4.2.1. Determination of the Slag Composition
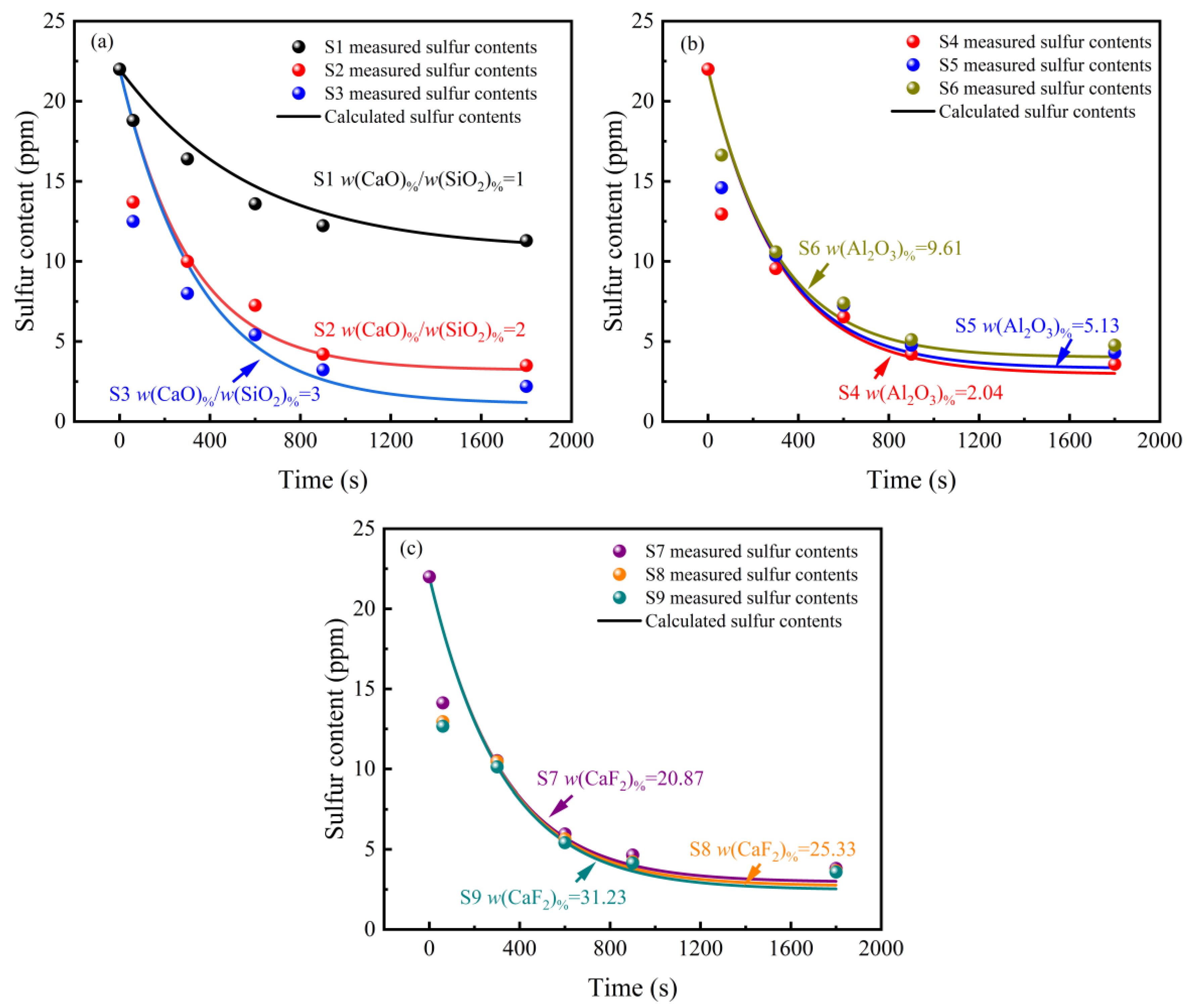
By integrating the experimental findings from S1–S3 in
Table 4 into Equations (24)–(27),
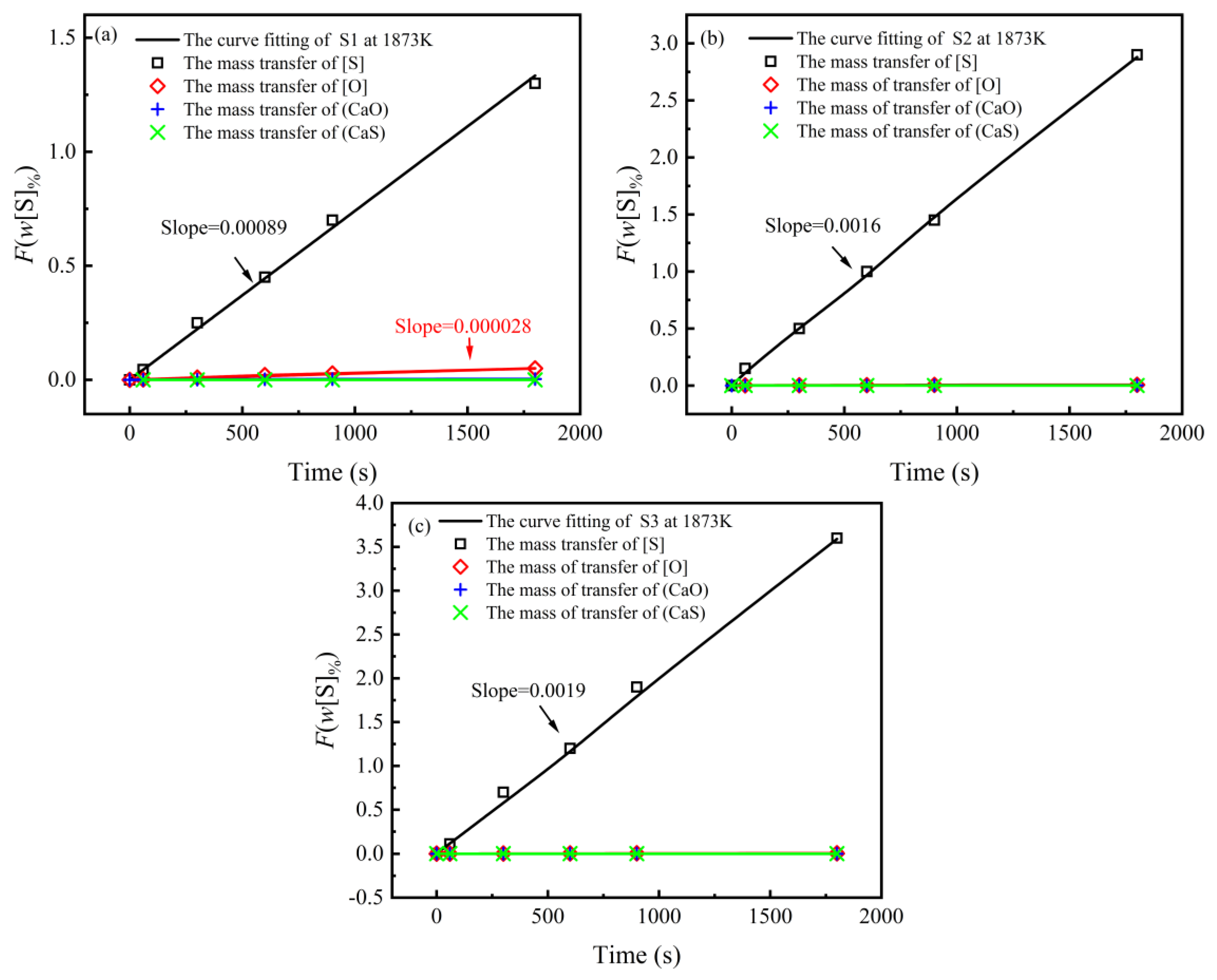
Figure 4 is created. This figure shows the insertion of the measured sulfur content, determined at distinct intervals under varied basicity conditions, into the respective
F(
w[S]
%) functional relationships derived from the four distinct assumptions regarding the mass transfer conditions as the predominant rate-controlling step (RCS) governing the kinetics of the desulfurization reaction. In the subsequent stage, through the graphical representation of the computed outcomes versus time, the verification for the four assumptions under the specified slag basicity conditions of S1, S2, and S3 can be derived. Based on observations, at basicities of 1, 2, and 3, the deduction that the mass transfer of [S] within the molten steel operates as the RCS shows a progressive increase in the
F(
w[S]
%) versus time graph. Conversely, the tendencies of the graphs corresponding to the mass transfer of [O] in the molten steel and (CaO) and (CaS) in the slag are nearly horizontal. Based on these observations, the deduction that [S] functions as the RCS within molten steel is accurate, while the three other deductions pertaining to [O], (CaO), and (CaS) acting as RCSs are not accurate. However, a broader experimental framework is needed to conclusively discern the dominant RCS.
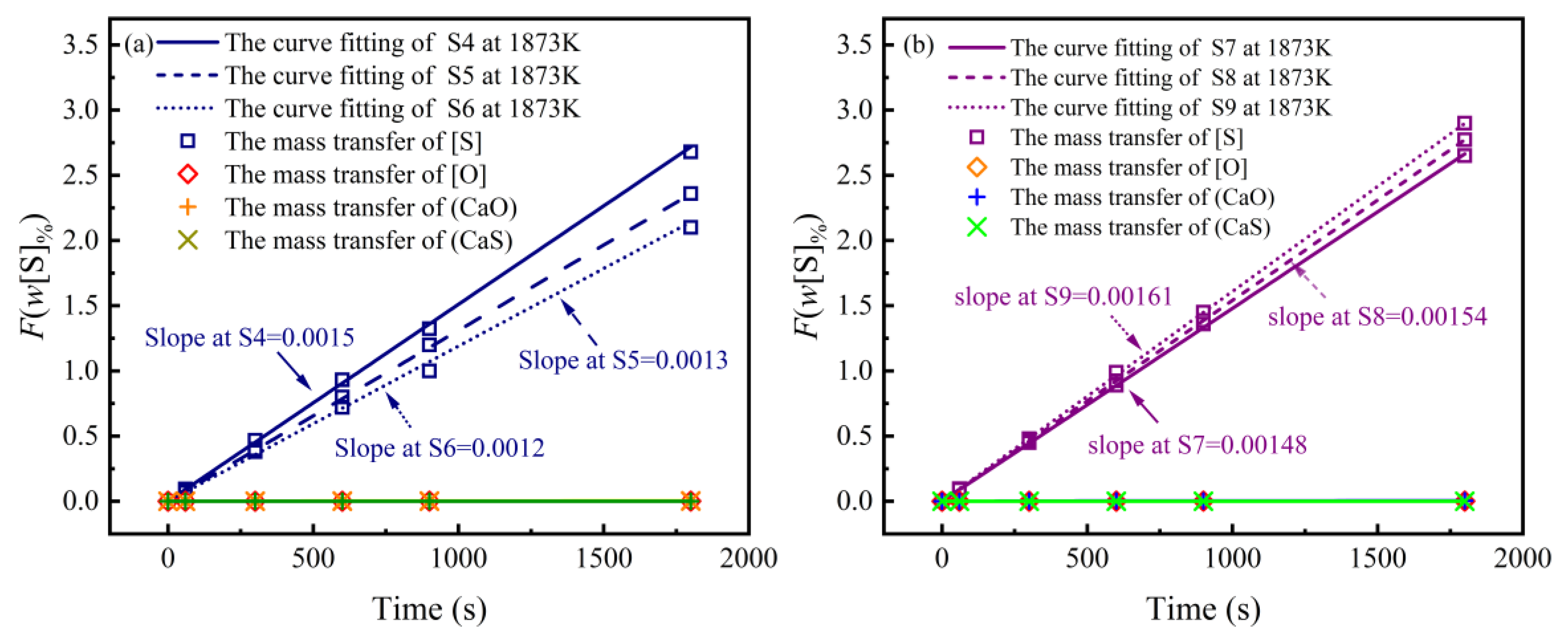
Based on the findings, further investigation into the roles of Al
2O
3 and CaF
2 within the slag matrix and their impact on the RCS of the desulfurization reaction is needed. Similarly, considering the results on slag basicity’s role in confirming the RCS of the desulfurization kinetics, experiments S4–S6 were designed with a fixed basicity of 2 and varying Al
2O
3 content, producing varied sulfur results over time. These results were mapped to the four RCS conditions from Equations (24)–(27), and calculated patterns for
F(
w[S]
%) over time were obtained. Consequently, three distinct
F(
w[S]
%) correlation graphs, corresponding to the S4–S6 experiments, were expected. These findings aligned with those in
Figure 4, confirming the deduction that the mass transfer of sulfur in molten steel corresponds to the RCS. In contrast, other deductions for [O], (CaS), and (CaO) nearly approached zero. These experimental results are merged in
Figure 5a. Similarly, experiments S7–S9, with a consistent basicity of 2 but varying CaF
2, consistently supported that the mass transfer of sulfur was the RCS, as shown in
Figure 5b.
In summary, the variations in the slag basicity spanning from 1–3 or at a basicity of 2 paired with calibrated adjustments in Al2O3 and CaF2 provided the same results: the mass transfer of [S] is essential and acts as the RCS of desulfurization kinetics. Nonetheless, the influence of the variation in the experimental temperatures needs to undergo a more thorough exploration.
4.2.2. Determination of the System Temperature
To further determine the RCS of the desulfurization kinetics during the slag–steel reaction process, kinetic experiments were conducted under varying temperature conditions. Since the main factor affecting RCS in slag composition is the slag basicity, and the contents of Al
2O
3 and CaF
2 have no significant effect, experiments were carried out at temperatures of 1773 K, 1823 K, and 1873 K, selecting the S1 and S2 experimental schemes designed in
Table 3 (with basicities R = 1 and 2), respectively. Six sets of kinetic experiments were performed, yielding experimental results for sulfur content in the steel at 1, 5, 10, 15, and 30 min, as shown in
Table 5 and
Table 6.
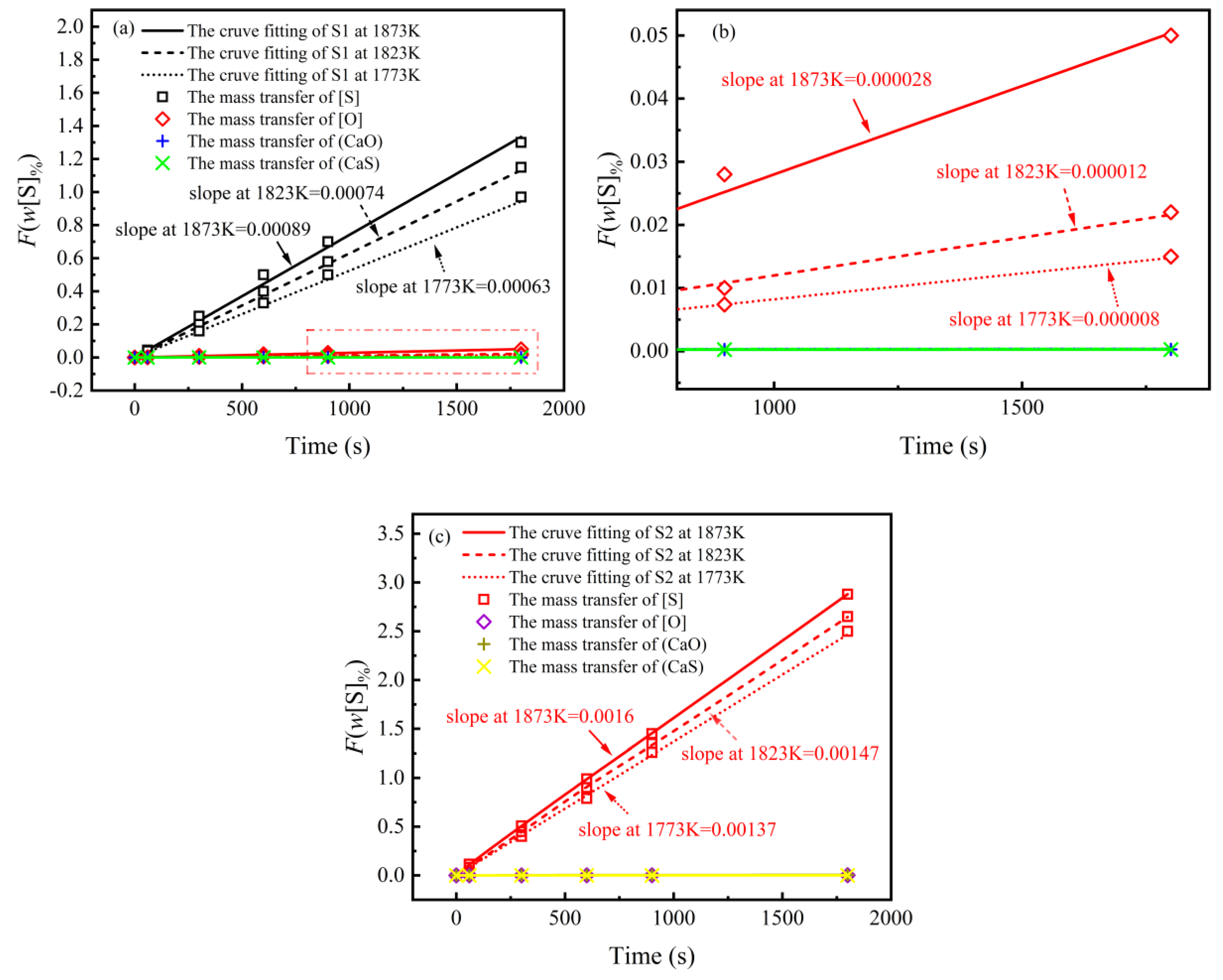
Substituting the sulfur content in different molten steels into the four Equations (24)–(27) assumes that the mass transfer of [O], [S] in the molten steel and (CaO), and (CaS) in the slag is RCS. Similarly, the relationship curve between the sulfur content variable function F(
w[S]
%) and time was obtained, analogous to
Figure 4. Thus, under the compositions of slags S1 and S2, at three different temperatures, it is also possible to draw 12 (F(
w[S]
%))~t relation curves, as shown in
Figure 6a,c. It is observable that in each graph, the slope of the curve F(
w[S]
%)~t, which assumes mass transfer of [S] in the molten steel as the limiting step, is positive. Conversely, the slopes of the curves corresponding to the other three assumptions are approximately zero. Therefore, the graphs made at the three temperatures are combined together. It should be noted that at a slag basicity of 1, the enlarged curves of RCS versus time, which are based on the mass transfer of [O] in the molten steel at different temperatures, also exhibit a positive slope, as shown in
Figure 6b. The slope
corresponds to the mass transfer of [
i] in the liquid steel. Among these parameters, the equilibrium content of each component can be derived from thermodynamic equilibrium calculations. The density ρ (kg/m
3) of the molten steel and molten slag can be determined from the results of previous studies, and the reaction area
A (m
2) can be obtained by calculating the diameter of the reaction crucible. By calculating when R = 1, the mass transfer coefficient of [O] in molten steel,
kO,m, is around 3.5 × 10
−7 m∙s
−1 at different temperatures, indicating a very low mass transfer rate. However, in our laboratory research on the deoxidation reaction of SS-5Si with CaF
2-CaO-Al
2O
3-MgO-SiO
2 slag, the mass transfer coefficient of [O] in molten steel was experimentally verified to be 4.0 × 10
−6 m∙s
−1 (R = 1). Jae Hong Shin et al. [
49], Ren et al. [
50], and Park et al. [
51] also obtained values for
kO,m under different steel types, slag composition, and other smelting conditions ranging from 1.0 × 10
−4 m∙s
−1 to 1.0 × 10
−6 m∙s
−1. In contrast, the assumption that mass transfer of [O] in molten steel under different temperatures is based on RCS does not hold.
In kinetic reaction processes, the temperature
T influences both the diffusion coefficient
D and the chemical reaction rate constant
k, where
and
. Both
D and
k have an exponential relationship with the activation energy
E;
E is the parameter gauging the magnitude of this temperature effect. In the realm of chemical processes, the activation energy,
E, for chemical reactions is much higher than the activation energy for diffusion,
ED. Consequently, the influence of temperature,
T, on the rate constant,
k, is considerably more pronounced than its impact on the diffusion coefficient,
D. The activation energy,
ED, corresponding to diffusion-limited steps varies among different components in both molten steel and slag. Thus, accurately determining the apparent activation energy for desulfurization reactions is highly important. According to the Arrhenius equation [
52], the relationship between the diffusion coefficient,
D, or the mass transfer coefficient,
k, and temperature,
T, can be expressed by either Equation (29) or (30).
where
k represents the reaction rate (m∙s
−1);
A is a pre-exponential factor (dimensionless);
ED is the apparent activation energy (kJ∙mol
−1);
R is the gas constant (8.314 J∙mol
−1∙K
−1); and
T is the absolute temperature (K).
According to
Figure 6a–c, under the conditions of basicities of 1 and 2, and temperatures of 1773 K, 1823 K, and 1873 K, the mass transfer coefficient of sulfur in molten steel,
kS,m, can be determined. Subsequently, by establishing a linear relationship between
and
, the apparent activation energy value can be calculated, as listed in
Table 7.
From
Table 7, for SS-5Si steel during the deep desulfurization process, when the mass transfer of [S] in the molten steel is the RCS, the corresponding apparent activation energy has an average value at alkalinity levels of 1 and 2, as follows:
ED = (
ED,1 +
ED,2)/2 = 96.03 kJ∙mol
−1.
Following thorough computations, the mass transfer of sulfur within molten steel acts as the RCS in the desulfurization reaction, showing distinct mass transfer coefficients of [S] in SS-5Si under varying alkalinity: 1.04 × 10
−5 m∙s
−1 (R = 1), 1.86 × 10-
−5 m∙s
−1 (R = 2), and 2.24 × 10
−5 m∙s
−1 (R = 3). The influence of slag composition on desulfurization has been studied by some groups. TS Jeong et al. [
53], in their seminal work, investigated the effects of diverse CaO/SiO
2 ratios and CaF
2 content in the CaO-SiO
2-CaF
2-Al
2O
3-MgO slag on the desulfurization behavior of 316L stainless steel at 1873 K. They expressed the overall mass transfer rate as a function of a particular variable:
. Their results showed that when the slag basicity was less than 1.7, the desulfurization rate was jointly governed by the mass transfer of sulfur in the molten steel and CaS in the slag. However, when the basicity surpassed 1.7, the desulfurization was predominantly controlled by the mass transfer of sulfur within the molten steel, which was congruent with the conclusions drawn from our in-depth desulfurization studies of SS-5Si stainless steel at various basicity levels. JG Kang et al. [
54] found that the overall mass transfer coefficient, which was determined through
km and
kSLs, defined the general desulfurization rate; the activation energy for the process was estimated to be 58.7 kJ/mol. The desulfurization of molten steel by using the CaO-SiO
2-CaF
2-Al
2O
3-MgO slag was customarily controlled by the mass transfer of [S] within the metallic phase. Roy et al. [
55] introduced a kinetic model, articulating the influence of Si in molten steel on the desulfurization of Al-killed steel. They asserted that an increase in the Si content of the steel inhibited the reduction in Si and an increase in FeO/MnO reduced the consumption of Al; thus, more Al was able to participate in the desulfurization. Consequently, the desulfurization rate was controlled by the mass transfer of [S] within the molten steel, with a diffusion constant
kS,m of approximately 1.1 × 10
−4 m∙s
−1, which correlated with the results from our desulfurization study. Nonetheless, due to the disparities in molten steel composition and slag constituents, the derived mass transfer coefficient of sulfur in our study slightly deviated from the extant literature. In summation, when the basicity exceeds 1 for the desulfurization of SS-5Si steel in conjunction with CaF
2-CaO-Al
2O
3-MgO-SiO
2 slag, the mass transfer of [S] within molten steel is the RCS in the kinetics of the desulfurization reaction.
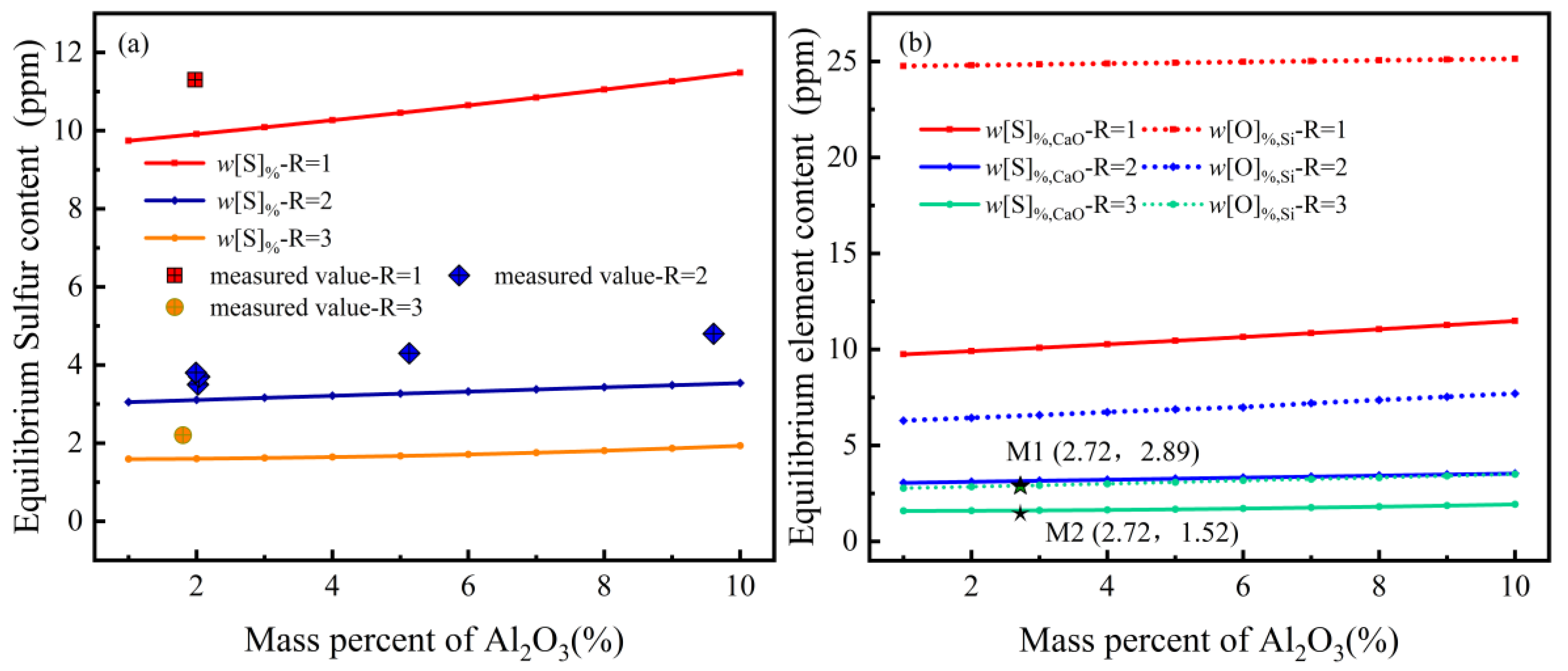
The aforementioned research clearly ascertains that the diffusion of sulfur within molten steel is the limiting factor in the desulfurization reaction. Thus, within a slag basicity range of 1 to 3, when the slag contains Al
2O
3 levels of between 2.04% and 9.61% and CaF
2 levels from 20.8% to 31.62%, the kinetic model of the desulfurization reaction is represented by Equation (31).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}