Free-Radical Graft Polymerization onto Starch as a Tool to Tune Properties in Relation to Potential Applications. A Review


1
Engineering and Technology Institute Groningen (ENTEG), Green Chemical Engineering Group, University of Groningen, Nijenborgh 4, 9747 Groningen, The Netherlands
2
Chemical Engineering, ENTEG, University of Groningen, Nijenborgh 4, 9747 Groningen, The Netherlands
*
Author to whom correspondence should be addressed.
Processes 2018, 6(4), 31; https://doi.org/10.3390/pr6040031
Submission received: 28 February 2018
/
Revised: 22 March 2018
/
Accepted: 30 March 2018
/
Published: 2 April 2018
Abstract
:Grafting of acrylic monomers onto the renewable feedstock starch via free radical polymerizations has been investigated for many years. Many potential applications have been studied, such as superabsorbents, flocculants, thickening agents and so forth. It is expected that size and spacing of the grafts have a large influence on the performance of such polymers. Yet, information upon the structure-property relationships is only scarcely found in literature. Moreover, there is no clear overview of how reaction variables can be used to influence the grafted structure. In this review, an assessment has been made of the relation between the architecture of the grafts and potential applications. Then, from a selection of relevant literature data it is demonstrated that reaction variables such as the relative concentrations of initiator and monomer, have a large impact on the average size and spacing of the grafts. The emergence of controlled radical polymerizations, like Atom Transfer Radical Polymerization (ATRP) and Reversible Addition-Fragmentation chain Transfer (RAFT), is discussed, both the current status and future prospects. These methods are promising in the future of starch grafting, especially for systems where homopolymer formation may be a problem. Nevertheless, higher costs and other related issues make these advanced methods more suitable in high added-value products.
1. Introduction
A major challenge that the chemical industry has to face in the near future, is to find alternative feedstocks for the production of performance polymers. Starch, one of the most abundant carbohydrates, is a prime candidate. This is due to starch’s potential biodegradability and renewable character. Modification can be obtained through graft polymerization, which can impart new properties to starch resulting in alternatives to the current performance polymers based on petrochemicals.
Graft copolymers based on starch or other polysaccharides have been the subject of intense investigations for over half a century now [1,2,3]. Still, the number of publications reporting about the structural properties of the grafted products, molecular weights, and spacing of the grafts is limited. Many of the more recent research papers show the effect of reaction variables upon the behavior of the product, but not specify about compositional determinations of the grafted product, e.g., [4,5,6]. Still, in many applications, the performance of a polymer is highly dependent on its molecular structure [7,8] and knowledge of that architecture will be a key to further development. The copolymers are grafted onto starch, by for instance free radical methods. Besides the usage of different monomers (discussed later), structural parameters such as the amount of newly formed grafted polymer (grafting percentage, GP) and the selectivity of the grafting process with respect to the total amount of new polymer formed (grafting efficiency, GE), as defined in Table 1, are of great importance [2,3].
As Table 1 already indicates, GP and GE are not the only relevant parameters used in macromolecular characterization. Two grafted starches can have a similar GP, however, the average size of spacing between the grafts can be very different. This can be illustrated in an example from our own work [9] regarding the grafting of acrylic acid (AA), shown in Table 2. These data have not being properly calibrated, yet they are useful in a comparative overview. It is clear that grafted products with very different structural properties at approximately the same GP were found. These findings have resulted in further work on this topic in our laboratory, which will be published at a later date.
In the present paper, after an introduction about the general reaction scheme and analytical methods (Chapter 2), an inventory of potential applications is made (Chapter 3). More specifically, the demands associated with various applications of grafted starch are assessed, in the area of water-soluble performance polymers. Such demands are translated towards the type of grafted structure that is wanted, in terms of spacing and molecular size of the grafts. Such an overview is not yet found in literature, which is perhaps logical as most research papers focus on a single application.
The second part of this paper is dedicated to the synthesis and polymerization processes. This is to survey what options can be found in literature that allow for tailoring the reaction variables towards demands on the size and spacing of the grafts. Firstly, the literature regarding the possibilities of influencing a product’s composition will be evaluated. The focus lies mostly with the conventional free radical graft polymerizations, as it is by far the most used method for starch modification. Reaction variables largely effecting the size and spacing of grafts are identified and the possibilities with the conventional methods of free radical graft polymerization of vinyl monomers from starch are discussed. A specific section (Chapter 5) is dedicated to assess the potential of relatively new controlled radical polymerizations: Atom Transfer Radical Polymerization (ATRP) and Reversible Addition-Fragmentation chain Transfer (RAFT) polymerization.
2. Starch Grafting: Reactions and Analyses
2.1. Reactions
Although most starch backbones can be used for free radical grafting, the reactions follow a common principle. In the first step, radicals are created on the starch backbone, with an initiator that directly reacts with starch such as Cerium Ammonium Nitrate (CAN) or via a radical generating initiator that transfers radicals to starch via hydrogen abstraction from one of the hydroxyl groups [1,2]. Vinyl monomers react with the activated starch to form side chains attached via strong covalent bonds. This method is also characterized as ‘grafting from’ (a backbone) [2]. The polymerization proceeds by the conventional chain-growth mechanism. The reaction ends due to terminations typical of free-radical polymerization, or when full monomer conversion is achieved. Numerous methods have been reported to perform the first step, also known as the initiation, and many monomers have been grafted onto, or from, numerous starches. A recent summary is presented by Meimoun et al. [2] and a wealth of information on initiation methods can be found in older reviews of Fanta et al. [1,10]. Almost all native starches are produced from various botanical sources, yet are comprised of two main types of molecules. Amylose, a mostly linear combination of anhydroglucose units, and amylopectin containing a high degree of branching of usually longer molecules. The ratio between these constituents varies by starch source [1,2]. Schemes such as the graphical abstract and Figure 1 can only be a gross simplification of the starch structure by representing it as a single chain. Still, that simplified representation may be of use when the effect of reaction variables is discussed in for instance §4, as most researchers use consistently a single type of starch.
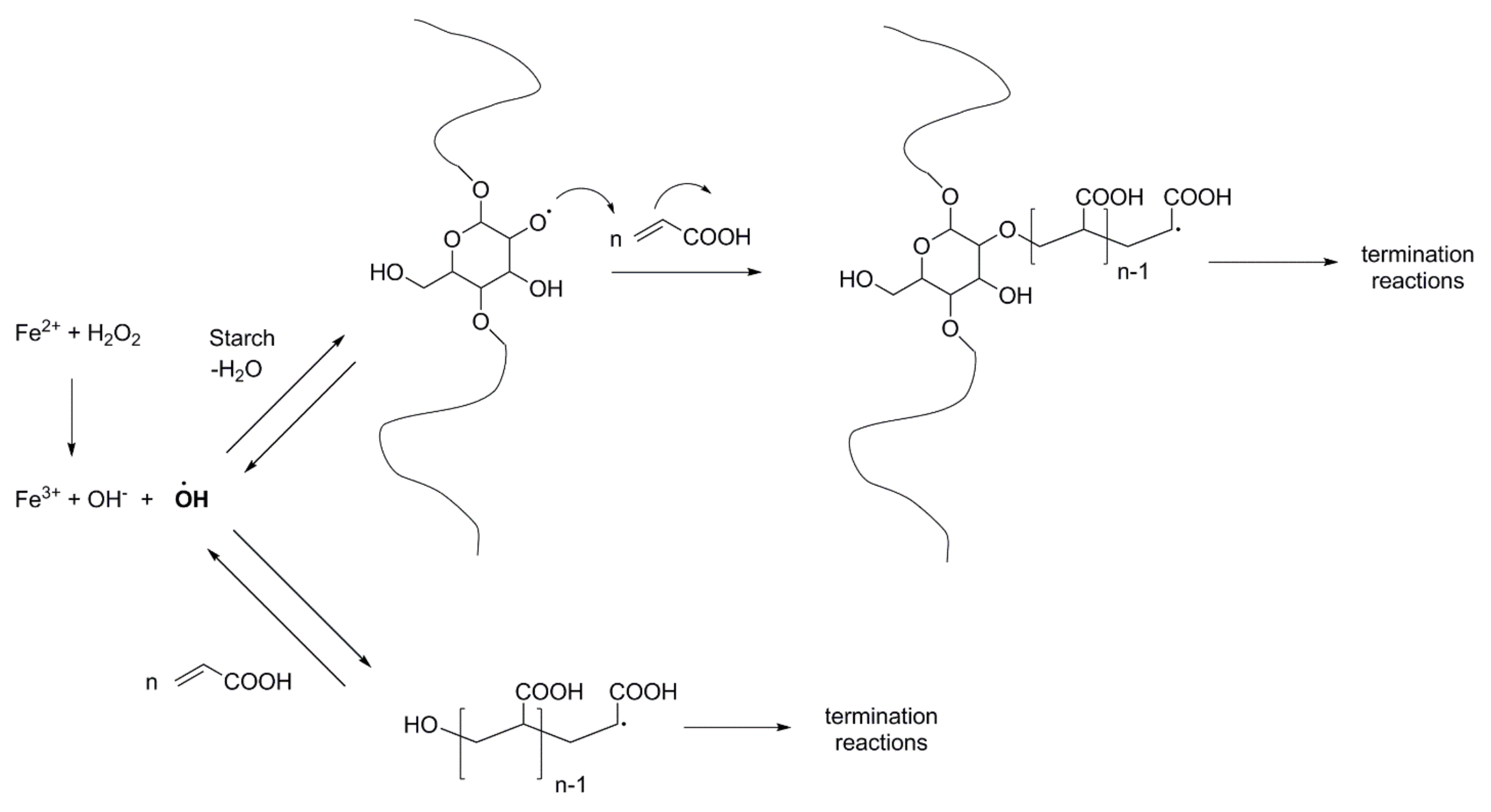
Figure 1 depicts one specific method, the generation of radicals with Fenton’s reagent and reactions with acrylic acid monomer [11]. This is a water-soluble monomer, targeting alternatives for water-soluble performance polymers. The picture shows one major drawback associated with graft polymerization of hydrophilic monomers in homogeneous systems involving a water solvent. That is the inevitable formation of (some) ungrafted homopolymer. The presence of homopolymer constitutes both a challenge in the analysis of the product, and may also be an economic setback. Therefore, high graft selectivity as well as a high grafting percentage is generally wanted. In several applications however, the mixture of grafted copolymer and homopolymer can be considered as a product e.g., as a thickening agent [12], sizing agent [13] or perhaps as flocculants [4].
2.2. Analytical Procedures and Aspects
In Table 1, the usual parameters characterizing the products of the grafting reactions are summarized. For a proper characterization of the grafted starch, homopolymer have to be removed e.g., by Soxhlet extraction [1,2]. An alternative, elaborate but satisfactory, method has been developed in our laboratory [14]. After centrifugation-precipitation of the grafted starch from acetone solvent that keeps the homopolymer in solution, the grafting percentage (GP) and the graft efficiency (GE) were determined with 1H-NMR. The amount of grafted polyacrylic acid onto starch was measured by integrating the relevant peaks in the NMR-spectrum [1,14]. From that result and the confirmed establishment of full monomer conversion [14] the amount of formed homopolymer and thus the grafting efficiency could be calculated. Some authors use gravimetry to determine the grafting results, as discussed in more detail by Meimoun et al. [2] and by Fanta et al. [1,10].
For the determination of the molecular weight of the grafts, they have to be detached from the starch backbone. The usual method is to hydrolyze all of the starch, both amylose end amylopectin, either by the use of strong acid in molar excess [1,10] or by enzymatic degradation [15]. It is not a problem if one or a few sugar groups remain in the synthesized chains as their contribution to the total weight of the molecules will not be more than 0.2–0.3%, which is within experimental error margins. When the grafts are isolated, Gel Permeation Chromatography (GPC) can be applied to determine both the average molecular weight and the weight distribution. Before the advent of GPC, but also in more recent publications of Nair and Jyothi [15], a calibrated viscosity measurement was used to determine molecular weights [16].
When the weight-average molecular weight (MWw) of the grafts has been determined and GP of the grafted starch is known, the average distance between the grafts can be calculated by division of the mass of attached polymer (from GP) by MWw and correcting the molweight of one AGU-group (162 Dalton). The result is expressed as NAGU. The expression graft frequency is also applied for this property, which is the reciprocal, 1/NAGU. This corresponds to the parameter DS (degree of substitution) used to characterize starch modifications in general. As the molecular weights of the grafts will always show a certain distribution, any graft spacing parameters can only be approximation. In addition, the starch backbone itself is not a linear or well-defined molecule, but a mixture of linear (amylose) and branched chains (amylopectin). Nevertheless, the values of MWw and NAGU can be used as an indication of the structure of the grafted product in terms of graft size and spacing.
3. Potential Applications and the Related Demands toward the Grafted Structure
3.1. Superabsorbents
Starch grafted with hydrophilic monomers may have the potential to replace many of the current applications of water-soluble polymers [2,10,17,18]. One example of such applications is superabsorbents based on grafted starch, originally disclosed by the research of the US Dept. of Agriculture [10,19], which have been in industrial production for some time within several companies. Their commercial success was however limited. Production difficulties on a large scale may have been one reason for this [19,20,21]. Crosslinking, mainly with polyacrylic acid or other synthetic polymer part of the material, is needed to create a gel-network that can absorb and retain the large amounts of fluid. The critical balance between important product properties—the absorption capacity versus the mechanical strength to retain the absorbed fluid—is mainly determined by the crosslink density. There must be sufficient space between the crosslinks or, when based on starch, the graft attachments, to allow for easy entrance of the water or solute (blood, urine) to be absorbed [20]. By calculations based on data from literature [10,20,21] one can estimate that average chain lengths between two knotting points in the total network must then be in the order of (much) more than 150–200 molecular units. This means that NAGU must be also at least 200, and grafted chains must have a size of well over 15,000 Dalton. Many applications of starch based superabsorbent materials including drug delivery agents are discussed in a review from Athawale and Lele [22].
3.2. Discussion of the Demands to Other Applications
Beside superabsorbents, many more applications of grafted starches may be possible. The reviews of Jyothi [17] and Meimoun et al. [2] give a clear overview. Still, in these or other papers, there are no indications of factual current applications in industry, in spite of a more recently issued patent and published work in a continuous reactor to produce grafted starch products [23,24].
In Table 3, the most prominent potential applications are listed. There, an assessment about the demands for the size and spacing of the grafts associated to specific applications is presented, based on some literature data but mainly on reasonable assumptions. The terms ‘short’ and ‘long’ are used here, which deserves at least some kind of specification. For example, in Qudsieh et al. [25] a MWw range of the grafts between 300,000 and 740,000 is reported. The products with the longest grafts gave the best flocculation performance. On the other hand, for applications such as detergent co-builders, a desirable molecular weight of below 100,000 is mentioned in the patent of Klin et al. [23]. But, that is a molecule consisting of both synthetic and at least 50% natural polymer. Even if this molecule would have a single graft, it must be shorter than 50,000 Dalton. In Berndl [26], a grafted chain size of over 72,000 is reported, also for application as a detergent co-builder. To conclude, it can be estimated from this relatively scarce information that for ‘short’ grafts an size range around 50,000 can be regarded, while grafts can be mentioned ‘long’ if they are in the order of ten times larger, >500,000 Dalton.
For application of the grafted product as a thickening agent, as in textile printing pastes [12], the presence of homopolymer may be tolerable but it probably do not contribute much to the desired properties. For thickening agents, the establishment of high viscosity must come from long chains as well as from a branched structure. Both the (branched) starch chains and the grafts contribute to this, so the grafts that are formed should be long and widely distributed. This is, very schematically, depicted in the graphical abstract: the product right below. From literature data, desired graft sizes can not be estimated with any accuracy. Still, in the patent of Hamunen et al. [27] it is reported that starch with grafted side chains causes a higher Brookfield viscosity than carboxymethylcellulose, a product with only monomolecular substitutions. Witono et al. [28] found that thixotropic behavior of starch in an application as thickening agent can be reduced when starch is grafted with polyacrylic acid side chains [28]. These are clear indications that the side chains have an important role in the rheological behavior of such products, but to quantify this more research will be needed.
On the contrary, when grafted starch would be used for metal absorption like in heavy metal ions removal from wastewater, the viscosity should not be too high. In this case, the functionality is probably in the grafts only [5,29], so there need to be enough of them to give a good binding capacity. Since the metals ions must be able to penetrate the structure, a relatively open structure seems a reasonable requirement. Witono et al. [29] emphasize the importance of accessibility.
Application of grafted starches as flocculants for wastewater treatment, to remove particulate pollutants, has been the subject of many publications, e.g., [4,6,8,25,30]. As stated by most researchers, e.g., Qudsieh et al. [25], this application asks for long dangling chains with sufficient space in between, to allow particles to easily interact with the grafted polymer chains. Beside the physical architecture of a flocculants, other properties such as electrostatic charge are also of importance [4,8]. In addition, in this application, some homopolymer may be tolerated although it is not clear whether it contributes to the flocculation performance [30].
For use in co-builders to bind calcium ions in detergent formulations, relatively small molecules are wanted to not cause a high viscosity [23,26]. For that purpose, starch may be degraded before the grafting process [26]. Hence, a high graft frequency must be strived for, to make sure that also smaller starch chains bear grafts. Such grafts should also be short for the same reason.
Several authors [13,30] report on the application of the mixture of grafted starch and homopolymer as sizing agent for textile fibers, e.g., cotton. All the grafted starches that were synthesized and tested, had much better sizing properties than native starches. If no homopolymer removal is needed, this would be a major economic advantage. From the referred literature, one cannot derive clear constraints or demands concerning molecular weight and spacing of the grafts in sizing agents. In the work of Djordjevic et al. [30] it is stated that the smaller molecules of hydrolyzed grafted potato starch show good sizing performance, but that is only compared to non-grafted starch.
3.3. Conclusions on Demands
The most important conclusion or observation is that the demands toward the grafted structure will be very different for, and dependent on, specific application targets. This is a further plea for a good characterization of the product after graft copolymerization reactions. When different starches are compared, the effect of the ratio of amylose versus amylopectin or the degree of branching in the substrate must be part of the comparison. Then, the challenge is how to produce materials that can be tailored to such demands and applications, using that knowledge of the molecular architecture. The available options will be discussed in Chapters 4 and 5.
4. How Variations in the Process Conditions Affect the Graft Structure
Traditional free radical reactions exhibit a level of scarce control and reproducibility, that may be eradicated by controlled radical polymerizations (CRP) methods, as described in Chapter 5. However, in starch grafting literature, there are several interesting articles showing that with traditional free radical grafting, it is possible to steer the reaction towards a certain structure in terms of graft size and spacing. In Table 4 we have collected data from three selected cases, representing a wide spectrum of grafting reaction systems. In each of these, the reaction conditions appear to have a major impact on the molecular architecture of the product.
In the first case, Brockway [16] successfully grafted methyl methacrylate onto granular starch in aqueous slurry, in spite of the limited solubility of this monomer in water. Monomer solubility is certainly of influence on the grafting performance as a whole (GP and GE), but that is a topic beyond the scope of this paper. From these results, it is seen that a tenfold increase in the dosage of hydrogen peroxide causes a much tighter packing of the grafts. Logically, these grafts are shorter on average since the available monomer has to be shared by many more growing polymer chains. It also makes perfect sense that with more monomer in the system, grafts grow longer. Only the lowest dosage is difficult to explain as exception of this general trend.
The second case, data from Willet et al. [31], is particularly interesting since it is a report on graft copolymerization in a continuous reactor, which is a major and perhaps necessary step toward future processes for making grafted starches on any industrial scale. An extruder reactor is capable of processing high viscosity fluids, pure polymers or gelatinized starch in water [32,33], and allows for scaling up. In the work of Willet et al. [31] with water soluble acrylamide, the major effect initiator dosage has on the spacing of the grafts is demonstrated, Case 2 in Table 4. In addition, the molecular weight of the grafts increases with monomer dosage, most certainly if compared at the same level of initiator.
Nair and Jyothi [15], Case 3 in Table 4, present a recent elaborate study on the effect of reaction variables when pre-gelatinized starch is also grafted with acrylamide with Cerium Ammonium Nitrate (CAN), a much used but relative slow reacting initiator [1,2]. From the data represented in Table 4, it can be seen that again, initiator dosage has a large effect on the graft spacing, but the effect is a little mixed up with the influence of monomer concentration—a situation that is inevitably associated to the use of an experimental design method. Not shown in the table is the effect of reaction time. With this relatively slow initiator, low grafting frequencies (high NAGU) are seen for all experiment where the reaction time is 60 min. In general, tighter graft spacing is seen after 120 min or more. Some of the synthesized products were subjected to flocculation tests, where the product made with 0.88 g/L CAN performed best. The relation of flocculation performance to graft spacing is not straight-forward here since all of the products tested had relatively high NAGU values [15].
Besides the concentrations of initiator and monomer, several other process variables affect the size and spacing of the grafts. Most grafting reactions with hydrophilic monomers are carried out with water solvents [1,2,3]. When a solvent is used that has radical chain transfer properties, the transferred radical activity can initiate new grafts hence a higher graft frequency (lower NAGU) is found [1,10]. A dedicated chain transfer agent can be added to the reaction with a similar effect [33].
Fanta et al. [1] report a decreased graft frequency and longer grafts when gelatinized wheat starch was reacted with several monomers and initiators, as compared to grafting onto granular starch. This result may be explained from an increase in the accessibility of the AGU groups, which in fact leads to a higher ‘available’ or ‘effective’ concentration of AGU-sites. Then, the initiator-to starch ratio is effectively lower with gelatinized starch. Such higher accessibility is however beneficial for the diffusion of reactants towards the grafting sites. The effect reported by Fanta is supported by recent findings of Dongling et al. [4]. They report about a mixing-reactor system that allows for graft copolymerization at higher starch load. Longer grafts at lower frequency were seen when starch had a higher amylose content, the linear component of starch that is more easily accessible than the branched amylopectin structure.
Temperature and initiator concentration show similar trends when GP and GE are considered: more initiator and higher temperature lead to more grafting, however, there is an optimum [1,2,13,22]. Beyond that, the excess of radicals stimulates early or premature terminations. We have not found a sufficient set of data on the effect of temperature on the grafted structure. It may be speculated however that temperature may show a trend similar to the influence of the initiator concentration.
5. About the Current Status of Controlled Radical Polymerizations
5.1. New Methods to Control Radical Polymerization
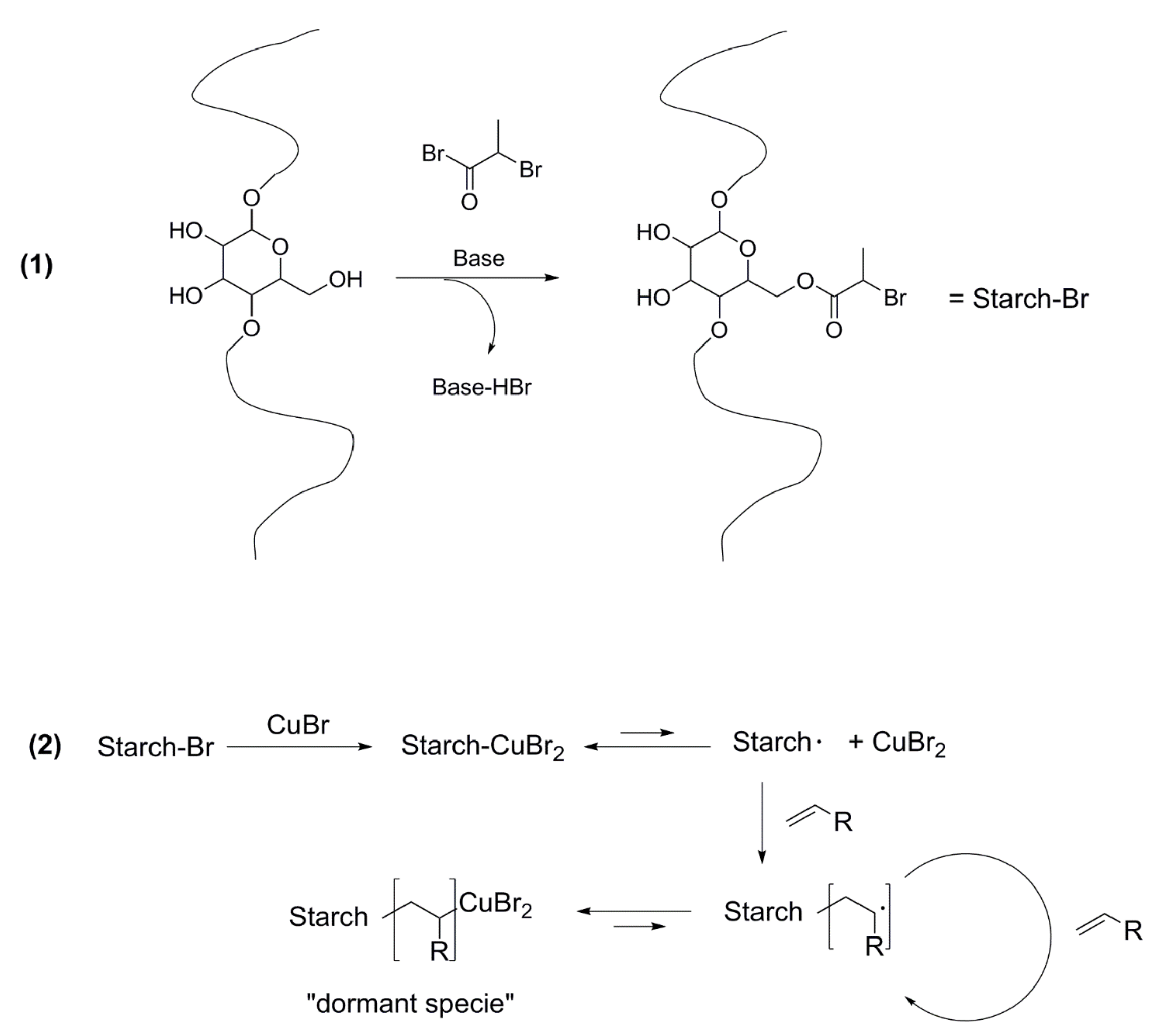
Currently, free radical polymerizations by traditional methods are dominant in processes for the production of industrial water soluble polymers [18]. However, traditional free radical polymerization presents limitations due to unwanted side reactions and uncontrolled propagation, which may lead to less predictable product compositions [2,34]. In the last few decades, an ever increasing number of publications has appeared on new methods to perform free radical reactions with better control and less randomness: Atom Transfer Radical Polymerization (ATRP) and Reverse Addition Fragmentation Chain Transfer Polymerization (RAFT). The new methods can be included in the general category of Controlled Radical Polymerizations (CRP). This is not the place to discuss the chemistry of these methods, which can be found in relatively recent reviews [35,36], also focusing on their more industrial aspects, e.g., Destarac et al. [34]. In the recent review of Meimoun et al. [2], CRP-methods are indicated as a promising trend also for the future of graft co-polymerizations. Because these methods promise more control, and this article is about how to control the size and spacing of the grafts in the case of starch grafting, it was considered appropriate to add general prospects on controlled radical polymerizations (CRP) to this article, and what CRP can mean in the field of starch grafting. A scheme of starch grafting reactions using controlled radical polymerization is presented in Figure 2.
However, it should be kept in mind that such polymerization methods suffer drawbacks and limitations. First of all, they are compatible with a limited number of monomers only. For instance, acrylic acid cannot be polymerized by ATRP due to catalyst poisoning [2,34]. In particular, ATRP makes use of transition metal catalysts, which might prove difficult to remove from the final products, causing economic and safety issues. In addition, grafting with ATRP requires the introduction of a proper functional group for initiation (an activated halogenide), which results in an additional synthetic step, since most polymers (and starch in particular) do not possess such a group in their structure. The main limitations of RAFT, on the other hand, are related to the RAFT agents: they are expensive, not easily available, usually they possess strong unpleasant smell (being sulphureted compounds) and they are intensely colored. These are undesirable characteristics for many applications.
5.2. CRP, Adding to or Competing with Traditional Free Radical Polymerization Processes
In the literature review of Destarac et al. [34], it is illustrated that the use of ATRP and RAFT is beneficial when a highly precise product is required. The ATRP and RAFT methods will not replace conventional radical polymerizations, yet add to the possibilities of achievable accuracy and architecture. They can expand the current market, and seem to be applicable on an industrial scale in specialty polymers [34]. ATRP has for instance been applied for polymers in coatings [37], adhesives, sealant and biomedical applications [34]. There is also growing interest in its drug targeting potential. Polymers synthesized by RAFT may be applied as rheology modifiers, emulsions stabilized, surface modifiers and preparation of nano-colloids [38].
There are limitations to both ATRP and RAFT, which have restricted the application of these methods in industrial applications so far, due to extra costs compared to that of conventional radical polymerization. For instance, with ATRP a relatively large amount of catalyst is required to control the polymerization reactions. This results in economic and also in environmental issues, due to high levels of potentially hazardous catalyst waste [34]. Much research has been done on attempting to reduce the catalytic levels, while increasing recovery and recycling [35]. Catalysts need to be removed from the polymers through various adsorption and extraction techniques [34]. They need to be removed since catalyst-ligand residue is not wanted in the final product, as it induces aging, colors and may add toxic aspects [39], especially when heavy metals, typically Cu(I), would remain in the product. These removals have been demonstrated on a laboratory scale, yet would be technically difficult on an industrial level resulting in expensive products. This makes the method more suitable for niche markets, where there are high sales prices [34]. It is also to be considered that ATRP is not compatible with monomers containing certain functional groups, such as carboxylic acids, amines, ketones and certain ionic groups [39], that could deactivate the catalyst. This problem can sometimes be avoided using protection chemistry, but constitutes of course another severe limitation of the method.
RAFT can be used with a larger range of functional groups than ATRP. However, the introduction of RAFT polymerization in industrial settings is limited by the lack of large quantities of RAFT agents, the RAFT end group removal and also by polymer purification that needs to be done [34]. In addition, there are many intellectual property rights connected to the RAFT agents, where only a few are manufactured on an industrial scale [34]. The end groups created during RAFT polymerization are easily hydrolyzed, which results in degradation and in some cases the release of toxic compounds, often characterized by unpleasant smell (thiols). In order to avoid this, the terminal groups need to be chemically stabilized or novel functionalities added, both of which incur extra costs [34]. Another problem caused by the RAFT end groups is that they give coloration to the final product, which is usually unwanted (for example in the coating industry).
RAFT is applicable to most of the solvents used in conventional radical polymerization, with the exception of strong nucleophilic solvents [40]. RAFT has been used in pilot scale projects involving encapsulated pigments [41] and for latex with controlled functionalities [42]. It was also noted that these controlled polymers should rather be used as boosters along with conventional surfactants, as emulsion stabilizers by providing steric hindrance [43], yet not incurring too high costs. This combination improves the emulsion stability, yet keeps costs low.
5.3. Future Prospects of CRP-Methods in Industrial Settings
RAFT polymerization can simply modify the conventional radical polymerization method, through the substitution of the chain transfer agent with the RAFT one [40]. The reactor setup does not need changes, and the operation is scalable [40]. There are currently a large number of patent applications from many known companies. The patents cover applications such as microelectronics, plastic solar cells, lubricants, surface modifiers, emulsion stabilizers, adhesives, cosmetics, polymer therapeutics and biosensors [40]. As already mentioned, the production of RAFT agents is a limiting factor. There are currently small quantities available from for instance Sigma-Aldrich and larger quantities from Boron Molecular [40]. Once the agents become more commonly produced, it is probable that the market for RAFT products will increase in the same manner. According to Perrier [40], the past years of research have now allowed RAFT to become a tool in which new complex and functional materials can be made. A relevant example, although at laboratory scale, is the synthesis of polyacrylamide with a well-defined branched structure for applications in chemical enhanced oil recovery, as developed within our Groningen University Product Technology group by Wever [44] and more recently by v. Mastrigt [45]. Other recent examples illustrate the possibility of using photo-initiated RAFT polymerization in emulsion, further expanding its scope [46,47].
ATRP needs to manage a few prerequisites before becoming commercially applicable, these being cost, selectivity and purity [48]. The range of monomers that are now becoming polymerizable by ATRP is expanding and there are new possibilities arising by using monomers from renewable sources [47]. Polymers can be precisely controlled, yet due to high costs, structural imperfections have been tolerated. ATRP products have been commercially produced since 2002, and are used in applications such as sealants, lubricants and thickeners, shear stabilizers and temperature independent viscosifiers in oils [48]. They are also used in a variety of complex architectures as wetting agents, compatibilizers, pigment dispersants and surfactants. ATRP enables the producer to fine-tune properties such as hydrophilicity/phobicity, compatibility, adhesion, adsorption, corrosion resistance and friction [47]. Many other applications have become available due to the polymerization with ATRP that were not possible with conventional radical polymerization methods. As already mentioned, one of the main factors holding back industrial developments of ATRP is the necessity to use transition metal catalysts (mostly Cu(I) salts), with obvious issues related to costs and toxicity. Recent promising studies on metal-free ATRP [49,50] could give a boost to the use of ATRP in the future industry, also for starch modification. In addition variations on ATRP, such as ARGET-ATRP (activators regenerated by electron transfer [51] and ICAR-ATRP (initiators for continuous activator regeneration ATRP) [52], which make use of significantly lower amount of copper, seem promising from an industrial point of view. Very recently, an ultrasound-induced ATRP, also making use of very small amount of copper catalyst, has been reported by Matyjaszewski’s group [53].
Still, the general conclusion seems justified that conventional radical polymerization will stay in the market for many bulk polymer products such as LDPE, PVC, polystyrene, PMMA [48]. The new controlled polymerizations can aid in opening up new markets, for specific specialty products. The limitations of today, the poor industrial availability of control agents, catalysts and the need for end group removal leading to expensive products, need to be overcome. Additionally, there are intellectual property issues and toxicological constraints [34]. Therefore, the conclusion must be that as by now, Controlled Radical Polymerization in general is more suitable for high value industries.
5.4. CRP and Starch Grafting
There are some interesting research developments in the application of CRP also in the graft copolymerization onto starch, as discussed and summarized by Meimoun et al. [2]. In case of ATRP, it appears to be possible to eliminate the formation of homopolymer which would be of specific interest for the grafting systems where (much) homopolymer is a by-product. Still, the need for copper removal as one of the toxic by-products is a limiting factor. Additionally, there are further reaction steps needed for macroinitiator creation and catalyst removal or end group inactivation. [2]. A few examples were found in literature about the application of RAFT for graft copolymerization, all by the same research group in which the authors have grafted vinyl acetate [54,55,56]. A wide range of molecular weights could be produced, (MWw 22,000–125,000) but at the cost of a much more complex reaction system and, potentially toxic reactants. More research on the topic of RAFT will be needed to fully exploit its potential for starch grafting.
In CRP both in general and concerning starch, it is a matter of more research perhaps directed onto those cases where it may be really beneficial to use controlled methods. ATRP and RAFT could be promising for situations where a narrow molecular weight distribution is essential, or for the synthesis of more complicated architectures for niche markets. It may also be applied to grafting systems that have a low grafting efficiency. The grafting of acrylic acid with non-selective initiators [1,11] is one example that would suit this case, although in recent years some progress has been made in improving the graft performance [9].
6. Conclusions and Prospects
There are sufficient data in literature that demonstrate how the variation in the reaction/process variables can be used to affect the structure of the grafted product. For instance, a high graft frequency is wanted for detergent co-builder products, which can be brought about by using a high initiator concentration or by the application of chain transfer agents. However, each grafting system, each combination of starch, initiator and monomer, has its own characteristics. The trends indicated from the data like those collected in Table 4 can only be derived in full detail by dedicated experiments for a specific system. Yet they may provide leads for further development. Another suggestion for the development of well-defined products would be to start with a starch type that consist mainly, or perhaps only, of amylopectin.
Controlled Radical Polymerization methods add to the possibilities of tailoring towards certain products, but at the cost of more expensive chemicals and possible environmental issues. These methods would therefore be more suitable to make products with a high added value. For bulk products where demands are not extremely high, the conventional free radical graft polymerization onto starch appears to offer enough flexibility to meet such demands. Which company or institution would kick off with a pilot-scale production plant is still a matter of the future.
Author Contributions
Inge-Willem Noordergraaf has done the literature studies and made up most of the text of all the paragraphs, except for § 5. That paragraph -5- was composed in scientific essence by Tori K. Fourie, who also studied the relevant literature for this topic. Inge-Willem Noordergraaf took care of revisions after the comments of the referees, but could only do so with the highly appreciated scientific assistance of Patrizio Raffa. Patrizio Raffa also composed the (new) Figure 1 and Figure 2, and advised about the final editing of the paper as well as delivered valuable additional references with respect to Controlled Radical Polymerizations. Tori K. Fourie also advised about the general English style and language throughout the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Fanta, G.F.; Doane, W.M. Grafted Starches, in Modified Starches: Properties and Uses; Wurzburg, O.B., Ed.; CRC Press: Boca Raton, FL, USA, 1986. [Google Scholar]
- Meimoun, J.; Wiatz, V.; Saint-Loup, R.; Julien Parcq, J.; Audrey Favrelle, A.; Bonnet, F.; Zinck, P. Modification of starch by graft copolymerization. Starch/Stärke 2018, 70. [Google Scholar] [CrossRef]
- Witono, J.R. New Materials by Grafting of Acrylic Acid onto Cassava Starch. Ph.D. Thesis, Chemical Engineering Dept., University of Groningen, Groningen, The Netherlands, 2012. [Google Scholar]
- Qiao, D.; Yu, L.; Bao, X.; Zhang, B.; Jiang, F. Understanding the microstructure and absorption rate of starch-based superabsorbent polymers prepared under high starch concentration. Carbohydr. Polym. 2017, 175, 141–148. [Google Scholar] [CrossRef] [PubMed]
- Xie, G.; Shang, X.; Liu, R.; Hu, J.; Liao, S. Synthesis and characterization of a novel amino modified starch and its adsorption properties for Cd(II) ions from aqueous solution. Carbohydr. Polym. 2011, 84, 430–438. [Google Scholar] [CrossRef]
- Mishra, S.; Mukul, A.; Sen, G.; Jha, U. Microwave assisted synthesis of polyacrylamide grafted starch (St-g-PAM) and its applicability as flocculant for water treatment. Int. J. Biol. Macromol. 2011, 48, 106–111. [Google Scholar] [CrossRef] [PubMed]
- Ravve, A. Principles of Polymer Chemistry; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Wu, H.; Liu, Z.; Yang, H.; Li, A. Evaluation of chain architectures and charge properties of various starch-based flocculants for flocculation of humic acid from water. Water Res. 2016, 96, 126–135. [Google Scholar] [CrossRef] [PubMed]
- Noordergraaf, I.W.; Bronswijk, S.; Heeres, H.J. Graft copolymerization of acrylic acid onto starch. Improving the grafting performance by the development of dedicated dosage protocols. In Proceedings of the 10th European Congress of Chemical Engineering, Nice, France, 26 September–1 October 2015. [Google Scholar]
- Fanta, G.F.; Bagley, E.B. Starch, graft copolymers. In Encyclopedia of Polymer Science and Technology, Supplement 2; Mark, H.F., Bikalis, N.M., Eds.; Interscience: New York, NY, USA, 1977. [Google Scholar]
- Witono, J.R.; Noordergraaf, I.W.; Heeres, H.J.; Janssen, L.P.B.M. Graft Copolymerization of Acrylic Acid to Cassava Starch—Evaluation of the Influences of Process Parameters by an Experimental Design Method. Carbohydr. Polym. 2012, 90, 1522–1529. [Google Scholar] [CrossRef] [PubMed]
- Bayazeed, M.; Elzairy, M.R.; Hebeish, A. Synthesis and application of new thickeners. Part I: Preparation of poly(acrylic acid)-starch graft copolymer. Starch/Stärke 1989, 41, 233–236. [Google Scholar] [CrossRef]
- Hebeish, A.; Zahran, M.K.; El-Rafie, M.H.; El-Tahlawy, K.F. Preparation and characterization of poly(acrylic acid) polyblends. Polym. Polym. Compos. 1996, 2, 129–141. [Google Scholar]
- Witono, J.R.; Marsman, J.H.; Noordergraaf, I.W.; Heeres, H.J.; Janssen, L.P.B.M. Improved homopolymer separation to enable the application of 1H-NMR and HPLC for the determination of the reaction parameters in de graft copolymerization of acrylic acid onto starch. Carbohydr. Res. 2013, 370, 38–45. [Google Scholar] [CrossRef] [PubMed]
- Nair, S.B.; Jyothi, A.N. Cassava Starch-graft-Polymethacrylamide Copolymers as Flocculants and Textile Sizing Agents. Appl. Polym. Sci. 2014, 131, 39810. [Google Scholar] [CrossRef]
- Brockway, C.E. Efficiency and frequency of grafting of methyl methacrylate to granular corn starch. J. Polym. Sci. 1964, A2, 3721–3731. [Google Scholar] [CrossRef]
- Jyothi, A.N. Starch Graft Copolymers: Novel Applications in Industry. Compos. Interfaces 2010, 17, 165–174. [Google Scholar] [CrossRef]
- Glass, J.E. Water-Soluble Polymers. Kirk-Othmer Encyclopedia of Chemical Technology, 4th ed.; Edward, J., Ed.; Wiley Online Library: New York, NY, USA, 2000; pp. 622–646. [Google Scholar]
- Weaver, M.O.; Montgomery, R.R.; Miller, L.D.; Sohns, V.E.; Fanta, G.F.; Doane, W.M. A practical process for the preparation of Superslurper, a starch-based polymer with a large capacity to absorb water. Starch/Stärke 1977, 29, 413–422. [Google Scholar] [CrossRef]
- Bucholz, F.L.; Graham, A.T. Modern Superabsorbent Polymer Technology; Wiley VCH: New York, NY, USA, 1998. [Google Scholar]
- Masuda, F.; Nishida, K.; Nakamura, A. Water Absorbing Resins. U.S. Patent 4,076,663, 28 February 1978. Sanyo Chemical Ind. [Google Scholar]
- Athawale, V.D. Lele: Recent trends in hydrogels based on starch-graft-acrylic acid: A review. Starch/Stärke 2001, 53, 7–13. [Google Scholar] [CrossRef]
- Klin, A.R.; Sanders, J. Low Molecular Weight Graft Copolymer. U.S. Patent 2008/0020961 Al, 24 January 2008. [Google Scholar]
- Kugler, S.; Spychaj, T.; Wilpiszewska, K.; Gor, K. Starch-Graft Copolymers of N-Vinylformamide and Acrylamide Modified with Montmorillonite Manufactured by Reactive Extrusion. J. Appl. Polym. Sci. 2013. [CrossRef]
- Qudsieh, I.Y.; Fakhru’l-Razi, A.; Kabbashi, N.A.; Mirghani, M.E.S.; Fandi, K.G.; Alam, M.Z.; Muyibi, S.A.; Nasef, M.M. Preparation and Characterization of a New Coagulant Based on the Sago Starch Biopolymer and Its application in Water Turbidity Removal. J. Appl. Polym. Sci. 2008, 109, 3140–3147. [Google Scholar] [CrossRef]
- Berndl, G. Untersuchungen an polymeren Waschmitteladditiven auf Basis von Propfcopolymeren ungesättigter Carbonsäuren auf Stärkeprodukte. Ph.D. Thesis, University of Regensburg, Regensburg, Germany, 1995. [Google Scholar]
- Antti Hamunen, R.; Anttila, M.; Nurmi, K. Thickening Comprising Aqueous Dispersion of Graft-Copolymerized Starch Agent. U.S. Patent 5,677,374, 14 October 1997. [Google Scholar]
- Witono, J.R.; Noordergraaf, I.W.; Heeres, H.J.; Janssen, L.P.B.M. Real-time viscosity monitoring during graft copolymerization of gelatinized starch. Plast. Res. Online 2017. [Google Scholar] [CrossRef]
- Schmidt, B.; Spychaj, T. Synthesis and properties of starch grafted poly (acrylamide-co-acrylic acid) copolymers. Prog. Environ. Sci. Technol. 2009, 2 Pt B, 1026–1031. [Google Scholar]
- Djordjevic, S.; Nikolic, L.; Kovacevic, S.; Miljkovic, M.; Djordjevic, D. Effect of various initiators on molar mass determination of hydrolyzed potato starch-acryl-amide graft copolymers. Chem. Ind. Chem. Eng. Q. 2013, 19, 493–503. [Google Scholar] [CrossRef]
- Willet, J.L.; Finkenstadt, V.L. Comparison of Cationic and Unmodified Starches in Reactive Extrusion of Starch–Polyacrylamide Graft Copolymers. J. Polym. Environ. 2009, 17, 248–253. [Google Scholar] [CrossRef]
- Ganzeveld, K.J. The Counter-Rotating Twin Screw Extruder as a Polymerization Reactor. Ph.D. Thesis, University of Groningen, Groningen, The Netherlands, 1992. [Google Scholar]
- De Graaf, R.A. The Use of Twin Screw Extruders as Starch Modification Reactors. Ph.D. Thesis, University of Groningen, Groningen, The Netherlands, 1996. [Google Scholar]
- Destarac, M. Controlled Radical Polymerization: Industrial Stakes, Obstacles and Achievements. Macromol. J. 2010, 4, 165–179. [Google Scholar] [CrossRef]
- Tsarevsky, N.V.; Matyjaszewski, K. “Green” Atom Transfer Radical Polymerization: From Process Design to Preparation of Well-Defined Environmentally Friendly Polymeric Materials. Chem. Rev. 2007, 107, 2270–2299. [Google Scholar] [CrossRef] [PubMed]
- Matyjaszewski, K. Atom Transfer Radical Polymerization (ATRP): Current Status and Future Perspectives. Macromolecules 2012, 45, 4015–4039. [Google Scholar] [CrossRef]
- White, D.; Coca, S.; O’Dywer, J.B. Pigment Dispersions Containing Dispersants Prepared by Controlled Radical Polymerization Having Hydrophilic and Hydrophobic Segments. U.S. Patent 6642301 B2, 4 November 2003. [Google Scholar]
- Taton, D.; Destarac, M.; Zard, S.Z. Macromolecular Design by Interchange of Xanthates: Background, design, scope and applications. In Handbook of RAFT Polymerization; Barner-Kowollik, C., Ed.; Wiley-VCH: Weinheim, Germany, 2008; p. 373. [Google Scholar]
- Shen, Y.; Tang, H.; Ding, S. Catalyst separation in atom transfer radical polymerization. Prog. Polym. Sci. 2004, 29, 1053–1078. [Google Scholar] [CrossRef]
- Perrier, S. 50th Anniversary Perspective: RAFT Polymerization A. User Guide. Macromolecules 2017, 50, 7433–7447. [Google Scholar] [CrossRef]
- Hawkett, B.; Such, C.; Nguyen, D.N.; Farrugia, J.; McKinnon, O. Polymer Product and Interfacial Polymerisation Process Using Raft Agent. WO Patent 06/037161, 2006. [Google Scholar]
- Such, C.H.; Rizzardo, E.; Serelis, A.K.; Hawkett, B.S.; Gilbert, R.G.; Ferguson, C.J.; Hughes, R. Aqueous Dispersion of Polymer Particles. WO Patent 03/055919, 10 July 2003. [Google Scholar]
- Destarac, M.; Deroo, S.; Lannibois-Dreán, H.; Sénéchal, A.; Bzducha, W. MADIX Technology: From Innovative Concepts to Industrialization of Block Copolymers for Emulsion Stabilization. In Controlled/Living Radical Polymerization: Progress in RAFT, DT, NMP and OMRP; American Chemical Society: Washington, DC, USA, 2009; p. 347. [Google Scholar]
- Wever, D.A.Z.; Polgar, L.M.; Stuart, M.C.A.; Picchioni, F.; Broekhuis, A. Polymer Molecular Architecture as a Tool for Controlling the Rheological Properties of Aqueous Polyacrylamide Solutions for Enhanced Oil Recovery. Ind. Eng. Chem. Res. 2013, 52, 16993–17005. [Google Scholar] [CrossRef]
- Klemm, B.; Raffa, P.; Picchioni, F.; van Mastrigt, F. Star-Like Branched Polyacrylamides by RAFT polymerisation—Part I: Synthesis and Characterisation. Ind. Eng. Chem. Res. 2017. under review. [Google Scholar]
- Tan, J.; Sun, H.; Yu, M.; Sumerlin, B.S.; Zhang, L. Photo-PISA: Shedding Light on Polymerization-Induced Self-Assembly. ACS Macro Lett. 2015, 4, 1249–1253. [Google Scholar] [CrossRef]
- Xu, S.; Ng, G.; Xu, J.; Kuchel, R.P.; Yeow, J.; Boyer, C. 2-(Methylthio)ethyl Methacrylate: A Versatile Monomer for Stimuli Responsiveness and Polymerization-Induced Self-Assembly in the Presence of Air. ACS Macro Lett. 2017, 6, 1237–1244. [Google Scholar] [CrossRef]
- Matyjaszewski, K.; Davis, T.P. Handbook of Radical Polymerization; John Wiley and Sons Inc.: New York, NY, USA, 2012. [Google Scholar]
- Yan, J.; Pan, X.; Schmitt, M.; Wang, Z.; Bockstaller, M.R.; Matyjaszewski, K. Enhancing Initiation Efficiency in Metal-Free Surface-Initiated Atom Transfer Radical Polymerization (SI-ATRP). ACS Macro Lett. 2016, 5, 661–665. [Google Scholar] [CrossRef]
- Treat, N.J.; Sprafke, H.; Kramer, J.W.; Clark, P.G. Metal-Free Atom Transfer Radical Polymerization. J. Am. Chem. Soc. 2014, 136, 16096–16101. [Google Scholar] [CrossRef] [PubMed]
- Simakova, A.; Averick, S.E.; Konkolewicz, D.; Matyjaszewski, K. Aqueous ARGET ATRP. Macromolecules 2012, 45, 6371–6379. [Google Scholar] [CrossRef]
- Konkolewicz, D.; Magenau, A.J.D.; Averick, S.E.; Simakova, A.; He, H.; Matyjaszewski, K. ICAR ATRP with ppm Cu catalyst in Water. Macromolecules 2012, 45, 4461–4468. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, Z.; Pan, X.; Fu, L.; Lathwal, S.; Olszewski, M.; Yan, J.; Enciso, A.E.; Wang, Z.; Xia, H.; Matyjaszewski, K. Ultrasonication-Induced Aqueous Atom Transfer Radical Polymerization. ACS Macro Lett. 2018, 7, 275–280. [Google Scholar] [CrossRef]
- Xiao, C.; Lu, D.; Xu, S.; Huang, L. Tunable synthesis of starch-poly(vinyl acetate) bioconjugate. Starch/Staerke 2011, 63, 209–216. [Google Scholar] [CrossRef]
- Lu, D.R.; Xiao, C.M.; Xu, S.J.; Ye, Y.F. Tailor-made starch-based conjugates containing well-defined poly(vinyl acetate) and its derivative poly(vinyl alcohol). eXPRESS Polym. Lett. 2011, 5, 535–544. [Google Scholar] [CrossRef] [Green Version]
- Lu, D.; Xiao, C.; Sun, F. Controlled grafting of poly(vinylacetate) onto starch via RAFT polymerization. J. Appl. Polym. Sci. 2012, 124, 3450–3455. [Google Scholar] [CrossRef]
Figure 1.
Schematic representation of the reactions involved in the grafting of acrylic acid with gelatinized starch as a backbone and Fenton’s initiator. The upper section is the desired grafting reaction, the lower section represents the less wanted homopolymer formation.
Figure 1.
Schematic representation of the reactions involved in the grafting of acrylic acid with gelatinized starch as a backbone and Fenton’s initiator. The upper section is the desired grafting reaction, the lower section represents the less wanted homopolymer formation.
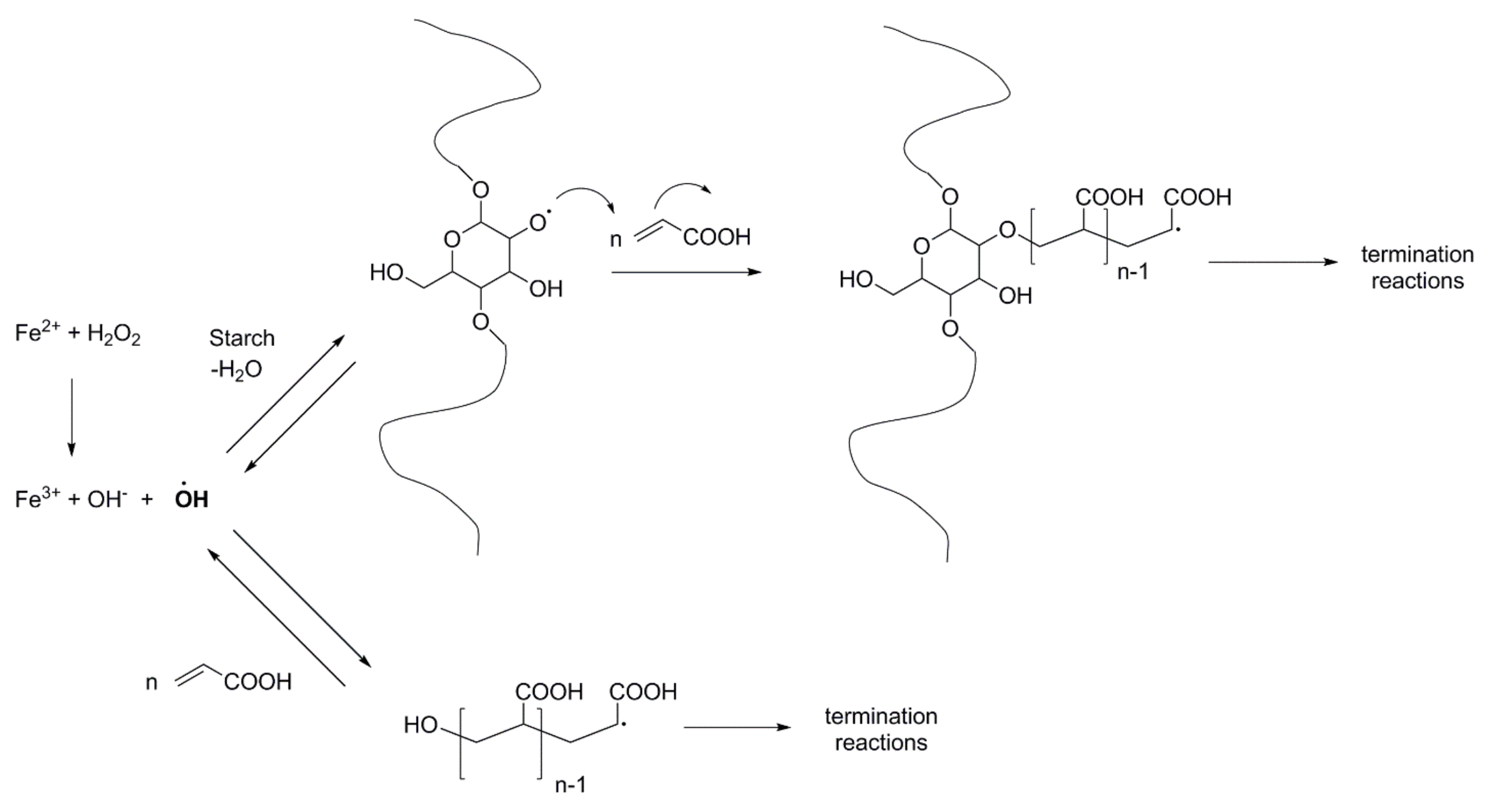
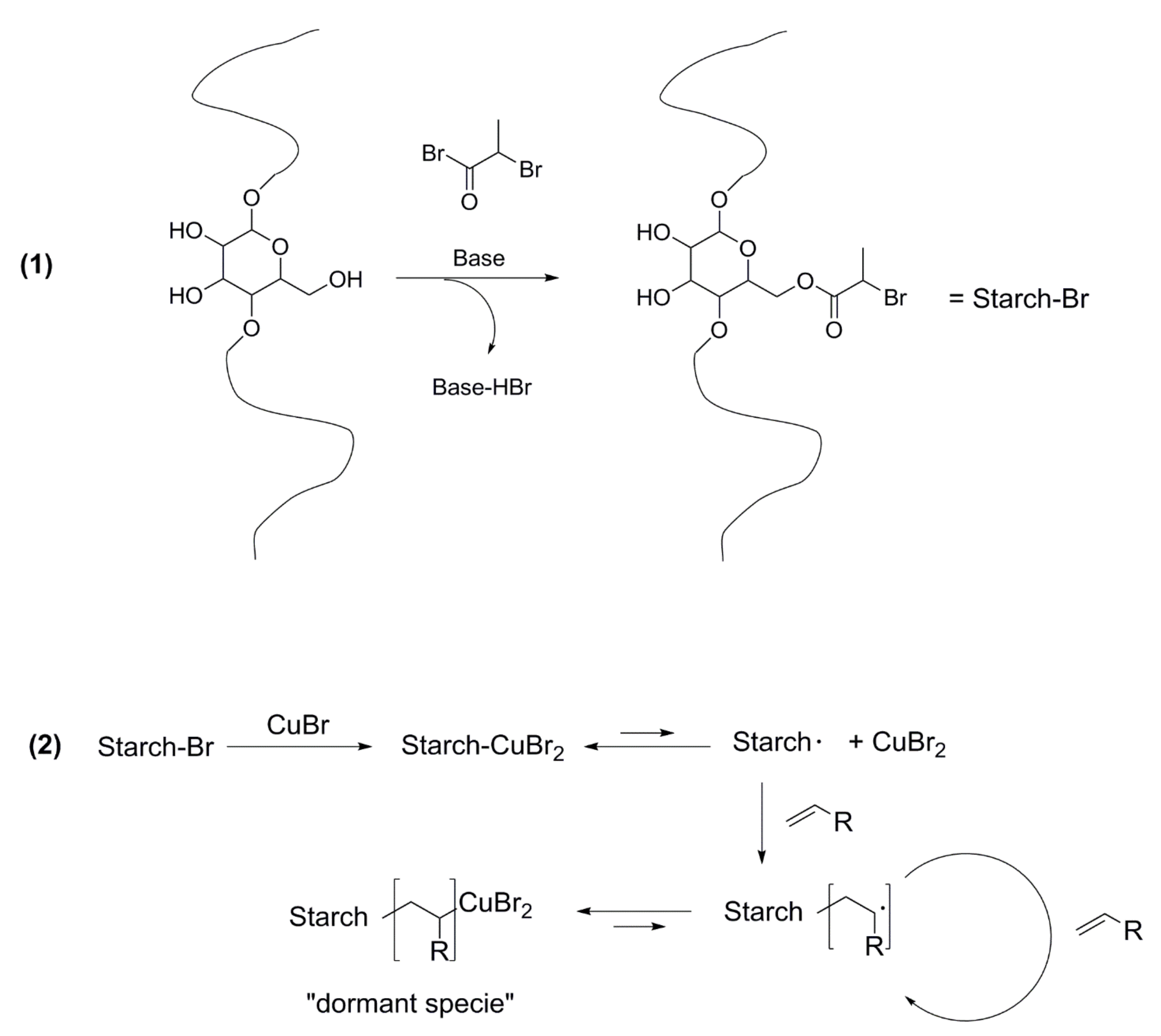
Figure 2.
Schematic representation of: (1) Synthesis of a starch-based macroinitiator for ATRP; (2) mechanism of ATRP on the starch macroinitiator with a generic vinyl monomer. Kp, Kdeact, Kact are kinetic constants of, respectively, propagation, deactivation and activation.
Figure 2.
Schematic representation of: (1) Synthesis of a starch-based macroinitiator for ATRP; (2) mechanism of ATRP on the starch macroinitiator with a generic vinyl monomer. Kp, Kdeact, Kact are kinetic constants of, respectively, propagation, deactivation and activation.

{kind=link}
{kind=link}
{kind=link}
Table 1.
Common definitions of grafting parameters used in this article.
| Grafting percentage | GP% | Weight of grafted polymer with respect to the original weight of starch × 100% |
| Graft efficiency | GE% | Weight of the grafted polymer divided by the total weight of polymer formed × 100% |
| Graft size | MWw | Average molecular weight of the grafts, Dalton |
| Graft spacing * | NAGU | Average number of anhydroglucose unit (AGU) between two graft attachments |
* In other literature, the term graft frequency is also applied for this property, with is simply 1/NAGU, which corresponds to the parameter DS (degree of substitution) that is generally used to characterize starch modifications.
Table 2.
Grafted cassava starch with acrylic acid: GP, chain size and spacing. Preliminary results published at the 10th European Conference on Chemical Engineering [9].
Table 2.
Grafted cassava starch with acrylic acid: GP, chain size and spacing. Preliminary results published at the 10th European Conference on Chemical Engineering [9].
| Fe/AGU | GP% | <Grafted Chain Size> (MWw) | 1/Graft Frequency (NAGU) |
|---|---|---|---|
| Moles of Fe2+ per number of AGU-groups | wt% of grafted polymer | Average MW of acrylic acid grafts | Average number of AGU-groups between two grafts |
| 1:97 | 11% | 132,000 | 7400 |
| 1:218 | 13% | 590,000 | 28,000 |
Table 3.
Potential application of grafted starch and estimated demands for graft size and spacing.
| Application Target/Property | General Features | Graft Size | Spacing |
|---|---|---|---|
| Viscosifier (thickener) | To generate high viscosity with minimal dosage, starch is a major contributor to properties | Long | Open |
| Metal ion absorbent | High binding capacity, functionality is in the grafts -> Good GP is more important but easy access is wanted | Long (high GP) | Open enough to allow easy entrance of metal ions. |
| Flocculants | Molecules with good access to e.g., clay or coal particles, ionic charge may also be important, Homopolymer maybe tolerable. | Long | Open |
| Detergent co-builder | ‘Small’ molecules for low viscosity | Short | Tight |
| Superabsorbent * | High capacity and good access | Not too short * | Open * |
| Sizing agent | A mixture of grafted starch and homopolymer can be applied | Smaller complete molecules (starch + grafts) perform better | |
* Superabsorbent as a special case since the crosslinker is the main factor that determines the network density, which in turn has large impact on the absorption capacity. Still, the pores in the bulk material must be large enough to allow water/solutes to flow in. The number of >15,000 mentioned above must be considered as the minimum.
Table 4.
Selected literature data on the effect of reaction variables on the size and spacing of the grafts. In this table there are data from three very different but characteristic grafting systems.
Table 4.
Selected literature data on the effect of reaction variables on the size and spacing of the grafts. In this table there are data from three very different but characteristic grafting systems.
| Case 1: Grafting of methyl methacrylate with Fenton’s initiator combined with ascorbic acid. Oxidized, but un-gelatinized starch, was grafted in a stirred lab-scale batch reactor at 20–40 °C [16]. | |||
| Initiator: 3 components HPOX/Fe2+/Ascorbic acid, relative dosage | Monomer, relative dosage | NAGU | MWw |
| 10/1/0 | 100 | 2700 | 410,000 Dalton |
| 100/1/10 | 100 | 330 | 45,000 |
| 10/1/0 | 50 | 3500 | 280,000 |
| 100/1/10 | 50 | 350 | 24,000 |
| 100/1/10 | 20 | 530 | 18,000 |
| 100/1/10 | 10 | 3500 | 58,000 |
| Case 2: Grafting of acrylamide onto cationic corn starch in a continuous extruder reactor, with ammonium peroxide as the initiator and water solvent. Starch was not pre-gelatinized but conditions in the reactor will cause in-situ gelatinization, since temperature in the reactor was 90 °C. Reactions are very fast since residence time is 3 min, with a feed rate of starch of 50–68 g/min. Enzymatic degradation of starch and GPC were used to analyze the grafts [31]. | |||
| Initiator dosage (AP) | Monomer/Starch | NAGU | MWw |
| 3.9 × 10−3 mol/kg feed | 0.8 mol/mol | 3500 | 374,000 Dalton |
| 7.8 | 0.8 | 2700 | 284,000 |
| 15.5 | 0.8 | 2600 | 269,000 |
| 3.9 | 1.8 | 2000 | 520,000 |
| 7.8 | 1.8 | 2100 | 465,000 |
| 15.5 | 1.8 | 1200 | 253,000 |
| Case 3: Grafting of acrylamide onto gelatinized cassava starch in batch, with Cerium Ammonium Nitrate initiator. Conditions for these runs: 55 °C, 120 min reaction time, 10 gm starch [15]. | |||
| Initiator dosage | Monomer added | NAGU | MWw |
| 0.44 g/L | 20 gm | 30,000 | 200,000 Dalton |
| 0.88 | 20 | 12,600 | 240,000 |
| 0.66 | 15 | 22,300 | 310,000 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Noordergraaf, I.-W.; Fourie, T.K.; Raffa, P. Free-Radical Graft Polymerization onto Starch as a Tool to Tune Properties in Relation to Potential Applications. A Review. Processes 2018, 6, 31. https://doi.org/10.3390/pr6040031
AMA Style
Noordergraaf I-W, Fourie TK, Raffa P. Free-Radical Graft Polymerization onto Starch as a Tool to Tune Properties in Relation to Potential Applications. A Review. Processes. 2018; 6(4):31. https://doi.org/10.3390/pr6040031
Chicago/Turabian StyleNoordergraaf, Inge-Willem, Tori. K. Fourie, and Patrizio Raffa. 2018. "Free-Radical Graft Polymerization onto Starch as a Tool to Tune Properties in Relation to Potential Applications. A Review" Processes 6, no. 4: 31. https://doi.org/10.3390/pr6040031
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.