1. Introduction
Oleochemical products can be derived from animal fats or vegetable oils. Since vegetable oils account for nearly 80% of the total fat and oil production, it is also the main source for oleochemical production, especially from palm, coconut, soybean, and sunflower [
1,
2]. The oil extracted from the flesh of the oil palm fruit (species Elaeis Guineensis Jacq.), in its native setting, is generally a vibrant orange colour. Originating in South Africa, this fine vegetation was introduced to Malaysia in the early 1870s by the British and was planted commercially in 1917 [
3]. Being the world’s second-largest palm oil exporter (after its neighbouring country, Indonesia), Malaysia accounts for 39% and 44% of the global production and exportation, respectively. Most of the oleochemical products in Malaysia are largely derived from palm oil [
4,
5]. With the global oleochemical market showed increase in demand since 2014 owing to increasing petrochemical prices and rising environmental concerns [
6], the energy demand for the production process in Malaysia is expected to follow suit [
7,
8]—chemical manufacturing accounted for 12% of the country’s total energy consumption in 2016. Malaysia is, therefore, expected to experience an increasing demand for energy consumption and a subsequent rise in carbon dioxide gas emission [
9]. Faced with global warming and increasing fuel prices, manufacturing industries are constantly looking for ways to reduce greenhouse gases and fuel consumption caused by their processes. Proper utilization of waste gas recovery systems has, therefore, become a major research area for this industry, focusing on reducing environmental impacts without affecting process performance.
Heat integration (HI) is an industrial technique used to minimize energy consumption and maximize thermal energy recovery. Albeit the technique was first introduced by Linnhoff and Flower to maximize utility cost-saving through waste heat recovery in the 1970s, systematic methods to optimize heat recovery, cost-saving and greenhouse gas emissions are still studied today [
10,
11]. The development of the HI technique over the past 40 years through pinch analysis and mathematical programming was reviewed by Klemeš et al. in 2012 [
12]. They concluded that recent overviews of HI focus on the sustainability of the technique in current operating processes [
12]. HI is currently streamlined into two approaches: HI within individual process (waste heat recovery system), also referred to as intra-plant HI; and total site HI system, which is also known as inter-plant HI.
Largely practiced at plants, total site heat integration (TSHI) incorporates a multitude of processes that are linked to a central utility system, tying together services and production deliverables [
13]. Amir H. Tarighaleslami et. al. studied different approaches to TSHI and compared two methods—conventional total site targeting (CTST) and unified total site targeting (UTST). The latter utilizes total process-level utility targets as the basis for total site utility targets, whereas CTST is similar to pinch analysis, where excess heat is produced (surplus) or absorbed (deficit) by the process.
Table 1 shows a comparison of both techniques: It was found that the recovery targets in the UTST method are slightly lower compared to CTST; however, they have more realistic expectations [
14]. Although TSHI reduces energy consumption and resolves waste heat-caused conflicts, the operability of such a system should be further discussed, as the costs and energy produced are highly dependent on retrofitting functions (operability and implementation of a heat exchanger network). Sofie Marton et. al. dissected the operability of heat integration into four subsequent categories: flexibility, controllability, start-up and shutdown procedures, and reliability of the system. Such implementations have required certain changes in operations, resulting in additional constraints in system design [
15]. Therefore, such systems require decisive planning and careful consideration upon implementation. Peng et. al. have extensively studied comprehensive planning and framework design for TSHI. Owing to their efforts, the factors that have a direct impact on the feasibility of integrating industrial clusters with renewable energy have been identified and discussed; they include economic feasibility and system reliability. The economy is a major defining factor for project feasibility; heavily influenced by the price of fossil fuel, it has a direct impact on payback time in investments. The advancement of new technology is expected to reduce the cost of implementation of this current broadly-accepted technology. Subsequently, the period of implementation is of paramount importance in defining the feasibility of a project from an economic perspective. In addition, the life cycle of key operating units such as boilers and heat exchangers should be further studied to minimise the impacts of equipment breakdown on production, simultaneously maximising the reliability of the TSHI system [
16].
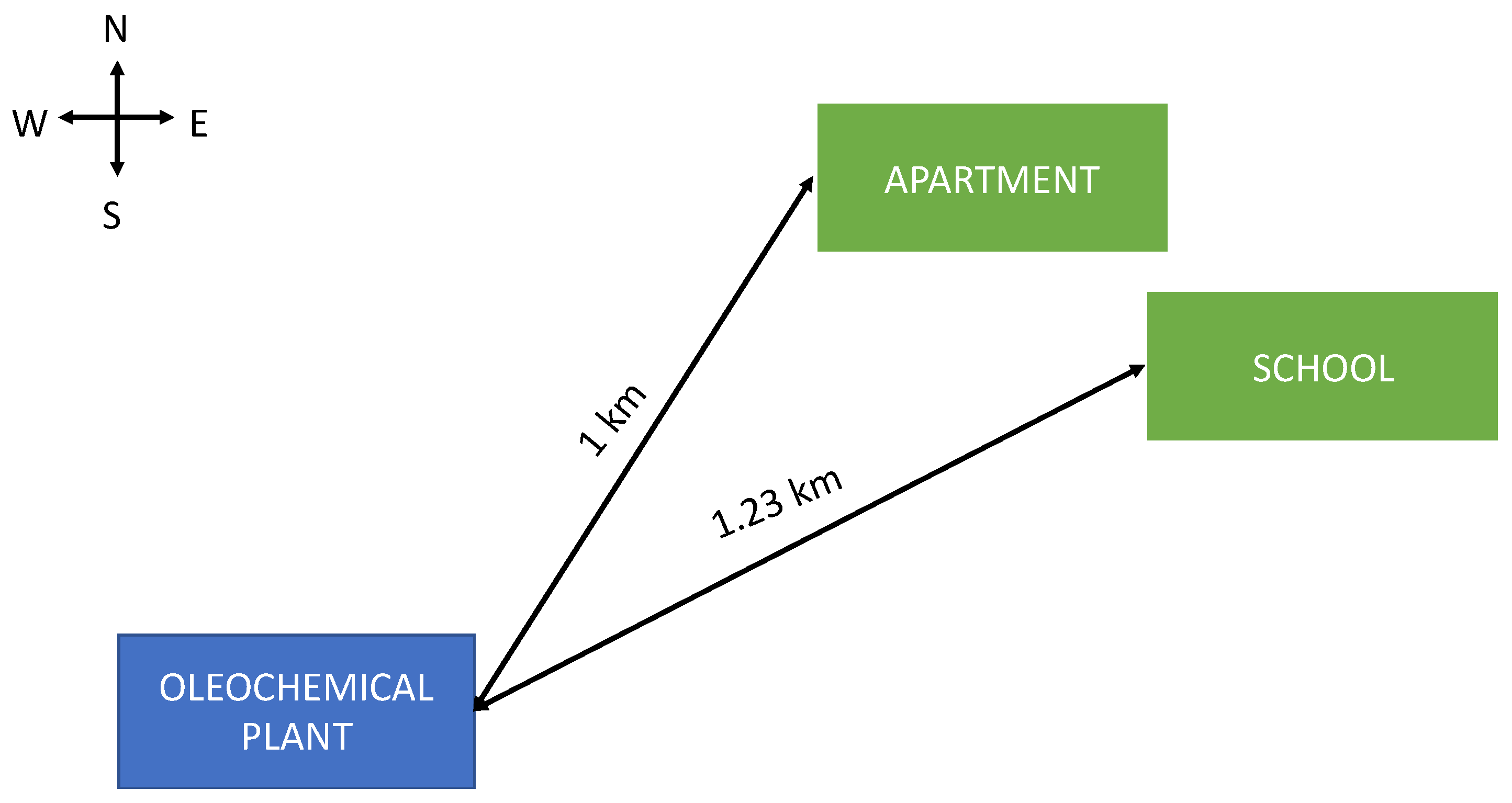
Meanwhile, with the rapid growth of industrial development, it is essential to keep air quality in check to avoid adverse impacts on human health and biodiversity. Therefore, the Department of Environment (DOE) Malaysia has been entrusted with the task of monitoring air quality nationwide and controlling new industry development projects through the Environmental Impact Assessment Order (1987). Under this order, DOE requires the Environmental Impact Assessment (EIA) reports of prescribed industrial activities to be submitted for approval before a project is implemented. The reports will be assessed based on the Environmental Quality (Clean Air) Regulation 1978 enforced by DOE in limiting and controlling the air pollutant emissions. The regulation lists factors of air pollution including the location of industrial facilities adjacent to residential areas, waste burning, and emission of dark smoke and air pollutants, which serve as a guideline for DOE and industries in order to protect air quality and reduce air pollution.
Currently, most oleochemical plants in Malaysia use boilers as a heat source. The technical standards for boilers used in heat and power generation as set by the Federal Government Gazette Malaysia are shown in
Table A1, whereas the standards set for stack gas emissions under the Environmental Quality (Clean Air) Regulation 1978 are as listed in
Table A2. One disadvantage of boiler use is continuous emission of flue gas during the combustion process. Hence, it is important to conduct an air quality assessment to minimise its impact on the environment. A few steps are required in an air quality assessment. Firstly, a site survey is conducted to assess the impact of nearby existing industrial activities on air quality. Therefore, a careful layout of monitoring points is required to effectively assess existing air pollution sources near the proposed development. The data required to evaluate the cumulative impact of air pollutant emissions such as air pollutant source inventory, stack emission data and ambient air quality can be obtained directly from the surrounding industrial concerns or through DOE. After the collection of data, modelling of air quality is carried out to assess the air pollutant concentration emitted during the industrial activity. There are several factors to be considered, such as stack height and emission rate, meteorological conditions, topographic consideration and population consideration. Based on the results, an impact assessment is conducted and mitigating measures are recommended to reduce the environmental impacts below a level of significance [
17].
As shown in
Figure 1, there are three air quality models: deterministic models, statistical models, and physical models. Deterministic models deal with different types of numerical approximations in the solution, representing relevant atmospheric dispersion physical processes and are highly favourable for long-term plans. On the other hand, statistical models utilise an established statistical relationship between meteorological and other limitations to calculate the ambient air concentration, and these are most favourable for the short-term forecast of concentrations. In physical models, a physical experiment is carried out on a smaller scale to mimic the important features of the original process. Although the variables are easily controlled, physical models tend to incur higher costs compared to the other two models [
18]. This paper focuses on deterministic models. There are two types of deterministic models: steady state and time dependent. Unlike time-dependent models, steady state models are independent of time variables. Research performed by Lutman ER et. al. compared the prediction of particle dispersion between the Gaussian plume model and the Lagrangian particle dispersion model. Studies have shown that the differences in modelling results between these two models are insignificant. While the Lagrangian model yields more realistic results, the Gaussian model appears to be a more appropriate tool for environmental assessment as it is more user friendly, though the results tend to be marginally over-estimated [
19].
Gaussian plume model is one of the most popular air pollution dispersion models and it is the basis for most of the air pollution modelling software distributed by the EPA [
20]. Many researchers have developed advanced Gaussian plume models such as AERMOD, CTDM or ADMS to provide more accurate air quality forecasts [
21,
22,
23,
24,
25]. Researchers in the University of Messina and University of Catania, Italy carried out a study on the implementation of theoretical Gaussian plume model on a small scale. The results reveal that the error of the Gaussian plume model is consistently below 7% in all configurations, showing a positive compliance amongst the measured and modelled data. Therefore, it can be concluded that the near real-time nature of the Gaussian plume model makes it a powerful tool to analyse and predict the dispersion of pollutants for regulatory purposes [
26,
27].
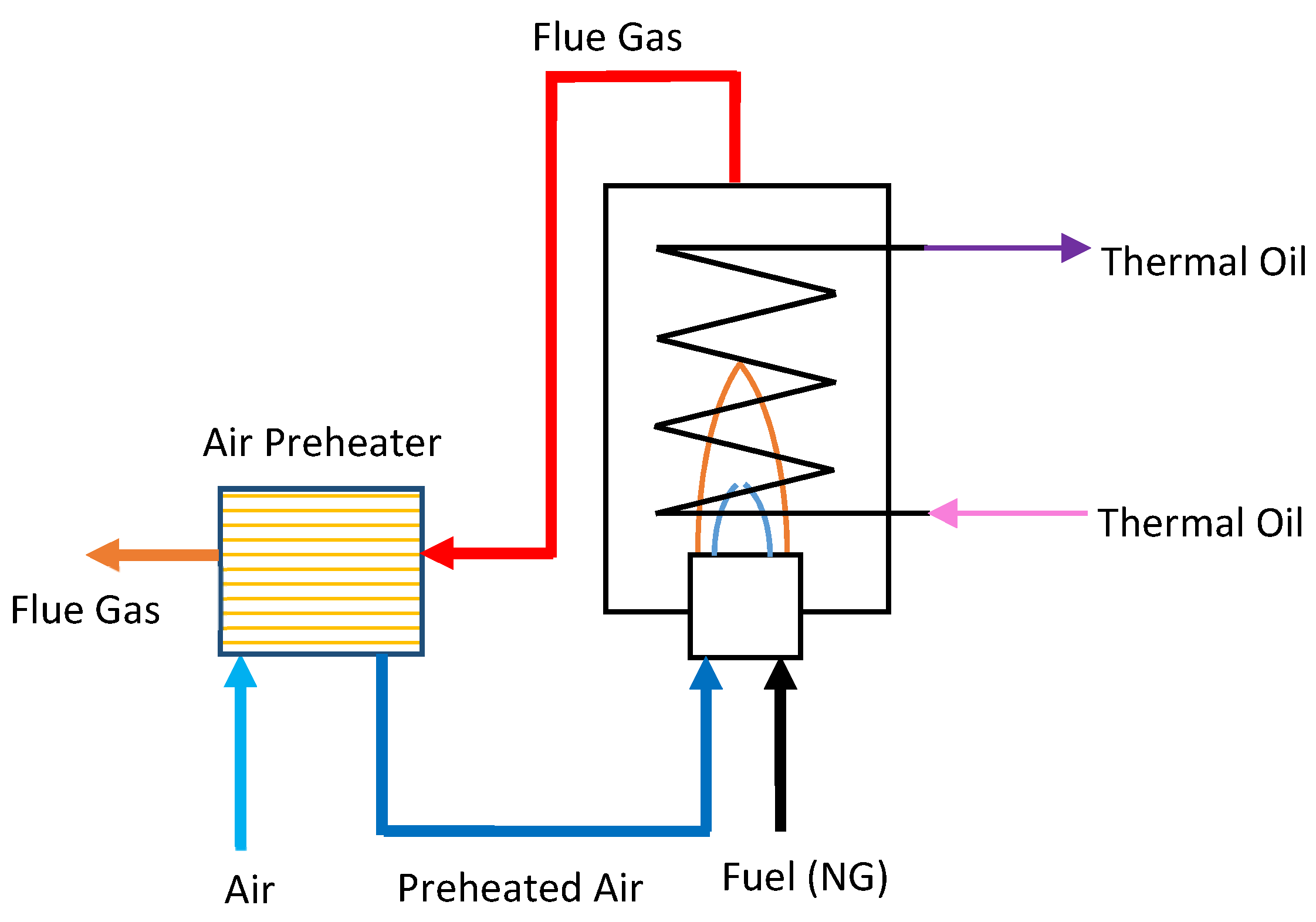
This study presents an innovative heat integration approach to a boiler in an oleochemical production plant, as shown in
Figure 2b. To harvest waste heat released from the boiler exhaust, an air preheater is proposed to be installed on the thermal oil boiler to allow heat transfer between hot flue gas and fresh air. The main objective of the study is to perform a numerical study on the economic and environmental benefits of implementing waste heat recovery around a thermal oil boiler. The dew point of flue gas is also determined to prevent gas species condensation as it can result in stack wall corrosion [
28]. Another desired outcome of this approach is a lower level of carbon dioxide emission to the surrounding neighbourhood.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










