
Physico-Chemical Characterization of Encapsulated Fennel Essential Oil under the Influence of Spray-Drying Conditions
 ,
,  , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Chemicals
2.2. Material
2.3. Preparation of Emulsions
2.4. Preparation of Encapsulated Essential Oil by Spray-Drying
2.5. Characterization of the Encapsulated Fennel Essential Oil
2.5.1. Moisture Content
2.5.2. Solubility
2.5.3. Hygroscopicity
2.5.4. Bulk Density
2.5.5. Particle Size Distribution
2.5.6. Powder Recovery
2.5.7. Oil Retention
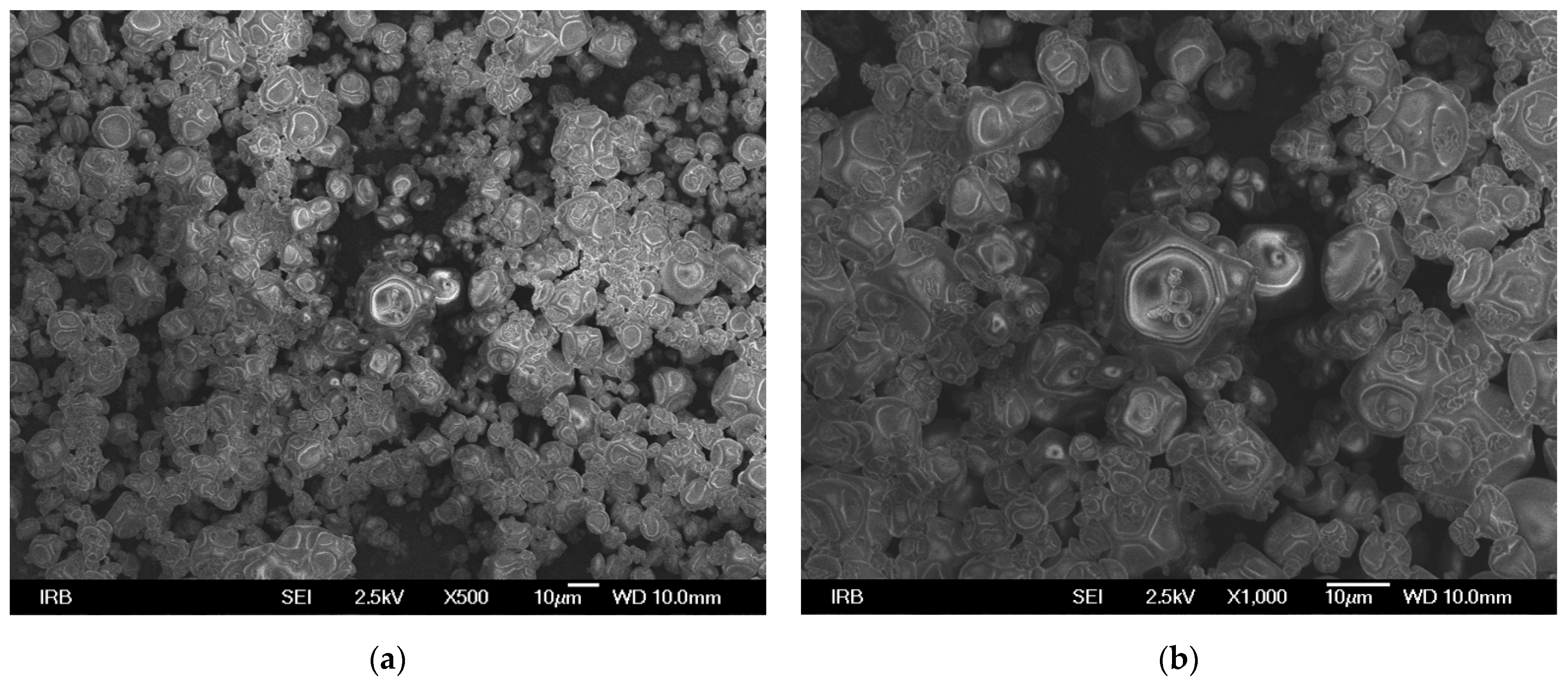
2.5.8. Morphology of Encapsulated Fennel Essential Oil by Scanning Electron Microscopy (SEM) Analysis
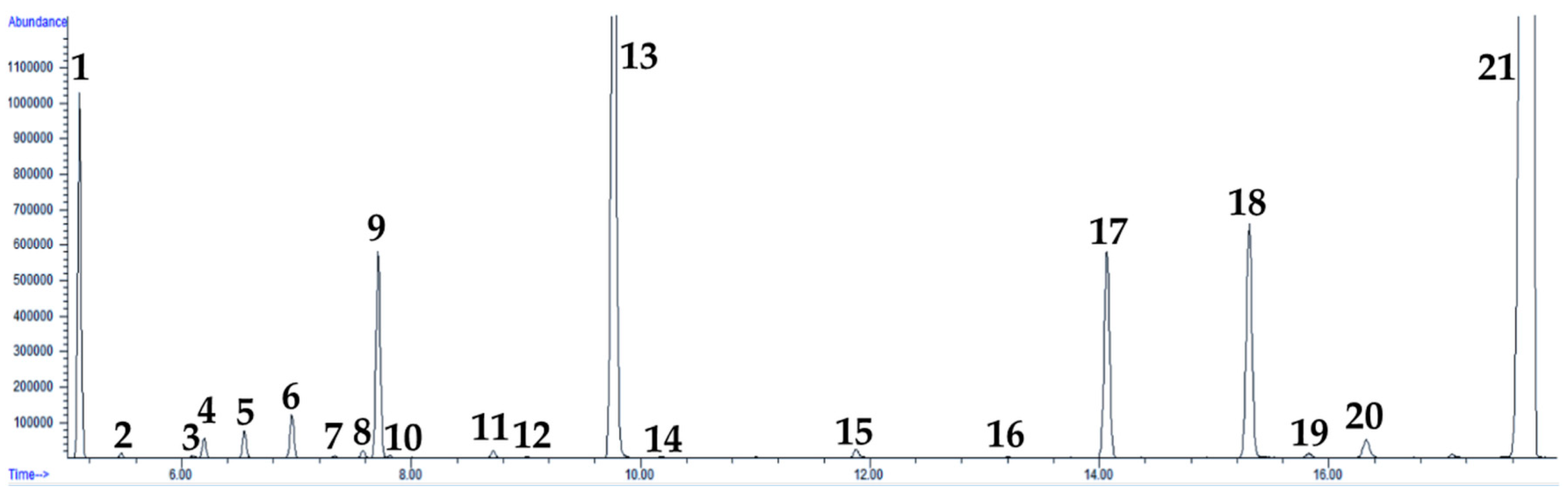
2.5.9. Gas Chromatography—Mass Spectrometry Analysis
2.6. Experimental Design and Statistical Analysis
3. Results and Discussion
3.1. Physical Properties of Encapsulated Fennel Essential Oil
3.1.1. Moisture Content
3.1.2. Solubility
3.1.3. Hygroscopicity
3.1.4. Bulk Density
3.1.5. Particle Size
3.1.6. Powder Recovery
3.1.7. Oil Retention
3.1.8. PCA Analysis
3.1.9. SEM Analysis
3.2. Chemical Composition of Initial and Encapsulated Fennel Essential Oil
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Marčac, N.; Balbino, S.; Tonković, P.; Medved, A.M.; Cegledi, E.; Dragović, S.; Dragović-Uzelac, V.; Repajić, M. Hydrodistillation and Steam Distillation of Fennel Seeds Essential Oil: Parameter Optimization and Application of Cryomilling Pretreatment. Processes 2023, 11, 2354. [Google Scholar] [CrossRef]
- Badgujar, S.B.; Patel, V.V.; Bandivdekar, A.H. Foeniculum vulgare Mill: A Review of Its Botany, Phytochemistry, Pharmacology, Contemporary Application, and Toxicology. Biomed. Res. Int. 2014, 2014, 842674. [Google Scholar] [CrossRef]
- Rather, M.A.; Dar, B.A.; Sofi, S.N.; Bhat, B.A.; Qurishi, M.A. Foeniculum vulgare: A Comprehensive Review of Its Traditional Use, Phytochemistry, Pharmacology, and Safety. Arab. J. Chem. 2016, 9, S1574–S1583. [Google Scholar] [CrossRef]
- Telci, I.; Demirtas, I.; Sahin, A. Variation in Plant Properties and Essential Oil Composition of Sweet Fennel (Foeniculum vulgare Mill.) Fruits during Stages of Maturity. Ind. Crops Prod. 2009, 30, 126–130. [Google Scholar] [CrossRef]
- Baranauskienė, R.; Venskutonis, P.R.; Dewettinck, K.; Verhé, R. Properties of Oregano (Origanum vulgare L.), Citronella (Cymbopogon nardus G.) and Marjoram (Majorana hortensis L.) Flavors Encapsulated into Milk Protein-Based Matrices. Food Res. Int. 2006, 39, 413–425. [Google Scholar] [CrossRef]
- Cegledi, E.; Garofulić, I.E.; Zorić, Z.; Roje, M.; Dragović-Uzelac, V. Effect of Spray Drying Encapsulation on Nettle Leaf Extract Powder Properties, Polyphenols and Their Bioavailability. Foods 2022, 11, 2852. [Google Scholar] [CrossRef]
- Dobroslavić, E.; Elez Garofulić, I.; Zorić, Z.; Pedisić, S.; Roje, M.; Dragović-Uzelac, V. Physicochemical Properties, Antioxidant Capacity, and Bioavailability of Laurus nobilis L. Leaf Polyphenolic Extracts Microencapsulated by Spray Drying. Foods 2023, 12, 1923. [Google Scholar] [CrossRef] [PubMed]
- Anandharamakrishnan, C.; Ishwarya, S.P. Spray Drying Techniques for Food Ingredient Encapsulation; Wiley: Hoboken, NJ, USA, 2015; ISBN 9781118864197. [Google Scholar]
- Castejón, N.; Luna, P.; Señoráns, F.J. Alternative Oil Extraction Methods from Echium plantagineum L. Seeds Using Advanced Techniques and Green Solvents. Food Chem. 2018, 244, 75–82. [Google Scholar] [CrossRef]
- Rajabi, H.; Sedaghati, S.; Rajabzadeh, G.; Mohammadi Sani, A. Characterization of Microencapsulated Spinach Extract Obtained by Spray-Drying and Freeze-Drying Techniques and Its Use as a Source of Chlorophyll in a Chewing Gum Based on Pistacia atlantica. Food Hydrocoll. 2024, 150, 109665. [Google Scholar] [CrossRef]
- Fernandes, R.V.d.B.; Borges, S.V.; Botrel, D.A. Gum Arabic/Starch/Maltodextrin/Inulin as Wall Materials on the Microencapsulation of Rosemary Essential Oil. Carbohydr. Polym. 2014, 101, 524–532. [Google Scholar] [CrossRef]
- Fernandes, R.V.d.B.; Borges, S.V.; Botrel, D.A. Influence of Spray Drying Operating Conditions on Microencapsulated Rosemary Essential Oil Properties. Food Sci. Technol. 2013, 33, 171–178. [Google Scholar] [CrossRef]
- Marques, G.R.; Fernandes, R.V.d.B.; Lago, A.M.T.; Borges, S.V.; Bertolucci, S.K.V.; Lima, A.d.J.B.; Botrel, D.A. Spray-Dried Thyme Essential Oil Microparticles Using Different Polymeric Matrices. Dry. Technol. 2021, 39, 1883–1894. [Google Scholar] [CrossRef]
- Alvarenga Botrel, D.; Vilela Borges, S.; Victória de Barros Fernandes, R.; Dantas Viana, A.; Maria Gomes da Costa, J.; Reginaldo Marques, G. Evaluation of Spray Drying Conditions on Properties of Microencapsulated Oregano Essential Oil. Int. J. Food Sci. Technol. 2012, 47, 2289–2296. [Google Scholar] [CrossRef]
- Felix, P.H.C.; Birchal, V.S.; Botrel, D.A.; Marques, G.R.; Borges, S.V. Physicochemical and Thermal Stability of Microcapsules of Cinnamon Essential Oil by Spray Drying. J. Food Process Preserv. 2017, 41, e12919. [Google Scholar] [CrossRef]
- Mehran, M.; Masoum, S.; Memarzadeh, M. Microencapsulation of Mentha spicata Essential Oil by Spray Drying: Optimization, Characterization, Release Kinetics of Essential Oil from Microcapsules in Food Models. Ind. Crops Prod. 2020, 154, 112694. [Google Scholar] [CrossRef]
- Thuong Nhan, N.P.; Tan Thanh, V.; Huynh Cang, M.; Lam, T.D.; Cam Huong, N.; Hong Nhan, L.T.; Thanh Truc, T.; Tran, Q.T.; Bach, L.G. Microencapsulation of Lemongrass (Cymbopogon citratus) Essential Oil Via Spray Drying: Effects of Feed Emulsion Parameters. Processes 2020, 8, 40. [Google Scholar] [CrossRef]
- Burhan, A.M.; Abdel-Hamid, S.M.; Soliman, M.E.; Sammour, O.A. Optimisation of the Microencapsulation of Lavender Oil by Spray Drying. J. Microencapsul. 2019, 36, 250–266. [Google Scholar] [CrossRef]
- Rahim, M.A.; Imran, M.; Khan, F.A.; Al-Asmari, F.; Regenstein, J.M.; Alomar, S.Y.; Hussain, I.; Bartkiene, E.; Rocha, J.M. Characterization and Effect of Optimized Spray-Drying Conditions on Spray-Dried Coriander Essential Oil. Ind. Crops Prod. 2024, 209, 117976. [Google Scholar] [CrossRef]
- Veiga, R.D.S.D.; Aparecida Da Silva-Buzanello, R.; Corso, M.P.; Canan, C. Essential Oils Microencapsulated Obtained by Spray Drying: A Review. J. Essent. Oil Res. 2019, 31, 457–473. [Google Scholar] [CrossRef]
- Bakry, A.M.; Abbas, S.; Ali, B.; Majeed, H.; Abouelwafa, M.Y.; Mousa, A.; Liang, L. Microencapsulation of Oils: A Comprehensive Review of Benefits, Techniques, and Applications. Compr. Rev. Food Sci. Food Saf. 2016, 15, 143–182. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, N.K.; Tan, C.P.; Manap, Y.A.; Muhialdin, B.J.; Hussin, A.S.M. Spray Drying for the Encapsulation of Oils—A Review. Molecules 2020, 25, 3873. [Google Scholar] [CrossRef] [PubMed]
- Jafari, S.M.; Assadpoor, E.; He, Y.; Bhandari, B. Encapsulation Efficiency of Food Flavours and Oils during Spray Drying. Dry. Technol. 2008, 26, 816–835. [Google Scholar] [CrossRef]
- Vasisht, N. Selection of Materials for Microencapsulation. In Microencapsulation in the Food Industry; Elsevier: Amsterdam, The Netherlands, 2014; pp. 173–180. [Google Scholar]
- da Costa, J.M.G.; Borges, S.V.; Hijo, A.A.C.T.; Silva, E.K.; Marques, G.R.; Cirillo, M.Â.; Azevedo, V.M. de Matrix Structure Selection in the Microparticles of Essential Oil Oregano Produced by Spray Dryer. J. Microencapsul. 2013, 30, 717–727. [Google Scholar] [CrossRef]
- Augustin, M.A.; Sanguansri, L. Encapsulation of Bioactives. In Food Materials Science; Springer: New York, NY, USA, 2008; pp. 577–601. [Google Scholar]
- Nguyen, T.T.T.; Le, T.V.A.; Dang, N.N.; Nguyen, D.C.; Nguyen, P.T.N.; Tran, T.T.; Nguyen, Q.V.; Bach, L.G.; Thuy Nguyen Pham, D. Microencapsulation of Essential Oils by Spray-Drying and Influencing Factors. J. Food Qual. 2021, 2021, 5525879. [Google Scholar] [CrossRef]
- Marques, H.M.C. A Review on Cyclodextrin Encapsulation of Essential Oils and Volatiles. Flavour. Fragr. J. 2010, 25, 313–326. [Google Scholar] [CrossRef]
- Dauqan, E.; Abdullah, A. Utilization Og Gum Arabic for Industries and Human Helath. Am. J. Appl. Sci. 2013, 10, 1270–1279. [Google Scholar] [CrossRef]
- Daoub, R.M.A.; Elmubarak, A.H.; Misran, M.; Hassan, E.A.; Osman, M.E. Characterization and Functional Properties of Some Natural Acacia Gums. J. Saudi Soc. Agric. Sci. 2018, 17, 241–249. [Google Scholar] [CrossRef]
- Carneiro, H.C.F.; Tonon, R.V.; Grosso, C.R.F.; Hubinger, M.D. Encapsulation Efficiency and Oxidative Stability of Flaxseed Oil Microencapsulated by Spray Drying Using Different Combinations of Wall Materials. J. Food Eng. 2013, 115, 443–451. [Google Scholar] [CrossRef]
- Shamaei, S.; Seiiedlou, S.S.; Aghbashlo, M.; Tsotsas, E.; Kharaghani, A. Microencapsulation of Walnut Oil by Spray Drying: Effects of Wall Material and Drying Conditions on Physicochemical Properties of Microcapsules. Innov. Food Sci. Emerg. Technol. 2017, 39, 101–112. [Google Scholar] [CrossRef]
- Geranpour, M.; Assadpour, E.; Jafari, S.M. Recent Advances in the Spray Drying Encapsulation of Essential Fatty Acids and Functional Oils. Trends Food Sci. Technol. 2020, 102, 71–90. [Google Scholar] [CrossRef]
- AOAC Offical Methods of Analysis: Changes in Official Methods of Analysis Made at the Annual Meeting; Association of Official Analytical Chemists: Rockville, MD, USA, 1990.
- Anderson, R.A.; Anderson, R.A.; Conway, H.F.; Pfiefer, V.F.; Griffin, E.L. Roll and Extrusion-Cooking of Grain Sorghum Grits. Cereal Sci. Today 1969, 14, 373–381. [Google Scholar]
- Tonon, R.V.; Brabet, C.; Hubinger, M.D. Influence of Process Conditions on the Physicochemical Properties of Açai (Euterpe oleraceae Mart.) Powder Produced by Spray Drying. J. Food Eng. 2008, 88, 411–418. [Google Scholar] [CrossRef]
- Beristain, C.I.; García, H.S.; Vernon-Carter, E.J. Spray-Dried Encapsulation of Cardamom (Elettaria cardamomum) Essential Oil with Mesquite (Prosopis juliflora) Gum. LWT—Food Sci. Technol. 2001, 34, 398–401. [Google Scholar] [CrossRef]
- Zhang, L.; Zeng, X.; Fu, N.; Tang, X.; Sun, Y.; Lin, L. Maltodextrin: A Consummate Carrier for Spray-Drying of Xylooligosaccharides. Food Res. Inter. 2018, 106, 383–393. [Google Scholar] [CrossRef] [PubMed]
- Bianchi, F.; Careri, M.; Mangia, A.; Musci, M. Retention Indices in the Analysis of Food Aroma Volatile Compounds in Temperature-Programmed Gas Chromatography: Database Creation and Evaluation of Precision and Robustness. J. Sep. Sci. 2007, 30, 563–572. [Google Scholar] [CrossRef]
- Vidović, S.S.; Vladić, J.Z.; Vaštag, Ž.G.; Zeković, Z.P.; Popović, L.M. Maltodextrin as a Carrier of Health Benefit Compounds in Satureja montana Dry Powder Extract Obtained by Spray Drying Technique. Powder Technol. 2014, 258, 209–215. [Google Scholar] [CrossRef]
- Jović, T.; Elez Garofulić, I.; Čulina, P.; Pedisić, S.; Dobroslavić, E.; Cegledi, E.; Dragović-Uzelac, V.; Zorić, Z. The Effect of Spray-Drying Conditions on the Characteristics of Powdered Pistacia lentiscus Leaf Extract. Processes 2023, 11, 1229. [Google Scholar] [CrossRef]
- Pudziuvelyte, L.; Marksa, M.; Jakstas, V.; Ivanauskas, L.; Kopustinskiene, D.M.; Bernatoniene, J. Microencapsulation of Elsholtzia ciliata Herb Ethanolic Extract by Spray-Drying: Impact of Resistant-Maltodextrin Complemented with Sodium Caseinate, Skim Milk, and Beta-Cyclodextrin on the Quality of Spray-Dried Powders. Molecules 2019, 24, 1461. [Google Scholar] [CrossRef]
- Watson, M.A.; Lea, J.M.; Bett-Garber, K.L. Spray Drying of Pomegranate Juice Using Maltodextrin/Cyclodextrin Blends as the Wall Material. Food Sci. Nutr. 2017, 5, 820–826. [Google Scholar] [CrossRef]
- Daza, L.D.; Fujita, A.; Fávaro-Trindade, C.S.; Rodrigues-Ract, J.N.; Granato, D.; Genovese, M.I. Effect of Spray Drying Conditions on the Physical Properties of Cagaita (Eugenia dysenterica DC.) Fruit Extracts. Food Bioprod. Process 2016, 97, 20–29. [Google Scholar] [CrossRef]
- Čulina, P.; Zorić, Z.; Garofulić, I.E.; Repajić, M.; Dragović-Uzelac, V.; Pedisić, S. Optimization of the Spray-Drying Encapsulation of Sea Buckthorn Berry Oil. Foods 2023, 12, 2448. [Google Scholar] [CrossRef]
- Fazaeli, M.; Emam-Djomeh, Z.; Kalbasi Ashtari, A.; Omid, M. Effect of Spray Drying Conditions and Feed Composition on the Physical Properties of Black Mulberry Juice Powder. Food Bioprod. Process 2012, 90, 667–675. [Google Scholar] [CrossRef]
- Pisecky, J. Milk Powder Handbook, 2nd ed.; Westergaad, V., Refstrup, E., Eds.; GEA Process Engineering: Copenhagen, Denmark, 2012. [Google Scholar]
- Cai, Y.Z.; Corke, H. Production and Properties of Spray-dried Amaranthus Betacyanin Pigments. J. Food Sci. 2000, 65, 1248–1252. [Google Scholar] [CrossRef]
- Reineccius, G.A. The Spray Drying of Food Flavors. Dry Technol. 2004, 22, 1289–1324. [Google Scholar] [CrossRef]
- Ré, I.M. Microencapsulation by Spray Drying. Dry Technol. 1998, 16, 1195–1236. [Google Scholar] [CrossRef]
- Goula, A.M.; Adamopoulos, K.G. Spray Drying of Tomato Pulp: Effect of Feed Concentration. Dry Technol. 2004, 22, 2309–2330. [Google Scholar] [CrossRef]
- Masters, K. Spray Drying Handbook, 5th ed.; Longman Scientific and Technical: London, UK, 1991. [Google Scholar]
- Bhandari, B.R.; Datta, N.; Howes, T. Problems Associated with Spray Drying of Sugar-Rich Foods. Dry. Technol. 1997, 15, 671–684. [Google Scholar] [CrossRef]
- Sayed Ahmad, B.; Talou, T.; Saad, Z.; Hijazi, A.; Cerny, M.; Kanaan, H.; Chokr, A.; Merah, O. Fennel Oil and By-Products Seed Characterization and Their Potential Applications. Ind. Crops Prod. 2018, 111, 92–98. [Google Scholar] [CrossRef]
- Chang, S.; Mohammadi Nafchi, A.; Karim, A.A. Chemical Composition, Antioxidant Activity and Antimicrobial Properties of Three Selected Varieties of Iranian Fennel Seeds. J. Essent. Oil Res. 2016, 28, 357–363. [Google Scholar] [CrossRef]
- Diao, W.-R.; Hu, Q.-P.; Zhang, H.; Xu, J.-G. Chemical Composition, Antibacterial Activity and Mechanism of Action of Essential Oil from Seeds of Fennel (Foeniculum vulgare Mill.). Food Control 2014, 35, 109–116. [Google Scholar] [CrossRef]
- Xiao, Z.; Chen, J.; Niu, Y.; Chen, F. Characterization of the Key Odorants of Fennel Essential Oils of Different Regions Using GC–MS and GC–O Combined with Partial Least Squares Regression. J. Chromatogr. B 2017, 1063, 226–234. [Google Scholar] [CrossRef] [PubMed]
- Almeida, A.P.; Rodríguez-Rojo, S.; Serra, A.T.; Vila-Real, H.; Simplicio, A.L.; Delgadilho, I.; Beirão da Costa, S.; Beirão da Costa, L.; Nogueira, I.D.; Duarte, C.M.M. Microencapsulation of Oregano Essential Oil in Starch-Based Materials Using Supercritical Fluid Technology. Innov. Food Sci. Emerg. Technol. 2013, 20, 140–145. [Google Scholar] [CrossRef]
- Judson King, C. Spray Drying: Retention of Volatile Compounds Revisited. Dry. Technol. 1995, 13, 1221–1240. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assay No. | Wall Material Type | Wall Material Ratio | Drying Temperature (°C) | Moisture Content (%) | Solubility (%) | Hygroscopicity (g/100 g) | Bulk Density (g/mL) | Particle Size [d (50), μm] | Powder Recovery (%) | Oil Retention (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | MD:β-CD | 1:1 | 120 | 4.86 ± 0.16 | 41.44 ± 0.85 | 8.84 ± 0.05 | 0.40 ± 0.03 | 8.59 ± 0.03 | 65.95 ± 0.51 | 32.68 ± 0.62 |
| 2 | 160 | 3.03 ± 0.20 | 42.63 ± 1.13 | 10.64 ± 0.46 | 0.35 ± 0.09 | 8.05 ± 0.03 | 64.99 ± 1.24 | 34.14 ± 0.65 | ||
| 3 | 200 | 2.76 ± 0.13 | 42.91 ± 0.64 | 9.38 ± 0.38 | 0.46 ± 0.08 | 8.06 ± 0.04 | 71.61 ± 1.03 | 39.90 ± 1.03 | ||
| 4 | 1:3 | 120 | 4.36 ± 0.42 | 23.57 ± 0.86 | 8.26 ± 0.11 | 0.26 ± 0.05 | 5.91 ± 0.04 | 68.04 ± 0.50 | 43.75 ± 0.28 | |
| 5 | 160 | 4.28 ± 0.08 | 21.74 ± 0.68 | 8.81 ± 0.22 | 0.35 ± 0.04 | 6.59 ± 0.30 | 69.30 ± 1.04 | 27.40 ± 0.62 | ||
| 6 | 200 | 3.74 ± 1.12 | 23.59 ± 0.20 | 8.94 ± 0.16 | 0.30 ± 0.06 | 6.70 ± 0.10 | 73.59 ± 1.62 | 42.78 ± 0.47 | ||
| 7 | 3:1 | 120 | 5.32 ± 0.48 | 46.53 ± 1.69 | 9.60 ± 0.38 | 0.37 ± 0.03 | 8.57 ± 0.54 | 60.89 ± 1.85 | 27.41 ± 0.22 | |
| 8 | 160 | 4.43 ± 0.86 | 53.11 ± 0.87 | 11.36 ± 0.12 | 0.37 ± 0.05 | 10.04 ± 0.29 | 66.29 ± 0.26 | 35.11 ± 0.63 | ||
| 9 | 200 | 2.91 ± 0.56 | 46.82 ± 1.05 | 10.61 ± 0.54 | 0.33 ± 0.05 | 9.40 ± 0.02 | 74.51 ± 0.14 | 57.66 ± 0.68 | ||
| 10 | MD:GA | 1:1 | 120 | 5.48 ± 0.20 | 55.69 ± 0.04 | 10.61 ± 0.40 | 0.39 ± 0.05 | 16.72 ± 0.53 | 61.81 ± 0.62 | 57.67 ± 0.79 |
| 11 | 160 | 4.04 ± 0.38 | 53.27 ± 0.44 | 12.25 ± 0.16 | 0.42 ± 0.04 | 10.32 ± 0.03 | 69.71 ± 0.91 | 57.68 ± 0.88 | ||
| 12 | 200 | 2.70 ± 0.12 | 58.91 ± 0.28 | 14.67 ± 0.40 | 0.33 ± 0.06 | 12.00 ± 0.04 | 67.53 ± 0.97 | 67.29 ± 0.60 | ||
| 13 | 1:3 | 120 | 5.05 ± 0.96 | 59.75 ± 0.63 | 15.75 ± 0.55 | 0.40 ± 0.03 | 11.94 ± 0.12 | 60.94 ± 1.01 | 50.51 ± 0.43 | |
| 14 | 160 | 3.62 ± 0.07 | 65.16 ± 0.29 | 16.49 ± 0.30 | 0.39 ± 0.03 | 10.15 ± 0.07 | 66.64 ± 0.57 | 86.53 ± 0.86 | ||
| 15 | 200 | 3.25 ± 0.55 | 56.10 ± 0.91 | 16.72 ± 0.14 | 0.46 ± 0.02 | 11.31 ± 0.74 | 72.66 ± 0.95 | 72.11 ± 0.49 | ||
| 16 | 3:1 | 120 | 4.48 ± 0.77 | 59.44 ± 0.10 | 12.08 ± 0.71 | 0.36 ± 0.04 | 13.47 ± 0.10 | 58.43 ± 0.91 | 52.92 ± 0.56 | |
| 17 | 160 | 3.26 ± 0.87 | 53.57 ± 0.49 | 13.85 ± 0.15 | 0.39 ± 0.04 | 15.78 ± 0.95 | 69.08 ± 0.60 | 67.24 ± 0.01 | ||
| 18 | 200 | 1.93 ± 0.73 | 60.45 ± 0.32 | 14.73 ± 0.50 | 0.36 ± 0.01 | 11.13 ± 0.07 | 70.15 ± 0.72 | 67.30 ± 0.43 | ||
| 19 | β-CD:GA | 1:1 | 120 | 5.37 ± 0.34 | 42.91 ± 0.68 | 14.70 ± 0.17 | 0.50 ± 0.03 | 8.80 ± 0.08 | 70.16 ± 0.70 | 34.12 ± 0.91 |
| 20 | 160 | 4.47 ± 0.19 | 42.99 ± 0.43 | 14.76 ± 0.63 | 0.50 ± 0.01 | 8.73 ± 0.14 | 67.98 ± 0.25 | 42.78 ± 0.51 | ||
| 21 | 200 | 2.92 ± 0.58 | 41.56 ± 0.72 | 14.28 ± 0.45 | 0.50 ± 0.02 | 8.77 ± 0.01 | 70.58 ± 0.64 | 52.88 ± 1.20 | ||
| 22 | 1:3 | 120 | 6.91 ± 0.48 | 60.64 ± 0.53 | 16.31 ± 0.75 | 0.59 ± 0.02 | 10.00 ± 0.11 | 68.33 ± 0.56 | 72.14 ± 0.65 | |
| 23 | 160 | 5.22 ± 0.47 | 56.26 ± 0.93 | 16.67 ± 0.51 | 0.50 ± 0.03 | 10.26 ± 0.01 | 70.94 ± 0.32 | 72.11 ± 1.23 | ||
| 24 | 200 | 4.10 ± 0.44 | 55.66 ± 0.93 | 17.51 ± 0.54 | 0.50 ± 0.03 | 10.77 ± 0.17 | 74.84 ± 0.31 | 72.16 ± 0.56 | ||
| 25 | 3:1 | 120 | 5.44 ± 0.64 | 23.33 ± 0.52 | 9.68 ± 0.36 | 0.44 ± 0.03 | 6.49 ± 0.15 | 70.22 ± 0.67 | 45.17 ± 0.27 | |
| 26 | 160 | 5.06 ± 0.29 | 22.97 ± 0.67 | 10.80 ± 0.45 | 0.37 ± 0.02 | 6.19 ± 0.05 | 73.20 ± 1.01 | 38.46 ± 0.85 | ||
| 27 | 200 | 4.10 ± 0.37 | 24.24 ± 0.47 | 11.85 ± 0.29 | 0.42 ± 0.02 | 6.17 ± 0.07 | 73.26 ± 0.56 | 40.36 ± 1.07 | ||
| Mean | 4.17 | 45.91 | 12.55 | 0.41 | 9.70 | 68.49 | 51.47 | |||
| Source of Variation | Moisture Content (%) | Solubility (%) | Hygroscopicity (g/100 g) | Bulk Density (g/mL) | Particle Size [d (50), μm] | Powder Recovery (%) | Oil Retention (%) |
|---|---|---|---|---|---|---|---|
| Wall material type | p = 0.011 * | p < 0.001 * | p < 0.001 * | p < 0.001 * | p < 0.001 * | p = 0.005 * | p < 0.001 * |
| MD:β-CD | 3.97 ± 0.23 ab | 38.04 ± 2.71 a | 9.61 ± 0.24 a | 0.35 ± 0.02 a | 7.99 ± 0.31 a | 68.35 ± 1.02 ab | 37.87 ± 2.17 a |
| MD:GA | 3.76 ± 0.28 a | 58.04 ± 0.87 b | 14.13 ± 0.49 b | 0.39 ± 0.01 a | 12.54 ± 0.54 b | 66.33 ± 1.11 a | 64.36 ± 2.54 b |
| β-CD:GA | 4.85 ± 0.27 b | 41.17 ± 3.39 a | 14.06 ± 0.63 b | 0.48 ± 0.02 b | 8.46 ± 0.41 a | 71.06 ± 0.54 b | 52.24 ± 3.61 b |
| Wall material ratio | p = 0.363 | p = 0.402 | p = 0.107 | p = 0.094 | p = 0.976 | p = 0.321 | p = 0.024 * |
| 1:1 | 3.96 ± 0.26 a | 46.92 ± 1.59 a | 12.24 ± 0.56 a | 0.43 ± 0.02 a | 10.00 ± 0.64 a | 67.81 ± 0.73 a | 46.57 ± 2.89 a |
| 1:3 | 4.50 ± 0.27 a | 46.94 ± 4.17 a | 13.94 ± 0.91 a | 0.42 ± 0.03 a | 9.29 ± 0.52 a | 69.48 ± 0.98 a | 59.94 ± 4.43 b |
| 3:1 | 4.10 ± 0.29 a | 43.38 ± 3.58 a | 11.62 ± 0.41 a | 0.38 ± 0.01 a | 9.69 ± 0.77 a | 68.45 ± 1.29 a | 47.96 ± 3.24 a |
| Drying temperature (°C) | p < 0.001 * | p = 0.867 | p = 0.293 | p = 0.940 | p = 0.962 | p < 0.001 * | p = 0.137 |
| 120 | 5.25 ± 0.20 c | 45.92 ± 3.36 a | 11.76 ± 0.71 a | 0.41 ± 0.02 a | 10.05 ± 0.79 a | 64.98 ± 1.04 a | 46.26 ± 3.19 a |
| 160 | 4.16 ± 0.19 b | 45.74 ± 3.41 a | 12.85 ± 0.63 a | 0.40 ± 0.02 a | 9.57 ± 0.65 a | 68.68 ± 0.59 a | 51.27 ± 4.67 a |
| 200 | 3.16 ± 0.19 a | 45.58 ± 3.21 a | 13.19 ± 0.72 a | 0.41 ± 0.02 a | 9.37 ± 0.48 a | 72.08 ± 0.56 b | 56.94 ± 3.09 a |
| Wall material type × wall material ratio | |||||||
| p = 0.456 | p = 0.001 * | p = 0.002 * | p = 0.040 * | p < 0.001 * | p = 0.420 | p = 0.738 | |
| MD:β-CD × 1:1 | 3.55 ± 0.42 a | 42.33 ± 0.40 ab | 9.62 ± 0.35 ab | 0.40 ± 0.03 b | 8.23 ± 0.11 b | 67.52 ± 1.34 a | 35.57 ± 1.42 a |
| MD:β-CD × 1:3 | 4.13 ± 0.25 a | 22.97 ± 0.44 a | 8.67 ± 0.14 a | 0.30 ± 0.02 a | 6.40 ± 0.17 a | 70.31 ± 1.12 a | 37.97 ± 3.35 a |
| MD:β-CD × 3:1 | 4.22 ± 0.49 a | 48.82 ± 1.41 b | 10.52 ± 0.35 b | 0.36 ± 0.02 ab | 9.34 ± 0.29 c | 67.23 ± 2.53 a | 40.06 ± 5.74 a |
| p = 0.418 | p = 0.114 | p < 0.001 * | p = 0.178 | p = 0.139 | p = 0.957 | p = 0.520 | |
| MD:GA × 1:1 | 4.07 ± 0.51 a | 55.96 ± 1.04 a | 12.51 ± 0.75 a | 0.38 ± 0.02 a | 13.01 ± 1.21 a | 66.35 ± 1.51 a | 60.88 ± 2.04 a |
| MD:GA × 1:3 | 3.97 ± 0.40 a | 60.34 ± 1.68 a | 16.32 ± 0.22 b | 0.41 ± 0.02 a | 11.13 ± 0.36 a | 66.75 ± 2.16 a | 69.72 ± 6.62 a |
| MD:GA × 3:1 | 3.22 ± 0.53 a | 57.82 ± 1.36 a | 13.55 ± 0.52 a | 0.37 ± 0.01 a | 13.46 ± 0.87 a | 65.89 ± 2.38 a | 62.49 ± 3.03 a |
| p = 0.218 | p = 0.001 * | p < 0.001 * | p < 0.001 * | p = 0.001 * | p = 0.116 | p = 0.003 * | |
| β-CD:GA × 1:1 | 4.26 ± 0.47 a | 42.48 ± 0.35 ab | 14.58 ± 0.17 b | 0.50 ± 0.01 b | 8.77 ± 0.03 ab | 69.57 ± 0.54 a | 43.26 ± 3.44 a |
| β-CD:GA × 1:3 | 5.41 ± 0.54 a | 57.52 ± 1.03 b | 16.83 ± 0.30 c | 0.53 ± 0.02 b | 10.34 ± 0.15 b | 71.37 ± 1.20 a | 72.14 ± 0.27 b |
| β-CD:GA × 3:1 | 4.87 ± 0.29 a | 23.51 ± 0.30 a | 10.78 ± 0.41 a | 0.41 ± 0.01 a | 6.28 ± 0.07 a | 72.23 ± 0.68 a | 41.33 ± 1.29 a |
| Wall material type × drying temperature (°C) | |||||||
| p = 0.003 * | p = 0.960 | p = 0.062 | p = 0.929 | p = 0.795 | p < 0.001 * | p = 0.029 * | |
| MD:β-CD × 120 | 4.85 ± 0.21 b | 37.18 ± 4.42 a | 8.90 ± 0.26 a | 0.35 ± 0.03 a | 7.69 ± 0.57 a | 64.96 ± 1.39 a | 34.61 ± 3.05 ab |
| MD:β-CD × 160 | 3.92 ± 0.32 ab | 39.16 ± 5.84 a | 10.27 ± 0.49 a | 0.36 ± 0.02 a | 8.23 ± 0.64 a | 66.86 ± 0.86 a | 32.22 ± 1.55 a |
| MD:β-CD × 200 | 3.14 ± 0.30 a | 37.77 ± 4.55 a | 9.64 ± 0.34 a | 0.36 ± 0.04 a | 8.06 ± 0.49 a | 73.24 ± 0.65 b | 46.78 ± 3.49 b |
| p < 0.001 * | p = 0.532 | p = 0.095 | p = 0.826 | p = 0.069 | p < 0.001 * | p = 0.006 * | |
| MD:GA × 120 | 5.00 ± 0.29 c | 58.29 ± 0.83 a | 12.81 ± 0.98 a | 0.38 ± 0.01 a | 14.04 ± 0.90 a | 60.40 ± 0.70 a | 53.70 ± 1.34 a |
| MD:GA × 160 | 3.64 ± 0.22 b | 57.34 ± 2.48 a | 14.20 ± 0.78 a | 0.40 ± 0.01 a | 12.08 ± 1.18 a | 68.48 ± 0.63 b | 70.49 ± 5.37 b |
| MD:GA × 200 | 2.63 ± 0.30 a | 58.49 ± 0.83 a | 15.37 ± 0.44 a | 0.38 ± 0.03 a | 11.48 ± 0.22 a | 70.11 ± 0.98 b | 68.90 ± 1.03 b |
| p < 0.001 * | p = 0.895 | p = 0.832 | p = 0.359 | p = 0.983 | p = 0.025 * | p = 0.755 | |
| β-CD:GA × 120 | 5.91 ± 0.35 b | 42.29 ± 6.82 a | 13.56 ± 1.27 a | 0.51 ± 0.03 a | 8.43 ± 0.65 a | 69.57 ± 0.44 a | 50.48 ± 7.14 a |
| β-CD:GA × 160 | 4.92 ± 0.18 b | 40.74 ± 6.12 a | 14.08 ± 1.11 a | 0.46 ± 0.03 a | 8.39 ± 0.75 a | 70.71 ± 0.98 ab | 51.12 ± 6.69 a |
| β-CD:GA × 200 | 3.71 ± 0.29 a | 40.49 ± 5.75 a | 14.55 ± 1.05 a | 0.47 ± 0.02 a | 8.57 ± 0.84 a | 72.89 ± 0.80 b | 55.13 ± 5.86 a |
| No. | Compound | RI | RT | p-Value | Initial Fennel EO | Encapsulated Fennel EO |
|---|---|---|---|---|---|---|
| mg/mL | ||||||
| Monoterpene hydrocarbons | ||||||
| 1 | α-Pinene | 937 | 5.107 | <0.001 * | 39.29 ± 0.76 b | 23.17 ± 0.25 a |
| 2 | Camphene | 953 | 5.475 | 0.001 * | 2.08 ± 0.07 b | 1.51 ± 0.09 a |
| 3 | Sabinene | 976 | 6.097 | <0.001 * | 0.73 ± 0.01 b | 0.52 ± 0.02 a |
| 4 | β-Pinene | 980 | 6.198 | <0.001 * | 3.32 ± 0.08 b | 2.22 ± 0.02 a |
| 5 | Myrcene | 992 | 6.548 | <0.001 * | 13.45 ± 0.29 b | 8.44 ± 0.13 a |
| 6 | α-Phellandrene | 1006 | 6.957 | <0.001 * | 7.73 ± 0.02 b | 5.43 ± 0.05 a |
| 7 | α-Terpinene | 1019 | 7.336 | <0.001 * | 2.40 ± 0.05 b | 1.40 ± 0.11 a |
| 8 | p-Cymene | 1027 | 7.580 | <0.001 * | 1.66 ± 0.00 b | 1.49 ± 0.03 a |
| 9 | D-Limonene | 1031 | 7.710 | <0.001 * | 25.46 ± 0.18 b | 17.46 ± 0.16 a |
| 11 | γ-Terpinene | 1062 | 8.712 | <0.001 * | 2.29 ± 0.02 b | 1.94 ± 0.03 a |
| 12 | cis-Sabinene hydrate | 1069 | 8.997 | 0.006 * | 0.44 ± 0.02 b | 0.37 ± 0.00 a |
| Oxygenated monoterpenes | ||||||
| 10 | Eucalyptol | 1035 | 7.817 | 0.002 * | 0.92 ± 0.06 b | 0.63 ± 0.05 a |
| 13 | L-Fenchone | 1090 | 9.767 | <0.001 * | 170.82 ± 0.45 b | 134.69 ± 0.33 a |
| 14 | Linalool | 1100 | 10.176 | 0.001 * | 2.05 ± 0.05 b | 1.65 ± 0.04 a |
| 15 | Camphor | 1147 | 11.884 | <0.001 * | 2.44 ± 0.02 b | 1.94 ± 0.04 a |
| 16 | α-Terpineol | 1179 | 13.194 | <0.001 * | 2.27 ± 0.01 b | 1.95 ± 0.02 a |
| 18 | Carvone | 1244 | 15.827 | 0.236 | 1.15 ± 0.08 a | 1.08 ± 0.01 a |
| Phenylpropanoids | ||||||
| 17 | Estragole | 1198 | 14.066 | <0.001 * | 36.42 ± 0.25 b | 29.57 ± 0.09 a |
| 20 | trans-Anethole | 1288 | 17.771 | <0.001 * | 659.99 ± 2.87 b | 564.92 ± 3.64 a |
| Others | ||||||
| 19 | p-Anisaldehyde | 1256 | 16.325 | <0.001 * | 15.58 ± 0.12 b | 11.46 ± 0.16 a |
| Total (%) | Monoterpene hydrocarbons | <0.001 * | 9.98 ± 0.14 b | 7.88 ± 0.10 a | ||
| Oxygenated monoterpenes | <0.001 * | 18.14 ± 0.05 b | 17.48 ± 0.09 a | |||
| Phenylpropanoids | <0.001 * | 70.31 ± 0.18 a | 73.23 ± 0.21 b | |||
| Others | <0.001 * | 1.57 ± 0.01 b | 1.41 ± 0.02 a | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Repajić, M.; Elez Garofulić, I.; Marčac Duraković, N.; Balun, M.; Cegledi, K.; Cegledi, E.; Dobroslavić, E.; Dragović-Uzelac, V. Physico-Chemical Characterization of Encapsulated Fennel Essential Oil under the Influence of Spray-Drying Conditions. Processes 2024, 12, 577. https://doi.org/10.3390/pr12030577
Repajić M, Elez Garofulić I, Marčac Duraković N, Balun M, Cegledi K, Cegledi E, Dobroslavić E, Dragović-Uzelac V. Physico-Chemical Characterization of Encapsulated Fennel Essential Oil under the Influence of Spray-Drying Conditions. Processes. 2024; 12(3):577. https://doi.org/10.3390/pr12030577
Chicago/Turabian StyleRepajić, Maja, Ivona Elez Garofulić, Nina Marčac Duraković, Marta Balun, Karla Cegledi, Ena Cegledi, Erika Dobroslavić, and Verica Dragović-Uzelac. 2024. "Physico-Chemical Characterization of Encapsulated Fennel Essential Oil under the Influence of Spray-Drying Conditions" Processes 12, no. 3: 577. https://doi.org/10.3390/pr12030577