scholar] [CrossRef]
- Zhou, J.; Xiong, Y.; Gong, Y.; Liu, X. Analysis of the oxidative degradation of biodiesel blends using FTIR, UV–Vis, TGA and TD-DES methods. Fuel 2017, 202, 23–28. [Google Scholar] [CrossRef]
- Macián, V.; Tormos, B.; Barberá, A.G.; Balaguer, A. Application assessment of UV–vis and NIR spectroscopy for the quantification of fuel dilution problems on used engine oils. Fuel 2023, 333, 126350. [Google Scholar] [CrossRef]
- Tan, T.H.; Cheng, L.H.; Bhat, R.; Rusul, G.; Easa, A.M. Composition, physicochemical properties and thermal inactivation kinetics of polyphenol oxidase and peroxidase from coconut (Cocos nucifera) water obtained from immature, mature and overly-mature coconut. Food Chem. 2014, 142, 128. [Google Scholar] [CrossRef] [PubMed]
- Jackson, J.C.; Gordon, A.; Wizzard, G.; McCook, K.; Rolle, R. Changes in chemical composition of coconut (Cocos nucifera) water during maturation of the fruit. J. Sci. Food Agric. 2004, 84, 1049–1052. [Google Scholar] [CrossRef]
- ASAE S410.1 DEC97; Moisture Measurement of Peanut. The Society for Engineering in Agricultural, Food, and Biological Systems: St. Joseph, MI, USA, 1998; pp. 560–561.
- Kabutey, A.; Herak, D.; Chotěborský, R.; Dajbych, O.; Divišová, M.; Boarti, W.E. Linear pressing analysis of Jatropha curcas L. seeds using different pressing vessel diameters and seed pressing heights. Biosyst. Eng. 2013, 115, 43–49. [Google Scholar] [CrossRef]
- Marquardt, D.W. An algorithm for the least-squares estimation of nonlinear parameters, SIAM. J. Appl. Math. 1963, 11, 431–441. [Google Scholar]
- Lourakis, M.I.A. A Brief Description of the Levenberg-Marquardt Algorithm Implemented by Levmar. Foundation for Research and Technology. 2005. [Google Scholar]
- Herák, D.; Gurdil, G.; Sedlaček, A.; Dajbych, O.; Simanjuntak, S. Energy demands for pressing Jatropha curcas L. seeds. Biosyst. Eng. 2010, 106, 527–534. [Google Scholar] [CrossRef]
- Herák, D.; Kabutey, A.; Sedláček, A.; Gurdil, G. Mechanical behaviour of several layers of selected plant seeds under compression loading. Res. Agric. Eng. 2012, 58, 24–29. [Google Scholar] [CrossRef]
- Deli, S.; Farah Masturah, M.; Tajul Aris, Y.; Wan Nadiah, W.A. The effects of physical parameters of the screw press oil expeller on oil yield from Nigella sativa L. seeds. J. Int. Food Res. 2011, 18, 1367–1373. [Google Scholar]
- Friction and Wear Tester by Reichert M2, Datasheet: 15-0035; Petrotest® Instruments GmbH & Co. KG: Dahlewitz, Germany, 2022.
- Ruggiero, A.; Damato, R.; Merola, M.; Valášek, P.; Müller, M. Tribological characterization of vegetal lubricants: Comparative experimental investigation on Jatropha curcas L. oil, Rapeseed Methyl Ester oil, Hydrotreated Rapeseed oil. Tribol. Int. 2017, 109, 529–540. [Google Scholar] [CrossRef]
- Aleš, Z.; Pavlů, J.; Hromasová, M.; Svobodová, J. Tribological Properties of Brass Surfaces Machined by Abrasive—Free Ultrasonic Finishing Process. Manuf. Technol. 2019, 19, 3–8. [Google Scholar] [CrossRef]
- ASTM D 5183-05; Standard Test Method for Determination of the Coefficient of Friction of Lubricants Using the Four-Ball Wear Test Machine. ASTM International: West Conshohocken, PA, USA, 1999.
- Neha Deepak, S.; Nathi Ram, C. Physio-chemical study of traditional lubricant SAE 20 W40 and virgin coconut oil using TiO2 nano-additives. Mater. Today Proc. 2021, 42, 1024–1029. [Google Scholar] [CrossRef]
- Mizera, Č.; Herák, D.; Hrabě, P.; Saller, T. Linear pressing of coconut copra meal (Cocos nucifera L.) under different temperatures. Agron. Res. 2019, 17, 1132–1137. [Google Scholar] [CrossRef]
- Mia, S.; Ohno, N. Prospect of mustard and coconut oil as environment friendly lubricant for Bangladesh. In ICEAB 2010: Proceedings of International Conference on Environmental Aspects of Bangladesh, Kitakyushu, Japan, 4 September 2010; BENJapan: Kitakyushu, Japan, 2010. [Google Scholar]
- Aravind, A.; Joy, M.L.; Nair, K.P. Lubricant properties of biodegradable rubber tree seed (Hevea brasiliensis Muell. Arg) oil. Ind. Crops Prod. 2015, 74, 14–19. [Google Scholar] [CrossRef]
- Wang, K.Q. Measurement of Viscosity of Lubricant Used in SD1110 Diesel Engines. Intern. Combust. Engines 2006, 1, 37–38. [Google Scholar]
- Gonçalves, J.F.S.; Souza, M.C.; Lutif, S.Y.S.; Pereira, K.; Gomes, J.O.; Marques, Y. Tribological behavior of oil moringa in tests for sliding friction. Rev. Tecnol. 2015, 295–304. [Google Scholar] [CrossRef]
- Souza, M.C.; Gonçalves, J.F.S.; Gonçalves, P.C.; Lutif, S.Y.S.; Gomes, J.O. Use of Jatropha and Moringa oils for lubricants: Metalworking fluids more environmental-friendly. Ind. Crops. Prod. 2019, 129, 594–603. [Google Scholar] [CrossRef]
- Kreivaitis, R.; Padgurskas, J.; Gumbyte, M.; Makareviciene, V.; Spruogis, B. The influence of oxidation on tribological properties of rapeseed oil. Transport 2011, 26, 121–127. [Google Scholar] [CrossRef]
- Sammaiah, A.; Padmaja, K.V.; Prasad, R.B. Synthesis of epoxy jatropha oil and its evaluation for lubricant properties. J. Oleo Sci. 2014, 63, 637–643. [Google Scholar] [CrossRef]
- Arumugam, S.; Sriram, G. Effect of bio-lubricant and biodiesel-contaminated lubricant on tribological behavior of cylinder liner–piston ring combination. Tribo Trans. 2012, 55, 438–445. [Google Scholar] [CrossRef]
- Bart, J.C.; Gucciardi, E.; Cavallaro, S. Biolubricants: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Havet, L.; Blouet, J.; Robbe, F.; Brasseur, E. Tribological characteristics of some environmentally friendly lubricants. Wear 2001, 248, 140–146. [Google Scholar] [CrossRef]
- Jayadas, N.; Prabhakaran Nair, K. Study of the anti-wear properties of coconut oil using quantum chemical calculations and tribological tests. J. Tribol. 2006, 128, 654–659. [Google Scholar] [CrossRef]
- González, M.F.; Barbero, G.F.; Álvarez, J.A.; Ruiz, A.; Palma, M.; Ayuso, J. Authentication of virgin olive oil by a novel curve resolution approach combined with visible spectroscopy. Food Chem. 2017, 220, 331–336. [Google Scholar] [CrossRef] [PubMed]
- Nader, K.R. Spectral and Nonlinear Properties of Coconut Oil. J. Phys. Conf. Ser. 2021, 2114, 012035. [Google Scholar] [CrossRef]
Figure 1.
Schematic of a pressing vessel with a plunger diameter of 60 mm and the compression test.
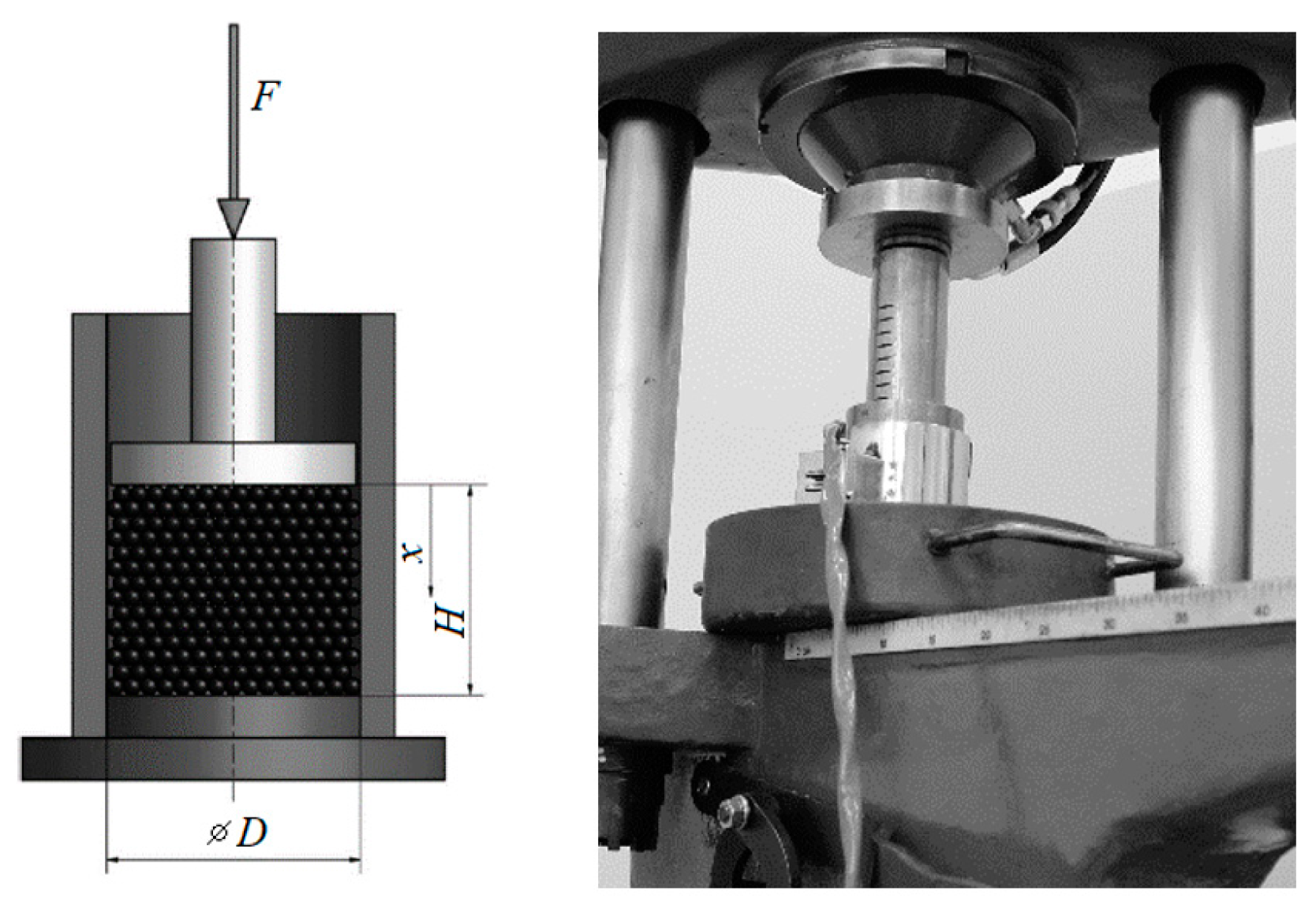
Figure 2.
Reichert Friction and Wear Tester with used test roller.
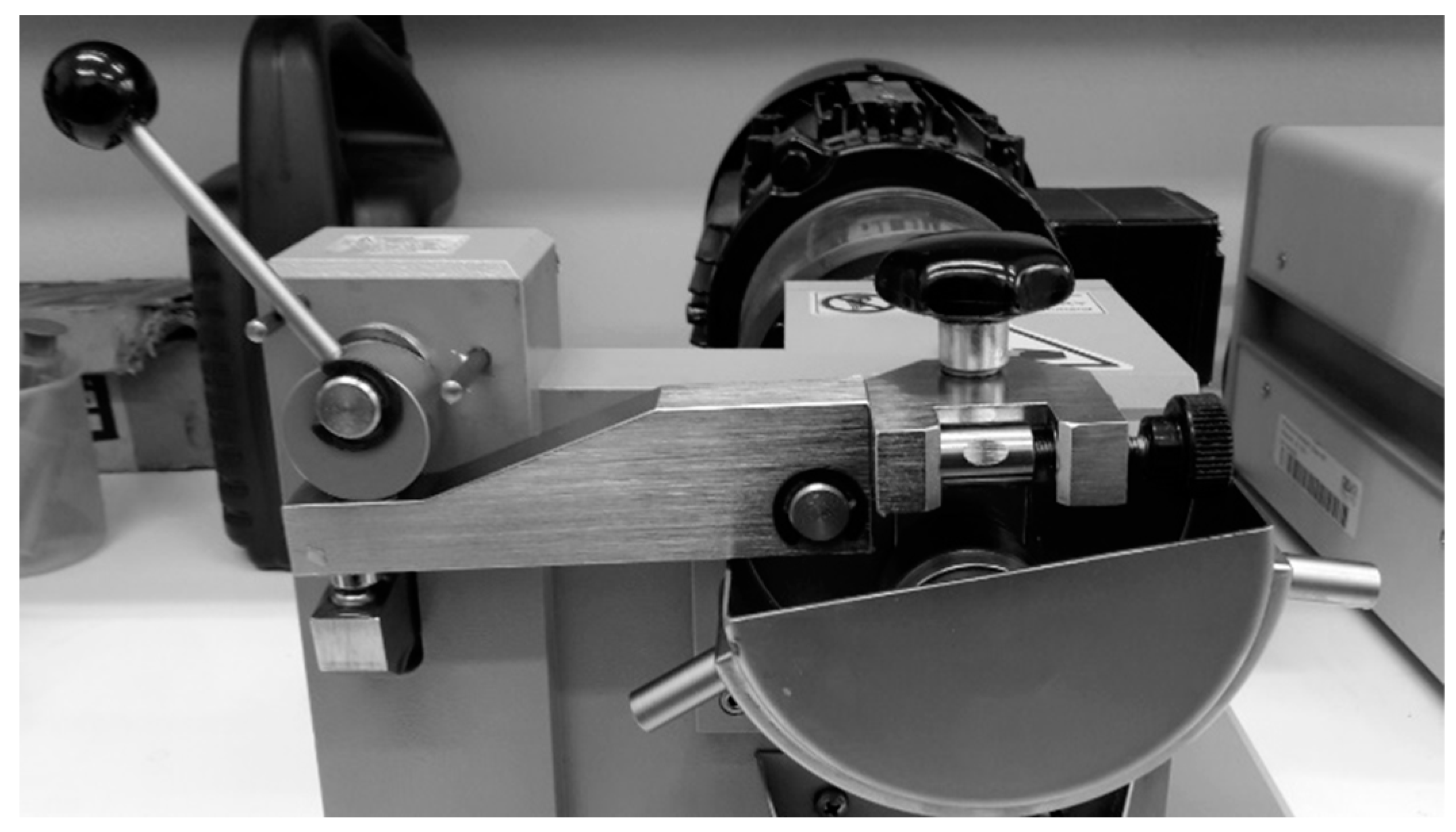
Figure 3.
Measured values and fitted model for different types of coconuts with displayed amounts of coefficients of variation.
Figure 3.
Measured values and fitted model for different types of coconuts with displayed amounts of coefficients of variation.
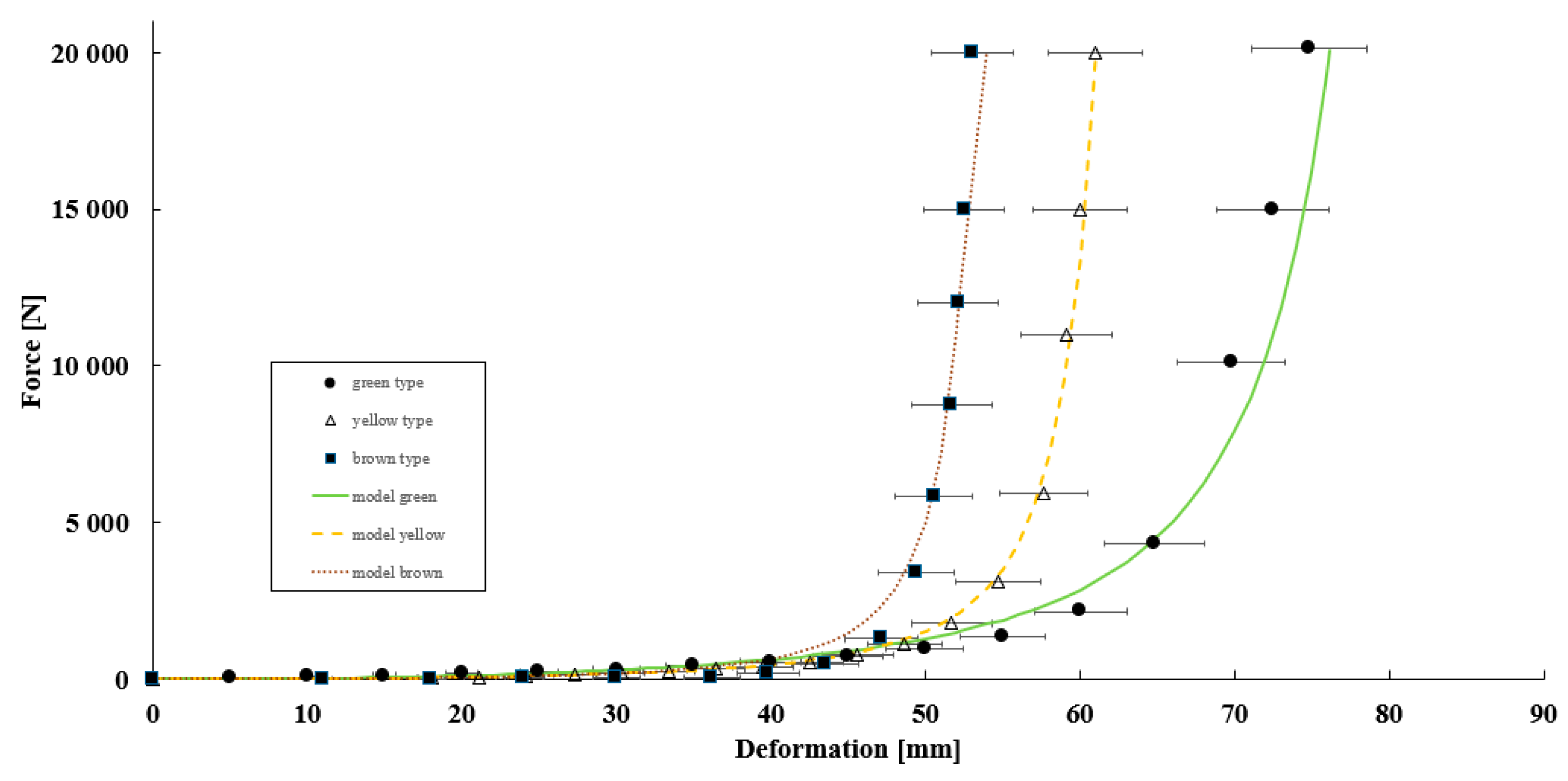
Figure 4.
Energy consumption per gram of oil obtained from different types of coconut.
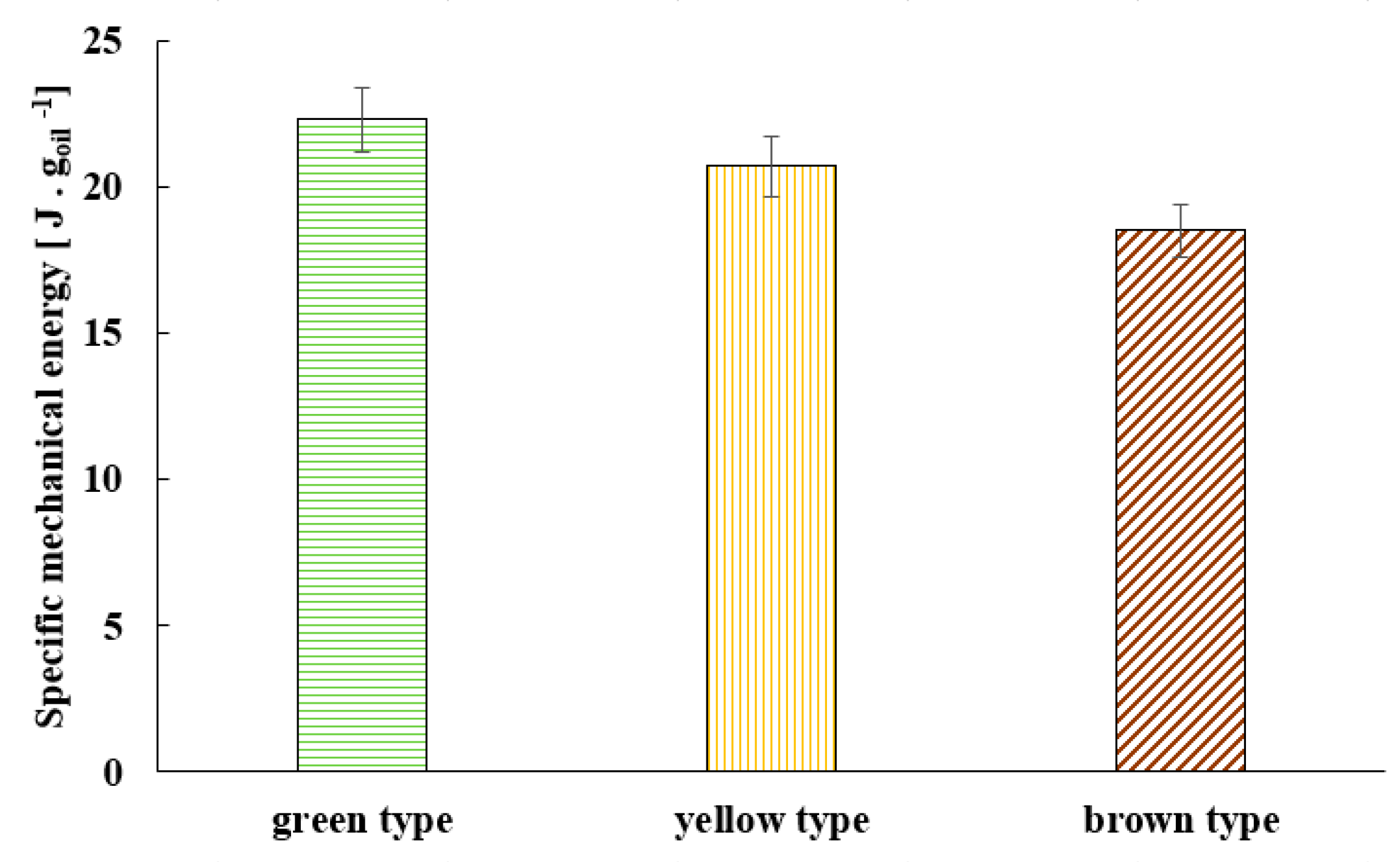
Figure 5.
Water concentration in the obtained oils.

Figure 6.
Elliptical wear area A with standard deviation.

Figure 7.
SEM images of the pin after Reichert test for different types of coconut oil and motor oil.
Figure 7.
SEM images of the pin after Reichert test for different types of coconut oil and motor oil.
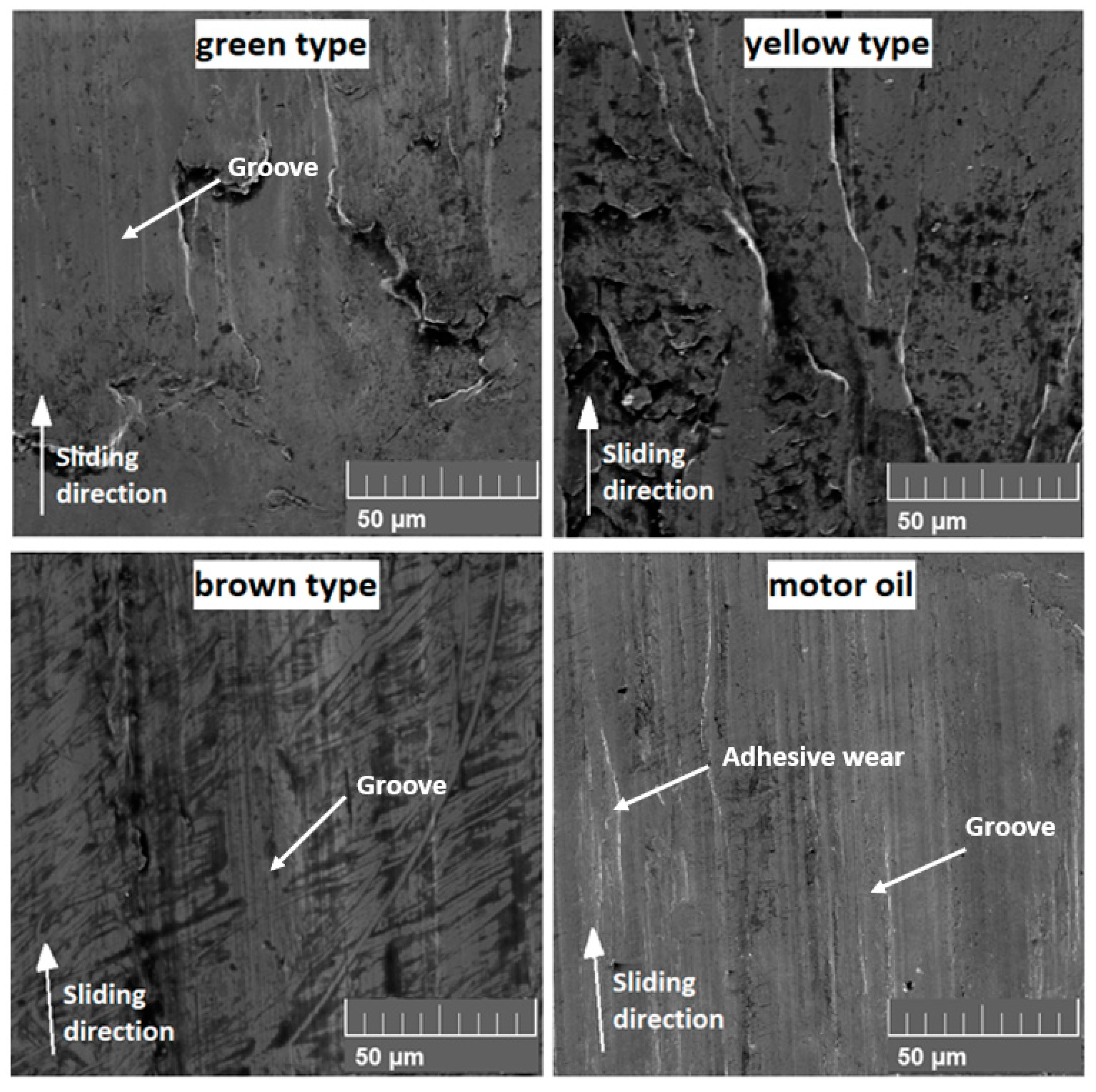
Figure 8.
The absorption of oil obtained from different types of coconut.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Conditions of Reichert test.
| Load | 1.5 kg |
|---|---|
| Test duration | 100 m |
| Sliding speed | 1.7 m·s−1 |
| Sample volume | 25 mL |
| Temperature | 22 °C |
| Roll material | steel, Petrotest 150021 |
| Ring material | steel, Petrotest 150023 |
Table 2.
Calculated coefficients of the mechanical pressing model for different types of coconut and their statistical analysis.
Table 2.
Calculated coefficients of the mechanical pressing model for different types of coconut and their statistical analysis.
| Type | A (N) | B (m−1) | Frat (-) | Fcrit (-) | Pvalue (-) | R2 (-) |
|---|---|---|---|---|---|---|
| Green | 816 | 0.018 | 2.72 × 10−3 | 4.13 | 0.959 | 0.992 |
| Yellow | 230 | 0.024 | 5.65 × 10−3 | 4.13 | 0.981 | 0.998 |
| Brown | 154 | 0.028 | 4.99 × 10−3 | 4.196 | 0.944 | 0.995 |
Table 3.
Viscosity properties of obtained oils; data in the table are means ± SD.
| Type | Dynamic Viscosity at 40 °C (mPa·s) | Kinematic Viscosity at 40 °C (mm2·s−1) | Dynamic Viscosity at 100 °C (mPa·s) | Kinematic Viscosity at 100 °C (mm2·s−1) |
|---|---|---|---|---|
| Green | 25.7380 ± 0.0609 | 28.2420 ± 0.0694 | 5.3370 ± 0.0391 | 6.1450 ± 0.0478 |
| Yellow | 24.7970 ± 0.0323 | 27.1880 ± 0.0250 | 5.0950 ± 0.0063 | 5.8590 ± 0.0058 |
| Brown | 25.1030 ± 0.0466 | 27.4420 ± 0.0519 | 5.6430 ± 0.0193 | 6.4970 ± 0.0217 |
| Motor oil SAE 5W-40 | 76.5510 ± 0.0914 | 90.9030 ± 0.1770 | 11.6190 ± 0.0153 | 14.4430 ± 0.0182 |
Table 4.
Density and coefficient of friction of obtained oils and motor oil; data in the table are means ± SD.
Table 4.
Density and coefficient of friction of obtained oils and motor oil; data in the table are means ± SD.
| Type | Density at 40 °C (g·cm−3) | Density at 100 °C (g·cm−3) | Coefficient of Friction (-) |
|---|---|---|---|
| Green | 0.9100 ± 0.0004 | 0.8690 ± 0.0009 | 0.0823 ± 0.0012 |
| Yellow | 0.9150 ± 0.0021 | 0.8690 ± 0.0012 | 0.0871 ± 0.0023 |
| Brown | 0.9120 ± 0.0003 | 0.8700 ± 0.0004 | 0.0937 ± 0.0039 |
| Motor oil SAE 5W-40 | 0.8420 ± 0.0008 | 0.8050 ± 0.0011 | 0.1066 ± 0.0044 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Mizera, Č.; Aleš, Z.; Herák, D.; Hrabě, P.; Kabutey, A.; Napitupulu, R.A.M.; Ungureanu, N. Mechanical Pressing of Coconut Oil and Evaluation of Its Lubricant Properties. Processes 2023, 11, 3034. https://doi.org/10.3390/pr11103034
AMA Style
Mizera Č, Aleš Z, Herák D, Hrabě P, Kabutey A, Napitupulu RAM, Ungureanu N. Mechanical Pressing of Coconut Oil and Evaluation of Its Lubricant Properties. Processes. 2023; 11(10):3034. https://doi.org/10.3390/pr11103034
Chicago/Turabian StyleMizera, Čestmír, Zdeněk Aleš, David Herák, Petr Hrabě, Abraham Kabutey, Richard A. M. Napitupulu, and Nicoleta Ungureanu. 2023. "Mechanical Pressing of Coconut Oil and Evaluation of Its Lubricant Properties" Processes 11, no. 10: 3034. https://doi.org/10.3390/pr11103034
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.