3.1. Media Milling Motion and Energy Dissipated in Each Configuration
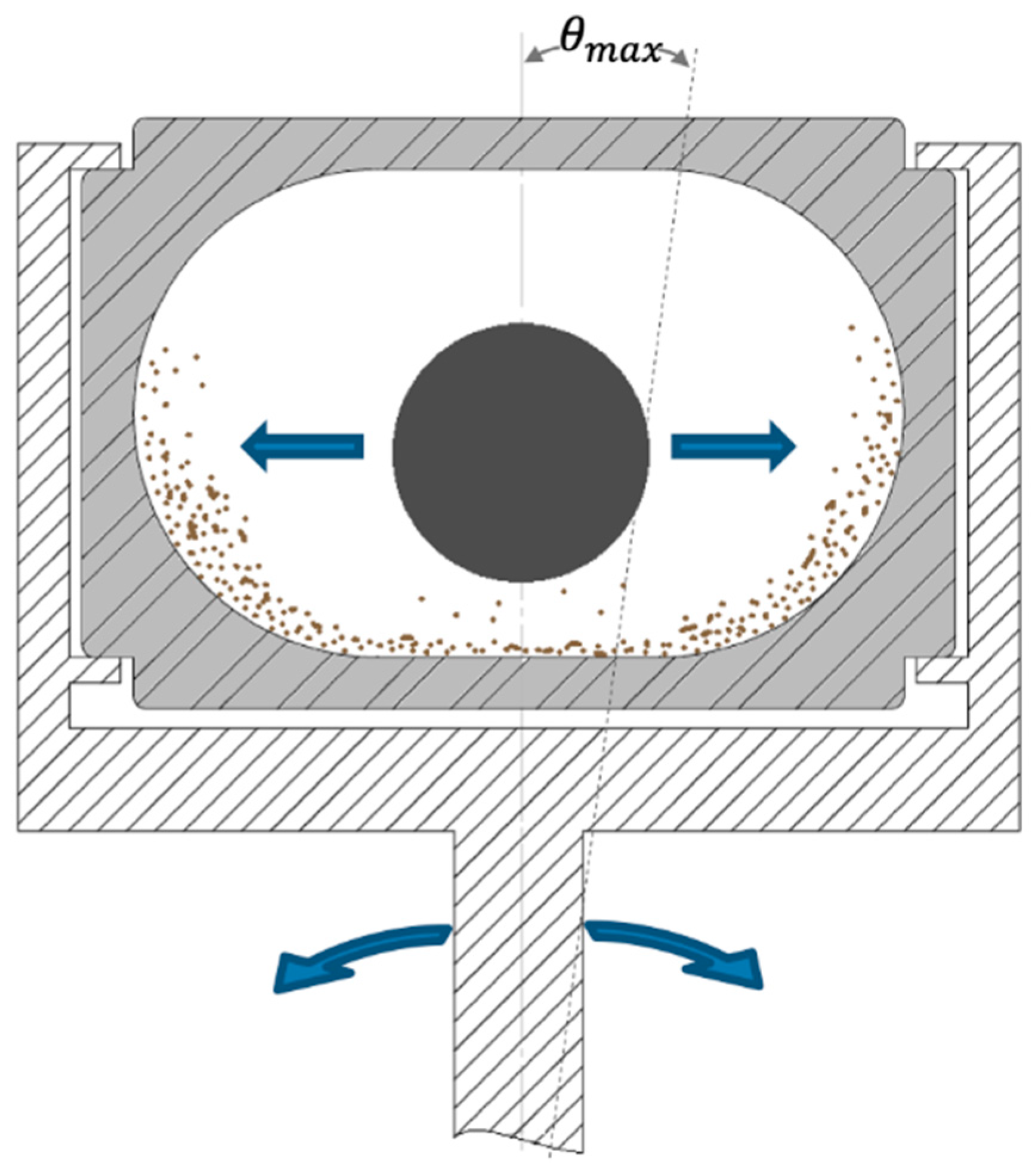
The collision points of the mobile media (ball, beads) in the system were extracted from DEM simulation to provide information on both media motion and energy dissipation during milling. In a real system, the contact points and transfers of energy depend on the material to mill, the milling media (ball, beads), the boundary conditions (jar), and the mechanical loading (vibration). Milling behavior is also strongly affected by filling ratio, PSD, temperature, relative humidity, and other factors.
We can get a first evaluation of the level of energy dissipation for the single-ball configuration using an analytical solution, but it is much more complex for the multi-bead milling configuration. In a very simplified way, the energy transmitted into the system can be varied by the coefficient of friction and the coefficient of restitution (CoR) which controls energy dissipation during the collisions. As a first approach, energy dissipation was studied for CoR values varied from 0.5 to 0.9, corresponding to the extreme cases of wood–wood (close to the input raw materials to be milled) or steel–steel contacts, respectively. In the model, dissipation occurs during the contacts either through impacts or friction. For each contact
, the corresponding impact energy (
) and frictional energy (
) can be calculated during contact time
from the work of the normal
and tangential
components of the contact force and the normal
and tangential
elastic displacement during the contacts. Summing these work values for all contacts occurring during the simulation time
gives:
These energies increase quasilinearly with
, showing that the dissipated power (which is the derivative of the energy as a function of time) remains constant during vibration of the milling jar.
Figure 2 summarizes the dissipated power for each milling configuration and for CoR values in the range 0.5 to 0.9.
In the multi-bead configuration, the energy dissipated by friction is greater than the energy dissipated by impact whatever the CoR. In the single-ball milling configuration, energy dissipated by impact dominated when the CoR was less than 0.75, but energy dissipated by friction dominated once CoR was more than 0.75. Indeed, for weak dissipation (i.e., an elastic material), the bulk of the impact energy is conserved, thus increasing the occurrence of collisions and increasing the dissipation by friction. Note too that total dissipated power was higher in the single-ball configuration.
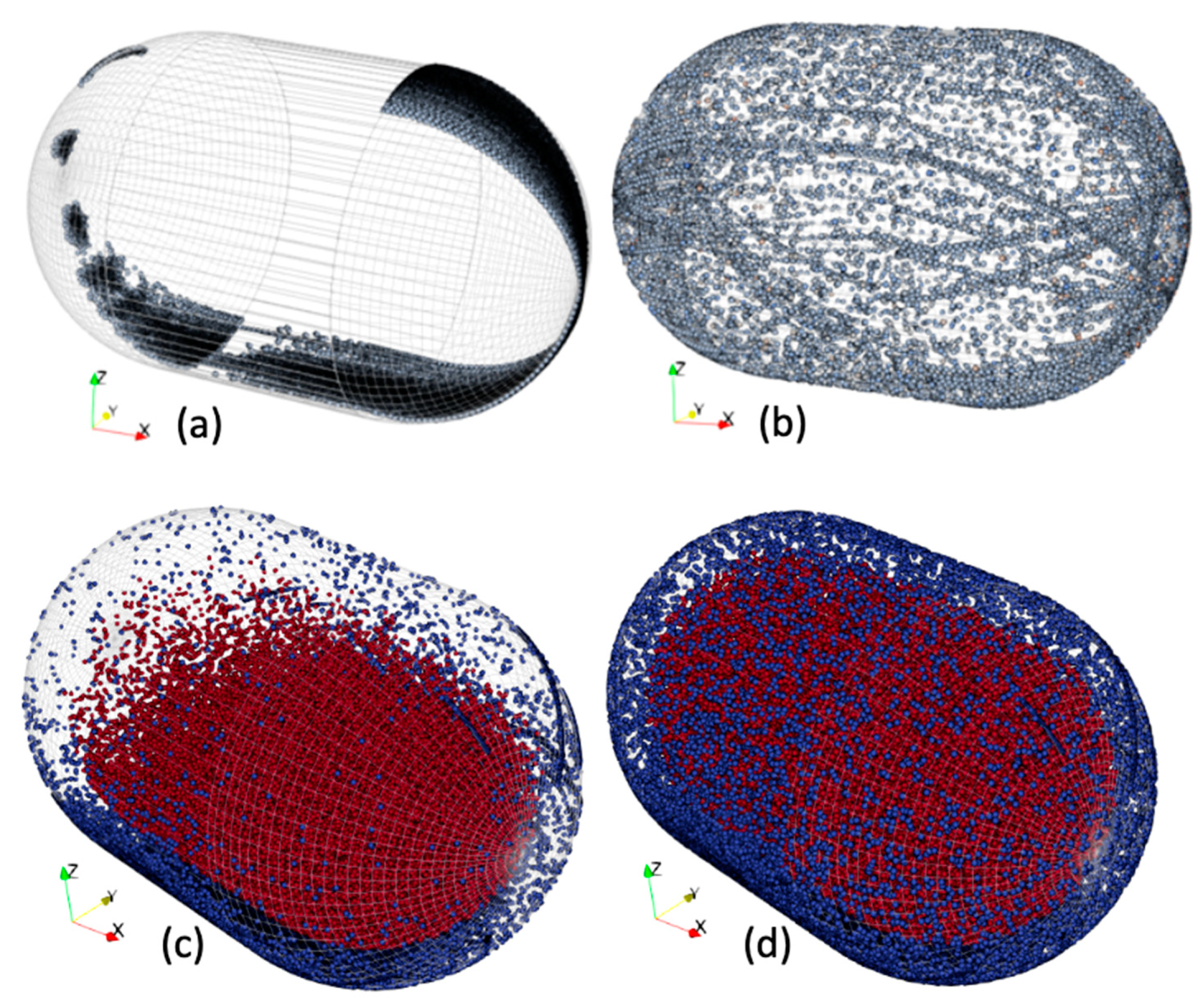
Figure 3 shows the collision points for each milling configuration for a milling time of 30 seconds with CoR values of 0.5 and 0.9. In the multi-bead configuration (
Figure 3c,d), red points are bead–bead collisions and blue points are bead–jar collisions.
Note that CoR has a strong influence on the resulting collisions. The highest CoR leads to homogeneously-distributed collision positions. In the single-ball configuration, there was a ‘rolling’ behavior evidenced by continuous lines at the jar surface. Collisions were localized more to each end of the jar, although there were also impacts with the cylindrical part of the milling jar. In simulation, 54% of the impacts were localized on the spherical parts and the rest on the cylindrical part, and 62% of energy was dissipated by impact. The bulk of collisions occurred in the spherical parts (74%) of the jar.
With 73 beads, the milling mechanism seems rather different. A significant share of the collision points (62%) was localized at the center of the jar corresponding to bead–bead contacts. In this multi-bead configuration, collisions between the beads represent an average of 57% of total dissipated energy, of which 62% was dissipated by friction during bead–bead contact and the remainder by impact. In addition, bead–jar collisions represent 43% of total dissipated energy, of which 75% was dissipated by friction. In summary, 67% of the dissipation was by friction.
For a CoR less than 0.5, the ball tended to roll (
Figure 3a). In the multi-bead configuration, the bead–jar collisions were mainly localized at the bottom of the jar. The beads that appeared to be trapped at the bottom of the jar had fewer and weaker impacts and energy was mainly dissipated by friction.
In the experimental tests, the fact that milling conditions (filling ratio, particle size, density of the powder bed) evolved implies that the collisions and the proportions of the energy dissipated by impact () and by friction () also evolved. However, the presence of powder inside the jar had a substantial damping effect, and the CoR was probably closer to 0.5 (cushioned impact) than 0.9 (elastic impact). Based on this assumption and on the simulation results, we assume in the following that the energy is mainly transmitted to the powder by impact in the single-ball configuration and by friction in the multi-bead configuration.
3.2. Particle Size Distributions
Figure 4a,b show the evolution of PSD in powders milled by a single-ball and by 73 beads. Each curve corresponds to a different milling time—darker curves correspond to longer milling times.
In the single-ball configuration where milling energy is mostly transmitted by impact, milling first produced two populations of equivalent volume (centered around 275 µm and 30 µm, respectively). At longer milling times, these two populations shifted to the finest particle range, driven by the production of an increasing quantity of fine ~1 µm-diameter particles. As PSD are expressed in volume, the ~1 µm peak corresponds to a significant number of very fine particles. These evolutions can be related to an almost instantaneous division of particles under the action of vigorous impacts.
In the case of multi-bead milling, the peak centered at 700 µm, corresponding to the main particle population in the initial powder, gradually disappeared to first produce an increasing quantity of particles at 100 µm. At longer milling times, we observed a similar phenomenon, with the population of ~100 µm particles disappearing into a population of finer ones (~5 µm and 1 µm). This could be explained by a significant share of friction energy in total milling energy in this multi-bead configuration, as calculated from the numerical model (
Figure 2a,b). The initial particles were likely eroded by friction during the bead–bead and/or bead–jar collisions. Comminution by friction could thus be assimilated to an attrition mechanism.
The differences in PSD between the two configurations gradually diminished over milling times. At 200 min of milling (the dotted-line curve), the PSD was seen to shift towards coarse particles. In the single-ball configuration, this consisted of a shift of mean peak from 30 µm (20 min of milling) to 45 µm (200 min of milling) and the emergence of a new population at around 480 µm. In the multi-bead configuration, the size of the main powder population continued to decrease, but a new larger population also emerged. The creation of coarser particles from smaller ones has already been reported with ultrafine milling of mineral materials [
17] and lignocellulosic materials such as wood powder [
18,
30,
31]. This was interpreted as the formation of agglomerates of fine particles produced during the milling process.
3.3. Evolution of Particle Shapes during Milling
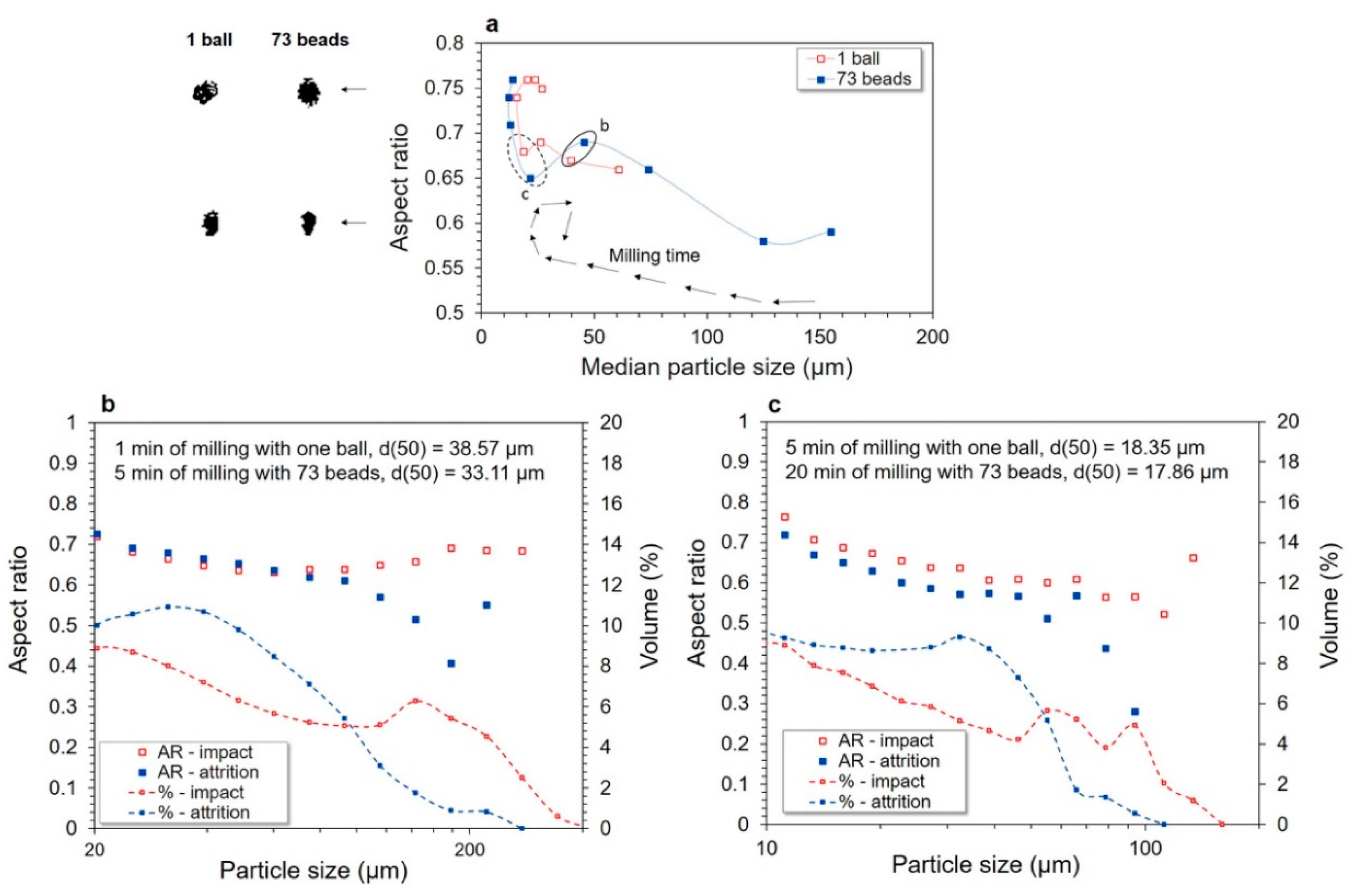
The evolution of particle shape during milling was monitored via aspect ratio (AR). An elongated or needle-like particle will have an AR closer to 0, whereas a perfectly spherical or cubic particle will have an AR equal to 1. As the comminution-process kinetics are different in the two configurations,
Figure 5a plots the median aspect ratio as a function of median particle size. The black arrow indicates the course of the comminution process and evidences the occurrence of agglomeration phenomena when a new increase in median particle size is observed. In order to display the shapes associated with the different AR, illustrative examples of particles extracted from the analysis are pictured on the left of
Figure 5a for each configuration.
Mean AR increased from 0.60 to 0.78 during the whole milling process as median particle size decreased. This AR increase remained very weak for particles with median sizes above 20 μm but became clear-cut when the agglomeration phenomena appeared (particles with a median size below 20 μm), suggesting that agglomerates tend to be more spherical than particles from initial fragmentation. Interestingly, for a same median particle size, the median AR was similar whatever the milling configuration.
However, AR at median particle size is not representative of the diversity of particle shapes that can coexist in the powder. In
Section 3.2, PSD analysis evidenced the coexistence of several populations whose proportions differed according to milling configuration. To highlight potential differences in particle morphologies between these populations,
Figure 5b,c plot the particle size and AR distributions obtained in each configuration for the same median particle sizes (35 µm and 18 µm). As the kinetics of milling is slower in the multi-bead configuration, the milling time to reach the target particle size is not the same in the single-ball configuration as in the multi-bead configuration, i.e., 1 min and 5 min to reach 35 µm in
Figure 5b and 5 min and 20 min to reach 18 µm in
Figure 5c, respectively. The
x-axis scale was adapted to the detection range of the lens used in each case (i.e., from 10 μm to 625 μm in
Figure 5b and from 20 μm to 625 μm in
Figure 5c). Note the difference in aspect of the PSDs obtained with the QicPic analyzer vs. the laser granulometer, which is related to the difference in size classes for the two measurements and to the semi-log plot with different data ranges. Interestingly, the AR of the smallest particles were always very similar whatever the configuration and milling time considered (particles below 100 μm in
Figure 5b and below 40 μm in
Figure 5c), which highlights that for the smallest particles, particle shape is not a discriminant factor between the single-ball and multi-bead configurations.
In
Figure 5b, the AR in the single-ball configuration appears quasi-similar for all particles (around 0.7) whatever their size, suggesting that the loading mode generated by the motion of a single ball “bursts” the raw particles into smaller particles that still share similar shapes. Conversely, in the multi-bead configuration, the AR of the particles was lower and globally increased from 0.5 to 0.7 (at 20 µm), although some variations were observed. It can be assumed in this case that the motion of the beads gradually eroded the raw particles (that get out of the QicPic device detection range) and tore them into smaller ones with various shapes depending on their sizes.
Figure 5c also shows this pattern at 5 min in single-ball configuration and at 20 min in multi-bead configuration for a median particle size of approximately 18 µm. However, the AR of the smallest particles (10 μm) was around 0.8, which points to rounding-off effects as particle size decreased [
32,
33] that could also enhance agglomeration phenomena.
3.4. Evolution of Specific Surface Areas (SSA) and Particle Agglomeration
SSA (developed surface area per mass of sample), which is related to the PSD of the powder, integrates all the distribution characteristics into a single value. For a given powder mass, a larger SSA reflects a greater proportion of fine particles.
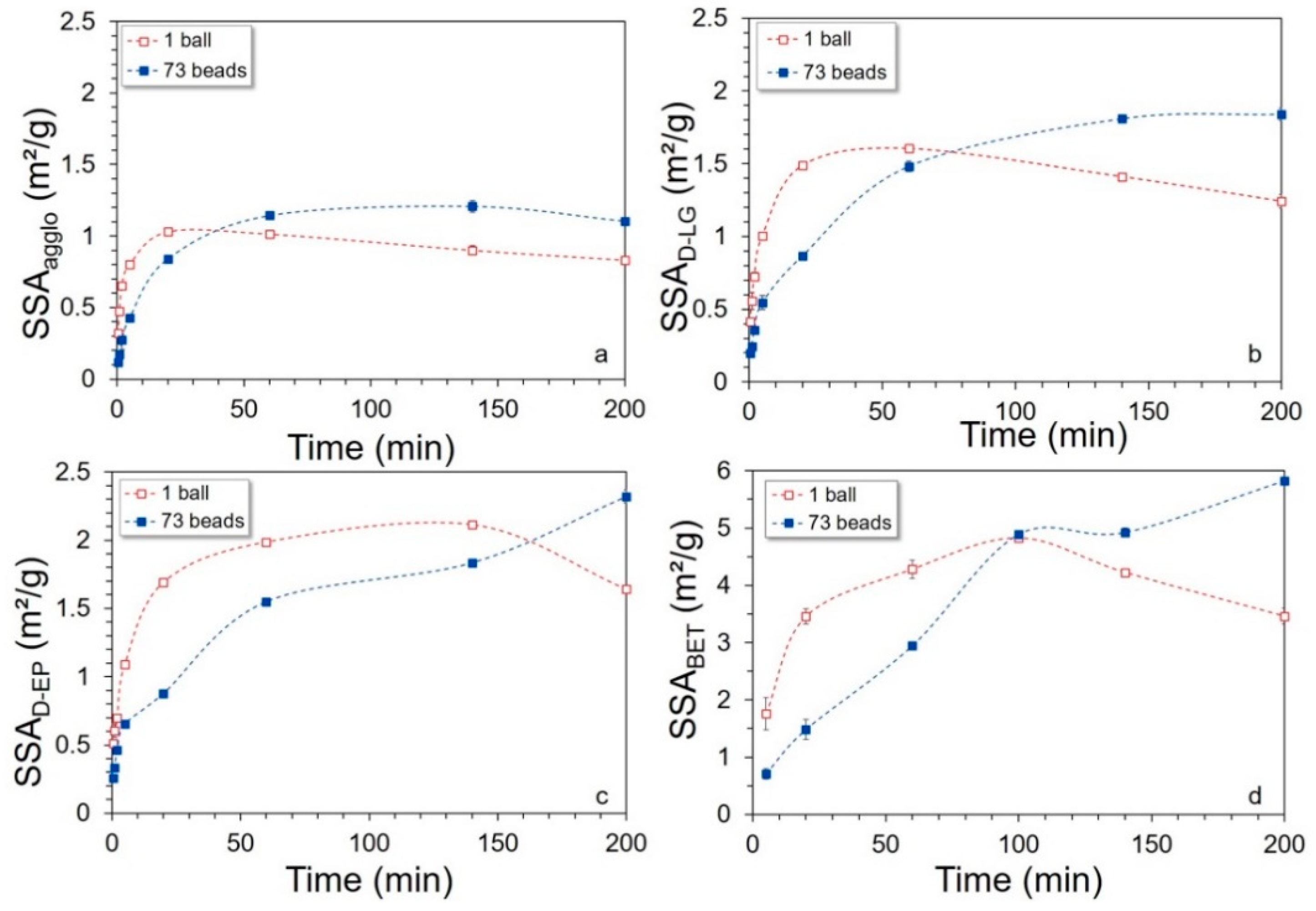
The time–course evolution of powder SSA through milling in both configurations was measured via various techniques and plotted in
Figure 6. Note that
Figure 6 does feature some error bars, but they are very small (i.e., less than 5%) and not always visible on
Figure 6a–c.
A first set of data compared the SSA obtained from the laser granulometer (an integration of the surface of all detected particles, assuming spherical shapes) after different intensities of mechanical de-agglomeration: SSA
agglo (
no de-agglomeration step,
Figure 6a), SSA
D-LG (
ultrasonic de-agglomeration using the integrated
granulometer system,
Figure 6b), SSA
D-EP (
ultrasonic de-agglomeration using an
external probe,
Figure 6c). We also performed another type of SSA measurement, i.e., SSA
BET (
Figure 6d), that does not sum each particle surface but directly integrates the total surface area of the powder available to gas sorption.
The direct measurement of SSA from the laser granulometer (
Figure 6a) showed a rapid increase in SSA
agglo during the first few minutes of milling followed by a slowdown then a decrease at longer milling times. As observed in the particle size evolution, the single-ball configuration led to a surface development that was initially faster but then became limited earlier than with a multi-bead set-up. A similar SSA
agglo of approximately 1 m
2·g
−1 was reached after 15 min with a single-ball mill but required 40 min of milling with a multi-bead mill, as SSA
agglo increase stopped later on, after about 60 min of milling, and then remained stable. After 200 min of milling, the multi-bead configuration overlapped with the single-ball SSA
agglo performance by up to 20%. This appears to confirm our previous hypotheses on mechanical stress effects, with a single ball proving initially more efficient, probably due to its more energy-effective impacts, whereas the multiple beads showed a later efficiency of multiple but weaker impacts and frictions from the beads to wear down smaller particles.
Granulometry results after a moderate preliminary ultrasound treatment of the powders (
Figure 6b) showed similar trends in milling kinetics, but with SSA
D-LG reaching higher levels (~1.5 m
2·g
−1 vs. ~1 m
2·g
−1 maximum SSA
agglo in the single-ball configuration). In this case, the decrease in SSA
D-LG through ongoing kinetics occurred later on, i.e., after 60 min with a single ball. Interestingly, in the multi-bead configuration, SSA
D-LG increased continuously up to the end of the experiment even though it decelerated after 60 min. Increasing the ultrasound power when using the external probe (
Figure 6c) led to even larger SSA (>~2 m
2·g
−1 maximum in the single-ball configuration), but the kinetics in this case followed a different pattern. Here, the SSA
D-EP from single-ball experiments increased up to 140 min then decreased only in the last sample at 200 min. In the multi-bead configuration, the SSA
D-EP increased continuously throughout milling. At the end (200 min), ~30% more particle surface was obtained with the multi-bead configuration than with a single ball.
The differences in SSA between these mechanically de-agglomerated samples show that (i) there is competition between fragmentation (SSA increase) and agglomeration (SSA decrease) throughout milling of this biomass sample in a vibratory ball mill, (ii) the agglomeration occurs differently in different milling configurations, with a single ball (predominance of impact) being more conducive to agglomeration than multiple beads (predominance of attrition), (iii) applying differential ultrasound power can reveal agglomerates of different strengths.
As shown in
Figure 6d, the SSA calculated based on BET gas-sorption technique give much higher values than reported above, with e.g., ~5 m
2·g
−1 maximum SSA
BET for single-ball milling, which is more than twice as high as the SSA
D-EP. This gap can be explained by the differences in principles of the methods: the BET technique accounts for the entire surface of all particles, including their accessible pores, whereas with laser granulometry (i) only the particles falling into the detection range of the apparatus are considered, thus excluding the finest-ground particles, and (ii) the SSA is calculated based on the assumption of sphere-shaped particles as default option. However, the time–course pattern of SSA through milling is very similar between BET and external ultrasonic probe-assisted measurements. This indicates that gas can access particle surfaces even in partially-agglomerated powders. In the single-ball configuration, SSA
BET decreased after 100 min of milling. This means that less gas was able to penetrate the powder matter, which could reflect a change in the nature of agglomerates beyond this threshold. In the multi-bead configuration, SSA
BET increased almost linearly with milling time, evidencing a difference in nature of agglomeration in the powders according to milling configurations. Opoczky [
8] reported similar observations concerning silicate milling and distinguished agglomerates from aggregates depending on their degree of cohesiveness. Similarly, Nichols et al. [
7] proposed to keep the term ‘agglomerates’ strictly for particle clusters but to distinguish soft agglomeration from hard agglomeration depending on cluster cohesive strength.
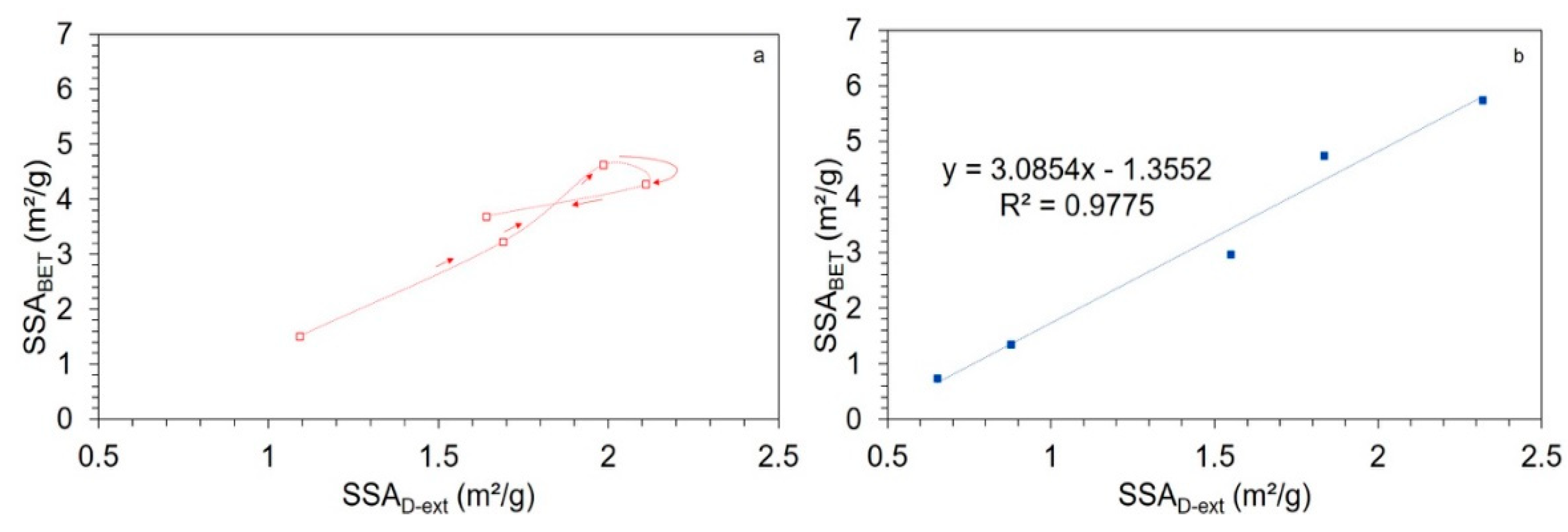
Figure 7 plots the correlation curves between SSA
D-EP and SSA
BET for both loading configurations.
In the multi-bead configuration (
Figure 7b), we found a linear correlation for all points along the milling experiment. This result show that the mechanical energy delivered by the external ultrasonic probe does not break down native bark material in the applied conditions and is only efficient for dispersing secondary particle clusters, since even at long milling times, SSA
D-EP did not follow a different trend to SSA
BET. In the single-ball configuration (
Figure 7a), we again found a linear correlation, but only in the so-called ‘soft-agglomeration’ domain, after which the values from the two methods diverged when the previously-defined ‘hard-agglomeration’ domain was reached. Therefore, the external ultrasonic probe procedure appears to be an efficient and simple method to gauge the total level of agglomeration within this kind of powder, and furthermore it can be combined with gas-sorption methods to distinguish between agglomerates of different mechanical strengths which likely result from different physical and chemical clustering mechanisms. Concerning the two milling configurations used here, although both produced considerable particle agglomeration, it is apparent that the impact-dominant mode (single-ball configuration) results in agglomerates of different types (at least two, soft and hard) with increasing hardness as milling proceeds, whereas only weaker soft-agglomerates are found with the attrition-dominant (multi-bead) mode.
3.5. Successive Mechanical Stresses
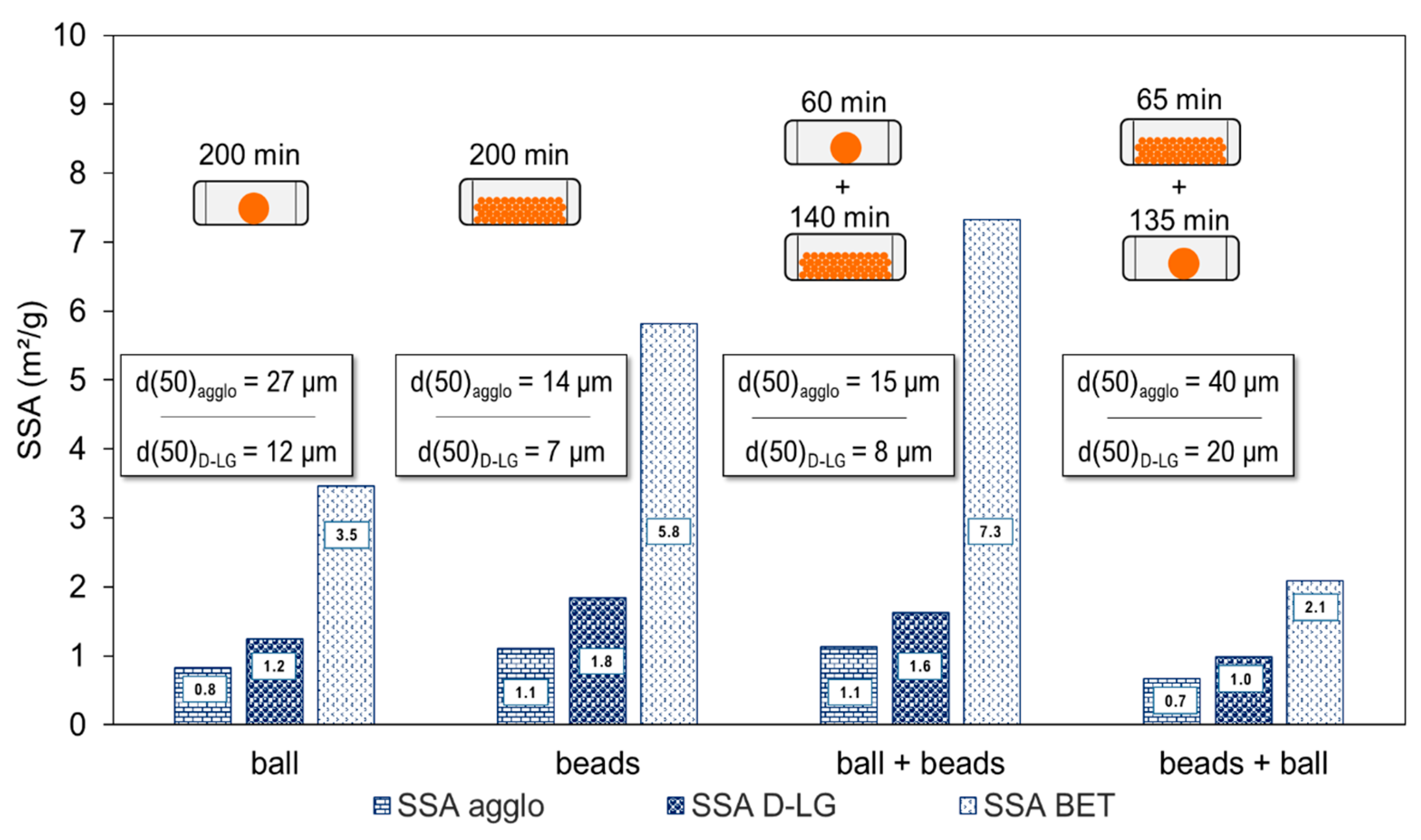
Here, in the context of milling lignocellulosic biomass, we found that the single-ball configuration (impact-dominant mode) can first rapidly reduce the particle size of the starting material, after which the multi-bead configuration (attrition-dominant mode) could efficiently complete the comminution process while limiting agglomeration phenomena. To validate this hypothesis, were tested single-ball milling followed by multi-bead milling as well as the reverse combination (multi-bead milling followed by single-ball milling). The experiments were conducted on the basis of a 200 min total milling time: (1) first 60 min in single-ball configuration (corresponding to the onset of significant agglomeration) then 140 min in multi-bead configuration (‘ball + beads’); (2) first 65 min in multi-bead configuration (same SSA as with 60 min with a single ball) then 135 min in single-ball configuration (‘beads + ball’). The reference samples used to estimate the effects of these mechanical-stress combinations were 200 min milling experiments with only a single-ball and with only a multi-bead configuration.
Figure 8 charts the SSA obtained after 200 min without de-agglomeration (Agglo), after de-agglomeration with a granulometer (D-LG), and by the gas-sorption technique (BET), together with the median particle sizes for each milling configuration.
Simple attrition (multi-bead) and impact + attrition (ball + beads) millings afforded the smallest (and similar) d50 in agglomerated (14 µm, 15 µm) or de-agglomerated form (7 µm, 8 µm). The impact (ball) and attrition + impact powders (beads + ball) had a significantly higher d50.
The SSABET of the impact + attrition powder (ball + beads) was by far the largest of all the samples (7.3 m2·g−1), followed by attrition powder (multi-bead) (5.8 m2·g−1), then impact powder (single-ball) (3.5 m2·g−1), and lastly attrition + impact powder (beads + ball) (2.1 m2·g−1). As seen earlier, an impact powder may contain strongly cohesive clusters, called hard agglomerates. Here, the attrition + impact powder gave an even lower SSABET than the corresponding impact powder. This indicates that this loading combination promotes a strong hard agglomeration at long milling times.
Conversely, the median particle sizes of the impact + attrition powder highlight the propensity of attrition to generate finer particles while limiting agglomeration. Note too that SSAD-LG was significantly smaller for impact + attrition powder than for only attrition powder (1.6 vs. 1.8 m2·g−1). This indicates that more agglomerates in the impact + attrition powder resisted the weaker mechanical de-agglomeration of the granulometer device than in the attrition powder, but still with a soft agglomerate typology as they allow gas penetration in the BET measurement.
Thus, the degree of agglomeration in the powders is dependent on the loading stress and the sequence of the operations. Essentially, attrition tends to generate large amounts of fine particles whereas impact tends to promote their agglomeration. This makes it important to optimally sequence of loading modes according to the process objectives, i.e., fast reduction, fines production, control of agglomeration, etc.
Table 1 compares the efficiency of the different loading modes throughout milling by calculating the reactive surface (i.e., surface accessible to the gas in the BET technique) that could be generated with 1 kWh of milling energy.
For each configuration (single-ball or multi-bead), the efficiencies decreased steadily from beginning to end, due to the high energy cost of breaking down the smallest particles. Impact mode appears to be more energy-effective than attrition in the first stage of the milling process. This trend reversed after 60 min and was amplified strongly up to 200 min. In this context, the combination of impact + attrition proved the most efficient process at 200 min of milling, demonstrating good complementarity between these successive stresses. The other combination (attrition + impact) was less effective than attrition alone due to the impact-driven agglomeration, but was still better than impact alone due to the large amount of fines generated by the first attrition step.
These results consolidate our earlier observations on the differences between the two loading modes and their possible complementarity. On the one hand, attrition is under-efficient on the fragmentation of coarse raw particles but effective for quickly producing fine particles and limiting agglomeration phenomena. On the other hand, an impact can quickly and effectively reduce the initial particle sizes, but it loses efficiency as milling proceeds. In our study, a SSAagglo threshold of ~1.03 m2·g−1 marks the limit when the agglomeration process becomes predominant over fragmentation in an impact-loading mode. At this point, the more efficient option to complete exhaustive milling is to switch to an attrition-loading mode.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}