1. Introduction
As a common commercial steel, medium-carbon CrMo steel has been widely used for structures and the production of machine parts, for example, oil well tubing, drill pipes, train axles, and high-strength bolts [
1,
2,
3]. The type of tempered sorbite that possesses favorable comprehensive mechanical properties is generally expected through the heat treatment of quenching and high-temperature tempering. Additionally, boron (B) of a ppm scale is primarily used to improve the hardenability of medium-carbon CrMo steels, particularly in thick plate production. It is widely understood that B, as a surface-active element, can easily segregate on austenite grain boundaries (GBs), lowering the GB energy and thereby inhibiting the nucleation of ferrite or bainite [
4,
5,
6]. Meanwhile, the B atoms segregated on the GBs are known to be beneficial for improving the mechanical properties, and the probable mechanisms are summarized as follows: (1) B atoms can enhance the GB cohesion energy by filling vacancies or forming covalent bonds; (2) the stress concentrations at the GBs can be relieved by facilitating GB dislocation movements [
7,
8,
9]; (3) B can decrease the intergranular segregation of phosphorus at the GBs through a competitive mechanism and reduce the occurrence of cold brittleness [
7,
10,
11]; and (4) the addition of B may stabilize austenite and contribute to the formation of fine grains, thereby simultaneously improving the strength and toughness [
12,
13]. However, it is worth noting that all of the above favorable effects are based on the fact that B can effectively segregate on GBs. Depending on the thermal cycle, B can segregate on GBs through equilibrium segregation (ES) or non-equilibrium segregation (NES) mechanisms [
14]. On the one hand, the ES results from the system total energy reduction caused by the migration of the solute B atoms from the matrix to GBs. For an identical solute concentration in steel with a certain composition, the ES magnitude decreases with an increasing temperature. On the other hand, the NES has been derived on the basis of the vacancy-dragging mechanism. The NES magnitude increases with an increasing quenching temperature and a decreasing cooling velocity [
14,
15,
16].
However, as affected by the thermal cycle and B content, B may also be incorporated into boron precipitates, whose morphology and distribution will have a significant influence on the mechanical properties of the steel, for example, the yield strength and impact toughness. Previous investigations have shown that the best balance of strength and toughness is generally obtained with a B content in the range of roughly 10 to 40 ppm [
7,
17,
18]. For example, Taylor et al. [
10] investigated the boron precipitation in 0.2 wt.%C-10 ppmB carbon steel and demonstrated that iron borocarbide particles precipitated along the austenite GBs during cooling from 1260 °C to 870 °C. The coarsening of such precipitations might occur with an increasing B content and by prolonging the holding time, which finally lowers the Charpy upper-shelf energy. A similar phenomenon was found by Zheng et al. [
4], where iron borocarbide particles were analyzed in detail and identified as M
2B. The authors suggested that although the M
2B particles were refined with the increasing austenitizing temperature, the distribution of these particles, which were mainly concentrated on the GBs due to the excessive B segregation, reduced the impact toughness significantly. Cao et al. [
17] reported that an increased B content strengthened the co-segregation behavior and promoted the precipitation of B-containing oxides, which were mainly distributed on the original austenite GBs and deteriorated the low-temperature impact toughness of the weathering steel weld metal. Additionally, for steels that require tempering treatment or suffer from long-term service in high-temperature environments, an increase in the B content led to the formation of chains of closely spaced M
23C
6 carbides at the lath boundaries. The formation of numerous voids, which were found at the carbide–matrix boundaries, resulted in the appearance of cracks with critical dimensions and decreased the impact toughness of the 10% Cr steel [
18]. Hong et al. [
7] also found that when plain carbon steels were added with an amount of B higher than 20 ppm or isothermally treated at 550 °C~650 °C for over 3 h, intergranular fracturing would occur. Due to the lack of detailed characterization of the boundary precipitates, for the related mechanism, it was speculated that the particles of M
23(C,B)
6 or M
3(C,B) precipitated by consuming B atoms segregated on the GBs, which acted as intergranular crack initiation sites and decreased the toughness. However, in some studies, B was found to be incorporated into M
23C
6 carbides at the GBs, suppressing the agglomeration of M
23C
6 carbides with a continuous film shape, which act as potential sites of microcrack nucleation and propagation and deteriorate the mechanical properties [
19,
20]. Tabuchi et al. [
21] further reported that the high B content provided for two-phase separation of M
23C
6 carbides into B-free M
23C
6 carbides and M
23(BC)
6 phase, which led to the refinement of these particles to 70 nm and improved the impact toughness of a boron-doped 9Cr-steel.
To date, although considerable research has been carried out on the relationship between B addition and impact toughness, it is not easy to make good use of B in industrial production processes as its state under different kinds of heat treatments and a varied B content is still unclear and requires further research. In addition, previous studies have mainly focused on low-carbon steel or high-Cr heat-resistant steel, and there are few studies on the effect of B on the performance of medium-carbon CrMo steel. For example, Gárlipp et al. [
13] studied the effect of different continuous cooling rates on the microstructure transformation of 0.2C-1.14Mn-0.0030B steel. However, the evolution of B-containing precipitations under different cooling rates and their effects on the mechanical properties were not investigated. Similar research was undertaken by Taylor et al. [
10], but the relationship between the segregation and precipitation of boron and the impact toughness was discussed in detail for 0.2C-0.6Mn-0.5Mo-B steels after holding at 870 °C for various amounts of time, followed by quenching and tempering. Furthermore, Bai et al. [
5] investigated the effect of the B distribution and its existence state on quench cracking for a medium-carbon microalloyed steel quenched at 880 °C with water. They found that the segregation of B on the austenite GBs enhanced the impact toughness, but the ductility of the steel deteriorated significantly when B was densely distributed on the GBs as a brittle precipitated phase. Zheng et al. [
4] further studied the state of the B in the different quenching processes and their relationships with the toughness of 25CrMoNbB steel. Although, as the dissolved temperature of B-containing precipitation such as Fe
2B is generally high, it is far from satisfactory to discuss the dissolution and precipitation behaviors at temperatures lower than 1000 °C. Additionally, it should be noted that martensitic substructures might also affect the impact toughness by controlling crack propagation [
22,
23,
24,
25,
26]. For example, Zhou et al. [
22,
23] indicated that both packet and block boundaries could inhibit crack propagation by acting as barriers. Zhang et al. [
24] reached a similar conclusion and further suggested that blocks with high-angle grain boundaries (HAGBs) are the minimum control structural units for 25CrMo48V steel. Yang et al. [
25] claimed that the increase in the crack propagation path was attributed to the refinement of the block and the increased HAGBs. Kang et al. [
26] suggested that the ferrite–martensite interfaces with high-angle misorientation contributed to the improved impact toughness of the high-strength low-alloy steel by analyzing the second crack propagation with SEM and EBSD. Thus, the microstructural differences caused by B and their effects on the impact toughness should also be fully addressed from the perspective of crystallography and morphology when discussing the influence of B on the impact toughness under different heat treatment processes. However, unfortunately, both of the two points just mentioned are not fully considered in the previous research.
In the present study, the microstructures and low-temperature impact toughness of medium-carbon CrMo steels with varying levels of B after different quenching and tempering treatments were researched to explore the function of B. This better understanding of the influences of B on the microstructures and impact toughness will help establish methods to expand the application of B-containing medium-carbon low-alloy steels.
2. Materials and Methods
Medium-carbon low-alloy steels with a target B content of 0 ppm, 15 ppm, and 50 ppm were chosen for this study. They were melted by using a 50 kg vacuum furnace and hot-rolled to plates of 12 mm thickness. The chemical compositions of the steel plates with a B content of 0 ppm, 15 ppm, and 50 ppm are shown in
Table 1, labeled 0B, 15B, and 50B, respectively. It is worth mentioning that the selected steel was categorized as “medium-carbon” steel based on its carbon equivalent C
eq, considering the presence of C, Cr and Mo. The C
eq was calculated by Equation (1) as 0.548 wt.%, which falls within the range of 0.3–0.6 wt.% [
27]. Titanium was added to stabilize the nitrogen (N) as TiN in order to reduce the consumption of B due to the reaction between N and B.
The specimens were 150 × 60 × 12 mm3 in size, as cut from the steel plates. Then, the hot-rolled specimens 0B, 15B, and 50B were quenched from 870 °C, 950 °C, and 1050 °C for 15 min, respectively, followed by water-cooling to room temperature. The quenched specimens were then tempered at 600 °C for 60 min, followed by air-cooling to room temperature.
The quenched samples obtained were mechanically polished and chemically etched with picric acid to observe the morphology and distribution of the austenitic phase. Samples that were heat-treated using the quenching and tempering (QT) process were etched in 4% nital, and the morphology of the microstructure was preliminarily observed by using a metallographic microscope (axiover-200mat) (ZEISS, Jean, Germany) and further characterized with an S3400 scanning electron microscope (SEM) (Hitachi, Tokyo, Japan). The specimens for electron back-scattered diffraction (EBSD) were first mechanically polished, then precise-polished using a 0.04 μm suspension of colloidal silica particles. The EBSD maps were obtained by using a SUPRA550 field emission microscope (Hitachi, Tokyo, Japan). The martensitic packet and block and the distribution of the misorientation angles between the GBs were revealed by a TSL orientation imaging microscopy system. The characteristics of the martensitic lath and precipitates were characterized by examining thin foils and carbon extraction replicas using a JEM-2010 high-resolution transmission electron microscope (HR-TEM) (JEOL, Tokyo, Japan). Then, the average equivalent diameter
dp and volume fraction
f of the precipitated particles in each specimen were estimated from the TEM images. However, since the morphology of the precipitates in the as-tempered samples varied, it was hard to make a direct comparison based on their actual measured dimensions. Therefore, the precipitates with different shapes were considered spherical for better comparison. The area of each precipitated particle measured directly using Image-Pro software was regarded as the projection circle area of the equivalent spherical shape of the precipitate. The equivalent diameter of a single particle was then calculated according to Equation (2). The average equivalent diameter was statistically obtained by measuring at least 100 particles for each specimen. The volume fraction of the particles
f was calculated using Equation (3).
where,
N is the number of particles per area,
S0 is the specific area for estimation, and
S is the particle area measured directly with Image-Pro software (Version 6.0).
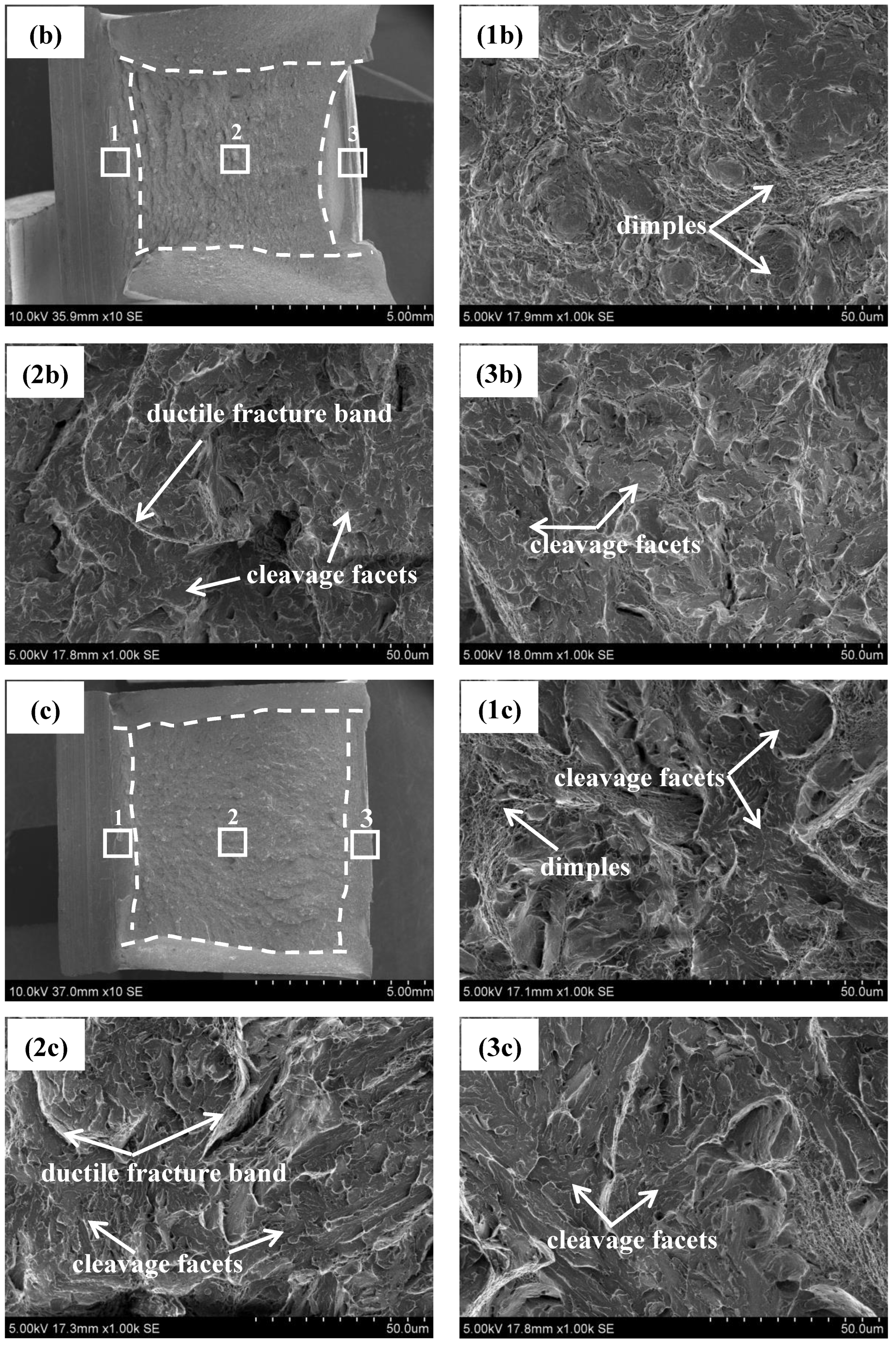
To conduct the Charpy impact tests, the QT-treated samples were machined into normative Charpy V-notch samples of 10 × 10 × 55 mm
3. The Charpy impact tests were performed at temperatures ranging from −80 °C to −20 °C. Impact testing for each temperature was performed on at least three separate specimens in accordance with the Standard of ASTM E23 [
28]. An SEM was used to observe the fracture surfaces of the specimens, and the second crack propagation was characterized from the section perpendicular to the notch using an SEM and EBSD.
4. Discussion
According to the above results, the effects of B on the microstructures and the corresponding Charpy impact toughness of medium-carbon CrMo steels under varying
Tq were different. This is obviously related to the different states of B, such as solid solution, segregation, or precipitation at different
Tq [
4,
5,
10]. Therefore, the states of B under different
Tq and the effects on the microstructures and impact toughness are analyzed and discussed in detail in this section.
4.1. The Effect of B Addition on Grain Refinement under Different Tq
It is generally believed that the beneficial effect of B on the grain refinement in microalloyed steels is related to the pinning effect of the fine precipitations on GBs and the segregation of B atoms.
The SEM micrographs of the as-quenched steels with varying B content under different
Tq are shown in
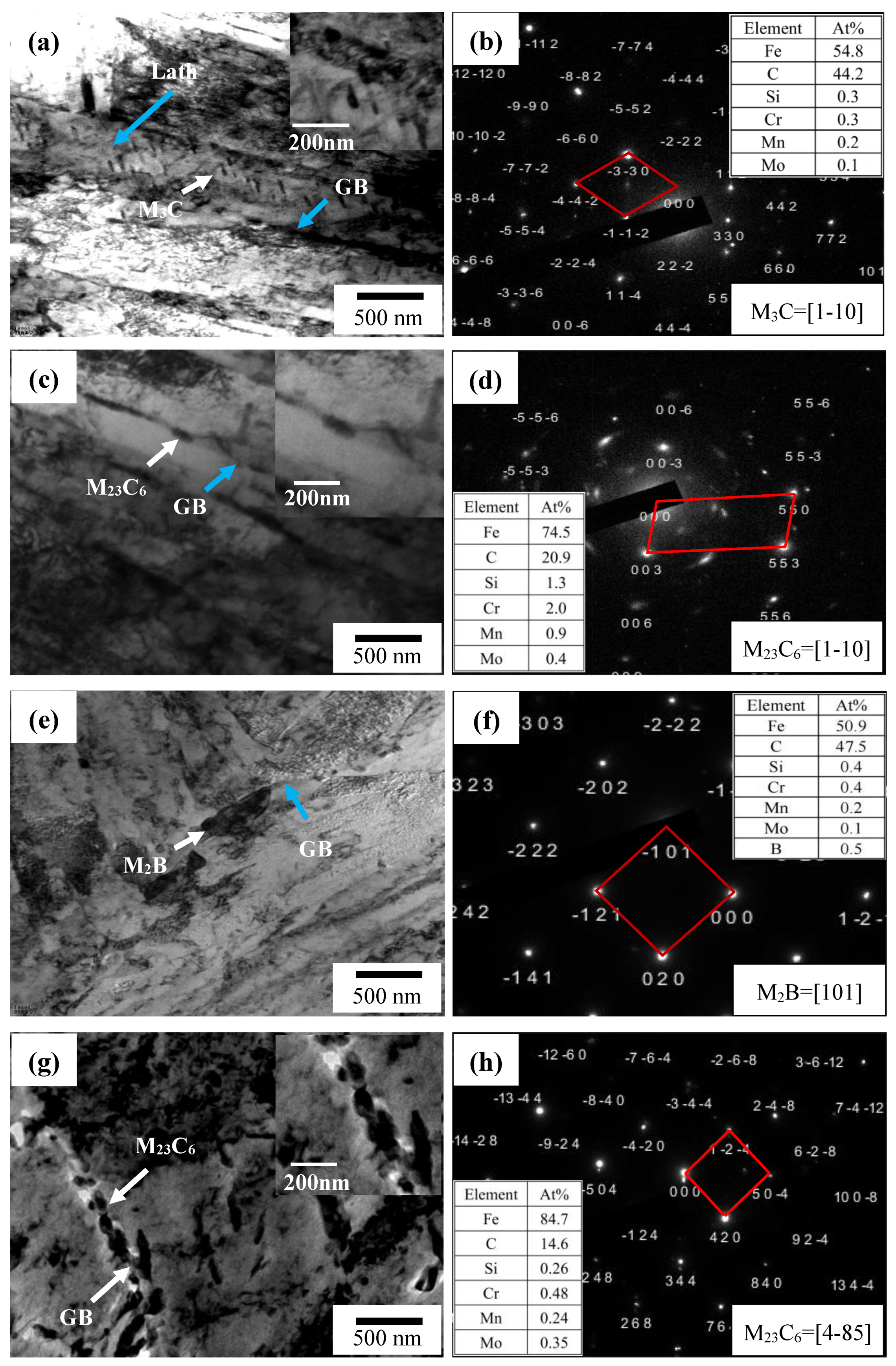
Figure 8. It is clear that the lath martensite composed the matrix of the whole quenched structure. However, it is worth noting that, for the 50B-870 specimen, discontinuous chains of coarse particles were mainly distributed on the PAG boundaries, which were similar to those in the as-tempered specimen. It can therefore be inferred that the coarse particle identified as M
2B in the as-tempered specimen (
Figure 6e) was a residue from the quenching process. Additionally, as shown in
Figure 2 and
Table 2, the PAG of the 50B steel was refined at a
Tq of 1050 °C compared with the 0B steel, which was probably related to the fine particles precipitated during the quenching process, while, due to the limited resolution and magnification of the SEM technique, carbon extraction replicas were used for the TEM examination to further confirm our speculations. The TEM micrograph and EDS results of the as-quenched 50B-1050 specimen are presented in
Figure 9. It shows many spherical-like particles of around 50 nm distributed near the dimly discernible GBs, as shown in
Figure 9a. The main components of the particles were Fe and B, and the higher carbon atomic signal mainly came from the carbon film. Therefore, it can be determined that the precipitated particles (marked by red arrows in the figure) were most likely M
2B (Fe
2B).
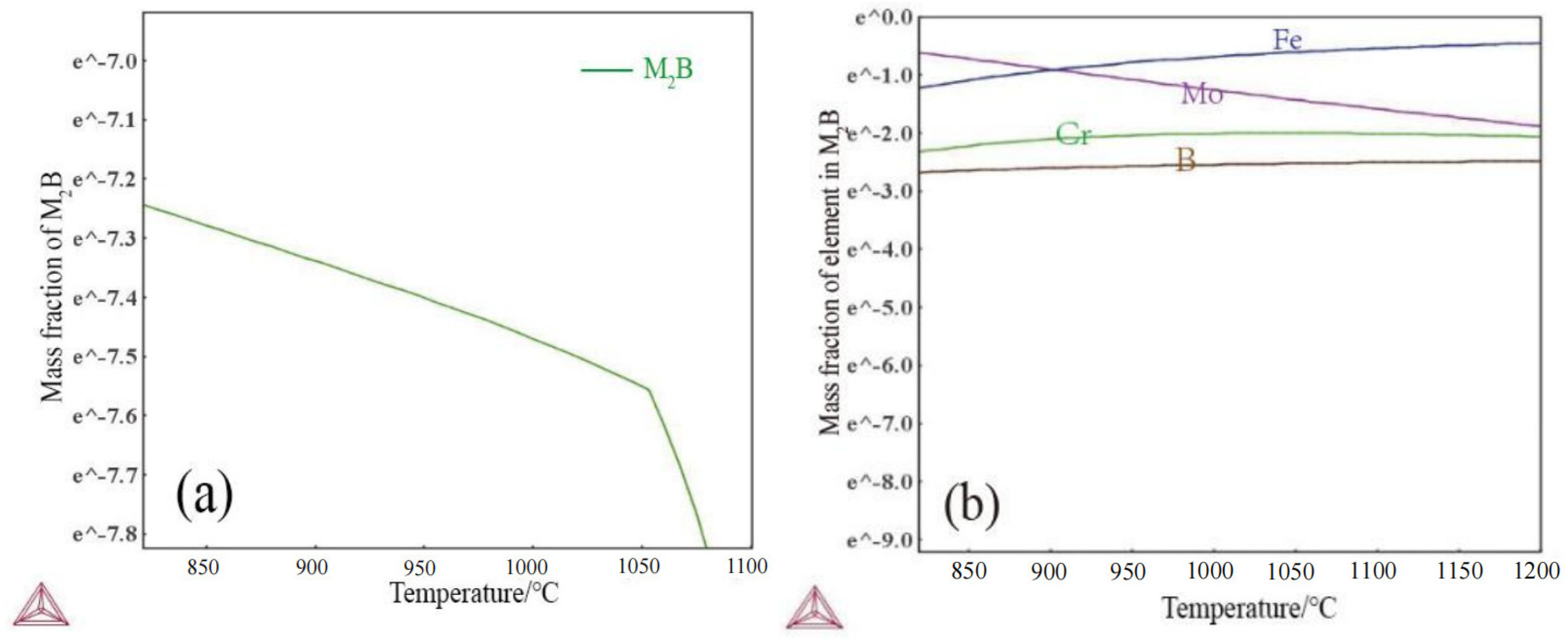
The curve of the element components and mass fraction of M
2B varying with the temperature for 50B steel was calculated and drawn by using Thermal-Calc software (Version 4.0.0.4367) and TCFE7 Database, as shown in
Figure 10. It shows that the element components of M
2B are mainly Fe, Mo, Cr, and B, and the dissolved temperature of M
2B, short for
TM2B, for the 50B steel was around 1073 °C, which was higher than that of the 0.27C-1.1Cr-0.5Mo-0.06V-0.04Nb-0.002B steel calculated by Zheng [
4]. The difference in the
TM2B value might be due to the higher content of Mo, Cr, and B in our tested steels. In addition, since the
Tq for the sample finished at 870 °C was lower than 1073 °C (
TM2B of 50B steel), numerous undissolved M
2B particles remained after QT treatment and might act as crack initiation sites, seriously decreasing the toughness. On the other hand, the M
2B dissolved significantly as the
Tq increased from 870 °C to 1050 °C, as shown in
Figure 10, leading to a remarkable increase in the solute B concentration. As indicated by previous researchers [
14], NES becomes the dominant mechanism when the quenching temperature is above 950 °C. Therefore, the solute B atoms might move to the GBs because of NES mechanisms. Furthermore, the magnitude of the NES increased with an increasing quenching temperature [
14]. Thus, the segregation of B on the GBs reached the maximum and exceeded the optimum value, which promoted the new M
2B precipitation on the GBs with the
Tq increasing from 870 °C to 1050 °C in this experiment. Moreover, the low driving force for precipitation growth due to the low precipitate supersaturation at a
Tq of 1050 °C might explain the small sizes of the M
2B in the as-quenched 50B-1050 specimen. Finally, the possibility of crack initiation caused by undissolved M
2B decreased significantly and the toughness was improved due to the great magnitude dissolution of the M
2B and fine M
2B newly precipitated despite the existence of a small amount of undissolved M
2B and the coarsened microstructure under the high
Tq of 1050 °C.
Generally, GBs bend across second-phase particles in the growth process of the PAG. The austenite grain growth is mainly retarded by the Zener drag, and the PAG size is proportional to the average diameter of the particles and inversely proportional to the volume fraction. Therefore, the effects of B on the PAG refinement under varying
Tq can be explained as follows. When quenched at 870 °C, the undissolved M
2B particles were too large to perform the pinning effect on the GBs. On the other hand, the excessive precipitation of the M
2B led to a low solute B concentration, and then, the magnitude of the B segregation on the GBs, which was beneficial for grain refinement, decreased accordingly. Therefore, no significant refinement was observed with 50 ppm B-added steel under the
Tq of 870 °C. However, when the 50B steel was quenched at 1050 °C, the dissolution of the M
2B increased and a small amount of new M
2B was precipitated, which was small enough to serve as a barrier to hinder GB movement. In addition, the increased solubility of the B atoms led to an increased magnitude of B segregation, which could also reduce the GB migration in some way. Finally, the combined influence of the pinning effect of the fine precipitation of M
2B and the segregation B atoms on the GBs resulted in a significant reduction in the grain size of the austenite for the 50B-1050 specimen. As the packet and block in martensite can be simultaneously refined with PAG refinement, as demonstrated in our previous research [
37], the sizes of the packet and block in the 50B-1050 specimen were smaller than those of 0B-1050. However, the grain coarsening caused by the high
Tq is unavoidable, so the grain sizes of the PAG, packet, and block of the specimen quenched at 1050 °C were all larger than those of that quenched at 870 °C.
4.2. The Effect of B Addition on Precipitates in As-Tempered Specimens under Different Tq
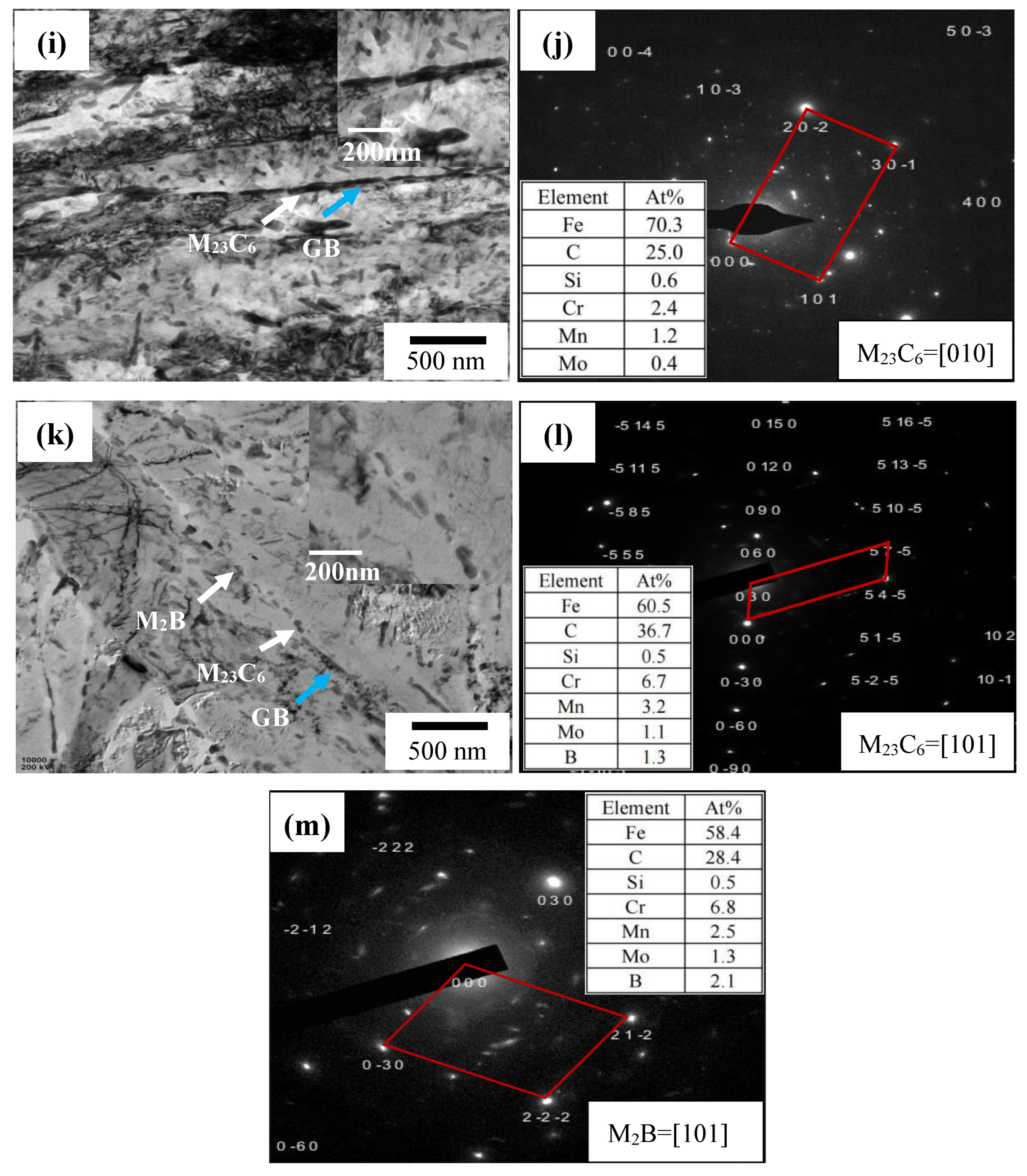
When 50 ppm B was added to steel, the average particle size on the GBs increased under the Tq of 870 °C but decreased under the Tq of 1050 °C.
For the 50B-870 specimen, it is obvious that the undissolved coarse M
2B due to the low
Tq resulted in a larger average particle size on the GBs than that of 0B-870. Regarding the
Tq of 1050 °C, B was found in refined M
23C
6 on the GBs, implying an inhibitory effect of B addition on M
23C
6 coarsening. Many studies have focused on the refinement mechanism of M
23C
6 by using B addition [
19,
38]. For example, Liu et al. [
19] showed that interstitial B atoms would move to a growing precipitate and retard the coarsening rate of the M
23C
6 due to the low B solubility. Moreover, as reported by Hattestrand et al. [
30], the coarsening rate of carbide was governed not only by diffusion coefficients but also by the equilibrium molar fractions in the matrix. The low solubility of B could be the rate-controlling element and hinder M
23C
6 from coarsening. Furthermore, since the segregation energy of B at the PAG boundaries was higher than that of C [
38], it is possible that the nucleation and growth of M
23C
6 were kinetically retarded at the PAG boundaries by reducing the segregation and diffusivity of C and other carbide-forming elements. As the segregated B atoms could gradually seep into the lath, block, and packet boundaries near the PAG boundaries during tempering, the M
23C
6 on these boundaries might also be refined.
Consequently, a low B solubility and a substitutional diffusion mechanism in combination with the inhibitory effect on carbide-forming elements could explain the refined M23C6 in the 50B-1050 specimen.
4.3. The Relationship between B Addition, Precipitates, and Impact Toughness
It is known that large boundary carbides often have detrimental effects on impact toughness [
19,
20,
21]. Due to the difference in micro-hardness between the alloying carbide and the ferrite matrix [
39], a local stress concentration generates around the hard alloying carbide when the soft ferrite matrix undergoes an initial plastic deformation during the impact test. As a result, microcracks nucleate and propagate from the boundary carbides if the locally concentrated stress exceeds the critical stress, which can be described quantitatively with the classic Griffith local cracking model [
40], as given in Equation (5):
where
σc is the critical stress,
E is the Young modulus,
γs is the effective surface energy of the interface fracture between the hard alloying carbide and the ferrite matrix, and
α is a constant related to the crack shape.
Figure 11 shows the second microcracks underneath the fracture surface of the Charpy impact samples for 50B-1050. As the microcrack often nucleates at or around large carbide particles on GBs, which can be confirmed by
Figure 11,
a is the size of the microcrack nucleating at or around the boundary carbides.
According to the above model, the coarse boundary carbides can cause a decrease in the critical stress, resulting in the nucleation and propagation of microcracks. For the 50B-870 specimen, continuous chain-like M2B of around 420 nm was precipitated, leading to a decreased critical stress. Then, the nucleation and propagation of microcracks occurred more easily, which was primarily responsible for the lower impact toughness. By contrast, for steels quenched at 1050 °C, a 50 ppm B content was obviously to be beneficial for the toughness at low temperatures. This can be attributed to the great difficulty with which the microcracks nucleate and propagate with respect to the smaller size of the M23C6 at GBs.
4.4. The Relationship between GBs and Impact Toughness
The variation tendency of
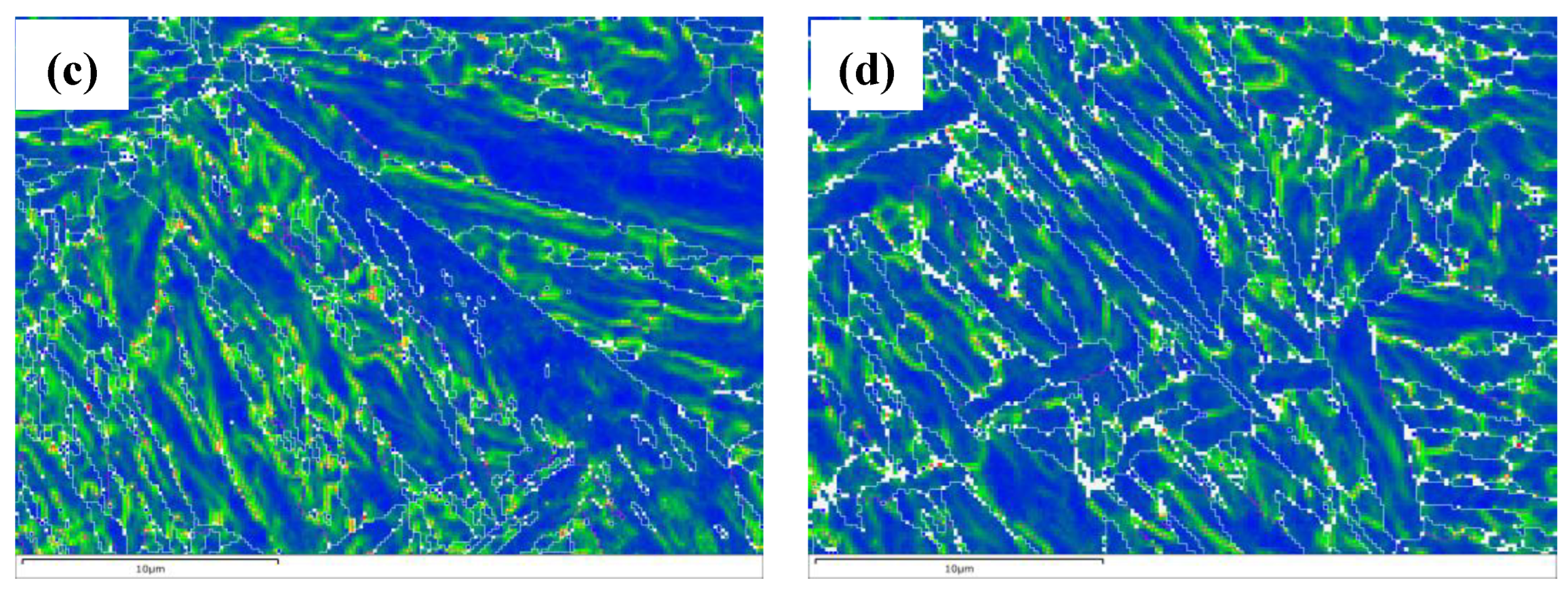
DGBMA≥15° was consistent with the size of the PAG and martensitic substructure (packet and block), suggesting some special orientation characteristics of the above GBs. Therefore, the GBMA distributions of the microstructure in the 50B-1050 sample were analyzed using EBSD and are shown in
Figure 12. In particular, the martensitic block boundaries both in an identical packet and between two adjacent packets and the PAG were displayed with the EBSD orientation map and are presented in
Figure 12. The corresponding GBMAs are summarized in
Table 3, which shows that the GBMAs of the martensitic block boundaries in an identical packet and between two adjacent packets and the PAG were in the ranges of 55–59°, 50–56°, and 37–49°, respectively, while the GBMAs within the block containing several individual laths were less than 10°. This implies that the HAGBs were mainly due to the PAG, packet, and block, the GBMAs of which were in descending order. This is basically in agreement with Liang et al. [
41,
42]. Therefore, the refined grain size generated by a low
Tq or B addition led to the high
DGBMA≥15°.
The impact toughness is associated not only with crack initiation but also with crack propagation for medium-carbon CrMo steel. As shown in previous research, the HAGB distribution undoubtedly affects the crack-propagating process and the ultimate impact toughness [
40]. Hence, the crack-propagating process was studied systematically in terms of the crystallography.
Based on the speculations mentioned above, the corresponding misorientation angles between the grains adjacent to the crack in
Figure 11 were analyzed with EBSD and are shown
Table 4. The LAGBs/HAGBs were generally defined as GBs with misorientation angles of 2–15°/>15°, as indicated by the white/black line. It can be seen that microcrack A (B) propagated unimpededly through the LAGBs within the grains, e.g., 1–7 and 9, indicating that the LAGBs could not hinder the propagation of the impact crack. In contrast, microcrack A (B) changed direction when it came across the HAGBs of the grains, e.g., 1 and 2 (6 and 7), and was finally arrested at the HAGBs of grains 7 and 8 (9 and 10). Hence, the higher the
DGBMA≥15° of the microstructure, the more the crack deviated and the higher the impact toughness. Furthermore, the block could be the minimum structure unit controlling crack propagation.
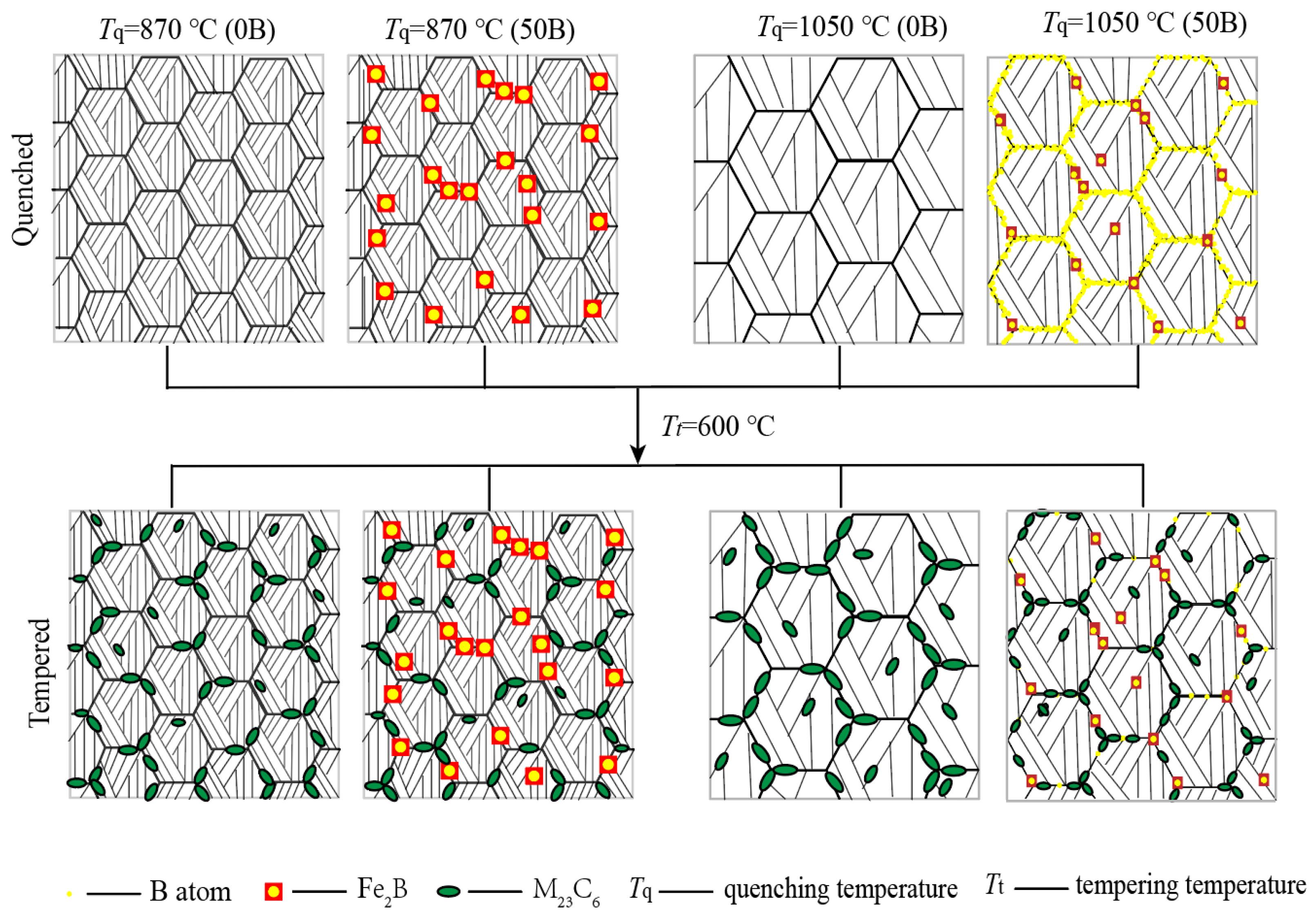
In
Figure 13, the synergistic effect of B and
Tq on the impact toughness after QT treatment is schematically illustrated based on the current experimental results. For the 50B-870 steel, the undissolved M
2B coarsened during the holding process due to the excess B content combined with the low
Tq and was retained in the subsequent tempering process, which resulted in a decreased critical stress and corresponding impact toughness, compared with the 0B-870 steel.
However, this detrimental effect on the impact toughness could be mitigated by quenching at higher temperatures, e.g., 1050 °C in this experiment, where new finer M2B formed due to the higher dissolving temperature and lower M2B precipitate supersaturation. The fine M2B particles resulted in a decreased block size and increased DGBMA≥15° compared to that of 0B-1050. Moreover, B segregation on the GBs, which was primarily involved in the NES mechanism, refined the M23C6 during the tempering process. Both the refined M23C6 and the increased DGBMA≥15° contributed to reducing the critical stress for crack initiation and increasing the energy required for crack propagation, finally improving the impact toughness of 50B-1050. However, the grain coarsening caused by a high Tq, which led to a lower DGBMA≥15° and ultimately poor impact toughness for 50B-1050, was to some extent unavoidable. However, B can mitigate some of the detrimental effects caused by a high Tq.
In the future, more in-depth studies are required to further clarify the mechanism, focusing on the effect of B segregation on the refinement of the M23C6 and block.
5. Conclusions
In summary, the effects of B addition on the microstructures and impact toughness of medium-carbon CrMo steel under different Tq were investigated in this study. The following conclusions were obtained based on the systematic analysis:
(1) When the steels were quenched at a relatively low Tq, e.g., 870 °C and 950 °C, the average Charpy absorbed energy tested at −80 to −20 °C decreased significantly with an increasing B content from 0 to 50 ppm, but it increased conversely when the steels were quenched at a higher Tq of 1050 °C.
(2) For the 50B-870 steel, the undissolved M2B coarsened during the holding process due to the excess B content combined with the low Tq and was retained in the subsequent tempering, resulting in a decreased critical stress and corresponding impact toughness, compared with the 0B-870 steel.
(3) For the 50B-1050 steel, new and finer M2B formed due to the higher dissolving temperature and lower M2B precipitate supersaturation, resulting in a decreased block size and increased DGBMA≥15° compared with those of 0B-1050. Moreover, the B atoms segregated on the GBs refined the M23C6 during the tempering process. Both the refined M23C6 particles on the GBs and the block contributed to reducing the critical stress for crack initiation and increasing the energy required for crack propagation, finally improving the impact toughness of the 50B-1050 steel. The poor impact toughness caused by the high Tq, which led to the grain coarsening and the accordingly lower DGBMA≥15°, was unavoidable to some extent. However, B addition can mitigate some detrimental effects caused by the high Tq.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}