
Optimization of Low-Carbon and Highly Efficient Turning Production Equipment Selection Based on Beetle Antennae Search Algorithm (BAS)

1
School of Computer and Information, Qiannan Normal University for Nationalities, Duyun 558000, China
2
Key Laboratory of Complex Systems and Intelligent Optimization of Guizhou Province, Duyun 558000, China
3
Key Laboratory of Complex Systems and Intelligent Optimization of Qiannan, Duyun 558000, China
4
School of Mechanical Engineering, Hubei University of Arts and Science, Xiangyang 441053, China
5
College of Mechanical and Electrical Engineering, Xinjiang Agricultural University, Wulumuqi 830052, China
6
School of Economics & Management, Shaoyang University, Shaoyang 422099, China
*
Author to whom correspondence should be addressed.
Processes 2023, 11(3), 911; https://doi.org/10.3390/pr11030911
Submission received: 8 February 2023
/
Revised: 13 March 2023
/
Accepted: 14 March 2023
/
Published: 16 March 2023
(This article belongs to the Special Issue Smart Manufacturing & Automation Control Systems for Industry 4.0/5.0)
Abstract
:Reducing carbon emission and raising efficient production are the important goals of modern enterprise production process. The same product can be produced by a variety of equipment, and the carbon emissions and processing time of different equipment vary greatly. Choosing suitable production equipment is an important method for manufacturing enterprises to achieve the efficient emission reduction of production process. However, the traditional production equipment selection mode only gives qualitative results, and it is difficult to provide effective advice for enterprises to choose suitable equipment under the needs of carbon neutrality. To solve this problem, this paper systematically analyzes carbon emission and the time of the turning production process, and a unified calculation model for carbon emission and efficient production of multi-type processing equipment is established. The important point of the article is to research the diversity among between carbon emissions and efficiency levels of the same product produced by different devices. The carbon emissions and efficiency levels of different kinds of equipment can be calculated by the BAS algorithm. By turning a shaft part as an example, the results show that this method can calculate the optimal value of carbon emissions and efficiency of the same product produced by different equipment and can provide suggestions for enterprises to select appropriate equipment for low-carbon and efficient production. This paper provides a reference for further research on the quantitative calculation model for the selection of high-efficiency and low-carbon production equipment.
1. Introduction
The rapid development of manufacturing industry has consumed a lot of resources and caused great damage to the environment [1,2]. Under the background of climate warming, how to reduce carbon emissions in the production field has become the focus of the development of manufacturing industry. Modern manufacturing industry needs to develop in a green and sustainable direction [3]. As the main source of energy consumption and carbon emission in manufacturing process, the use of production equipment has been widely concerned. Production equipment optimization selection is one of the effective ways to promote green manufacturing [4]. There are many kinds of production equipment, and a product can often be realized by different equipment, such as in the processing of surface processing equipment, including lathes, milling machines, and so on. Different equipment has a different impact on the processing quality, production energy consumption, production environment, equipment utilization rate, carbon emissions, and so on. On the basis of existing equipment resources, optimizing the selection of machine tool equipment is an important means to achieve efficient emission reduction production process in manufacturing industry, and an effective way to transform the traditional manufacturing mode to green manufacturing [5,6,7,8]. Therefore, it is very valuable to study the method of production equipment optimization selection.
Production equipment is the basic processing equipment in mechanical manufacturing industry. The variety, performance, and parameters of production equipment determine the carbon emission and efficient of the process. The optimal selection of equipment is a multi-objective and multi-scheme evaluation decision problem which has been studied by many scholars. At present, the analytic hierarchy process (AHP), fuzzy comprehensive evaluation method, and so on, have been well-applied in some fields. Li et al. [9] established a multi-criteria mixed decision model to comprehensively evaluate machine tool equipment resources. The experimental results verified the feasibility and effectiveness of the multi-criteria mixed decision model. Zhou et al. [10] proposed an equipment selection method based on the combination of fuzzy analytic hierarchy Process (FAHP) and entropy weight ideal point method and took resource consumption and environmental impact into comprehensive consideration. The method was verified by camshaft machining. Yan et al. [11] proposed a method of machine tool equipment selection based on the combination of analytic hierarchy process (AHP) and grey correlation method and verified the method through machine tool selection for gear machining. Zheng et al. [12] proposed the model algorithm of FAHP and fuzzy comprehensive evaluation (FCA) based on triangular fuzzy number for machine tool equipment optimization. Combined with the case of machine tool equipment optimization for blade milling in an aviation manufacturing enterprise, the feasibility and effectiveness of the method was verified. Yan et al. [13] applied Reference Ideal Method (RIM) to solve the optimization and evaluation model of intelligent production equipment. The optimization of machine tool equipment in an aviation enterprise was taken as an example to verify. Zhang et al. [14] made use of fuzzy mathematics theory, established a theoretical model of machine tool optimization selection according to geometric features of parts, machine tool parameters, and other factors, and realized reasonable automatic selection of machine tools with computer-aided process planning (CAPP). Liu et al. [15] proposed an efficient machine tool selection method based on energy efficiency evaluation, which calculated energy efficiency by modeling the features of each alternative machine tool and parts to be processed. Zanuto et al. [16] evaluated the whole life cycle of different processing technologies to determine the equipment with the least impact on the environment. Nguyen et al. [17] proposed a hybrid method for fuzzy multi-attribute decision making in machine tool evaluation. Comparison with other methods shows the effectiveness of this method. Karmiris et al. [18] processed 60CrMoV18-5 Steel by electric discharge (EDM) and used Taguchi experimental design for parameter control to compare the machining performance and surface quality. Based on grey relation analysis, multi-objective optimization of evaluation index number was carried out. Benardos et al. [19] quantified the performance (training and generalization) of a neural network based on genetic algorithms and their complexity, which are applied to practical engineering problems. Danil et al. [20] analyzed the application trends, advantages and disadvantages of resource conservation, optimization and cooling in economical sustainable manufacturing. Karkalos et al. [21] conducted mechanical machining experiments of Ti-6Al-4V using abrasive water jet under different process conditions and carried out sustainability analysis with the help of grey relation analysis (GRA). Kuntoglu et al. [22] analyzed cutting parameters of AISI 5140 steel using a response surface method to obtain minimum vibration and surface roughness.
In the production process, a product can be produced by a variety of devices. How to rationally and reasonably choose the production equipment that meets the processing requirements is very important. Experts have put forward many methods to solve the problem of production equipment selection. However, in most studies, qualitative analysis was used to solve the evaluation model. Although qualitative analysis can simplify the calculation, there is a disconnect between the consistency of the constructed judgment matrix and the consistency of the actual situation. In this paper, a method is proposed to quantitatively compare the carbon emission levels and efficiency of various equipment, which can quantify the carbon emission values and processing time of different equipment under given conditions. The equipment selection model of multi-equipment unified carbon emission and efficient production was established. With minimum carbon emission and minimum processing time as optimization objectives, BAS, a recently proposed algorithm with good computational speed, was used to solve the problem. Compared with other qualitative methods of equipment selection, this paper innovatively proposes a qualitative evaluation method of processing efficiency and carbon emission of equipment production, which can accurately analyze equipment data. The BAS algorithm was used to solve the problem with higher accuracy. The method was verified by turning a shaft part as an example, which provides reference for the selection of production equipment in enterprises, helps enterprises to achieve low carbon and efficient production mode, and contributes to the government’s emission reduction policy.
This paper presents a quantitative analysis and selecting method for low-carbon and highly efficient processing equipment. The first chapter introduces the literature about the selection and evaluation of production equipment for the production process and puts forward the existing problems in the current research. Then, the analysis and evaluation of processing time and carbon emission level in the process of processing a product with different equipment were put forward. In Section 2, a unified calculation model for processing time and carbon emission of various equipment was established. Section 3 introduces and improves the BAS algorithm. Three algorithms, BAS, PSO, and GA, were compared and analyzed. In Section 4, the processing characteristics of a product using different equipment were analyzed through case analysis. Three algorithms, BAS, PSO, and GA, were used to optimize the processing time and carbon emission level of different processing equipment, and the results were analyzed. Section 5 is the conclusion of the paper.
2. Materials and Methods
Production equipment selection is the key to the planning of green manufacturing process elements, mainly through a variety of optional production equipment scheme comparative analysis, evaluation, and decisions to obtain the optimal production equipment scheme, so that the overall performance of the parts processing process is the best, especially the performance of resource consumption and environmental impact. With growing concern about global warming, many researchers have focused on manufacturing activities that consume a lot of energy and emit carbon into the atmosphere. Low-carbon manufacturing, which aims to reduce carbon intensity, is becoming a hot topic.
In the selection of machining parameters, it is often encountered to make multiple objective functions in a given area to achieve the best optimization problem, which is called the multi-objective optimization method. In the production process of equipment, the selection of process parameters has an important impact on the processing efficiency, the total cost of processing, the quality of the workpiece, and the amount of carbon dioxide emitted to the environment. The selection of appropriate cutting parameters is of great significance to the government, enterprises, and users [23,24,25]. The important point of the article is to research the diversity between carbon emissions and efficiency levels of the same product produced by different device. The following calculation takes processing time and carbon emission as the objectives.
2.1. Time Function
The working hours of a working procedure include cutting time, tool change time, and working procedure auxiliary time. The quantity of the shortest machining time can achieve the highest production efficiency. The mathematical model of processing time function can be expressed as [26]:
The Taylor generalized tool durability calculation formula is
where, is the working procedure cutting time, is the time used for a tool change, is other auxiliary time in addition to the tool change, is the tool life, is the machining length, is the machining allowance, is the spindle speed, is the workpiece diameter, is the cutting speed, is the feed, is the cutting depth, is the constant related to the cutting conditions, are the tool life coefficient. Following that, the processing time function is
2.2. Carbon Emission Function
The sources of carbon emissions in the production and processing of machine tools mainly include five parts: raw material consumption , electric energy consumption in production and processing , tool wear , cutting fluid loss of machine tools , and the disposal of processing waste materials [27,28,29]. Figure 1 shows the carbon emission composition of manufacturing process. Raw material consumption (i.e., material resource utilization) is determined to a large extent by the process design stage, and the post-treatment of waste generated during the process is generally carried out after the completion of the process. Therefore, the processing process has limited efforts to optimize the carbon emission caused by raw material consumption and the carbon emission from waste disposal. Therefore, the carbon emissions generated by cutting production are [23,24]:
- (1)
- Carbon emissions from electric energy consumption
In the process of machining, it needs to consume a lot of electric energy. The carbon emissions generated by electricity consumption can be expressed as
where, are carbon emission factor and power consumption of electric energy respectively. Electric energy carbon emission factor has a close relationship with the structure of the power grid, and different power grids have different carbon emission factors. In this paper, the average emission factor of several major power grids in China was used as the carbon emission factor of electric energy, = 0.674 7 kgCO2/kg [23].
- (2)
- Carbon emissions from tool wear
In cutting production, direct CO2 emissions from tool wear are less, but mostly indirect CO2 emissions, that is, CO2 emissions from tool production, are evenly distributed in the actual cutting process. Therefore, the tool CO2 emission calculation is based on the calculation method, which is converted into the production process according to the processing time within the tool service time.
represent the carbon emission factor and tool quality of the tool, respectively. To determine the carbon emission factor of the tool, it is necessary to know the energy consumption of the tool preparation process. For the energy consumption of the tool preparation process, only the tool manufacturing process is considered in the calculation in this paper, and the carbon emission factor of the tool is 29.6 kgCO2/kg [18].
Tool life refers to the cutting time experienced by a new tool until it is retired, which may include multiple instances of regrinding (represented by N), so tool life is equal to the product of tool life and (N+1).
are the tool life, grinding tool number, and tool durability, respectively.
- (3)
- Carbon emissions from cutting fluid consumption
CO2 emissions from cutting fluid consumption are mainly composed of two components: CO2 emissions from the manufacture of mineral oils and CO2 emissions from the disposal of waste fluid after the use of cutting fluid . The replacement time of cutting fluid in production is relatively long. According to the specific conditions in actual production, the CO2 emissions generated by cutting fluid consumption should be converted into the same time as the CO2 emissions from turning tools, that is, the carbon emissions generated by cutting fluid consumption is
where, and are the carbon emission factor of mineral oil and the carbon emission factor of cutting fluid waste treatment, respectively. are, respectively, the initial amount and additional amount of cutting fluid. are, respectively, cutting fluid concentration and replacement cycle.
The carbon emission factor of cutting fluid consumption is mainly composed of two types: one is the carbon emission factor of pure mineral oil production and processing , and the other is the carbon emission factor of waste disposal of cutting fluid . The carbon emission factor of pure mineral oil production can be expressed as
where are the internal energy value of mineral oil (GJ/L) and carbon content of mineral oil (kgC/GL), respectively. The contained energy value of mineral oil is between 41,868 and 42,705 kJ/kg. In this paper, 42,287 kJ/kg and CO2 emission factor 20 kgC/GJ were selected for optimization. At room temperature, the density of mineral oil is generally between 0.86 and 0.98 g/cm3, and 0.92 was adopted in this paper. Based on the above parameters, it can be seen that the CO2 emission factor of mineral oil is 285 kgCO2/L [24]. As for the carbon emission factor , the main component of waste cutting fluid is water. To facilitate calculation, the carbon emission factor of waste cutting fluid treatment can be replaced by carbon emission factor of waste cutting fluid treatment. The carbon emission factor of wastewater treatment is 0.2 kgCO2/L [30].
2.3. Constraints
In the production process, the selection of process parameters is mainly limited by the machine tool stiffness, the limited range of machine tool cutting parameters, the machine tool power, and the workpiece surface quality requirements.
- (1)
- Power constraints of machine tools
In metal cutting production, the cutting power cannot exceed the maximum power of the machine tool spindle motor , that is
is machine tool efficiency.
- (2)
- Cutting force constraints
In metal cutting production, the cutting force generated cannot be greater than the rated cutting force of the machine tool, that is
- (3)
- Constraints on spindle speed
- (4)
- Feed constraint
- (5)
- Workpiece processing quality constraints
In the process of processing, the machining quality of the workpiece should be guaranteed, and the surface roughness should meet the processing requirements.
is the maximum surface roughness.
3. Beetle Antennae Search Algorithm
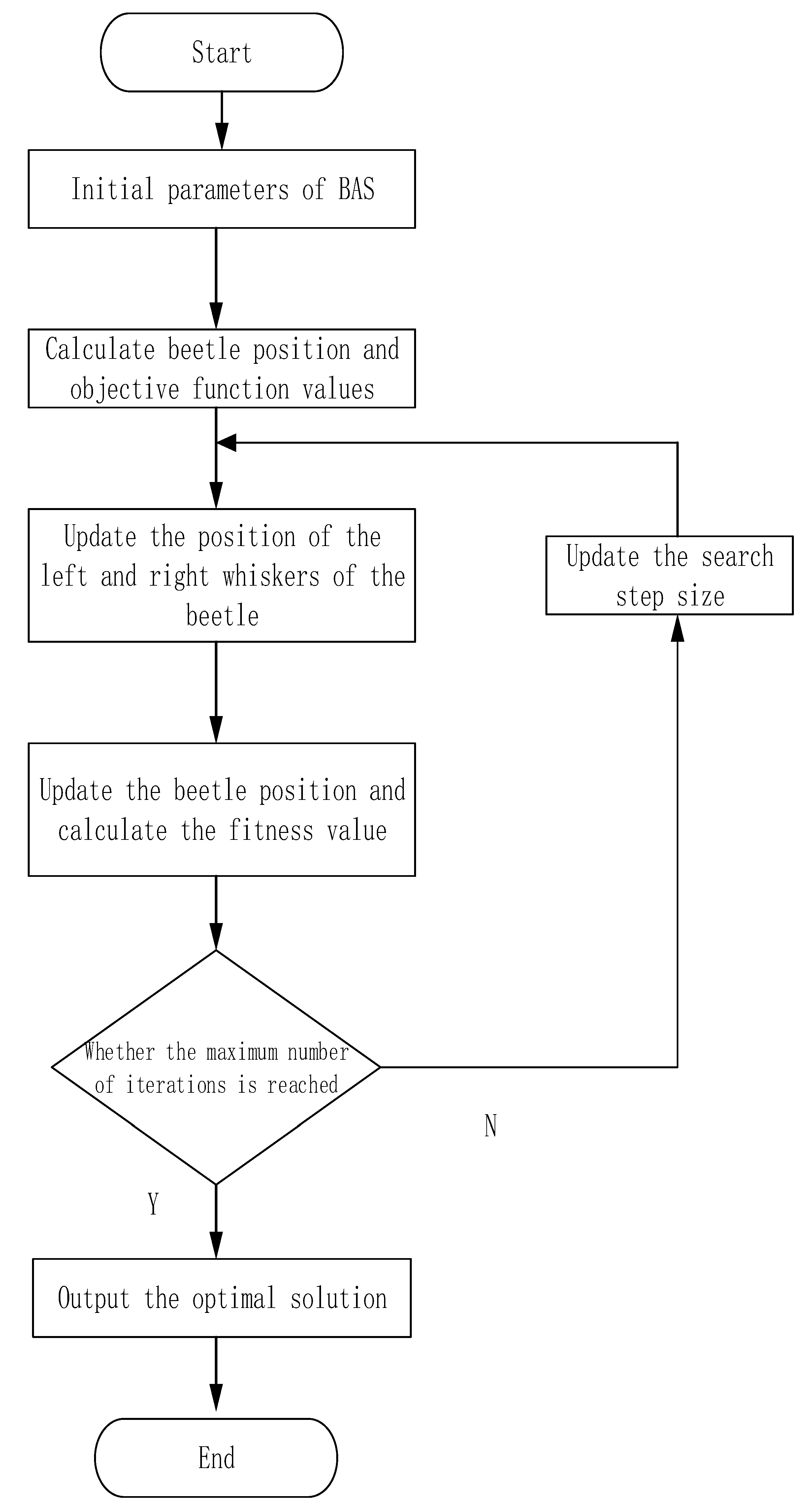
BAS is a new intelligent optimization algorithm for the biological performance of beetles, which was proposed in 2017. Its development was inspired by the foraging principle of beetles [31,32]. The bionic search principle of the algorithm is that beetles search for food according to the intensity of the smell given off. As a single search algorithm, the beetle antennae search algorithm has the advantages of simple principle, few parameters, and less computation [33,34,35,36,37]. It has great advantages when dealing with low-dimensional optimization targets. In the early stage, beetles do not need to know the specific location of food, but search for the intensity of food smell through two tentacles [38,39]. If the intensity of food smell received by the left whiskers is greater than that received by the right whiskers, the beetle will move to the left for some distance and make the next food hunt [40,41,42,43]. The cycle continues until the beetles find the most flavorful spot to finish their foraging. Different from other heuristic algorithms with a large population, the BAS algorithm only needs one beetle, so its calculation amount will be greatly reduced, making the search speed faster. According to this foraging principle of beetles, the beetle antennae search algorithm can be obtained, as shown in Figure 2. Figure 3 shows the algorithm pseudocode. The specific steps are as follows:
- (1)
- Suppose that the beetle forages in an n-dimensional space, its center of mass is set as the left whisker of the beetle is , the right whisker is , the initial distance between the two whiskers is , and the coefficient between the distance between the two whiskers and the first step length of the beetle is . The most important thing to pay attention to is that the initial distance between the two whiskers and the setting value of the first step size of the beetle should be fully considered to skip out of the local optimal value and ensure the normal optimization of the beetle in the later stage.
- (2)
- Since the head orientation of the beetle each time it forages is random, let us say the head orientation of the beetle is ,
- (3)
- According to the beetle head orientation established above, the coordinates of the left and right whiskers of the beetle can be represented
- (4)
- Fit values and are obtained by using the coordinates of the left and right whiskers of the beetle, and the difference between the two values was used to influence the position of the centroid of the next beetle,
- (5)
- Determine whether the above process can find the optimal value of the function or reach the number of iterations. If the above conditions are not met, the above steps (2) ~ (4) should be repeated until the established conditions are met and the loop is terminated.
In this paper, the optimization objectives were to minimize the processing time and carbon emission. The process of BAS combined with the calculation model is as follows:
Step 1: Code. In the algorithm, the selection of equipment, cutting tool, and process ordering need to be reasonably reflected in the zero-piece coding method. The encoding mechanism is as follows: each individual in the population has three substrings, namely sequential , device , and tool , whose length is equal to the number of steps of part i. The sequential substring Si represents the sequence of operations for machining parts in a continuous list, which takes into account the constraints of processing precedence. The device substring consists of the device number that has been assigned to each operation. The j-th bit on the substring represents the device used to complete step j. The meaning of tool substring is similar to that of equipment substring.
Step 2: Parameter settings include space dimension, distance between left and right whiskers, initial step size, iteration number, etc.
Step 3. Initialize the position of the longicorn with random direction and construct random vector of the beetle.
Step 4. Calculate the fitness value.
Step 5: Compare the signal size of the left and right whiskers of the longicorn to determine the next direction of movement of the longicorn.
Step 6: Update the position of the beetles.
Step 7: Check whether the termination condition is met. If yes, output results. If no, go to Step 4.
Step 8: Output the optimal solution and end the algorithm.
The algorithm runs on the MATLAB 2016 b, the dimension is 2, the initial step size of the beetle is 0.3, the distance between the two whiskers of the beetle is 5, and the number of iterations is 300.
In order to verify the optimization performance of BAS algorithm proposed in this paper, the BAS algorithm was compared with the PSO algorithm and the GA algorithm, respectively. The test function is [44]. Based on the parameter settings of the above standard functions, the search individual was set to 50, the maximum number of iterations was set to 1000, and each test function was run 30 times to generate statistical results. The results are shown in Table 1. The results obtained by BAS are more accurate and the running time is shorter. Different from PSO algorithm, BAS algorithm is a single search algorithm, with simple principle, fewer parameters, less computation, and other advantages. It can also be seen from the results that the convergence speed of BAS algorithm is faster and the optimization accuracy is higher. Therefore, the BAS algorithm was chosen as the solution method of the model in this paper.
4. Case Study
4.1. Experimental Conditions
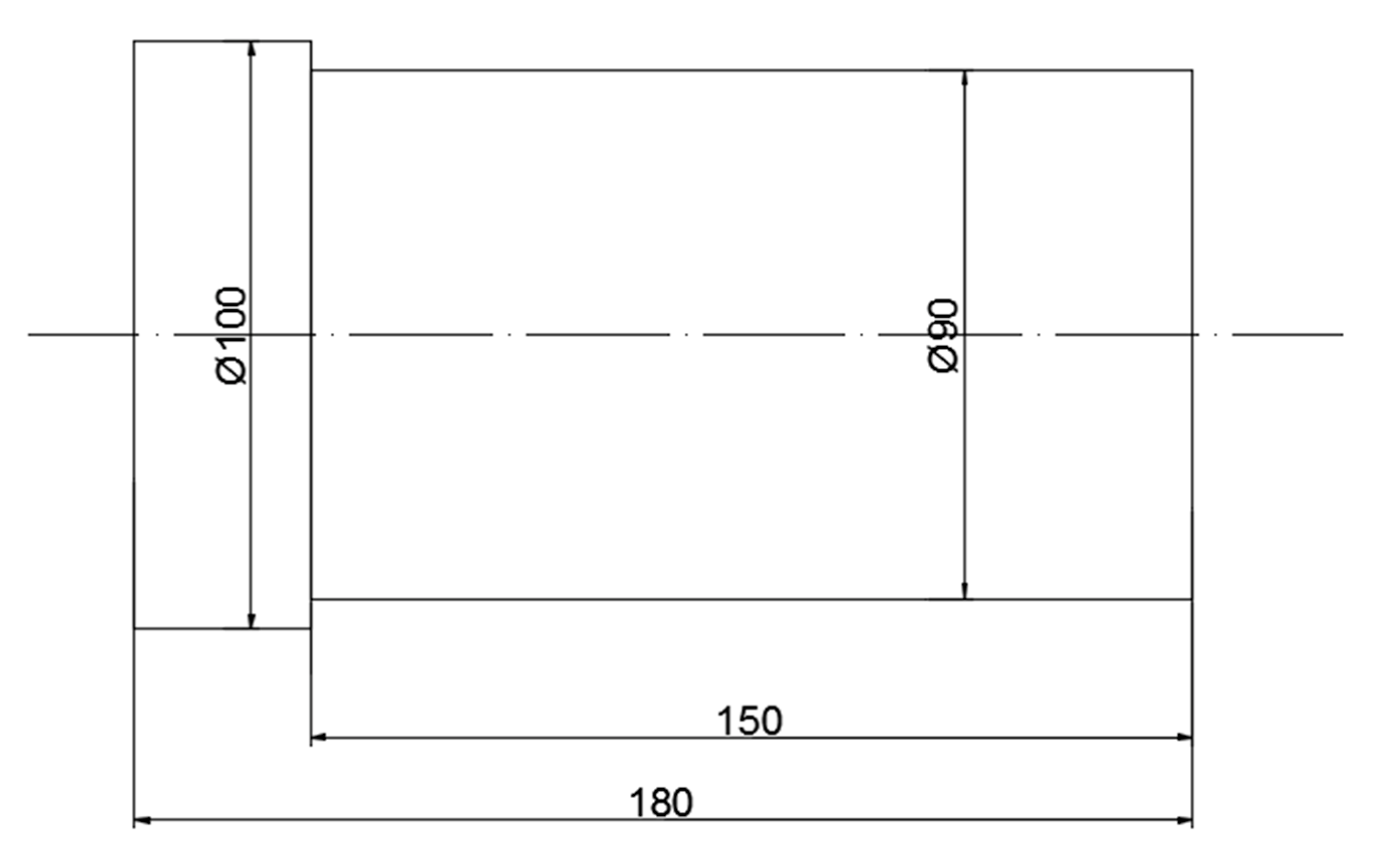
The workpiece is a shaft with a length of 180 mm and a diameter of 100 mm. The parts diagram is shown in Figure 4. The material is 45# carbon steel. There are two kinds of lathes in the workshop, and their parameters are shown in Table 2. The parameters of the tools used in this optimization are shown in Table 3
Tool life and cutting force coefficient are shown in Table 4.
4.2. Optimization Results
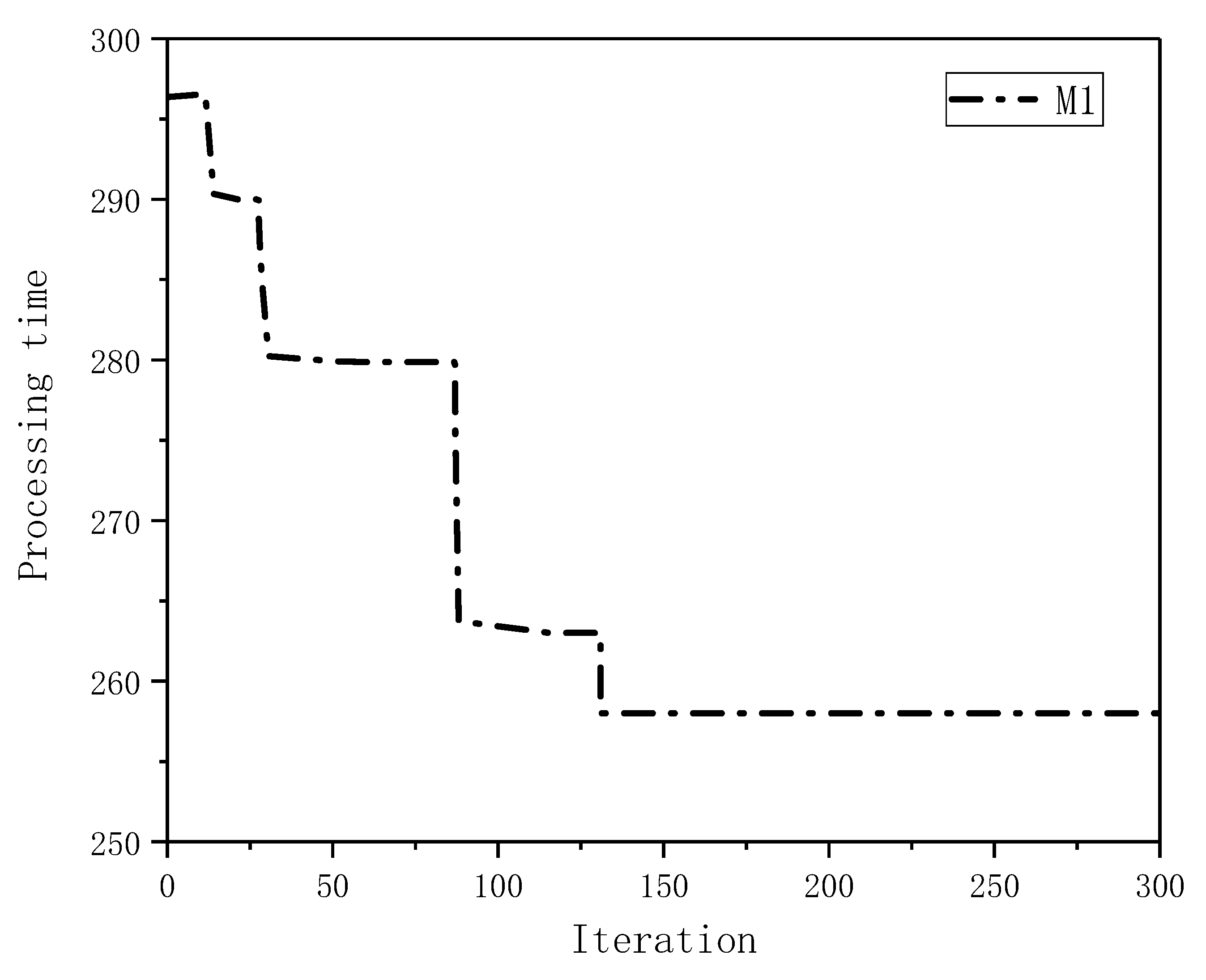
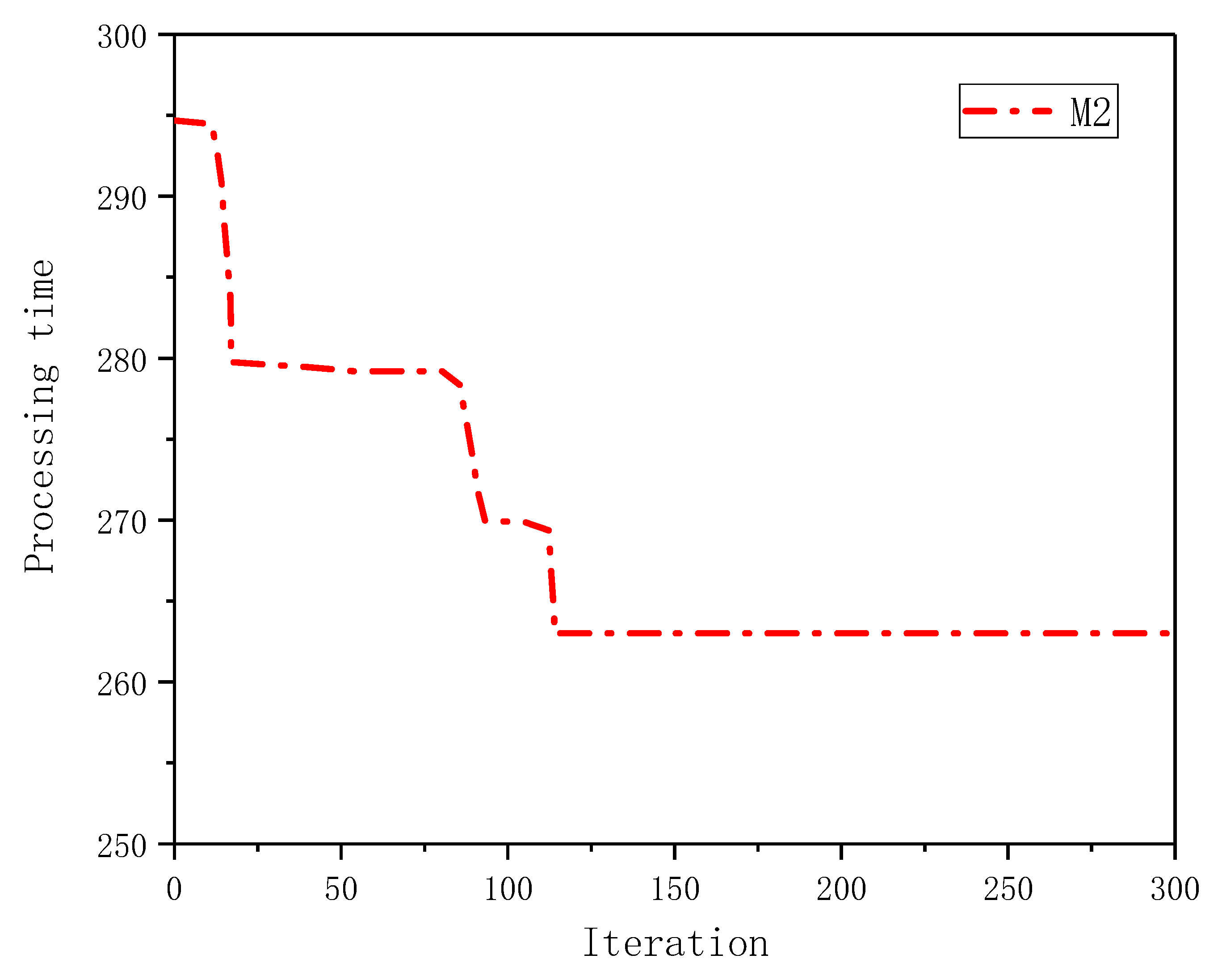
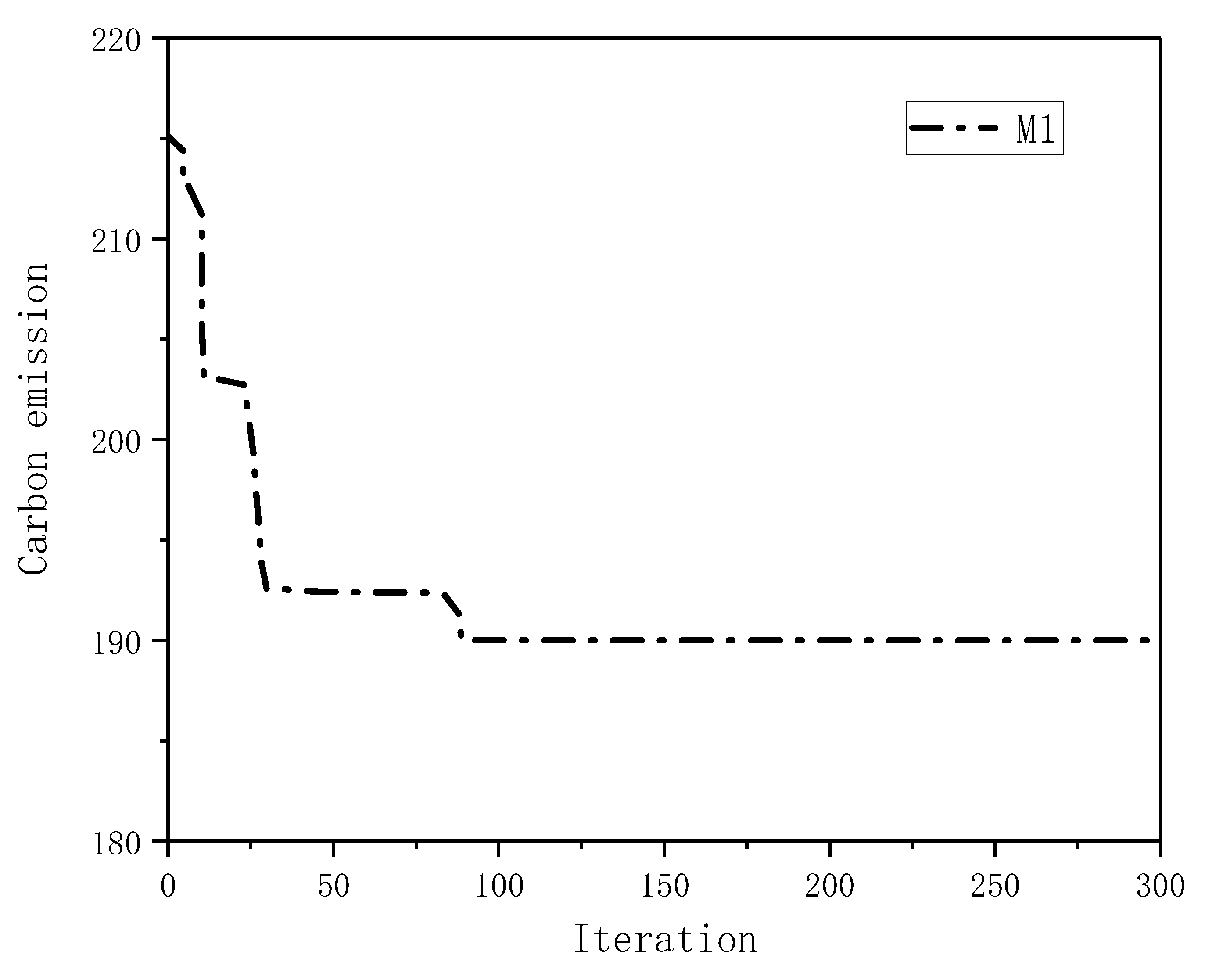
The parameters of the beetle antennae search algorithm are set as follows: dimension n is 3, number of beetles is 35, coefficient c between the distance between the two whiskers and the step size is 5, the initial step size of each beetle step is 0.3, and the maximum number of iterations MAXGEN is 100. The iterative process of M1 and M2 processing time is shown in Figure 5 and Figure 6, respectively. As can be seen from the figure, with the increase of the number of iterations, the processing time gradually decreases until it becomes stable, and the processing time of products using M1 is obviously less than that of M2. The iterative process of carbon emission of M1 and M2 is shown in Figure 7 and Figure 8, respectively. As can be seen from the Figure 7 and Figure 8, with the number of iterations increases, the carbon emission generated by processing gradually decreases until it becomes stable. The carbon emission of products processed by M1 is obviously less than that of M2.
4.3. Optimization Result Analysis
The optimization results of processing the same product with different equipment are shown in Table 8. As can be seen from the table, the processing time of machine tool M1 is 258, the processing time of machine tool M2 is 263 when processing the above workpiece, and the processing time of M2 is 1.02 times that of M1. The carbon emission of machine tool M1 is 190, the carbon emission of machine tool M2 is 191 when processing the above workpiece, and the carbon emission of machine tool M2 is 1.005 times that of machine tool M1. The processing time and carbon emission of machine tool M1 are reduced compared with that of machine tool M2, so M1 was chosen to process this product. Although there is a small gap between the processing time and carbon emission of a product by using M1 and M2, the use of M1 can save more time and reduce carbon emission for enterprises in mass production.
4.4. Comparison of Previous Literatures
In order to achieve efficient and low-carbon production, many scholars studied the optimization of equipment selection in literature [8,9,10,11,12,13,14,15,16], proposed some optimization methods, and effectively achieved the goal. However, there are some deviations between the theoretical data and the actual data in the traditional equipment selection method for qualitative analysis of evaluation indicators, and the reliability of the data is uneven. Compared with the literature [19,21], the calculation method and the process goal have differences. Therefore, this paper established an efficient and low-carbon production equipment selection model, which was solved by BAS, which can calculate the time and carbon emissions of the different production equipment. In this paper, three algorithms, BAS, PSO, and GA, were used to solve the problem of equipment selection for processing the workpiece in the above cases. The results are shown in Table 9. Among the two kinds of processing and turning equipment M1 and M2, the optimization results of the three algorithms show that the processing time and carbon emission of M1 are less. The optimized processing time of BAS algorithm is 258, which is 0.01% lower than PSO algorithm and 0.05% lower than the GA algorithm. The carbon emission after BAS algorithm optimization is 190, which is 0.03% lower than PSO algorithm and 0.06% lower than GA algorithm. BAS optimized processing time and least carbon emissions. The optimal equipment scheme was obtained by using the beetle antennae search algorithm. The algorithm has low complexity, a strong searching ability, and less computation.
5. Conclusions
The selection of production equipment is an indispensable step in machining. Many factors should be considered comprehensively when selecting machine tool equipment so as to make a reasonable choice. This paper put forward a low-carbon and high production equipment selection method which can help producers to quantify the carbon emissions and efficiency levels of different equipment.
- Systematically analyze the carbon emission and time of the production process and establish the calculation model of the carbon emission and time of the same product produced by different equipment.
- Use the BAS to solve the model and get the best equipment scheme. The comparison of algorithm optimization results showed BAS is simple and has stronger search ability.
- By turning a shaft part as an example, the effectiveness of the proposed method is proved.
The results show that this method can analyze and evaluate the processing time and carbon emission level of the same product produced by multiple equipment. It can provide suggestions for enterprises to choose high efficiency and low carbon production equipment. However, this paper only analyzes the processing time and carbon emission of parts processing. In the future, more process objectives and alternative devices will be considered, and the main challenge is that algorithms and devices continue to improve, and new problems will arise.
Author Contributions
Conceptualization, Y.X. and G.C.; methodology, Y.X., G.C. and H.Z.; software, Y.X.; validation, G.C., H.Z. and X.Z.; formal analysis, G.C. and X.Z.; investigation, Y.X. and X.Z.; writing—original draft preparation, Y.X. and H.Z.; writing—review and editing, Y.X. All authors have read and agreed to the published version of the manuscript.
Funding
Hubei Provincial Natural Science Foundation for Innovation and Development (2022 CFD081); Xiangyang Science and Technology Plan Project (2022 ABH006436); China Education Department of Hunan Province (Project number: 21B0695); Project of Hunan social science achievement evaluation committee in 2022 (Project number: XSP22YBC081).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhai, X.Q.; An, Y.F. Analyzing influencing factors of green transformation in China’s manufacturing industry under environmental regulation: A structural equation model. J. Clean. Prod. 2020, 251, 119760. [Google Scholar] [CrossRef]
- Brodny, J.; Tutak, M. Analysis of the efficiency and structure of energy consumption in the industrial sector in the European Union countries between 1995 and 2019. Sci. Total Environ. 2022, 808, 152052. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Hu, Y.J.; Hao, J.; Lv, N.; Li, T.Y.; Tang, B.J. Exploring the influences of green industrial building on the energy consumption of industrial enterprises: A case study of Chinese cigarette manufactures. J. Clean. Prod. 2019, 231, 370–385. [Google Scholar] [CrossRef]
- Salem, A.; Hegab, H.; Kishawy, H. An integrated approach for sustainable machining processes: Assessment, performance analysis, and optimization. Sustain. Prod. Consum. 2021, 25, 450–470. [Google Scholar] [CrossRef]
- Niroomand, S. Hybrid artificial electric field algorithm for assembly line balancing problem with equipment model selection possibility. Knowl.-Based Syst. 2021, 8, 106905. [Google Scholar] [CrossRef]
- Klink, A.; Arntz, K.; Johannsen, L. Technology-based assessment of subtractive machining processes for mold manufacture. Procedia Cirp 2018, 71, 401–406. [Google Scholar] [CrossRef]
- Xiong, Q.; Wang, J.; Zhou, Q. Prediction model of machining error based on precision and process parameters of machine tools. Acta Aeronaut. Et Astronaut. Sin. 2018, 39, 421713. [Google Scholar]
- Xiao, Y.; Wang, R.; Yan, W.; Ma, L. Optimum Design of Blank Dimensions Guided by a Business Compass in the Machining Process. Processes 2021, 9, 1286; [Google Scholar] [CrossRef]
- Li, H.; Wang, W. Selection method of machine tool equipment resource in cloud manufacturing environment. Acta Aeronaut. Et Astronaut. Sin. 2020, 41, 54–65. [Google Scholar]
- Zhou, L.; Yuan, B. The Optimization Selection of Machine Tool for Green Manufacturing. Modul. Mach. Tool Autom. Manuf. Tech. 2018, 2, 157–160. [Google Scholar]
- Yan, P.; Zhao, G. Green Evaluation System of Machine Tool Equipment Based on Manufacturing Process. Modul. Mach. Tool Autom. Manuf. Tech. 2021, 12, 4. [Google Scholar]
- Zheng, Y.; Hu, F.; Wang, M. Research on the machine tool selection optimization method based on fuzzy analytic hierarchy process and fuzzy comprehensive assessment. Chin. J. Eng. Des. 2015, 22, 405–411. [Google Scholar]
- Yan, Q.; Zhang, H. Research on Optimized Selection of Machine Tool Equipment for Intelligent Manufacturing. Modul. Mach. Tool Autom. Manuf. Tech. 2020, 12, 144–148. [Google Scholar]
- Zhang, B.; Guan, S. Machine tool selection based on fuzzy evaluation and optimization of cutting parameter. J. Meas. Sci. Instrum. 2015, 6, 384–389. [Google Scholar]
- Liu, P.; Tuo, J.; Liu, F. A novel method for energy efficiency evaluation to support efficient machine tool selection. J. Clean. Prod. 2018, 191, 57–66. [Google Scholar] [CrossRef]
- Zanuto, R.; Hassui, A.; Lima, F. Environmental impacts-based milling process planning using a life cycle assessment tool. J. Clean. Prod. 2019, 206, 349–355. [Google Scholar] [CrossRef]
- Nguyen, H.; Dawal, S.; Nukman, Y. A hybrid approach for fuzzy multi-attribute decision making in machine tool selection with consideration of the interactions of attributes. Expert Syst. Appl. 2014, 41, 3078–3090. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Karkalos, N.E.; Markopoulos, A.P. An Optimalization Study on the Surface Texture and Machining Parameters of 60CrMoV18-5 Steel by EDM. Materials 2022, 15, 3559. [Google Scholar] [CrossRef]
- Benardos, P.G.; Vosniakos, G.C. Optimizing feedforward artificial neural network architecture. Eng. Appl. Artif. Intell. 2007, 20, 365–382. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Mia, M.; Gupta, M.K.; Machado, Á.R.; Pintaude, G.; Unune, D.R.; Khanna, N.; Khan, A.M.; Tomaz, Í.; Wojciechowski, S.; et al. Resource saving by optimization and machining environments for sustainable manufacturing: A review and future prospects. Renew. Sustain. Energy Rev. 2022, 166, 112660. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Karmiris-Obratański, P.; Kudelski, R.; Markopoulos, A.P. Experimental Study on the Sustainability Assessment of AWJ Machining of Ti-6Al-4V Using Glass Beads Abrasive Particles. Sustainability 2021, 13, 8917. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef] [PubMed]
- Li, C.; Cui, L. Multi-objective NC Machining Parameters Optimization Model for High Efficiency and Low Carbon. J. Mech. Eng. 2013, 49, 87–96. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhao, R.; Yan, W.; Zhu, X. Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability 2022, 14, 7631. [Google Scholar] [CrossRef]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhou, J.; Wang, R.; Zhu, X.; Zhang, H. Energy-Saving and Efficient Equipment Selection for Machining Process Based on Business Compass Model. Processes 2022, 10, 1846. [Google Scholar] [CrossRef]
- Liu, Z.; Sun, D.; Lin, C. Multi-objective optimization of the operating conditions in a cutting process based on low carbon emission costs. J. Clean. Prod. 2016, 124, 266–275. [Google Scholar] [CrossRef]
- Gu, J.; Jiang, T. Low-Carbon Job Shop Scheduling Problem with Discrete Genetic-Grey Wolf Optimization Algorithm. J. Adv. Manuf. Syst. 2020, 19, 1–14. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, H.; Huang, J.; Xiao, Y. Low-Carbon and Low-Energy-Consumption Gear Processing Route Optimization Based on Gray Wolf Algorithm. Processes 2022, 10, 2585. [Google Scholar] [CrossRef]
- China National Institute of Standardization. Corporation Green Gas Measuring and Reporting; China Zhijian Publishing House: Beijing, China, 2011. [Google Scholar]
- Du, H.; Ge, Z. Inverse kinematics solution algorithm of electric climbing robot based on improved beetle antennae search algorithm. Control. Decis. 2022, 37, 2217–2225. [Google Scholar]
- Huang, J.; Zhou, M.; Sabri, M. A Novel Neural Computing Model Applied to Estimate the Dynamic Modulus (DM) of Asphalt Mixtures by the Improved Beetle Antennae Search. Sustainability 2022, 14, 5938. [Google Scholar] [CrossRef]
- Song, D. Modified Beetle Annealing Search (BAS) Optimization Strategy for Maxing Wind Farm Power through an Adaptive Wake Digraph Clustering Approach. Energies 2021, 14, 7326. [Google Scholar]
- Khan, A.; Cao, X. Fraud detection in publicly traded U.S. firms using Beetle Antennae Search: A machine learning approach. Expert Syst. Appl. 2022, 191, 116148. [Google Scholar]
- Medvedeva, M.; Katsikis, V. Randomized time-varying knapsack problems via binary beetle antennae search algorithm: Emphasis on applications in portfolio insurance. Math. Methods Appl. Sci. 2021, 44, 2002–2012. [Google Scholar] [CrossRef]
- Wang, J.; Situ, C. The post-disaster emergency planning problem with facility location and people/resource assignment. Kybernetes Int. J. Syst. Cybern. 2020, 49, 2385–2418. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, J. Determination of Young’s modulus of jet grouted coalcretes using an intelligent model. Eng. Geol. 2019, 252, 43–53. [Google Scholar] [CrossRef]
- Khan, A.; Cao, X. Enhanced Beetle Antennae Search with Zeroing Neural Network for online solution of constrained optimization. Neurocomputing 2021, 447, 294–306. [Google Scholar] [CrossRef]
- Wu, Q.; Wang, J. Beetle antennae search for neural network model with application to population prediction: An intelligent optimization algorithm. Filomat 2020, 34, 4937–4952. [Google Scholar] [CrossRef]
- Fu, W.; Fang, P.; Wang, K. Multi-step ahead short-term wind speed forecasting approach coupling variational mode decomposition, improved beetle antennae search algorithm-based synchronous optimization and Volterra series model. Renewable energy 2021, 179, 1122–1139. [Google Scholar] [CrossRef]
- Jiang, X.; Lin, Z. Dynamical Attitude Configuration with Wearable Wireless Body Sensor Networks through Beetle Antennae Search Strategy. Measurement 2020, 167, 108128. [Google Scholar] [CrossRef]
- Xie, S.; Chu, X. Ship predictive collision avoidance method based on an improved beetle antennae search algorithm. Ocean. Eng. 2019, 192, 106542. [Google Scholar] [CrossRef]
- Qian, J.; Wang, P. Joint application of multi-object beetle antennae search algorithm and BAS-BP fuel cost forecast network on optimal active power dispatch problems. Knowl.-Based Syst. 2021, 226, 107149. [Google Scholar] [CrossRef]
- Zhang, W. Research on PSS Parameter Optimization Based on Improved Prony Identification and Beetle Swarm Algorithm; Liaoning Technical University: Liaoning, China, 2021. [Google Scholar]
- Zhang, H.; Wang, Z. Research on Multidimensional-Feature Data-Driven for Carbon Emission Prediction of CNC Turning Process. Mach. Des. Manuf. 2022, 11, 22–32. [Google Scholar]
Figure 1.
The chart of carbon emissions from the manufacturing process.

Figure 2.
Flow chart of beetle antennae search algorithm.

Figure 3.
BAS algorithm pseudocode.

Figure 4.
Part size drawing.

Figure 5.
M1 processing time iteration diagram.

Figure 6.
M2 processing time iteration diagram.

Figure 7.
M1 carbon emission iteration diagram.

Figure 8.
M2 carbon emission iteration diagram.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Test algorithm optimization results.
| Algorithm | Mean Value | Mean Square Error | Mean Running Time |
|---|---|---|---|
| BAS | 0 | 1.1589 × 10−5 | 0.4597 |
| PSO | 0 | 2.1857 × 10−6 | 0.5153 |
| GA | 0.0037 | 1.8954 × 10−3 | 2.3324 |
Table 2.
Machine parameters.
| Lathe | |||||||
|---|---|---|---|---|---|---|---|
| M1 | 100 | 1400 | 0.1 | 2.5 | 1700 | 8.0 | 0.85 |
| M2 | 80 | 1400 | 0.1 | 3.5 | 9000 | 15 | 0.8 |
Table 3.
Parameters of tool.
| Tool | Material | Main Cutting Edge Angle (°) | Rake Angle (°) | Inclination Angle (°) | |
|---|---|---|---|---|---|
| K1 | Hard metal alloy | 75° | 10° | −5° | 1 |
| K2 | Hard metal alloy | 45° | 20° | 5° | 0.8 |
Table 4.
Tool life and cutting force coefficient.
| 5 | 1.75 | 0.75 | 2880 | 1 | 1 | 0.5 | −0.4 |
Table 5.
Calculation of correlation coefficient 1.
| 0.5 | 0.8 | 2 | 15 | 8.5 | 4.5 | 40.6 |
Table 6.
Calculation of correlation coefficient 2.
| 0.05 | 1 | 0.5 | 0.5 | 0.227 | −0.667 × 10−6 |
Table 7.
Carbon emission factor table of related attributes.
| Serial Number | Attribute | Carbon Emission Factor/(kgCO2/kWh) |
|---|---|---|
| 1 | electricity | 0.6747 |
| 2 | steel | 5.926 |
| 3 | aluminum | 12.807 |
| 4 | cast iron | 4.445 |
| 5 | cutting fluid | 2.87 |
| 6 | cutter | 29.6 |
Table 8.
Comparison of different equipment optimization results.
| Lathe | Processing Time | Carbon Emission |
|---|---|---|
| M1 | 258 | 190 |
| M2 | 263 | 191 |
Table 9.
Comparison of algorithm optimization results.
| Algorithm | Lathe | Processing Time | Carbon Emission |
|---|---|---|---|
| BAS | M1 | 258 | 190 |
| M2 | 263 | 191 | |
| PSO | M1 | 260 | 195 |
| M2 | 268 | 201 | |
| GA | M1 | 271 | 202 |
| M2 | 275 | 210 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xiao, Y.; Chen, G.; Zhang, H.; Zhu, X. Optimization of Low-Carbon and Highly Efficient Turning Production Equipment Selection Based on Beetle Antennae Search Algorithm (BAS). Processes 2023, 11, 911. https://doi.org/10.3390/pr11030911
AMA Style
Xiao Y, Chen G, Zhang H, Zhu X. Optimization of Low-Carbon and Highly Efficient Turning Production Equipment Selection Based on Beetle Antennae Search Algorithm (BAS). Processes. 2023; 11(3):911. https://doi.org/10.3390/pr11030911
Chicago/Turabian StyleXiao, Yongmao, Guohua Chen, Hao Zhang, and Xiaoyong Zhu. 2023. "Optimization of Low-Carbon and Highly Efficient Turning Production Equipment Selection Based on Beetle Antennae Search Algorithm (BAS)" Processes 11, no. 3: 911. https://doi.org/10.3390/pr11030911
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.