The Development of Expanded Snack Product Made from Pumpkin Flour-Corn Grits: Effect of Extrusion Conditions and Formulations on Physical Characteristics and Microstructure


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate composition | Corn grits | Pumpkin flour |
|---|---|---|
| Protein (%) | 6.00 | 7.10 |
| Fat (%) | 1.50 | 3.10 |
| Moisture (%) | 10.0 | 1.80 |
| Ash (%) | 2.00 | 5.70 |
| Carbohydrate (%) | 80.50 | 82.30 |
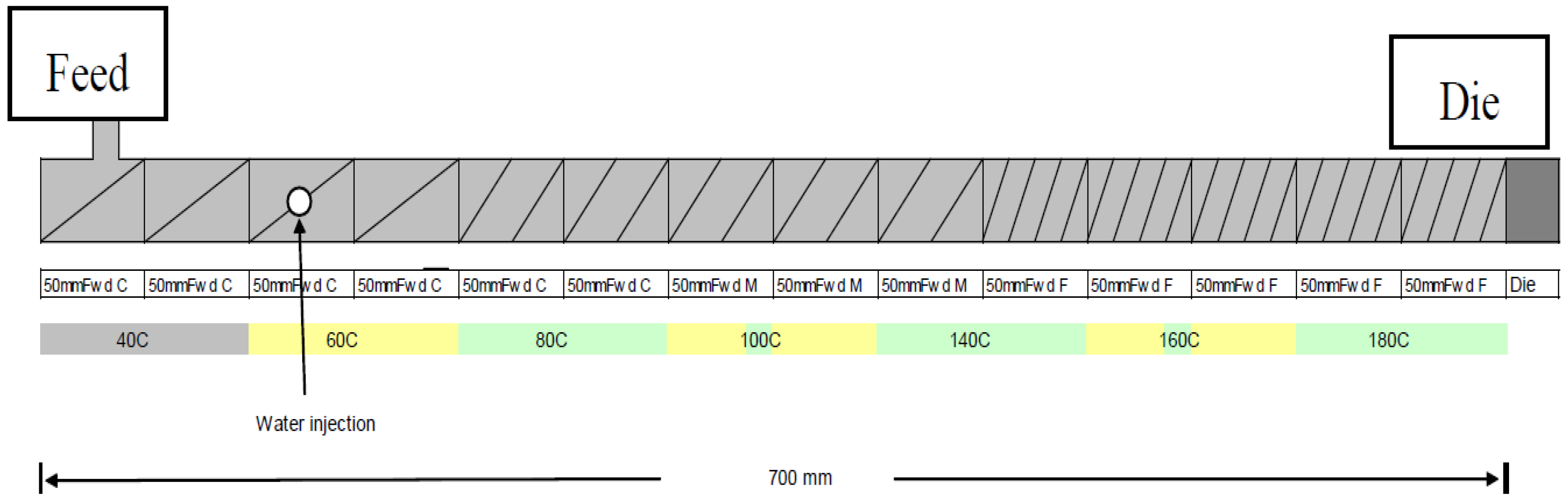
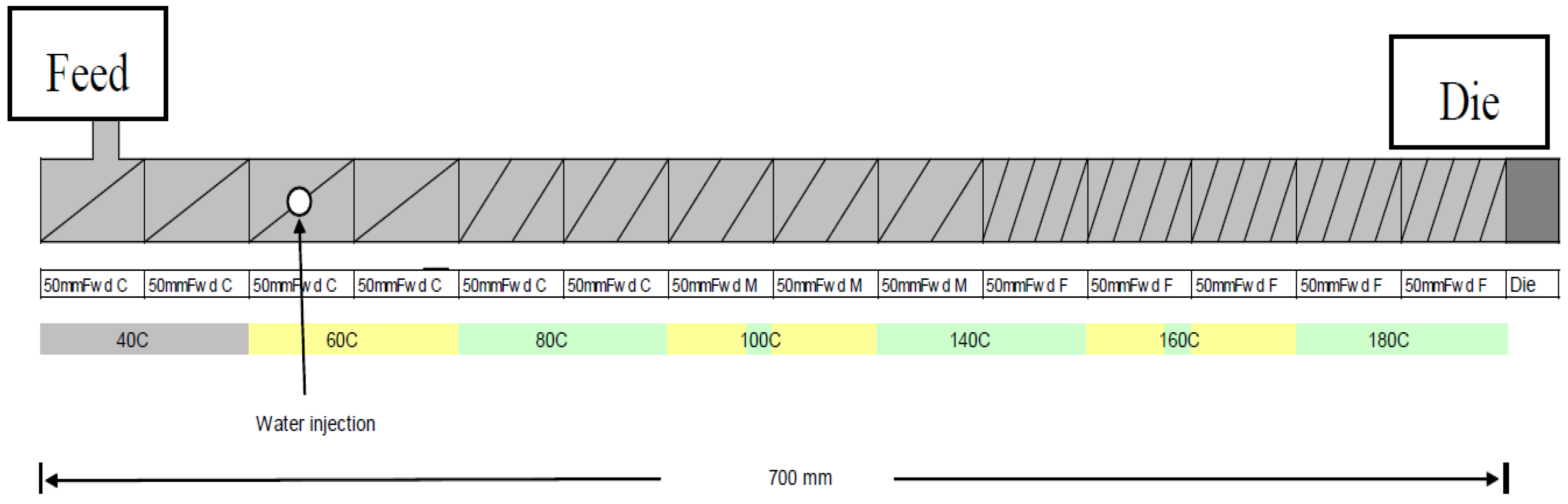
2.2. Extrusion
3. Results and Discussion
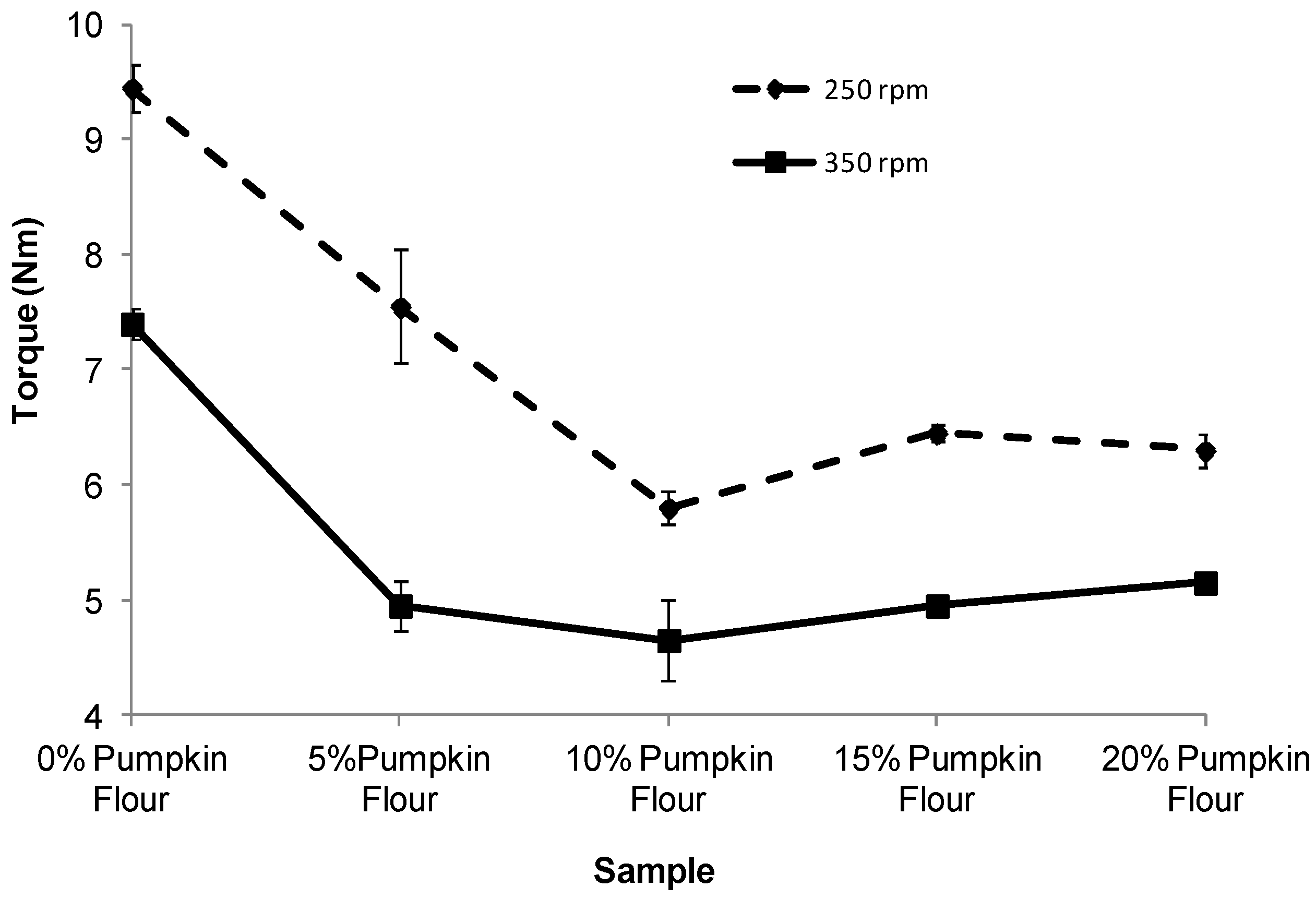
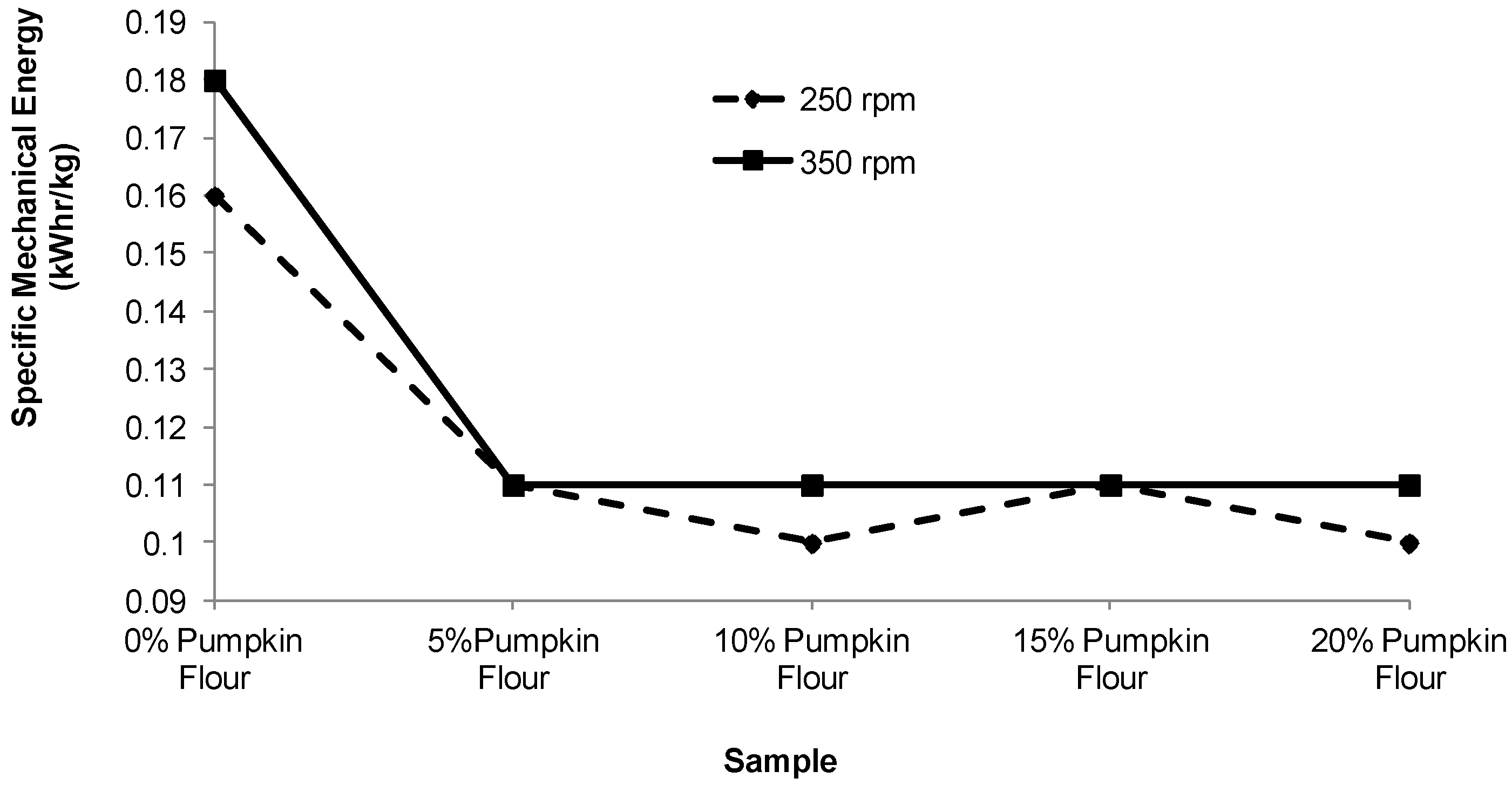
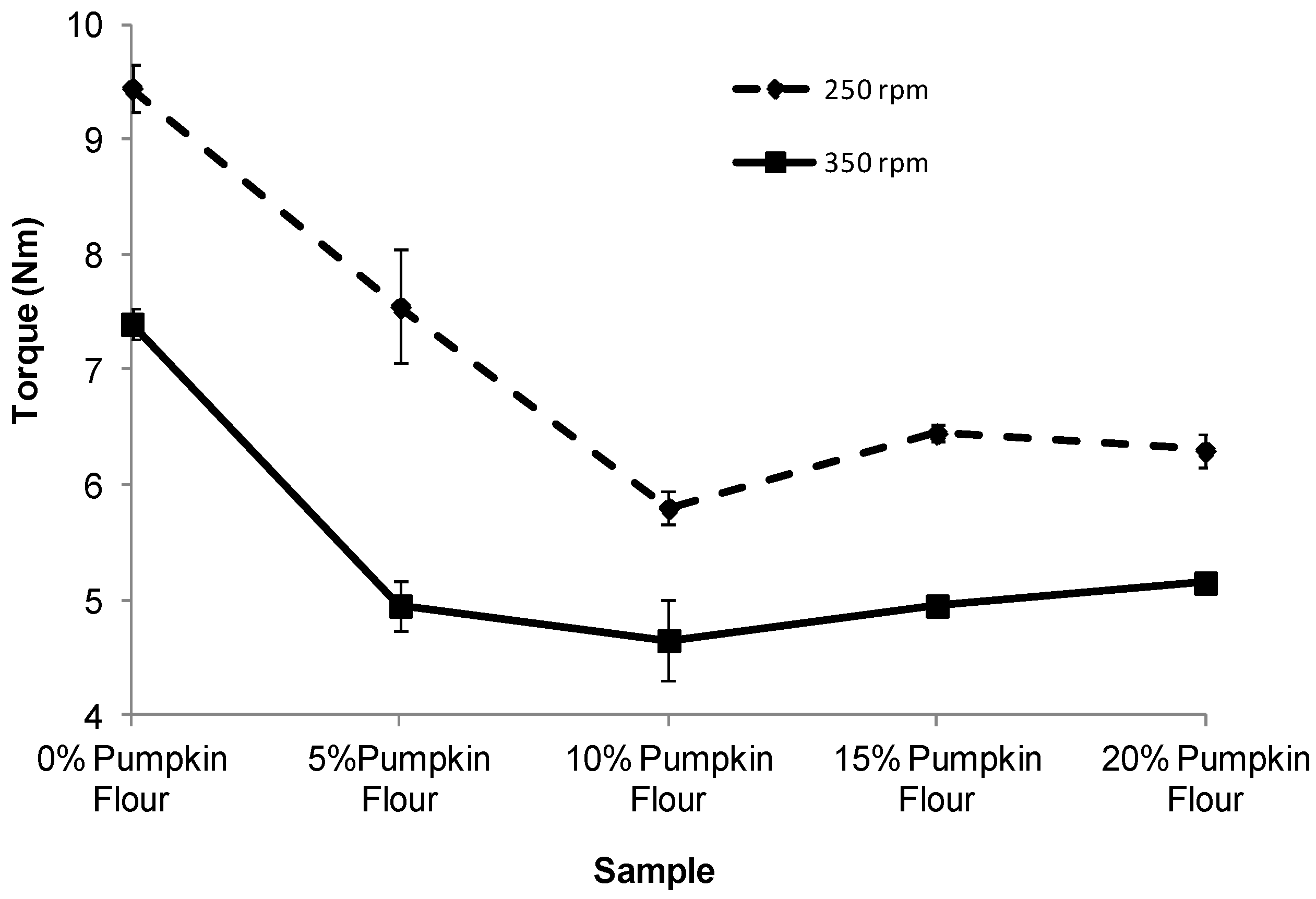
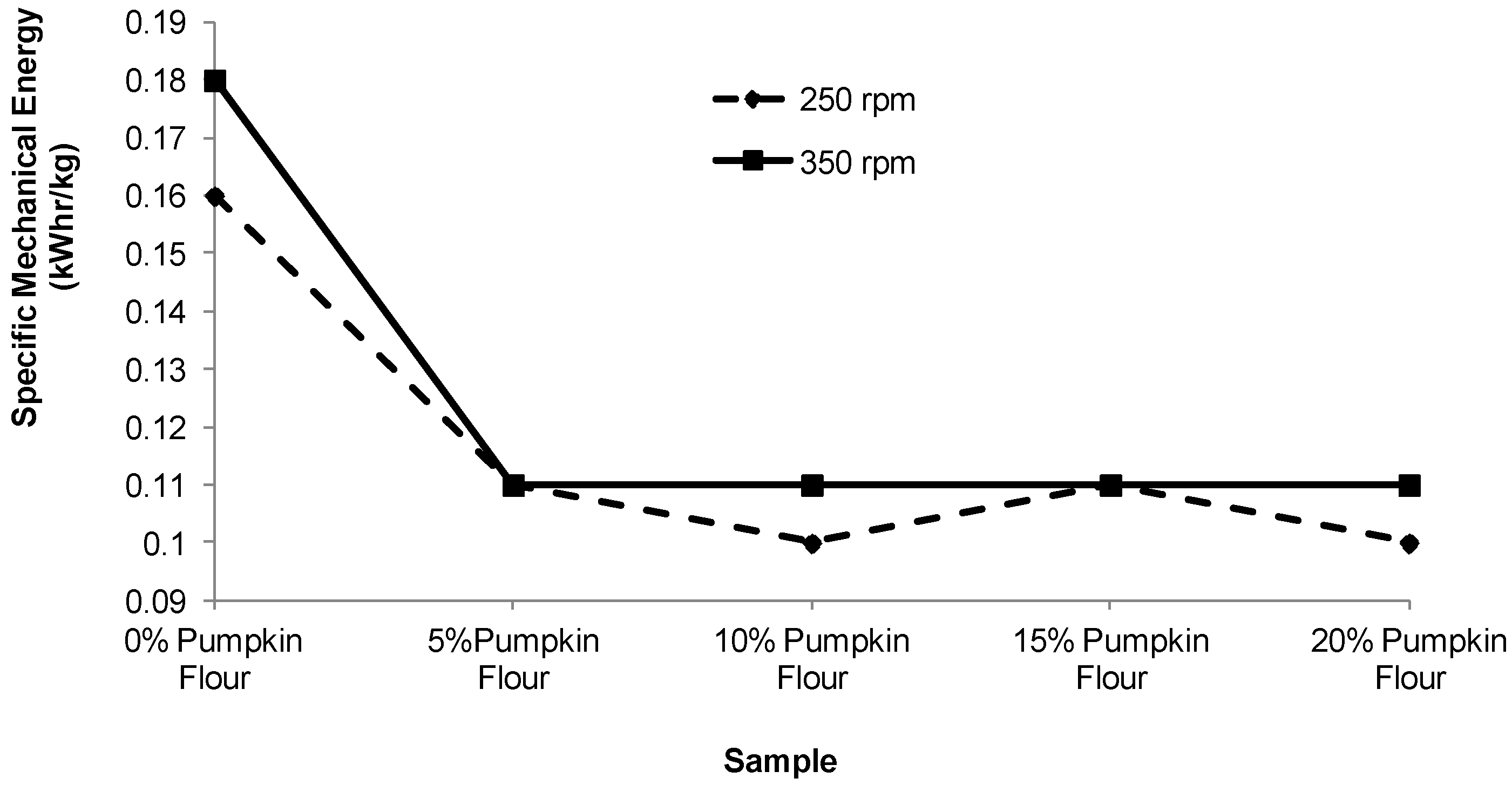
3.1. Extrusion Parameters
3.2. Physical Characteristics
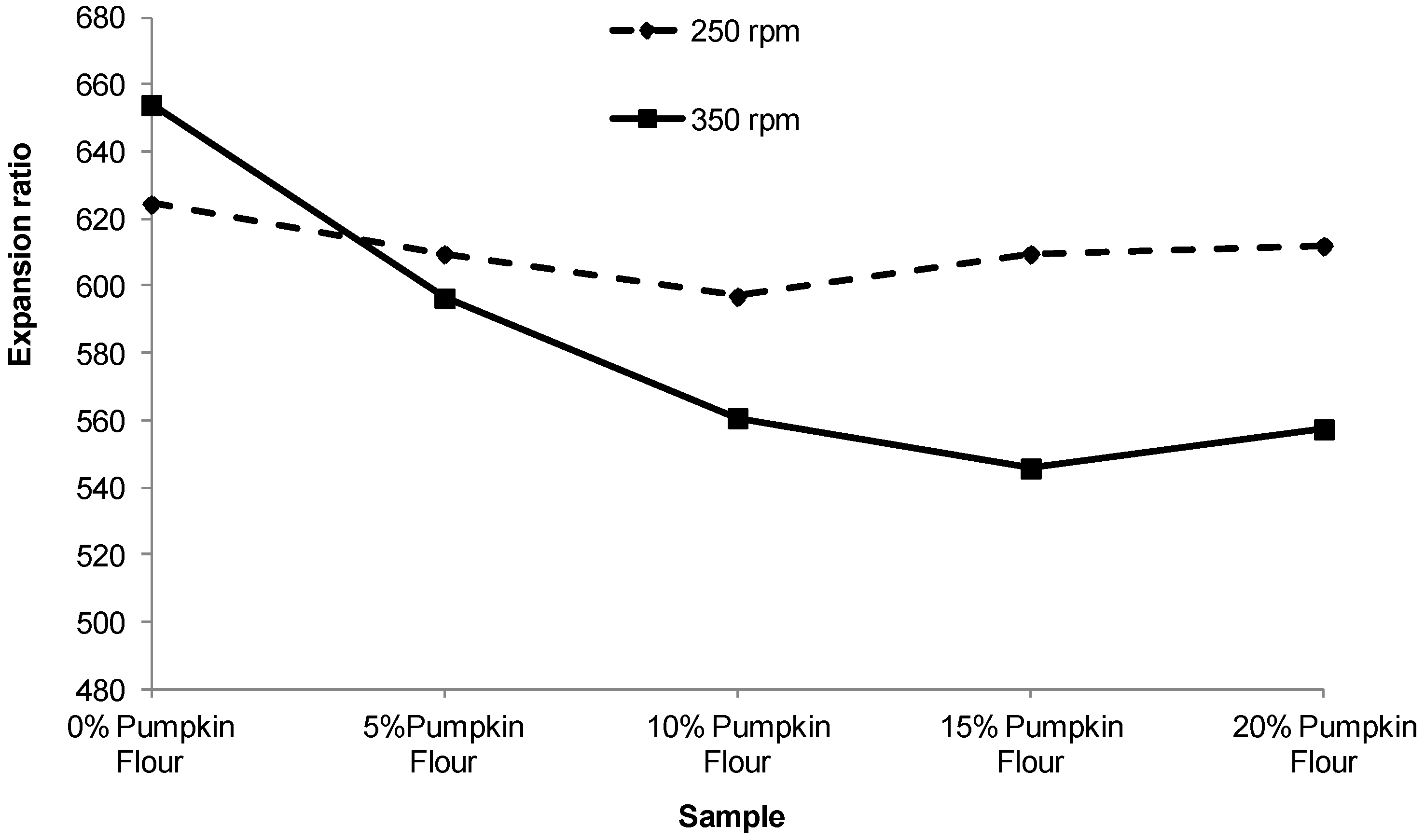
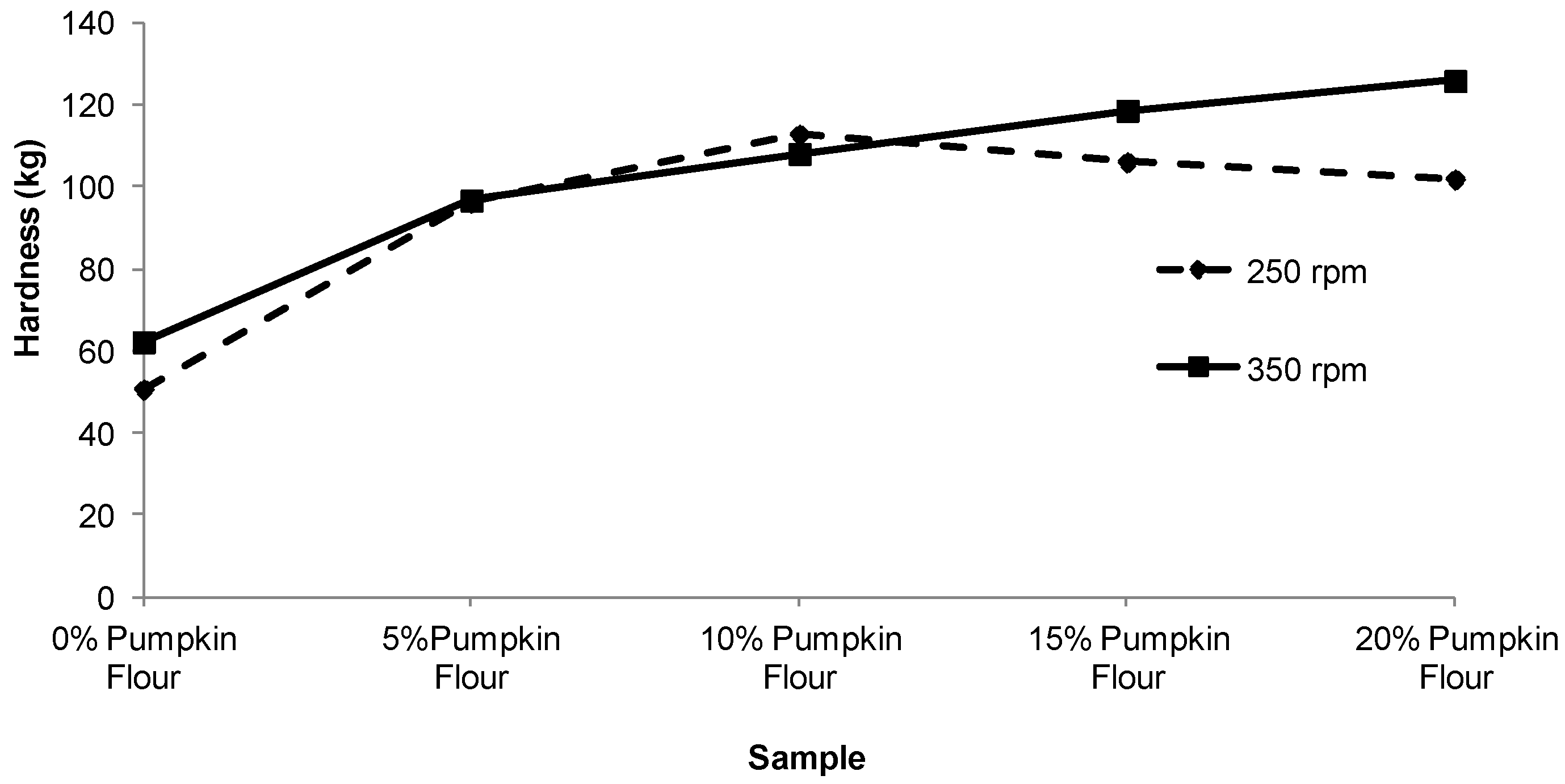
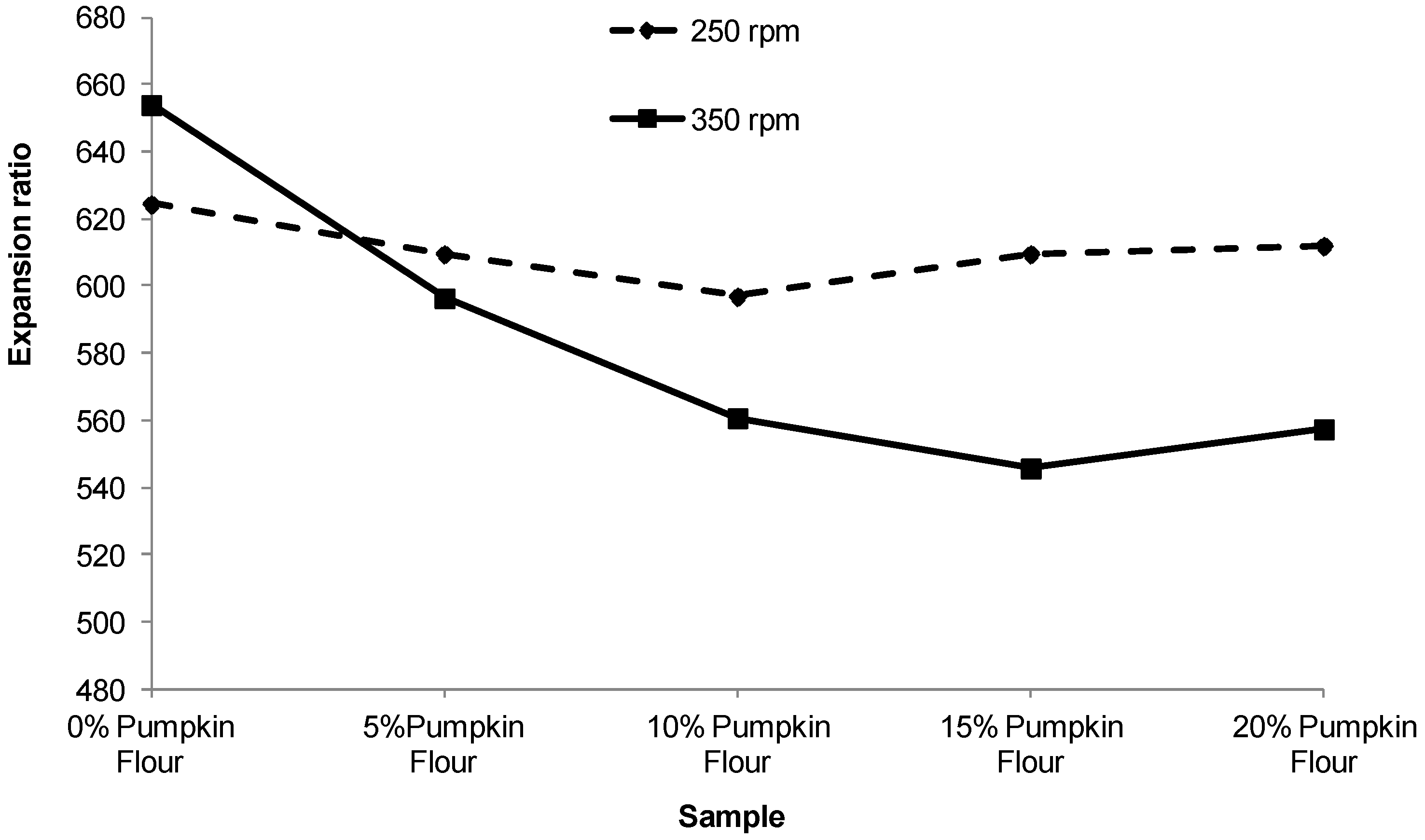
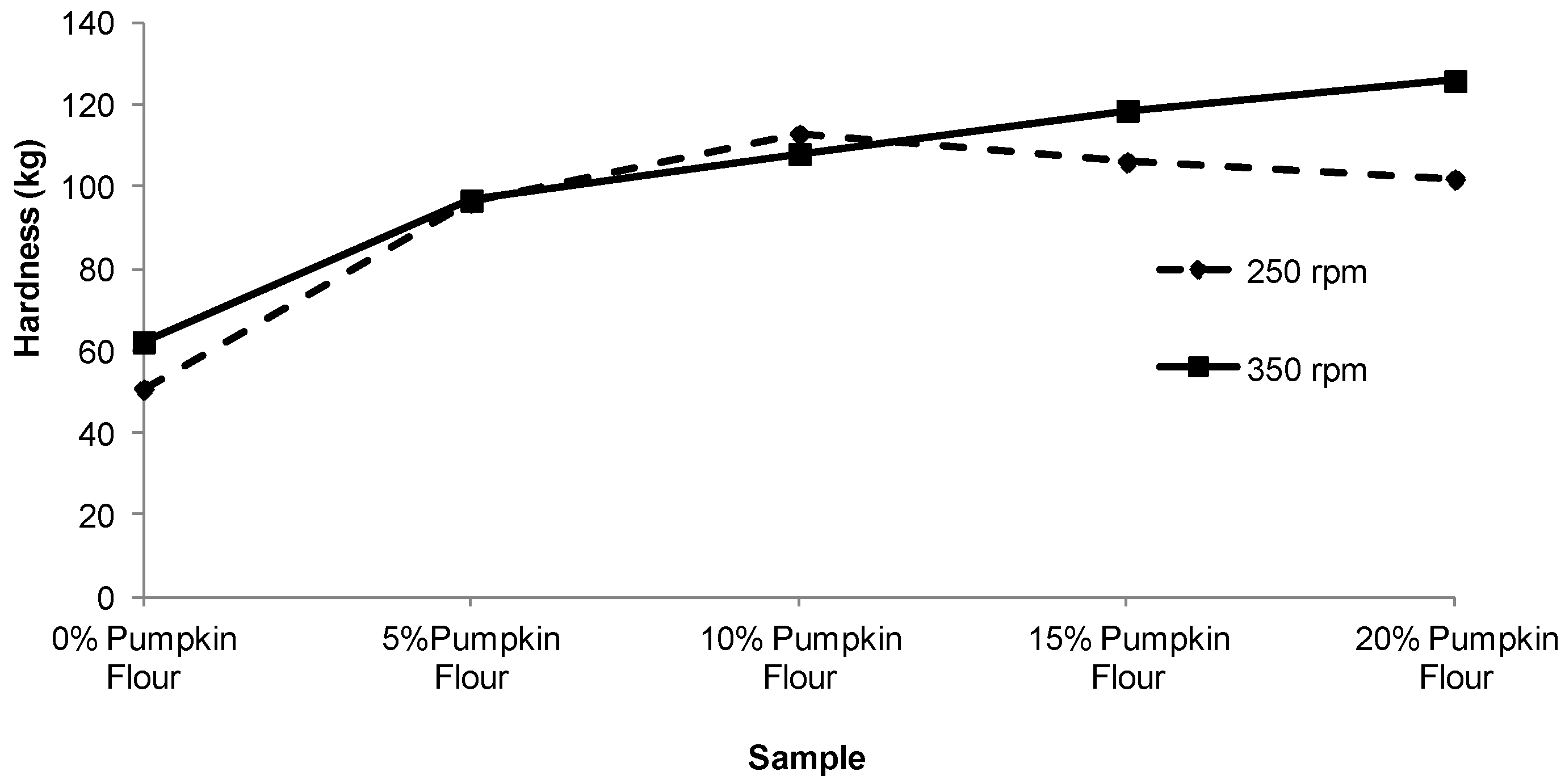
3.2.1. Expansion Ratio and Hardness of Expanded Snack Product
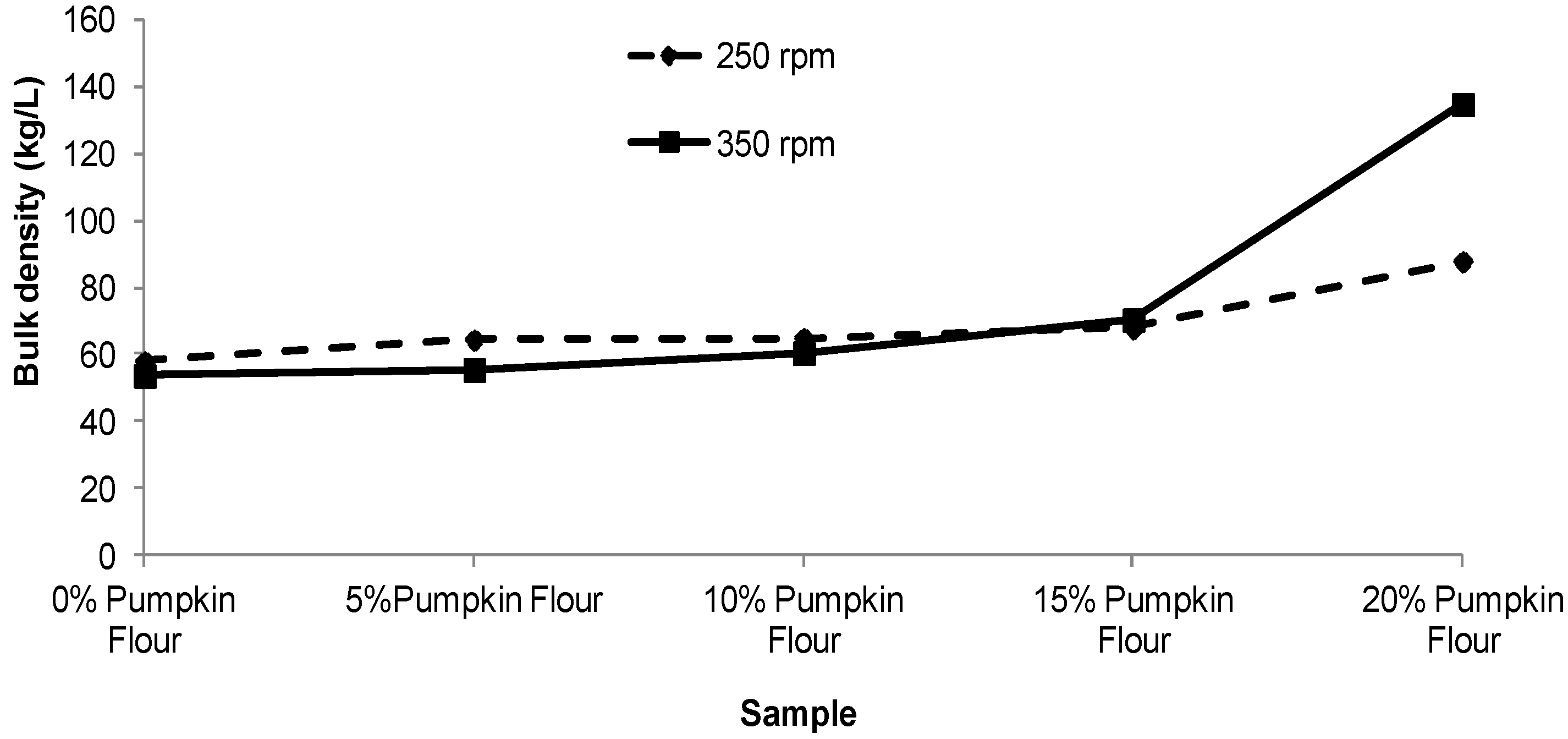
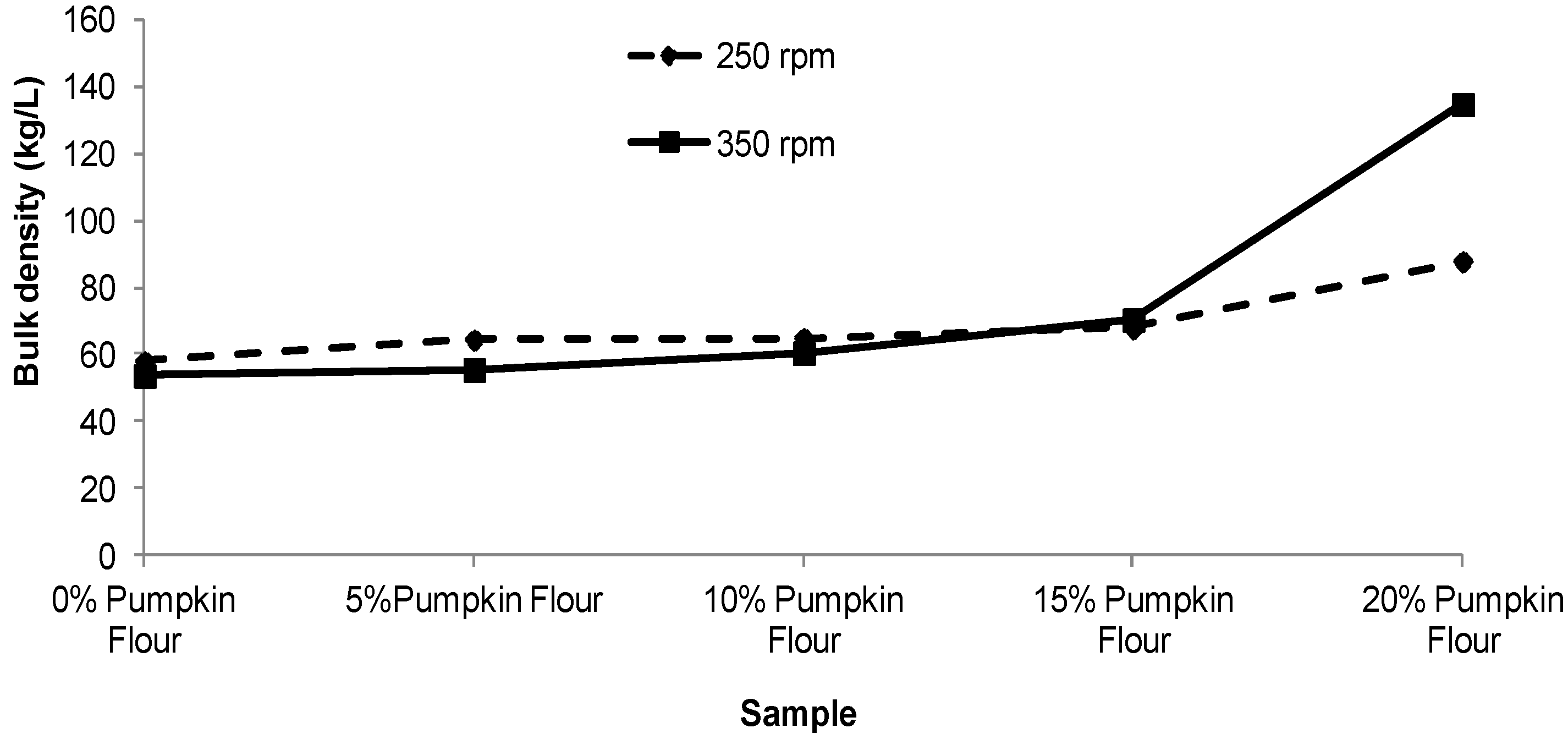
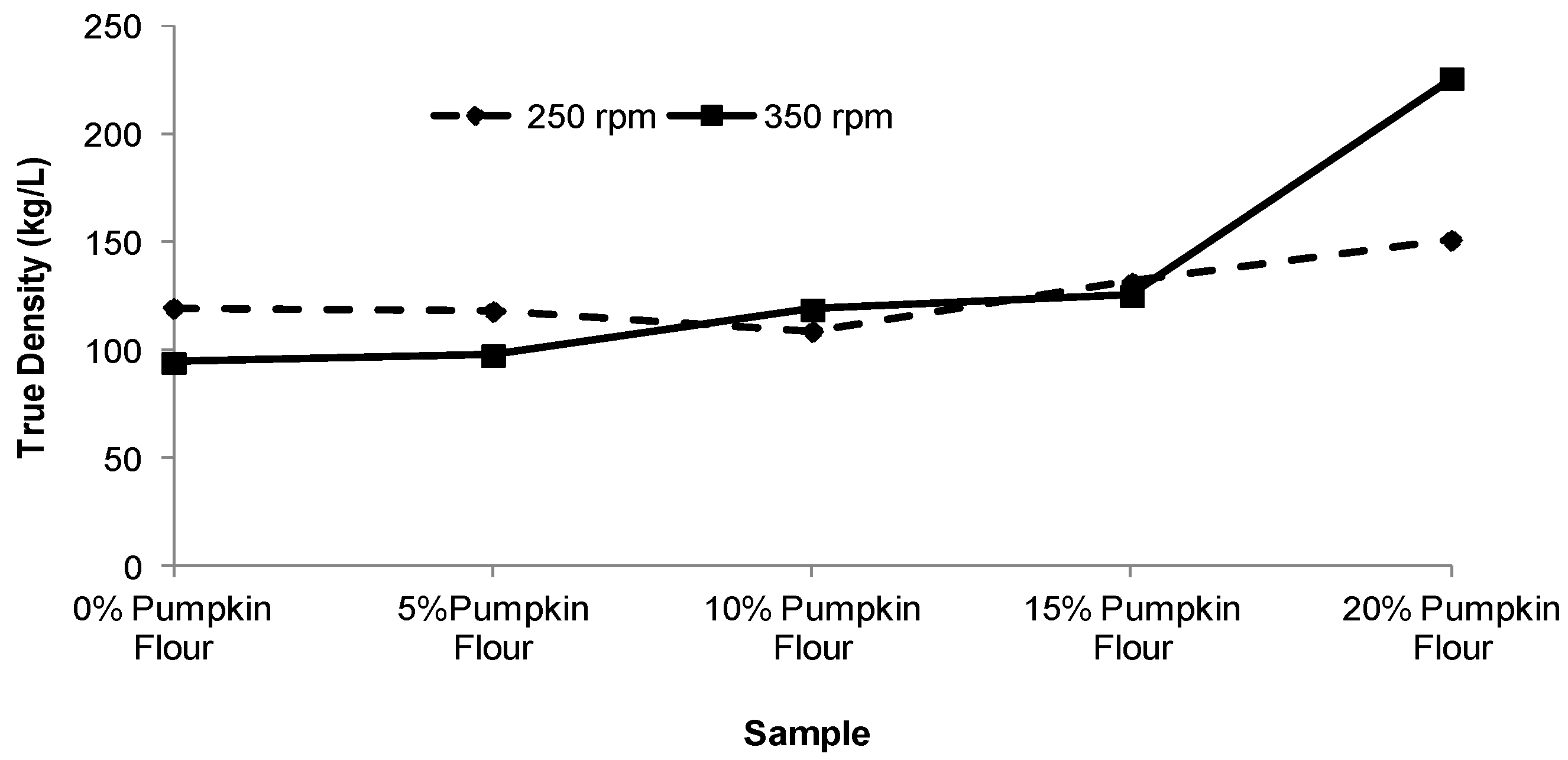
3.2.2. Density of Expanded Snack Product
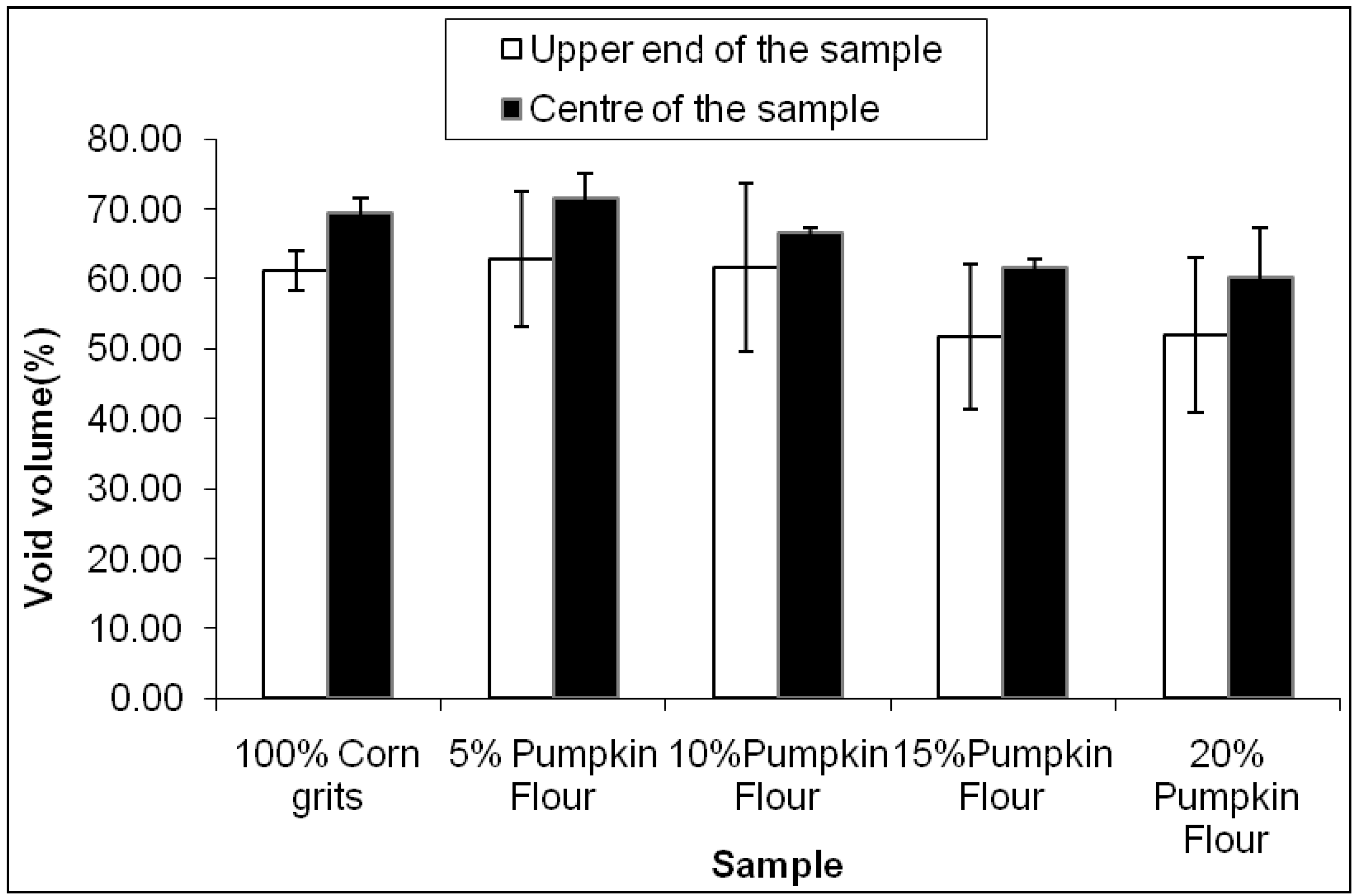
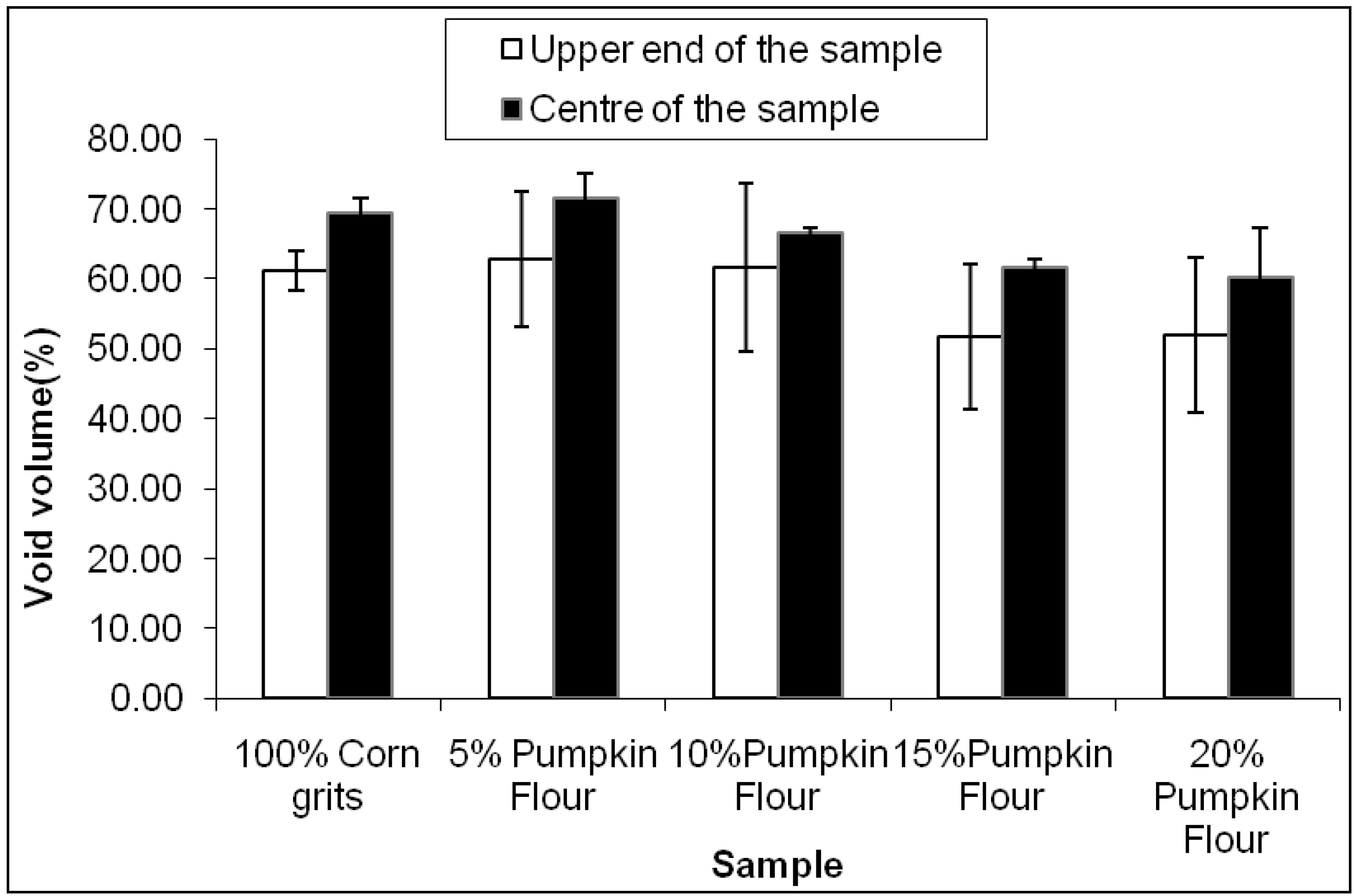
3.2.3. Microstructure of Expanded Snack Product
| Sample | Upper end | Middle |
|---|---|---|
| 0% Pumpkin flour |  |  |
| 5% Pumpkin flour |  |  |
| 10% Pumpkin flour |  |  |
| 15% Pumpkin flour |  |  |
| 20% Pumpkin flour |  |  |
4. Conclusions
Acknowledgements
Conflicts of Interest
References
- Harper, J.M. Extrusion of Foods, Volume 1; CRC Press: Boca Raton, FL, USA, 1981; p. 2. [Google Scholar]
- Rhee, K.S.; Kim, E.S.; Kim, B.K.; Jung, B.M.; Rhee, K.C. Extrusion of minced catfish with corn and deffated soy flours for snack foods. J. Food Proc. Preserv. 2004, 28, 288–301. [Google Scholar] [CrossRef]
- Yang, S.-H.; Peng, J.; Lui, W.-B.; Lin, J. Effects of adlay species and rice flour ratio on the physicochemical properies and texture characteristic of adlay-based extrudates. J. Food Eng. 2008, 84, 489–494. [Google Scholar] [CrossRef]
- Konopacka, D.; Seroczynska, A.; Korzeniewska, A.; Jesionkowska, K.; Niemirowicz-Szcytt, K.; Plocharski, W. Studies on the usefulness of cucurbita maxima for the production of ready-to-eat dried vegetable snacks with a high carotenoid content. Food Sci. Technol. 2010, 43, 302–309. [Google Scholar]
- Ptichkina, N.M.; Markina, O.A.; Rumyantseva, G.N. Pectin extraction from pumpkin with the aid of microbial enzymes. Food Hydrocoll. 2008, 22, 192–195. [Google Scholar]
- Jin, Z.; Hsieh, F.; Huff, H.E. Effects of soy fiber, salt, sugar and screw speed on physical properties and microstructure of corn meal extrudate. J. Cereal Sci. 1995, 22, 185–194. [Google Scholar] [CrossRef]
- Cravalho, C.W.P.; Mitchell, J.R. Effect of sugar on the extrusion of the maize grits and wheat flour. Int. J. Food Sci. Technol. 2000, 35, 569–576. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Nor, N.M.; Carr, A.; Hardacre, A.; Brennan, C.S. The Development of Expanded Snack Product Made from Pumpkin Flour-Corn Grits: Effect of Extrusion Conditions and Formulations on Physical Characteristics and Microstructure. Foods 2013, 2, 160-169. https://doi.org/10.3390/foods2020160
Nor NM, Carr A, Hardacre A, Brennan CS. The Development of Expanded Snack Product Made from Pumpkin Flour-Corn Grits: Effect of Extrusion Conditions and Formulations on Physical Characteristics and Microstructure. Foods. 2013; 2(2):160-169. https://doi.org/10.3390/foods2020160
Chicago/Turabian StyleNor, Norfezah Md, Alistair Carr, Allan Hardacre, and Charles S. Brennan. 2013. "The Development of Expanded Snack Product Made from Pumpkin Flour-Corn Grits: Effect of Extrusion Conditions and Formulations on Physical Characteristics and Microstructure" Foods 2, no. 2: 160-169. https://doi.org/10.3390/foods2020160