
Sequential Recovery of Critical Metals from Leached Liquor of Processed Spent Lithium-Ion Batteries


Applied Materials Division, Argonne National Laboratory, Lemont, Chicago, IL 60439, USA
*
Authors to whom correspondence should be addressed.
Batteries 2023, 9(11), 549; https://doi.org/10.3390/batteries9110549
Submission received: 11 October 2023
/
Revised: 1 November 2023
/
Accepted: 6 November 2023
/
Published: 9 November 2023
(This article belongs to the Special Issue Lithium-Ion Battery Recycling)
Abstract
:The processing and extraction of critical metals from black mass is important to battery recycling. Separation and recovery of critical metals (Co, Ni, Li, and Mn) from other metal impurities must yield purified metal salts, while avoiding substantial losses of critical metals. Solvent extraction in batch experiments were conducted using mixed metal sulphates obtained from the leach liquor obtained from spent and shredded lithium-ion batteries. Selective extraction of Mn2+, Fe3+, Al3+ and Cu2+ from simulated and real leached mixed metals solution was carried out using di-2-ethylhexylphophoric acid (D2EPHA) and Cyanex-272 at varying pH. Further experiments with the preferred extractant (D2EPHA) were performed under different conditions: changing the concentration of extractant, organic to aqueous ratio, and varying the diluents. At optimum conditions (40% v/v D2EPHA in kerosene, pH 2.5, O:A = 1:1, 25 °C, and 20 min), 85% Mn2+, 98% Al3+, 100% Fe3+, and 43% Cu2+ were extracted with losses of only trace amounts (<5.0%) of Co2+, Ni2+, and Li+. The order of extraction efficiency for the diluents was found to be kerosene > Exxal-10 >>> dichloromethane (CH2Cl2) > toluene. Four stages of stripping of metals loaded on D2EPHA were performed as co-extracted metal impurities were selectively stripped, and a purified MnSO4 solution was produced. Spent extractant was regenerated after Fe3+ and Al3+ were completely stripped using 1.0 M oxalic acid (C2H2O4).
1. Introduction
Globally, the discussion about climate change and the transition to clean energy is of high importance in academic and research activities. Recently, there has been an exponential increase in the demand for electric vehicles, plug-in electric charging stations, and consumer electronics, all of which require portable batteries [1,2].
State-of-the-art cathode chemistries of lithium-ion batteries have developed significantly in the last few years. Although nickel-manganese-cobalt (NMC) in general remains dominant, popular trends show an increase in the nickel content of the cathode. For instance, NMC 622, NMC 811, and possibly NMC 955, are preferable to NMC 333 or NMC 433 due to higher energy densities. Lithium-iron-phosphate (LFP) batteries are becoming popular again, especially in China, due to increased safety, cost, and ease of recycling. Some lithium nickel-cobalt-aluminum oxide (NCA) batteries continue to be used as well, while lithium-ion manganese oxide (LMO) batteries are no longer widely used in vehicles due to their short life span [2]. It is noteworthy that several of the materials used in these batteries, such as lithium, nickel, cobalt, manganese, aluminum, graphite, and silicon, have been declared critical because of their supply risk [2,3].
The demand for lithium in 2020 reached 429,000 metric tons. If the current policies to meet the International Energy Agency (IEA’s) sustainable development goals are rigorously pursued, Li demand is estimated to increase to about 1 million metric tons in 2030 [4]. In 2021, the global demand for nickel amounted to some 2.86 million metric tons and is forecast to reach 3.61 million metric tons worldwide in 2023, representing a 14% increase from the estimated demand in 2022 [5]. Despite the turbulence in cobalt demand experienced in 2022, cobalt prices grew 13%, reaching a production of 187,000 metric tons. The cobalt market prospects remain robust as demand is set to double by 2030. In this context, cobalt, nickel, and lithium remain major critical metals for battery production. Other elements such as manganese, copper, iron, aluminum, and phosphorus, are still needed to improve various properties of the battery [6]. Moreso, the use of nickel in cathode material has been increased recently, based on a consensus within the industry to reduce or phase out cobalt in cathode materials due to its fragile supply chain, price volatility, and legislation on mining [7].
When these devices reach their end of life, tons of waste batteries are generated [8,9] and recycling of the critical metals from this waste will be necessary to meet demand, use resources efficiently, bolster supply chains, and safeguard the environment. Lithium-ion batteries can be processed in one of four ways, via direct recycling, pyrometallurgy, hydrometallurgy, and bio metallurgy [10,11,12,13,14,15,16,17].
Direct recycling is the most cost-efficient technique as it involves direct reuse of materials without disruption to their structure. However, this method has faced serious drawbacks due to loss of lithium (>20%) and recycled cells exhibiting parasitic reactions, causing higher cell impedance and shifts in the electrode potential [18,19]. Direct recycling also produces large volumes of wastewater containing high concentrations of critical metals which may require further downstream processing. It is important to note that these issues can vary depending on the battery type and the intrinsic value of certain cathode chemistries, which may affect the feasibility of direct recycling in high labor-cost countries.
Pyrometallurgy involves roasting, smelting, and refining at high temperature. It is capable of processing large amounts of waste but is the most energy-intensive and has difficulty producing high purity materials. It is perhaps the least environmentally benign. There is also a substantial loss of valuable metals in the slag [18].
Bio metallurgy is an emerging technology that involves the uses of micro-organisms to solubilize the metals. It is considered a green method, but it suffers from extremely slow kinetics and time-consuming processes [20,21,22].
Hydrometallurgy uses solution chemistry for leaching, purification, and metal recovery. It offers a high recovery rate, high purity products, low energy consumption, and no gas emissions [23]. The only identified drawback is wastewater generation, and there has been significant improvement in recent years [24].
The preliminary stage of hydrometallurgy involves chemical dissolution of the target metals from “black mass” (crushed, shredded, and processed spent battery cells). This is not always selective, thereby resulting in generation of mixed metal leach solutions which are too complex for simple ion-exchange and precipitation methods to process. Various acid lixiviants, chloride media [25,26,27,28], nitrate media [16,29], sulphate media [30,31,32], and mixed organic and inorganic acids [33], have all been studied for leaching of critical metals from end-of-life battery materials. Some studies reported combining pyro-and hydrometallurgy in which samples are roasted, followed by water and sulfuric acid leaching, respectively [34,35,36]. Sulfuric acid leaching produced a mixed metals solution that required further separation and purification [37].
In this paper, liquid–liquid extraction is examined because it is a proven separation and purification method for aqueous metals that is cost effective, environmentally friendly, and yet can handle large feeds and yields high purity products. Solvent extraction of critical metals from spent lithium-ion batteries leached using different extractants and diluents have been reported in the literature, although most studies were performed using only two or three metals of interest [13,27,38,39,40].
Since these are ideal cases when dealing with mixed end-of-life batteries, more work is needed to complement further study reported on the extraction of critical metals from metal impurities, which can behave differently with extractants. Moreover, separation of Co2+ from solution that contains Mn2+ and Al3+ is known to be complicated in practice, and it is reported to be advisable to remove them prior to critical metals separation [37]. Therefore, this paper focuses on the sequential extraction of Mn2+ and then subsequent metal impurities (Al3+, Fe3+, Cu2+) from a sulfate leached liquor of spent lithium-ion batteries to produce raffinates rich in Li+, Co2+, and Ni2+. The study also examines the performance of different diluents and proposed flowsheets for the extraction and stripping steps.
2. Experimental
2.1. Materials
Black mass samples were collected from an authorized supplier of waste materials. The black mass was dried and ground into powder using a mortar and pestle. The ground sample was characterized with XRD for mineralogical phase identification of the metals, as presented in Figure 1. After digestion of the powdered sample with aqua regia (1 HNO3:3 HCl), the metal contents in the digest solution were analyzed using ICP-OES (Agilent 5110), as presented in Table 1. A simulated solution matching the exact concentration of metals in the digested solution was prepared using analytical grade metal sulfate salts (Aldrich, 99% purity). At the same time, real mixed metal leach liquor was generated via acid leaching of the black mass. The extractants di-2-ethylhexylphosphate (D2EPHA) and dialkyl phosphinic acid (Cyanex-272) were supplied by CYTEC Solvay, Princeton, NJ, USA. The diluents used for the extraction (kerosene, toluene, Exxal-10, and dichloromethane) were purchased from Fischer chemical.
2.2. Leaching Procedure
Acid leaching with homogenized black mass was carried out using different concentrations of sulfuric acid (H2SO4). The leaching experiments were carried out using three-necked glass reactors on a temperature and speed controlled hot-plate under magnetic stirring at 100 rpm, and a thermometer was coupled to the reactor. The effects of H2SO4 concentration on the leaching efficiency of metals were studied when the solid/liquid ratio (S/L), temperature, and time were kept constant. The metal content in the pregnant leach liquor was determine using ICP-OES (Agilent 10), and the percentage extraction of each metal was calculated according to Equation (1) reported elsewhere [41].
where Cm = concentration of metals in the leached solution in grams per litre (g/L).
Leaching (%) = (1000 × Cm)/(P × Xm)
P = Pulp density of black mass to lixiviant (%), i.e., g/100 mL.
Xm = Metal content in the black mass (%).
2.3. Liquid–Liquid Extraction Procedure
Batch experiments first focused on extraction of metal impurities (Cu2+, Fe3+, Al3+) from the leach solution to produce solutions containing only Ni2+, Co2+, and Li+. Initial experiments were conducted using D2EPHA and Cyanex-272 as extractants in kerosene at varying pH values. Further experiments were conducted with D2EPHA, which showed a higher affinity towards the metal impurities and left the critical metals (Ni2+, Co2+, and Li+) in the raffinate. Extractions were performed by mixing an equal amount of organic (O) and aqueous (A) in a 100 mL graduated plastic vial. After mixing long enough to attain equilibrium (20 min), the two phases were separated using a separatory funnel, and the aqueous phase was collected for metal analyses. The metal concentration in the aqueous solution was measured by ICP-OES, and the extraction efficiency (E%) as a function of pH, concentration of the extractant, and the ratio of organic to aqueous solution was calculated using Equation (2).
The performance of D2EPHA in different diluents was also investigated. The spent organic extractant was stripped using different strippants. The stripping efficiency (S%), distribution ratio (D), and separation factor (Sf), were calculated based on Equations (3)–(5)
where Ci (g/L) is the initial concentration of metal in the aqueous phase, Ce (g/L) is the equilibrium concentration in aqueous phase, Cst is the concentration of metal in the stripping solution, Vs is the volume of strippant, Vst is the volume of the stripping solution, Dim is the distribution ratio of interested metal, and Dom is the distribution ratio of other metals. Based on optimized results obtained using a simulated solution, further extraction was performed with real leached liquor using D2EPHA in kerosene.
3. Results
3.1. Leaching
In the hydrometallurgy process, leaching is a primary step of the utmost importance that involves the dissolution of soluble metals from ore or materials, while the insoluble parts known as residue are used for other purposes. In this study, the black mass obtained from the industry was directly leached with sulfuric acid without treatment or addition of oxidant.
The results obtained show that the leaching efficiency of metals increased with increases in the concentration of H2SO4 from 0.5 to 4.0 M (Figure 2). It is shown that 81% Li+ was leached out of the sample, when the leaching efficiency of other metals is <40% using a mild acid (0.5 M H2SO4). This is an indication that selective leaching of Li from other metals is achievable with this black mass. High leaching efficiency of Li+, Co2+, Ni2+, Mn 2+, and Al3+ was achieved using 4.0 M of H2SO4 without the use of an oxidant or reagent. Similar results were reported in the literature [32,42,43]. This is because metals in this specific black mass exist in their oxide form (Figure 1), thereby allowing a facile reaction with sulfuric acid (H2SO4) and producing a pregnant leach liquor of nickel, manganese, cobalt, and lithium sulfates [42].
Based on the weight difference of the residue after leaching, and the black mass before digestion, it is estimated that 53.5 and 59% of the black mass was dissolved in 2.0 and 4.0 M of H2SO4, respectively.
3.2. Liquid Liquid Extraction
3.2.1. pH Studies
One of the most important variables is pH, which directly affects the solvation, stability, and the oxidation state of metal ions in the solution. More importantly, pH affects the performance, charge, and selectivity of the extractants. The selectivity of D2EPHA and Cyanex- 272 using mixed metal sulfate solutions at different pH was studied, and the results are presented in Figure 3. Extractions at pH 2.0 using Cyanex-272, Na-Cyanex-272, and D2EPHA removed all Fe3+ (100%). It is interesting to note that Al3+ (40%) was partially removed using 20% v/v Cyanex-272 at pH 4, but more Al3+ (49.8%) was removed when the pH was increased to 5.0 (Figure 3a). With 20% Na-Cyanex-272, the extraction efficiency increased as the pH increased from 1 to 5. The extraction of Al3+, Cu2+, and Mn2+ were higher compared to Co2+ while co-extraction of Ni2+ and Li+ was extremely low but increased as pH increased from 2.5. Further experiment was performed with 40% v/v D2EPHA at pH 2.5 and the results showed that Mn2+ (85%), Al3+ (98%), Fe3+ (100%) and Cu2+(43%) were extracted at pH 2.5. Interestingly, only small amounts (<5.0%) of Co2+, Ni2+, and Li+ were trapped or co-extracted (Figure 3c).
In summary, the results with Na-Cyanex-272 show that selectivity towards the metals of interest (Co2+, Ni2+, and Li+) is difficult to achieve starting from a real-world mixed metal system. Extraction of Fe3+ from leach solutions with Cyanex-272 prior to D2EPHA extraction (for Mn2+, Al3+, and Cu2+) would be viable for this mixed metal solution. As reported in the literature, extraction of metals of interest co-existing with impurities has been problematic [44]. For instance, Al3+ was difficult to strip as it remained with Co2+ in the product; similar results were found with Mn2+ [44,45]. Therefore, these elements must be removed before separation of Co2+, Ni2+, and Li+. Precipitation is not viable due to additional steps, equipment, and cost, as well as possible losses of the valuable metals. The economical and best approach is to selectively remove the impurities by alternate extractants, since they can be reused. Therefore, we studied other parameters using D2EPHA for the extraction of Mn2+, Al3+, Fe3+, and Cu2+ to produce a raffinate rich in Ni2+, Co2+, and Li+.
3.2.2. Diluent’s Efficiency
The choice of diluent is very important in solvent extraction as it dramatically affects the extraction performance. However, in liquid–liquid extraction, diluents should have some specific quality before they can be used in conjunction with an extractant, and such properties include good selectivity, inflammability, solubility, good resistance to degradation, non-toxicity, and being commercially available, among others [46]. Here, we show interesting effects of the diluent on the separation efficiencies using D2EPHA in kerosene, toluene, Exxal-10, and dichloromethane (ClCH2Cl), as potential diluents.
The results presented In Figure 4 show that metal extractability by D2EPHA is better in kerosene and Exxal-10 compared to dichloromethane and toluene. Quantitative extraction of Fe3+ was seen using D2EPHA in kerosene, while only a slight decrease in Fe3+ extraction (~98%) was seen using D2EPHA in toluene, dichloromethane, and Exxal-10. There was lower extraction efficiency of Mn2+, Al3+, and Cu2+ using D2EPHA in toluene, dichloromethane, and Exxal-10. In summary, the order of extraction efficiency is Kerosene > Exxal-10 > CH2Cl2 > toluene.
This behavior is due to the different physicochemical properties (polarity index, dipole moment, viscosity, density, and solubility parameters exhibited by the diluents [47,48,49,50] and is supported by several authors that have made use of kerosene as a diluent in the solvent extraction of metals [51,52].
3.2.3. Extractant Concentration
The D2EPHA concentration varied from 20 to 80% v/v, and extraction was performed at pH 2.5, with other conditions kept constant. The results of these experiments are presented in Figure 5, showing that recovery efficiency of Al3+, Mn2+, and Cu2+ increased as the concentration of D2EPHA increased. It was observed that 100% Fe3+ removal is possible at 20% v/v D2EPHA, while higher extraction efficiency for Al3+, Mn2+, and Cu2+ was noticed when the concentration reached 40% v/v. However, only a slight increase in the extraction efficiency was noticed when the concentration was further increased. Most importantly, unwanted co-extraction of Co2+, Ni2+, and Li+ also slowly increased when the D2EPHA concentration reached 60% v/v and above. Based on these results, a second extraction stage with D2EPHA using 40% v/v D2EPHA at pH 2.5 would ensure that the remaining Cu2+ and Mn2+ are extracted, leaving behind a solution that is rich in Co2+, Ni2+, and Li+.
3.2.4. Extractant Ratio
The ratio of organic to aqueous phase is important to obtain the optimum extraction efficiency. Here, the organic phase volume is kept constant while the aqueous phase was varied, and metal extraction efficiencies are presented in Figure 6. Based on the plots of different concentration of organic extractant, it was shown that extraction efficiency of Mn2+, Fe3+, Al3+, and Cu2+ all proportionally decreased with increased aqueous volume. Thus, using 20% v/v D2EPHA in kerosene, the optimum O:A ratio is 1:1. When the organic ratio was higher, at 4:1 and 2:1, higher percentages of desired Ni2+, Co2+, and Li+ were co -extracted. Lower ratios of O:A showed lower extraction of Ni2+, Co2+, and Li+. The extraction efficiency of Fe3+ and Al3+ was 100% and remained unchanged with an increase in the O:A ratio and when the extractant concentration was increased from 20 to 40% v/v. It was also observed that extraction efficiency of Mn2+ and Cu2+ decreased proportionately as the O:A ratio increased. Notably, Ni2+, Co2+, and Li+ were only significantly co-extracted using low O:A ratios and 40% v/v of D2EPHA to kerosene.
3.2.5. Separation Factor
This is a measure of the degree of selective separation of the metal(s) of interest over other metals using a specific extractant. The results of these experiments show that D2EPHA has a strong selectivity towards Fe3+, Mn2+, Al3+, and Cu2+, and the selectivity is much higher than that for Co2+, Ni2+, and Li+ at the varying solution pH studied. Table 2 shows that Mn2+ has a higher separation factor relative to all metals except Fe3+ at a pH of 2.0. Increasing the pH of the solution beyond 2.0 resulted in a higher separation factor of Al3+ and Fe3+ over Mn2+. The best overall separation factor was obtained at pH 2.0, as recovery efficiency and selectivity of D2EPHA towards Fe3+, Mn2+, Al3+, and Cu2+ is higher. Therefore, the raffinate would be rich in Ni2+, Co2+, and Li+, which may be further separated with other systems. In summary, the order of extraction efficiency of metals studied is Fe3+ > Mn2+ > Al3+ >> Cu2+ >>>>> Co2+~Li2+~Ni2+ based on the results presented in Table 2.
3.3. Extraction Using Real Leached Liquor
The performance of D2EPHA in kerosene for the extraction of manganese and metal impurities from rich Ni, Co, and Li sulfate leached liquor was studied. This is important because real liquor contains other trace impurities which might directly interfere with the reaction, thereby affecting extraction efficiency. However, the extraction experiment was performed using the optimized condition obtained from the extraction with the simulated solution. The results presented in Figure 7 show that the extraction efficiency using D2EPHA in kerosene for the real leached liquor and the simulated solution (Figure 5) is the same; it increases with increases in the concentration of D2EPHA from 20 to 40% v/v. The optimum concentration is 40% v/v, as a further increase in the concentration to 60% v/v resulted in a slight increase in the co-extraction of critical metals (Co2+, Li2+, and Ni2+). At the optimum condition, extraction efficiency of Mn2+ from the simulated solution was 81.5%, whereas 78.6% was extracted from real leached liquor. A similar trend was observed with Al3+, and this is because the concentration of metals Mn and Al were higher in the leached liquor. Almost the same extraction efficiencies of Fe3+ and Cu2+ were obtained from both the simulated and real leached liquor, and Li+, Co2+, and Ni2+ remained in the raffinate.
3.4. Stripping
From an economic perspective, stripping metals from extractant is an important aspect to maximize the extractant. In our study, selective stripping of metals from the loaded extractant is critical to produce a concentrated metal solution needed in the crystallization of a metal salt or to serve as a good electrolyte to produce a quality cathode metal. The stripping of metals loaded into D2EPHA obtained using simulated mixed metals solution was carried out. Different reagents were tested as strippants, with the objective of selectively recovering Mn2+ as a concentrated MnSO4 solution. As shown in the results presented in Figure 8, NaOH and NH4OH were noticed to be unsuitable for the stripping of metals from D2EPHA. Meanwhile, highly diluted acid performed excellently for the removal of trace Co2+, Ni2+, and Li2+ that was trapped or co-extracted unto D2EPHA. Interestingly, using 0.01M of H2SO4, although most (>80%) of the Co2+, Ni2+, and Li+ were stripped, a small amount (<5.0%) of Mn2+ was also stripped. When the acid concentration was increased to 0.02 M, Co2+, Ni2+, and Li+ were stripped quantitatively, but Mn2+ (20%) and Cu2+ (51%) were also stripped out.
When the stripping solution was changed to 0.05 M sodium thiosulfate (Na2S2O3), Cu2+ (86%), Li+ (62%), Ni (53%), and Co2+ (24%) were stripped from D2EPHA. When the concentration of Na2S2O3 was increased to 0.075 M, it was found that Cu2+ (98.5%), Li+ (96%), Ni2+ (44%), and Co2+ (39%) were also stripped from D2EPHA. This result shows that thiosulphate solution is a good strippant to remove Cu2+ and other impurities from D2EPHA. Lastly, Li+ (40%) was stripped using 0.01 M sodium bisulfite (HNaO3S) while traces of Ni2+, Co2+, and Li+ (34%) were removed with H2O without the presence of any metals; and Li+ (71%) and Co2+ (15%) were stripped with 0.01 M HCl. In general, it was observed that Al3+ and Fe3+ remained in the D2EPHA. This recalcitrant stripping of Fe3+ and Al3+ from D2EPHA has been reported [53,54]. However, the stripping of metals from higher concentrated extractant (40% v/v D2EPHA) was investigated (Figure 8b). The stripping results are presented in Figure 8b. In the first stage, 0.01 M H2SO4 was used to remove trapped or trace co-extracted metals (Co2+, Ni2+, Cu2+ and Li+). It is shown that a significant amount of Co2+, Ni2+, Cu2+, and Li+ were stripped with trace Mn2+. However, further stripping was performed using 0.075 M Na2S2O3 and the remaining Co2+, Ni2+, Cu2+, and Li was selectively stripped without Mn2+. Thus, recoverable impurities were totally stripped from D2EPHA in two stages, retained Mn2+ was selectively stripped as MnSO4 (92.1%) using 0.5 M H2SO4, and the MnSO4 solution is suitable for concentration and crystallized as MnSO4 salt. The remnant impurities (Fe3+ and Al3+) were finally stripped with 1.0 M oxalic acid, and D2EPHA was fully reconditioned for reuse.
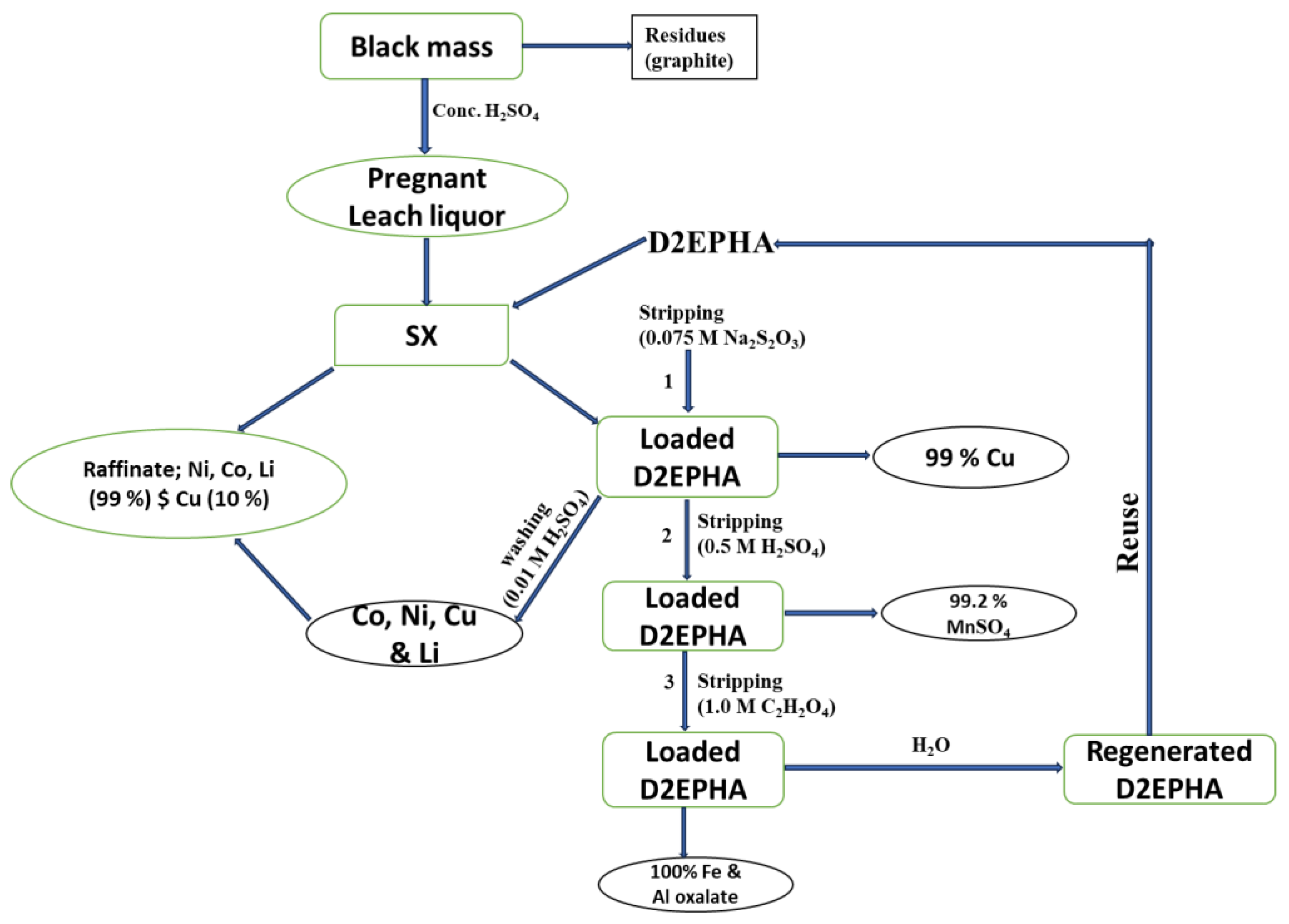
3.5. Conceptual Flow Sheet
Based on the optimized parameters, the steps for the extraction of metal impurities from sulphate leached liquor of a black mass using D2EPHA in kerosene are summarized in the flow sheet below (Figure 9). The aqueous phase (simulated leach liquor) was pumped through a solvent extractor compartment loaded with a proportion of organic phase (D2EPHA in kerosene). Next, the loaded extractant was washed with dilute H2SO4, and trapped or co-extracted Co2+, Li+, Ni2+, and Cu2+ were washed out. In the next stage, Cu2+ was completely stripped with other impurities. In the third stage, Mn2+ retained in the extractant was stripped using concentrated H2SO4, leaving behind Fe3+ and Al3+, which were finally stripped using an oxalic acid solution. The spent extractant was reconditioned with H2O and may be reused repeatedly.
4. Conclusions
The extraction performance of D2EHPA, Cyanex-272, and Na-Cyanex-272 was first compared to determine the most selective extractant to remove metal impurities from a simulated critical metals leach solution. D2EPHA was preferred, and sequential extraction of metal impurities (Fe3+, Al3+ and Cu2+) from critical metals (Co2+, Li+, Ni2+, and Mn2+) using different diluents was achieved. The extraction efficiencies of metal impurities were highest using D2EPHA in kerosene. Exxal-10 also showed high extraction efficiency, except that significant amounts of Co2+, Li+, Ni2+, and Mn2+ were also co-extracted. The extraction efficiencies decreased with increases in O:A ratios from 1:1 to 1:3. Four stages of stripping were conducted, and selective stripping of Mn2+ as MnSO4 was accomplished after co-extracted metal impurities (Fe3+, Al3+, and Cu2+) were removed. The extractant was regenerated when the recalcitrant Fe3+ and Al3+ were finally stripped from D2EPHA using oxalic acid. A proposed flow sheet for the sequential extraction of metal impurities from critical metals rich solution was developed.
Author Contributions
Conceptualization, T.L.D. and A.E.A.; methodology, A.E.A.; validation, T.L.D. and A.E.A.; formal analysis, A.E.A.; investigation, A.E.A.; resources, T.L.D.; data curation, A.E.A.; writing—original draft preparation, A.E.A.; writing—review and editing, A.E.A. and T.L.D.; visualization, T.L.D.; supervision, T.L.D.; project administration, T.L.D.; funding acquisition, T.L.D. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by U.S. Department of Energy (DOE), Office of Energy Efficiency and Renewable Energy, and the Vehicle Technologies Office [Grant Number: VT1201000].
Data Availability Statement
No new data were created or analyzed in this study. Data sharing is not applicable to this article.
Acknowledgments
This work was performed through the ReCell Center, which gratefully acknowledges support from the U.S. Department of Energy (DOE), Office of Energy Efficiency and Renewable Energy, and the Vehicle Technologies Office. This work was predominantly conducted at the Materials Engineering Research Facility, Argonne National Laboratory, a U.S. Department of Energy Office of Science laboratory operated by UChicago Argonne, LLC under contract DE-AC02-06CH11357.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Saldaña, G.; San-Martin, J.I.; Zamora, I.; Asensio, F.J.; Oñederra, O. Electric Vehicle into the Grid: Charging Methodologies Aimed at Providing Ancillary Services Considering Battery Degradation. Energies 2019, 12, 2443. [Google Scholar] [CrossRef]
- U.S. Department of Energy Critical Materials Assessment. 2023. Available online: https://www.energy.gov/sites/default/files/2023-07/doe-critical-material-assessment_07312023.pdf (accessed on 2 October 2023).
- Zuo, Z.; Cheng, J.; Guo, H.; Li, Y. Knowledge mapping of research on strategic minerals resources security: A visual analysis using CiteSpace. Resour. Policy 2021, 74, 102372. [Google Scholar] [CrossRef]
- International Energy Agency. Committed Mine Production and Primary Demand for Lithium, 2020–2030. Available online: https://www.iea.org/data--and-statistics/charts/committed-mine-production-and-primary-demand-for-lithium-2020 (accessed on 2 October 2023).
- Garside. Demand for Nickel Worldwide. Statistia. 2023. Available online: https://www.statista.com/statistics/273653/global-nickel-demand/ (accessed on 23 August 2023).
- Cobalt Institute. Electric Vehicle (EV) Demand Growth Offsets Sluggish Portable Electronics Market; Cobalt Market Report; Cobalt Institute: Guildford, UK, 2022. [Google Scholar]
- Steve, L.; Arumugam, M. Can cobalt be eliminated from lithium-ion batteries? ACS Energy Lett. 2022, 7, 3058–3063. [Google Scholar] [CrossRef]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium-ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Zhu, J.; Mathews, I.; Ren, D.; Li, W.; Cogswell, D.; Xing, B.; Sedlatschek, T.; Kantareddy, S.N.R.; Gao, M.Y.T.; Xia, Y.; et al. End-of-life or second-life options for retired electric vehicle batteries. Cell Rep. Phys. Sci. 2021, 2, 100537. [Google Scholar] [CrossRef]
- Jie, Y.; Yang, S.; Li, Y.; Zhao, D.; Lai, Y.; Chen, Y. Oxidizing roasting behavior and leaching performance for the recovery of spent LiFePO4 batteries. Minerals 2020, 10, 949. [Google Scholar] [CrossRef]
- Pindar, S.; Dhawan, N. Recycling of mixed discarded lithium-ion batteries via microwave processing route. Sustain. Mater. Technol. 2020, 25, 2214–9937. [Google Scholar] [CrossRef]
- Gaines, L.; Dai, Q.; Vaughey, J.T.; Gillard, S. Direct Recycling R&D at the ReCell Center. Recycling 2021, 6, 31. [Google Scholar] [CrossRef]
- Rodrigues, B.V.M.; Bukowska, A.; Opitz, S.; Spiewak, M.; Budnyk, S.; Kuśtrowski, P.; Rokicińska, A.; Slabon, A.; Piątek, J. Selective electrochemical recoveries of Cu and Mn from end-of-life Li-ion batteries. Resour. Conserv. Recycl. 2023, 197, 107115. [Google Scholar] [CrossRef]
- Vanderburgt, S.; Santos, R.M.; Chiang, Y.W. Is it worthwhile to recover lithium-ion battery electrolyte during lithium-ion battery recycling? Resour. Conserv. Recycl. 2023, 189, 106733. [Google Scholar] [CrossRef]
- Jiang, S.; Nie, C.; Li, X.; Shi, S.; Gao, Q.; Wang, Y.; Zhu, X.; Wang, Z. Review on comprehensive recycling of spent lithium-ion batteries: A full component utilization process for green and sustainable production. Sep. Purif. Technol. 2023, 315, 123684. [Google Scholar] [CrossRef]
- Yang, C.; Ma, H.; Yuan, R.; Wang, K.; Liu, K.; Long, Y.; Xu, F.; Li, L.; Zhang, H.; Zhang, Y.; et al. Roll-to-roll prelithiation of lithium-ion battery anodes by transfer printing. Nat. Energy 2023, 8, 703–713. [Google Scholar] [CrossRef]
- Dolotko, O.; Gehrke, N.; Malliaridou, T.; Sieweck, R.; Herrmann, L.; Hunzinger, B.; Ehrenberg, H. Universal and efficient extraction of lithium for lithium-ion battery recycling using mechanochemistry. Commun. Chem. 2023, 6, 49. [Google Scholar] [CrossRef] [PubMed]
- Lv, W.G.; Wang, Z.H.; Cao, H.B.; Sun, Y.; Zhang, Y.; Sun, Z. A critical review and analysis on the recycling of spent lithium-ion batteries. ACS Sustain. Chem Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Anthony, T.; Yang, M.Z.; Dahl, U.E.; Pupek, K.Z.; Polzin, B.; Dunlop, A.; Vaughey, J.T. Direct Recycling of Lithium-Ion Battery Cathodes: A Multi-Stage Annealing Process to Recover the Pristine Structure and Performance. ACS Sustain. Chem. Eng. 2022, 10, 13319–13324. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Boxall, N.J.; Yosephine, G.; Khaleque, H.N.; Christina, M.; Tsing, B.; Cheng, K.Y.; Usher, K.M.; Lakaniemi, A.M. Recent progress in biohydrometallurgy and microbial characterization. Hydrometallurgy 2018, 180, 7–25. [Google Scholar] [CrossRef]
- Islam, A.; Ahmed, T.; Awual, M.R.; Rahman, A.; Sultana, M.; Aziz, A.A.; Monir, M.U.; Teo, S.H.; Hasan, M. 2020. Advances in sustainable approaches to recover metals from e-waste-A review. J. Clean. Prod. 2020, 244, 118815. [Google Scholar] [CrossRef]
- Joseph, J.R.; Cao, B.; Madhavi, S. A review on the recycling of spent lithium-ion batteries (LIBs) by the bioleaching approach. Chemosphere 2021, 282, 130944. [Google Scholar] [CrossRef]
- Zhou, L.F.; Yang, D.; Du, T.; Gong, H.; Luo, W.B. The Current Process for the Recycling of Spent Lithium-Ion Batteries. Front. Chem 2020, 8, 578044. [Google Scholar] [CrossRef]
- Amanze, C.; Zheng, X.; Man, M.; Yu, Z.; Ai, C.; Wu, X.; Xiao, S.; Xia, M.; Yu, Y.; Wu, X.; et al. Recovery of heavy metals from industrial wastewater using bioelectrochemical system inoculated with novel Castellaniella species. Environ. Res. 2022, 205, 112467. [Google Scholar] [CrossRef]
- Sun, L.; Liu, B.; Wu, T.; Wang, G.; Huang, Q.; Su, Y.; Wu, F. Hydrometallurgical recycling of valuable metals from spent lithium-ion batteries by reductive leaching with stannous chloride. Int. J. Min. Metall. Mater. 2021, 28, 991–1000. [Google Scholar] [CrossRef]
- Partinen, J.; Halli, P.; Wilson, B.P.; Lundström. The impact of chlorides on NMC leaching in hydrometallurgical battery recycling. Miner. Eng. 2023, 202, 108244. [Google Scholar] [CrossRef]
- Tang, Y.C.; Wang, J.Z.; Shen, Y.H. Separation of Valuable Metals in The Recycling of Lithium Batteries via Solvent Extraction. Minerals 2023, 13, 285. [Google Scholar] [CrossRef]
- Sahu, S.; Devi, N. Two-step leaching of spent lithium-ion batteries and effective regeneration of critical metals and graphitic. R. Soc. Chem. Adv. 2023, 13, 7193–7205. [Google Scholar] [CrossRef]
- Peng, C.; Liu, F.; Wang, Z.; Wilson, B.P.; Lundström, M. Selective extraction of lithium (Li) and preparation of battery grade lithium carbonate (Li2CO3) from spent Li-ion batteries in nitrate system. J. Power Sources 2019, 415, 179–188. [Google Scholar] [CrossRef]
- Nayl, A.A.; Elkhashab, R.A.; Badawy, S.M.; El-Khateeb, M.A. Acid leaching of mixed spent Li-ion batteries. Arab. J. Chem. 2017, 2, S3632–S3639. [Google Scholar] [CrossRef]
- Fan, X.; Song, C.; Lu, X.; Shi, Y.; Yang, S.; Zheng, F.; Huang, Y.; Liu, K.; Wang, H.; Li, Q. Separation and recovery of valuable metals from spent lithium-ion batteries via concentrated sulfuric acid leaching and regeneration of LiNi1/3Co1/3Mn1/3O2. J. Alloys Compd. 2021, 863, 158775. [Google Scholar] [CrossRef]
- Guimarães, L.F.; Botelho Junior, A.B.; Espinosa, D.C.R. Sulfuric acid leaching of metals from waste Li-ion batteries without using reducing agent. Miner. Eng. 2022, 183, 107597. [Google Scholar] [CrossRef]
- Urias, P.M.; Dos, R.; Menêzes, L.H.; Cardoso, V.L.; de Resende, M.M.; de Souza, F.J. Leaching with mixed organic acids and sulfuric acid to recover cobalt and lithium from lithium-ion batteries. Environ. Technol. 2021, 42, 4027–4037. [Google Scholar] [CrossRef]
- Yunze, Z.; Liu, B.; Zhang, L.; Guo, S. Microwave Pyrolysis of Macadamia Shells for Efficiently Recycling Lithium from Spent Lithium-ion Batteries. J. Hazard. Mater. 2020, 396, 122740. [Google Scholar] [CrossRef]
- Liu, C.; Ji, H.; Liu, J.; Liu, P.; Zeng, G.; Luo, X.; Guan, Q.; Mi, X.; Li, Y.; Zhang, J.; et al. An emission-free controlled potassium pyrosulfate roasting-assisted leaching process for selective lithium recycling from spent Li-ion batteries. Waste Manag. 2022, 153, 52–60. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Chen, W.; Jia, K.; Li, S.; Jia, P.; Wang, W.; Song, Z.; Zhao, X.; Mao, Y.; Chen, S. Progress on the Microwave-Assisted Recycling of Spent Lithium Battery Graphite. Processes 2023, 11, 1451. [Google Scholar] [CrossRef]
- Kihlbom, C. Separation of Cobalt and Nickel Using CYANEX 272 for Solvent Extraction [Dissertation] (TRITA-CBH-GRU). 2021. Available online: https://urn.kb.se/resolve?urn=urn:nbn:se:kth:diva-293919 (accessed on 12 October 2023).
- Doreen, K.; Sandra, P.; Martin, B. Recovery of Al, Co, Cu, Fe, Mn, and Ni from Spent LIBs after Li Selective Separation by the COOL-Process. Part 1: Leaching of Solid Residue from COOL-Process. Chem. Ing. Tech. 2021, 93, 1833–1839. [Google Scholar] [CrossRef]
- Viet, N.H.N.; Man, S.L. Separation of Co (II), Cu (II), Ni (II), and Mn (II) from synthetic sulfuric acid leaching solution of spent lithium-ion batteries by solvent extraction. Physicochem. Probl. Miner. Process 2020, 56, 599–610. [Google Scholar]
- Viet, N.H.N.; Man, S.L. Separation of Co (II), Ni (II), Mn (II) and Li(I) from synthetic sulfuric acid leaching solution of spent lithium-ion batteries by solvent extraction. J. Chem. Technol. Biotechnol. 2021, 96, 1205–1217. [Google Scholar]
- Ajiboye, E.A.; Panda, P.K.; Adebayo, A.O.; Ajayi, O.O.; Tripathy, B.C.; Ghosh, M.K.; Basu, S. Leaching kinetics of Cu, Ni and Zn from waste silica rich integrated circuits using mild nitric acid. Hydrometallurgy 2019, 188, 161–168. [Google Scholar] [CrossRef]
- Benjamasutin, P.; Promphan, R. Determination of Optimal Parameters for the Application of Hydrogen Peroxide as Reducing Agent in the Leaching Process. Master’s Thesis, Chalmer University of Technology, Gothenburg, Sweden, 2020. Available online: https://hdl.handle.net/20.500.12380/300808 (accessed on 12 October 2023).
- Vieceli, N.; Casasola, R.; Lombardo, G.; Ebin, B.; Petranikova, M. Hydrometallurgical recycling of EV lithium-ion batteries: Effects of incineration on the leaching efficiency of metals using sulfuric acid. Waste Manag. 2021, 125, 192–203. [Google Scholar] [CrossRef]
- Choubey, P.K.; Dinkar, O.M.; Panda, R.; Kumari, A.; Jha, M.K.; Pathak, D.D. Selective extraction and separation of Li, Co, and Mn from leach liquor of discarded lithium-ion batteries (LIBs). Waste Manag. 2021, 121, 452–457. [Google Scholar] [CrossRef]
- Punt, T.; Luckay, R.C.; Akdogan, G.; Bradshaw, S.M.; Van Wyk, A.P. Comparison of phosphorus-based extractants on manganese separation from citrate leach solutions for recycling of lithium-ion batteries. S. Afr. J. Sci. 2023, 119. [Google Scholar] [CrossRef]
- Pardon, K.K.; Michael, A.H. Diluent effect on the solvent extraction rate of copper. Sep. Sci. Technol. 2002, 37, 1135–1152. [Google Scholar]
- Reichardt, C.; Welton, T. Solvents and Solvent Effects in Organic Chemistry; John Wiley & Sons: Hoboken, NJ, USA, 2011. [Google Scholar]
- Engdahl, E.L.; Aneheim, E.; Ekberg, C.; Foreman, M.; Skarnemark, G. Diluent effects in solvent extraction. In Proceedings of the First ACSEPT International Workshop, Lisbon, Portugal, 7–10 September 2010. [Google Scholar]
- Ritcey, G.M.; Lucas, G.H. Proceedings of International Solvent Extraction Conference; Society of Chemical Industry: London, UK, 1974; Volume 3, p. 2899. [Google Scholar]
- Nilsson, M.; Andersson, S.; Ekberg, C.; Foreman, M.R.S.; Hudson, M.J.; Liljenzin, J.; Magnusson, D.; Skarnemark, G. Extraction properties of 6,6’-bis-(5,6-dipentyl- [1,2,4] triazin-3-yl)- [2,2] bipyridinyl (C5-BTBP). Solvent Extr. Ion Exch. 2005, 24, 299–318. [Google Scholar] [CrossRef]
- Khorfan, S.; Koudsi, Y. Effect of organic diluents on the extraction of uranium from phosphoric acid. J. Radioanal. Nucl. Chem. Lett. 1995, 199, 339–345. [Google Scholar] [CrossRef]
- Ramazan, D.; Emrah, T. Extraction of Th (IV) metal ions with trioctylphosphine oxide dissolved in kerosene using multi-dropped liquid membrane technique. Heliyon 2022, 8, e09258. [Google Scholar] [CrossRef]
- Reuna, S.; Väisänen, A. Purification of recovered phosphoric acid by extracting aluminum with di-2-ethylhexyl phosphoric acid. Chem. Pap. 2022, 76, 417–425. [Google Scholar] [CrossRef]
- Zhou, L.; Yongqing, Z.; Lijin, Z.; Xuefeng, W.; Ran, J.; Lu, W. High-Value Recovery of the Iron via Solvent Extraction from Waste Nickel-Cadmium Battery Sulfuric Acid Leachate Using Saponified D2EHPA. Separations 2023, 10, 251. [Google Scholar] [CrossRef]
Figure 1.
XRD microgram of powdered black mass showing the major peaks as graphite and oxides of lithium, aluminum, nickel, cobalt, and manganese.
Figure 1.
XRD microgram of powdered black mass showing the major peaks as graphite and oxides of lithium, aluminum, nickel, cobalt, and manganese.

Figure 2.
Leaching studies of metals in black mass using different H2SO4 concentrations (pulp density-20 g/L, leaching temperature 90 °C, leaching time-120 min, stirring speed-100 rpm).
Figure 2.
Leaching studies of metals in black mass using different H2SO4 concentrations (pulp density-20 g/L, leaching temperature 90 °C, leaching time-120 min, stirring speed-100 rpm).

Figure 3.
pH studies for the extraction of metals by extractants in kerosene. (a) 20% v/v Cyanex-272, (b) 20% v/v Na-Cyanex-272, (c) 40% v/v D2EHPA. Conditions: 100 g black mass sulfate leachate (containing Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L), 25 °C, mixed 20 min, centrifugation-1000 rpm, saponification of Cyanex-0.02 g NaOH).
Figure 3.
pH studies for the extraction of metals by extractants in kerosene. (a) 20% v/v Cyanex-272, (b) 20% v/v Na-Cyanex-272, (c) 40% v/v D2EHPA. Conditions: 100 g black mass sulfate leachate (containing Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L), 25 °C, mixed 20 min, centrifugation-1000 rpm, saponification of Cyanex-0.02 g NaOH).


Figure 4.
The effect of diluents on the extraction efficiency of metals from sulfate simulated solutions. Condition: 40% v/v, pH 2.5, 25 °C, 20 min, O:A 1:1, initial metal content: Ni-0.74 g/L, Mn-0.3 g/L, Co-0.6 g/L, Li-0.152 g/L, Cu-0.11 g/L, 0.055 g/L Al, and 0.020 g/L Fe.
Figure 4.
The effect of diluents on the extraction efficiency of metals from sulfate simulated solutions. Condition: 40% v/v, pH 2.5, 25 °C, 20 min, O:A 1:1, initial metal content: Ni-0.74 g/L, Mn-0.3 g/L, Co-0.6 g/L, Li-0.152 g/L, Cu-0.11 g/L, 0.055 g/L Al, and 0.020 g/L Fe.
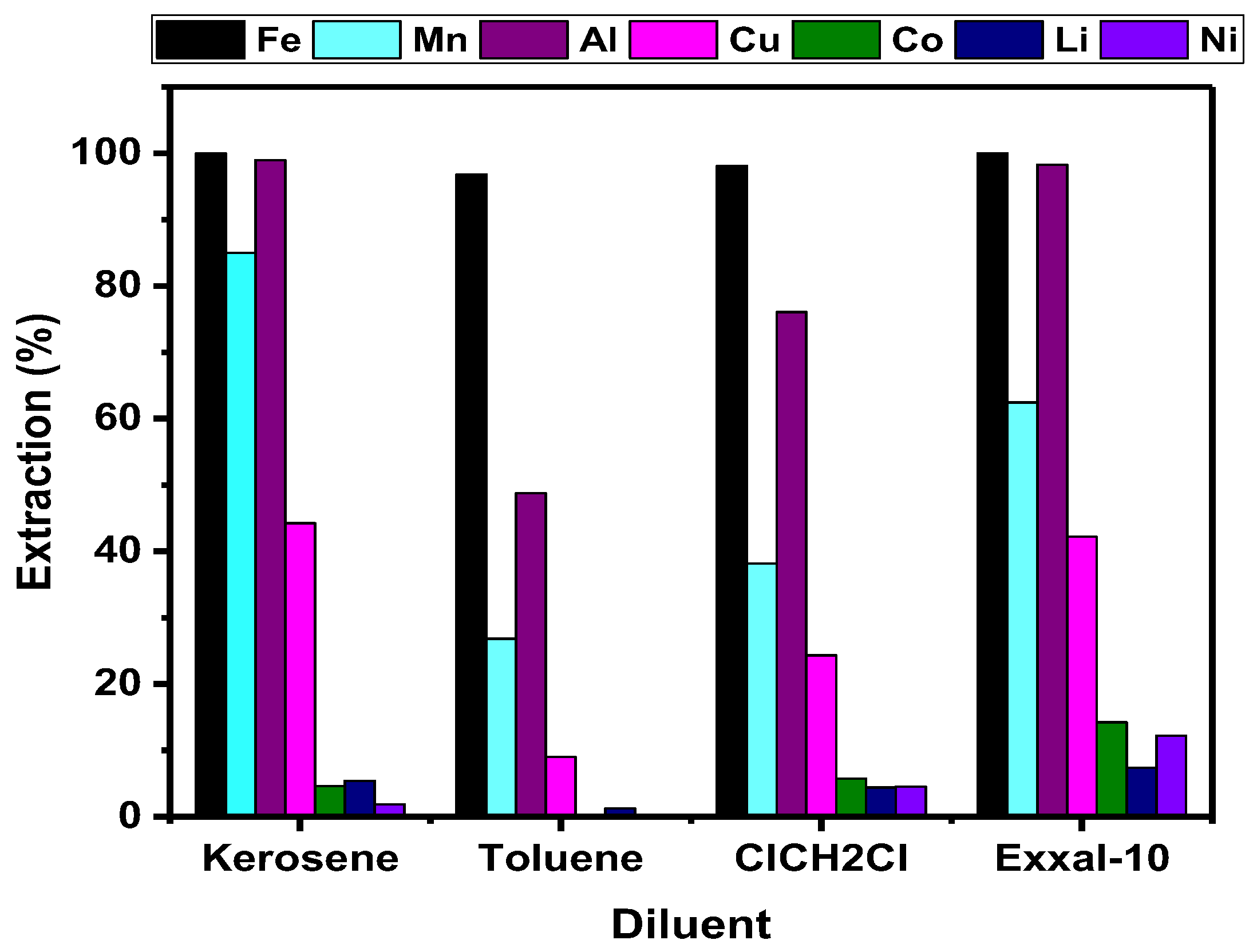
Figure 5.
Plot of extractant concentration for the extraction of metals. Condition: sulfate simulated solution (Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L, condition: 25 °C, 20 min, centrifugation-1000 rpm).
Figure 5.
Plot of extractant concentration for the extraction of metals. Condition: sulfate simulated solution (Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L, condition: 25 °C, 20 min, centrifugation-1000 rpm).

Figure 6.
Variation in the organic and aqueous ratio. (a) 20% v/v D2EPHA, and (b) 40% v/v D2EPHA; Conditions: sulfate simulated solution (Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L, condition: 25 °C, 20 min, centrifugation-1000 rpm).
Figure 6.
Variation in the organic and aqueous ratio. (a) 20% v/v D2EPHA, and (b) 40% v/v D2EPHA; Conditions: sulfate simulated solution (Ni-0.72, Co-0.60, Mn-0.31, Li-0.15, Cu-0.101, Al-0.075, and Fe-0.055 g/L, condition: 25 °C, 20 min, centrifugation-1000 rpm).

Figure 7.
Extraction efficiency of metals from 2.0 M sulfate leached liquor [condition: Ni-1.47, Co-0.98, Mn-0.57, Li-0.43, Cu-0.98, Al-0.107, and Fe-0.045 g/L, 25 °C, 20 min, centrifugation-1000 rpm].
Figure 7.
Extraction efficiency of metals from 2.0 M sulfate leached liquor [condition: Ni-1.47, Co-0.98, Mn-0.57, Li-0.43, Cu-0.98, Al-0.107, and Fe-0.045 g/L, 25 °C, 20 min, centrifugation-1000 rpm].
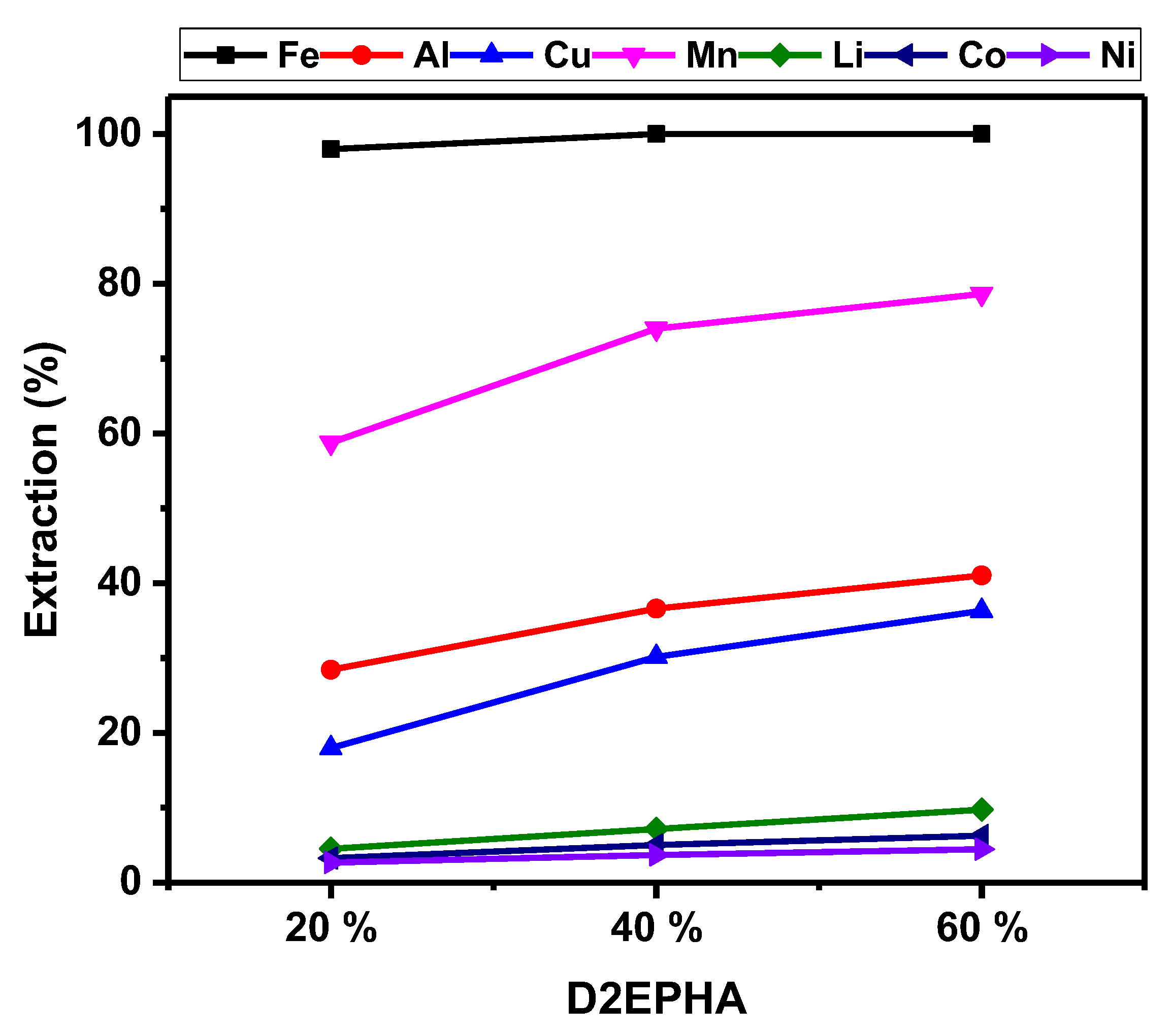
Figure 8.
Stripping profile. (a) Conditions: O: A-1:1, 20% v/v D2EPHA, temperature-25 °C, time-20 min; (b) stepwise stripping-stage 1: 0.01M H2SO4, stage 2: 0.75 M Na2S2O3, stage 3: 0.5 M H2SO4, stage 4: 1.0 M C2H2O4; conditions: O: A-1:1, 40% v/v D2EPHA, temperature-25 °C, time-20 min.
Figure 8.
Stripping profile. (a) Conditions: O: A-1:1, 20% v/v D2EPHA, temperature-25 °C, time-20 min; (b) stepwise stripping-stage 1: 0.01M H2SO4, stage 2: 0.75 M Na2S2O3, stage 3: 0.5 M H2SO4, stage 4: 1.0 M C2H2O4; conditions: O: A-1:1, 40% v/v D2EPHA, temperature-25 °C, time-20 min.

Figure 9.
Proposed flow sheet for the extraction of metal impurities from sulphate leached liquor of black mass and concentration of critical metals rich liquor.
Figure 9.
Proposed flow sheet for the extraction of metal impurities from sulphate leached liquor of black mass and concentration of critical metals rich liquor.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Metal content of powdered black mass.
| Metal | Ni | Co | Li | Mn | Cu | Al | Fe |
|---|---|---|---|---|---|---|---|
| Conc. (g/L × 100) | 1.21 | 0.89 | 0.31 | 0.57 | 0.101 | 0.102 | 0.14 |
Table 2.
Separation factor of metals using 40% v/v D2EPHA in kerosene at 25 °C in 20 min.
| pH | 2.0 | 2.5 | 3.0 |
|---|---|---|---|
| Mn/Co | 24 | 95 | 52 |
| Mn/Ni | 31 | 252 | 146 |
| Mn/Li | 80 | 389 | 65 |
| Mn/Cu | 6 | 6 | 6 |
| Al/Mn | 1 | 21 | 452 |
| Fe/Mn | 1376 | 252 | 1074 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ajiboye, A.E.; Dzwiniel, T.L. Sequential Recovery of Critical Metals from Leached Liquor of Processed Spent Lithium-Ion Batteries. Batteries 2023, 9, 549. https://doi.org/10.3390/batteries9110549
AMA Style
Ajiboye AE, Dzwiniel TL. Sequential Recovery of Critical Metals from Leached Liquor of Processed Spent Lithium-Ion Batteries. Batteries. 2023; 9(11):549. https://doi.org/10.3390/batteries9110549
Chicago/Turabian StyleAjiboye, Ayorinde Emmanuel, and Trevor L. Dzwiniel. 2023. "Sequential Recovery of Critical Metals from Leached Liquor of Processed Spent Lithium-Ion Batteries" Batteries 9, no. 11: 549. https://doi.org/10.3390/batteries9110549
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.