
Dry Machining Techniques for Sustainability in Metal Cutting: A Review

Department of Mechanical and Industrial Engineering Technology, University of Johannesburg, Doornfontein Campus, Johannesburg 2028, South Africa
*
Author to whom correspondence should be addressed.
Processes 2024, 12(2), 417; https://doi.org/10.3390/pr12020417
Submission received: 4 February 2024
/
Revised: 14 February 2024
/
Accepted: 15 February 2024
/
Published: 19 February 2024
(This article belongs to the Special Issue Innovations in Manufacturing Processes and Systems for Sustainable Practices)
Abstract
:Dry machining has gained significant importance in the last few years due to its promising contribution towards sustainability. This review study introduces dry machining, presents its benefits, and summarizes the recent technological developments that can facilitate dry machining. It aims to provide a concise overview of the current state of the art in dry machining to promote sustainability. This article synthesizes and emphasizes the useful information from the existing literature, and summarizes the methods and tools used to implement it. It also identifies some of the major problems and challenges and their potential solutions to make dry machining more viable and efficient. It concludes with some future research directions important for the scholars and researchers to establish the field further. From this review study, the major findings are: (1) tools with textures or patterns can enhance the cutting performance of dry machining for various materials, (2) tool coating is an effective way to lower the tool cost in dry machining and can achieve the required functionality for the cutting tool without affecting its core properties, (3) Alumina-based mixed ceramic tools with SiC whiskers have better fracture toughness, thermal shock resistance, and self-crack healing properties, (4) one effective method to improve the dry cutting of engineering materials is to apply external energy sources to assist the dry machining process, (5) by using microwave sintering, cutting tools with finer microstructures and higher densities can be produced, which improve their hardness, wear resistance, and thermal stability to perform well in dry machining conditions.
1. Introduction
Energy and materials are vital resources for the expanding global economy, and their extraction from natural resources has negative environmental repercussions such as pollution, deforestation, biodiversity loss, and climate change. These environmental problems pose serious risks for life on the planet and are the drivers to adopt sustainable development. Sustainable development is defined as being able to meet current needs without endangering future generations’ ability to meet their own [1,2]. As shown in Figure 1, it is a notion that refers to the ability to carry out a particular activity indefinitely encompassing environmental, social, and economic aspects of development [2]. The manufacturing sector is one of the key contributors to economic growth, a major consumer of natural resources including energy and materials, and can make a substantial contribution to sustainable development. The manufacturing industry, as the backbone of every industrialized economy, presents challenges in addressing concerns of sustainability [3,4]. In the present scenario, sustainable manufacturing is now not only an obligatory standard but an opportunity to create global competitiveness and benefit the community [3].
Machining is one of the most important and an absolutely essential manufacturing activity for producing different components [5,6] and undoubtedly a significant driving force behind global economic growth [7,8].
Sustainable machining innovation is a key goal for the manufacturing sector, which faces increasing demand for eco-friendly methods and products. To achieve this goal, it is vital to design and implement systems that can combine research and industrial skills to save energy, resources, and the environment [9,10]. The manufacturing and machining industries in the United States have an annual value of over 100 billion dollars, demonstrating the relevance of sustainability in the practices of machining due to the scale of manufacturing processes involved and the related potential environmental dangers [11]. Machining is a process that involves a workpiece’s material removal by the application of a cutting tool that produces chips, and the goal of machining is to attain the necessary shape and size of the workpiece according to the specifications [6]. A substantial volume of heat is produced through the machining process due to extreme metal deformation at the tip of tool and workpiece interaction, causing high temperature, build-up edge, and lower tool life, controlled using proper cooling agents or cutting fluids, a significant source of waste and adverse environmental impacts [12]. Although cutting fluids are favorable in many aspects of machining performance, such as heat removal, higher tool life, and better surface smoothness, they also incur financial costs and have a negative environmental impact due to their high fraction of total machining costs, i.e., around 17% [13], disposal issues [14], and rapid degradation when used at high temperatures [15]. Every year, over 30 million gallons of cutting fluid are released in the United States alone, and the cost of cutting fluid retreatment is around USD 15 per gallon [16]. Cutting fluid is a hazardous substance; when it comes into contact with the skin, it can cause irritation, inflammation, and even cancer, and when it evaporates at the cutting zone, it can release toxic vapors that can damage the respiratory system [16,17,18].
Furthermore, in certain cutting applications, such as high-cutting-speed machining, there is the possibility of insufficient cutting fluid penetration into the machining zone [19] and thermal shocks to the cutting tool, which reduces tool life [20], limiting the implementation of such a cooling strategy. An increase in global environmental awareness and competitive cost pressures on manufacturing industries led a critical consideration of cutting fluids in machining [4,21], and dry machining has gained popularity in the recent decade and has been extensively researched, particularly in the last five years [20]. Machining performed without the use of cutting fluids is referred to as “dry machining” [12]. Dry machining is a green and economical alternative to conventional machining that requires cooling and lubrication fluids. It is expected to become a crucial technique for the manufacturing industry in the coming decades, as it can reduce waste, energy consumption, and health risks.
The literature shows that various approaches have been proposed and implemented to achieve dry machining. This article provides a brief review of the current state of the art in dry machining, extracts and highlights the valuable information provided in the existing literature, summarizes the methods and tools used to implement it, and also discusses the future directions and opportunities for further research and development in this field.
The remaining structure of the papers is as follows (see Figure 2): Section 2 discusses the constraints and benefits of dry machining. The highlights of the existing review studies are discussed in Section 3. The different approaches for achieving dry machining are outlined in detail in Section 4. Section 5 concludes with a summary and future research directions.
2. Difficulties with and Benefits of Dry Machining
The quest to eliminate the application of flooded fluids has been one of the key difficulties and goals in the context of machining in recent years, namely “Dry Machining”, in order to meet the sustainable development standards and to reduce the machining cost [15,22,23]. Dry machining is an eco-friendly process that will become a vital requirement for the manufacturing sector in the near future. Whether voluntarily or by legal obligation, industries will have to adopt dry machining to abide by the environmental safeguarding guidelines and the regulations governing workplace safety and health [14,24]
Indeed, there are many benefits of dry machining, as follows and summarized in Figure 3a:
However, in the absence of any cutting fluid, which can help with cooling, chip removal, and lubrication at the interaction point between the component being worked on and the cutting tool, the following are some of the major difficulties/challenges experienced in dry machining:
- Heat generated in the cutting zone: the tool and workpiece will interact more strongly due to the higher friction and adhesion forces, which causes high temperature at the cutting tool [12].
- At elevated temperature, the tool loses its mechanical strength and wear resistance, leading to faster deterioration of the tool and shorter tool life [25].
- Formation of tool wear causes deterioration in the surface roughness, dimensional accurateness, and surface integrity of the machined component [16].
Furthermore, without the use of a cutting fluid, dry machining may produce small particles of metals that remain in the air and can cause health issues if inhaled. These challenges worsen and intensify when dry machining has been performed at high speeds with materials that are susceptible to adhere to the tool surface, such as aluminum [20] and stainless steel [26], or materials that have low machinability, such as tool steel, titanium alloy [15,27], and nickel alloys [22,28], etc.
Aluminum, steel, stainless steel titanium alloy, and nickel base alloys are some of the most common materials used in engineering. They are suitable for different sectors, such as aerospace, automotive, construction and medical, because of their specific properties. Machining is a common process that shapes and modifies these materials to meet the desired specifications and requirements. Aluminum is a soft material, but despite its low shear strength, chip adherence to the tool edge and rake face is a serious issue in the absence of cutting fluid [14]. Stainless steel has a high strength that requires high cutting forces during machining but also a low thermal conductivity that leads to heat accumulation. Without the use of cutting fluids, the high friction at the tool interface and its sticky nature result in phenomena such as adhesive layer build-up edge (BUE) and rapid tool degradation [20]. Titanium and nickel base alloys are also hard to cut in the absence of cutting fluid due to their high hot strength and low heat conductivity, these properties cause high increases in temperature at the tool—chip interaction, which leads to premature tool failure [15,19,27].
Nowadays, dry machining is a topic of global interest due to its importance for sustainable manufacturing. However, it also poses some difficulties/challenges that hinder its widespread adoption. Figure 3b illustrates some of the major difficulties that need to be overcome to make dry machining more feasible and effective. Various researchers are investigating different methods and strategies to address these challenges and improve the performance of dry machining.
These strategies for research topics cover different aspects, such as new materials for cutting tools [29], coatings [28], surface structuring/texturing of cutting tools [30], and energy-assistive dry machining, which is a hybrid process that combines dry machining with other processes like laser [31] and ultrasonic [32]. The following section provides more details on these strategies.
3. Existing Review Studies
The literature search shows that a few review studies have addressed the topic of dry machining, either exclusively or in comparison with other techniques such as near-dry lubrication, i.e., minimum quantity lubrication (MQL). The review articles by Sreejith and Ngoi [24] and Goindi and Sarkar [12] focused solely on dry machining, while the articles by Weinert et al. [21], Zhang et al. [18], Chetan et al. [33], and Rajmohan et al. [34] discussed it along with other strategies such as MQL and liquid nitrogen. One of the first review articles on dry machining was presented by Sreejith and Ngoi [24]. They discussed the current trends and developments in dry machining and concluded that more technological innovation is needed to make dry machining feasible and effective. Weinert et al. [21] presented a review study on minimal quantity lubrication (MQL) supporting near-dry and dry machining. They provided a thorough discussion of MQL and its technological implications, as well as studies on cutting tool development, coating technologies, and machine tool optimization, emphasizing that they were critical to enabling dry machining. Zhang et al. [18] conducted a systematic analysis of the features and challenges of high-speed dry milling for hard-to-cut metal materials. They discussed the effects of different energy fields, such as laser, ultrasonic, and cryogenic minimum quantity lubrication, on the milling process and performance. The review by Goindi and Sarkar [12] identified the challenges and limitations of dry machining. They discussed recent advances in dry machining methods, like the utilization of advanced tool materials and coatings, tool geometry modifications, the incorporation of laser- or modulation-assisted machining, and MQL machining. A survey of different eco-friendly machining methods was conducted by Chetan et al. [33] and Rajmohan et al. [34]. They examined the use of MQL, liquid nitrogen, vegetable oil, or compressed air as alternatives to conventional coolant–lubricant fluids and found that these methods often achieved comparable results to wet machining in terms of machining performance.
In addition to these review studies, Bayraktar [35] explained the basic mechanics of dry machining and provided important information about tool geometry, material, and coatings, and discussed relevant case studies.
Although the existing significant review studies on dry machining offer valuable insights for the researchers, they also have the following limitations that need to be addressed:
- None of the recent review studies focused exclusively on the dry machining process.
- None of the studies provided any information on the application of textured cutting tools in dry machining.
- The technological advancements and strategies discussed in the four papers were limited in scope and did not cover all the aspects of dry machining.
Therefore, this study focuses solely on dry machining, extracts and highlights valuable information from the existing literature, and summarizes the strategies and tools used to implement it, including new cutting tool materials, coated cutting tools, surface structured/textured cutting tools, and energy-assistive conventional machining.
4. Various Dry Machining Techniques
The key challenges in dry machining are the higher coefficients of friction between the tooltip and the work material, as well as heat dissipation, while the presence of cutting fluid minimized these two, providing lubrication at the tooltip chip and carrying heat out from the cutting region [15,35]. To achieve comparable machining performance and explore alternatives to wet machining, researchers examined various dry machining methods such as textured/structured tools [30], coated tools [28], improved tool materials [29], and hybrid machining with energy assistance [31,32].
As a result of these facts, the current review focuses primarily on the following developments.
- Cutting tool surface structuring (pattern or texturing)
- Cutting tool coatings
- Advancement in tool material
- Energy-Assisted/hybrid Dry Machining
4.1. Cutting Tool Surface Structuring: Pattern or Texturing
Heat generation and plastic deformation of the workpiece depend on the friction at the tool–chip interaction, and that is mainly responsible for machinability. A possible way to enhance the machinability is to create a microscale or nanoscale texture that reduces the friction [36]. Recent improvements in micromanufacturing technologies have made it possible to build useful surfaces for cutting tools, dies, and molds that are utilized in crucial manufacturing procedures. Some common techniques for fabricating textured surfaces are chemical etching, ECM: electro chemical machining, LBM: laser beam machining, and EDM: electric discharge machining [37]. The literature review by Biermann et al. [38] provides a comprehensive overview of the benefits and drawbacks of these techniques; we have not included it here since it is outside the scope of this review. Surface textured/patterned cutting tools are a new generation of cutting tools that have improved tribological performance at the tool–chip interaction [39]. Numerous studies have been conducted on cutting tools that have patterns or textures on their surfaces, because they can reduce friction and wear during machining processes. One of the earliest works that presented the concept of textured tools was by Kawasegi et al. [36]. Kawasegi et al. [36] developed microscale or nanoscale textured cemented carbide tools using a laser beam. The textured tools showed a decrease in cutting force which significantly influenced the direction of the texture. Applying textures to the rake along with the flank surfaces of tools can significantly lower the friction ~13–26% during machining processes [30,40]. The texture reduces the contact between the cutting tool and the chip in cutting. It consequently leads to a lesser amount of friction, less heat generation, and changes in the cutting temperature distribution [41]. A typical representation can be seen in Figure 4.
It is well established in previous studies that textured cutting tools can reduce the cutting force and feed force by 10–20% and 20–30%, respectively [42]. Thus, tool surface texturing/pattern is an innovative and effective method for improving machining process performance and quality. It entails making micro- or nano-scale patterns on the tool surface in order to change its tribological properties [43]. Because of the potential benefits for machinability and machining efficiency, the textured/patterned cutting tools have received a lot of attention in recent years.
Researchers have explored various types of texturing the surface of cutting tools to reduce friction. Some studies have focused on the rake surfaces [44,45,46,47], some on the flank surfaces [48,49], and some on both surfaces [42,50] simultaneously, forming dual-textured cutting tools. This study focused on the influences of texturing on the tools in dry cutting conditions and only included the relevant significant literature that met this criterion.
The performance of machining Inconel 718 alloy in dry turning with micro-textured dimple, micro-textured channel, and plain carbide cutting inserts was compared by Rajurkar and Chinchanikar [47]. The tool life of micro-textured channel cutting tools was 60% longer than that of micro-textured dimple tools at low-level speed cutting conditions. Nevertheless, the wear resistance was similar for both cutting tools (textured and plain) at high levels of cutting speeds. The primary mechanisms of wear were adhesion and abrasion, with some notch wear. The chips from micro-textured dimple tools were more segmented than the chips from micro-textured channel tools. A typical arrangement of texturing on the rake surface is presented in Figure 5.
The machinability of SS316, an austenitic stainless steel, was investigated by Soni and Mashinini [46] using a tungsten carbide cutting tool with a straight-line texture pattern. The results suggest that 0.2 mm/rev of feed rate and 0.1 mm of cutting depth can achieve improved wear resistance and machinability when machining SS316 at higher speed. However, this low cutting depth may compromise the productivity, so further research is needed in this aspect.
Singh et al. [37] produced micro-textured pattern on a high-speed steel cutting tool by the application of micro-EDM and optimized the parameters of the process. They also examined the textured tool’s effectiveness in cutting force reduction and determined that it lowered cutting force and prevented chip adherence on the textured tool surface during aluminum alloy dry machining. The textured tool performed better at lower speed, reducing the cutting force by 13% at lower speed and 5% at higher speed. Moreover, when the textured cavities of the cutting tool were filled with MoS2 solid lubricant, the cutting force was reduced by 10% at high speed as well. Fatima et al. [51] examined the effectiveness of two kinds of textures (hole and straight line) on the cutting tool’s rake surface on various cutting performance indicators, such as cutting forces, chip–tool contact length, wear, ratio of compression, and contact type. They found that textured rake faces enhanced the cutting performance in general, but the hole textures outperformed the straight-line textures in minimizing 14% in forces, 24% in tool–chip contact length, and 4% in wear. Moreover, the hole textures significantly decreased the sticking interaction from 52% to 25% at medium speed. Ma et al. [52] investigated how microbumps texturing on the rake surface of a cutting tool affect the AISI 1045 orthogonal machining. They changed the width, height, and position from the cutting edge of the microbumps and recorded the cutting forces. They discovered that microbumps can lower the cutting forces, but the influence of bump width on forces is complex.
Instead of the rake face, tool texturing can alternatively be done on the flank face [49]. The flank face is the tool’s surface that comes into contact with the workpiece while cutting, and it can wear and deform over time. One of the most important regions to inspect for tool wear is the flank face, which frequently reveals when a cutting tool has reached the end of its service life and needs replacement [53]. The influences of the texturing on the tool flank surface on the machining of AISI 1045 steel was examined by Dhage et al. [54] using cemented tungsten carbide inserts. They found that the surface quality of the machined workpiece and machining forces were substantially reduced by the texturing on the flank face surface. Rajbongshi et al. [48] investigated how texturing on the surface of the coated cutting insert on the flank surface affects the machining performance. The studies were carried out on AISI D2 steel having HRC of 45 in a dry cutting environment using textured and plain (without texturing) cutting inserts. They found that the texturing on the inserts reduces flank wear as compared to the plain cutting inserts. They also report that the quality of the machined surface is better by the textured tool in most cases and concluded that flank face textured surface of the carbide tool with coatings improves the machinability. The effect of different micro-texturing forms (dimples, lines, and splines) on the cutting tool’s flank face was investigated by Khan and Gupta [55] in a turning experiment of Inconel 600. They measured the tool life and wear under various conditions and found that the micro-texturing reduced the friction and heat significantly, enhancing the tool durability. The findings revealed that the lines and splines patterns performed superior to the dimples pattern in relation to tool life and wear. The SEM images of tool wear with different textures are shown in Figure 6.
Some researchers investigated the effects of texturing on both faces of the cutting tools: rake and flank, as shown in Figure 7.
Fatima and Mativenga [42] used a micro-grooves laser-texturing flank surface (rake and flank) cutting tool for the turning of the AISI/SAE 4140 material workpiece. The findings revealed that the laser-texturing on the tool improved machining performance by a lowering of 14% in the friction coefficient, 10% in cutting forces, 23% in feed forces, 10% in compression ratio, thus enhancing the machining performance. Fatima and Mativenga [56] extended their study and compared the effectiveness of a plain cutting tool and three cutting tools with texturing. The textured tools had different surface patterns: only on the rake face, only on the flank face, or on both faces. The texturing on the flank face achieved the best performance in minimizing flank wear and tool temperature at high speeds. It also had lower cutting forces than the plain tool. The tool with both faces textured had the smallest friction coefficient but only reduced flank wear at low speeds. The rake face textured tool did not improve flank wear reduction significantly.
Bio-inspired textures on cutting tools can improve their performance by mimicking natural patterns. One example is the micro-crescent structure, which reduces friction and wear by creating gaps and channels between the tool and the workpiece. Ranjan and Hiremath [50] studied the effect of this structure on both surfaces of the cutting tools: rake and flank when machining hard martensitic steel AISI 420. They found that the micro-crescent structure on both surfaces was superior to other conventional and structured tools. Compared to a conventional tool, the crescent-shaped tool reduced the flank wear by 56.44%, the feed force by 28.91%, the tangential force by 19.04%, and the average surface roughness by 19.02%.
Given the positive effects of different texturing forms, some researchers examined the influences of dual-texturing on the cutting tools, as shown in Figure 8. Siju et al. [30] studied the effects of dual textures (grooves and dimple) on a cutting tool’s rake surface during the machining on Ti6Al4V alloys. The machining forces were significantly reduced while using dual-textured tools. Reductions of 16.2% in cutting force, 31.2% in thrust force, and 17.8% in friction were observed as compared to the plain tool. Because the worn debris was contained inside the textures, the cutting tool with dual texturing had less adhesion for the workpiece and thus built-up-edge development. This impact could be seen by rake surface texturing and elemental dispersive spectroscopy. The chips formed by the dual-textured tools were smoother and had thin segments at low feed rates, while the non-textured tools created rougher chips [30].
Texturing cutting tools is a technique that can enhance their performance in relation to wear resistance, cutting forces reduction, and quality of surface improvement. Some studies also investigate how texturing influences chip segmentation during dry machining. Siju et al. [43] used carbide inserts with dual textures and analyzed the chip segmentation features quantitatively for machining Ti-6Al-4V titanium alloy. They report that texturing has a noticeable effect on chip segmentation compared to untextured inserts within a certain range of cutting velocity. Textured inserts have a relatively higher cutting performance than conventional plain without-textured inserts when the cutting velocities are low. Similar findings were reported by Rajurkar and Chinchanikar [47], that at greater cutting rates, there is no noticeable distinction in tool life between the two tools (textured and plain). However, some studies reported that the application of solid lubricants together with texturing provides promising results at higher cutting speeds as well [37], and this could be an aspect of future investigation.
Some scholars have considered the performance of the cutting tool having texturing as well as coating and compared their results with conventional tools. Texturing creates micro- or nano-scale features on the tool surface, while coating adds a thin layer of hard material. Both techniques can reduce wear and friction and facilitate chip removal. A nanotextured and TiAlN-film-coated cutting tool was developed by Zhang et al. [44] and tested its machining performance on SLM 316 L stainless steel in a dry cutting environment. The nanotextured tool showed a 10–20% decline in cutting force, a 10–15% fall in cutting temperature, and an improvement in the surface quality of the workpieces at high cutting speeds as compared to the plain cutting tools.
Zhang et al. [45] produced different sizes of texturing on cemented carbide cutting tools and applied a thin layer of TiAlN on them. They applied the surface textures both prior to and following the PVD TiAlN coatings being applied and tested how these patterns and layer cause impacts on the cutting tool’s wear resistance when cutting stainless steel made by SLM. Undoubtedly, the textured cutting tools had less wear than the ones without them, and the tool has both micro-patterns and nano-patterns that had the best performance, and the wear-resistive ability depended on the dimensions of the patterns. Further, TiAlN-coated tools’ cutting performance is influenced by the texture sequence. The tools that are textured prior to the application of TiAlN coatings have better coating bond and anti-adhesive wear-resistive ability than the tools that are textured following the application of TiAlN coatings, irrespective of the texture dimension. This is because the pre-texture enhances the bond of the coating and the base material, i.e., substrate [45].
Besides texturing, some other approaches have been explored by scholars to enhance the machining performance in dry conditions, such as modifying the cutting tools geometry. This approach aims to reduce the friction and heat generation during the machining process, along with improving the chip evacuation and tool life.
Aslantas and Alatrushi [57] examined how the geometry of tool (angles: helix and axial rake and cutting edges) influences the forces in machining, surface roughness, and formation of burr in the micro-milling of nickel base superalloy grade Inconel 718. A helix angle of 45° was found to be optimal for reducing the cutting forces in the experiment. The findings also indicate that cutting edges with fewer numbers and rake angles with negative values result in smaller burr widths. The cutting tool with a fewer number of cutting edges can improve the surface roughness, and axial rake angles with negative values can enhance the tool durability. Zhang et al. [58] explored the application of wiper inserts as a substitute to conventional inserts for dry machining of laser-cladded components. They found that wiper inserts can enhance both the productivity and quality of the surface in dry turning.
A review of the literature shows that texturing on the rake and flank faces of the cutting tools has been investigated and assessed by various researchers in the dry machining of different materials. The texturing can be applied to either one or both faces of the tools, creating a dual texture such as circular cavities/holes [37,51], straight/linear/channel/grooves [46,56], dimple [47], splined/wave [55], and a combination of these [30,43,50]. The geometry of texturing, the area covered by the texture, and location on the surface of the tool are important factors for tool performance [47]. Different texture shapes such as dimples, grooves, channels, and waves work better in different situations. However, the literature review does not provide clear criteria for choosing the texture shape and size. Therefore, depending on the situation and the desired outcome, different textures and shapes may work better than others.
4.2. Cutting Tool Coatings
One of the challenges in designing cutting tools is to balance different properties. To perform well, cutting tools need different properties at the surface and the core. The tool surface should be hard, smooth, wear-resistant, and inert, while the tool core should be strong, heat-resistant, tough, and thermally conductive. These properties are hard to achieve in a single material, so coatings are used to enhance the tool surface. Coatings can provide the desired functionality for the cutting tool without compromising its core properties [59]. Cemented carbide tools, one of the widely used tool inserts in machining, are prone to premature tool failure when used under a dry cutting environment and at high cutting speeds. This is because the extreme temperature within the cutting zone causes the tool binder particles to diffuse into the chips that flow under the tool surface; this weakens the tool and reduces its durability [13]. Using costly harder tool materials like ceramics, CBN: cubic boron nitride, PCD: polycrystalline diamond, etc., is not economically viable. The investigation found that the presence of a coating is one of the most critical elements influencing the friction coefficient [60]. Tool coating has become widely popular in the last couple of decades as a more feasible alternative for costly tools in dry machining [13]. The cutting performance was improved by the coating properties, which include superior hardness, good wear resistance, and great heat stability, especially in a dry cutting environment. These properties made the coating more resistant to abrasion, deformation, and thermal degradation [28]. A coating over the substrate made of cemented carbide has the main objective of protecting it from mechanical, chemical, and thermal damage at high temperatures [61]. The coating is a rigid, thin layer that is chemically inert and has little attrition, and it also serves as a thermal insulation. Many research studies in the literature have investigated and reported on the performance of various types of coatings for machining different materials. Dry machining demands high-performance and durable cutting tools that can withstand high temperatures and friction. Coatings are one way to enhance the tool performance and life span by reducing wear and friction.
The type of coating can significantly affect the performance of a tool in machining processes [62]. In the literature, various coatings have been reported and evaluated for their performance in dry machining such as TiAlN [28,63,64], TiAlN [65], AlTiCrN/AlTiN coatings [62,66], TiN [63,64,65,67], Al2O3 [64,68], TiCN [64], and TiCN-Al2O3-TiOCN [19] and many more.
PVD: physical vapor deposition and CVD: chemical vapor deposition are the most widely used methods for depositing coating layers on carbide substrates [62]. These coatings can improve the hardness, wear-resistive ability, thermal stability, and resistance to oxidation of the cutting tools, thus increasing their tool life and cutting efficiency, which are discussed in the following paragraphs.
Superalloys based on nickel are extensively used in various strategic arenas, such as aviation, energy, and nuclear industries. These materials pose significant challenges for machining since they have high chemical susceptibility, low heat conductivity, and strength, and these challenges even worsen in a dry environment. Zhao et al. [28] carried out research on the impact of TiAlN coatings and the weightage of Al content (Ti0.41Al0.59N and Ti0.455Al0.45N) regarding Inconel 718’s dry machining performance. They revealed that the TiAlN-coated tools had advantages over the uncoated ones in relation to longer tool lifespan, lower cutting forces, and better thermal conductivity. Among the different TiAlN coatings, Ti0.41Al0.59N displayed the most favorable outcomes with regard to extended tool lifespan, less friction, and a smaller heat resistance compared to the plain and Ti0.455Al0.45N tools. Thakur et al. [64] carried out research on the high-speed machining on Inconel 718 using multicoated tools made of tungsten carbide: TiN/TiAlN (PVD-coated) and TiN/Al2O3/TiCN (CVD-coated). They measured the forces and temperature during cutting and vibrations as indicators of machinability and found that the tool coated with CVD outperformed the tool coated with PVD in all aspects. Thakur et al. [63] performed machining on nickel base super alloy grade Incoloy 825 using a plain tool, tools coated with TiCN/Al2O3 (CVD) and TiAlN/TiN (PVD). The tools having PVD coating had improved machinability characteristics compared to the other tools excluding tool life with the CVD-coated tools. The tools having PVD coating show high antifriction and antisticking properties due to TiN and high durability as a result of the multilayer TiAlN phase in the structure.
The effectiveness of four types of cutting inserts: PCD-coated, TiN, TiAlN, and plain cemented carbide was evaluated by Uddin et al. [69] in a dry machining of aluminum base alloy grade Al 2024 alloy in relation to wear resistance and quality of machined surface. The results show that tool wear is minimal with TiAlN-coated inserts, whereas surface roughness is minimal with TiN-coated inserts. The coatings improved the cutting conditions compared to the uncoated insert. The coatings’ adhesion and mechanical properties were observed as important factors for wear resistance and quality of surface. PCD coating has very low adhesion strength and breaks off at the first critical load, which is reflected in the wear behavior of PCD-coated tools as the abrupt failure of the coating due to adhesion loss, unlike other tools.
Sahoo and Datta [70] investigated the effects of carbide inserts: plain and coated by MT-CVD TiCN–Al2O3 on the dry machining of AA7075 T6 alloy. They found that the coated insert has lower temperature on the tool tip and wear resistance on the flank surface compared to the uncoated inserts. However, the coated insert exhibits higher cutting forces than the uncoated inserts during cutting of AA7075- T6 alloy. The performance of coated inserts and a PCD tool in the machining of rolled aluminum was investigated by Pattnaik et al. [67]. They observed that the coating layers on the inserts were susceptible to chipping and peeling off due to the adhesion of aluminum, whereas the PCD tool demonstrated improved wear resistance and surface finish.
Diamond possesses advantageous physical and chemical qualities, for example, low COF, highest hardness, wear, and chemical resistance. Thus, diamond coatings possess the capability to significantly improve the performance of micrometer-scale cutting tools. Heaney et al. [71] stated that diamond-coated tools lessen cutting forces and work adhesion, improving tool life and lowering breakage during the end milling of the aluminum-based alloy grade Al 6061-T6. Furthermore, the diamond coating allows for high-speed dry end milling without burr development.
To improve diamond coating performance, Gomez et al. [72] studied new tungsten carbide insert substrates that increase the interlocking effect of the diamond film while limiting cobalt’s catalytic influence on the cemented carbide tool. They tested the performance in dry machining of aluminum alloys A390 and observed improved results. This study investigated the enhancement of cemented carbides’ surface characteristics for more effective diamond coatings in the dry machining of aluminum alloys with high silicon.
Although the coatings described above, including CBN and diamond (extremely hard coatings) and TiAlN, TiC, TiN, and Al2O3, enhance the wear resistance and cutting performance of tools for various engineering materials, coatings with hard solid lubricant are a recent innovation in the field of machining that can promote the dry machining by providing lubrication without using fluids [73]. Solid lubrication, which reduces the environmental impact and enables dry machining, is becoming more popular nowadays. It relies on self-adaptive materials that can develop a low friction layer over the contact area during operation. Among the best examples of this approach are self-lubricating coatings that can produce low-friction phases during the cutting operation and lessen the friction that the tool has against the workpiece [29]. The performance and life of cutting tools in dry machining can be improved by applying self-lubricant coatings on them [15]. Cavaleiro et al. [15] used silver as a solid lubricant coating with different concentrations (6% and 10%) applied to TiSiN-coated inserts. They tested the performance of these inserts on conventional and CNC lathes during the machining of TiAl6V4 titanium alloy. The results showed that both TiSiNAg6 and TiSiNAg10 coatings increased the tool life by minimizing wear, friction, and the formation of BUE during cutting at higher speeds.
Aluminum is a soft material, but it can stick to the cutting tool and cause built-up edge (BUE) [74]. The BUE has a substantial impact on the tool lifespan and surface integrity. This is a typical machining issue of aluminum. Therefore, soft coating materials are increasingly used to prevent adhesion and improve machining performance [14]. Gr-X is a new solid lubricant coating made of graphite and polytetrafluoroethylene (PTFE). Kannan and Ghosh [14] tested its performance against MoS2, a common solid lubricant. They found that Gr-X performed better than MoS2 for cutting aluminum in humid conditions.
The self-lubricative composite coatings, i.e., TiN and MoSx, showed significant advantages in the study by Gangopadhyay et al. [73]. They observed that there were fewer cutting forces by about ~45%, the tool lifespan increased by two folds, and the quality of surface improved by 13–21% compared to the uncoated tools.
According to Kumar et al. [29], vanadium addition to transition metals nitride like AlCrSiN and TiSiN leads to fast oxidation at high temperatures, which produces VnO3n−1 phases (V2O5) with low melting points and lubricating properties, resulting in lower friction coefficients. They investigated this under the dry machining of titanium alloy Ti6Al4V and found that the coated tool with TiSiVN showed less adhesion and chip deformation than the TiSiN-coated tool. The coating of TiSiVN achieved an overall decline of ~18–23% in adhesion as compared to the plain tool. Knowing the advantages of self-lubricative TiSiN and TiSiVN coatings, Kumar et al. [75] conducted a further analysis of how these coatings affect the machining process effectiveness in relation to cutting forces, temperature, wear resistive ability, and quality of surface. They found that the TiSiVN-coated tool had more consistent forces and less vibrations than the uncoated and TiSiN-coated tools. They also observed that the tool coated with TiSiVN generated better surfaces compared to the TiSiN-coated tool at cutting speeds of 75 m/min and above, while there was no significant difference at 50 m/min.
Si-doped TiAlxN super nitride nanocomposite (HSN2) is a novel coating material for carbide tool inserts that improves their performance in machining by enhancing the hardness, wear resistive ability, and stability against oxidation of the carbide inserts [76]. Pandey and Datta [13] found that HSN2-coated carbide inserts reduce cutting temperatures by ~17%, cutting forces by ~50%, and improve the tool lifespan by ~15% as compared to plain counterparts for the turning of Inconel 718. In another investigation, Sahoo and Datta [76] further tested these inserts during the machining of titanium-based alloy Ti–6Al–4V in dry environment and obtained similar promising results.
Li et al. [65] examined the effectiveness of nanocomposite coating on malleable cast iron machining. They employed tools of cemented carbide having three varieties of coatings: TiN/TiAlN: thick, TiN/TiAlN: thin, and TiAlSiN: nanocomposite (nc), as shown in Figure 9. They measured the cutting forces, temperature during cutting, wear, tool lifespan, and quality of surface. As seen in Figure 10, the results revealed that the coated tools with nc-TiAlSiN show the best result in all aspects. Further, they pointed out that the principal tool-wear mechanism in malleable cast iron machining was adhesive, which necessitated low friction coefficient and low affinity-coated tools.
Some researchers employed coatings with multiple layers to improve machining performance. The use of multilayers with a TiN/TiCN/Al2O3/ZrCN coatings tool revealed a substantial enhancement in tool lifespan and chip properties when compared to its plain corresponding insert for the complete range of cutting speed in the machining of stainless steel grade 17–4 PH under dry environment [59]. The performance of a coating is affected by a number of factors, including layer sequencing in multilayer coatings, compositional ratio, thickness of coating, and coating method. Sonawane et al. [62] evaluated the effectiveness of single-layer (AlTiCrN and AlTiN) and multilayer coatings (TiN/TiAlN- and AlTiN/TiAlN) for the machining of DSS2205 on steel tool wear and tool life. The AlTiCrN coating outperformed all of them.
The coating can deteriorate and cause the tool to fail abruptly in processes that involve elevated mechanical and thermal stresses such as the turning process of hard materials. Boing et al. [61] studied the deterioration phenomena of tool coating materials TiCN/Al2O3/TiN using CVD and TiAlN using PVD, applied on the cemented carbide cutting substrate, during the machining of steels grade AISI 4340 which hardened 55 HRC. They found abrasion, crack initiation and growth, the development of crack grids, delamination, detachment of interlayer, and spalling as the prominent mechanisms for wear of the CVD-coated tool. For the PVD coating, the wear mechanism was associated with abrasion and high deformation at the cutting edge that led to coating cracks and weakening. In the present cutting conditions PVD inserts perform well compared to the CVD.
Sahoo and Datta [19] compared the dry machining performance of two types of coated inserts: CVD-produced multilayer coated: TiCN-Al2O3-TiOCN and PVD-produced single layer: TiN-coated composite ceramic (Al2O3/TiCN) on Ti-6Al-4V alloy. They found that the coated ceramic tool by the PVD method was more appropriate for machining speeds up to 80 m/min, whereas the CVD-coated carbide tool performed better at higher speeds. Sahoo and Datta [19] also suggested that adding a chip-breaker and a multilayered coating matrix could further enhance the ceramic tool’s performance at high speeds.
A duplex stainless steel, DSS 2205 is a popular stainless steel because of its high strength and low cost [66,77]. However, due to its low ductility, thermal conductivity, and high toughness, machining in the dry environment is difficult. Sonawane and Sargade [66] examined the usage of AlTiCrN- and AlTiN-coated tools over uncoated tools and observed significant improvements in tool lifespan, cutting forces, and surface polish, showing the potential of these coatings in the dry environment. Parsi et al. [77] found that the PVD-coated AlTiN insert performed better than the coated-with-AlCrN and uncoated inserts in a low range of cutting speeds, resulting in lengthier tool lifespan, improved surface finish and reduced chip thickness. They also observed that AlCrN-coated and AlTiN-coated inserts formed Al–Cr oxides and Al–Ti oxides, respectively. These oxides increased the resistance for abrasion of AlCrN coatings more than AlTiN coatings. However, AlCrN coatings had more adhesive wear due to the chemical interaction with Cr in SDSS, which caused more crater wear on the cutting edge.
The thickness of coating is also an imperative influencing aspect on the machining effectiveness of coated inserts. Sargade et al. [78] investigated the effect of coating thickness on the effectiveness of inserts under dry cutting of steel grade C40. They found that the optimal coating thickness for carbide inserts coated by TiN during the dry machining of C40 steel is 4 µm, resulting in a significant tool life improvement, higher critical load, and better coating retention. This thickness also showed less wear and damage on both surfaces (rake and flank).
A review of the existing literature reveals that researchers have explored and assessed the performance of various kinds of coatings for machining different materials, such as conventional, nanocomposites, and self-lubricative coatings. The performance of the coatings depends on several factors, such as layer ordering in multilayer coatings, coating thickness, composition ratio, and deposition method. Moreover, there is a growing interest in developing multilayer and nanocomposite coatings that can improve the attributes of single-layer coatings and provide better performance in relation to tool lifespan, quality of surface, and cutting forces.
4.3. Advancement in Cutting Tool Material
The quality of tool materials is a key factor for the progress of metal-machining methods and the expansion of the manufacturing sector, especially machine tools. High-quality tool materials are essential for the progress of metal-machining strategies and the machining industry. Tool material technology is advancing rapidly, so novel cutting materials for tools are needed for different economic and technical situations. This would enable machining of materials which possess poor machinability and higher cutting parameters for better productivity [62]. For decades, cemented carbide has been a high-performance material for cutting tools, with good properties such as compression strength, modulus of Young’s, bending endurance, conductivity of heat, and impact resistance, though it loses its hardness at elevated temperature, which restricts its use in dry and machining processes involving high speed [79]. A major challenge in dry machining is to improve the tool life, where the cutting tools are exposed to extreme heat and wear. Due to the dry machining, the tool and the workpiece experience higher levels of friction and adhesion, resulting in severe heat production and subsequently lessening in tool lifespan. To address this challenge, several researchers around the globe are exploring new types of cutting tools and related innovations that can withstand such harsh environments. A possible way to enable dry machining is to utilize/develop new/advanced tool materials that can lower heat generation and decrease tool wear by reducing friction coefficient and resist the severe conditions of high temperature and friction. Recent developments in cutting tool materials have shown promising results in reducing friction coefficient and improving machining performance. The following Section 4.3.1 and Section 4.3.2 focus on such recent advancements in developing and evaluating novel cutting tools/tool materials for dry machining applications.
4.3.1. New Cutting Tool Material Advancement
Iron-based cermet has many benefits over Co or Ni, such as being non-toxic, cheap, and hardenable by heat treatment. This can result in high hardness with less ceramic phase. High-speed steel reinforcement through hard materials is a popular choice in commercial cutting tools. The M2 is a well-known high-speed steel with a prominent behavior of sintering and responsiveness to heat treatment. Canteli et al. [80] demonstrated the potential of the new base material, i.e., cermet (M2 + 50 vol.% TiCN), to improve the cutting processes during the machining of steel St 35 and compared to the without-reinforcement plain M2 and commercially available HSS M2 and found significant improvement in tool life. This indicates that HSS reinforced with hardened materials can be a suitable choice for dry machining and needs more investigations like optimum percentage of reinforcement, tool geometry, etc. Further, the cutting speed range of this study was only around 30–60 m/min, and more research on higher cutting speed ranges is required.
PCBN tools offers an impressive hardness and good thermal conductivity, while ceramic tools exhibit mechanical properties similar to PCBN [81]. Both tools are widely utilized in industries for hardened steel dry machining. However, PCBN tools are very expensive, and ceramic tools have low toughness. Another option is Ti (C, N)-based cermet, which offers various benefits like high-temperature hardness, wear-resistive ability, chemical stability, and a low friction coefficient. However, Ti (C, N)-based ceramic tools must enhance their hardness and abrasion resistance at temperatures above 1000 °C. The addition of Al2O3 particles to the cermet can enhance its high-temperature mechanical properties and wear resistance [81]. Microwave sintering is a novel technique for producing Ti (C, N)-based cermet, which is widely used in place of conventional hot-pressed sintering. Unlike the conventional sintering process, where heat originates from the heating source to the specimen through conduction and thermal stress, microwave sintering generates heat within the whole specimen by electromagnetic wave coupling [81,82]. This reduces the temperature gradient and improves the mechanical attributes of the ceramic material [82].
β-SiAlON is a type of Sialon that can dissolve β-Si3N4 in its structure. It has better resistance to thermal shock, high-temperature wear, and oxidation than β-Si3N4 because it has a lower thermal expansion coefficient. Therefore, β-SiAlON ceramics show their potential for cutting at high speeds for high-temperature alloys. A novel β-SiAlON ceramic tool with good machining qualities was developed by Yin et al. [82] using microwave sintering. The β-SiAlON ceramic tool includes 5 weights per cent Y2O3, and 0.5 weight per cent Yb2O3 sintered additives had a uniform microscopic structure and optimal mechanical attributes and can be utilized as cutting inserts regardless of being smoothed and polished. The productivity of the β-SiAlON ceramic tool was found to be 5-fold more as compared to the nearest companion TiAlN-coated tool during the machining of Inconel 718 at high speeds.
A new ceramic Al2O3-YAG (Y3Al5O12) cutting tool was designed by de Sousa et al. [83] for the turning of nodular cast iron in the dry cutting environment. The tool consists of 85% Al2O3 and 15% YAG, which were mixed, pressed, and sintered at a temperature of 1600 °C for the duration of 2 h with a rate of heating of 5 °C/min. The tool exhibits high fracture toughness due to the fine YAG grains evenly dispersed along the Al2O3 grain boundaries. The tool also shows good thermal compatibility with the Al2O3 ceramic matrix. The tool lifespan, quality of surface, and forces related to machining found with the Al2O3-YAG tool are superior compared to the commercially available carbide tools for all ranges of the cutting speeds, implying that the improved tool is more affordable and effective for the dry turning of nodular cast iron.
Machining of heat-treated AISI D3 tool steel in the absence of any cooling agents is difficult as it poses good hardness and abrasiveness. Conventional tool inserts such as CBN and ceramic experience rapid tool wear and high cutting temperatures at cutting speeds of more than 200 m per minute. Rath et al. [84] used a novel hybrid insert composed of Al2O3+Ti (C,N) with a TiN coating for this process. The experimental results show that the hybrid insert outperforms conventional inserts in relation to quality of machined surface, wear resistance ability, and cutting force at 175 m per minute cutting speed.
Ti(C, N)/Al2O3 composite cermet is a potential tool alternative for the dry machining of hardened steel. It has high hardness, good resistance against wear, and does not lose its chemical stability at elevated temperatures. Y. Zhang et al. [81] prepared this cermet by microwave sintering and tested its cutting effectiveness and wear mechanisms on 40Cr steel (AISI 5140). The cermet tool has a much smaller wear area than the commercial cemented carbide tools YS-8 and YT-15. The YS8 tool has a composition of 94%WC and 6%Co, while YT15 has 15%TiC, 79%WC, and 6%Co.
The outcomes revealed that the cermet tool had a longer tool life of 64.5 min, which was about twofold that of YS-8 and YT-15. The average quality of the machined surface was found to be 15.9% less compared to the cemented carbide tools.
By the addition of nano-sized Si3N4 and TiC elements into a micro-sized Si3N4 matrix, Lü et al. [85] created Si3N4/TiC micro-nanocomposite ceramic tool materials (ST28). The ST28 inserts show superior cutting performance compared to conventional inline SNM88 tools during the turning of hardened steel of 61 HRC. The Si3N4/TiC cutting tool materials have outstanding attributes that result from the combined influence of lengthened microscopic structure and nanoscale particle refinement on matrix grains. The worn morphology of ST-28 and SNM-88 cutting tools demonstrates the effects of these properties on enhancing the wear resistance and inhibiting the crack growth. These properties result from the addition of nano-sized particles and the formation of a composite structure.
Sun et al. [86] developed ceramic tools showing a remarkable improvement in tool life, which was 14-fold longer than the commercially carbide tool at 400 m/min cutting speed. Moreover, they achieved a maximum metal removal rate of 8.15 cm3/min, which means that the ceramic tool could cut 1.5-fold faster compared to the carbide tool on average. The ceramic tool also reduced the cutting force by 13.5%, but the quality of surface of the machined part was slightly worse than the carbide tool.
High-speed machining enhances productivity but poses challenges for ceramic tools, which can reach temperatures above 1200 °C when cutting nickel-based superalloys [86,87].
The intense temperature exposes the ceramic tool to thermal cracking due to sharp thermal gradients and sometimes leads to tool fracture. The addition of SiC into ceramics as a healing agent can oxidize into SiO2 at high temperature. The oxidation of SiC causes an 80% volume expansion that can fill the cracks [88]. Zhao et al. [88] developed a new Al2O3-ceremet ceramic tool (Al2O3/SiCw/TiCn) with whiskers by SiC and TiC nanoscale elements reinforcements and tested it in the cutting of Inconel 718 at high speeds and the dry cutting environment. The tool showed stable performance at 400 m/min speed and shows a tool life 50% longer than the commercial CC670 tool with SiC whisker toughening. They reported that the high cutting temperature (1200 °C) oxidized the SiC whisker to form a glassy segment that healed and passivated the tool cracks, preventing crack growth and tool failure.
Cemented carbide with Co and CaF2 composition gradient, also known as self-lubricating FGCC, is a promising material in the absence of any coolant, i.e., dry machining as a cutting tool insert [89]. It has high hardness and solid lubricant on the surface, and high toughness in the core. The fabrication of self-lubricating FGCC is challenging due to the migration and homogenization of Co, which can be overcome by using the spark plasma sintering (SPS) technique [79]. The design and distribution of residual thermal stresses in the gradient structure are crucial for the performance of self-lubricating FGCC and need to be evaluated by accurate and efficient models. In the Singh Parihar et al. [79] study, a power law composition gradient model was used to design the self-lubricating FGCC with optimal configuration gradient and desired residual stress dispersal. The results indicated that the self-lubricating FGCC had compressive stress on the surface and core, which demonstrated the effectiveness of the proposed structural design and the SPS technique for developing FGCC with solid lubricant gradient.
4.3.2. New Technical/Design Advancements in Cutting Tools
The friction at the tool–chip interface during dry machining can result in high cutting temperatures and extreme tribological conditions, resulting in adhesive layer BUE and increased tool wear. This is among the most crucial variables influencing machining performance and quality. Pang et al. [26] designed the variable-length restricted contact tools (VRCT) to improve the effectiveness of the machining process and wear resistance in dry cutting of austenitic stainless-steel grade AISI 316L. The VRCTs limit the contact length to less than the normal extent, which improves the tribological attributes and tools durability. The VRCTs reduce the cutting force (~20%), cutting temperature (~17%), and flank wear (~44.18%) in contrast to traditional tools.
Metal machining is an energy-intensive process that generates a lot of heat in the cutting zone. The substantial percentage of the heat is carried out by the chips, but the rest of the heat affects the tool and the workpiece [12]. In dry machining, no coolant is used to cool down the cutting region. To enhance the cooling effect, a heat-pipe-embedded cooling arrangement can be implanted in the tool as a sustainable means of cooling the cutting zone and improving machining performance. A graphic illustration of the heat-pipe-embedded cutting tool system is shown in Figure 11.
Quan and Mai [90] studied how this system works with different cutting tool–materials combinations and cutting parameters. They found that the heat pipe transferred about 40% of the tool heat, dropping the temperature about 50 °C at the rake surface and the maximum temperature of the tool in the range of 200 °C. However, the heat transfer efficiency and the cooling effect depended on the type of metal and the cutting conditions, as Quan and Mai [90] reported that M05-hardened steel AISI 5140 had the highest efficiency and cooling effect, followed by P10-AISI 1045, while K20-AlSi Alloy had the lowest.
One of the challenges of the machining of aluminum alloys in dry environment is the strong adhesion of chips to the cutting tool rake area, which interrupts the cutting effectiveness undesirably. To overcome this situation, Sugihara et al. [23] anticipated a novel method to remove the aluminum-embedded chips from the tool rake zone by using liquid metal embrittlement. This method involves applying liquid gallium to the tool surface when the tool remains in its position to weaken the bond between the aluminum and the tool substrate. The experiments showed that this method can efficiently eradicate the aluminum adhesion deposit without damaging the tool substrate and restore the cutting effectiveness of the tool to a level similar to its original state during dry machining of aluminum alloys. This approach works effectively in the machining of aluminum alloys under the dry cutting environment, and it can be utilized to resharpen the cutting tools during the dry machining of other sticky materials such as stainless steel.
The researchers have made significant efforts to develop new or advanced cutting tool materials that can enable dry machining. The cutting tool advancement work covers various aspects, and some studies have suggested that polycrystalline diamond [81,88] and ceramic tools [84,85] can replace cemented carbide tools in a sustainable way. These cutting tools form protective layers when they react with the workpiece material [29]. Another option is to use SiC-whiskered reinforced alumina-based mixed ceramic tools, which have better fracture toughness and resistance ability to thermal shocks [29,84,88]. Moreover, microwave-sintering-based cutting tools have shown promising performance in the dry cutting environment [81], and some researchers proposed an inbuilt cooling system for dry machining [90]. Some researchers have proposed novel methods to enhance the dry machining performance of iron-based cermet tools, such as removing the metal deposited chips from the tool rake zone by liquid metal embrittlement [23] and designing variable-length restricted contact tools (VRCT) that reduce the cutting heat generation and tool wear [26].
4.4. Energy-Assisted/Hybrid Dry Machining
In the last few years, dry cutting has gained popularity, as it can lower the manufacturing cost and avoid the negative impacts of cutting fluids. However, dry machining faces challenges like low tool life, intense cutting force, and deteriorated quality of surface. Therefore, new hybrid machining processes are emerging to overcome these difficulties and achieve cost-effective machining in the dry cutting environment [31]. The constraints of dry machining may be addressed by hybrid or aided machining technologies. Hybrid/assisted machining is a method of improving productivity, quality of surface, and tool lifespan by combining conventional machining methods with alternative energy sources such as vibration and/or heat [32,91]. Some examples of key energy-assisted dry machining are ultrasonic vibration-assisted (UVA) machining [32] and laser-assisted (LA) machining [92,93].
In UVAM, one-directional or bi-directional ultrasonic vibrations are applied to either the cutting tool or the workpiece [91]. It can be employed for drilling, turning, and milling to improve the machining performance. Figure 12 depicts a UVAM system with a piezoelectric transducer (PZT) embedded in the tool shank to stimulate the tool in any desired direction with respect to the machining axes. Exemplary, UVA milling achieves recurrent cutting by utilizing high-frequency vibration to the component being machined or the milling cutter. This creates high-frequency intermittent gaps between the cutter and the chip, which reduce tool–chip stickiness, cutting force, and heat generation. UVAM also lowers tool wear and enhances the quality of machining [32].
LA machining (LAM) is a method that uses a focused laser beam to locally preheat the component being machined before cutting [92]. Figure 13 shows a laser-assisted turning experimental setup illustration.
This softens the material and changes the characteristics of the shear zone, improving machining performance [18,92]. It is widely recognized that LAM of titanium-based alloys shows a significant lessening of cutting force, ranging up to 50% restricted on the alloy being machined and degree of heating [94]. The most common types of lasers utilized are carbon dioxide (CO2) lasers, high-power semiconductor lasers (HPDL), and neodymium-doped yttrium aluminum garnet (Nd:YAG) lasers. The next paragraphs cover some important research conducted on UVAM and LAM.
A novel method of longitudinal bending hybrid ultrasonic vibration-assisted milling (LBVAM) of titanium-based alloy grade TC4 under the dry cutting environment was investigated by Hu et al. [32]. The LBVAM process is analyzed by simulated and analytical approaches and validated with experimental validations to study the kinematics and the material removal mechanisms. The results show that LBVAM can significantly improve the quality of surface and the cutting force compared to conventional milling. Moreover, LBVAM can achieve a surface roughness of 100 nm with optimal parameters, which is beneficial for clean dry manufacturing of titanium-based alloy grade TC4 in the absence of flooded coolants. A novel technology called UVA-elliptical in nature-assisted cutting (UEVC) was used by Tan et al. [95] to overcome the challenges of conventional high-precision cutting of titanium-based alloy grade Ti6Al4V, which is ideal but challenging due to the severe tool wear and surface damage produced by very high cutting temperature. Tan et al. [95] used a commercial PCD tool to attain cost-effective and sustainable machining. The UEVC reduced the frictional forces, cutting forces and dissipated the cutting heat faster, leading to a lesser temperature and less tool stress. The experiments showed that the UEVC technology improved the tool durability and quality of surface, and produced a flawless ultra-precise superior surface and achieved roughness value less than 30 nm. The amplitude and direction of UVA are critical for UVA machining because they affect the energy and cutting force supplied to the workpiece. The ultrasonic amplitude effects material removal chip formation indirectly through its relationship to cutting temperature. The cutting temperature influences chip formation because temperature changes the flow-softening behavior of the material. Gao et al. [91] investigated the impacts of amplitude on cutting force, temperature rise, and quality of surface for Ti-6Al-4V. When the amplitude is increased from 0 to 6 m, the cutting force, cutting temperature, and surface topography improve by 14.6, 20.3, and 35.1%, respectively.
Modulation-assisted machining (MAM) is a new type of energy-assisted process that uses a low-range frequency vibration (<500 Hz) of the tool to create intermittent cutting [96]. The vibration is employed to the cutter movement during the machining, which can be any continuous process like turning, boring, or drilling. By doing this, the continuous process is broken down into smaller segments of cutting. Sandoval et al. [96] examined the influence of MAM on wear resistance ability during the machining of graphite iron under dry environment. The outcomes indicates that the performance of MAM machining is better compared to the CM, and the wear lessening using MAM is negligible at lower cutting speeds, but it is outperformed at higher levels. This research shows the possibility of MAM in improving the efficiency of machining processes and can be explored in machining of other materials dry machining.
Attia et al. [92] investigated and compare the performance of laser-assisted machining (LAM) dry machining and conventional on Inconel 718 and found that the LAM decreases the cutting forces significantly, enhances the quality of surface by more than 25%, and allows for a much higher material removal rate with a significant improvement of 800%. Besides, the LAM attributed better surface characteristics to the lack of dispersed material and the enlarged plastic deformation region, which result in compressive residual stresses. Neeraj Deswal and Kant [97] investigated the machining effectiveness of aluminum alloy grade Al3003 LA-Turning (LAT). They found that LAT can improve the machinability of Al alloys in relation to reducing forces, temperature and improving the tool wear-resistive ability, morphology of chips, and quality of surface if the parameters are chosen carefully, which can otherwise result in poor machinability. Therefore, they emphasized the importance of selecting the optimal parameters for achieving a high performance. The Venkatesan et al. [31] investigation regarding LAM and CM reports that LAM improves the machining performance significantly. Further, the chip analysis indicates that the lower force, surface roughness, and flank wear are due to the increased chip thickness and reduced shear angle in LAM compared to CM. This is because the material is softer in LAM because of the higher temperature, reducing friction between the tool and the workpiece. Deswal and Kant [93] studied the LA-turning of AZ31B magnesium alloy and compared it with the CT. They compared the conventional turning (CT) and the LAT methods in terms of various parameters and found that LAT performed better than CT in all aspects, as it reduced the machining forces and improved wear-resistance ability by thermally softening the workpiece material.
Some researchers [98] have developed a hybrid Laser-Ultrasonic-assisted machining (LUAM) method that combines LAM with UVAM to capitalize on the benefits of both techniques. Figure 14 shows a novel hybrid arrangement of ultrasonic vibration and laser for machining assistance.
Deswal and Kant [98] conducted a comparison between traditional turning (CT), laser-assisted turning (LAT), ultrasonic vibration-assisted turning (UVAT), and the hybrid process ultrasonic vibration-laser-assisted turning (UVLAT). They reported that UVLAT achieves lower cutting forces and produces better quality of surface for a wider value of cutting parameters. This is due to the hybrid process’s synergistic effects of thermal softening and force reduction. The chip morphology with different machining process CT, LAT, UVAT, and UVLAT is illustrated in Figure 15. The UVLAT produced crack-free chip edges, outperforming the CT, LAT, and UVAT processes.
To enhance the dry cutting of engineering materials, various methods have been developed that apply external energy to the machining process, i.e., assistive/hybrid machining process. In recent years, two of these methods, UVAM and LAM, have gained interest from researchers in the metal cutting field. The above assessment shows that the combination of energy-assisted machining and advanced cutting tools can improve machining performance and be a step towards overcoming the difficulties of dry cutting.
4.5. Discussion
The preceding sections demonstrate important advances in several dry cutting processes and techniques for achieving sustainability in metal cutting. However, each method has its own advantages and disadvantages in terms of their implementation ease, cost-effectiveness, and environmental impacts. A comparative analysis of the dry machining techniques considered in this study is presented in Table 1.
5. Conclusions and Future Research Directions
This article has presented various techniques of dry cutting to achieve sustainability in metal cutting. A detailed review of the past work conducted in this area has also been discussed. Dry machining has some challenges, but its benefits are many that ensure the enhanced machinability to achieve overall sustainability in metal cutting. The following conclusions and future research directions can be drawn from this review:
- Textured or patterned tools significanlty improved the cutting performance of tools in dry machining for different materials. Previous studies have mainly focused on the rake surface texture, and few have explored the flank texture and the dual texture for dry machining. The most common textures used are dimple and straight grooves on the rake surface.
- However, there is no clear criterion for selecting the texture shape and size. This could be a future research topic to optimize the texture parameters and develop a selection guideline.
- Tool coating is a viable option for reducing the cost of tools in dry machining and can provide the desired functionality for the cutting tool without compromising its core properties. Some of the commonly used coatings are TiN, AlTiN, TiAlN, TiCN, AlTiCrN, AlCrN, and Al2O3.
- Self-lubricative coatings, multilayered coatings, and nanocomposite coatings are attracting more attention in dry machining. There have been few investigations on these coatings, and further research is needed in light of dry machining at higher cutting speeds.
- The cutting tool advancement work covers various aspects:
- -
- Dry machining with polycrystalline diamond and ceramic tools rather than cemented carbide tools can be a more sustainable selection.
- -
- Alumina-based mixed ceramic tools reinforced with SiC whiskers offer better fracture toughness, thermal shock resistance, and self-crack healing properties. These tools can be an appropriate selection for machining in which temperatures exceed 1000 °C.
- -
- One possible way to enhance the performance of ceramic cutting tools is to create a micro-nanocomposite structure, e.g., nano-sized Si3N4 and TiC particles are dispersed in a micro-sized Si3N4 matrix. This micro-nanocomposite ceramic tool poses higher hardness, wear resistance, and thermal conductivity than conventional ceramic tools, but there is a lack of research on its properties and applications.
- -
- By using microwave sintering, it is possible to produce cutting tools with finer microstructures and higher densities, which improve their hardness, wear resistance, and thermal stability.
- -
- Cutting tools with an integrated cooling system and variable-length restricted contact tools (VRCT), which reduce cutting temperature and tool wear.
- -
- One way to improve the dry cutting of engineering materials is to use external energy sources to assist the dry machining process, i.e., energy-assistive or hybrid machining. Two examples of this technique are UVAM and LAM, which show potential to overcome the limitations of dry machining.
The effects of combining two different machining strategies, such as texturing and coating, texturing and self-lubricating coating, or texturing on advanced tool material, energy-assistive dry machining with these combinations, on the performance of dry machining may be interesting and deserve further exploration. These combinations may offer advantages in terms of obtaining friction reduction, wear resistance, and surface quality while machining various difficult-to-machine materials.
Author Contributions
Conceptualization S.P. and K.G.; methodology and review, S.P.; writing—first draft, S.P.; editing and supervision, K.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The research data will be made available upon request.
Acknowledgments
The authors would like to acknowledge the technicians and lab staff of the department of mechanical and industrial engineering technology at the University of Johannesburg.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- U.S. Department of Commerce. Introduction to Sustainable Manufacturing. International Trade Administration, 2011. Available online: https://legacy.trade.gov/green/sm-101-module.asp (accessed on 10 January 2024).
- Gupta, K.; Laubscher, R.F.; Davim, J.P.; Jain, N.K. Recent developments in sustainable manufacturing of gears: A review. J. Clean. Prod. 2016, 112, 3320–3330. [Google Scholar] [CrossRef]
- Peng, T.; Xu, X. Energy-efficient machining systems: A critical review. Int. J. Adv. Manuf. Technol. 2014, 72, 1389–1406. [Google Scholar] [CrossRef]
- Halim, N.H.A.; Haron, C.H.C.; Ghani, J.A. Sustainable Machining of Hardened Inconel 718: A Comparative Study. Int. J. Precis. Eng. Manuf. 2020, 21, 1375–1387. [Google Scholar] [CrossRef]
- Warsi, S.S.; Jaffery, S.H.I.; Ahmad, R.; Khan, M.; Ali, L.; Agha, M.H.; Akram, S. Development of energy consumption map for orthogonal machining of Al 6061-T6 alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2510–2522. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to sustainable production—Part II: Evaluation of sustainable machining technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- Pawanr, S.; Garg, G.K.; Routroy, S. Development of an empirical model to quantify carbon emissions for machining of cylindrical parts. Environ. Sci. Pollut. Res. 2023, 30, 21565–21587. [Google Scholar] [CrossRef] [PubMed]
- Gupta, K. A review on green machining techniques. Procedia Manuf. 2020, 51, 1730–1736. [Google Scholar] [CrossRef]
- Khanna, N.; Wadhwa, J.; Pitroda, A.; Shah, P.; Schoop, J.; Sarıkaya, M. Life cycle assessment of environmentally friendly initiatives for sustainable machining: A short review of current knowledge and a case study. Sustain. Mater. Technol. 2022, 32, e00413. [Google Scholar] [CrossRef]
- Nouzil, I.; Eltaggaz, A.; Pervaiz, S.; Deiab, I. Toxicity Analysis of Nano-Minimum Quantity Lubrication Machining—A Review. Lubricants 2022, 10, 176. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P. Dry machining: A step towards sustainable machining—Challenges and future directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Pandey, K.; Datta, S. Performance of Si-doped TiAlxN supernitride coated carbide tool during dry machining of Inconel 718 superalloy. J. Manuf. Process. 2022, 84, 1258–1273. [Google Scholar] [CrossRef]
- Kannan, S.; Ghosh, A. Anti-friction and wetting behavior of a new polymer composite coating towards aluminium and dry machining of AA2024 alloy by coated end mills. J. Mater. Process. Technol. 2018, 252, 280–293. [Google Scholar] [CrossRef]
- Cavaleiro, D.; Figueiredo, D.; Moura, C.W.; Cavaleiro, A.; Carvalho, S.; Fernandes, F. Machining performance of TiSiN(Ag) coated tools during dry turning of TiAl6V4 aerospace alloy. Ceram. Int. 2021, 47, 11799–11806. [Google Scholar] [CrossRef]
- Ramachandran, K.; Yeesvaran, B.; Kadirgama, K.; Ramasamy, D.; Ghani, S.A.C.; Anamalai, K. State of art of cooling method for dry machining. MATEC Web Conf. 2016, 90, 01015. [Google Scholar] [CrossRef]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. The influence of cryogenic cooling on tool wear, dimensional accuracy and surface finish in turning AISI 1040 and E4340C steels. Wear 2001, 249, 932–942. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, X.; Kang, X.; Yi, H.; Wang, Q.; Cao, H. Energy field-assisted high-speed dry milling green machining technology for difficult-to-machine metal materials. Front. Mech. Eng. 2023, 18, 28. [Google Scholar] [CrossRef]
- Sahoo, S.P.; Datta, S. Comparative experimental study on application feasibiility of MTCVD TiCN-Al2O3-TiOCN multi-layer coated carbide and PVD TiN single layer coated composite ceramic inserts during dry machining of Ti-6Al-4V. Sadhana Acad. Proc. Eng. Sci. 2022, 47, 105. [Google Scholar] [CrossRef]
- Yuan, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Control of tribofilm formation in dry machining of hardened AISI D2 steel by tuning the cutting speed. Wear 2018, 402, 30–37. [Google Scholar] [CrossRef]
- Weinert, K.; Inasaki, I.; Sutherland, J.W.; Wakabayashi, T. Dry machining and minimum quantity lubrication. CIRP Ann. Manuf. Technol. 2004, 53, 511–537. [Google Scholar] [CrossRef]
- Umbrello, D. Investigation of surface integrity in dry machining of Inconel 718. Int. J. Adv. Manuf. Technol. 2013, 69, 2183–2190. [Google Scholar] [CrossRef]
- Sugihara, T.; Nishimoto, Y.; Enomoto, T. On-machine tool resharpening process for dry machining of aluminum alloys employing LME phenomenon. Precis. Eng. 2015, 40, 241–248. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Ngoi, B.K.A. Dry machining: Machining of the future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Song, W.; Deng, J.; Zhang, H.; Yan, P.; Zhao, J.; Ai, X. Performance of a cemented carbide self-lubricating tool embedded with MoS2 solid lubricants in dry machining. J. Manuf. Process. 2011, 13, 8–15. [Google Scholar] [CrossRef]
- Pang, X.; Zhang, B.; Li, S.; Zeng, Y.; Liu, X.; Shen, P.; Li, Z.; Deng, W. Machining performance evaluation and tool wear analysis of dry cutting austenitic stainless steel with variable-length restricted contact tools. Wear 2022, 504, 204423. [Google Scholar] [CrossRef]
- Jahaziel, R.B.; Krishnaraj, V.; Sudhagar, S.; Priyadarshini, B.G. Improving dry machining performance of surface modified cutting tools through combined effect of texture and TiN-WS2 coating. J. Manuf. Process. 2023, 85, 101–108. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Song, Q.; Ren, X.; Wan, Y. Effects of Al content in TiAlN coatings on tool wear and cutting temperature during dry machining IN718. Tribol. Int. 2022, 171, 107540. [Google Scholar] [CrossRef]
- Kumar, C.S.; Urbikain, G.; de Lacalle, L.N.L.; Gangopadhyay, S.; Fernandes, F. Investigating the effect of novel self-lubricant TiSiVN films on topography, diffusion and oxidation phenomenon at the chip-tool interface during dry machining of Ti-6Al-4V alloy. Tribol. Int. 2023, 186, 108604. [Google Scholar] [CrossRef]
- Siju, A.S.; Gajrani, K.K.; Joshi, S.S. Dual textured carbide tools for dry machining of titanium alloys. Int. J. Refract. Met. Hard Mater. 2021, 94, 105403. [Google Scholar] [CrossRef]
- Venkatesan, K.; Ramanujam, R.; Kuppan, P. Investigation of machinability characteristics and chip morphology study in laser-assisted machining of Inconel 718. Int. J. Adv. Manuf. Technol. 2017, 91, 3807–3821. [Google Scholar] [CrossRef]
- Hu, W.; Du, P.; Qiu, X.; Zhao, X.; Hu, Z.; Zhang, J.; Liu, Y. Enhanced dry machinability of TC4 titanium alloy by longitudinal-bending hybrid ultrasonic vibration-assisted milling. J. Clean. Prod. 2022, 379, 134866. [Google Scholar] [CrossRef]
- Chetan, S.; Ghosh, P.; Rao, V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Rajmohan, T.; Chakravarthy, V.V.K.; Nandakumar, A.; Kumar, S.D.S. Eco Friendly Machining Processes for Sustainability—Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 954, 012044. [Google Scholar] [CrossRef]
- Bayraktar, S. Dry cutting: A sustainable machining technology. In Sustainable Manufacturing; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Kawasegi, N.; Sugimori, H.; Morimoto, H.; Morita, N.; Hori, I. Development of cutting tools with microscale and nanoscale textures to improve frictional behavior. Precis. Eng. 2009, 33, 248–254. [Google Scholar] [CrossRef]
- Singh, B.; Sasi, R.; Subbu, S.K.; Muralidharan, B. Electric discharge texturing of HSS cutting tool and its performance in dry machining of aerospace alloy. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 152. [Google Scholar] [CrossRef]
- Özel, T.; Biermann, D.; Enomoto, T.; Mativenga, P. Structured and textured cutting tool surfaces for machining applications. CIRP Ann. 2021, 70, 495–518. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. 3D finite element investigations on textured tools with different geometrical shapes for dry machining of titanium alloys. Int. J. Mech. Sci. 2018, 141, 424–449. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhao, J.; Zhang, G.; Zhang, K. Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel. Int. J. Refract. Met. Hard Mater. 2014, 43, 46–58. [Google Scholar] [CrossRef]
- Sun, F.; Qu, S.; Pan, Y.; Li, X.; Yang, C. Machining performance of a grooved tool in dry machining Ti-6Al-4 v. Int. J. Adv. Manuf. Technol. 2014, 73, 613–622. [Google Scholar] [CrossRef]
- Fatima, A.; Mativenga, P.T. A comparative study on cutting performance of rake-flank face structured cutting tool in orthogonal cutting of AISI/SAE 4140. Int. J. Adv. Manuf. Technol. 2015, 78, 2097–2106. [Google Scholar] [CrossRef]
- Siju, A.S.; Jose, S.; Waigaonkar, S.D. Experimental analysis and characterisation of chip segmentation in dry machining of Ti-6Al-4V alloy using inserts with hybrid textures. CIRP J. Manuf. Sci. Technol. 2022, 36, 213–226. [Google Scholar] [CrossRef]
- Zhang, K.; Guo, X.; Sun, L.; Meng, X.; Xing, Y. Fabrication of coated tool with femtosecond laser pretreatment and its cutting performance in dry machining SLM-produced stainless steel. J. Manuf. Process. 2019, 42, 28–40. [Google Scholar] [CrossRef]
- Zhang, K.; Guo, X.; Wang, C.; Meng, X.; Sun, L.; Xing, Y. Effect of Scale and Sequence of Surface Textures on the Anti-adhesive Wear Performance of PVD Coated Tool in Dry Machining SLM-Produced Stainless Steel. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 1571–1586. [Google Scholar] [CrossRef]
- Soni, H.; Mashinini, P.M. An Analysis on Tool-Chip Interaction During Dry Machining of SS316 Using Textured Carbide Tools. Arab. J. Sci. Eng. 2021, 46, 7611–7621. [Google Scholar] [CrossRef]
- Rajurkar, A.; Chinchanikar, S. Experimental Investigation on Laser-Processed Micro-Dimple and Micro-Channel Textured Tools during Turning of Inconel 718 Alloy. J. Mater. Eng. Perform. 2022, 31, 4068–4083. [Google Scholar] [CrossRef]
- Rajbongshi, S.K.; Singh, M.A.; Sarma, D.K. A comparative study in machining of AISI D2 steel using textured and non-textured coated carbide tool at the flank face. J. Manuf. Process. 2018, 36, 360–372. [Google Scholar] [CrossRef]
- Anand, A.; Kumar, A.; Yadav, S.; Jayal, A.D. Influence of Cutting Tool Flank Surface Texture in Dry Metal Machining. Int. J. Surf. Eng. Mater. Technol. 2013, 3, 2249–7250. [Google Scholar]
- Ranjan, P.; Hiremath, S.S. An Experimental Investigation on Bio-inspired Structure Position Variation on Tool Surface during Turning of Difficult to Machine Materials. J. Mater. Eng. Perform. 2023, 30, 1–20. [Google Scholar] [CrossRef]
- Fatima, A.; Zaheer, A.; Fahad, M. Comparative performance analysis of micro-structured carbide inserts in machining of EN19 alloy steel. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 405. [Google Scholar] [CrossRef]
- Ma, J.; Duong, N.H.; Lei, S. Numerical investigation of the performance of microbump textured cutting tool in dry machining of AISI 1045 steel. J. Manuf. Process. 2015, 19, 194–204. [Google Scholar] [CrossRef]
- Fatima, A.; Mativenga, P.T. Performance of flank face structured cutting tools in machining of AISI/SAE 4140 over a range of cutting speeds. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 3–18. [Google Scholar] [CrossRef]
- Dhage, S.B.; Goindi, G.; Jayal, A.D.; Sarkar, P. Influence of Cutting Tool Flank Surface Texture in Mechanical Micromachining of AISI 1045 Steel. In Proceedings of the National Conference on Manufacturing: Vision for Future, Guwahati, India, 23 April 2013. [Google Scholar]
- Khan, M.A.; Gupta, K. A study on machinability of nickel based superalloy using micro-textured tungsten carbide cutting tools. Mater. Res. Express. 2019, 7, 016537. [Google Scholar] [CrossRef]
- Fatima, A.; Mativenga, P.T. Experimental study on cutting comparison of structured cutting tools in dry cutting of EN19 alloy steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 505–514. [Google Scholar] [CrossRef]
- Aslantas, K.; Alatrushi, L.K.H. Experimental Study on the Effect of Cutting Tool Geometry in Micro-Milling of Inconel 718. Arab. J. Sci. Eng. 2021, 46, 2327–2342. [Google Scholar] [CrossRef]
- Zhang, P.R.; Liu, Z.Q.; Guo, Y.B. Machinability for dry turning of laser cladded parts with conventional vs. wiper insert. J. Manuf. Process. 2017, 28, 494–499. [Google Scholar] [CrossRef]
- Mohanty, A.; Gangopadhyay, S.; Thakur, A. On Applicability of Multilayer Coated Tool in Dry Machining of Aerospace Grade Stainless Steel. Mater. Manuf. Process. 2016, 31, 869–879. [Google Scholar] [CrossRef]
- Claudin, C.; Rech, J.; Grzesik, W.; Zalisz, S. Characterization of the frictional properties of various coatings at the tool/chip/workpiece interfaces in dry machining of AISI 4140 steel. Int. J. Mater. Form. 2008, 1, 511–514. [Google Scholar] [CrossRef]
- Boing, D.; de Oliveira, A.J.; Schroeter, R.B. Evaluation of wear mechanisms of PVD and CVD coatings deposited on cemented carbide substrates applied to hard turning. Int. J. Adv. Manuf. Technol. 2020, 106, 5441–5451. [Google Scholar] [CrossRef]
- Sonawane, G.D.; Bachhav, R.; Barnwal, A. Correlating the Characterization and Machining Performance of Advanced PVD Coatings for Dry Turning. JOM 2023, 76, 313–326. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S.; Maity, K.P.; Sahoo, S.K. Evaluation on Effectiveness of CVD and PVD Coated Tools during Dry Machining of Incoloy 825. Tribol. Trans. 2016, 59, 1048–1058. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Some investigations on high speed dry machining of aerospace material inconel 718 using multicoated carbide inserts. Mater. Manuf. Process. 2012, 27, 1066–1072. [Google Scholar] [CrossRef]
- Li, S.; Lin, H.; Zhang, T.; Sui, J.; Wang, C. High-Speed Machining of Malleable Cast Iron by Various Cutting Tools Coated by Physical Vapor Deposition. Chin. J. Mech. Eng. 2021, 34, 46. [Google Scholar] [CrossRef]
- Sonawane, G.D.; Sargade, V.G. Machinability Study of Duplex Stainless Steel 2205 During Dry Turning. Int. J. Precis. Eng. Manuf. 2020, 21, 969–981. [Google Scholar] [CrossRef]
- Pattnaik, S.K.; Bhoi, N.K.; Padhi, S.; Sarangi, S.K. Dry machining of aluminum for proper selection of cutting tool: Tool performance and tool wear. Int. J. Adv. Manuf. Technol. 2018, 98, 55–65. [Google Scholar] [CrossRef]
- Gong, F.; Zhao, J.; Ni, X.; Liu, C.; Sun, J.; Zhang, Q. Wear and breakage of coated carbide tool in milling of H13 steel and SKD11 hardened steel. SN Appl. Sci. 2019, 1, 1111. [Google Scholar] [CrossRef]
- Uddin, G.M.; Joyia, F.M.; Ghufran, M.; Khan, S.A.; Raza, M.A.; Faisal, M.; Arafat, S.M.; Zubair, S.W.H.; Jawad, M.; Zafar, M.Q.; et al. Comparative performance analysis of cemented carbide, TiN, TiAlN, and PCD coated inserts in dry machining of Al 2024 alloy. Int. J. Adv. Manuf. Technol. 2021, 112, 1461–1481. [Google Scholar] [CrossRef]
- Sahoo, S.P.; Datta, S. Dry Machining Performance of AA7075-T6 Alloy Using Uncoated Carbide and MT-CVD TiCN-Al2O3-Coated Carbide Inserts. Arab. J. Sci. Eng. 2020, 45, 9777–9791. [Google Scholar] [CrossRef]
- Heaney, P.J.; Sumant, A.V.; Torres, C.D.; Carpick, R.W.; Pfefferkorn, F.E. Diamond coatings for micro end mills: Enabling the dry machining of aluminum at the micro-scale. Diam. Relat. Mater. 2008, 17, 223–233. [Google Scholar] [CrossRef]
- Gomez, H.; Durham, D.; Xiao, X.; Lukitsch, M.; Lu, P.; Chou, K.; Sachdev, A.; Kumar, A. Adhesion analysis and dry machining performance of CVD diamond coatings deposited on surface modified WC-Co turning inserts. J. Mater. Process. Technol. 2012, 212, 523–533. [Google Scholar] [CrossRef]
- Gangopadhyay, S.; Bhaduri, D.; Chattopadhyay, A.K.; Paul, S. Performance Evaluation of a Hard Composite Solid Lubricant Coating when Dry Machining of High-carbon Steel; Taylor & Francis Group: Abingdon, UK, 2018. [Google Scholar] [CrossRef]
- Kumar, R.; Pattnaik, S.K.; Minz, J.K.; Padhi, S.; Sarangi, S.K. Influence of cutting parameters on cutting forces and surface roughness in dry turning of Al using PCD and different coated tools. Sadhana Acad. Proc. Eng. Sci. 2019, 44, 186. [Google Scholar] [CrossRef]
- Kumar, C.S.; Urbikain, G.; De Lucio, P.F.; De Lacalle, L.N.L.; Pérez-Salinas, C.; Gangopadhyay, S.; Fernandes, F. Investigating the self-lubricating properties of novel TiSiVN coating during dry turning of Ti6Al4V alloy. Wear 2023, 532, 205095. [Google Scholar] [CrossRef]
- Sahoo, S.P.; Datta, S. Dry machining of Ti–6Al–4V using PVD Si-doped TiAlxN super nitride (HSN2) coated WC–Co tool. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 407. [Google Scholar] [CrossRef]
- Parsi, P.K.; Kotha, R.S.; Routhu, T.; Pandey, S.; Dwivedy, M. Machinability evaluation of coated carbide inserts in turning of super-duplex stainless steel. SN Appl. Sci. 2020, 2, 1933. [Google Scholar] [CrossRef]
- Sargade, V.G.; Gangopadhyay, S.; Paul, S.; Chattopadhyay, A.K. Effect of coating thickness on the characteristics and dry machining performance of Tin film deposited on cemented carbide inserts using cfubms. Mater. Manuf. Process. 2011, 26, 1028–1033. [Google Scholar] [CrossRef]
- Parihar, R.S.; Sahu, R.K.; Setti, S.G. Novel design and composition optimization of self-lubricating functionally graded cemented tungsten carbide cutting tool material for dry machining. Adv. Manuf. 2021, 9, 34–46. [Google Scholar] [CrossRef]
- Canteli, J.A.; Cantero, J.L.; Marín, N.C.; Gómez, B.; Gordo, E.; Miguélez, M.H. Cutting performance of TiCN-HSS cermet in dry machining. J. Mater. Process. Technol. 2010, 210, 122–128. [Google Scholar] [CrossRef]
- Zhang, Y.; Cheng, Y.; Hu, H.; Yin, Z. Experimental study on cutting performance of microwave sintered Ti(C, N)/Al2O3 cermet tool in the dry machining of hardened steel. Int. J. Adv. Manuf. Technol. 2017, 91, 3933–3941. [Google Scholar] [CrossRef]
- Yin, Z.; Hao, X.; Peng, H.; Yuan, J. A new β-SiAlON ceramic tool prepared by microwave sintering and its cutting performance in high-speed dry machining Inconel718. Int. J. Adv. Manuf. Technol. 2022, 118, 3105–3117. [Google Scholar] [CrossRef]
- de Sousa, L.F.; Simba, B.G.; de Souza, J.V.C.; Ribeiro, M.V.; de Macedo Silva, O.M.; Santos, C.D. Dry machining of nodular cast iron using a YAG-reinforced alumina ceramic cutting tool. Int. J. Adv. Manuf. Technol. 2022, 123, 99–110. [Google Scholar] [CrossRef]
- Rath, D.; Panda, S.; Pal, K. Performance Analysis of Hybrid Ceramic Insert in Dry Turning of Hardened Tool Steel. Arab. J. Sci. Eng. 2022, 47, 15455–15476. [Google Scholar] [CrossRef]
- Lü, Z.; Deng, L.; Tian, Q.; Zhao, X. Cutting performance of Si3N4/TiC micro-nanocomposite ceramic tool in dry machining of hardened steel. Int. J. Adv. Manuf. Technol. 2018, 95, 3301–3307. [Google Scholar] [CrossRef]
- Sun, H.; Zou, B.; Chen, W. Cutting performance of silicon-based ceramic end milling tools in high-efficiency machining of GH4099 under dry condition. Int. J. Adv. Manuf. Technol. 2022, 118, 1719–1732. [Google Scholar] [CrossRef]
- Kitagawa, T.; Kubo, A.; Maekawa, K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti-6Al-6V-2Sn. Wear 1997, 202, 142–148. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, H.; Huang, C.; Wang, J.; Wang, B.; Hou, Y. Cutting performance and crack self-healing mechanism of a novel ceramic cutting tool in dry and high-speed machining of Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 102, 3431–3438. [Google Scholar] [CrossRef]
- Parihar, R.S.; Setti, S.G.; Sahu, R.K. Effect of sintering parameters on microstructure and mechanical properties of self-lubricating functionally graded cemented tungsten carbide. J. Manuf. Process. 2019, 45, 498–508. [Google Scholar] [CrossRef]
- Quan, Y.; Mai, Q. Investigation of the cooling effect of heat pipe-embedded cutter in dry machining with different thermal conductivities of cutter/workpiece materials and different cutting parameters. Int. J. Adv. Manuf. Technol. 2015, 79, 1161–1169. [Google Scholar] [CrossRef]
- Gao, H.; Ma, B.; Zhu, Y.; Yang, H. Enhancement of machinability and surface quality of Ti-6Al-4V by longitudinal ultrasonic vibration-assisted milling under dry conditions. Meas. J. Int. Meas. Confed. 2022, 187, 110324. [Google Scholar] [CrossRef]
- Attia, H.; Tavakoli, S.; Vargas, R.; Thomson, V. Laser-assisted high-speed finish turning of superalloy Inconel 718 under dry conditions. CIRP Ann. Manuf. Technol. 2010, 59, 83–88. [Google Scholar] [CrossRef]
- Deswal, N.; Kant, R. Machinability and surface integrity analysis of magnesium AZ31B alloy during laser assisted turning. J. Manuf. Process. 2023, 101, 527–545. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Sim, W.M.; Kent, D.; Gardiner, S.; Dargusch, M.S. Tool life and wear mechanisms in laser assisted milling Ti-6Al-4V. Wear 2015, 322, 151–163. [Google Scholar] [CrossRef]
- Tan, R.; Zhao, X.; Guo, S.; Zou, X.; He, Y.; Geng, Y.; Hu, Z.; Sun, T. Sustainable production of dry-ultra-precision machining of Ti-6Al-4V alloy using PCD tool under ultrasonic elliptical vibration-assisted cutting. J. Clean. Prod. 2020, 248, 119254. [Google Scholar] [CrossRef]
- Sandoval, J.; Ali, A.; Kwon, P.; Guo, Y. Modulation-assisted machining of compacted graphite iron with coated carbide tool in dry condition. Manuf. Lett. 2022, 33, 452–460. [Google Scholar] [CrossRef]
- Deswal, N.; Kant, R. Machinability Analysis During Laser Assisted Turning of Aluminium 3003 Alloy. Lasers Manuf. Mater. Process. 2022, 9, 56–71. [Google Scholar] [CrossRef]
- Deswal, N.; Kant, R. Radial direction ultrasonic-vibration and laser assisted turning of Al3003 alloy. Mater. Res. Express. 2023, 10, 044004. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal Process. 2021, 150, 107302. [Google Scholar] [CrossRef]
- Dabees, S.; Mirzaei, S.; Kaspar, P.; Holcman, V.; Sobola, D. Characterization and Evaluation of Engineered Coating Techniques for Different Cutting Tools—Review. Materials 2022, 15, 5633. [Google Scholar] [CrossRef]
Figure 1.
Sustainable development aspects.

Figure 2.
Structure of the review.

Figure 3.
Dry machining (a) Benefits and (b) Difficulties.

Figure 4.
(a) Continuous contact of chip over tool rake face, (b) Intermittent contact of chip over tool rake face.
Figure 4.
(a) Continuous contact of chip over tool rake face, (b) Intermittent contact of chip over tool rake face.

Figure 5.
Micro-textured (a) dimples, (b) waves, and (c) channels on insert rake surface.

Figure 6.
SEM images of tool wear with (a) line texture, (b) splines texture, and (c) dimple texture [55].
Figure 6.
SEM images of tool wear with (a) line texture, (b) splines texture, and (c) dimple texture [55].

Figure 7.
Rake and flank face textured tool (a) dimples, (b) waves, and (c) channels.

Figure 8.
Dual-textured cutting inserts: (a) dimple and channel, (b) wave and channel, and (c) wave and dimple.
Figure 8.
Dual-textured cutting inserts: (a) dimple and channel, (b) wave and channel, and (c) wave and dimple.

Figure 9.
SEM images of coated tools surface and cross-sectional morphology: (a) thick TiN/TiAlN, (b) thin TiN/TiAlN, (c) (nc) TiAlSiN [65].
Figure 9.
SEM images of coated tools surface and cross-sectional morphology: (a) thick TiN/TiAlN, (b) thin TiN/TiAlN, (c) (nc) TiAlSiN [65].

Figure 10.
Coated tools performance comparision: (a) Flank wear, (I) initial wear, (II) stable wear, and (III) severe wear; (b) Surface roughness [65].
Figure 10.
Coated tools performance comparision: (a) Flank wear, (I) initial wear, (II) stable wear, and (III) severe wear; (b) Surface roughness [65].

Figure 11.
(a) Conventional cutting tool. (b) Schematic arrangement for the internally cooled cutting tool.
Figure 11.
(a) Conventional cutting tool. (b) Schematic arrangement for the internally cooled cutting tool.

Figure 12.
Ultrasonic vibration-assisted turning process schematic illustration.

Figure 13.
A schematic illustration of laser-assisted turning process.

Figure 14.
LUAM experimental setup [98].
Figure 14.
LUAM experimental setup [98].

Figure 15.
Chip morphology with CT, LAT, UVAT, and UVLAT [98].
Figure 15.
Chip morphology with CT, LAT, UVAT, and UVLAT [98].


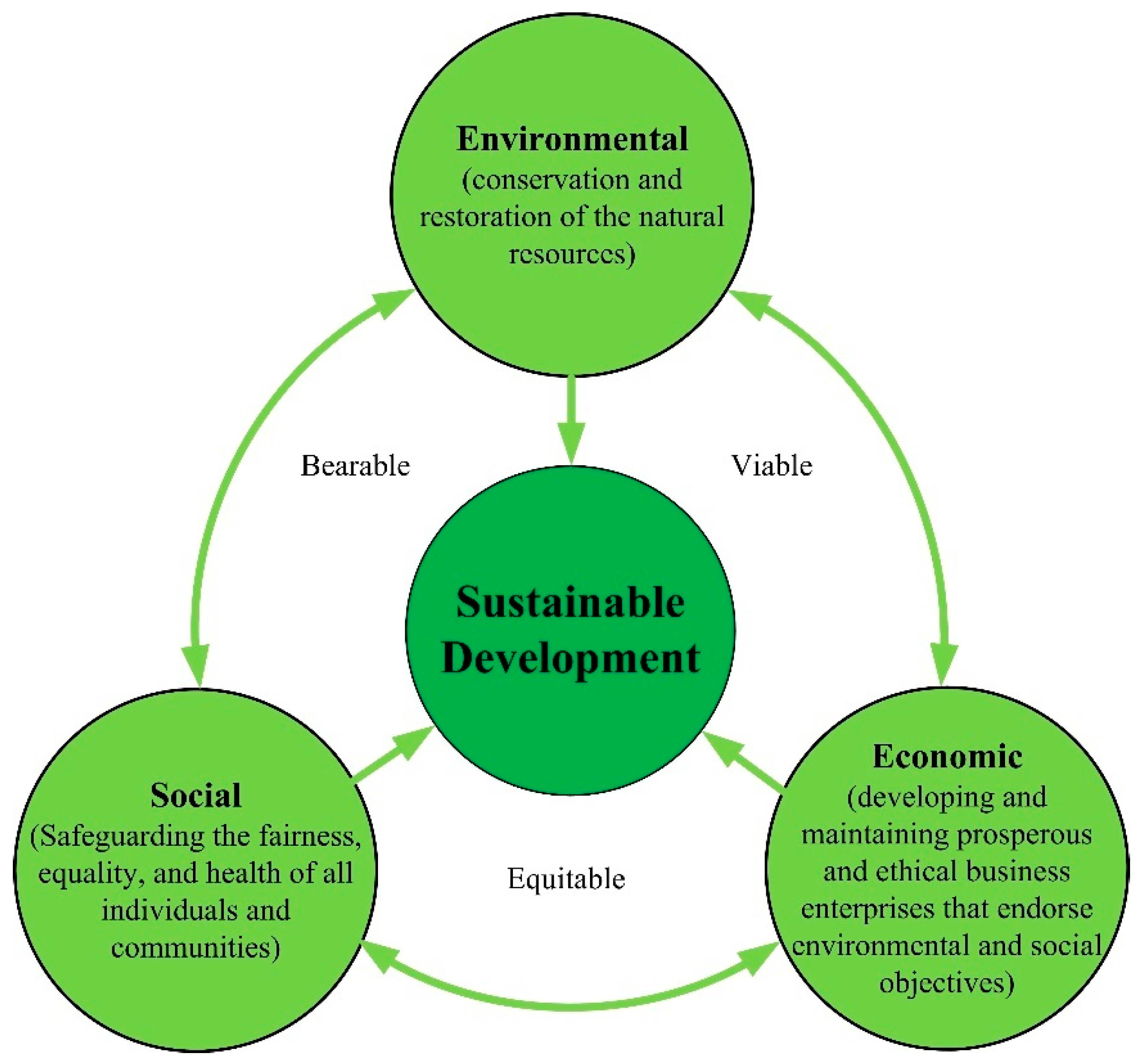{kind=link}
{kind=link}
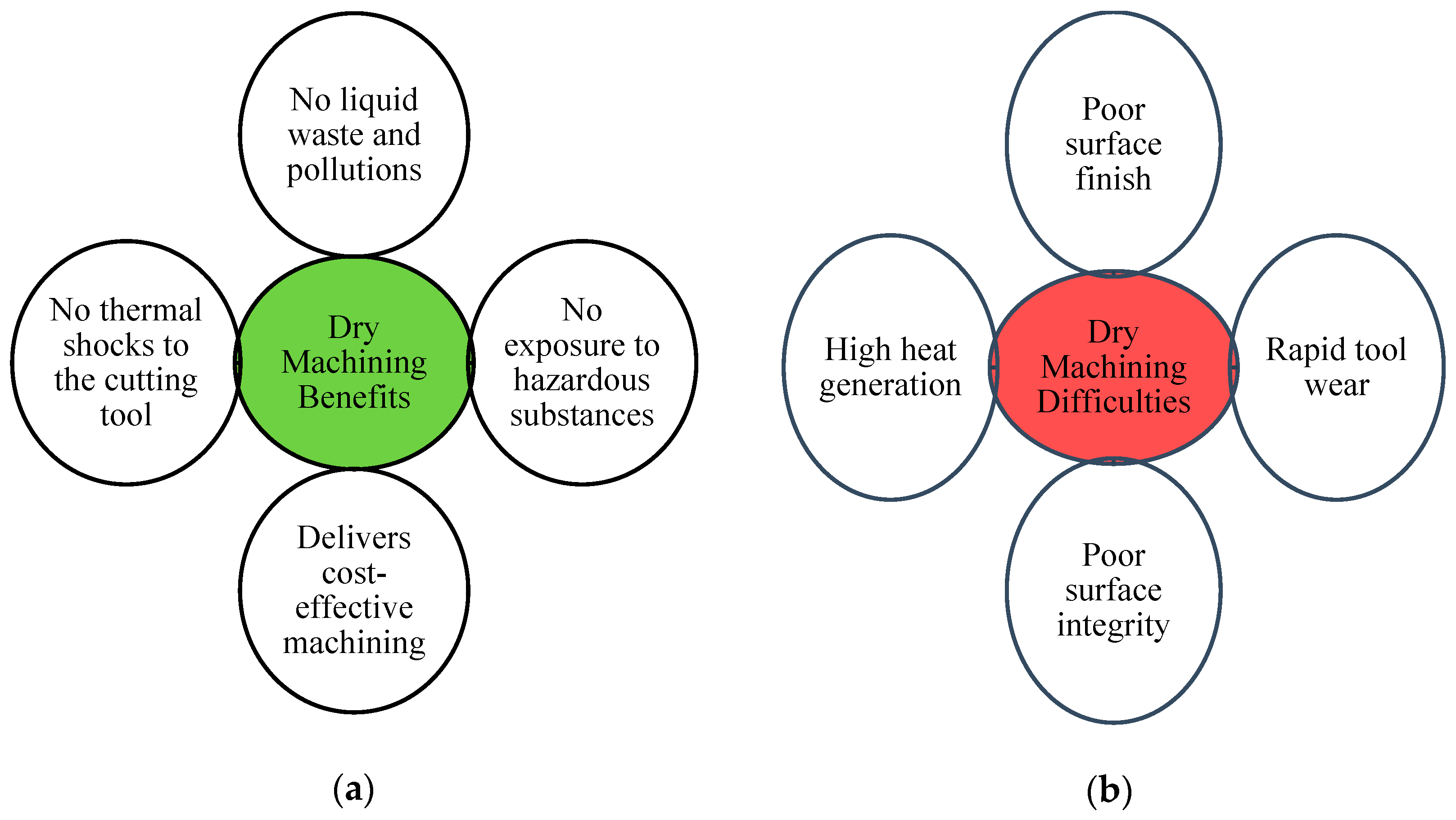{kind=link}
{kind=link}
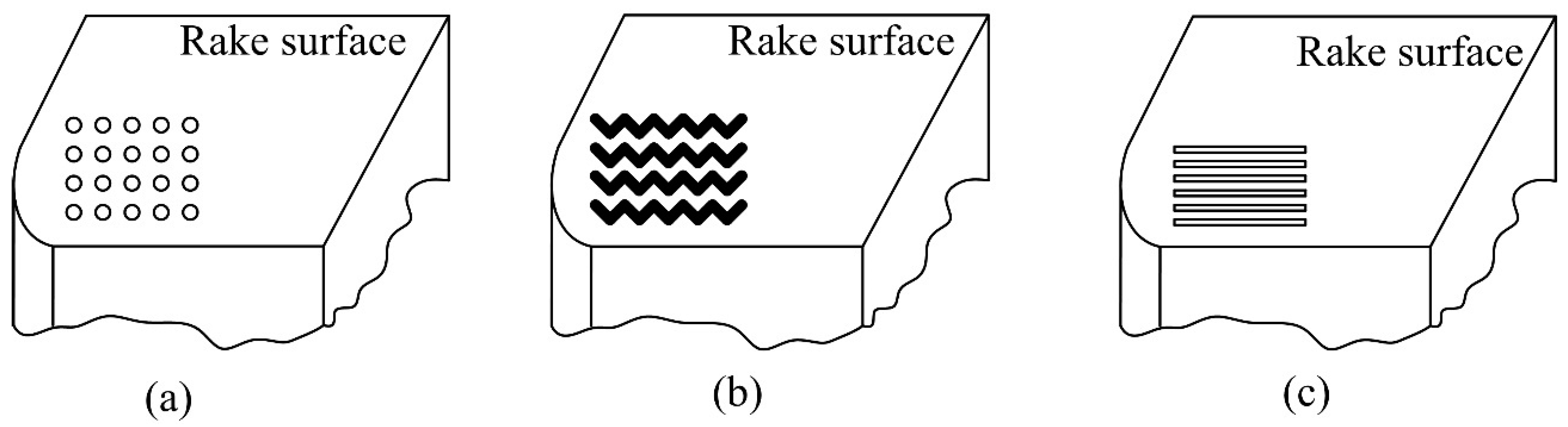{kind=link}
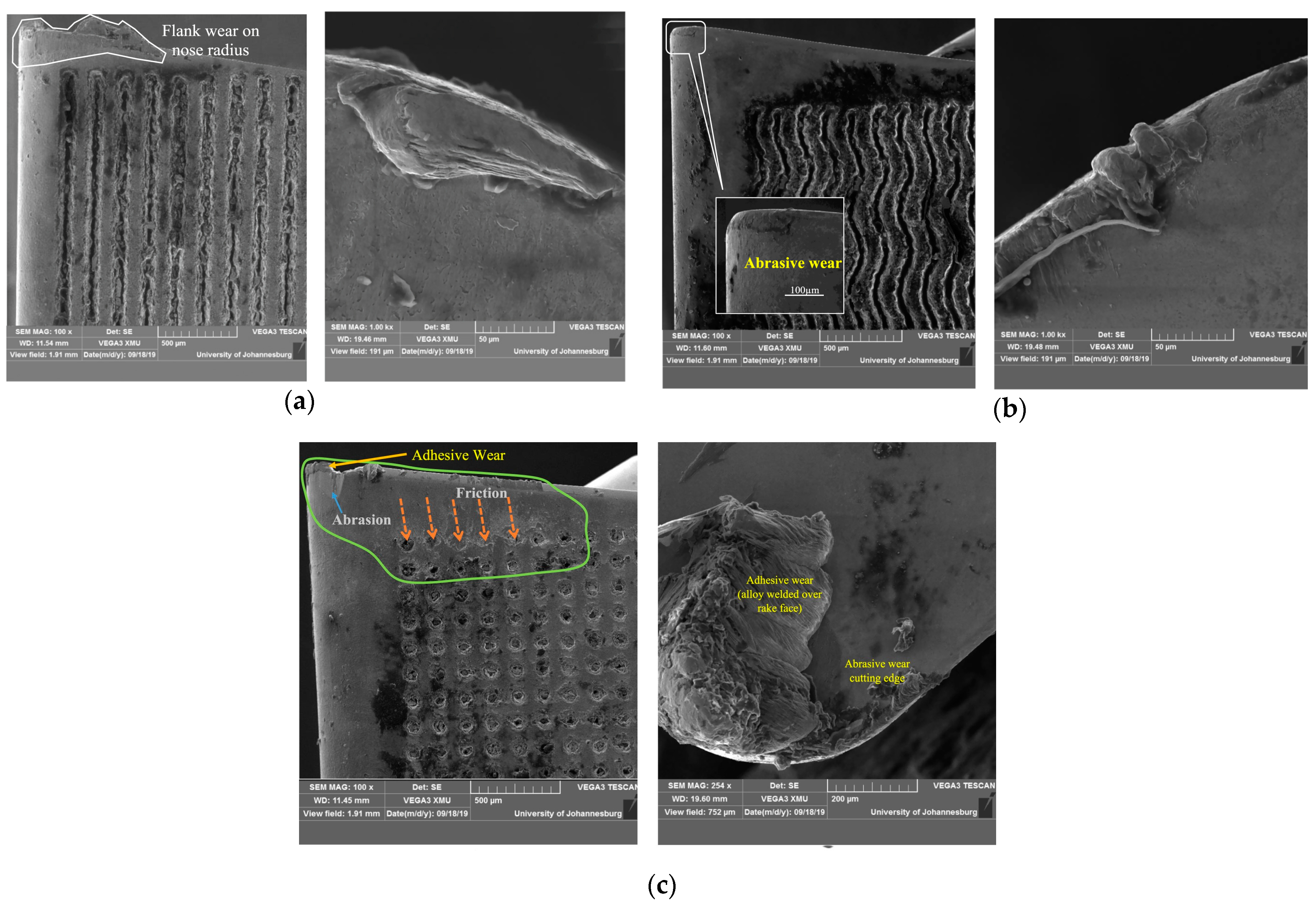{kind=link}
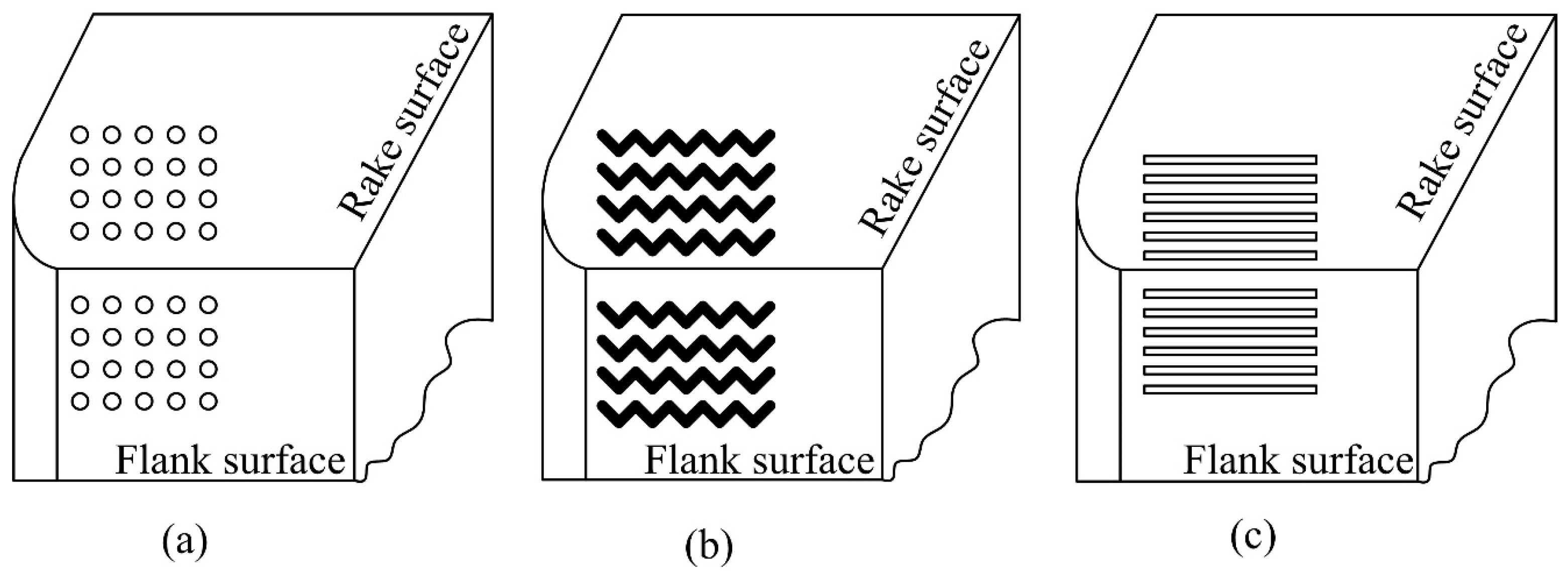{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
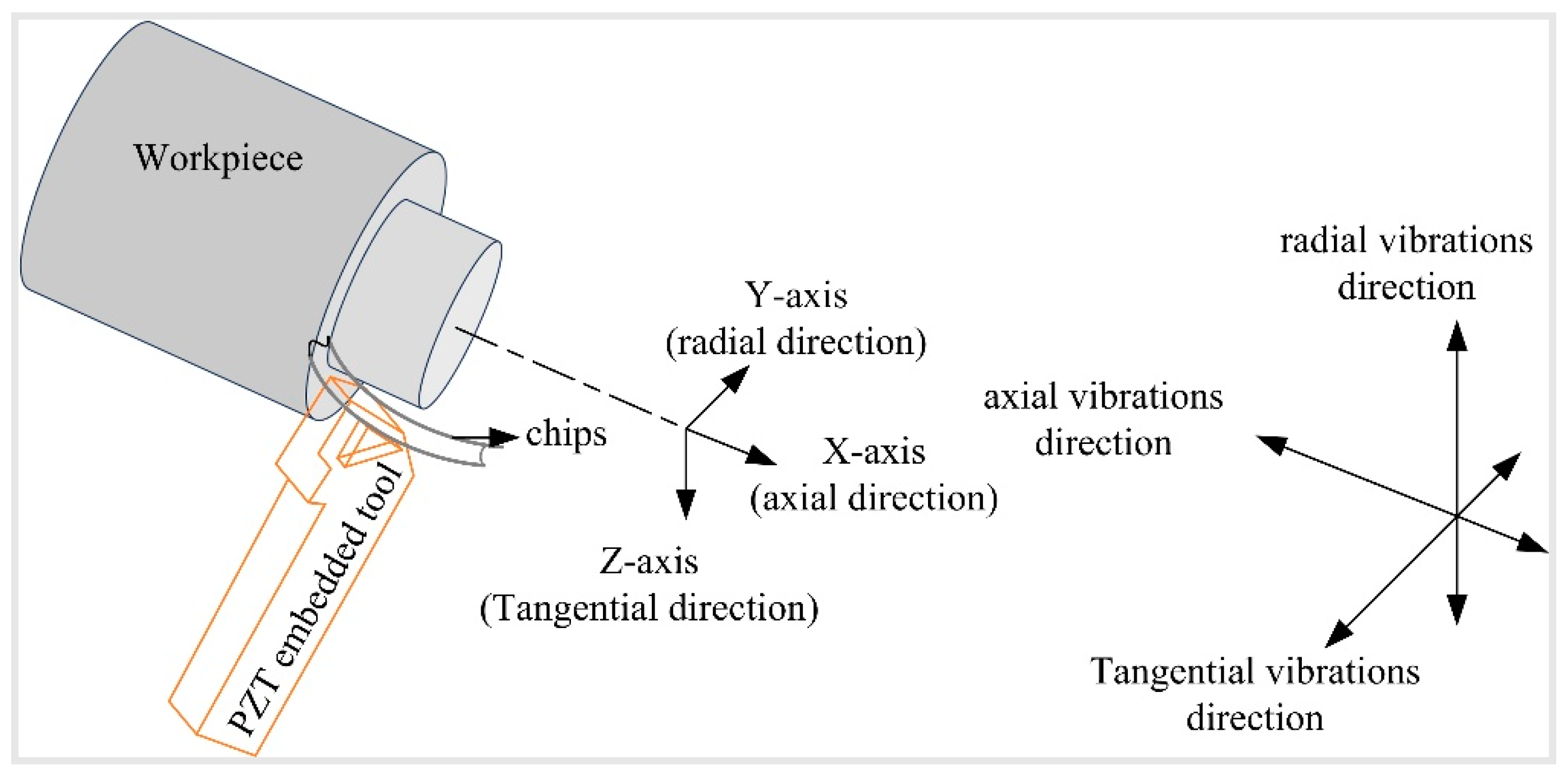{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
A comparative analysis of different dry machining techniques.
| Dry Machining Technique | Ease of Implementation | Cost-Effectiveness | Environmental Impacts |
|---|---|---|---|
| Cutting tool surface structuring | Easy to implement. There is adequate technical innovation and advanced machining processes that can engrave specific texturing on the tool surface [38]. | Requires equipment such as electrical discharge machining, electro-chemical machining, and laser beam machine for engraving the tool surfaces. Although, these advanced machine tools are costly, yet texturing and patterning on these are affordable. | There are some environmental emissions and safety hazards while structuring by advanced machining processes. Furthermore, structured cutting tools minimize tool replacement and resharpening while machining and therefore minimize the resource consumption. |
| Cutting tool coatings | Easy to implement. The two most prevalent coating techniques are physical vapor deposition (PVD) and chemical vapor deposition (CVD). | The cost associated with tool coating is a bit high due to the use of expensive machines | The PVD process is environmentally clean, but the CVD process causes pollution from chemicals [99]. The coating deposition process requires a significant amount of power/energy [100]. But coated tools, while in use, minimize the consumption of energy and resources. |
| Advancement in tool material | Implementation is difficult and requires expertise. It involves a deep understanding of material science and the ability to conduct rigorous and innovative experiments. | The key costs associated with the development of new cutting tools includes the cost of materials, manufacturing, and testing and analysis of different alternatives [82,83]. | The environmental implications of using advanced tool materials are not uniform and vary based on the kind and technique of the tool. For example, microwave-sintered tools and conventional sintered tools have various environmental effects. But the enhanced mechanical properties of the tools due to advanced materials minimize their wear and failure. It helps to reduce the machining cost specially while dealing with difficult-to-machine materials. |
| Energy-Assisted/hybrid Dry Machining | Implementation is moderately difficult. There is a need to build a novel setup that combines conventional machining methods with energy-assisted techniques. | The setup requires expensive equipment such as a laser energy field and an ultrasonic energy field. | The integrated laser energy fields have no direct harmful environmental impacts except safety hazard, although they only consume additional electricity. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pawanr, S.; Gupta, K. Dry Machining Techniques for Sustainability in Metal Cutting: A Review. Processes 2024, 12, 417. https://doi.org/10.3390/pr12020417
AMA Style
Pawanr S, Gupta K. Dry Machining Techniques for Sustainability in Metal Cutting: A Review. Processes. 2024; 12(2):417. https://doi.org/10.3390/pr12020417
Chicago/Turabian StylePawanr, Shailendra, and Kapil Gupta. 2024. "Dry Machining Techniques for Sustainability in Metal Cutting: A Review" Processes 12, no. 2: 417. https://doi.org/10.3390/pr12020417
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.