A Multivariate Statistical Analyses of Membrane Performance in the Clarification of Citrus Press Liquor


 ,
,
Abstract
:1. Introduction
2. Theory
3. Materials and Methods
3.1. Feed Solution
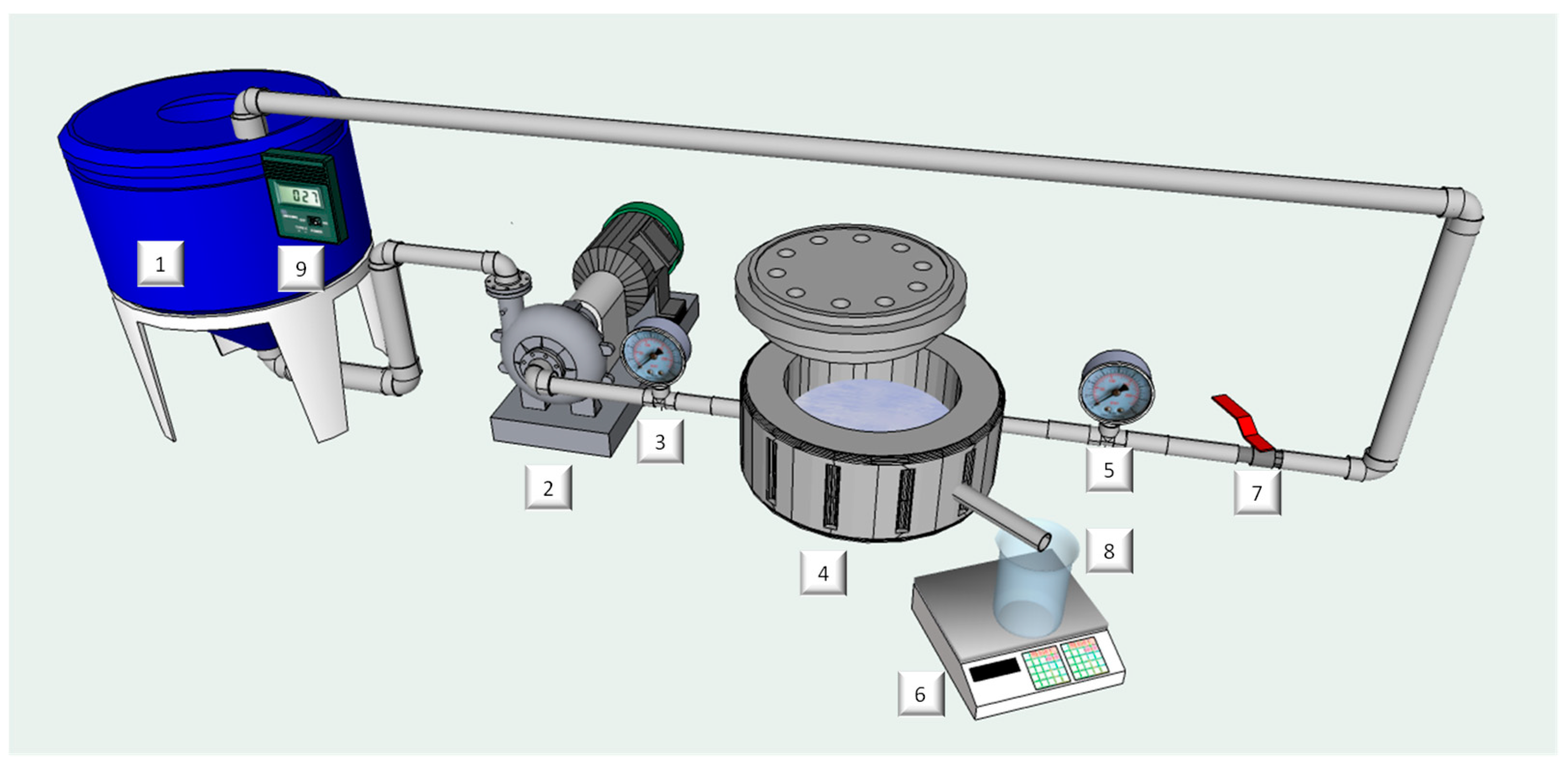
3.2. MF-UF Equipment and Procedures
3.3. Determination of Sugars
3.4. Determination of Hesperidin
3.5. Pore size and Pore Size Distribution Measurement
3.6. Thickness and Contact Angle Measurement
3.7. Data Analysis
3.7.1. Pre-Processing
3.7.2. Number PLSR Components or Factors and Model Validation
4. Results and Discussion
4.1. Membrane Characteristics
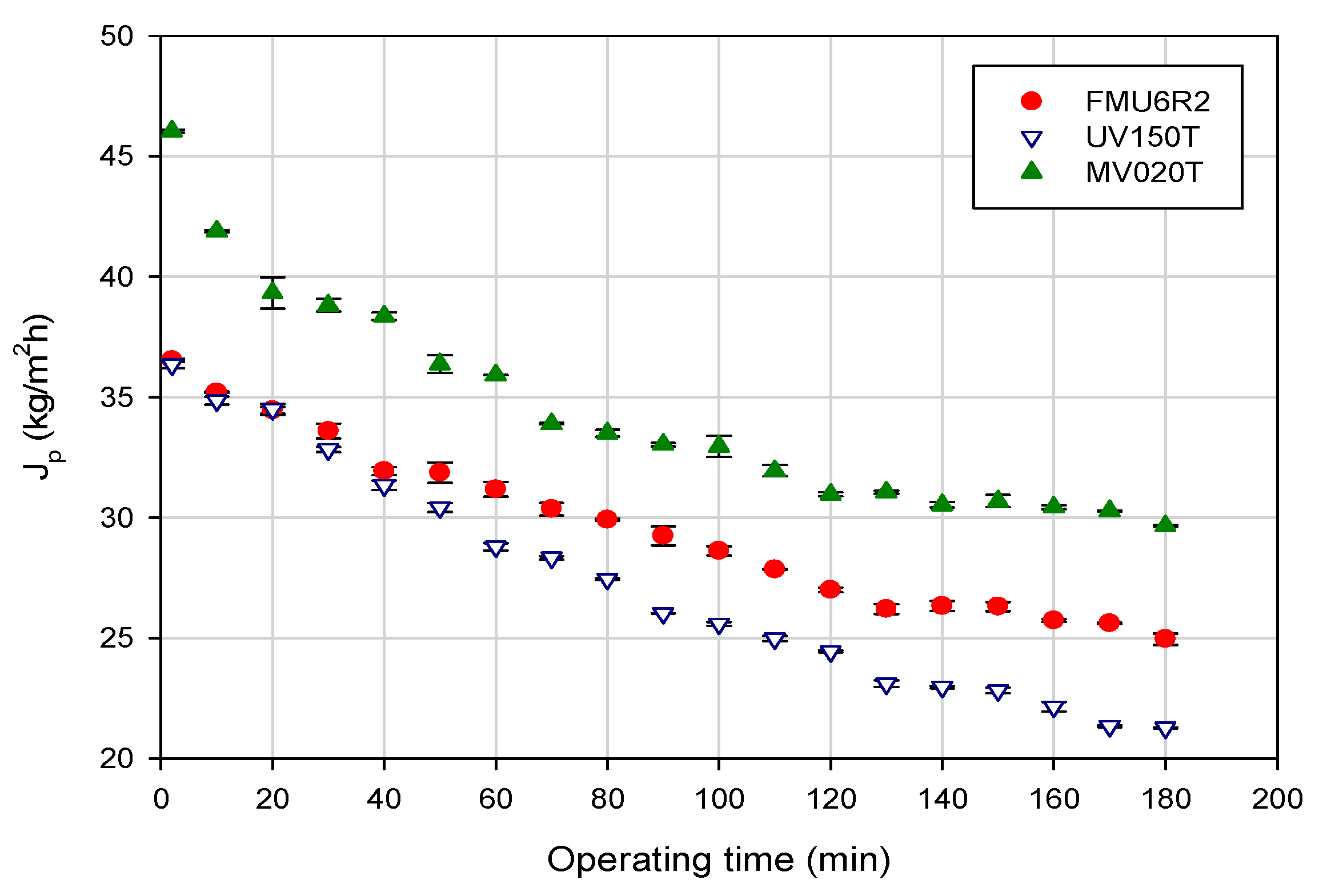
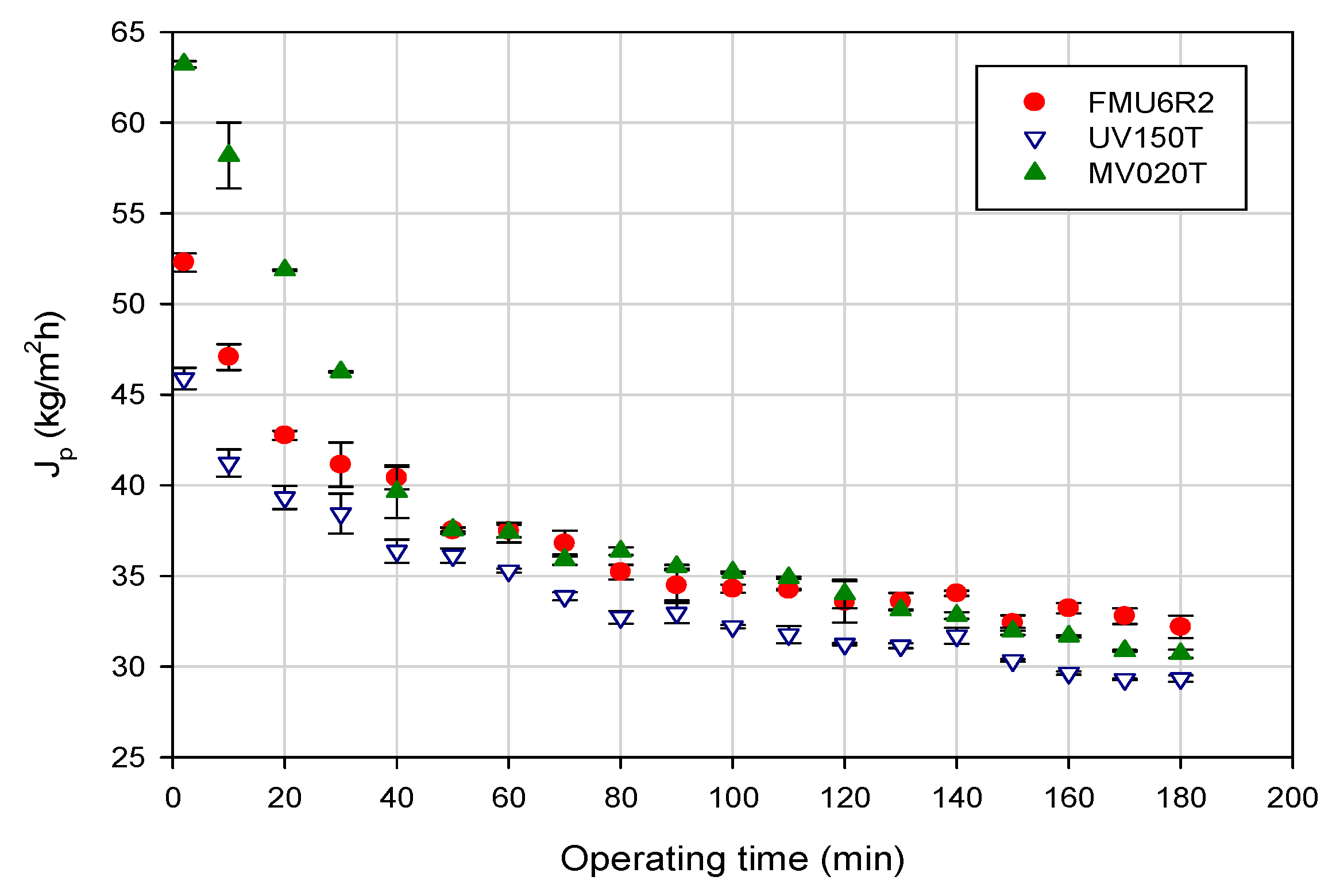
4.2. Time Evolution of Permeate Flux
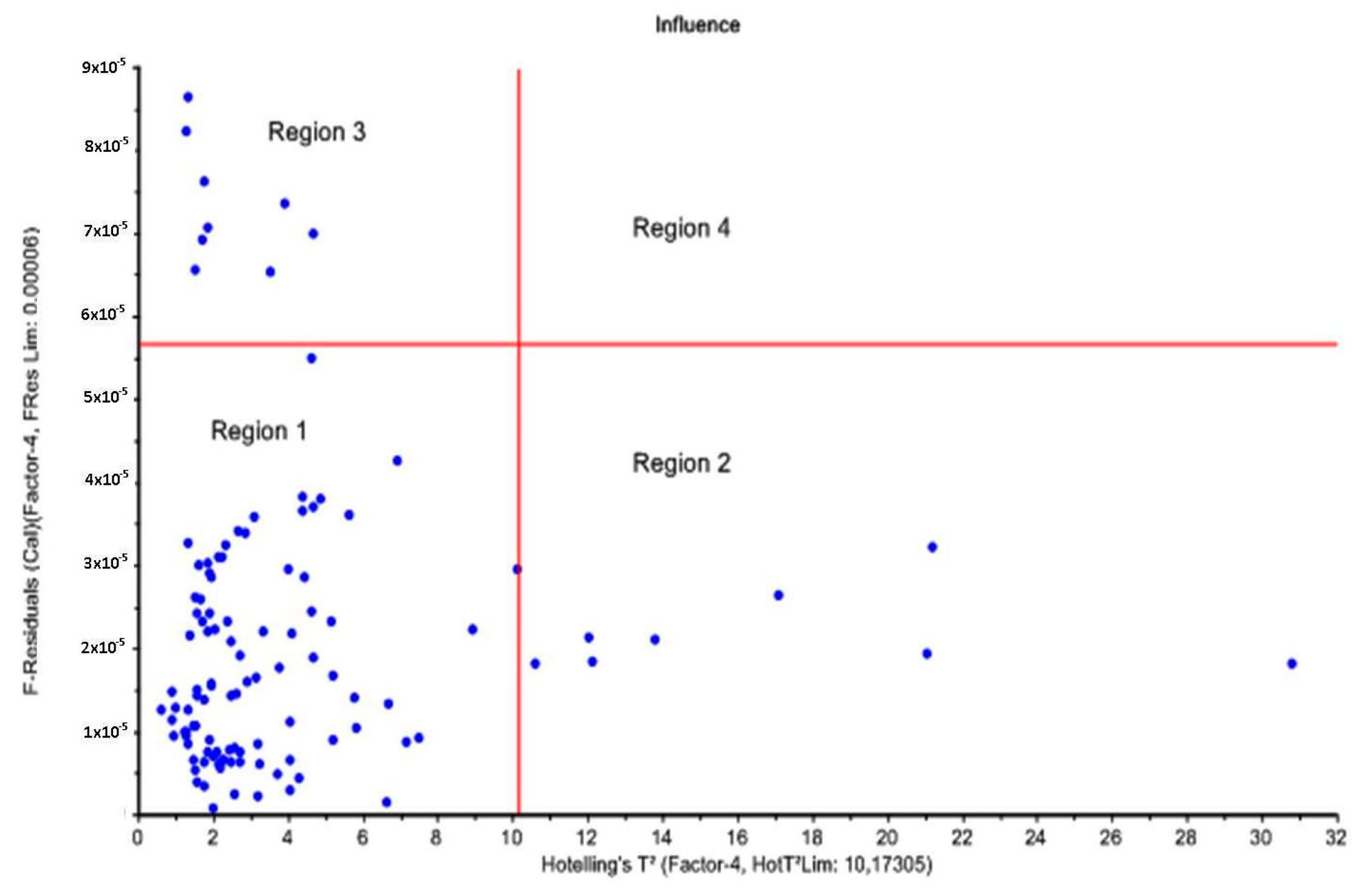
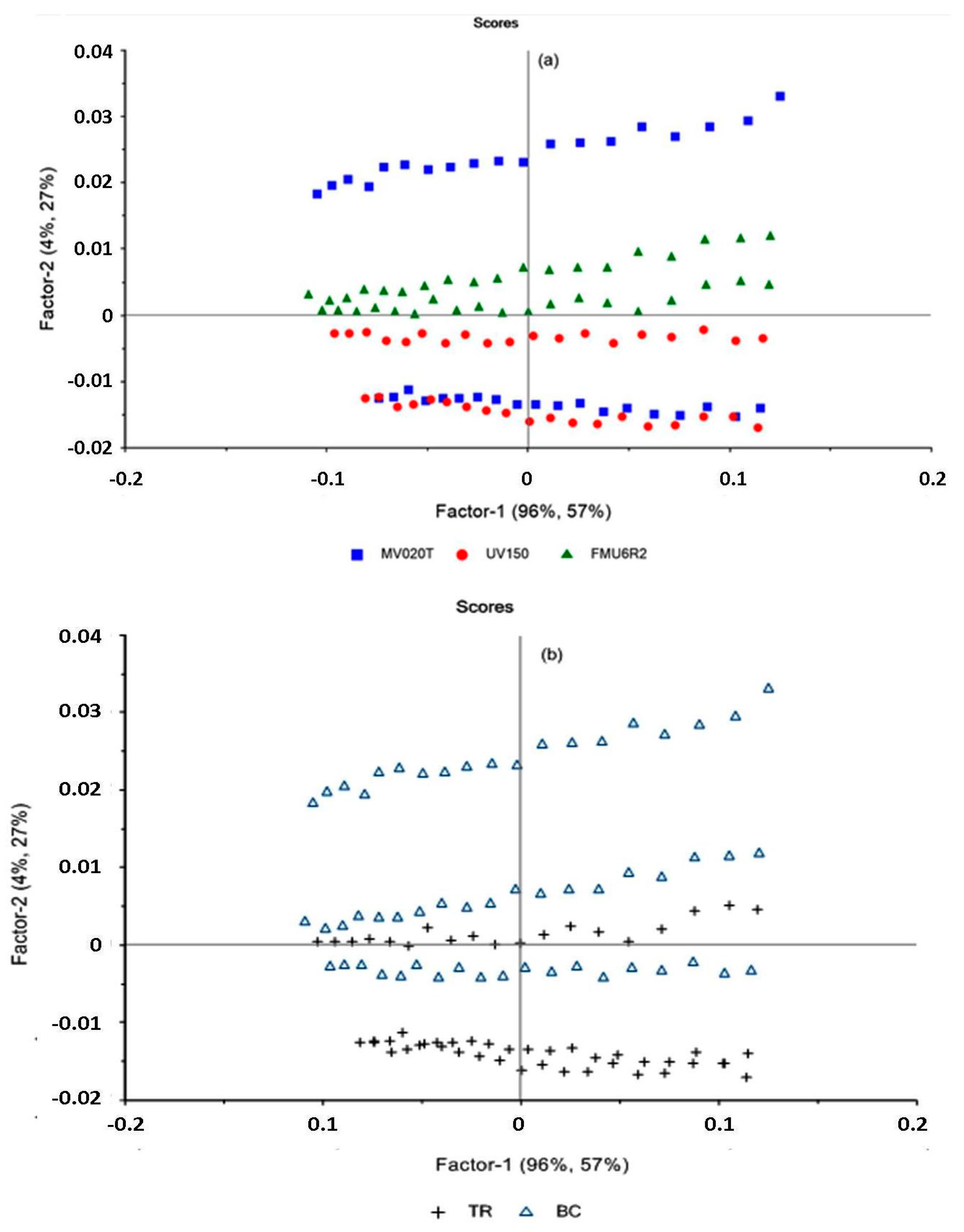
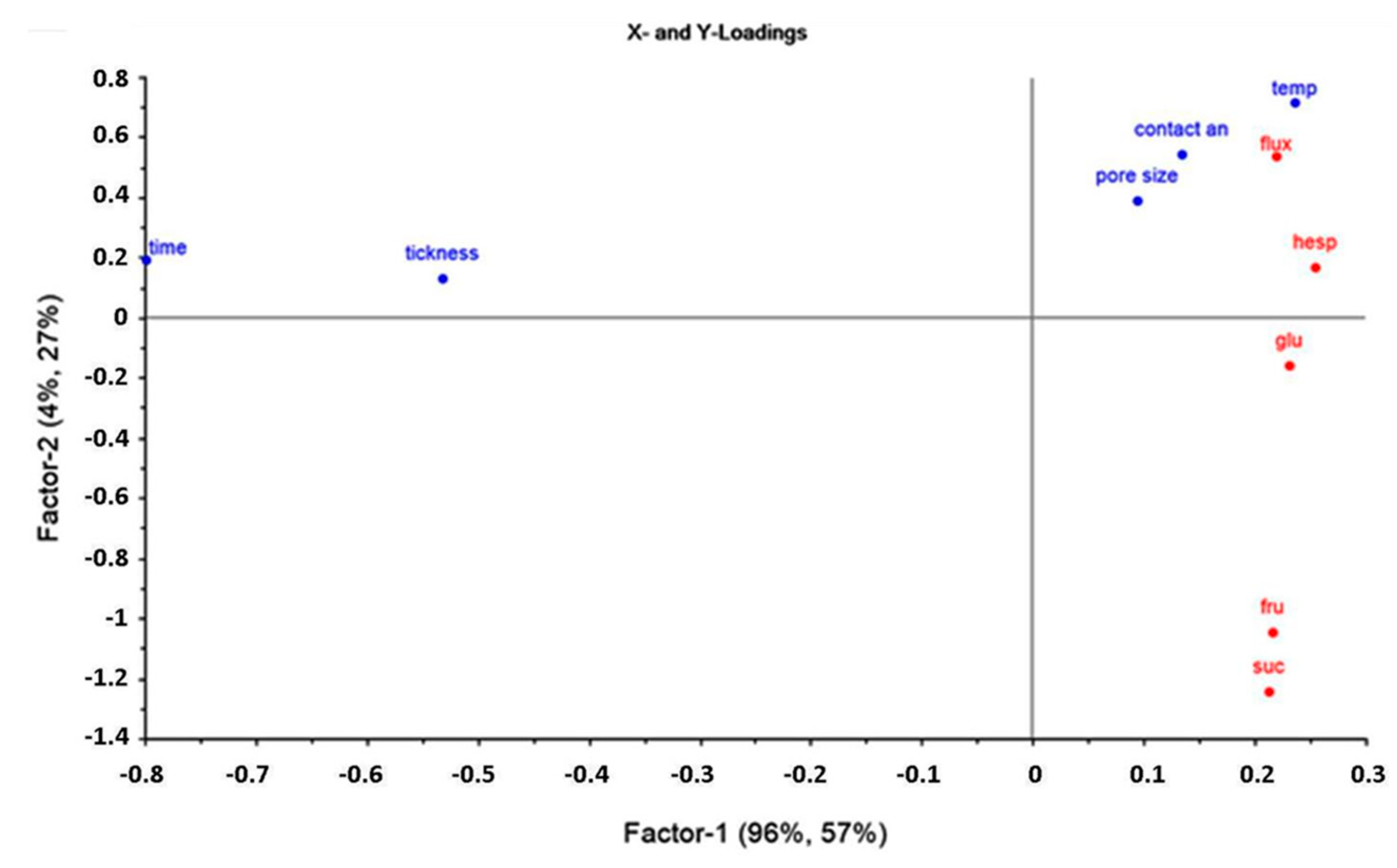
4.3. Data Analyses
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Statista. The Statistics Portal. Available online: https://www.statista.com/statistics/577398/world-orange-production (accessed on 12 October 2018).
- Goodrich, R.M.; Braddock, R.J. Major By-Products of the Florida Citrus Processing Industry, Document FSHN05–22, Series of the Food Science and Human Nutrition Department, Florida Cooperative Extension Service, Institute of Food and Agricultural Sciences, University of Florida, Original Publication Date October 2004. Available online: Ufdcimages.uflib.ufl.edu/IR/00/00/20/62/00001/FS10700.pdf (accessed on 12 October 2018).
- Garcia-Castello, E.M.; McCutcheon, J.R. Dewatering press liquor derived from orange production by forward osmosis. J. Membr. Sci. 2011, 372, 97–101. [Google Scholar] [CrossRef]
- Imeh, U.; Khokhar, S. Distribution of conjugated and free phenols in fruits: Antioxidant activity and cultivar variations. J. Agric. Food Chem. 2002, 50, 6301–6306. [Google Scholar] [CrossRef] [PubMed]
- Laufenberg, G.; Kunz, B.; Nystroem, M. Transformation of vegetable waste into value added products. Bioresour. Technol. 2003, 87, 167–198. [Google Scholar] [CrossRef]
- Marín, F.R.; Martínez, M.; Uribesalgo, T.; Castillo, S.; Frutos, M.J. Changes in nutraceutical composition of lemon juices according to different industrial extraction systems. Food. Chem. 2002, 78, 319–324. [Google Scholar] [CrossRef]
- Librán, C.; Mayor, L.; Garcia-Castello, E.; Vidal-Brotons, D. Polyphenol extraction from grape wastes: Solvent and pH effect. Agric. Sci. 2013, 4, 56–62. [Google Scholar] [CrossRef]
- Galanakis, C.M. Recovery of high added-value components from food wastes: Conventional, emerging technologies and commercialized applications. Trends Food Sci. Technol. 2012, 26, 68–87. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Giorno, L.; Drioli, E. Fractionation of olive mill wastewaters by membrane separation techniques. J. Hazard. Mater. 2013, 248–249, 185–193. [Google Scholar] [CrossRef] [PubMed]
- Conidi, C.; Cassano, A.; Garcia-Castello, E. Valorization of artichoke wastewaters by integrated membrane process. Water Res. 2014, 48, 363–374. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Giacobbo, A.; Bernardes, A.M.; de Pinho, M.N. Sequential pressure driven membrane operations to recover and fractionate polyphenols and polysaccharides from second racking wine lees. Sep. Purif. Technol. 2017, 173, 49–54. [Google Scholar] [CrossRef]
- Conidi, C.; Cassano, A.; Drioli, E. Recovery of phenolic compounds from orange press liquor by nanofiltration. Food Bioprod. Process. 2012, 90, 867–874. [Google Scholar] [CrossRef]
- Cassano, A.; Conidi, C.; Ruby-Figueroa, R. Recovery of flavonoids from orange press liquor by an integrated membrane process. Membranes 2014, 4, 509–524. [Google Scholar] [CrossRef]
- Rai, P.; Rai, C.; Majumdar, G.C.; DasGupta, S.; De, S. Storage study of ultrafiltered mosambi (Citrus sinensis L. Osbeck) juice. J. Food Process Preserv. 2008, 32, 923–934. [Google Scholar] [CrossRef]
- Alsalhy, Q.; Algebory, S.; Alwan, G.M.; Simone, S.; Figoli, A.; Drioli, E. Hollow fiber ultrafiltration membranes from poly(vinylchloride): Preparation, morphologies, and properties. Sep. Sci. Technol. 2011, 46, 2199–2210. [Google Scholar] [CrossRef]
- Girard, B.; Fukumoto, L.R.; Koseoglu, S.S. Membrane processing of fruit juices and beverages: A review. Crit. Rev. Biotechnol. 2000, 20, 109–175. [Google Scholar] [CrossRef] [PubMed]
- Kallioinen, M.; Reinikainen, S.P.; Nuortila-Jokinen, J.; Mänttäri, M.; Sutela, T.; Nurminen, P. Chemometrical approach in studies of membrane capacity in pulp and paper mill application. Desalination 2005, 175, 87–95. [Google Scholar] [CrossRef]
- Ruby-Figueroa, R.; Cassano, A.; Drioli, E. Ultrafiltration of orange press liquor: Optimization for permeate flux and fouling index by response surface methodology. Sep. Purif. Technol. 2011, 80, 1–10. [Google Scholar] [CrossRef]
- Ruby-Figueroa, R.; Cassano, A.; Drioli, E. Ultrafiltration of orange press liquor: Optimization of operating conditions for the recovery of antioxidant compounds by response surface methodology. Sep. Purif. Technol. 2012, 98, 255–261. [Google Scholar] [CrossRef]
- Höskuldsson, A. Prediction Methods in Science and Technology; Thor Publishing: Copenhagen, Denmark, 1996. [Google Scholar]
- Wold, S.; Ruhe, A.; Wold, H.; Dunn, W.J. The collinearity problem in linear regression, The partial least squares approach to generalized inverses. SIAM J. Sci. Stat. Comput. 1984, 5, 735–743. [Google Scholar] [CrossRef]
- Wold, S.; Sjöström, M.; Eriksson, L. PLS in chemistry. In The Encyclopedia of Computational Chemistry; Schleyer, P.V.R., Allinger, N.L., Clerk, T., Gasteiger, J., Kollman, P.A., Schaefer, H.F., III, Schreiner, P.R., Eds.; John Wiley & Sons: Chichester, UK, 1999; pp. 2006–2020. [Google Scholar]
- Wold, S.; Sjöström, M.; Eriksson, L. PLS-Regression: A basic tool of chemometrics. J. Chemom. 2001, 58, 109–130. [Google Scholar] [CrossRef]
- Kourti, T.; MacGregor, J.F. Process analysis, monitoring and diagnosis, using multivariate projection methods. Chemom. Intell. Lab. Syst. 1995, 28, 3–21. [Google Scholar] [CrossRef]
- MacGregor, J.F.; Yu, H.; Muñoz, S.G.; Flores-Cerrillo, J. Data-based latent variable methods for process analysis, monitoring and control. Comput. Chem. Eng. 2005, 29, 1217–1223. [Google Scholar] [CrossRef]
- Metsämuuronena, S.; Reinikainenb, S.; Nyström, M. Analysis of protein filtration data by PLS regression. Desalination 2002, 149, 453–458. [Google Scholar] [CrossRef]
- Santos, J.L.C.; Hidalgo, A.M.; Oliveira, R.; Velizarov, S.; Crespo, J.G. Analysis of solvent flux through nanofiltration membranes by mechanistic, chemometric and hybrid modelling. J. Membr. Sci. 2007, 300, 191–204. [Google Scholar] [CrossRef]
- Hernández, A.; Calvo, J.I.; Prádanos, P.; Tejerina, F. Pore size distributions in microporous membranes. A critical analysis of the bubble point extended method. J. Membr. Sci. 1996, 112, 1–12. [Google Scholar] [CrossRef]
- Yu, J.; Hu, X.; Huang, Y. A modification of the bubble-point method to determine the pore-mouth size distribution of porous materials. Sep. Purif. Technol. 2010, 70, 314–319. [Google Scholar] [CrossRef]
- Esbensen, K.H.; Swarbrick, B. Multivariate Data Analysis: An Introduction to Multivariate Analysis, Process Analytical Technology and Quality by Design, 6th ed.; CAMO Software AS: Oslo, Norway, 2018. [Google Scholar]
- Erikson, L.; Johansson, E.; Kettaneh-Wold, N.; Trygg, J.; Wikström, C.; Wold, S. Multi-And Megavariate Data Analysis: Basic Principles and Applications; Umetrics AB: Umeå, Sweden, 2006. [Google Scholar]
- Wold, H. Soft modelling, The basic design and some extensions. In Systems Under Indirect Observation, Causality-Structure-Prediction; Part 2; Jöreskog, K.G., Wold, H., Eds.; North-Holland Publishing Co.: Amsterdam, The Netherlands, 1982. [Google Scholar]
- Wold, S.; Albano, C.; Dunn, W.; Edlund, U.; Esbensen, K.; Geladi, P.; Hellberg, S.; Johanson, E.; Lindberg, W.; Sjöström, M. Multivariate data analysis in chemistry. In Mathematics and Statistics in Chemistry; Kowalski, B.R., Ed.; Reidel Publishing Company: Dordrecht, The Netherlands, 1984. [Google Scholar]
- Wold, S.; Johansson, E.; Cocchi, M. PLS-partial least squares projections to latent structures. In 3D QSAR in Drug Design, Theory, Methods, and Applications; Kubinyi, H., Ed.; ESCOM Science Publishers: Leiden, The Netehrlands, 1993; pp. 523–550. [Google Scholar]
- Hotelling, H. Analysis of a complex of statistical variables into principal components. J. Ed. Psychol. 1993, 24, 417–441. [Google Scholar] [CrossRef]
- Fane, A.G.; Fell, C.J.D. A review of fouling and fouling control in ultrafiltration. Desalination 1987, 62, 117–136. [Google Scholar] [CrossRef]
- Lin, C.F.; Lin, A.Y.C.; Chandana, P.S.; Tsai, C.Y. Effects of mass retention of dissolved organic matter and membrane pore size on membrane fouling and flux decline. Water Res. 2009, 43, 389–394. [Google Scholar] [CrossRef]
- Jiraratananon, R.; Chanachai, A. A study of fouling in the ultrafiltration of passion fruit juice. J. Membr. Sci. 1996, 111, 39–48. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hesperidin (mg/L) | 159.60 ± 14.42 | |
| Glucose (mg/mL) | 14.69 ± 0.19 | |
| Fructose (mg/mL) | 20.48 ± 0.11 | |
| Sucrose (mg/mL) | 2.11 ± 0.13 | |
| Total soluble solids (g/100 g) | 8.6 ± 0.1 | |
| Solid content, after lyophilisation (g/100 mL) | 4.94 ± 0.04 | |
| Density (kg/L) | 1.02835 ± 0.0005 | |
| pH | 3.58 ± 0.03 | |
| Viscosity (cp) | 15 °C | 1.60 ± 0.02 |
| 25 °C | 1.45 ± 0.01 | |
| 35 °C | 1.31 ± 0.03 | |
| Membrane Type | MV020T | UV150T | FMU6R2 |
|---|---|---|---|
| Membrane process | MF | UF | UF |
| Membrane configuration | flat-sheet | flat-sheet | flat-sheet |
| Membrane material | PVDF | PVDF | PVDF |
| pH range | 2–11 | 2–11 | 2–11 |
| Processing temperature (°C) | 5–95 | 5–95 | 5–95 |
| Thickness (mm) | 0.188 ± 0.005 b | 0.212 ± 0.004 b | 0.190 ± 0.003 b |
| MWCO (kDa) | ˗ | 150 a | 200 a |
| Pore size (µm) | 0.2 a | - | - |
| Maximum pore size distribution (frequency, %) | 93.21 b | 79.77 b | 40.47 b |
| Diameter at maximum pore size distribution (µm) | 0.488 ± 0.048 b | 0.195 ± 0.019 b | 0.212 ± 0.021 b |
| Response | Parameters | Pre-Processing | |||||||
|---|---|---|---|---|---|---|---|---|---|
| None | A | B | C | ||||||
| Cal | Val | Cal | Val | Cal | Val | Cal | Val | ||
| Permeate flux | Slope | 0.596 | 0.576 | 0.966 | 0.959 | 0.978 | 0.973 | 0.966 | 0.959 |
| R2 | 0.596 | 0.564 | 0.966 | 0.962 | 0.978 | 0.975 | 0.966 | 0.962 | |
| RMSE (C,P) | 4.339 | 4.521 | 0.003 | 0.003 | 0.007 | 0.008 | 0.031 | 0.033 | |
| SE (C,P) | 4.358 | 4.541 | 0.003 | 0.003 | 0.007 | 0.008 | 0.031 | 0.033 | |
| Bias | 0 | −0.001 | 0 | −7.4 × 10−5 | 0 | −7.9 × 10−5 | 0 | −3.4 × 10−4 | |
| Hesperidin | Slope | 0.864 | 0.859 | 0.963 | 0.957 | 0.962 | 0.961 | 0.963 | 0.956 |
| R2 | 0.864 | 0.852 | 0.963 | 0.958 | 0.962 | 0.959 | 0.963 | 0.958 | |
| RMSE (C,P) | 3.906 | 4.076 | 0.003 | 0.004 | 0.011 | 0.011 | 0.035 | 0.038 | |
| SE (C,P) | 3.923 | 4.094 | 0.003 | 0.004 | 0.011 | 0.011 | 0.036 | 0.038 | |
| Bias | 0 | −0.032 | 0 | −7.1 × 10−5 | 0 | 4.9 × 10−5 | 0 | −4.4 × 10−4 | |
| Glucose | Slope | 0.280 | 0.257 | 0.925 | 0.921 | 0.899 | 0.899 | 0.925 | 0.921 |
| R2 | 0.280 | 0.245 | 0.925 | 0.917 | 0.899 | 0.894 | 0.925 | 0.919 | |
| RMSE (C,P) | 7.554 | 7.853 | 0.005 | 0.005 | 0.018 | 0.019 | 0.051 | 0.054 | |
| SE (C,P) | 7.587 | 7.887 | 0.005 | 0.005 | 0.018 | 0.019 | 0.051 | 0.054 | |
| Bias | 0 | −0.057 | 0 | −8.9 × 10−5 | 0 | 1.3 × 10−4 | 0 | −0.0006 | |
| Fructose | Slope | 0.309 | 0.286 | 0.978 | 0.981 | 0.675 | 0.676 | 0.978 | 0.981 |
| R2 | 0.309 | 0.274 | 0.978 | 0.975 | 0.675 | 0.641 | 0.978 | 0.975 | |
| RMSE (C,P) | 7.133 | 7.413 | 0.003 | 0.003 | 0.037 | 0.039 | 0.031 | 0.033 | |
| SE (C,P) | 7.164 | 7.445 | 0.003 | 0.003 | 0.038 | 0.039 | 0.031 | 0.033 | |
| Bias | 0 | −0.060 | 0 | 7.4 × 10−5 | 0 | 0.0006 | 0 | 3.4 × 10−4 | |
| Sucrose | Slope | 0.052 | 0.022 | 0.951 | 0.9546 | 0.636 | 0.637 | 0.951 | 0.954 |
| R2 | 0.052 | 0.001 | 0.951 | 0.943 | 0.636 | 0.595 | 0.951 | 0.946 | |
| RMSE (C,P) | 18.465 | 19.074 | 0.005 | 0.006 | 0.044 | 0.047 | 0.053 | 0.057 | |
| SE (C,P) | 18.547 | 19.159 | 0.005 | 0.006 | 0.044 | 0.047 | 0.053 | 0.057 | |
| Bias | 0 | −0.051 | 0 | 1.1 × 10−4 | 0 | 0.0008 | 0 | 0.0006 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruby-Figueroa, R.; Nardi, M.; Sindona, G.; Conidi, C.; Cassano, A. A Multivariate Statistical Analyses of Membrane Performance in the Clarification of Citrus Press Liquor. ChemEngineering 2019, 3, 10. https://doi.org/10.3390/chemengineering3010010
Ruby-Figueroa R, Nardi M, Sindona G, Conidi C, Cassano A. A Multivariate Statistical Analyses of Membrane Performance in the Clarification of Citrus Press Liquor. ChemEngineering. 2019; 3(1):10. https://doi.org/10.3390/chemengineering3010010
Chicago/Turabian StyleRuby-Figueroa, René, Monica Nardi, Giovanni Sindona, Carmela Conidi, and Alfredo Cassano. 2019. "A Multivariate Statistical Analyses of Membrane Performance in the Clarification of Citrus Press Liquor" ChemEngineering 3, no. 1: 10. https://doi.org/10.3390/chemengineering3010010