
Application of Life Cycle Assessment to Analysis of Fibre Composite Manufacturing Technologies in Shipyards Industry
 , , and
, , and
Abstract
:1. Introduction
1.1. Fibre-Reinforced Polymers in Shipyard Industry
1.2. Advanced Manufacturing Processes for Shipyard Composites
1.3. LCA for FRP Technologies
2. Materials and Methods
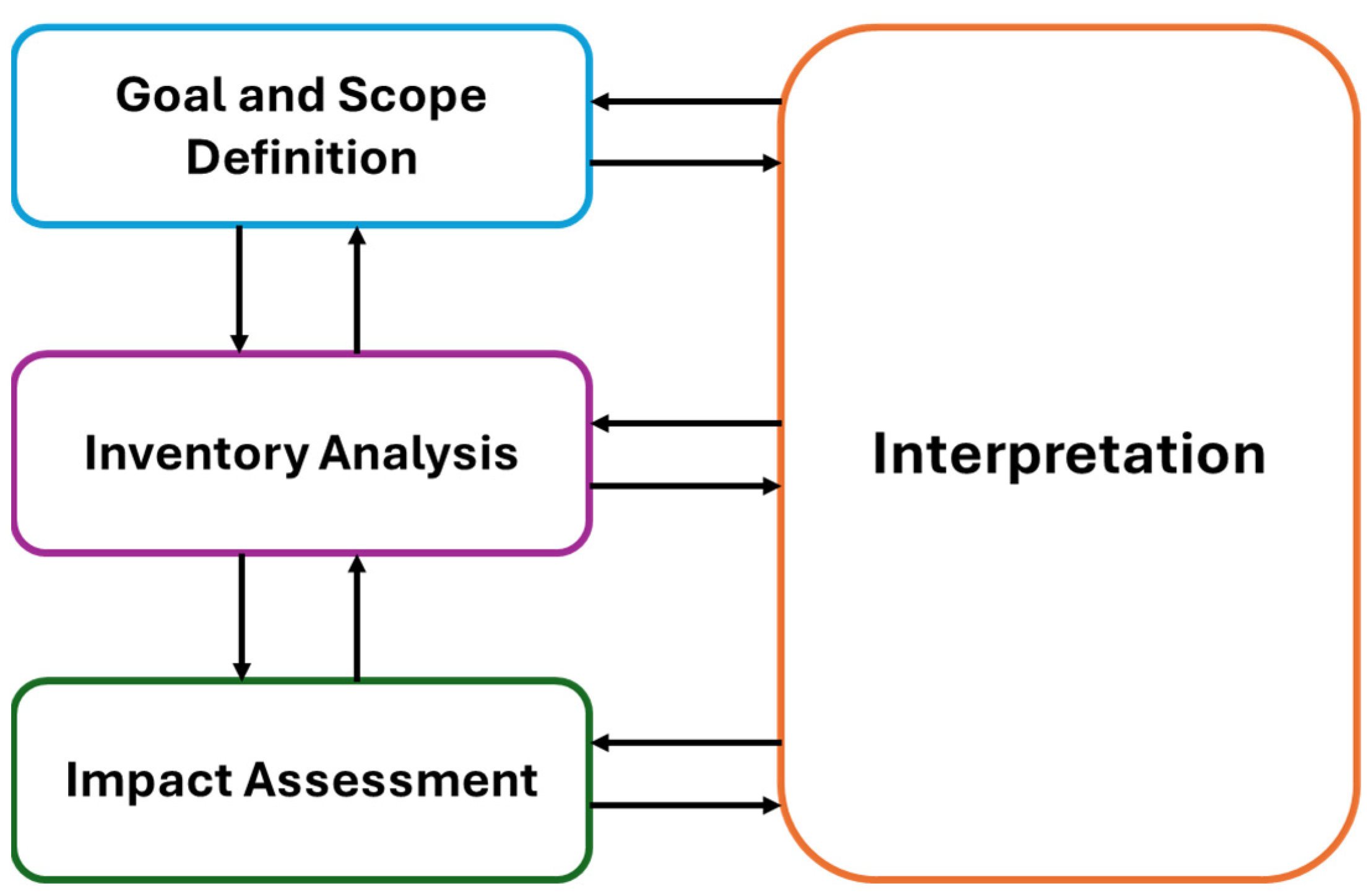
2.1. Methodology
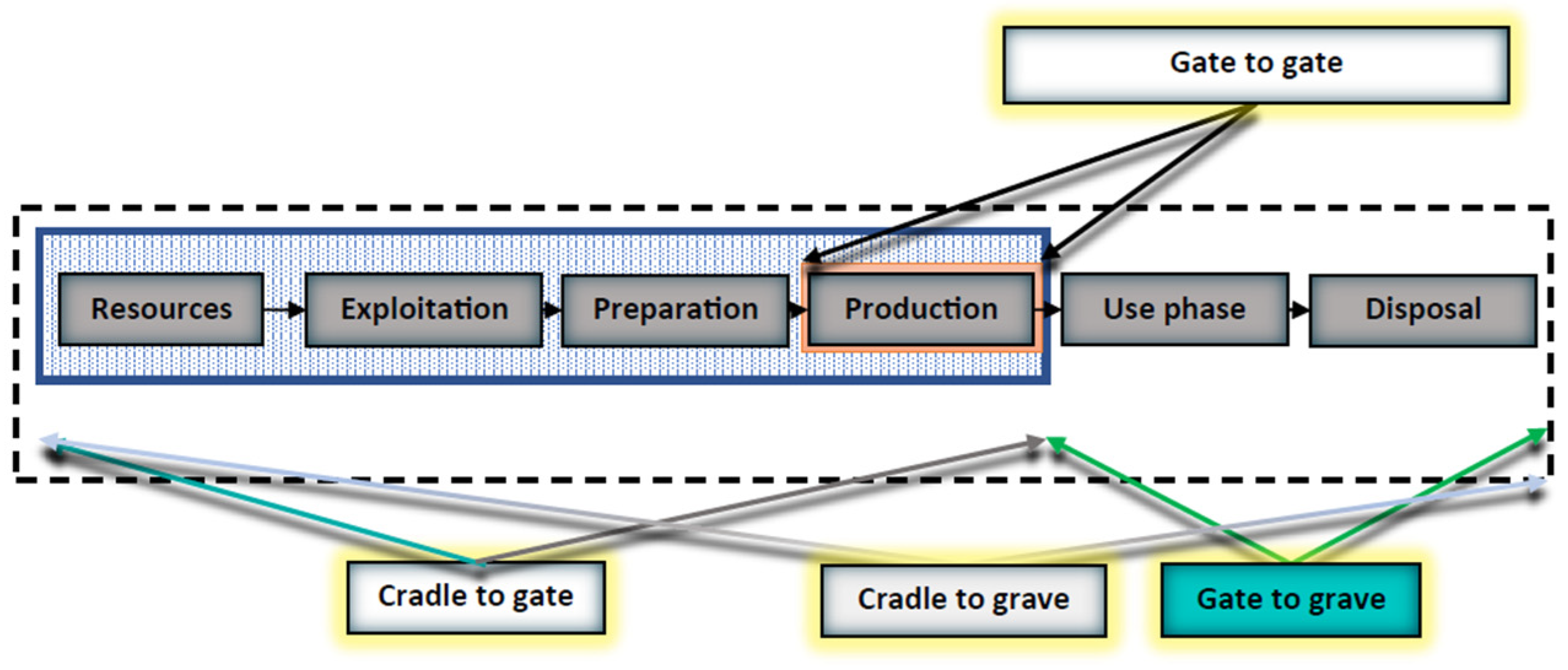
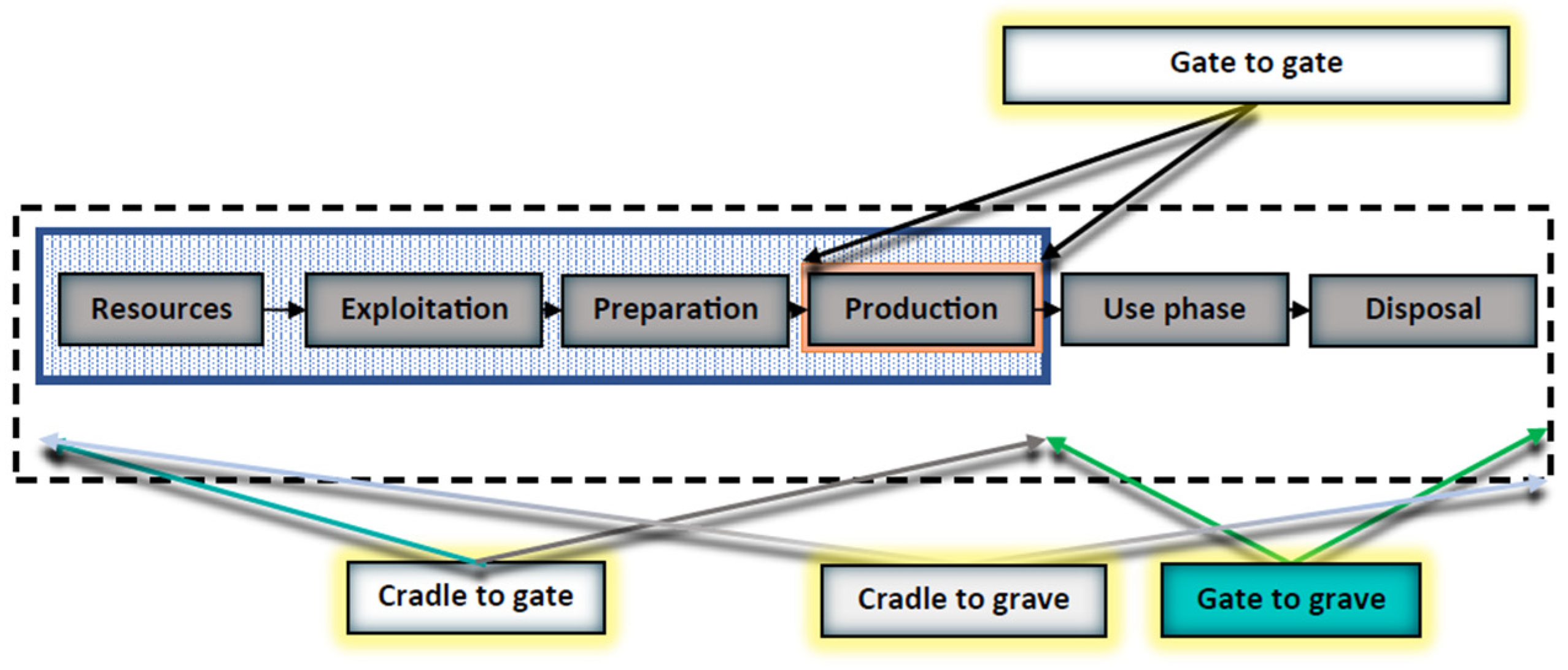
- The Goal Definition and scope, which define and describe the product or process: establish the context in which the assessment is to be made and identify the boundaries and environmental effects to be reviewed for the assessment. An important part of the goal and scope is the definition of a functional unit, which is a measure of the performance of the studied system or product/process and it provides a reference to which the inputs and outputs can be related. The purpose of the functional unit is to provide reference to which all inputs and outputs are related. Another aspect within the goal and scope stage is to define the system boundary. A system boundary is the set of criteria that determines which unit processes, inputs, outputs, and impacts are considered in an LCA. Four different system boundaries can be distinguished (Figure 3):
- Cradle-to-grave is the full LCA starting from the extraction of raw materials (‘cradle’) to the use and disposal phase—landfill, incineration (‘grave’).
- Cradle-to-cradle is a particular kind of cradle-to-grave approach, where the end-of-life disposal step for the product is a recycling process. It is a method used to minimize the environmental impact of products by employing sustainable production, operation, and disposal practices, and it aims to incorporate social responsibility into product development.
- Cradle-to-gate is an assessment of a partial product life cycle from resource extraction (cradle) to the gate of the factory (i.e., before it is transported to the consumer).
- Gate-to-gate is a partial LCA method, looking at only one value-added (unit) process in the entire production chain. Gate-to-gate modules may also be linked later in their appropriate production chain to form a complete cradle-to-gate evaluation [43].
- The inventory analysis: This step helps with identifying and quantifying energy, water, and raw material usage and environmental releases (e.g., emissions, solid waste disposal, waste water discharges). This is a technical process of collecting data in order to quantify inputs and outputs of the system.
- The impact assessment assesses the potential effects of energy, water, and material usage and the environmental releases identified in the inventory analysis. Results are therefore presented through several environmental impact indicators, like climate change, ozone depletion, human toxicity, fossil fuel consumption, eutrophication, and cumulative energy demand, and carbon-related indicators including carbon dioxide equivalent (CO2-eq.).
- The Interpretation step evaluates the results of the inventory analysis and impact assessment to select the preferred product, process, or service with a clear understanding of the uncertainty and the assumptions used to generate the results.
2.2. Software
- (a)
- focus on a single impact or environmental footprint such as the carbon footprint or the water footprint;
- (b)
- include several impact categories such as climate change, human toxicity, land use, water consumption, fossil resource scarcity, etc.
- IPCC (International Panel on Climate Change) 2021, developed by the International Panel on Climate Change. This single-issue method lists the climate change factors of IPCC with a timeframe of 100 years and expresses the LCA results in terms of kg CO2-eq.
- ReCiPe 2016, developed by the Dutch research institute of the National Institute for Public Health and the Environment, Radboud University Nijmegen, Leiden University, and Pré Consultants in 2008. It is a midpoint and an endpoint method, and it considers three different cultural perspectives: individualist, hierarchist (H), and egalitarian. The method assesses several midpoint impact categories (e.g., Global Warming Potential (GWP), water consumption, fossil resource scarcity, etc.) and the three areas of protection: human health, ecosystem quality, and natural resources at the endpoint level.
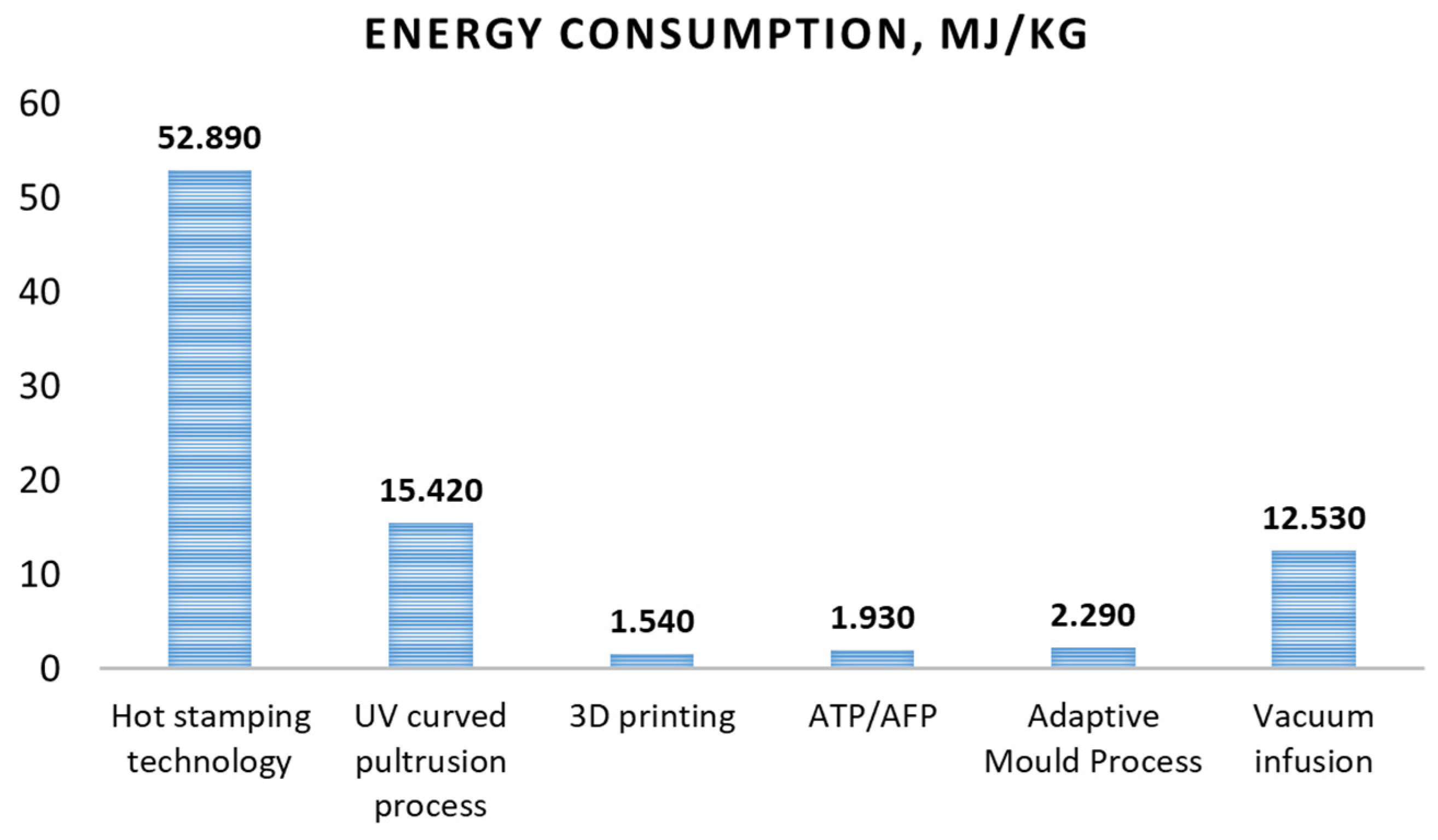
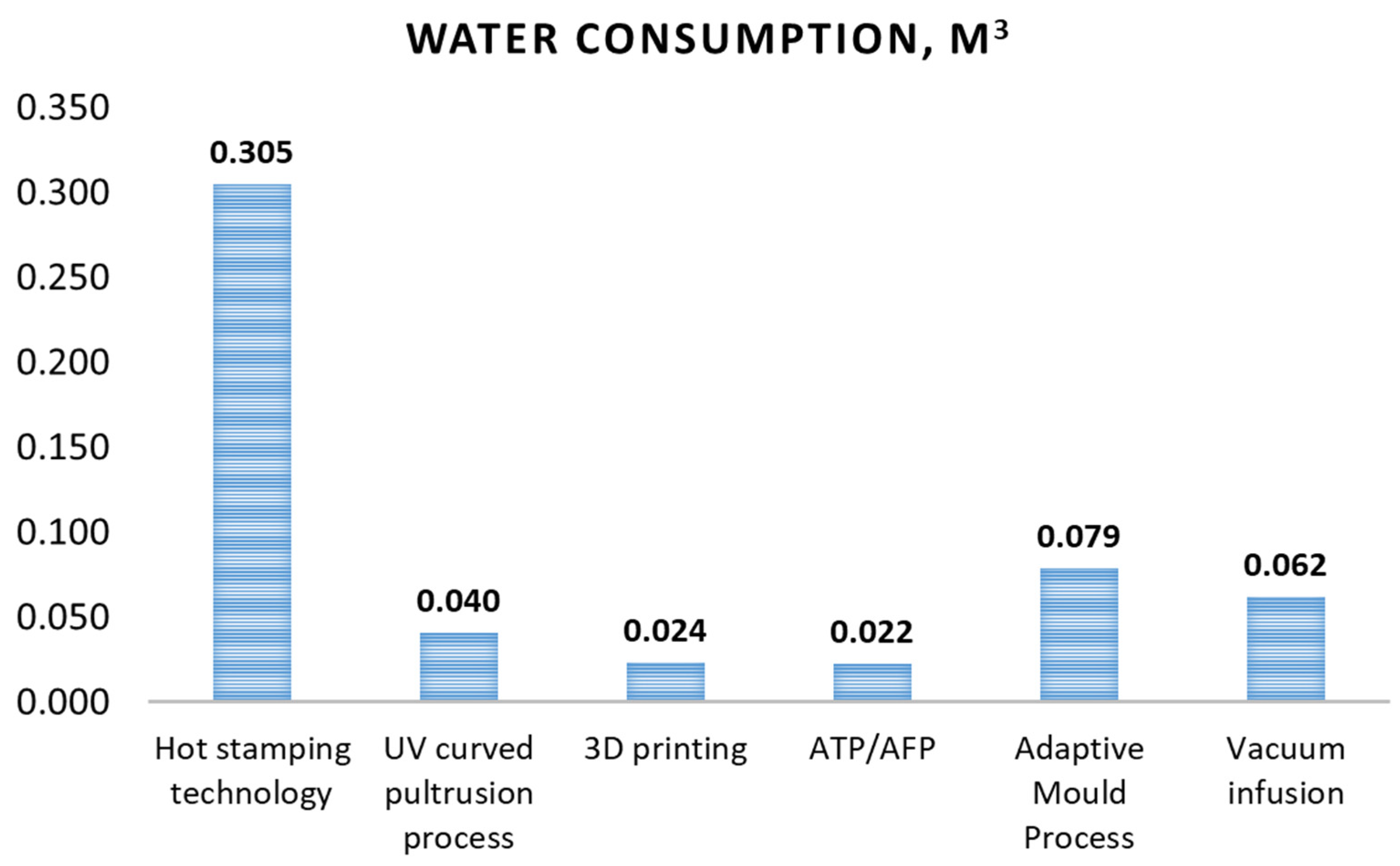
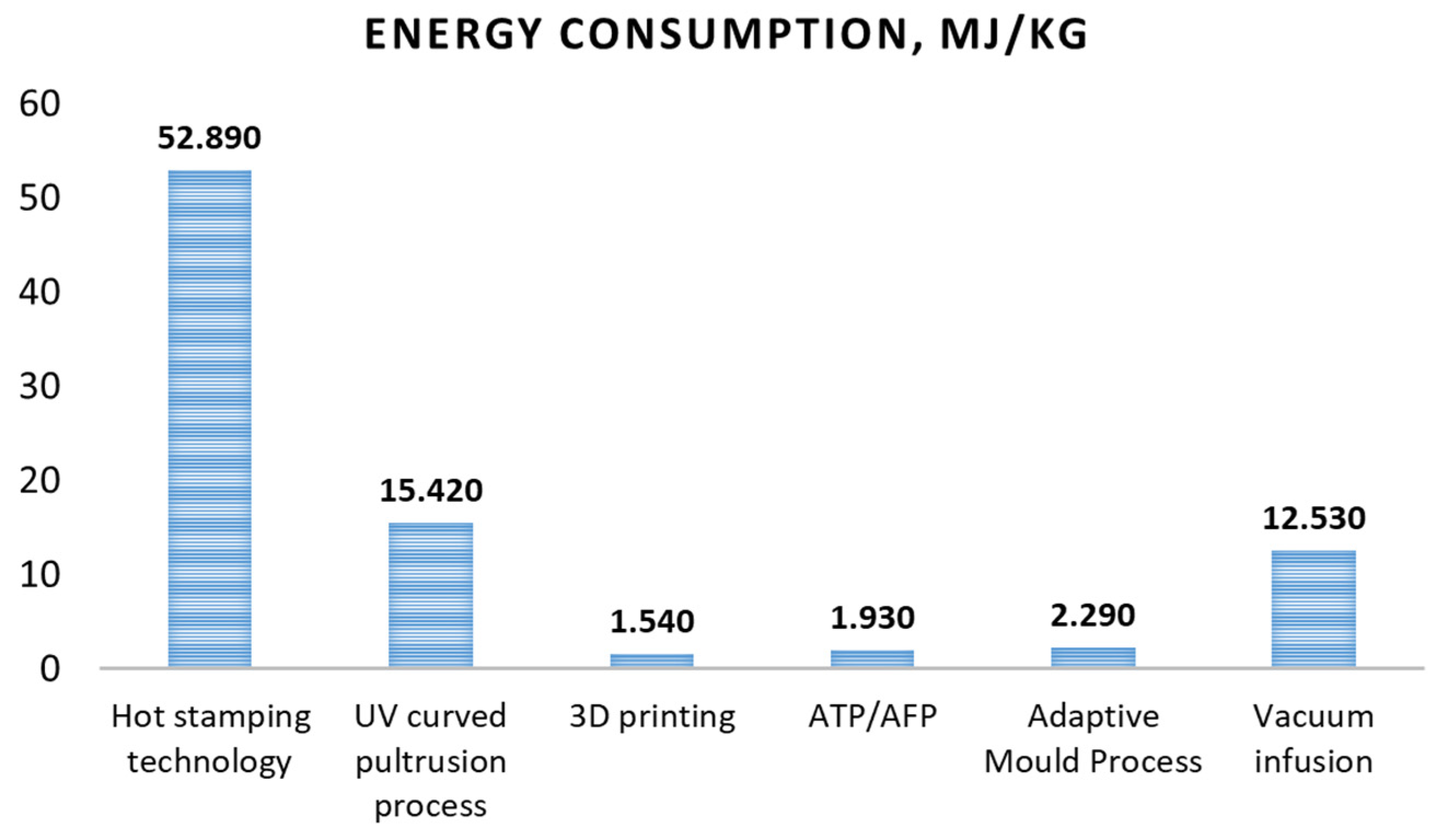
2.3. Materials and Energy Consumption
3. Results
3.1. Hot Stamping Technology
3.2. UV Curved Pultrusion Process (Robtrusion®)
3.3. ATP/AFP
3.4. Three-Dimensional Printing
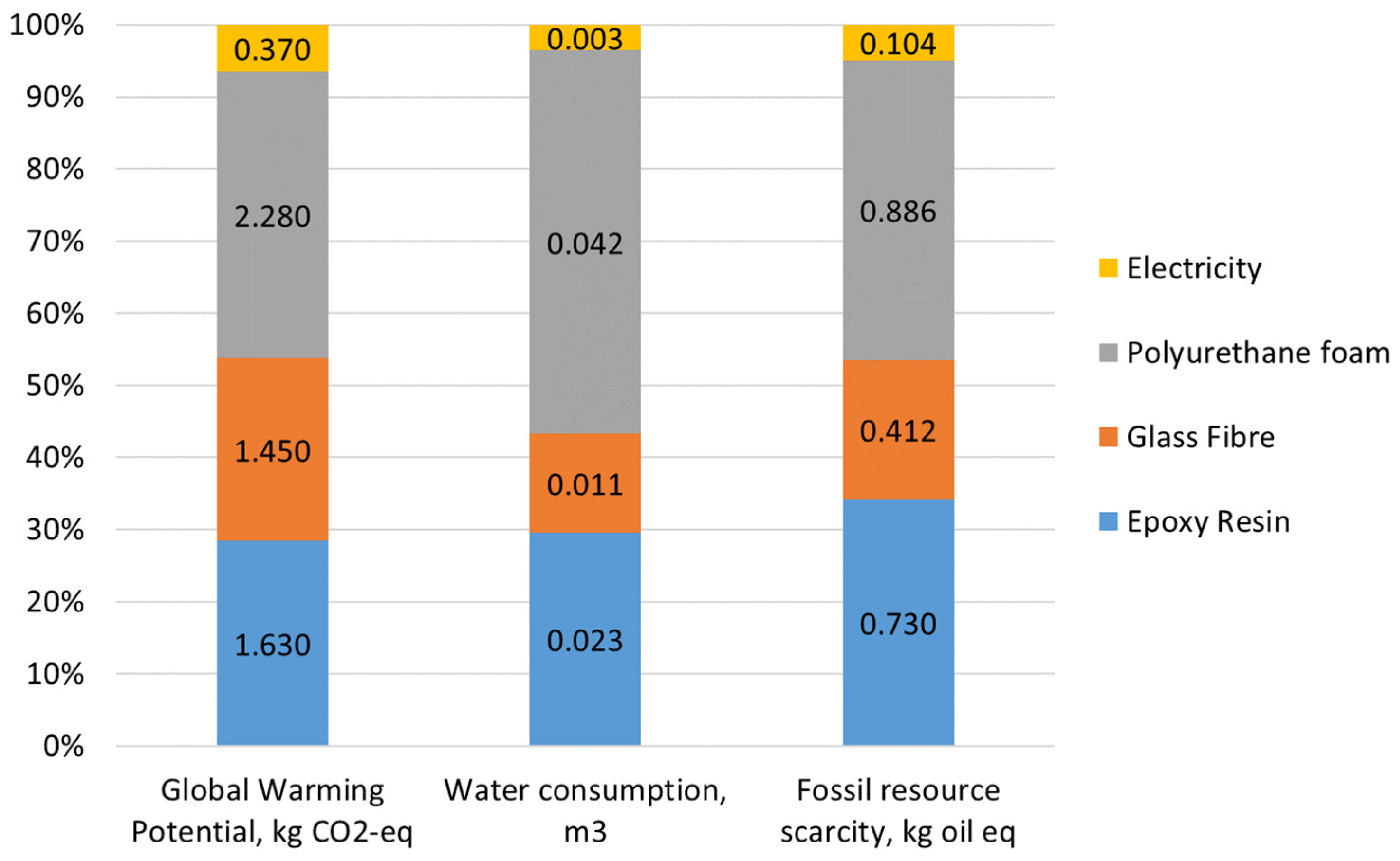
3.5. Adaptive Mould Process
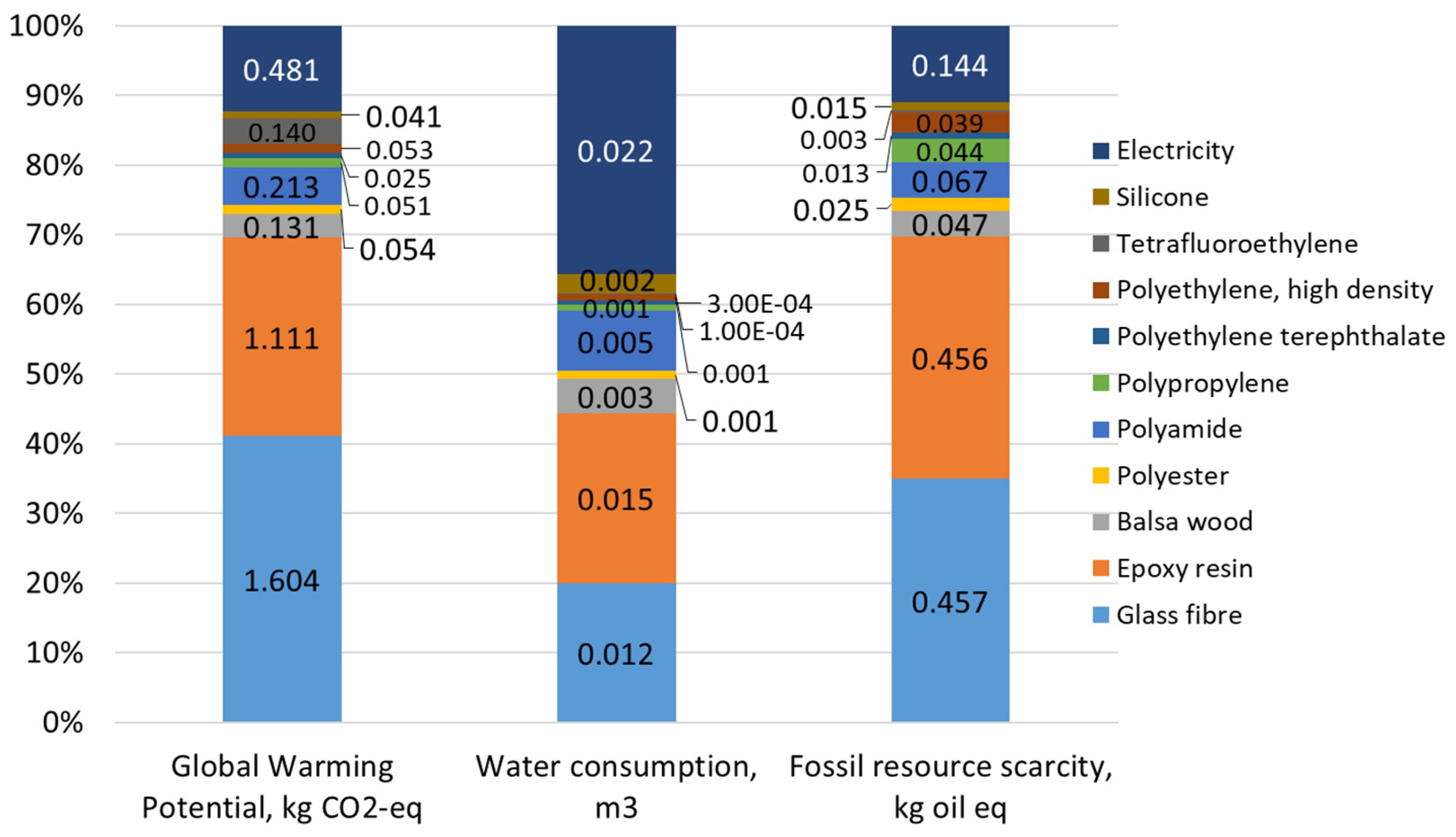
3.6. Vacuum Infusion Technology
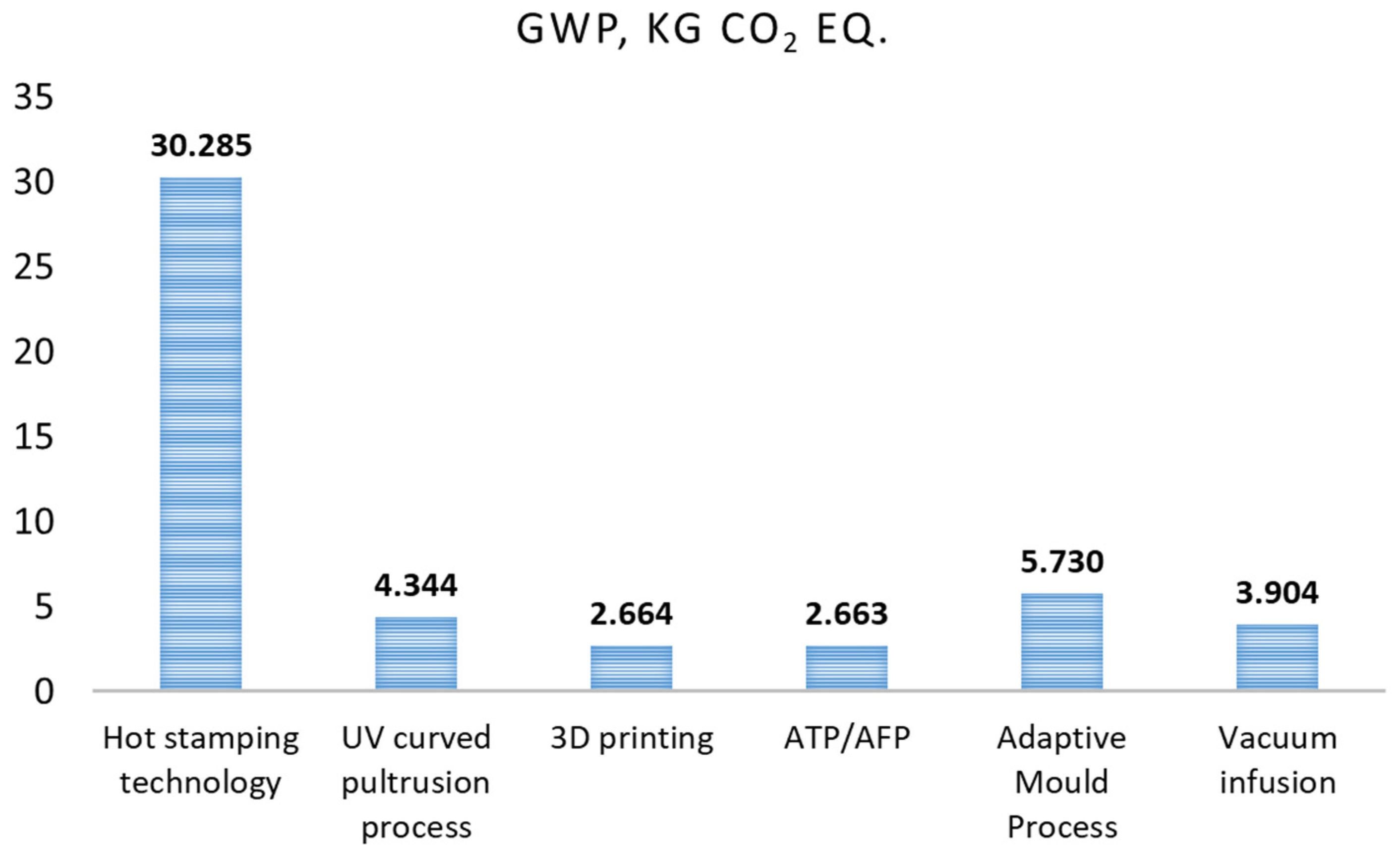
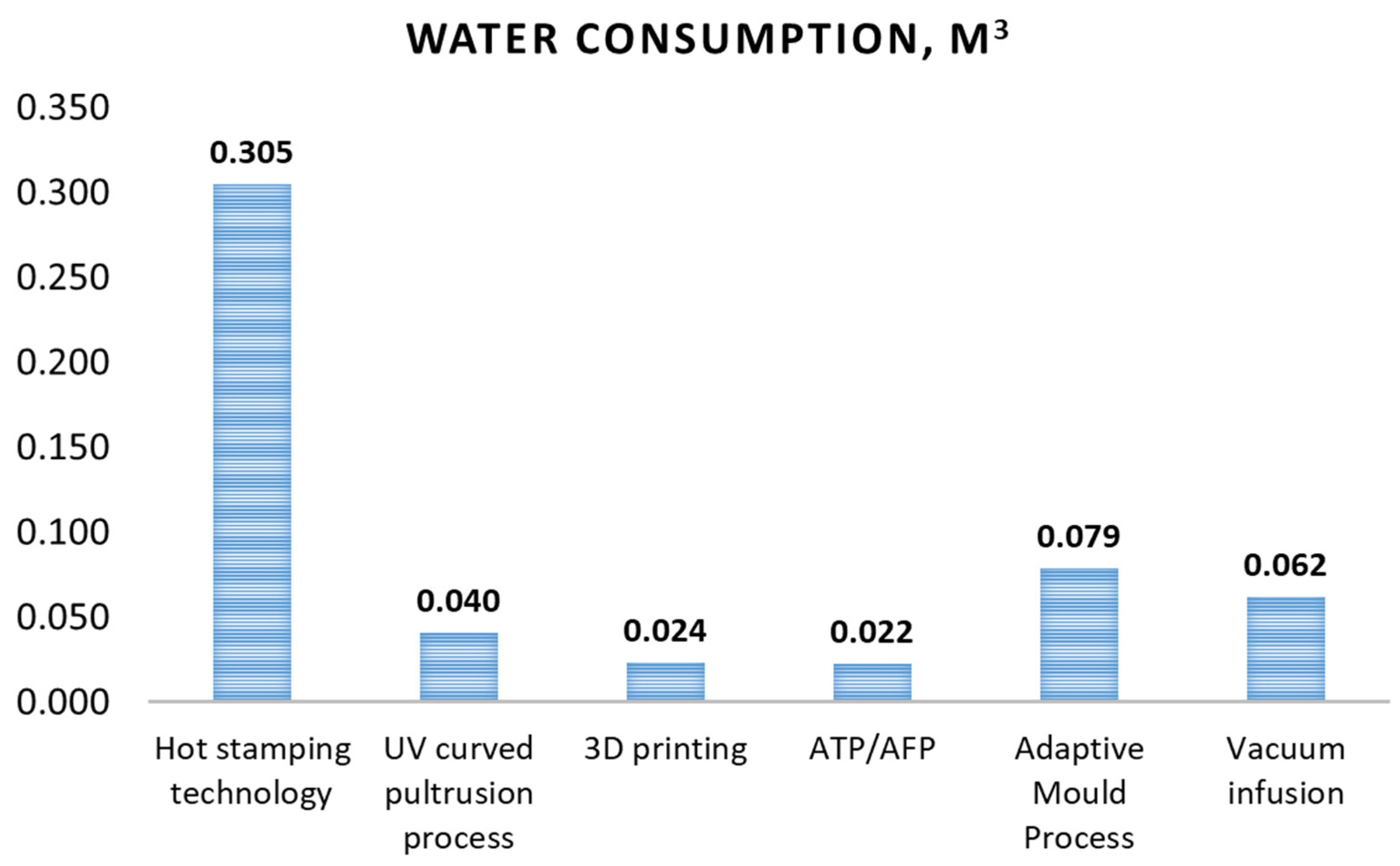
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lau, D. Hybrid Fiber-Reinforced Polymer (FRP) Composites for Structural Applications. In Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering; Uddin, N., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 205–225. [Google Scholar]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Abbood, I.S.; Odaa, S.A.; Hasan, K.F.; Jasim, M.A. Properties Evaluation of Fiber Reinforced Polymers and Their Constituent Materials Used in Structures—A Review. Mater. Today Proc. 2021, 43, 1003–1008. [Google Scholar] [CrossRef]
- Dolz, M.; Martinez, X.; Sá, D.; Silva, J.; Jurado, A. Composite materials, technologies and manufacturing: Current scenario of European Union shipyards. Ships Offshore Struct. 2023. [Google Scholar] [CrossRef]
- Kim, D.H.; Kim, H.G.; Kim, H.S. Design Optimization and Manufacture of Hybrid Glass/Carbon Fiber Reinforced Composite Bumper Beam for Automobile Vehicle. Compos Struct. 2015, 131, 742–752. [Google Scholar] [CrossRef]
- Yi, X.S. Development of multifunctional composites for aerospace application. In Multifunctionality of Polymer Composites; Friedrich, K., Breuer, U., Eds.; William Andrew Publishing: Oxford, UK, 2015; pp. 367–418. [Google Scholar]
- Chakraborty, B.C. FRP for Marine Application. In Fiber-Reinforced Plastics; Masuelli, M.A., Ed.; IntechOpen: Rijeka, Croatia, 2022; pp. 1–32. [Google Scholar]
- Luo, G.M.; Wu, C.W. Lightweight Fiber-Reinforced Plastic Constructions Using Improved Overlap Forms. Adv. Compos. Mater. 2015, 24, 545–560. [Google Scholar] [CrossRef]
- Vizentin, G.; Vukelic, G. Marine Environment Induced Failure of FRP Composites Used in Maritime Transport. Eng. Fail. Anal. 2022, 137, 106258. [Google Scholar] [CrossRef]
- Available online: https://www.fibre4yards.eu/ (accessed on 17 May 2023).
- Martinez, X.; Sá, D.; Silva, J.; Alvarez-Buylla, S. FIBRE4YARDS: Fibre Composite Manufacturing Technologies for the Automation and Modular Construction in Shipyards. Materiales Compuestos 2022, 6, 185. [Google Scholar] [CrossRef]
- Available online: http://www.inegi.pt/en/ (accessed on 3 March 2023).
- Karbasian, H.; Tekkaya, A.E. A Review on Hot Stamping. J. Mater. Process Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Chen, J.; Li, X.; Han, X. Hot Stamping. Compr. Mater. Process. 2014, 5, 351–370. [Google Scholar]
- Available online: https://www.irurenagroup.com/ (accessed on 10 March 2023).
- Correia, J. Pultrusion of Advanced Fibre-Reinforced Polymer (FRP) Composites. In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Bai, J., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 207–251. [Google Scholar]
- Qureshi, J. A Review of Fibre Reinforced Polymer Structures. Fibers 2022, 10, 27. [Google Scholar] [CrossRef]
- Tena, I.; Sarrionandia, M.; Torre, J.; Aurrekoetxea, J. The Effect of Process Parameters on Ultraviolet Cured out of Die Bent Pultrusion Process. Compos. Part B Eng. 2016, 89, 9–17. [Google Scholar] [CrossRef]
- Joshi, S.C. The Pultrusion Process for Polymer Matrix Composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Advani, S.G., Hsiao, K.T., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 381–413. [Google Scholar]
- Available online: https://10-xl.nl/ (accessed on 8 March 2023).
- Qureshi, Z.; Swait, T.; Scaife, R.; El-Dessouky, H.M. In Situ Consolidation of Thermoplastic Prepreg Tape Using Automated Tape Placement Technology: Potential and Possibilities. Compos. Part B Eng. 2014, 66, 255–267. [Google Scholar] [CrossRef]
- Yan, Q.; Dong, H.; Su, J.; Han, J.; Song, B.; Wei, Q.; Shi, Y. A Review of 3D Printing Technology for Medical Applications. Engineering 2018, 4, 729–742. [Google Scholar] [CrossRef]
- Ambrosi, A.; Pumera, M. 3D-Printing Technologies for Electrochemical Applications. Chem. Soc. Rev. 2016, 45, 2740–2755. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Ul Haq, M.I. 3D Printing—A Review of Processes, Materials and Applications in Industry 4.0. Sustai. Oper Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Available online: https://curveworks.nl/ (accessed on 27 April 2023).
- Kim, S.Y.; Shim, C.S.; Sturtevant, C.; Kim, D.; Song, H.C. Mechanical properties and production quality of hand-layup and vacuum infusion processed hybrid composite materials for GFRP marine structures. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 723–736. [Google Scholar] [CrossRef]
- Cucinotta, F.; Guglielmino, E.; Sfravara, F. Life cycle assessment in yacht industry: A case study of comparison between hand lay-up and vacuum infusion. J. Clean Prod. 2017, 142, 3822–3833. [Google Scholar] [CrossRef]
- He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Wang, B.; Jin, M.; Liu, J.; Chen, X.; Sun, Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes 2022, 10, 732. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef]
- Caiazzo, F.; Curcio, F.; Daurelio, G.; Minutolo, F.M.C. Laser cutting of different polymeric plastics (PE, PP and PC) by a CO2 laser beam. J. Mater. Process. Technol. 2005, 159, 279–285. [Google Scholar] [CrossRef]
- Der, O.; Başar, G.; Ordu, M. Statistical Investigation of the Effect of CO2 Laser Cutting Parameters on Kerf Width and Heat Affected Zone in Thermoplastic Materials. J. Mater. Mechatron. A 2023, 4, 459–474. [Google Scholar] [CrossRef]
- Agudelo, L.M.; Mejía-Gutiérrez, R.; Nadeau, J.P.; Pailhes, J. Life Cycle Analysis in Preliminary Design Stages. In Proceedings of the Joint Conference on Mechanical, Design Engineering & Advanced Manufacturing, Toulouse, France, 28 January–17 March 2014; pp. 1–7. [Google Scholar]
- Suhariyanto, T.T.; Wahab, D.A.; Rahman, M.N.A. Product Design Evaluation Using Life Cycle Assessment and Design for Assembly: A Case Study of a Water Leakage Alarm. Sustainability 2018, 10, 2821. [Google Scholar] [CrossRef]
- Mendoza Beltran, A.; Prado, V.; Font Vivanco, D.; Henriksson, P.J.G.; Guinée, J.B.; Heijungs, R. Quantified Uncertainties in Comparative Life Cycle Assessment: What Can Be Concluded? Environ. Sci. Technol. 2018, 52, 2152–2161. [Google Scholar] [CrossRef] [PubMed]
- Önal, M.; Neşer, G.; Gürsel, K.T. Environmental impacts of steel ship hulls building and recycling by life cycle assessment (LCA). Ships Offshore Struct. 2021, 16, 1061–1066. [Google Scholar] [CrossRef]
- Önal, M. Evaluation of shipyard operation processes with cradle-to-gate life cycle assessmentbased on material consumption rates for an aluminum and steel yacht. Ships Offshore Struct. 2023, 18, 1–7. [Google Scholar] [CrossRef]
- Tincelin, T.; Mermier, L.; Pierson, Y.; Pelerin, E.; Jouanne, G. A Life Cycle Approach to Shipbuilding and Ship Operation. In Proceedings of the Ship Design and Operation for Environmental Sustainability, London, UK, 10–11 March 2010. [Google Scholar]
- Oh, D.; Lee, D.K.; Jeong, S.H. Environmental Impact Evaluation on Lightweight Structure Design of a Composite Ship by LCA (Life Cycle Assessment). J. Korean Soc. Precis. Eng. 2019, 36, 875–881. [Google Scholar] [CrossRef]
- Burman, M.; Kuttenkeuler, J.; Stenius, I.; Garme, K.; Rosén, A. Comparative Life Cycle Assessment of the hull of a high-speed craft. Proc. Inst. Mech. Eng. Part M J. Eng. Marit. Environ. 2016, 230, 378–387. [Google Scholar] [CrossRef]
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006.
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO: Geneva, Switzerland, 2006.
- Jiménez-González, C.; Kim, S.; Overcash, M.R. Methodology for developing gate-to-gate Life cycle inventory information. Int. J. Life Cycle Assess. 2000, 5, 153–159. [Google Scholar] [CrossRef]
- Zhou, H. The Comparative Life Cycle Assessment of Structural Retrofit Technique; SSEBE-CESEM-2013-CPR-009; Arizona State University: Tempe, AZ, USA, 2013. [Google Scholar]
- Meng, F.; Mckechnie, J.; Turner, T.A.; Pickering, S.J. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Wu, M.; Sadhukhan, J.; Murphy, R.; Ujjwal Bharadwaj, U.; Cui, X. A novel life cycle assessment and life cycle costing framework for carbon fibre-reinforced composite materials in the aviation industry. Int. J. Life Cycle Assess. 2023, 28, 566–589. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Deviatkin, I.; Horttanainen, M.; Kärki, T. Life Cycle Assessment of a Thermal Recycling Process as an Alternative to Existing CFRP and GFRP Composite Wastes Management Options. Polymers 2021, 13, 4430. [Google Scholar] [CrossRef]
- Das, S. Life cycle assessment of carbon fiber-reinforced polymer composites. Int. J. Life Cycle Assess. 2011, 16, 268–282. [Google Scholar] [CrossRef]
- Isa, A.; Nosbi, N.; Che Ismail, M.; Md Akil, H.; Wan Ali, W.F.F.; Omar, M.F. A Review on Recycling of Carbon Fibres: Methods to Reinforce and Expected Fibre Composite Degradations. Materials 2022, 15, 4991. [Google Scholar] [CrossRef] [PubMed]
- Hermansson, F.; Svanström, M.; Janssen, M. (Eds.) HORIZON 2020, BBI.VC1.R1-2015-2-1/720707/, Project 720707: Lignin Based Carbon Fibres for Composites, D8.1 Recommendations for Optimal Routes to Sustainable Exploitation of LIBRE Materials and Processes from Completed Life Cycle Analysis; Chalmers University of Technology: Gothenburg, Sweden, 2017. [Google Scholar]
- Tchana Toffe, G.; Oluwarotimi Ismail, S.; Montalvão, D.; Knight, J.; Ren, G. A Scale-up of Energy-Cycle Analysis on Processing Non-Woven Flax/PLA Tape and Triaxial Glass Fibre Fabric for Composites. J. Manuf. Mater. Process. 2019, 3, 92. [Google Scholar] [CrossRef]
- Stiller, H. Material Intensity of Advanced Composite Materials: Results of Asudy for the Verbundwerkstofflabor Bremen Ev; Wuppertal Papers; EconStor: Kiel, Germany, 1999. [Google Scholar]
- Korol, J.; Hejna, A.; Burchart-Korol, D.; Chmielnicki, B.; Wypiór, K. Water Footprint Assessment of Selected Polymers, Polymer Blends, Composites, and Biocomposites for Industrial Application. Polymers 2019, 11, 1791. [Google Scholar] [CrossRef]
- CO2-Footprint of Getzner Werkstoffe GmbH PU Products; Getzner Werkstoffe GmbH: Bürs, Austria, 2019; Available online: https://www.mecanocaucho.com/download/catalog/Sylomer_Environmental_Product_Declaration.pdf (accessed on 14 October 2023).
- Cerdas, F.; Juraschek, M.; Thiede, S.; Herrmann, C. Life Cycle Assessment of 3D Printed Products in a Distributed Manufacturing System. J. Ind. Ecol. 2017, 21 (Suppl. S1), S80–S93. [Google Scholar] [CrossRef]
- Available online: https://ourworldindata.org/electricity-mix (accessed on 13 February 2024).
- Craiut, L.; Bungau, C.; Bungau, T.; Grava, C.; Otrisal, P.; Radu, A.-F. Technology Transfer, Sustainability, and Development, Worldwide and in Romania. Sustainability 2022, 14, 15728. [Google Scholar] [CrossRef]
- Craiut, L.; Bungau, C.; Negru, P.A.; Bungau, T.; Radu, A.-F. Technology Transfer in the Context of Sustainable Development—A Bibliometric Analysis of Publications in the Field. Sustainability 2022, 14, 11973. [Google Scholar] [CrossRef]
- Bergerson, J.A.; Brandt, A.; Cresko, J.; Carbajales-Dale, M.; MacLean, H.L.; Matthews, H.S.; McCoy, S.; McManus, M.; Miller, S.A.; Morrow, W.R.; et al. Life cycle assessment of emerging technologies. Eval. Tech. Differ. Stages Mark. Tech. Matur. 2020, 24, 11–25. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technology | Advantages | Disadvantages |
|---|---|---|
| Hot stamping | ▪ it can be used to process a wide range of materials (plastics, rubbers, metals, wood, leather, glass); ▪ clean production environment. | ▪ part size; ▪ slow cooling rates; ▪ heat vs. thickness vs. material ratio. |
| Ultraviolet (UV) curved pultrusion process (Robtrusion®) | ▪ suitable for mass production; ▪ low raw material cost; ▪ highly automatable process; ▪ high process stability and output. | ▪ limited to the production of products with single cross-sectional shape; ▪ limited to transparent materials regarding UV radiation; ▪ part size regarding width and height depends on the dimensions of the UV sources, the pulling force capacity of the robot arm, and the gripper dimensions; ▪ limited to constant cross-section profiles. |
| Automated tape (fibre) placement | ▪ increased productivity; ▪ superior accuracy and precision; ▪ high volume capability; ▪ capability to produce complex geometries; ▪ low amount of material waste. | ▪ limitation on acceptable mould shapes. |
| Three-dimensional (3D) printing | ▪ ability to produce very complex shapes or geometries; ▪ rapid prototyping; ▪ fast production; ▪ minimising waste; ▪ cost-effective. | ▪ the dimensions of the part depend on the robot scale; ▪ in some cases, parts need post processing. |
| Adaptive mould | ▪ reduce waste; ▪ suited to process a broad range of composite materials. | ▪ curvature of the part is limited by the curvature of the adaptive mould. |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | Polypropylene | Polypropylene, granulate (global market) | [kg] |
| Carbon fibre | Calculated based on Wu et al. [46]. Carbon fibre production (per 1 kg): Polyacrylonitrile fibres—1.69 kg Nitrogen—11.49 kg Electricity—250 MJ/kg Heat—190 MJ/kg | ||
| Mould cleaner agent solvent | Organic solvent (global market) | [g] | |
| Release agent: solvent-based polymer | Toluene liquid (European market), methyl ethyl ketone (European market) | [g] | |
| Clamping plate (aluminium) | Aluminium alloy (global market) | [g] | |
| Energy | Spot welding | Electricity medium voltage (Portugal) | [Wh] |
| Hot plate press pump | Electricity medium voltage (Portugal) | [Wh] | |
| Hot plate press heater | Electricity medium voltage (Portugal) | [Wh] | |
| Press auxiliary cooling system | Electricity medium voltage (Portugal) | [Wh] | |
| Blank holder system | Electricity medium voltage (Portugal) | [Wh] | |
| Infrared oven | Electricity medium voltage (Portugal) | [Wh] | |
| Press | Electricity medium voltage (Portugal) | [Wh] |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | UD glass fibre | Glass fibre (global market) | [kg] |
| QD glass fibre | [kg] | ||
| UV formulation (acrylate) | Polyester resin (global market) | [kg] | |
| Acetone | Acetone liquid (European market) | [kg] | |
| Paper for cleaning | Tissue paper (global market) | [kg] | |
| Energy | UV sources type 1 (two sources) | Electricity medium voltage (Spain) | [MJ] |
| UV sources type 2 (two sources) | Electricity medium voltage (Spain) | [MJ] | |
| UV sources type 3 (two sources) | Electricity medium voltage (Spain) | ||
| UV sources type 4 (two sources) | Electricity medium voltage (Spain) | ||
| Robot arm | Electricity medium voltage (Spain) | [MJ] | |
| Gripper | Electricity medium voltage (Spain) | [MJ] |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | Polypropylene | Polypropylene (global market) | [kg] |
| Glass fibre | Glass fibre (global market) | [kg] | |
| Oxygen, 4 bar | Oxygen, liquid (European market) | [L] | |
| Hydrogen, 4 bar | Hydrogen, liquid (European market) | [L] | |
| Energy | ATP/AFP—machine electricity consumption | Electricity medium voltage (the Netherlands) | [MJ] |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | Polypropylene | Polypropylene (global market) | [kg] |
| Glass fibre (30%) | Glass fibre (global market) | [kg] | |
| UV stabilizer (0.2%) (acetic acid trade mix–organic compound) | Acetic acid (global market) | [kg] | |
| UV absorber (0.1%) (phenol) | Phenol (non-European market) | [kg] | |
| Anti-microbial (3%) (PP random copolymer) | Polypropylene (global market) | [kg] | |
| Flame retardant (tris (1-chloro 2-propyl) phosphate (TCPP)) | Tris (global market) | [kg] | |
| Coupling agent (3%) (MAPP) | Maleic anhydride (global market) | [kg] | |
| Anti-oxidants (organic phosphite) (0.1%) | Phosphoric acid (global market) | [kg] | |
| Heat stabilizer (0.1%) | Phenolic resin (European market) | [kg] | |
| Energy | 3D printing—heating up + standby | Electricity medium voltage (the Netherlands) | [MJ] |
| 3D printing—extruding | Electricity medium voltage (the Netherlands) | [MJ] | |
| 3D printing—robotic arm | Electricity medium voltage (the Netherlands) | [MJ] | |
| 3D printing—heating | Electricity medium voltage (the Netherlands) | [MJ] |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | Glass fibre | Glass fibre (global market) | [kg] |
| Epoxy | Epoxy resin (non-European market) | [kg] | |
| Structural foam core | Polyurethane, rigid foam (non-European market) | [kg] | |
| Energy | Heating foam core | Electricity medium voltage (the Netherlands) | [kWh] |
| Shaping foam core | Electricity medium voltage (the Netherlands) | [kWh] | |
| Cutting foam core | Electricity medium voltage (the Netherlands) | [kWh] | |
| Shaping mould for infusion and curing | Electricity medium voltage (the Netherlands) | [kWh] | |
| Heating/curing | Electricity medium voltage (the Netherlands) | [kWh] |
| Stage | Component | Ecoinvent Database | Unit |
|---|---|---|---|
| Materials and Compounds | Glass fibre | Glass fibre (global market) | [kg] |
| Epoxy resin for infusion | Epoxy resin, liquid (non-European market) | [kg] | |
| Balsa wood | Joist, engineered wood (global market) | [m] | |
| Polyester adhesive | Fibre, polyester (global market) | [kg] | |
| Epoxy resin for balsa | Epoxy resin, liquid (non-European market) | [kg] | |
| Breather | Polyethylene terephthalate, granulate, amorphous (global market) | [kg] | |
| Peel ply | Glass-fibre-reinforced plastic, polyamide, injection-moulded (European market) | [kg] | |
| Membrane | Polypropylene, granulate (European market) | [kg] | |
| Extruded net | Polypropylene, granulate (European market) | [kg] | |
| Plastic film (fibre protector) | Glass-fibre-reinforced plastic, polyamide, injection-moulded (European market) | [kg] | |
| Plastic film (PO120) | Polyethylene, high density, granulate (European market) | [kg] | |
| Plastic film (PO175) | Polyethylene, high density, granulate (European market) | [kg] | |
| Bucket | Polypropylene, granulate (European market) | [kg] | |
| Plastic tube | Polyethylene, high density, granulate (global market) | [kg] | |
| Silicone tube | Silicone product (European market) | [kg] | |
| Knitted net complex | Polyethylene terephthalate, granulate, amorphous (global market) | [kg] | |
| Plastic “T” | Polypropylene, granulate (European market) | [kg] | |
| Sealant | Silicone product (European market) | [kg] | |
| Teflon film | Tetrafluoroethylene (global market) | [kg] | |
| Supply rail | Polyethylene terephthalate, granulate, amorphous (global market) | [kg] | |
| Plastic stud | Polyethylene, high density, granulate (global market) | [kg] | |
| Energy | Drill | Electricity medium voltage (France) | [MJ] |
| Circular saw | Electricity medium voltage (France) | [MJ] | |
| Table saw | Electricity medium voltage (France) | [MJ] | |
| Sabre saw | Electricity medium voltage (France) | [MJ] | |
| Vacuum pump | Electricity medium voltage (France) | [MJ] | |
| Oven | Electricity medium voltage (France) | [MJ] | |
| Fan heater | Electricity medium voltage (France) | [MJ] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ziemińska-Stolarska, A.; Sobulska, M.; Pietrzak, M.; Zbiciński, I. Application of Life Cycle Assessment to Analysis of Fibre Composite Manufacturing Technologies in Shipyards Industry. Processes 2024, 12, 461. https://doi.org/10.3390/pr12030461
Ziemińska-Stolarska A, Sobulska M, Pietrzak M, Zbiciński I. Application of Life Cycle Assessment to Analysis of Fibre Composite Manufacturing Technologies in Shipyards Industry. Processes. 2024; 12(3):461. https://doi.org/10.3390/pr12030461
Chicago/Turabian StyleZiemińska-Stolarska, Aleksandra, Mariia Sobulska, Monika Pietrzak, and Ireneusz Zbiciński. 2024. "Application of Life Cycle Assessment to Analysis of Fibre Composite Manufacturing Technologies in Shipyards Industry" Processes 12, no. 3: 461. https://doi.org/10.3390/pr12030461