Relationship among Vulcanization, Mechanical Properties and Morphology of Blends Containing Recycled EPDM

1
Center of Applied Engineering, Modeling and Social Sciences—CECS, Universidade Federal do ABC—UFABC, Rua Santa Adélia, 166, Santo André-SP 09210-170, Brazil
2
Center of Exact Science and Technology, Department of Physics and Chemistry, Universidade de Caxias do Sul, Rua Francisco Getúlio Vargas, 1130, Caxias do Sul-RS 95070-560, Brazil
3
Technology Development Center—CDTec, Universidade Federal de Pelotas—UFPel, Rua Gomes Carneiro, 1, Pelotas-RS 96010-610, Brazil
*
Author to whom correspondence should be addressed.
Recycling 2017, 2(3), 16; https://doi.org/10.3390/recycling2030016
Submission received: 7 August 2017
/
Revised: 11 September 2017
/
Accepted: 14 September 2017
/
Published: 19 September 2017
Abstract
:The production of consumption goods made of elastomer generates large amounts of vulcanized residues. The final proper environmental disposal of this material is a serious problem, which involves high costs and a possible waste of a material with high added value. The recycling of elastomers is a very important alternative since it is related directly to the protection of the environment, energy conservation, and sustainability. An option for companies that produce elastomeric residues is their incorporation in the formulations by producing polymeric blends. Thus, this work aims to prepare polymeric blends composed of ethylene-propylene diene monomer rubber (EPDM) and raw EPDM/EPDM residue (EPDM-r) in different concentrations, when the residue is ground at room temperature. The morphology of the residue, vulcanization characteristics, mechanical properties, and morphology of the blends were analyzed, showing promising results that point to the feasibility of using EPDM-r in the production of polymeric blends and as a possible solution to the problem of the final disposal of solid residues.
1. Introduction
Creating an eco-friendlier product, environmental issues should be dealt with in the early stage of production, during the conception and design phase, by using recycled secondary raw materials, which have lengthened useful lives and also would be able to be recycled once they have been discarded [1]. The recycling of materials, especially polymeric materials, should considered due to the limited resources that human beings face nowadays. In addition, the use of recycled materials in new applications is a sustainable action, as it saves raw materials, often polymers derived from petroleum, which are finite. The use of waste in other applications helps also in the solution of the big global problem of the final disposal of solid residues. Vulcanized elastomers are materials with difficult processes of natural degradation due to their cross-linking structure and the presence of additives on their formulation, which can generate serious problems for to the environmental and public health. Additionally, recycling is considered a category of green chemistry, i.e., the use of renewable or recycled sources of raw material, and is also a source of income for many families around the world [1,2], especially those facing an economic crisis.
Research and technological initiatives are increasingly focused on the development of new methodologies of recycling, which has forced companies to seek the development of green products [3]. The disposal of elastomer wastes is one of the largest costs to the industry because the raw material used has high added value, and therefore their disposal is considered a waste. Nowadays, the situation is even more difficult since that not following the laws is considered an environmental crime, which can generate hard punishments. The ideal solution to this problem, therefore, is that the recycled material is added into the process within the industry itself, which is not so simple in the case of elastomers [4]. Elastomers like ethylene-propylene diene monomer rubber (EPDM), with unsaturations in their side groups, are less reactive and therefore more difficult to recycle [5].
A well-established way to recycle vulcanized elastomers is through the production of polymeric blends, i.e., a mixture of two or more polymers that can be miscible or not. As two or more properties of the polymers can be combined, the blends are widely studied, with the aim of improving their physical properties compared to those of neat polymers, obtaining materials that have additional properties, and the minimization of the loss of their original properties [6], in addition to being economically more viable by uniting two existing polymers to synthesize another non-existent polymer [7] through the creation of a new molecule. A plethora of polymeric blends composed of recycled elastomers can be obtained, which is considered a sustainable action.
Recovery is the use of vulcanized elastomer (as a powder) as a filler in elastomer compositions with a raw matrix or in the production of polymeric blends through its incorporation and subsequent vulcanization. It is a process that uses only mechanical processes, without changing the chemical composition of the material [8]. Although there is a loss of mechanical properties during the process, since the interaction between the vulcanized elastomer and the raw one is generally weak, its recovery may be advantageous when incorporated into new formulations, given the reduction in the cost of the final product, lower consumption of energy and raw materials, and the non-generation of hazardous residues [9,10,11,12,13]. In this way, some authors have studied blends containing at least one phase composed of a recycled elastomer [14,15,16,17,18,19,20] as a viable economic alternative and as an environmentally friendly solution to solid residues, obtaining satisfactory results. Some authors have shown that the vulcanization of blends containing a ground recycled phase is complex [14]. Thus the vulcanization stage must be carefully analyzed since the physical properties of the blends are influenced as a consequence.
However, even knowing that the recycling of elastomers is widespread, a gap concerning the feasibility of EPDM recycling by milling at room temperature and its incorporation into a raw phase, resulting in a polymeric blend, is observed in the literature. It is important to understand the influence of the milling process on mechanical properties in order to come across a sustainable production process, which results in final products with useful properties. Thus, this work proposes to analyze the feasibility of grinding ethylene-propylene diene monomer rubber residue (EPDM-r) at room temperature and preparing polymeric blends composed of raw EPDM/EPDM-r in different concentrations by analyzing the relationship between vulcanization characteristics, mechanical properties, and morphology.
2. Experimental
2.1. Materials
Vulcanized residues of ethylene-propylene diene monomer rubber (EPDM) from expanded profile trims, called EPDM-r, and compounds containing a blend of raw EPDM (DSM South América Ltd., (São Paulo, Brazil) were kindly supplied by Ciaflex Rubber Industry Ltd. (Caxias do Sul, Rio Grande do Sul, Brazil). Both the residue and raw elastomer compounds contain sulphur (Intercuf industry and trade Ltd., (São Paulo, Brazil); zinc oxide (ZnO) (Agro Zinco industry and trade Ltd., São Paulo, Brazil); stearic acid (C18H36O2) (Proquiec chemical industry S/A, (Vargem Grande Paulista, São Paulo, Brazil); tetramethyl thiuram disulfide (TMTD) (Proquiec chemical industry S/A, (Vargem Grande Paulista, São Paulo, Brazil); and 2-Mercaptobenzothiazole (MBT) (Proquiec chemical industry S/A, (Vargem Grande Paulista ,São Paulo, Brazil). The exact formulation of EPDM-r is not known.
2.2. Milling and Characterization of EPDM-r
Initially, the scraps were heterogeneous in size and form. First, they were cut to lengths of around 10 cm using a belt saw (self-construction). After this, the materials were submitted twice to agglutination to increase their surface area. Then two types of agglutinators, with different numbers of knives (two and and) and operating speeds were used; the one with the highest speed (MH, model MH-4) was used in the end. Finally, the residue was ground in a knife mill (Marconi, model MA 580, Piracicaba, SP, Brazil). The distribution of particle size was determined by granulometric analysis, according to American Society for Testing and Materials (ASTM) D5644-01, using the sieves with 20, 25, 28, 35, 48, and 65 mesh.
Ground EPDM-r was analyzed by thermogravimetric analysis (TGA) and by Scanning Electron Microscopy (SEM). TGA was performed using a thermogravimetric analyzer from Shimadzu, model TGA-50, according to ASTM D6370-03. Approximately 10 mg of EPDM-r was heated from 25 to 450 °C under a nitrogen atmosphere to monitor the weight loss of oil and elastomer. At 450 °C, the gas flow was changed by oxygen, and the samples were heated to 800 °C to monitor the carbon black degradation. Both ramps were heated at a rate of 10 °C/min and with a gas flow of 50 mL/min. The surface characterization was carried out using a Philips XL 30 Scanning Electron Microscope. The samples were cryogenically fractured, and the surfaces to be analyzed were coated with gold by a sputter coater. The semi-quantitative analysis of the fillers was carried out by Energy Dispersive Spectroscopy (EDS).
2.3. Preparation and Characterization of the Blends
A blend of two different types of EPDM, called 4770 and 4703, containing 70.3% and 53.0% of ethylene, respectively, comprise the raw EPDM phase [21]. Thus raw EPDM is composed of the blend 4770/4703 64/36 wt %, and the formulation is shown in Table 1. The real formulation of EPDM-r is not known because it is confidential information.
The blends were prepared in an open two roll mill, model MH-600. The total mixing time for each blend was approximately 30 min at 60 °C. The blends were composed of raw EPDM/EPDM-r in the following concentrations (wt %): 100/0, 83/17, 71/29, 62/38, 50/50, 45/55, 42/58, and 38/62.
The samples were molded in a hydraulic press from Shulz, model PHS 15 T, at 160 °C with a pressure of 7.5 MPa. The vulcanization time of the sheets corresponds to the optimum cure time (t90) derived from the vulcanization characteristics.
The vulcanization characteristics of the blends were studied using an oscillatory dual cone Tech Pro Rheometer Rheotech OD+, at 160 °C, according to ASTM D2084-06. From the curves of torque versus time, the vulcanization characteristics of the samples were obtained: minimum torque (ML), maximum torque (MH), torque variation ∆M (∆M = MH − ML), security time of the process or scorch time (ts1), optimum cure time (t90), and Cure Rate Average (CRA). The CRA values were calculated by using the Equation (1) [22]:
The absolute density test was conducted by the hydrostatic method, according to ASTM D297-93. The density of the samples was calculated using Equation (2):
where ρ is the density of the sample at 25 °C (g·cm−3), ma is the mass of the sample in the air (g), and mb is the mass of the sample in the water (g).
The mechanical properties of the blends were obtained by performing hardness, tensile, and tear strength tests and by determining the compression set (CS).
Hardness tests were carried out on a Shore A durometer Teclock GS709, according to ASTM 2240-05.
Tensile tests were performed on a universal machine, EMIC DL-3000, with a rate of grip separation of 500 mm·min−1 and with a 20 kN load cell, according to ASTM D412-06. The following properties were obtained: tensile strength and elongation at break. The tear strength tests were carried out on a universal machine EMIC DL-3000, with a rate of grip separation of 500 mm·min−1 and with a 20 kN load cell, according to ASTM D624-00.
The compression set is related to the elastic recovery of the material after the prolonged action of compressive forces. Tests were performed according to ASTM D395 B-03, method A. Cylindrical samples (Ø 28.6 mm × 13 mm) were compressed by 22 h at 23 °C. The residual deformation was measured after 30 min of compression removal, and CS was determined using Equation (3):
where CS is the compression set (%), t0 is the original thickness (mm), and tf is the final thickness (mm).
A morphological analysis of the blends was carried out using a Shimadzu SSX-550 Superscan Scanning Electron Microscope (SEM). The samples were cryogenically fractured, and the surfaces to be analyzed were coated with gold by a sputter coater.
This section is divided by subheadings. It should provide a concise and precise description of the experimental results, their interpretation, and the experimental conclusions that can be drawn.
3. Results and Discussion
3.1. Characterization of EPDM-r
3.1.1. Milling and Particle Size Distribution
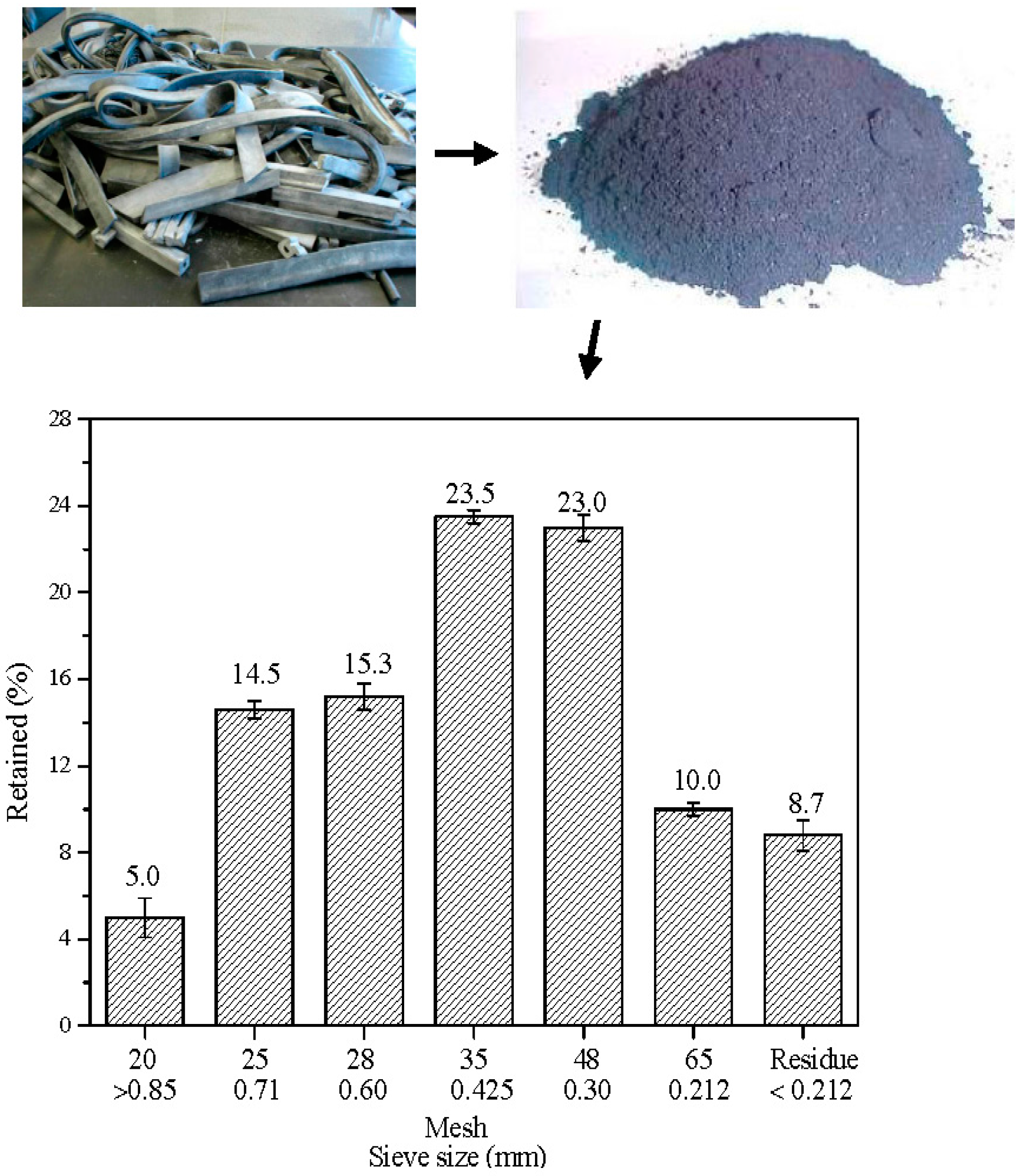
The results of the granulometric analysis are shown in Figure 1.
In the recovery of elastomers, the first step of any recycling process is the milling of the material, which is necessary to increase the surface contact area and to produce a more uniform product [23,24,25]. According to the literature [26], ground particles in the range of 28 to 35 mesh (0.425–0.600 mm) are ideal for incorporation in compounds. This strategy aims at reducing the price of production, the replacement of mineral fillers, and the environmental impact [11]. Milling at room temperature is a low-cost process that produces rough and irregular particles [21]. The particle size and particle size distribution depend on the number of times that the powder is processed by the mill and the mill type used. In general, the first milling reduces large pieces of elastomer to sizes in the range of 10 to 40 mesh. The second one can reduce the particle size to up to 80 mesh [25]. The powder obtained is restricted to applications that require low mechanical strength due to the presence of great amounts of large particles [27].
The particle size distribution of EPDM-r showed that approximately 47% of the EPDM-r was retained on 35 and 48 mesh sieves, which demonstrated that the residue used consists mostly of 0.43 to 0.30 mm sized particles. According to the literature [26], these particle sizes are ideal for incorporation into new compounds. However, the particle size distribution ranged between 20 and 65 mesh. According to some authors [23], the mechanical grind produces particles with enough roughness and consequently increases their surface area, resulting in greater adhesion to the elastomeric matrix. In addition, as described above, the powder obtained is the appropriate size for posterior incorporation to compounds [26].
3.1.2. Thermo-Oxidative Degradation
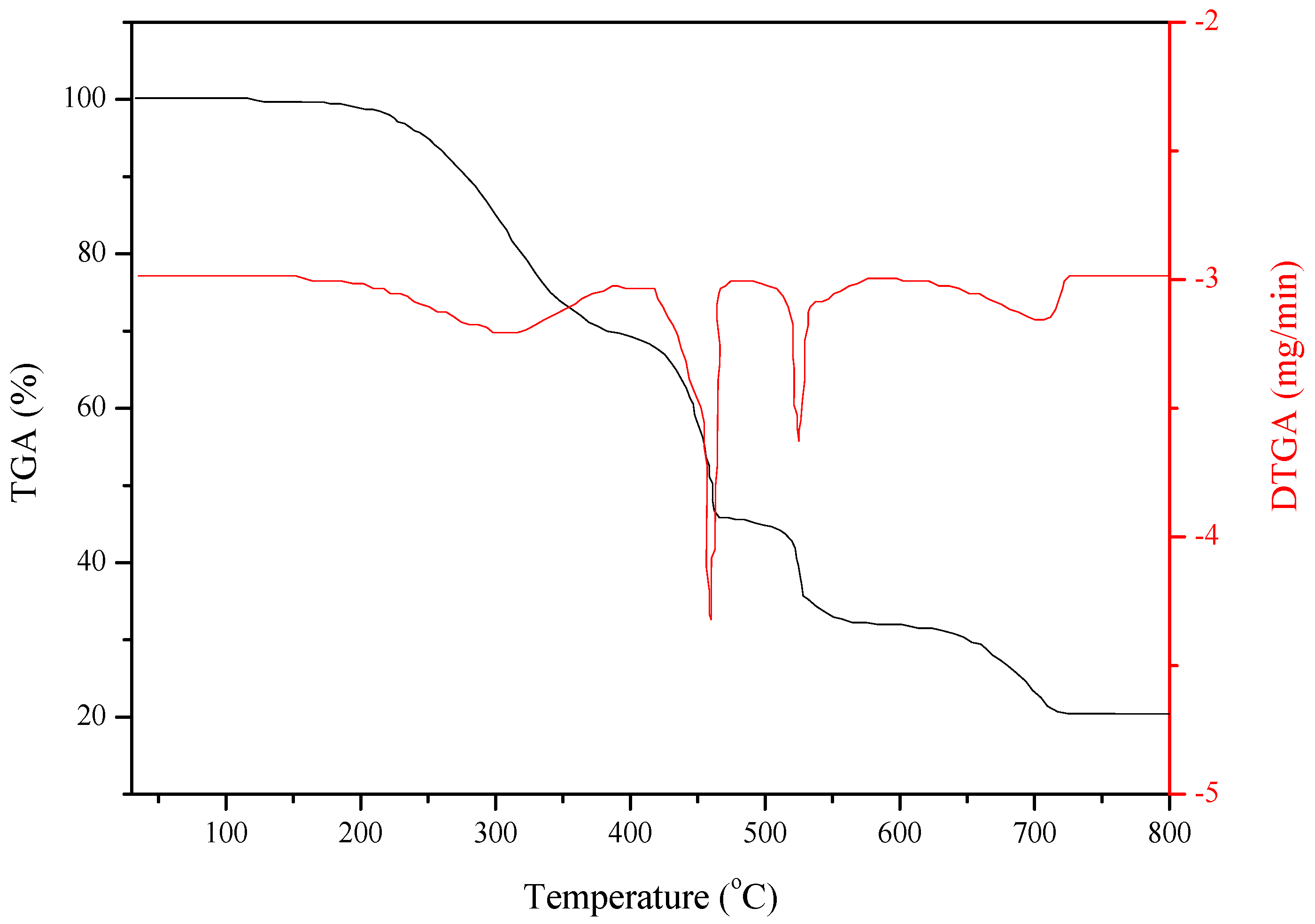
According to Weber et al. [23], the first mass loss occurs at 291.6 °C, and it is related to the oil decomposition present in the sample (30.1%) and other organic polymeric additives [4,28,29]. At 447.4 °C, the corresponding degradation of EPDM (23.87%) occurs (under nitrogen flow) [23]. After the change of the gas flow, the mass loss at 522.5 °C is due to carbon black decomposition [23,28]. In the next stage, at 682.5 °C, CO2 is released due to the decomposition of the CaCO3 (11.42%) [23]. CaCO3 is a filler commonly used in the rubber industry.
3.1.3. Morphology
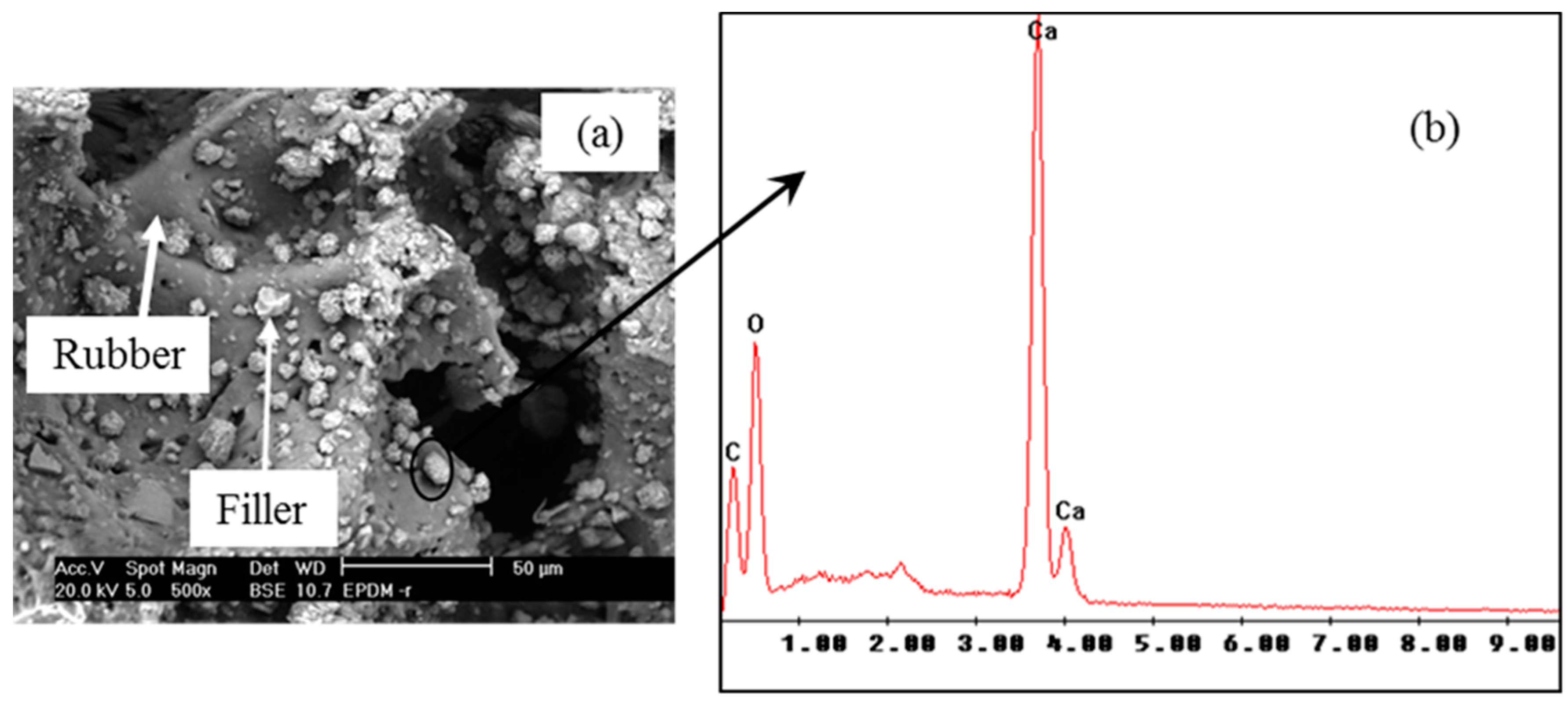
Figure 3 shows the SEM micrograph of the EPDM-r surface particle and the semi-quantitative analysis performed by EDS.
Based on the results, it is possible to observe that, as well as irregular shape, the particles have a high surface roughness (Figure 3a). According to Gibala et al. [16], rubber ground at room temperature is convoluted, spongy, and porous in nature. It is known that powders suitable for utilization in new formulations must be smaller than 0.6 mm and present high superficial area [23,27]. For regeneration, their size should be in the range of 0.1 to 0.5 mm [23]. The semi-quantitative analysis (Figure 3b) revealed the presence of CaCO3 concentrated on the analyzed surface, which was proven by the TGA results (Table 1).
However, these fillers tend not to influence the adhesion among the phases in polymeric blends. Since they are inorganic fillers, incompatible with both polymeric phases, and knowing that the mixing process provides high shear rates, they probably were easily removed from the surface of the residue phase during processing.
3.2. Characterization of the Blends
3.2.1. Vulcanization Characteristics
Table 3 summarizes the vulcanization characteristics of the analyzed samples.
In general, the ML values increased as the concentration of EPDM-r increased in the blends. These values reflect the initial viscosity of the compounds and provide information about the processability of the compounds [24,25]. It is known that the residue is vulcanized, which increases the initial viscosity of the blend. The high viscosity may restrict the flow of the elastomeric mass, consequently making processing difficult. According to the literature [16], vulcanized particles do not deform and thus cause the rubber to continue to move at a higher velocity between particles for a given macroscopic shear rate, resulting in a higher shear stress and viscosity. Concerning the MH values (related to the stiffness of the compounds), in general, they increased as the EPDM-r concentration present in the blend increased. EPDM-r contributed to an increase the viscosity of the compounds and reduced their fluidity since it was vulcanized. In the case of the samples containing high concentrations of residue, the possible formation of agglomerates (clusters) may also have influenced the increase of the MH values observed [30,31].
ΔM values did not show a tendency as the samples 83/17, 71/29, 62/38, and 42/58 presented higher values than the control sample (100/0). The parameter correlates to the cross-linking density of the compound after the end of the vulcanization reaction [14]. Thus, as mentioned earlier, the presence of certain residue concentrations, by reducing the blend fluidity, possibly hampered in some way the vulcanization of the compounds and probably increased the number of clusters. According to Zanchet et al. [21], the more agglomerated the filler is, the higher the amount of rubber occluded into the aggregates, resulting in a greater hydrodynamic effect, which reduces the interaction filler-matrix. In the same way, the higher the agglomeration of the residue phase, the higher the occlusion of the matrix phase. As also stated by the literature [16], an elastomeric matrix can become occluded into the residue phase due to the format of the ground particles at room temperature, which present void spaces.
Even the agglomeration can cause the confinement of the vulcanization additives within the residues, leading to the decrease of the matrix vulcanization [14]. Moreover, the low cross-linking density observed in the samples containing high concentrations of residue may also be attributed to the relatively fewer reaction sites available for further cross-linking formation on the residue phase [32], since it is vulcanized.
So that a given chemical reaction happens, it is necessary to have effective shocks in order to form an intermediate structure between reagents and products, known as an activated complex. The molecules of the reagents must have sufficient energy in addition to a collision in favorable geometry [33]. Therefore, the viscosity increase and the consequent decrease in the fluidity probably hampered the occurrence of these shocks, which directly influenced the vulcanization reactions of these compounds. Still, the increase of residue clusters probably increased the amount of matrix occluded, hindering the homogenous formation of cross-linkings in the matrix.
ts1 indicates the security time of the process before the start of the cross-linking formation. The results showed that this parameter decreased as the residue content increased in the blends. Such a reduction can be attributed to the presence of residual vulcanization additives related to the first vulcanization reaction, which is a characteristic behavior of recycled rubbers [25,34,35,36]. According to Ismail et al. [36], the residual accelerator can act as a sulphur donor, which speeds up the early stages of the vulcanization process and reduces the value of ts1. This reduction can also be related to the increased viscosity and consequent reduction in the fluidity of the compounds, as well as the increase of residue agglomerates in the matrix. As mentioned by some authors [15,19], the reduction of ts1 values is due to the migration of accelerator fragments from the residue phase to the matrix.
Regarding t90 values, in general, they increased considerably with the increase of the residue concentration in the blend. This result means that, for the materials reach the optimum vulcanization time, greater periods of time were necessary, probably due to the difficulty in the generating of effective shocks, as cited previously, since the high concentrations of vulcanized residue possibly make it more difficult for these materials to flow. The higher viscosity of the samples also hinders the diffusion and dispersion of vulcanization additives, affecting the occurrence of the reaction. In other words, it seems that the rate of diffusion of the vulcanization additives decreased in the matrix phase as the residue concentration increased; consequently the t90 values increased [37]. As previously mentioned, the increase in the concentration of residue clusters in the samples may have hampered the vulcanization reaction due to the possible increase in the amount of occluded rubber.
In general, CRA values decreased with the increase of residue concentration in the blend. In other words, the vulcanization got more difficult due to the presence of large residue concentrations, since the CRA value equates to the speed of the reaction. As previously pointed out, the viscosity of the compounds was enlarged with the increase of the residue concentration, making the diffusion of the vulcanization additives more difficult. Some authors found similar results [14]. According to them, it is possible that the vulcanized EPDM-r phase acted as a physical barrier, slowing down the cross-linking rate of the matrix.
3.2.2. Density and Hardness
The hardnesses and densities of the blends before and after vulcanization of the blends are presented in Table 4.
According to the results, the hardness increased as the EPDM-r content increased. Therefore, the greatest concentration of hard residue (vulcanized) present in the sample and the greatest concentration of clusters possibly influenced the hardness values obtained. These values corroborated the increase of MH previously observed in Table 2.
Regarding the density, the results of the unvulcanized blends are less than those of the vulcanized the blends containing low residue concentrations. This difference is due to reticulation since the cross-linkings approach the chains and reduce the volume of voids in the samples. As in the blends containing fewer residues, the matrix phase is more concentrated and the difference between the vulcanized and unvulcanized samples is sharper.
In the case of compounds containing high residue contents, the residue influenced more strongly the density of the blend, since there was no significant variation between the density values of the vulcanized and unvulcanized samples. In short, the analysis of the results demonstrated the great influence of the reticulation in the density of blends, but this varied according to the concentration of residue present in the samples. Also, in the blends containing high concentrations of EPDM-r, less vulcanizable matrix is present, so the difference between the vulcanized and unvulcanized samples became not significant.
3.2.3. Mechanical Properties
This section brings about the discussion of the results of compression set, tensile and tear strength, and elongation at break.
The compression set results of the blends are shown in Table 5. Only the results of the samples with up to 38 wt % of EPDM-r are presented because the other compositions did not properly fill the mold. The high viscosity has restricted the flow of the elastomeric mass of the blends, damaging the filling of the mold, as previously found with the vulcanization characteristics of the samples.
Concerning the compression set, it may be noted that the increase of the residue content present in the blends resulted in the increase of this mechanical property. This result can be attributed to the reduced elasticity of the elastomeric matrix, which carries a plastic deformation (irreversible) and hinders the elastic recovery of the material from the imposed deformation [37].
The samples containing 17, 29, and 38 wt % of residue showed increased values of ∆M, which are related to cross-linking density. This increase consequently reduces the elasticity of these blends and, as a result, leads to the increase of the compression set values observed [38]. Still, the greatest concentration of vulcanized residue can, likewise, have influenced the obtained values.
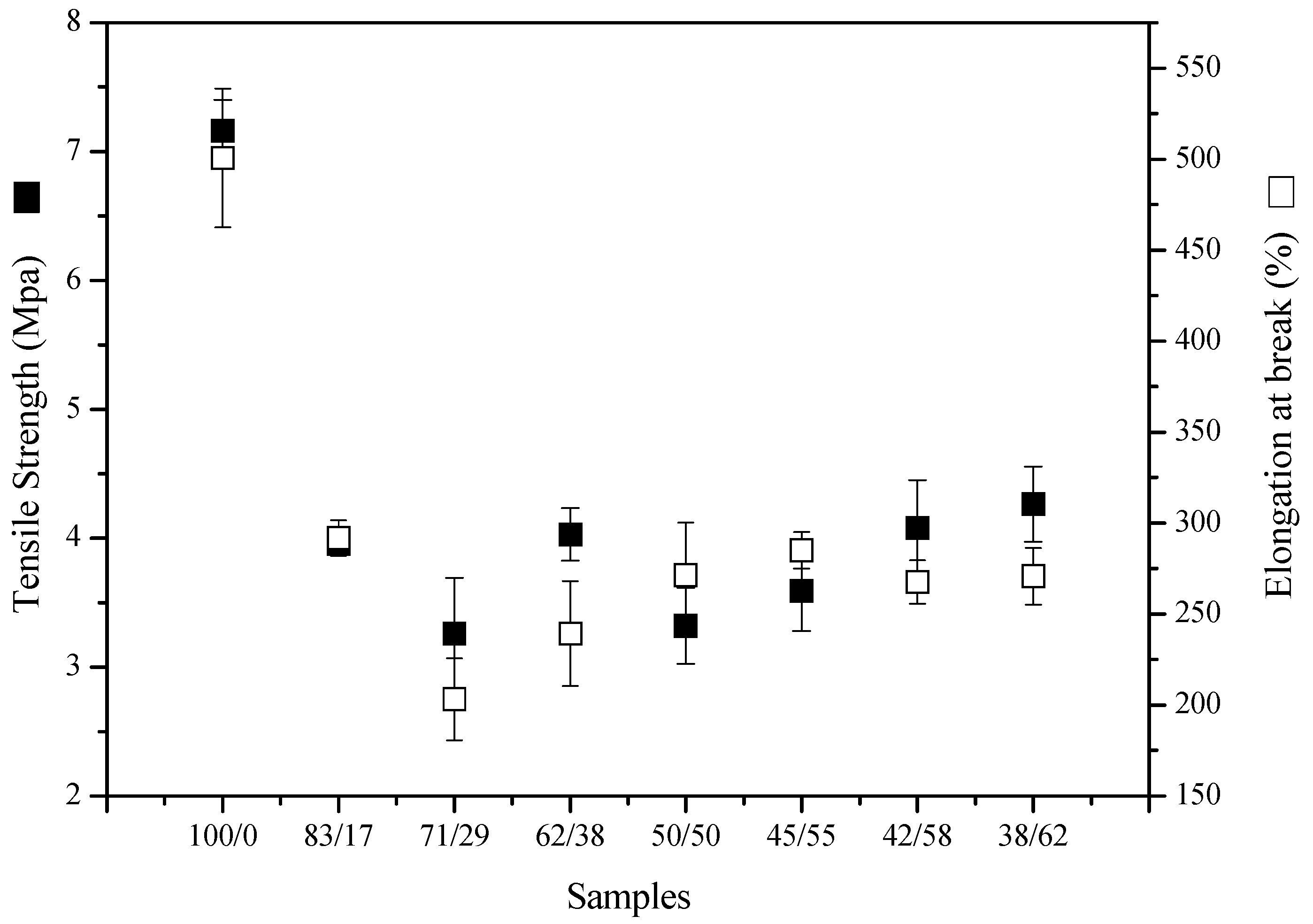
The tensile strength and elongation at break of the blends are shown in Figure 4.
The values of the tensile properties analyzed were much smaller in the blends containing residue, no matter its concentration, since the values of the properties have not been significantly influenced by the residue concentration incorporated or due to the incompatibility among the phases [12]. This fact demonstrates the low adhesion among the phases, which reduces the values of the mechanical properties studied. According to some authors [39,40], poor mechanical properties in polymeric blends, especially elongation at break, are the result of poor adhesion and compatibility among the phases, which occurred in the present work.
The dispersion and distribution levels of the recycled phase in the matrix affect the mechanical properties as well, as will be shown. The literature has shown [41] that the lack of adhesion among phases in blends containing recycled elastomers is due to the large particles of elastomers, their superficial characteristics, and the structure of the cross-linkings, which hinder its absorption by molecules of the matrix as the use of only ground elastomer in blends makes the processing a difficult step [42], as observed in this work.
Even knowing that the residue presents an irregular structure that increases the superficial area and tends to increase the adhesion to the matrix (Figure 3), the higher amounts adopted made processing it difficult due to the increase of the viscosity, which tended to increase the agglomeration and particle-particle interaction (recycled phase), which may have caused the reduction in the observed mechanical properties. According to Gibala et al. [17], the ground residue in the tensile test is a low elongation inclusion, which undergoes multiple cracking and acts as a stress-raising flaw. Since there is weak adhesion among the phases when a mechanical request is imposed on the compound, the recycled phase is unable to transmit the tensions to the matrix.
According to Nabil et al. [12,13], a tensile strength decrease is also associated with the restriction of chain segments. The second vulcanization is considered to be responsible for the increase of the cross-linking density, taking into consideration the recycled phase. The restricted mobility of the chain segment due to the average molar mass of the rubber chain between two successive cross-linking points limits the orientation of the network chain. This would eventually reduce the number of effective network chains as a consequence of the decrease in the tensile strength [43]. In order to increase the tensile properties, surface activation of the residue phase may be performed [20].
The tear strength results can be analyzed from Figure 5.
On the whole, an increase in the tear strength of the samples can be observed as the EPMD-r content increased in the blends. The results are in agreement with the hardness results previously analyzed. Bearing in mind that the test measures the energy required to tear the sample, the harder the material, the more difficult it is to tear it.
In the same way, the influence of the residue phase on the results can be observed, given that this phase is vulcanized. The cross-linking density also influenced the results. As depicted by some authors [17], the increase in the tearing energy with the increase in the residue content may be attributed to a less cross-linked matrix, which presents a close agreement with the vulcanization characteristics presented before.
As stated earlier, for the tensile test, the discontinuity of the matrix caused by the vulcanized residue may act as a stress-raising flaw. However, in the tear test, it can increase the average tear strength. Consequently, the increase of the discontinuities (EPDM-r content) increased the tear strength.
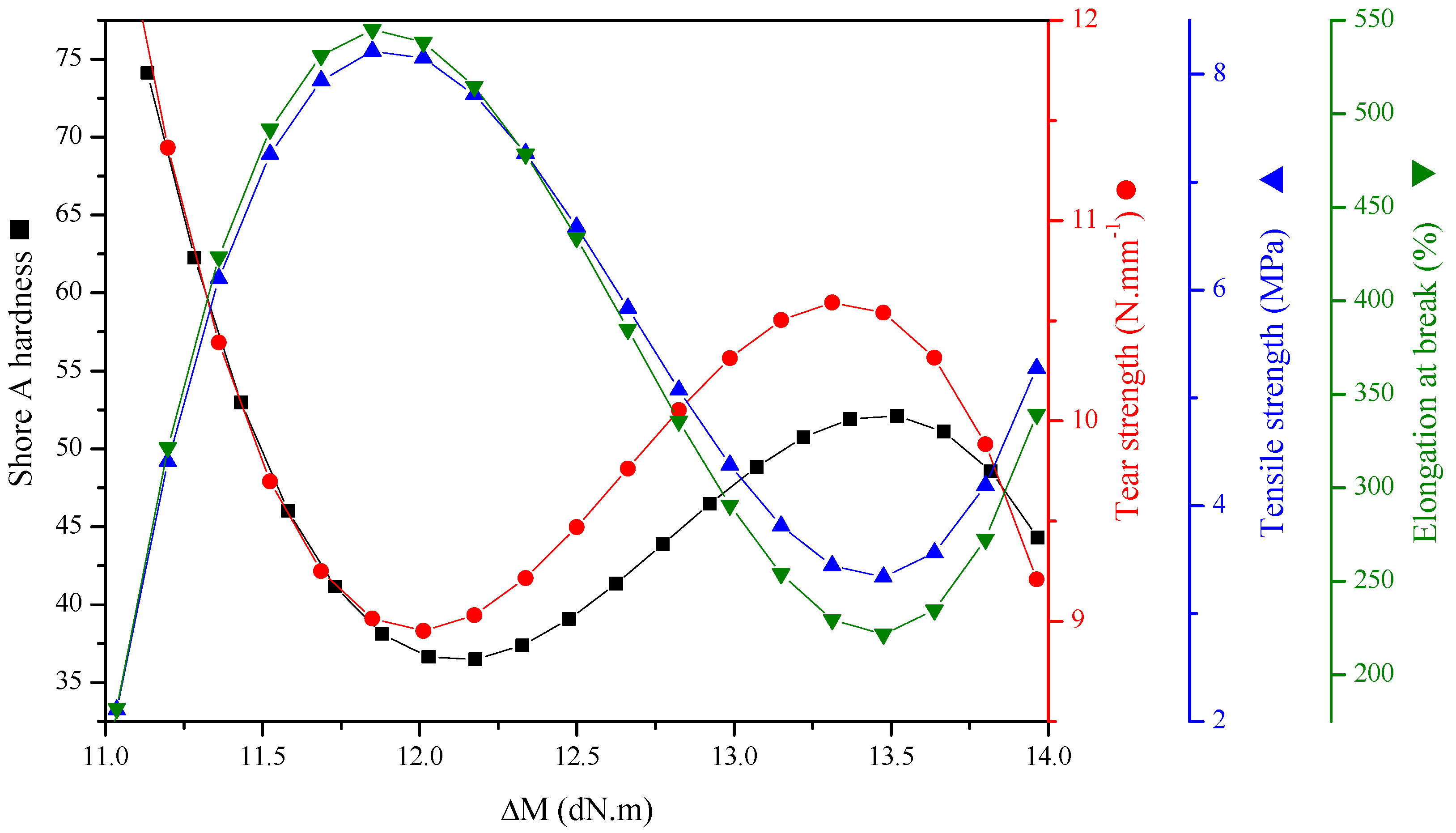
Figure 6 shows the influence of ∆M, which is proportional to the cross-linking density, on the mechanical properties of the analyzed blends. The curves represent the trends observed during the analysis of the results.
According to de Sousa [44], the addition of new factors such as the introduction of a recycled phase in another raw one is able to influence the vulcanization reaction of the raw phase, as is verified in this work. Consequently, its physical properties may also be influenced; in particular, the mechanical properties. On the other hand, the final properties of the composition also depend on the formulation used, the type and density of the cross-linkings, the type and amount of filler, and the interaction among phases (when the compound is a polymeric blend), among other factors.
In accordance with Coran [38,45], tear strength is related to the energy necessary to break the vulcanized composition. The author [38] showed that the tear strength increases with small increases in the cross-linking density to a limit, after which the property is reduced by further cross-linking formation. Thus, for the optimum tear strength result in the present work, it seems that a low cross-linking density is required.
Relating to the hardness, it is known that an increase in cross-linking density promotes the progressive increase of the hardness of the elastomeric materials [21]. However, hardness followed the same behavior as tear strength, showing that the cross-linking density increase was not significant for this property. As depicted before, the lack of adhesion among the phases and the amount of raw phase occluded into the clusters may have influenced this result.
Concerning the tensile strength and elongation at break, both showed the same trend. Elongation at break is usually reduced by the cross-linking density increase, since the cross-linkings require more energy to be broken, consequently increasing the tensile strength. However, the tensile strength was reduced as the ∆M increased, due to the lack of adhesion among the phases and the increase of residue agglomerations, as will be shown. In order to reduce this problem, some devulcanization techniques have been largely used in the recycled phase such as microwave devulcanization. It is a promising way of recycling since the results presented by the literature depicted the ability of the devulcanized elastomers to flow and to be remolded [9,23,28,29,46,47].
3.2.4. Morphology
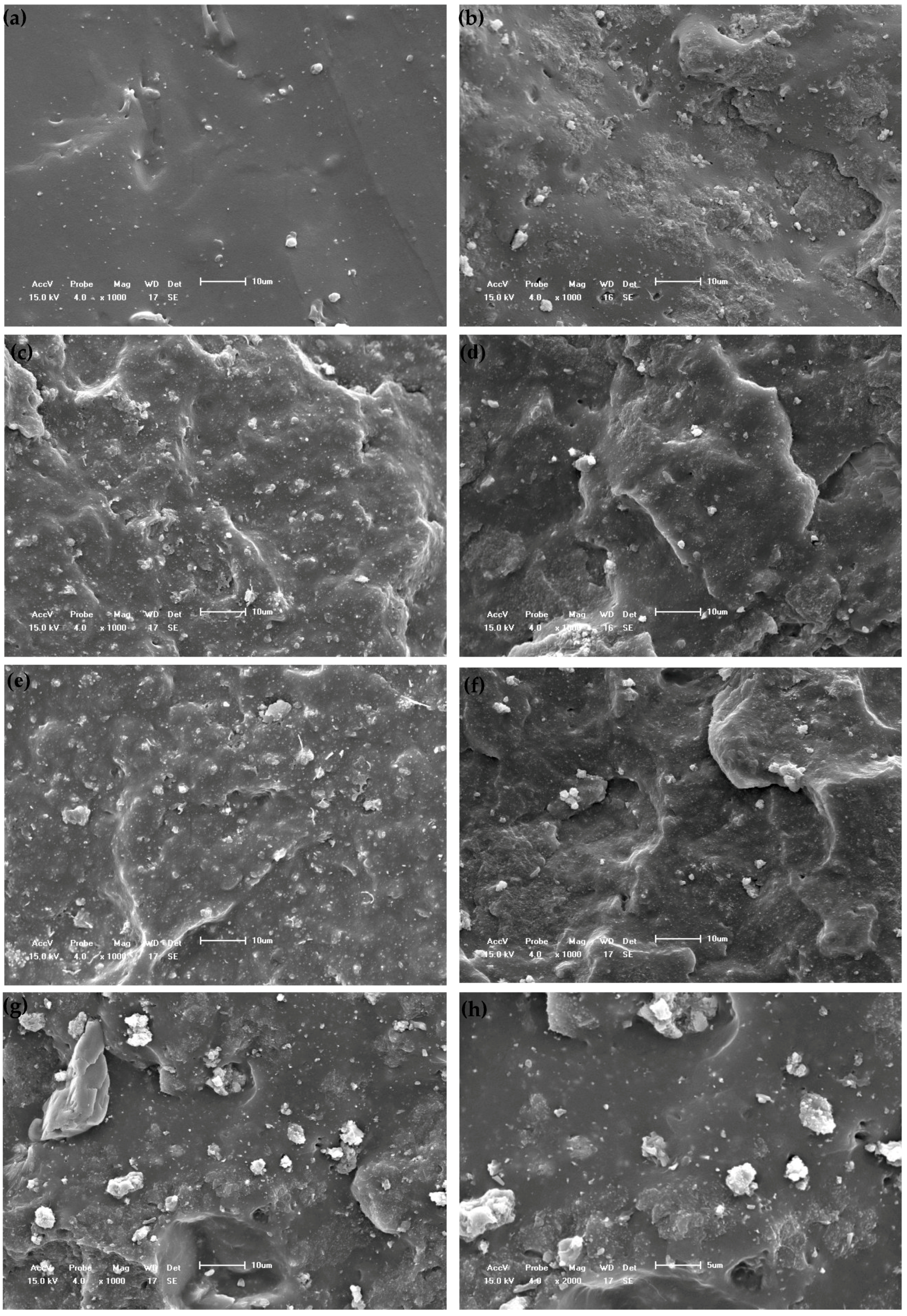
Figure 7 shows the SEM micrographs of some samples.
According to the results, it can be observed that the increase of the amount of EPDM-r in the blends (white particles in the Figure 7b–h) increased the formation of clusters (i.e., the agglomeration size), which resulted in the difficulties faced during the vulcanization reaction. In the same way, a lack of adhesion among the phases can be observed (details in Figure 7h) since both the formation of clusters and a lack of adhesion influenced the mechanical properties previously observed.
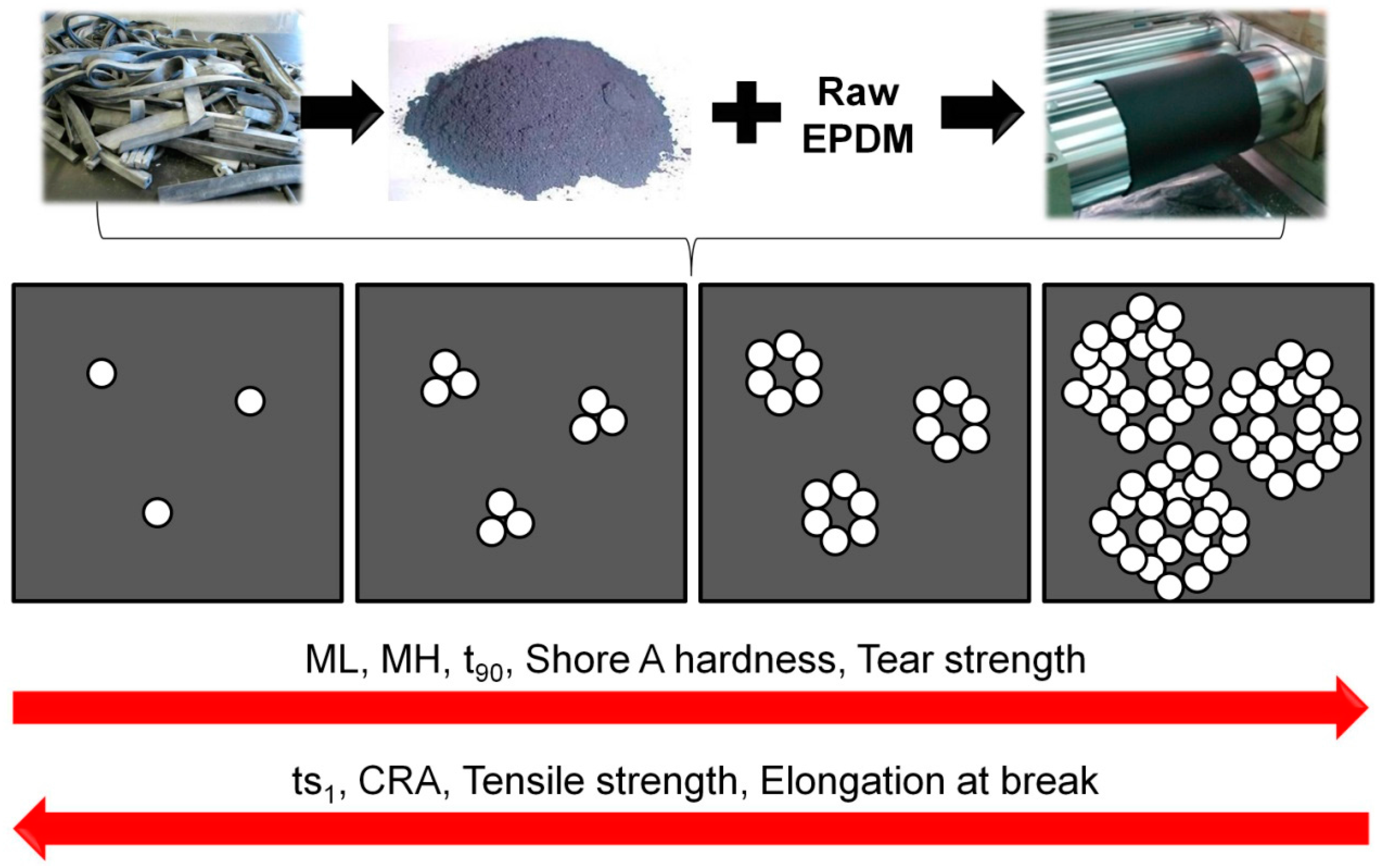
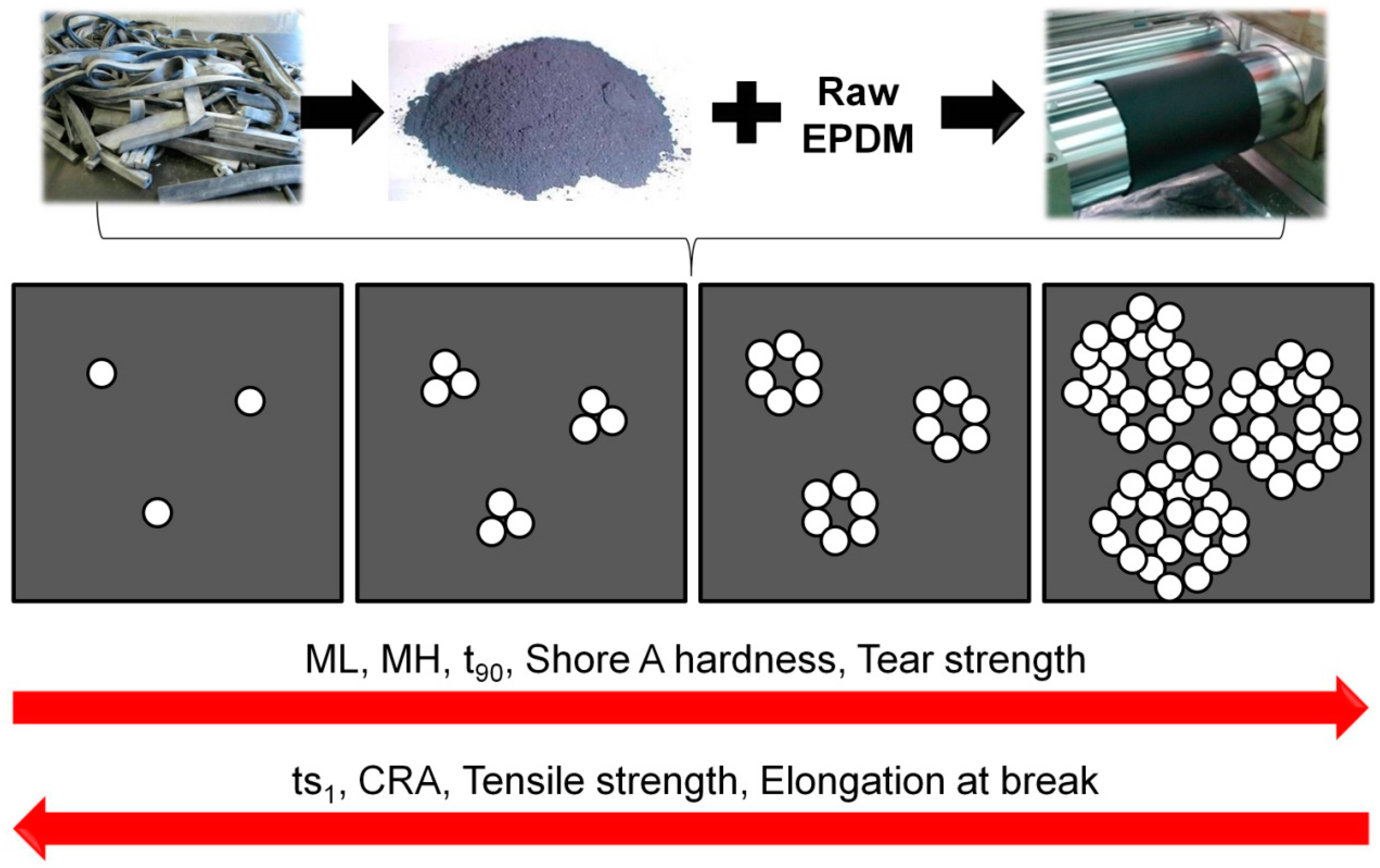
Based on all the results presented in this work, Figure 8 proposes a reflection on the influence of the residue content on the vulcanization characteristics and mechanical properties.
According to the schema and the results previously analyzed, the increase of the EPDM-r content increased the ML, MH, shore A hardness, and tear strength, whereas it decreased the ts1, CRA, tensile strength, and elongation at break. The increase of the residue content consequently reduced the matrix content and increased the formation of clusters by EPDM-r particle agglomerations, which increased the possibility of the unvulcanized matrix and the vulcanization additives becoming occluded into these clusters. Accordingly, the reduction in the matrix and the material occluded affected the vulcanization reaction.
The increase of the viscosity of the blends as a result of the increase of the residue content brought about the increase of the ML and MH and also decreased the diffusion rate of vulcanization additives in the matrix, increasing the t90. However, vulcanization additives from the residue phase possibly influenced the reduction of the scorch time, influencing as well the vulcanization rate.
Regarding the mechanical properties, tensile strength and elongation at break were reduced due to the low adhesion among the phases and the increase of the residue clusters (Figure 7), while tear strength and hardness got the advantage of the low cross-linking density and the high residue content.
When the real conditions and work involving elastomeric materials are considered, mechanical properties such as those analyzed in this work are necessary. The optimizing process of a large number of variables in order to obtain the best fit of a range of properties for a particular application is a normal practice and part of the development of a formulation for a particular artifact [48]. Therefore, even knowing that the use of recycled elastomers in new materials and applications presents huge challenges, the results indicate that the recovery proposed can be used to obtain artifacts with fewer mechanical requirements.
As the main conclusion, the production of polymeric blends composed of raw EPDM/EPDM-r is viable, resulting in final materials with useful properties. Nevertheless, it is important to correlate the properties of the particular application of the final materials with those of a blend with a given concentration of residue, making the production process sustainable and a possible solution to the problem of solid urban residues.
4. Conclusions
By means of milling at room temperature, an elastomeric powder with a particle size distribution in the ideal range for incorporation into compounds by compression molding processes was obtained. SEM imaging indicated the irregular shape and large surface roughness of the ground particles, which made them favorable for incorporation into the production of polymeric blends composed of raw EPDM/EPDM-r in different concentrations. The vulcanization characteristics showed that the amount of residue influenced the vulcanization reaction of the samples. By analyzing the mechanical properties, results, and morphology, especially tensile strength and elongation at break, it was concluded that there were weak interactions and adhesion among the elastomeric matrix and the residue, due to the reduction of these properties in relation to neat EPDM, no matter the residue concentration. In relation to the hardness and tear strength, it was observed that these properties increased with the increase of the residue content in the blend.
The results pointed to the potential application of the milling method used in the production of polymeric blends in the industry. However, it is important to know the mechanical properties of the final product when using the blend as a raw material in order to use the ideal residue concentration (which does not do harm when it is used), thus resulting in a sustainable production process, both for possible waste reduction and the reuse of recycled materials within the process itself.
Acknowledgments
The authors are grateful to Ciaflex Rubber Industry Ltd. for supplying all the materials used in this work.
Author Contributions
The authors Aline Zanchet, Aline L. Bandeira Dotta and Fabiula D. Bastos de worked together to perform the analyses and to write this manuscript.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Imbernon, L.; Norvez, S. From landfilling to vitrimer chemistry in rubber life cycle. Eur. Polym. J. 2016, 82, 347–376. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Zanchet, A.; Scuracchio, C.H. Influence of reversion in compounds containing recycled natural rubber: In search of sustainable processing. J. Appl. Polym. Sci. 2017, 134, 5. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- Scuracchio, C.H.; Waki, D.A.; Da Silva, M.L.C.P. Thermal analysis of ground tire rubber devulcanized by microwaves. J. Therm. Anal. Calorim. 2007, 87, 893–897. [Google Scholar] [CrossRef]
- Polgar, L.M.; Van Duin, M.; Broekhuis, A.A.; Picchioni, F. Use of Diels-Alder Chemistry for Thermoreversible Cross-Linking of Rubbers: The Next Step toward Recycling of Rubber Products? Macromolecules 2015, 48, 7096–7105. [Google Scholar] [CrossRef]
- Da Costa, H.M.; Ramos, V.D.; da Silva, W.S.; Sirqueira, A.S. Analysis and optimization of polypropylene (PP)/ethylene–propylene–diene monomer (EPDM)/scrap rubber tire (SRT) mixtures using RSM methodology. Polym. Test. 2010, 29, 572–578. [Google Scholar] [CrossRef]
- Bhadane, P.A.; Cheng, J.; Ellul, M.D.; Favis, B.D. Decoupling of reactions in reactive polymer blending for nanoscale morphology control. J. Polym. Sci. Part B Polym. Phys. 2012, 50, 1619–1629. [Google Scholar] [CrossRef]
- Papautsky, D. Recuperação e Regeneração. Borracha Atual. 2003, 46, 43–50. [Google Scholar]
- Zanchet, A.; Carli, L.N.; Giovanela, M.; Crespo, J.S.; Scuracchio, C.H.; Nunes, R.C. Characterization of Microwave-Devulcanized Composites of Ground SBR Scraps. J. Elastomers Plast. 2009, 41, 497–507. [Google Scholar] [CrossRef]
- Gujel, A.A.; Bandeira, M.; Giovanela, M.; Carli, L.N.; Brandalise, R.N.; Crespo, J.S. Development of bus body rubber profiles with additives from renewable sources: Part I—Additives characterization and processing and cure properties of elastomeric compositions. Mater. Des. 2014, 53, 1112–1118. [Google Scholar] [CrossRef]
- Fang, Y.; Zhan, M.; Wang, Y. The status of recycling of waste rubber. Mater. Des. 2001, 22, 123–128. [Google Scholar] [CrossRef]
- Nabil, H.; Ismail, H.; Azura, A.R. Comparison of thermo-oxidative ageing and thermal analysis of carbon black-filled NR/Virgin EPDM and NR/Recycled EPDM blends. Polym. Test. 2013, 32, 631–639. [Google Scholar] [CrossRef]
- Nabil, H.; Ismail, H.; Azura, A.R. Optimisation of accelerators and vulcanising systems on thermal stability of natural rubber/recycled ethylene-propylene-diene-monomer blends. Mater. Des. 2014, 53, 651–661. [Google Scholar] [CrossRef]
- Carli, L.N.; Bianchi, O.; Mauler, R.S.; Crespo, J.S. Crosslinking kinetics of SBR composites containing vulcanized ground scraps as filler. Polym. Bull. 2011, 67, 1621–1631. [Google Scholar] [CrossRef]
- Gibala, D.; Hamed, G.R. Cure and mechanical behavior of rubber compounds containing ground vulcanizates. Part I-Cure behavior. Rubber Chem. Technol. 1994, 67, 636–648. [Google Scholar] [CrossRef]
- Gibala, D.; Laohapisitpanich, K.; Thomas, D.; Hamed, G.R. Cure and mechanical behavior of rubber compounds containing ground vulcanizates. Part II-Mooney viscosity. Rubber Chem. Technol. 1996, 69, 115–119. [Google Scholar] [CrossRef]
- Gibala, D.; Thomas, D.; Hamed, G.R. Cure and mechanical behavior of rubber compounds containing ground vulcanizates: Part III. Tensile and tear strength. Rubber Chem. Technol. 1999, 72, 357–360. [Google Scholar] [CrossRef]
- Ravichandran, K.; Natchimuthu, N. Vulcanization characteristics and mechanical properties of natural rubber-scrap rubber compositions filled with leather particles. Polym. Int. 2005, 54, 553–559. [Google Scholar] [CrossRef]
- Jacob, C.; De, P.P.; Bhowmick, A.K.; De, S.K. Recycling of EPDM waste. I. Effect of ground EPDM vulcanizate on properties of EPDM rubber. J. Appl. Polym. Sci. 2001, 82, 3293–3303. [Google Scholar] [CrossRef]
- Sutanto, P.; Picchioni, F.; Janssen, L.P.B.M.; Dijkhuis, K.A.J.; Dierkes, W.K.; Noordermeer, J.W. State of the art: Recycling of EPDM rubber vulcanizates. Int. Polym. Process. 2006, 21, 211–217. [Google Scholar] [CrossRef]
- Zanchet, A.; Dal’Acqua, N.; Weber, T.; Crespo, J.S.; Brandalise, R.N.; Nunes, R.C. Propriedades reométricas e mecânicas e morfologia de compósitos desenvolvidos com resíduos elastoméricos vulcanizados. Polim E Tecnol. 2007, 17, 23–27. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H. Vulcanization behavior of NBR with organically modified clay. J. Elastomers Plast. 2012, 44, 263–272. [Google Scholar] [CrossRef]
- Weber, T.; Zanchet, A.; Brandalise, R.N.; Crespo, J.S.; Nunes, R.C. Grinding and Characterization of Scrap Rubbers Powders. J. Elastomers Plast. 2008, 40, 147–159. [Google Scholar] [CrossRef]
- Weber, T.; Zanchet, A.; Crespo, J.S.; Oliveira, M.G.; Suarez, J.; Nunes, R.C. Caracterização de Artefatos Elastoméricos obtidos por Revulcanização de Resíduo Industrial de SBR (Copolímero de Butadieno e Estireno) Characterization of Elastomeric Artifacts obtained by Revulcanization of SBR Industrial Waste. Polim E Tecnol. 2011, 21, 429–435. [Google Scholar] [CrossRef]
- Zanchet, A.; Carli, L.N.; Giovanela, M.; Brandalise, R.N.; Crespo, J.S. Use of styrene butadiene rubber industrial waste devulcanized by microwave in rubber composites for automotive application. Mater. Des. 2012, 39, 437–443. [Google Scholar] [CrossRef]
- Gomide, R. Operações Unitárias: Operações com Sistemas Sólidos Granulares; Editora LTC: São Paulo, Brazil, 1983. [Google Scholar]
- Bilgili, E.; Arastoopour, H.; Bernstein, B. Pulverization of rubber granulates using the solid state shear extrusion process Part II. Powder characterization. Powder Technol. 2001, 115, 277–289. [Google Scholar] [CrossRef]
- Garcia, P.S.; de Sousa, F.D.B.; de Lima, J.A.; Cruz, S.A.; Scuracchio, C.H. Devulcanization of ground tire rubber: Physical and chemical changes after different microwave exposure times. eXPRESS Polym. Lett. 2015, 91, 1015–1026. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H.; Hu, G.H.; Hoppe, S. Devulcanization of waste tire rubber by microwaves. Polym. Degrad. Stab. 2017, 138, 169–181. [Google Scholar] [CrossRef]
- Sunthonpagasit, N.; Duffey, M.R. Scrap tires to crumb rubber: Feasibility analysis for processing facilities. Resour. Conserv. Recycl. 2004, 40, 281–299. [Google Scholar] [CrossRef]
- Baranwal, K.C.; Stephens, H.L. Basic Elastomer Technology; Rubber Division: Akron, OH, USA, 2001. [Google Scholar]
- Nelson, P.A.; Kutty, S.K.N. Cure Characteristics and Mechanical Properties of Maleic Anhydride Grafted Reclaimed Rubber/Styrene Butadiene Rubber Blends. Polym. Plast. Technol. Eng. 2004, 43, 245–260. [Google Scholar] [CrossRef]
- Usberco, J.; Salvador, E. Química; Editora Saraiva: São Paulo, Brazil, 1999. [Google Scholar]
- Oh, J.S.; Isayev, A.I. Continuous ultrasonic devulcanization of unfilled butadiene rubber. J. Appl. Polym. Sci. 2004, 93, 1166–1174. [Google Scholar] [CrossRef]
- Oh, J.S.; Ghose, S.; Isayev, A.I. Effects of ultrasonic treatment on unfilled butadiene rubber. J. Polym. Sci. Part B Polym. Phys. 2003, 41, 2959–2968. [Google Scholar] [CrossRef]
- Ismail, H.; Ishak, S.; Hamid, Z.A.A. Effect of blend ratio on cure characteristics, tensile properties, thermal and swelling properties of mica-filled (ethylene-propylene-diene monomer)/(recycled ethylene-propylene-diene monomer) (EPDM/r-EPDM) blends. J. Vinyl Addit. Technol. 2015, 21, 1–6. [Google Scholar] [CrossRef]
- Maridass, B.; Gupta, B.R. Effect of Carbon Black on Devulcanized Ground Rubber Tire—Natural Rubber Vulcanizates: Cure Characteristics and Mechanical Properties. J. Elastomers Plast. 2006, 38, 211–229. [Google Scholar] [CrossRef]
- Coran, A.Y. Vulcanization. In Science and Technology of Rubber, 3rd ed.; Mark, J.E., Erman, B., Eirich, F.R., Eds.; Elsevier: Boston, MA, USA, 2005; pp. 321–366. [Google Scholar]
- De Sousa, F.D.B.; Gouveia, J.R.; de Camargo Filho, P.M.F.; Vidotti, S.E.; Scuracchio, C.H.; Amurin, L.G.; Valera, T.S. Blends of ground tire rubber devulcanized by microwaves/HDPE—Part A: Influence of devulcanization process. Polím. Ciênc. Tecnol. 2015, 25, 256–264. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H.; Hu, G.H.; Hoppe, S. Effects of processing parameters on the properties of microwave-devulcanized ground tire rubber/polyethylene dynamically revulcanized blends. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Canavate, J.; Casas, P.; Colom, X.; Nogues, F. Formulations for thermoplastic vulcanizates based on high density polyethylene, ethylene-propylene-diene monomer, and ground tyre rubber. J. Compos. Mater. 2011, 45, 1189–1200. [Google Scholar] [CrossRef]
- Magioli, M.; Sirqueira, A.S.; Soares, B.G. The effect of dynamic vulcanization on the mechanical, dynamic mechanical and fatigue properties of TPV based on polypropylene and ground tire rubber. Polym. Test. 2010, 29, 840–848. [Google Scholar] [CrossRef]
- Kader, M.A.; Bhowmick, A.K. Thermal ageing, degradation and swelling of acrylate rubber, fluororubber and their blends containing polyfunctional acrylates. Polym. Degrad. Stab. 2003, 79, 283–295. [Google Scholar] [CrossRef]
- De Sousa, F.D.B. Vulcanization of Natural Rubber: Past, Present and Future Perspectives. In Natural Rubber: Properties, Behavior and Applications; Hamilton, J.L., Ed.; Nova Science Publichers: New York, NY, USA, 2016; pp. 47–88. [Google Scholar]
- Coran, A.Y. Vulcanization: Conventional and Dynamic. Rubber Chem. Technol. 1995, 68, 351–375. [Google Scholar] [CrossRef]
- De Sousa, F.D.B.; Scuracchio, C.H. The role of carbon black on devulcanization of natural rubber by microwaves. Mater. Res. 2015, 18, 791–797. [Google Scholar] [CrossRef]
- Weber, T.; Zanchet, A.; Crespo, J.S.; Oliveira, M.G.; Suarez, J.; Nunes, R.C. Caracterização de artefatos elastoméricos obtidos por revulcanização de resíduo industrial de SBR (copolímero de butadieno e estireno). Polim E Tecnol. 2011, 21, 429–435. [Google Scholar] [CrossRef]
- Carli, L.N.; Boniatti, R.; Teixeira, C.E.; Nunes, R.C.; Crespo, J.S. Development and characterization of composites with ground elastomeric vulcanized scraps as filler. Mater. Sci. Eng. C 2009, 29, 383–386. [Google Scholar] [CrossRef]
Figure 1.
Particle size distribution of ethylene-propylene diene monomer rubber residue (EPDM-r).
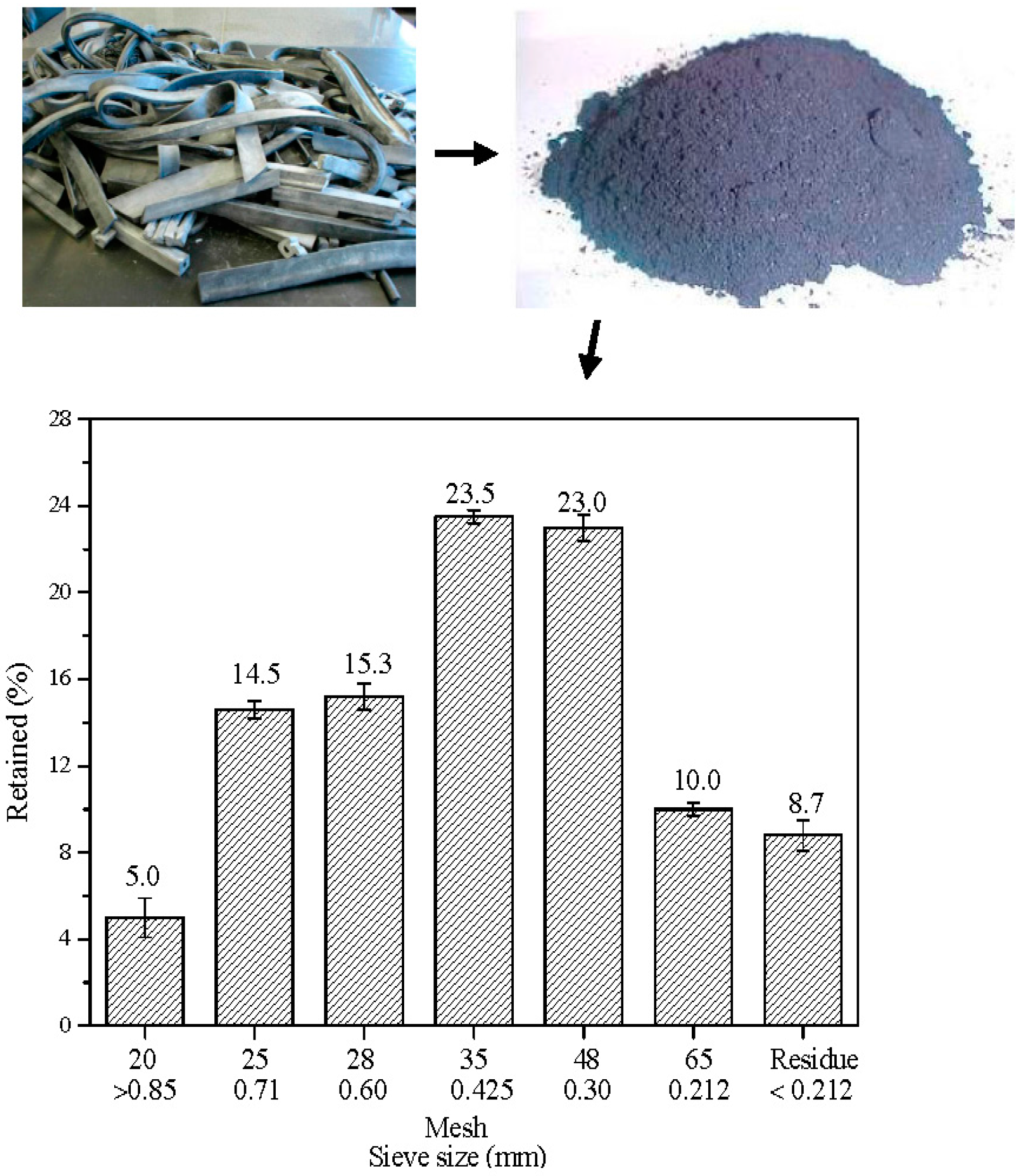
Figure 2.
Thermogravimetric analysis (TGA) and derivative thermogravimetry (DTG) curves of the EPDM-r.
Figure 2.
Thermogravimetric analysis (TGA) and derivative thermogravimetry (DTG) curves of the EPDM-r.
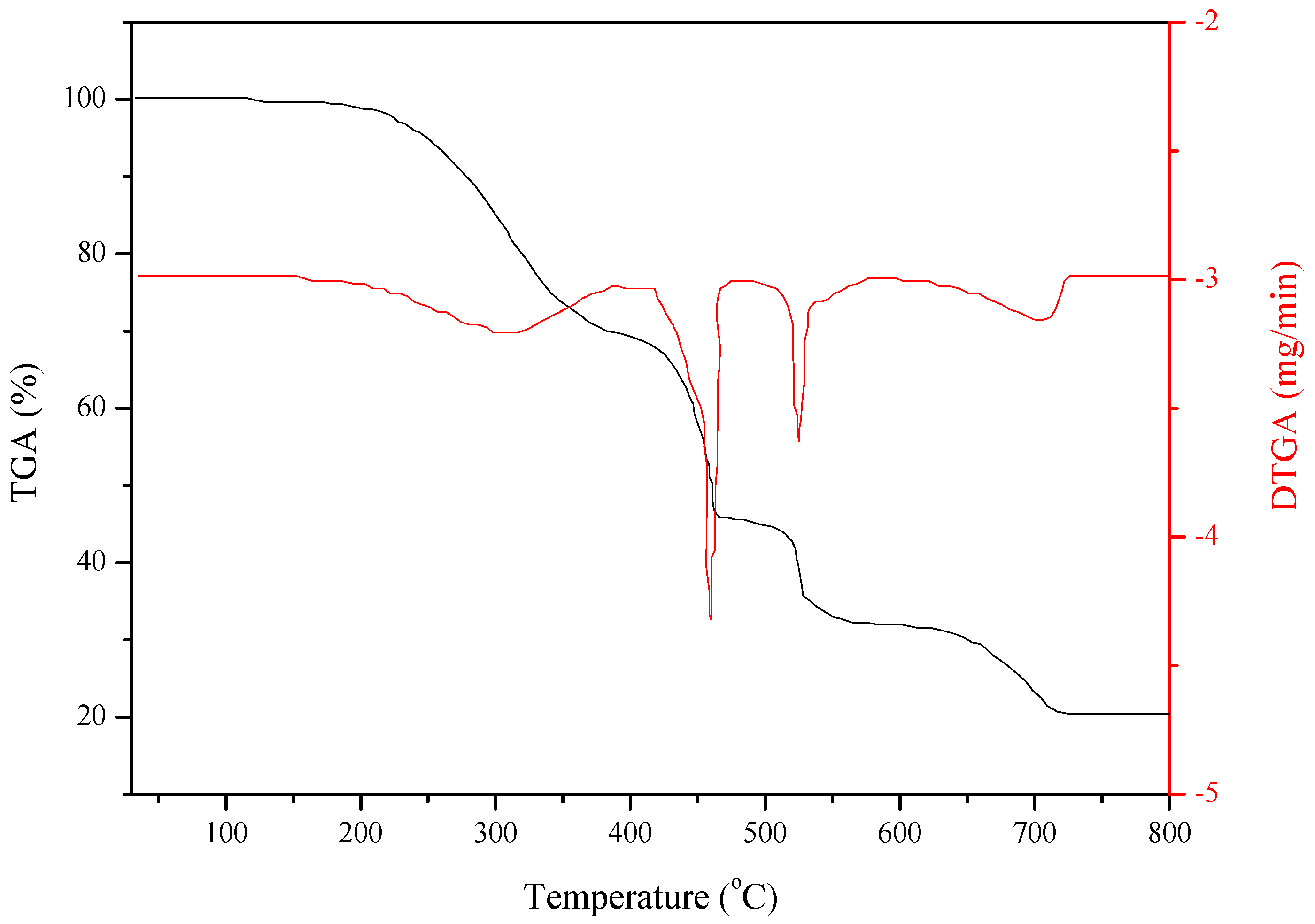
Figure 3.
(a) SEM micrograph of EPDM-r and (b) Energy Dispersive Spectroscopy (EDS).
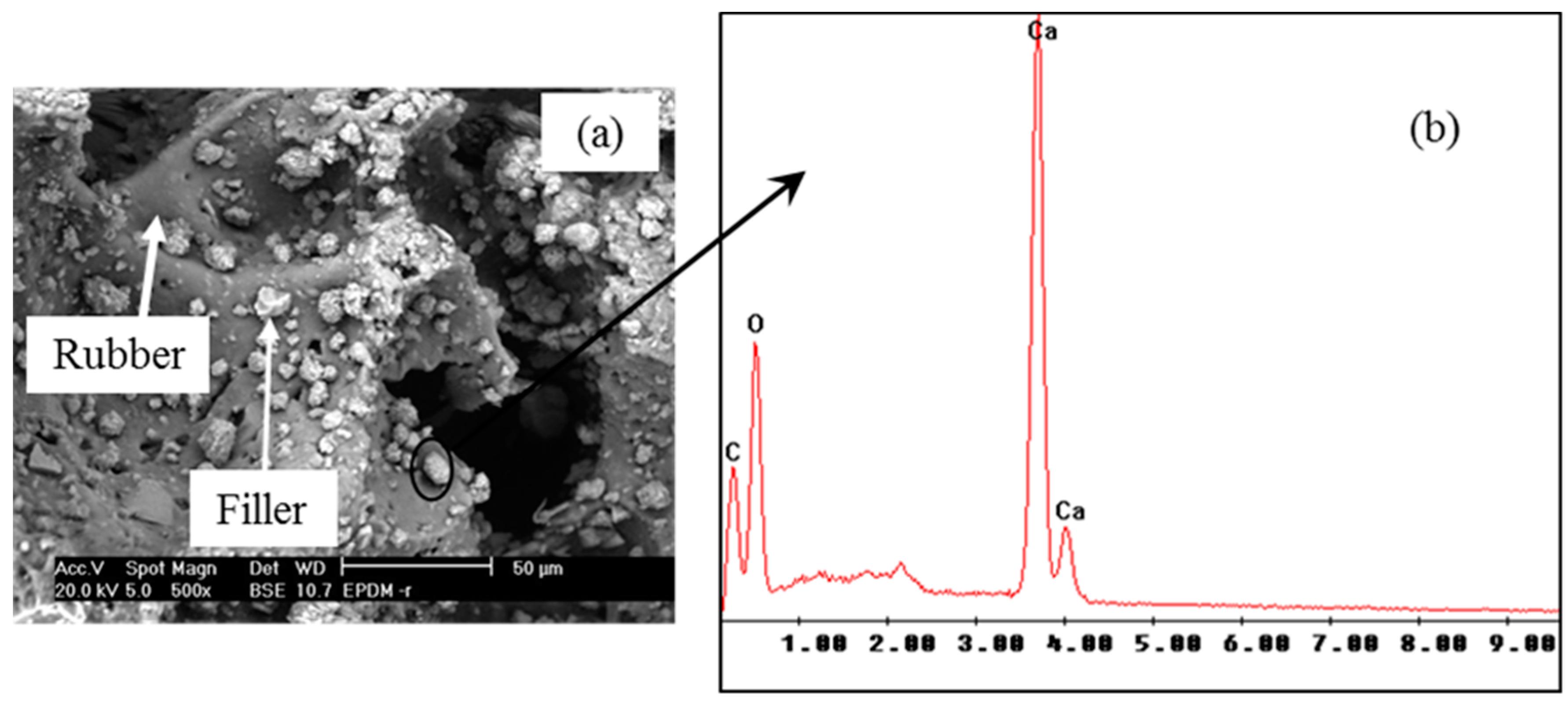
Figure 4.
Tensile strength and elongation at break of the blends.
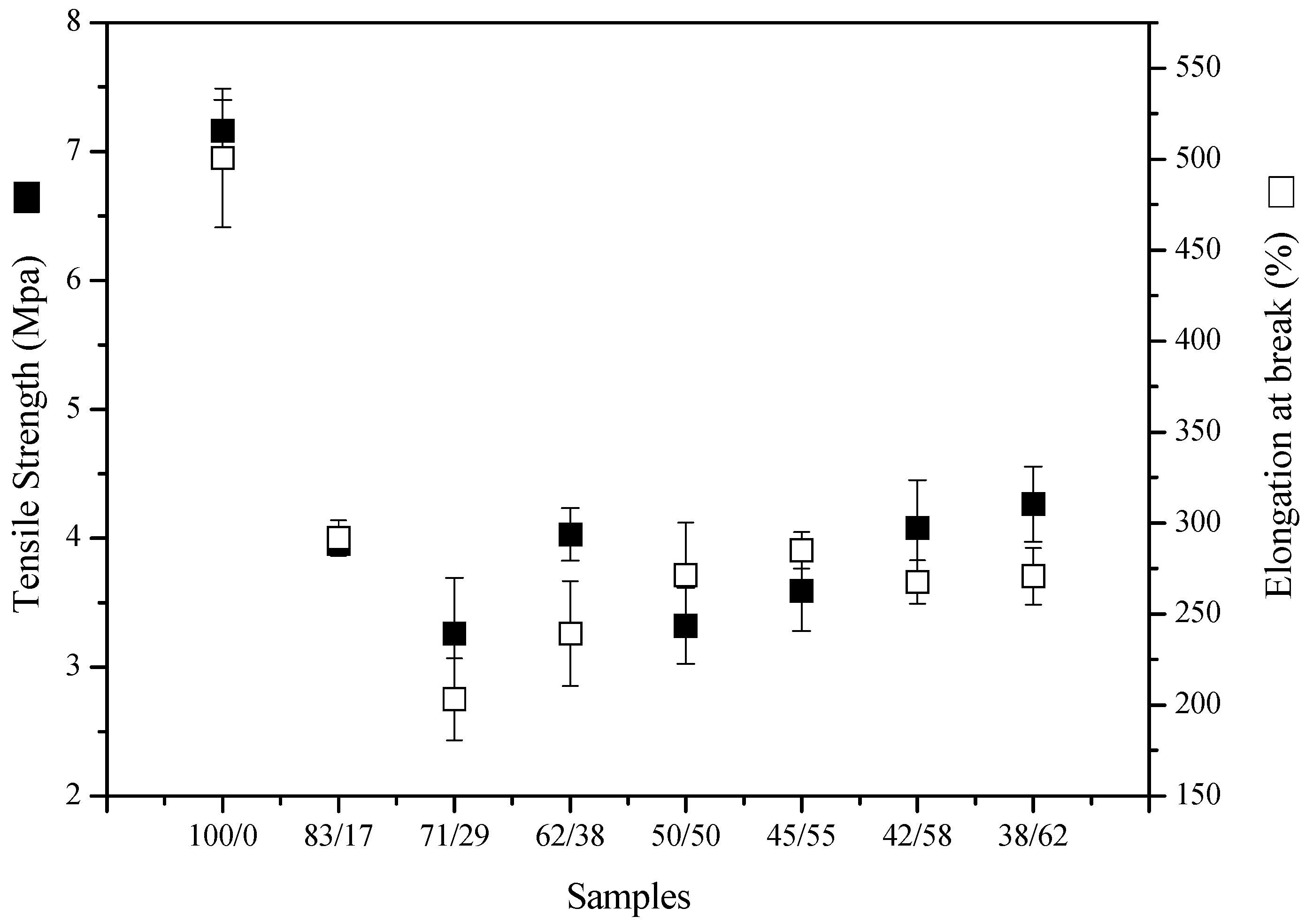
Figure 5.
Tear strength of the analyzed blends.
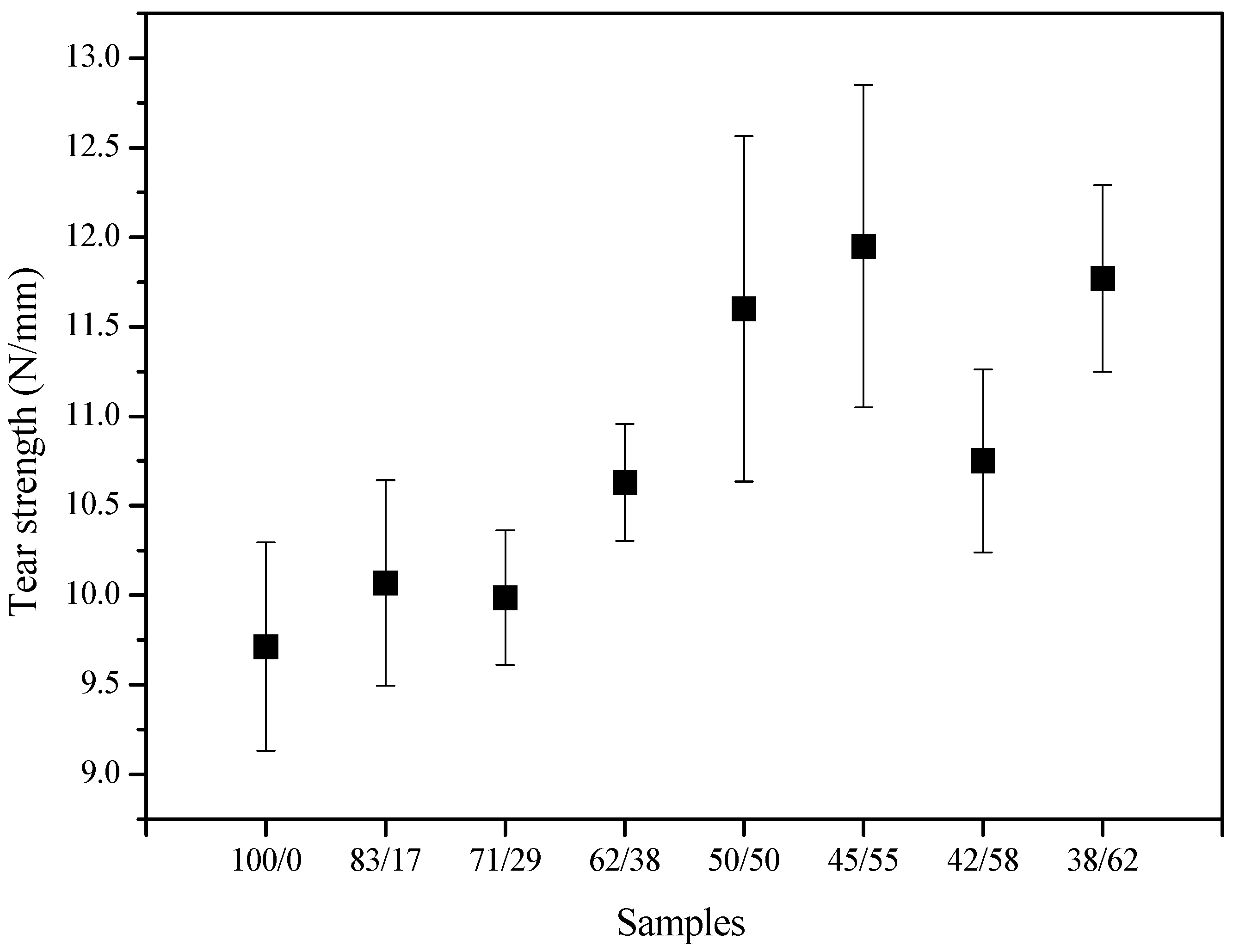
Figure 6.
Influence of ∆M on the mechanical properties of the blends.
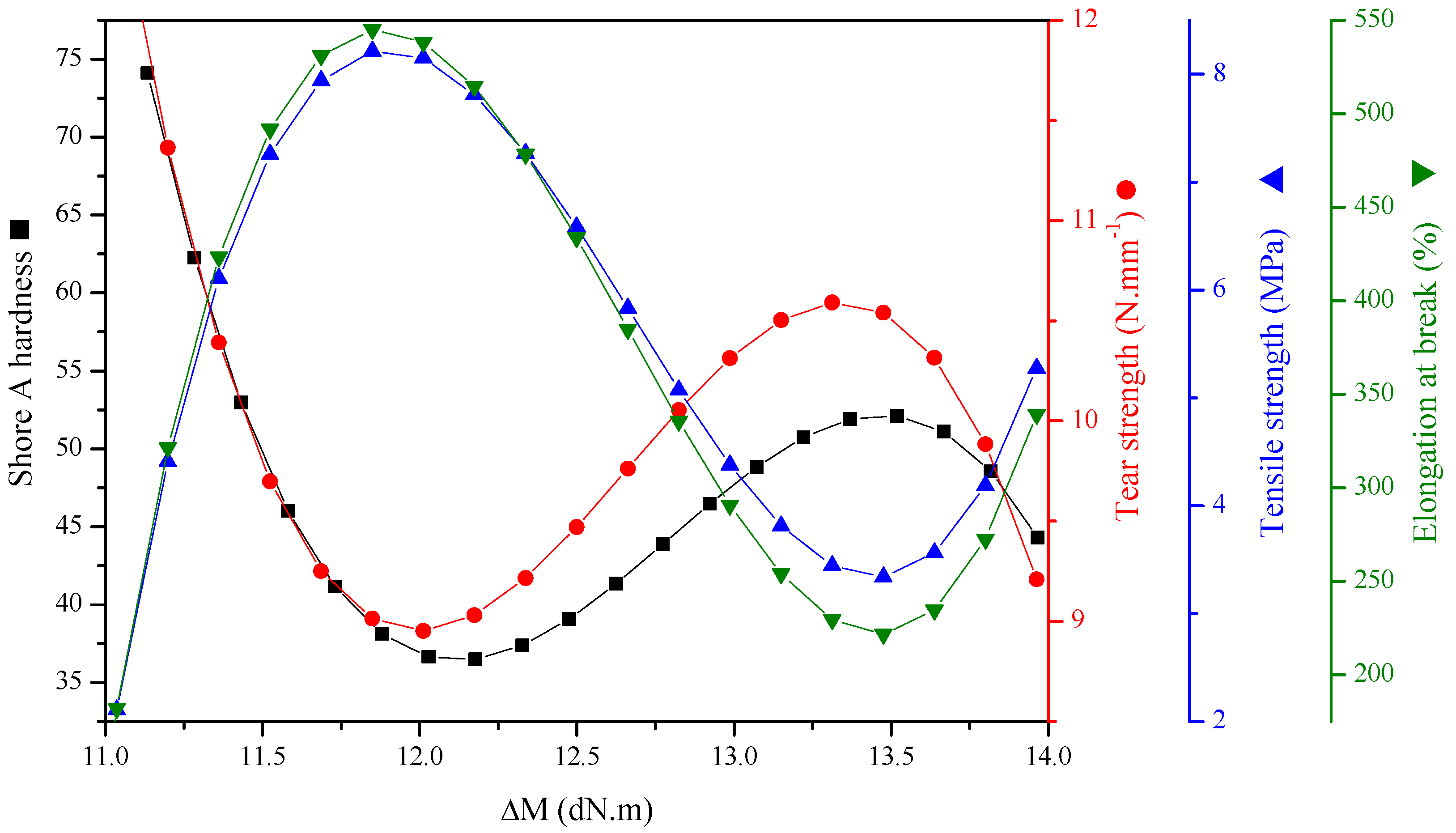
Figure 7.
SEM micrographs of the samples: (a) 100/0; (b) 83/17; (c) 71/29; (d) 62/38; (e) 50/50; (f) 45/55; (g) 42/58; and (h) 42/58 (2000×).
Figure 7.
SEM micrographs of the samples: (a) 100/0; (b) 83/17; (c) 71/29; (d) 62/38; (e) 50/50; (f) 45/55; (g) 42/58; and (h) 42/58 (2000×).
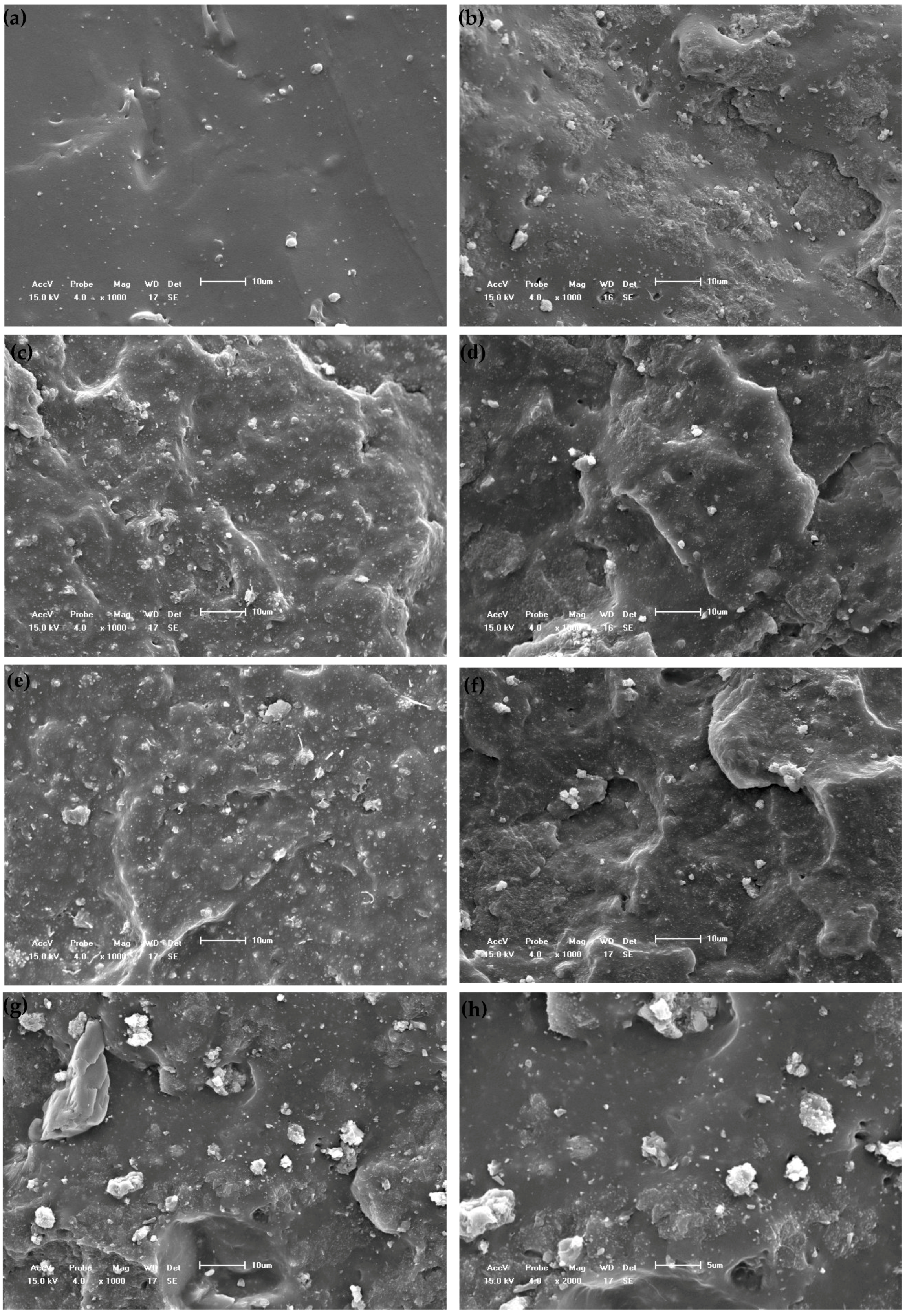
Figure 8.
Schema of the influence of the residue content on the vulcanization characteristics and on the mechanical properties of the blends. The gray color represents the matrix phase (raw EPDM), and the white circles represent the ground residue phase.
Figure 8.
Schema of the influence of the residue content on the vulcanization characteristics and on the mechanical properties of the blends. The gray color represents the matrix phase (raw EPDM), and the white circles represent the ground residue phase.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Raw ethylene-propylene diene monomer rubber (EPDM) phase composition recipe.
| Compound | Amount (phr) a |
|---|---|
| EPDM (4770/4703) | 100 |
| ZnO | 5 |
| Stearic acid | 1 |
| TMTD | 1 |
| MBT | 0.5 |
| Sulphur | 1.5 |
| Carbon black | 14 |
a parts per hundred of rubber.
Table 2.
Partial composition of the EPDM-r determined by TGA analysis.
| Partial Composition | Weight Loss (%) | Temperature (°C) |
|---|---|---|
| Oil | 30.10 | 291.6 |
| EPDM | 23.87 | 447.4 |
| Carbon black | 13.28 | 522.5 |
| CaCO3 | 11.42 | 682.5 |
| Residue at 800 °C | 21.33 | − |
Table 3.
Vulcanization characteristics of the analyzed blends.
| Sample | ML (dN·m) | MH (dN·m) | ∆M (dN·m) | ts1 (min) | t90 (min) | CRA (min−1) |
|---|---|---|---|---|---|---|
| 100/0 | 3.58 | 15.28 | 11.70 | 1.86 | 4.46 | 0.38 |
| 83/17 | 3.59 | 16.92 | 13.33 | 1.57 | 4.81 | 0.31 |
| 71/29 | 4.24 | 17.97 | 13.73 | 1.49 | 10.00 | 0.12 |
| 62/38 | 5.28 | 18.34 | 13.06 | 1.46 | 10.03 | 0.12 |
| 50/50 | 8.09 | 19.47 | 11.38 | 1.16 | 12.59 | 0.09 |
| 45/55 | 8.88 | 20.25 | 11.37 | 1.24 | 10.43 | 0.11 |
| 42/58 | 9.35 | 23.01 | 13.66 | 1.13 | 25.20 | 0.04 |
| 38/62 | 9.95 | 21.35 | 11.40 | 1.26 | 24.18 | 0.04 |
Table 4.
Hardness and density of the analyzed blends.
| Sample | Shore A Hardness | Density (g·cm−3) | |
|---|---|---|---|
| Unvulcanized | Vulcanized | ||
| 100/0 | 41.3 ± 1 | 0.23 ± 0.02 | 0.67 ± 0.09 |
| 83/17 | 48.1± 2 | 0.36 ± 0.05 | 0.64 ± 0.06 |
| 71/29 | 48.3± 1 | 0.37 ± 0.10 | 0.55 ± 0.01 |
| 62/38 | 51.4 ± 1 | 0.39 ± 0.07 | 0.51 ± 0.01 |
| 50/50 | 53.3 ± 1 | 0.47 ± 0.07 | 0.47 ± 0.06 |
| 45/55 | 55.2 ± 1 | 0.49 ± 0.06 | 0.52 ± 0.05 |
| 42/58 | 55.4 ± 1 | 0.52 ± 0.05 | 0.58 ± 0.01 |
| 38/62 | 60.3 ± 1 | 0.54 ± 0.08 | 0.55 ± 0.03 |
Table 5.
Compression set of the analyzed blends.
| Sample | CS |
|---|---|
| 100/0 | 1.9 ± 0.3 |
| 83/17 | 3.9 ± 1.8 |
| 71/29 | 5.6 ± 4.2 |
| 62/38 | 4.5 ± 0.9 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zanchet, A.; Bandeira Dotta, A.L.; D. Bastos de Sousa, F. Relationship among Vulcanization, Mechanical Properties and Morphology of Blends Containing Recycled EPDM. Recycling 2017, 2, 16. https://doi.org/10.3390/recycling2030016
AMA Style
Zanchet A, Bandeira Dotta AL, D. Bastos de Sousa F. Relationship among Vulcanization, Mechanical Properties and Morphology of Blends Containing Recycled EPDM. Recycling. 2017; 2(3):16. https://doi.org/10.3390/recycling2030016
Chicago/Turabian StyleZanchet, Aline, Aline L. Bandeira Dotta, and Fabiula D. Bastos de Sousa. 2017. "Relationship among Vulcanization, Mechanical Properties and Morphology of Blends Containing Recycled EPDM" Recycling 2, no. 3: 16. https://doi.org/10.3390/recycling2030016