
Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example

1
School of Safety & Management Engineering, Hunan Institute of Technology, Hengyang 421002, China
2
School of Computer and Information, Qiannan Normal University for Nationalities, Duyun 558000, China
3
Key Laboratory of Complex Systems and Intelligent Optimization of Guizhou Province, Duyun 558000, China
4
Key Laboratory of Complex Systems and Intelligent Optimization of Qiannan, Duyun 558000, China
5
School of Economics & Management, Shaoyang University, Shaoyang 422000, China
*
Author to whom correspondence should be addressed.
Processes 2023, 11(9), 2606; https://doi.org/10.3390/pr11092606
Submission received: 2 August 2023
/
Revised: 18 August 2023
/
Accepted: 27 August 2023
/
Published: 31 August 2023
(This article belongs to the Special Issue Process Automation and Smart Manufacturing in Industry 4.0/5.0)
Abstract
:Intelligent manufacturing workshop uses automatic guided vehicles as an important logistics and transportation carrier, and most of the existing research adopts the intelligent manufacturing workshop layout and Automated Guided Vehicle (AGV) path step-by-step optimization, which leads to problems such as low AGV operation efficiency and inability to achieve the optimal layout. For this reason, a smart manufacturing assembly line layout optimization model considering AGV path planning with the objective of minimizing the amount of material flow and the shortest AGV path is designed for the machining shop of a discrete manufacturing enterprise of a smart manufacturing company. Firstly, the information of the current node, the next node and the target node is added to the heuristic information, and the dynamic adjustment factor is added to make the heuristic information guiding in the early stage and the pheromone guiding in the later stage of iteration; secondly, the Laplace distribution is introduced to regulate the volatilization of the pheromone in the pheromone updating of the ant colony algorithm, which speeds up the speed of convergence; the path obtained by the ant colony algorithm is subjected to the deletion of the bi-directional redundant nodes, which enhances the path smoothing degree; and finally, the improved ant colony algorithm is fused with the improved dynamic window algorithm, so as to enable the robots to arrive at the end point safely. Simulation shows that in the same map environment, the ant colony algorithm compared with the basic ant colony algorithm reduces the path length by 40% to 67% compared to the basic ant colony algorithm and reduces the path inflection points by 34% to 60%, which is more suitable for complex environments. It also verifies the feasibility and superiority of the conflict-free path optimization strategy in solving the production scheduling problem of the flexible machining operation shop.
1. Introduction
With the rapid development of information technology, Industry 4.0 and the Industrial Internet of Things (IoT) have generally come into view, and traditional manufacturing companies are also transforming into smart manufacturing companies. Intelligent manufacturing is the core technology of the new round of industrial revolution and is the main direction of “Made in China 2025” [1]. Intelligent manufacturing is a new type of production mode and manufacturing technology formed by the deep integration of advanced manufacturing technology with new generation information technology and new generation artificial intelligence [2]. The core application of intelligent manufacturing is mainly reflected in three aspects, intelligent factory, intelligent production and intelligent logistics [3]. With the development of information technology and new changes in the manufacturing production environment supported by intelligence, intelligent technologies such as robots, stand-up storage and Automated Guided Vehicles (AGV) are gradually applied to the new production environment of manufacturing enterprises and become an indispensable part of the production of intelligent factories. At the same time, the production system is studied through computer intelligence methods to obtain environmental information and resource status, to achieve the interconnection of man, machine and object, and to promote the further development of intelligent manufacturing [4]. Intelligent manufacturing and intelligent material transport mode material will gradually replace the traditional artificial forklift handling things, such as the use of AGV for workshop material transport. Comprehensive application of AGV can greatly improve the production efficiency of enterprises and manufacturing system flexibility and flexibility, so as to achieve intelligent manufacturing workshop automation. Therefore, the manufacturing industry from the traditional mode to digital, intelligent transformation process in the new factory layout should be considered the optimal path of AGV.
Regarding the production logistics system problem of intelligent manufacturing companies, Lu Zhiyao, Zhuang Zilong, Huang Zizhao and Qin Wei proposed a multi-intelligence-based production logistics system framework, which has real-time intelligent decision-making ability to solve the order scheduling and the path selection of AGVs in the production process [5]; some scholars have also applied the system simulation software such as Flexsim, Arena, Witness and other system simulation software to model and simulate the various links in production logistics, to find the bottleneck link, and optimize the system by adjusting the parameters, in order to achieve such goals as the highest efficiency, the lowest cost and the best service [6,7]. As an important pillar of the national economy and the manufacturing industry, advanced manufacturing technology represents a country’s science and technology and industrial strength. In the fierce competition of the globalized market and the continuous updating of manufacturing technology, modern manufacturing is faced with a variety of customer demands such as single piece, small batch, personalized customization, etc., which requires continuous innovation of new forms of production to meet the needs of customers. Therefore, flexible manufacturing models such as agile manufacturing, just-in-time manufacturing, and smart manufacturing have been continuously proposed by the industry. Automated guided vehicles have both semi-automated and fully automated transport operations, which automate material handling and loading and unloading [8]. At present, automated guided vehicles have been widely used in various aspects of automated warehousing, logistics handling, and intelligent manufacturing workshops. In order to meet the operation tasks of intelligent manufacturing workshops, the research on the scheduling optimization of automatic guided vehicles has become a hot issue. The scheduling problem faced by manufacturing companies in real production is the Flexible Job-shop Scheduling Problem (FJSP), which was first proposed by Brucker et al. [9]. The system integrated by flexible job shop, material transport system, automatic loading and unloading system and information control system is also called the flexible manufacturing system. Therefore, the flexible job shop scheduling problem of the flexible manufacturing system is an extension of the classical job shop scheduling problem, which also belongs to the NP-Hard problem.
The implementation of smart manufacturing in manufacturing companies is a combination of technologies and practices for sensing, instrumentation, monitoring, control and process optimization that integrate information and communication technologies with manufacturing environments to enable real-time management of energy, productivity and costs in manufacturing plants and enterprises [10]. Reasonable AGV operation path planning is an important factor affecting the operational efficiency of the intelligent manufacturing workshop, meaningless repetitive operation paths and disorderly path planning not only reduce the operational efficiency of the intelligent manufacturing workshop but also increase the mechanical wear and tear of the AGV. Therefore, it is of great practical significance to study the scheduling problem of AGVs in intelligent manufacturing workshops. Traditional path planning algorithms include intelligent and classical algorithms: common intelligent algorithms include the artificial potential field method [11], artificial bee colony algorithm [12], genetic algorithm [13] and particle swarm algorithm [14]. Among them is the artificial potential field method in the case of gravitational force and repulsive force of equal magnitude and opposite direction, and there will be the problem of the target being unreachable [15]; the genetic algorithm has the problem of slow convergence and easy to fall into the local optimal solution; the particle swarm algorithm is simple, but the late convergence speed is slow and easy to fall into the local optimal solution [16]. Common classical algorithms include the A* algorithm [17], Dijkstra algorithm [18], etc. Among them, the A* algorithm has relatively high efficiency of algorithm operation in simple environments, but in relatively complex maps, the A* algorithm stores many useless nodes, which increases the storage cost and reduces the efficiency of the algorithm [19]. A novel Automated Guided Vehicle (AGV) Energy Efficient Scheduling Problem with Release Time (AGVEESR) has also been considered from a green manufacturing perspective to simultaneously optimize the three objectives of energy consumption, number of AGVs in use and customer satisfaction [20]. There are also scholars who study the battery-constrained Automated Guided Vehicle (AGV) scheduling problem using adaptive large neighborhood search algorithms and linear programming to solve industry-scale instances [21]. Other scholars have studied the AGV scheduling problem with multiple bi-directional paths to generate conflict-free routes and proposed a heuristic algorithm to generate conflict-free routes A two-stage greedy heuristic algorithm was developed to obtain a satisfactory solution in a short period of time [22]. Some scholars have considered a multi-AGV scheduling approach (MASA) with allocation rules and devised a stage conflict avoidance approach to generate conflict-free work routes for AGVs in automated warehouses with multiple workstations [23]. Some scholars have also designed a two-level genetic algorithm based on the spatio-temporal greedy strategy to schedule tasks and resolve conflicts to focus on the integrated scheduling of horizontal transportation equipment and loading/unloading equipment as well as the path planning of AGVs [24]. Traditional job shop scheduling problems do not consider AGVs but only factors such as production equipment and product processes, and scheduling solutions are idealistic. These scheduling schemes are basically divided into two categories: the first one, which only considers the availability of production equipment resources, does not take into account the time required for the transfer of workpieces, and starts the processing of the next workpiece immediately after the completion of the current workpiece, which is obviously not in line with the actual situation in the workshop; the second one, which combines the transport time of workpieces and the processing time into consideration, which is more reasonable, but does not take into account the number of workers responsible for transporting workpieces required for the completion of the workpiece to meet this scheduling scheme. The second is to combine the transport time and processing time, which is more reasonable but does not take into account the number of workers responsible for transporting the workpiece to complete such a scheduling programmer. If we want to meet this scheduling program, we need to make the workers responsible for transporting the workpiece, the vehicle or the AGV must be present at the time of completion of the workpiece, and at the same time send the workpiece in accordance with the predetermined time and route to the next processing point without missing a single point; therefore, this kind of scheduling programmer is not in line with the actual situation without taking into account the transport cost. Therefore, the best solution is to involve both AGVs and production equipment in the scheduling process.
Intelligent manufacturing, as the most advanced flexible manufacturing system today, relies mainly on AGVs to undertake the transport of workpiece processes. AGVs, as equipment resources, can be studied for scheduling alone or together with production equipment, according to the framework and research content of this paper. AGV scheduling and production equipment scheduling problems will be studied simultaneously. The simultaneous scheduling of AGVs and production equipment is taken into account along with path planning, path conflict problems, and transport time, which together form the integrated scheduling problem. The flexible manufacturing system scheduling problem studied in this paper takes the AGV scheduling and path planning problems into consideration at the same time, which is a typical integrated scheduling problem. In the flexible manufacturing system, AGV belongs to the material transport system in the transport equipment resources. In the manufacturing industry in many areas of wide application, the use of AGV as a means of transport has become the norm. The use of AGV as a means of transport of the manufacturing system has a high degree of flexibility, high reliability, high efficiency and so on, and can be very good to meet the current multi-species and small batch and personalized customized production of the transport needs. In a process plant, where production equipment is idiosyncratic and different equipment can process a limited number of different processes, there is no differentiation between AGV resources, which can be responsible for the transport of any process. The number of AGVs also has a significant impact on the maximum completion time of a production task. At the same time, AGVs are expensive, so it is important to determine the number of AGVs in the system. The job shop capacity of the manufacturing system is limited, so the path is also limited. If we only consider a certain side, these analysis and estimation models are unscientific and the production equipment and AGV scheduling, delivery deadlines, path planning and path conflict and other factors should be taken into account to finally obtain the value of the number of AGVs. In this paper, the path planning of logistics robot-AGV is simulated by using the raster method, which is used to establish the robot moving environment, and combined with the ant colony algorithm to simulate the swarm intelligence algorithm. The ant colony algorithm is a bionic algorithm based on the concentration of pheromone in the map, which has good robustness; however, the ant colony algorithm has the problems of slow convergence and easy to fall into the local optimal solution. The ant colony algorithm and the forbidden search algorithm are the more widely used types of heuristic algorithm applications. The ant colony algorithm has more global search capability and higher computational efficiency compared to the forbidden search algorithm. The genetic algorithm has strong applicability in solving vehicle path problems and can solve the complex Vehicle Routing Problem (VRP) well, and it is widely used by domestic and foreign scholars due to its good solution performance [25]. Table 1 shows a summary of the advantages, disadvantages and applicability of five common modern heuristic algorithms. Ant colony optimization algorithm is a positive feedback swarm intelligent optimization algorithm, which has the advantages of parallelism, strong robustness, adaptability, and easily combining with other algorithms. However, the convergence speed of this algorithm is relatively slow, making its solution tend to be a solution of local optimization. In this paper, an improved ant colony algorithm is proposed. Firstly, a suboptimal solution path is obtained by the traditional ant colony algorithm, and the initial pheromone concentration of the nodes around this path is defined in a linearly decreasing manner; secondly, the heuristic function is redefined so that the algorithm can quickly obtain an optimal solution path during execution. The turning factor is introduced and the volatility factor is defined as a quantity that changes with the number of path-finding iterations of a group of ants to improve the algorithm’s search efficiency.
2. Problem Description and Basic Assumptions
2.1. Problem Description of AGV Integrated Scheduling in Intelligent Manufacturing Flexible Machining Job Shop
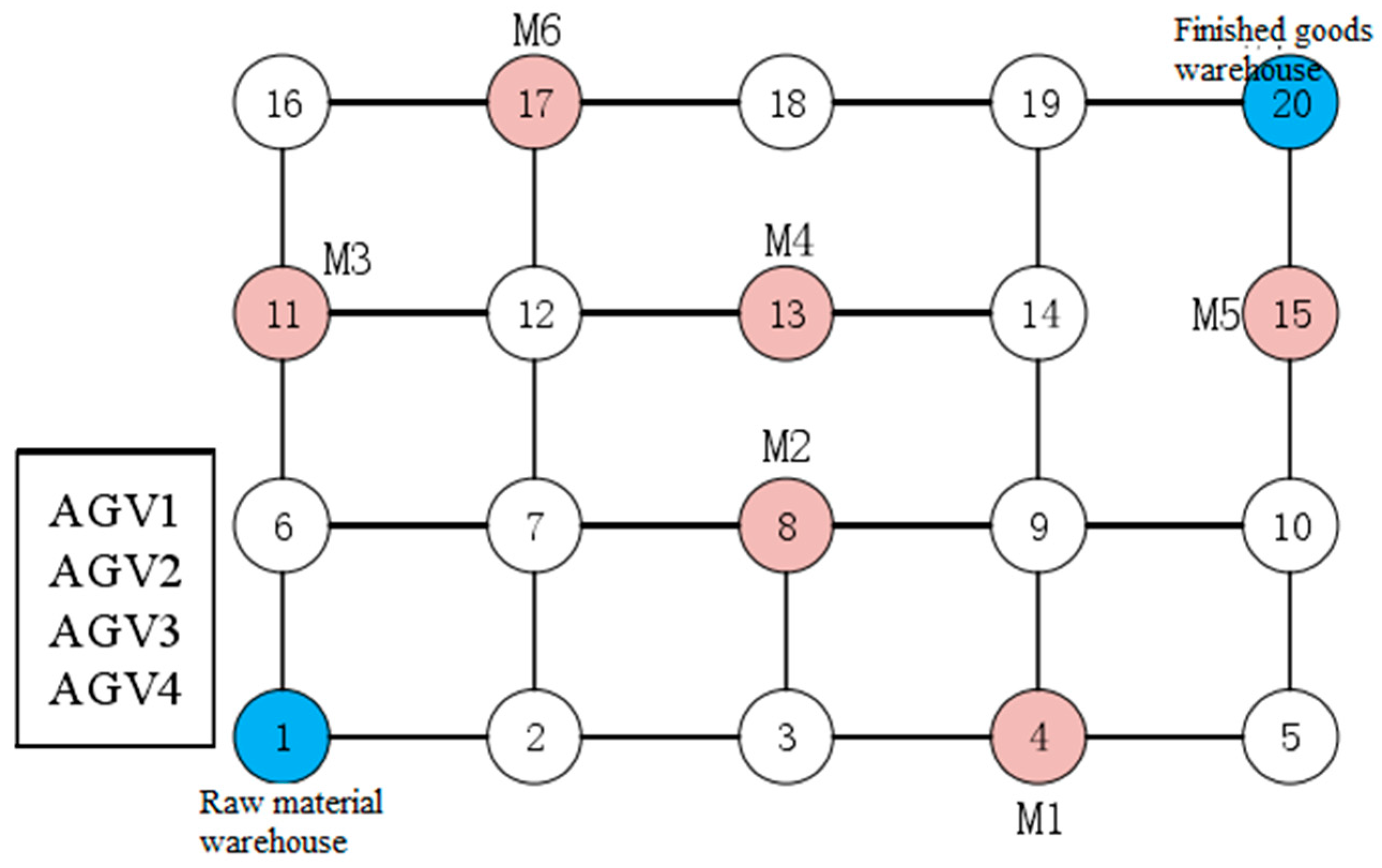
Assuming that there are m sets of machining equipment and w sets of AGVs with the same transport capacity in the flexible machining workshop that need to complete the machining tasks of n different workpieces, the machining task of each workpiece consists of multiple machining processes and the degree of automation of the machining equipment in the workshop is relatively high, and each piece of equipment can also complete a number of different processes for different workpieces so that each process can be completed by a different piece of machining equipment, but the time required to complete the same machining process for different machining equipment is different. Therefore, each process can be completed by different processing equipment, but for different processing equipment to complete the same processing process requires different amounts of time. The layout of the flexible machining workshop is simulated with a topological map as shown in Figure 1.
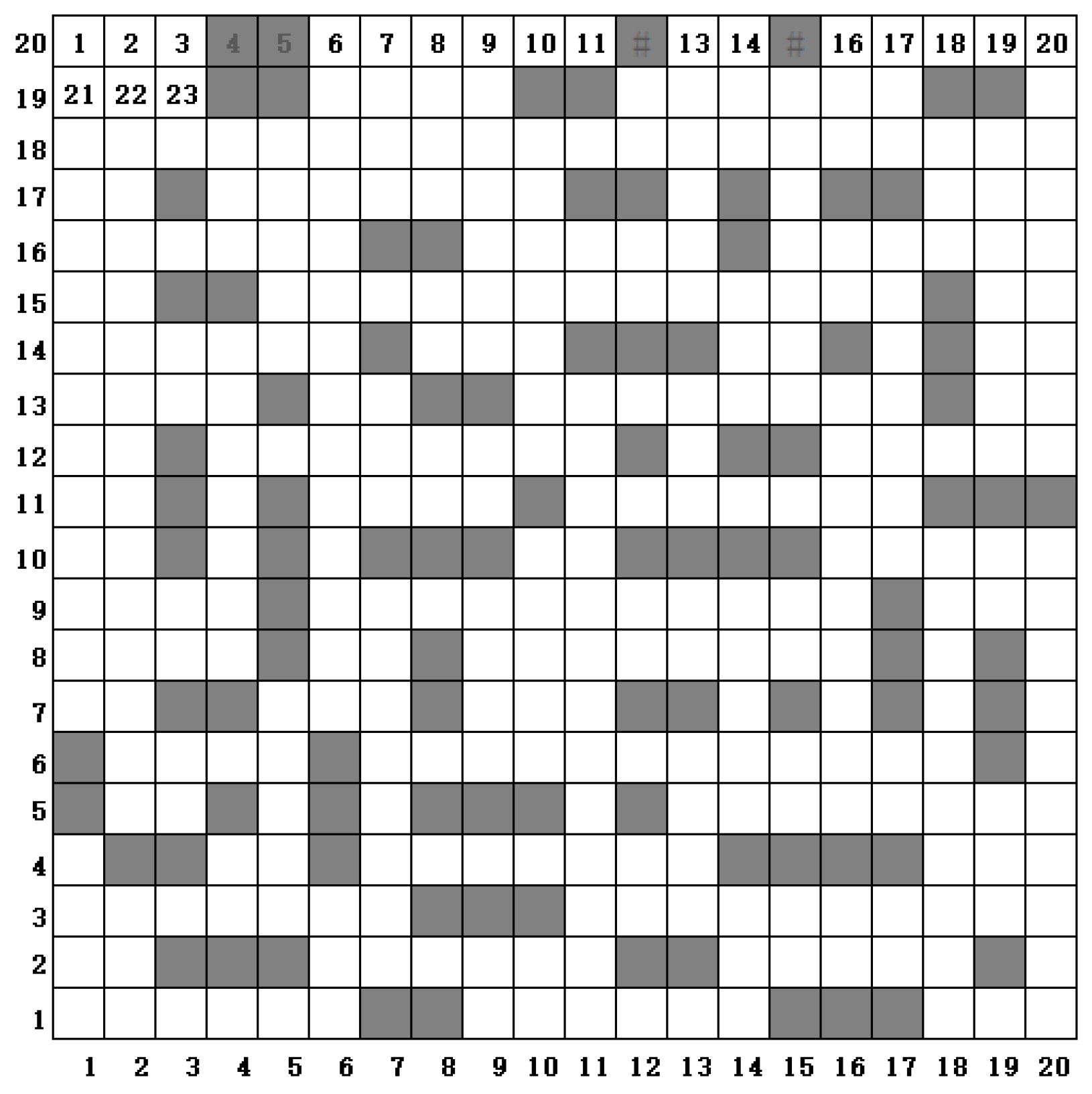
In order to ensure the spatial possibility of AGVs, the environment map is divided into regions according to the width of the workshop road, as shown in Figure 2, where the dashed positive box represents the node region in the map, and the dashed long box represents the road section region in the map. The AGVs always travel along the centerline of the road, and only one AGV can travel in the same node region at the same time.
In order to make the constructed model more scientific and reasonable on the basis of conforming to the actual situation of the workshop, the following assumptions and explanations are put forward:
- (1)
- Each machine in the flexible workshop can only process one workpiece at a time;
- (2)
- There is no sequence constraint for the processes between different workpieces;
- (3)
- Each process of a workpiece can only be processed on one machine and cannot be split and processed on two machines;
- (4)
- The loading time and unloading time of the processes are included in the processing time of each process;
- (5)
- The AGV travels at a constant speed in the system, and the traveling time already includes the time used for turning and passing the crossroads;
- (6)
- Each AGV has a cache of 1. It loads goods at the starting point and unloads them at the endpoint, so each cart is responsible for only one workpiece transport task at a time;
- (7)
- The AGV plans the distribution path and transports the goods to the end point of the task. After completing a distribution task, the AGV plans the return path back to the starting point to take the next task;
- (8)
- The AGV has enough range throughout the simulation time period without considering the charging problem and failure problem;
- (9)
- AGV transport and equipment processing process cannot be interrupted to ensure the continuity of transport and processing, in the environment map, so the roads are two-way single lane;
- (10)
- There is a buffer zone at the starting point of the AGV and the raw material on-line node of each production line, which can accommodate multiple AGVs;
- (11)
- The AGVs load and unload goods at the starting point and the endpoint at the buffer zone of the node, without occupying the node space;
- (12)
- The AGV can travel in both directions without turning around and can complete 90-degree differential steering with a fixed single steering time.
2.2. Objective Function Construction
When AGVs perform production scheduling tasks, different path planning choices have a great impact on the completion time, so the time wastage and resource wastage due to regulating path conflicts are minimized in the path planning stage. The mathematical model established in this paper takes the shortest total traveling time of all AGVs as the objective function, since the vehicle travels at a uniform speed, then the shortest time also means the shortest path at the same time, and similarly consumes the least amount of resources and has the lowest delay cost.
For the multi-AGV dynamic path planning problem, the objective function should be the minimum total time spent for all distribution tasks, as shown in Equations (1)–(4).
where Ct is the total time for all tasks to be completed, m is the number of AGVs, ti is the time spent by AGVi in the process of completing the task, tpnout is the last node departure time of AGVi in the planning path, tld is the time of loading or unloading goods during one task of the AGVs, Tpush is the time of the task’s issuance, tpiin denotes the time of the AGV’s entry into node pi, and, tpiout denotes the time of AGV’s departure from node pi, and Tbegin denotes the time of AGVs starting traveling after accepting a task. Time, tpiout denotes the time when AGV leaves node pi, Tbegin denotes the time when AGV starts traveling after accepting a task, and the meanings of the rest of the time variables can be deduced by analogy. Lp is the edge length of the node region, Lv is the edge length of the node region, and v is the uniform traveling speed of AGV.
Finally, the multi-AGV path planning model needs to satisfy the following constraints: the environment map is a bidirectional channel, only one AGV can be traveling in the same region at the same time, so that no opposite direction conflict and no node conflict can occur in any section area.
3. Algorithm Design and Optimization
In this paper, a two-dimensional raster map model is constructed through MATLAB to simulate the two-dimensional planar structure of the machine processing and manufacturing workshop of intelligent manufacturing operations, determine the fixed obstacles and dynamic obstacles, and solve the shortest path by improving the ACO algorithm based on the traditional ACO algorithm.
3.1. Environmental Modeling—Raster Map Model
The AGV path planning problem is one of the most frequently encountered problems in the production scheduling process of the job shop. Before solving the path planning problem, it is first necessary to model the job shop layout of the system and choose a suitable map type to simulate the shop layout map. The raster method has simple, efficient and good applicability; this paper uses the raster method to establish the mobile environment of AGVs. Raster maps were proposed by Howden in 1968, by assigning different values to the 2D grid in order to simulate the paths of the shop floor, the 2D positional relationships of the production equipment [26]. The raster map transforms the physical map of the workshop into a grid of equal neighboring areas and assigns values of 1 or 0 to the grids, representing feasible and infeasible areas. The number “1” is used in the coding to represent an obstacle square, which is visualized as a black grid, and the number “0” is used to represent a non-obstacle square, which is visualized as a white grid. Each grid is numbered from bottom to top and left to right. Assuming that the raster map is C rows and N columns, and the length of each raster is a, the position corresponding to the i-th raster is obtained by Equation (5). The position of the coordinates in the raster corresponds to the position of the serial number as shown in Figure 3.
3.2. Traditional Ant Colony Algorithm
The ant colony algorithm is a meta-heuristic algorithm that achieves optimal path selection by simulating the information interaction between the ant colony and the environment, which has the characteristics of self-organization, distribution and positive feedback. The ACO algorithm defines the initial pheromone concentration τij, denoting the pheromone concentration from node i to node j. The initial pheromone concentration of the traditional ACO algorithm adopts a uniform distribution in the implementation process. Set the probability that Pkij(t) transfers ant m from node i to node j at time t, that is, the AGV path selection tendency, that is, the path selection probability. The ant colony algorithm is used to select the next node to be moved, as shown in Equations (6) and (7).
where ηij is the value of inspired information from node i to node j point, and its value is the inverse of the distance between the two raster points; a is the pheromone guiding factor; β is the inspired information guiding factor; and allowedm is the set of movable rasters around raster point i.
After the ant colony completes one iteration completion, there will be pheromone residue on each path, in order to obtain diversity of solutions and high-quality solutions, the pheromone is updated according to Equations (8)–(10):
where ρ is the pheromone volatilization factor, ρ ∈ (0, 1), Δτij is the pheromone increment at point (i, j) after the ant completes a cycle; Δτkij is the pheromone increment at point (i, j) after the ant k completes a cycle, which is updated according to Equation (10); Lk is the distance that the k-th ant passes through the node (i, j); and Q is the pheromone enhancement coefficient, which is a constant.
3.3. Improvement of the Ant Colony Algorithm
- (1)
- Improve the initial pheromone
In the traditional ant colony algorithm, the initial pheromone concentration of each grid is uniformly distributed as 0, which makes the ant colony algorithm have a great blindness in the early operation and greatly reduces the efficiency of the algorithm. In order to prevent the algorithm entering into premature maturity, set the pheromone concentration of the unpassed raster nodes to 0.01. Then, there are
where τ(i) is the pheromone concentration of the raster node i, c1 is a constant less than 0, p is the passing raster node, i is the raster node around node p, count(i) is the sum of the number of rasters from the current node p to the surrounding feasible nodes i, and d(p, i) is the Euclidean distance from node p to node i.
- (2)
- Introduction of turning factor
The traditional ant colony algorithm only considers the cost problem brought by the path length when updating the pheromone and does not take into account the number of turns of the actual logistics robot in the execution process, which reduces the efficiency of the AGV. In this paper, we propose a pheromone updating method that incorporates the number of turns. The number of turns of the AGV in the execution process corrects the definition of the pheromone concentration increase Δτkij, as shown in Equation (12).
where c2 is the path length influence factor, c3 is the turn factor and Tk is the sum of the number of turns made by ant k from the starting point to the endpoint.
- (3)
- Improvement of volatility coefficient
The pheromone volatility coefficient of the general ACO algorithm is a constant. The pheromone concentration required at each stage is not the same, too much pheromone concentration accumulation (ρ value is small) is easy to accelerate the convergence, but it is easy to make the calculation results fall into the local optimum; if the pheromone concentration accumulation is not enough (ρ value is large) is not conducive to the path searching, increasing the algorithm running time. In order for the ACO algorithm to jump out of the local optimum, the improved pheromone volatility coefficient ρ is:
where k obeys the Laplace distribution for the parameters b and µ, where k is the number of iterations of the algorithm; b is the scale parameter; and µ is the position parameter.
3.4. Improvement of Ant Colony Algorithm Process
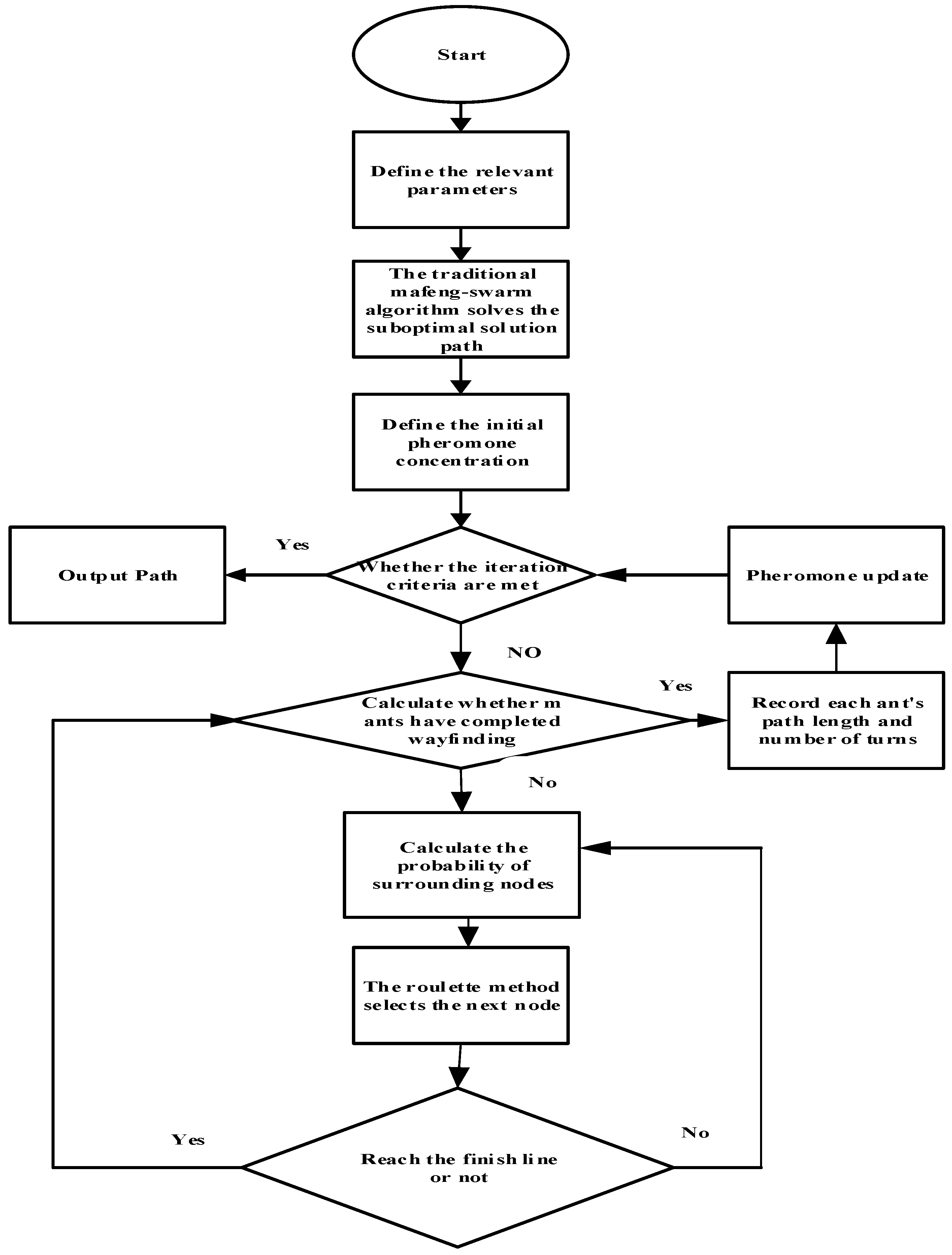
The improved ACO algorithm mainly improves the initial pheromone concentration, the increase in pheromone concentration and the volatility factor on the basis of the traditional ACO algorithm, so as to improve the execution efficiency of the algorithm. The flow of the improved ACO algorithm is shown in Figure 4.
4. Experiments and Analyses
In order to verify the effectiveness and feasibility of the proposed improved ACO algorithm, this section performs a simulation to verify the improved algorithm. The algorithm runs on Windows 10 (64-bit), Core i5-10210U CPU 3.5 GHz; 8 GB of memory on MATLAB software for simulation comparison. In this experimental simulation, the relevant parameters in the path planning algorithm model are set as shown in Table 2, all the time units in the simulation parameters and results are seconds, and the simulation start time is set to 0 s. The digital workshop model obtains the running status of AGV equipment in the actual workshop through data communication and other means, and displays it in the interface in real time, as shown in Figure 5.
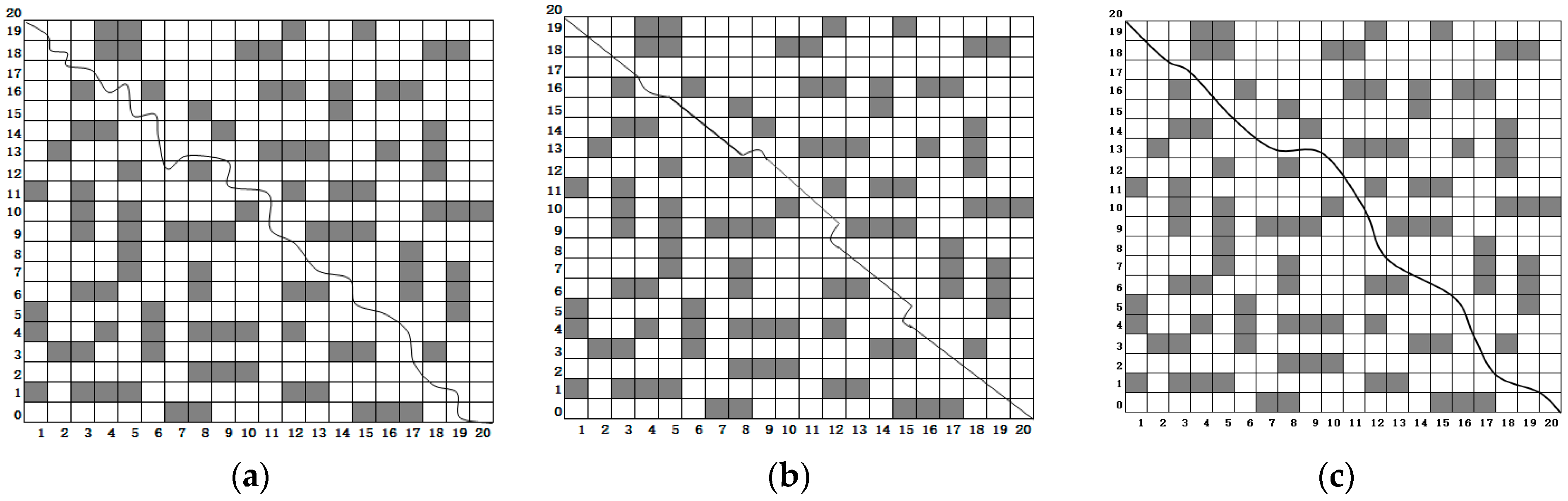
Firstly, a 20 × 20 map is randomly generated to compare the maps and the number of iterations of the traditional ACO algorithm, the algorithm of the literature [27] (above the improved ACO Algorithm with potential field) and the improved ACO algorithm in the actual path planning, and then the comparisons of the indexes are derived. Figure 6 and Figure 7 show the actual path planning and the number of iterations (20 × 20 maps) of the traditional ant colony algorithm, the algorithm of literature [27] (above the improved ACO Algorithm with potential field) and the improved ant colony algorithm. Table 1 shows the comparison of various path metrics for the simulation of 20 × 20 map simulation generated by the simulation.
From Table 3, we can draw some conclusions as follows: the traditional ant colony algorithm moves only 6.1% more distance on the path length compared to the improved ant colony algorithm, although the improved ant colony algorithm is not very obvious in shortening the effect of the path length, but the number of iterations compared to the traditional ant colony algorithm and the algorithm of the literature [27] (above the improved ACO Algorithm with potential field) is reduced by 70%, 59%, and in the number of turns is reduced by 60% and 34%, respectively. The improved ant colony algorithm has a significant reduction in the number of iterations and the number of turns, which greatly improves the algorithm and the actual work efficiency of the AGV in the job shop.
In order to verify the objectivity of the experiment, this paper also selected 40 × 40 randomly distributed maps for the experiment. Furthermore, 40 × 40 maps of the path index comparison are shown in Table 4.
By analyzing Table 3 and Table 4, it can be seen that the improved ant colony algorithm can achieve convergence in complex maps without iterating many times compared to the traditional ant colony algorithm and the algorithm of literature [27] (above the improved ACO algorithm with potential field). Therefore, the improved ant colony algorithm has better results in terms of the path length, the number of turns and the number of iterations, and it is more capable of finding a suitable path than the traditional ant colony algorithm, and there is no premature phenomenon, which is very good to improve the actual working efficiency of AGV.
On this basis, the proposed algorithm is verified for its automatic guided vehicle scheduling optimization efficiency, and the automatic guided vehicle scheduling optimization time is taken as an evaluation index, and the shorter its automatic guided vehicle scheduling optimization time is, the higher the automatic guided vehicle scheduling optimization efficiency of the algorithm is. The automatic guided vehicle scheduling optimization time of different algorithms is obtained, and the comparative analysis results are shown in Table 5.
According to Table 5, it can be seen that the automatic guided vehicle scheduling optimization time of different algorithms increases with the increase in task points. When the number of task points is 10, the automatic guided vehicle scheduling optimization time of the algorithm in literature [21] is 46.2 s, the automatic guided vehicle scheduling optimization time of the traditional ant colony algorithm is 51.4 s, and the automatic guided vehicle scheduling optimization time of the proposed algorithm is only 38.6 s. It can be seen that the proposed algorithm’s automatic guided vehicle scheduling optimization time is shorter, which can improve the efficiency of the automatic guided vehicle scheduling optimization, and the advantage is more significant as the number of task points increases. And the advantage is more significant with the increase in the number of task points.
5. Conclusions
In this paper, an improved ant colony algorithm is proposed to improve the distribution of pheromone concentration, volatilization factor and turn factor, and the experimental simulation results show that the method has great superiority, which can improve the actual working efficiency of AGVs, and also make the total turning and moving distance of AGVs in the operation reach the shortest. Aiming at the status quo that traditional path planning methods are more difficult to meet the current demand for upgrading the logistics system of the intelligent workshop, we use the map model of the workshop environment to fit the real-time road traffic state of the workshop and the occupancy time window of AGV and other logistics equipment on the map, so that the parameters of the model of the path planning algorithm can be synchronized with the actual workshop environment at all times. Based on the improved ant colony algorithm and dynamic adjustment model, the total task completion time of this paper’s method is reduced compared with other methods under multiple test conditions, and the conflict adjustment time cost of this paper’s method is reduced compared with the original method under test conditions with unexpected events. Through theoretical analysis and simulation results, it is confirmed that the improved algorithm model combined with the improved path planning algorithm has a better optimization effect on the shop floor AGV path planning problem compared with the original scheme.
Compared with the traditional ant colony algorithm and elite ant colony algorithm, the improved swarm algorithm proposed in this paper has a significant reduction in the number of iterations, better efficiency of searching operation paths, and better performance of the algorithm in different sizes of rectangular complex environment scenarios.
Compared with the traditional ant colony algorithm, the improved swarm algorithm reduces the total number of turns by 34% to 60%, and the total movement time by 40% to 67%, effectively reducing the operation time during the actual operation of AGVs and reducing the operation cost and mechanical wear and tear.
In this paper, the path planning problem of multi-AGV and the integrated scheduling problem of job shop are studied to solve the problem of simultaneous scheduling of AGVs and machining equipment in the manufacturing system, and since there are a lot of assumptions in the modeling process, there are still a lot of deficiencies in the article that need further thinking. In the multi-AGV path planning problem, the research object of the system is the multi-AGV cart path planning under the integrated control system, in future research, the research of the AGV path planning problem with distributed control can be established to realize the information interoperability among AGVs and decide which AGV waits or passes according to the priority of the transportation task in charge of each AGV when encountering a path conflict. After realizing the communication function of multiple AGVs, the transportation task of equipment processing is released in the form of broadcasting, and the transportation task can be decided which AGV is responsible for it through the positioning system, simplifying the AGV scheduling problem and making the flexible manufacturing system more intelligent. The research object of the integrated scheduling problem of flexible machining job shop is the static job shop scheduling problem, and it does not consider the dynamic scheduling problems such as equipment status, AGV status, emergency order insertion, rework, etc. The next step of the research can increase the stability and dynamic simulation, etc., and the algorithmic strategy of dynamic scheduling can be researched. Then, the research problem is extended to the multi-shop scheduling problem, and the dynamic scheduling problem of multi-shop is studied.
Author Contributions
Conceptualization, X.Z., C.W. and Y.X.; methodology, X.Z., C.W. and Y.X.; formal analysis, Y.X. and C.W.; investigation, X.Z. and C.W.; writing—original draft preparation, C.W., X.Z. and Y.X.; writing—review and editing, C.W., X.Z. and Y.X. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Hunan Province Natural Science Foundation, China (Project number: 2022JJ50244); Project of shaoyang social science achievement evaluation committee in 2022 (Project number: 22YBB10).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhou, J. Intelligent manufacturing: The main attack direction of “Made in China” 2025. China Mech. Eng. 2015, 26, 2273–2284. (In Chinese) [Google Scholar]
- Liu, Q. Research on theoretical system architecture of intelligent manufacturing. China Mech. Eng. 2020, 31, 24–36. (In Chinese) [Google Scholar]
- Lv, X. Optimisation Model and Method for Integrated Scheduling of Production Equipment and AGV in Flexible Manufacturing Job Shop Considering Path Conflict. Ph.D. Thesis, Chongqing University, Chongqing, China, 2020. (In Chinese). [Google Scholar]
- Lu, J.; Hu, Q.; Dong, Q. Smart manufacturing and its research status. J. Zhejiang Univ. Technol. 2016, 144, 681–688. (In Chinese) [Google Scholar]
- Lu, Z.; Zhuang, Z.; Huang, Z.; Qin, W. A Framework of Multi-Agent Based Intelligent Production Logistics System. Procedia CIRP 2019, 83, 557–562. [Google Scholar] [CrossRef]
- Lu, Y.P. Study on Simulation of Logistics Operations in Automobile Coating Process Based on Arena. Logist. Technol. 2015, 34, 203–207. [Google Scholar]
- Wang, Y.R. Production logistics simulation and optimization in automobile manufacturing company. Mod. Manuf. Eng. 2017, 445, 59. [Google Scholar]
- Liu, E.; Yao, X.; Tao, T. Co-integrated AGV job shop scheduling based on improved flower pollination algorithm. Comput. Integr. Manuf. Syst. 2019, 25, 2219–2236. (In Chinese) [Google Scholar]
- Brucker, P.; Schlie, R. Job-shop scheduling with multi-purpose machines. Computing 1990, 45, 369–375. [Google Scholar] [CrossRef]
- Hu, X.D.; Shen, C.; Peng, L. Intelligent manufacturing of knitting equipment and validation of interconnection standards. Text. J. 2017, 38, 172–176. (In Chinese) [Google Scholar]
- Chen, G.; Zhang, Z.; Huang, X. Improved artificial potential field method for path planning in unknown environment. Mech. Electron. 2021, 39, 74–80. (In Chinese) [Google Scholar]
- Deng, X.; Zhang, J.; Shao, H. Path planning and simulation analysis of mobile robot based on improved artificial bee colony evolutionary algorithm. J. Jiangsu Univ. Sci. Technol. (Nat. Sci. Ed.) 2020, 34, 66–71. (In Chinese) [Google Scholar]
- Wang, J.; Wang, X.; Tian, Q. Mobile robot path planning based on improved fuzzy adaptive genetic algorithm. Mach. Tools Hydraul. 2021, 49, 18–23. (In Chinese) [Google Scholar]
- Fu, X.; Hu, Y. Three-dimensional path planning based on improved particle swarm algorithm. Electro-Opt. Control. 2021, 28, 86–89. (In Chinese) [Google Scholar]
- Shi, Z.; Mei, S.; Shao, Y. Research status and prospect of mobile robot path planning based on artificial potential field method. Chin. J. Agric. Mech. Chem. 2021, 42, 182–188. (In Chinese) [Google Scholar]
- Li, W.; Su, X. Research on AGV path planning based on improved A* algorithm. Mod. Manuf. Eng. 2015, 60–64. (In Chinese) [Google Scholar]
- Tian, H.; Li, L.; Chang, K. Improved A* algorithm for unmanned vehicle path planning. Mod. Manuf. Eng. 2021, 63–68, 92. (In Chinese) [Google Scholar]
- Wang, C.; Wang, Y. An improved Dijkstra algorithm for UAV path planning. Inf. Technol. Informatisation 2021, 217–219. (In Chinese) [Google Scholar]
- Li, X.; Xiong, W.; Tao, Y. Global optimal path planning for mobile robots based on improved A* algorithm. High Technol. Commun. 2021, 31, 306–314. (In Chinese) [Google Scholar]
- Zou, W.-Q.; Pan, Q.-K.; Wang, L.; Miao, Z.-H.; Peng, C. Efficient multi-objective optimization for an AGV energy-efficient scheduling problem with release time. Knowl. Based Syst. 2022, 242, 108334. [Google Scholar] [CrossRef]
- Singh, N.; Dang, Q.V.; Akcay, A.; Adan, I.; Martagan, T. A matheuristic for AGV scheduling with battery constraints. Eur. J. Oper. Res. 2022, 298, 855–873. [Google Scholar] [CrossRef]
- Wang, Z.; Zeng, Q. A branch-and-bound approach for AGV dispatching and routing problems in automated container terminals. Comput. Ind. Eng. 2022, 166, 107968. [Google Scholar] [CrossRef]
- Lu, J.; Ren, C.; Shao, Y.; Zhu, J.; Lu, X. An automated guided vehicle conflict-free scheduling approach considering assignment rules in a robotic mobile fulfillment system. Comput. Ind. Eng. 2023, 176, 108932. [Google Scholar] [CrossRef]
- Liu, W.; Zhu, X.; Wang, L.; Wang, S. Multiple equipment scheduling and AGV trajectory generation in U-shaped sea-rail intermodal automated container terminal. Measurement 2023, 206, 112262. [Google Scholar] [CrossRef]
- Guan, X.; Cheng, J.; Zhang, W. Research on multi-AGV path planning based on improved A* algorithm. Aviat. Manuf. Technol. 2023, 66, 76–85. (In Chinese) [Google Scholar]
- Tang, B.; Zhu, Z.; Luo, J. A convergence-guaranteed particle swarm optimisation method for mobile robot global pat planning. Assem. Autom. 2017, 37, 114–129. [Google Scholar] [CrossRef]
- Cai, J.; Luo, C.; Xie, W. Iterative learning control for trajectory tracking of flexible robotic arm. Lab. Res. Explor. 2021, 40, 32. (In Chinese) [Google Scholar]
Figure 1.
Layout of flexible machining workshop.

Figure 2.
Time diagram of AGV access to the node area.

Figure 3.
Raster map model.

Figure 4.
Improved ACO algorithm flow.

Figure 5.
Digital workshop model.

Figure 6.
Actual path planning for traditional ACO algorithm, the improved ACO algorithm with potential field and improved ACO algorithm (20 × 20 map): (a) Traditional Ant Colony Algorithm Path Planning; (b) Improve Ant Colony Algorithm with potential field path planning; (c) The algorithm proposed in this paper Path Planning.
Figure 6.
Actual path planning for traditional ACO algorithm, the improved ACO algorithm with potential field and improved ACO algorithm (20 × 20 map): (a) Traditional Ant Colony Algorithm Path Planning; (b) Improve Ant Colony Algorithm with potential field path planning; (c) The algorithm proposed in this paper Path Planning.

Figure 7.
Number of iterations of traditional ACO algorithm, the improved ACO Algorithm with potential field and the algorithm proposed in this paper (20 × 20 maps): (a) Number of iterations of traditional ACO algorithm; (b) Number of iterations of improved Ant Colony Algorithm with potential field; (c) Number of iterations of the algorithm proposed in this paper.
Figure 7.
Number of iterations of traditional ACO algorithm, the improved ACO Algorithm with potential field and the algorithm proposed in this paper (20 × 20 maps): (a) Number of iterations of traditional ACO algorithm; (b) Number of iterations of improved Ant Colony Algorithm with potential field; (c) Number of iterations of the algorithm proposed in this paper.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Comparison of the characteristics of modern heuristics.
| No. | Algorithm Type | Advantage | Disadvantage | Scope of Application |
|---|---|---|---|---|
| 1 | Ant colony algorithm | Good positive feedback mechanism and easy association with other algorithms. | Long search time, need to constantly adjust variables, slow solution speed. | It is applicable to multi-objective optimization problems. |
| 2 | Simulated annealing algorithm | High robustness, parallel processing at multiple constraints | The accuracy of the results is not high and the running time is long and inefficient. | Applicable to the modification of existing path problems |
| 3 | Particle swarm algorithm | The algorithm is simple and fast to compute, with strong global search capability. | It is not applicable to discrete problems and tends to converge prematurely. | Solved in combination with other algorithms. |
| 4 | Taboo search algorithm | Strong local search ability, prone to premature convergence. | The solution is complex, computationally inefficient, and dependent on the initial solution obtained. | Solving large-scale problems. |
| 5 | Genetic Algorithm | High computational efficiency and strong bureau search capability. | Poor local search capability. | VRP and other complex realities that fit the problem. |
Table 2.
Experimental parameter settings.
| Parameter Name | Parameter Value | Parameter Name | Parameter Value |
|---|---|---|---|
| Side length of node area LP (m) | 4 | AGV Single steering extra time/Δτr (s) | 3 |
| Length of AGV body/LV (m) | 2 | single loading and unloading time/tld (s) | 30 |
| AGV uniform traveling speed/v (m) | 1 | Number of AGVs in the workshop (pcs) | 8 |
| Iteration number/K | 50 | Pheromone-inspired factor/α | 1 |
| Ant colony size/M | 50 | Expectation heuristic factor/β | 2 |
| Pheromone volatilization coefficient/ρ | 0.85 | Dynamic volatility factor control parameter/σ | 0.95 |
| Minimum residual coefficient/min | 0.35 | Grid side length/cm a | 1 |
Table 3.
Comparison of various path indicators for 20 × 20 maps.
| Algorithm | Path Length | Number of Iterations | Number of Turns | Initial Path Length |
|---|---|---|---|---|
| The traditional ACO algorithm | 30.3848 | 80 | 15 | 44.6274 |
| Improve Ant Colony Algorithm with potential field | 28.6274 | 69 | 9 | 44.8701 |
| The algorithm proposed in this paper | 28.6374 | 10 | 6 | 30.7999 |
Table 4.
Comparison of various path indicators for 40 × 40 maps.
| Algorithm | Path Length | Number of Iterations | Number of Turns | Initial Path Length |
|---|---|---|---|---|
| The traditional ACO algorithm | 75.3692 | 110 | 50 | 82.9117 |
| Improve Ant Colony Algorithm with potential field | 62.0359 | 110 | 28 | 120.4345 |
| The algorithm proposed in this paper | 57.8071 | 34 | 19 | 60.9313 |
Table 5.
Optimization time of automatic guided vehicle scheduling with different algorithms.
| Time (s) | Task Points/Unit | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Algorithms | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| The traditional ACO algorithm | 12.8 | 17.6 | 20.6 | 25.8 | 29.4 | 33.2 | 38.8 | 42.5 | 47.6 | 51.4 | |
| Improve Ant Colony Algorithm with potential field | 5.6 | 12.5 | 15.8 | 19.5 | 24.6 | 29.4 | 34.5 | 38.5 | 42.7 | 46.2 | |
| The algorithm proposed in this paper | 5.8 | 8.6 | 13.2 | 16.4 | 19.3 | 23.5 | 27.6 | 32.8 | 35.7 | 38.6 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wu, C.; Xiao, Y.; Zhu, X. Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example. Processes 2023, 11, 2606. https://doi.org/10.3390/pr11092606
AMA Style
Wu C, Xiao Y, Zhu X. Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example. Processes. 2023; 11(9):2606. https://doi.org/10.3390/pr11092606
Chicago/Turabian StyleWu, Chao, Yongmao Xiao, and Xiaoyong Zhu. 2023. "Research on Optimization Algorithm of AGV Scheduling for Intelligent Manufacturing Company: Taking the Machining Shop as an Example" Processes 11, no. 9: 2606. https://doi.org/10.3390/pr11092606
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.