

Enhancing Reinforced Concrete Beams: Investigating Steel Dust as a Cement Substitute


1
Faculty of Engineering, University of Balamand, Tripoli P.O. Box 100, Lebanon
2
Faculty of Engineering, Beirut Arab University, Beirut 12-5020, Lebanon
3
Faculty of Science and Engineering, University of Wolverhampton, Wolverhampton WV1 1LY, UK
*
Author to whom correspondence should be addressed.
Infrastructures 2023, 8(11), 157; https://doi.org/10.3390/infrastructures8110157
Submission received: 14 September 2023
/
Revised: 18 October 2023
/
Accepted: 27 October 2023
/
Published: 31 October 2023
(This article belongs to the Special Issue IOCI 2022 Special Issue Session 4: Materials and Sustainability)
Abstract
:This research undertook an extensive examination of the ramifications of integrating steel dust as a partial substitute for cement within reinforced concrete beams. The investigation encompassed an assessment of various facets, encompassing the workability of the concrete mixture, alongside crucial mechanical properties such as compressive strength, split tensile strength, flexural strength, ultrasonic pulse velocity (UPV), and elasticity modulus. The findings unveiled a notable reduction in workability as the proportion of steel dust increased within the mixture, with a consequential substantial impact on the elasticity modulus. Notably, compressive strength exhibited an enhancement at a 10% replacement of cement yet exhibited a decline with higher degrees of cement substitution. The inclusion of steel dust led to the formulation of adjusted equations pertaining to split tensile and flexural strength characteristics within the mixture. Remarkably, the incorporation of 10% steel dust yielded an increase in ductility. Conversely, at a 30% steel dust inclusion level, ductility diminished alongside a reduction in the maximum load-bearing capacity. In light of these findings, it is imperative to exercise prudence when considering the utilization of steel dust as a cement substitute, particularly when approaching or exceeding the 10% replacement level threshold. Further comprehensive research is imperative to acquire a comprehensive understanding of its implications and its susceptibility to potential corrosion concerns.
1. Introduction
The cement production industry is currently under scrutiny for its environmental footprint and the increasing demand for sustainable practices across various sectors. The production of concrete, a fundamental component of modern construction, requires significant resources, raising concerns about its long-term sustainability. To address these challenges, extensive research efforts have been devoted to exploring alternative materials and methods for producing environmentally friendly concrete [1,2,3,4,5].
One major area of focus has been the replacement of cement with waste materials, aimed at enhancing the sustainability of concrete production [6,7,8,9,10]. Cement plays a pivotal role in determining concrete’s durability, workability, and compressive strength. However, an increasing cement content not only drives up costs but also raises environmental concerns and therefore, researchers are actively seeking alternative cement replacement materials that can maintain or even improve concrete properties. Studies have shown that there exists a minimum threshold of cement necessary to achieve the desired 28-day compressive strength, beyond which additional cement does not yield significant benefits [11]. Various materials, such as plastic waste aggregates, Egyptian cornstalk ash, silica fume solid waste, brick powder, and magnesium oxychloride (MgO) cement with different additives, have been investigated for their potential to enhance or modify concrete properties [7,8,9,10,11,12,13,14,15].
Moreover, efforts have also focused on assessing the environmental impact of these alternative materials, with studies demonstrating the potential benefits of using waste materials such as local natural zeolite, waste polyethylene terephthalate (PET) plastic fibers, waste glass powder, and others to replace portions of cement in concrete formulations [16,17,18,19,20,21,22]. These investigations have shown promising results, including improvements in compressive and tensile strength, reduced moisture sorption, and enhanced durability compared to traditional concrete mixes. Overall, the drive to create sustainable and eco-friendly concrete solutions continues to inspire innovation and research within the cement production industry.
Recent studies have brought attention to the potential utilization of iron filings and steel dust, previously considered industrial waste, in concrete development. These byproducts have shown promise in enhancing various concrete properties when used as replacements for sand or fine aggregates, including improvements in compressive strength, split tensile strength, impermeability, and attenuation properties, as well as overall durability [23,24,25,26,27,28]. While there may be a decrease in workability as the steel dust content increases, it often correlates with notable improvements in both tensile and compressive strength [29,30,31].
Furthermore, specific studies have highlighted the positive effects of incorporating steel fibers and wire into concrete mixtures. Shelorkar et al. demonstrated an 8.91% increase in compressive strength and a 26.94% improvement in tensile strength with the addition of 1.5% steel fibers [32]. Shukla et al. found that blending 15% marble dust with cement and introducing 1% steel fiber resulted in excellent compressive strength and good flexural and tensile strength, although exceeding this marble dust replacement ratio led to diminished test results [33,34]. Additionally, the inclusion of steel wire consistently bolstered both strength and flexural properties in multiple studies [35,36,37], leading to enhanced behavior of reinforced concrete [38,39,40]. Concrete mix proportions, such as the 1:2:4 ratio, have also been identified as influential factors in achieving higher compressive strength compared to alternative proportions like 1:3:6 [41]. These findings collectively underscore the potential for optimizing concrete performance through the strategic use of iron-based materials.
Kazjonovs et al. conducted a study to increase concrete density for applications like railways, cranes, and radiation shielding [42]. They used locally available steel treatment waste, iron dross, and steel punchings as aggregates, replacing traditional ones at 50% and 100%. The results showed concrete densities up to 4640 kg/m3 but with decreasing slump and compressive strength as the waste content increased. Surprisingly, 100% waste aggregate concrete had strong freeze-thaw resistance, while 50% waste aggregate concrete performed poorly.
Kalpana and Tayu conducted an experimental study to improve the mechanical properties of lightweight perlite concrete using steel waste from industries while promoting recycling [43]. By adding 0.5% steel waste by volume, they achieved a substantial 13% increase in compressive strength compared to normal lightweight perlite concrete, although this strength slightly decreased at 1% steel waste. That study showed significant enhancements in tensile and flexural characteristics, with an 18% increase in splitting tensile strength at 0.5% steel and an impressive 45% increase at 1%. Flexural strength also improved significantly, with a 23% increase at 0.5% steel and an outstanding 52% increase at 1%. These findings suggest that even small amounts of steel waste can prevent brittle failure and significantly enhance the mechanical properties of lightweight concrete, offering economic benefits and contributing to pollution reduction, making it a promising choice for reinforcement.
Peng et al. explored the incorporation of both steel and waste PET fibers in recycled aggregate concrete (RAC), resulting in steel-waste PET hybrid fiber reinforced recycled aggregate concrete (HFRAC) [44]. Their findings indicated a reduction in workability but a positive impact on mechanical strength, with minimal influence on compressive strength. Linear equations effectively predicted the slump and compressive strength based on the fiber content, while quadratic polynomial equations were established for splitting tensile and flexural strength predictions. The optimal fiber composition was determined to be 1.5% steel and 0.81% PET, showcasing promising mechanical properties.
Kangu et al. addressed common issues in composite construction by investigating the enhancement of shear stud performance through the incorporation of waste tire steel fibers (WTSF) into normal concrete [45]. Their study revealed significant improvements in shear stud ultimate capacity, ranging from 2.2% to 14.7%, depending on the concrete class and fiber content. Importantly, the inclusion of WTSF transformed the concrete’s failure mode from brittle to ductile, enhancing its stress-bearing capacity.
Shewalul explored the utilization of waste steel scrap to reinforce concrete, leading to notable enhancements in compressive and splitting tensile strengths, reaching up to 30.7% and 11.2%, respectively [46]. However, increased scrap content reduced fresh concrete workability. Moreover, Centonze’s study focused on the reuse of waste tire components, particularly steel fibers and rubber, in civil engineering applications [47]. Their research on recycled fiber-reinforced concrete (RFRC) demonstrated post-cracking behavior similar to industrial fiber-reinforced concrete (IFRC), indicating good energy absorption and residual strength. Challenges related to fiber production and concrete mix preparation remain to be addressed.
To the authors’ best knowledge, there is a noticeable paucity of comprehensive research addressing the structural performance of reinforced concrete beams that incorporate steel dust as a substitute for cement. This research study aimed to bridge this critical knowledge gap by conducting a rigorous examination of the flexural behavior exhibited by reinforced concrete beams when steel dust is introduced as a partial cement replacement. The investigation encompassed a meticulous analysis of essential structural parameters, including the load-deflection curve, load-carrying capacity, and strain distribution under varying loads. By scrutinizing these vital aspects of flexural behavior, this research endeavor sought to offer a profound understanding of how the integration of steel dust impacts the overall structural integrity and performance of reinforced concrete beams, providing valuable insights for the construction industry and materials engineering field.
2. Materials and Methods
2.1. Sieve Analysis
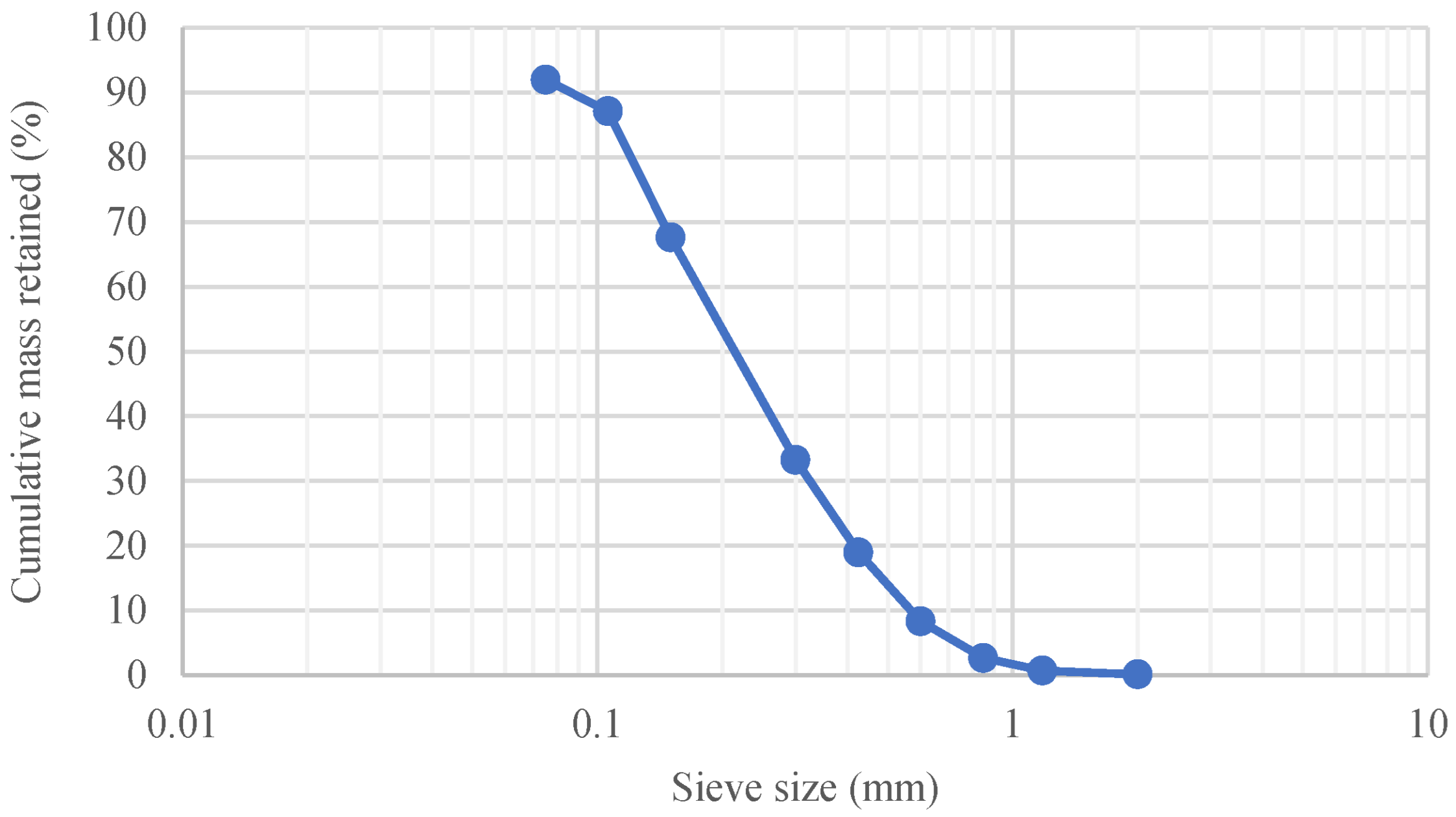
In order to demonstrate the feasibility of utilizing steel dust as a substitute for cement, a sieve analysis was performed on the material. The results revealed that the material passing through sieve number 100 and below constituted a greater than 66% passing rate, making the use of steel dust as a replacement for cement viable, as illustrated in Figure 1. It is important to note that the density of steel dust is approximately 1200 kg/m3, and it is not purely composed of iron oxide but is instead a mixture of iron oxide with impurities. Accordingly, the sample employed in further tests was comprised of the fraction retained on sieve 100 and below.
2.2. Mix Design
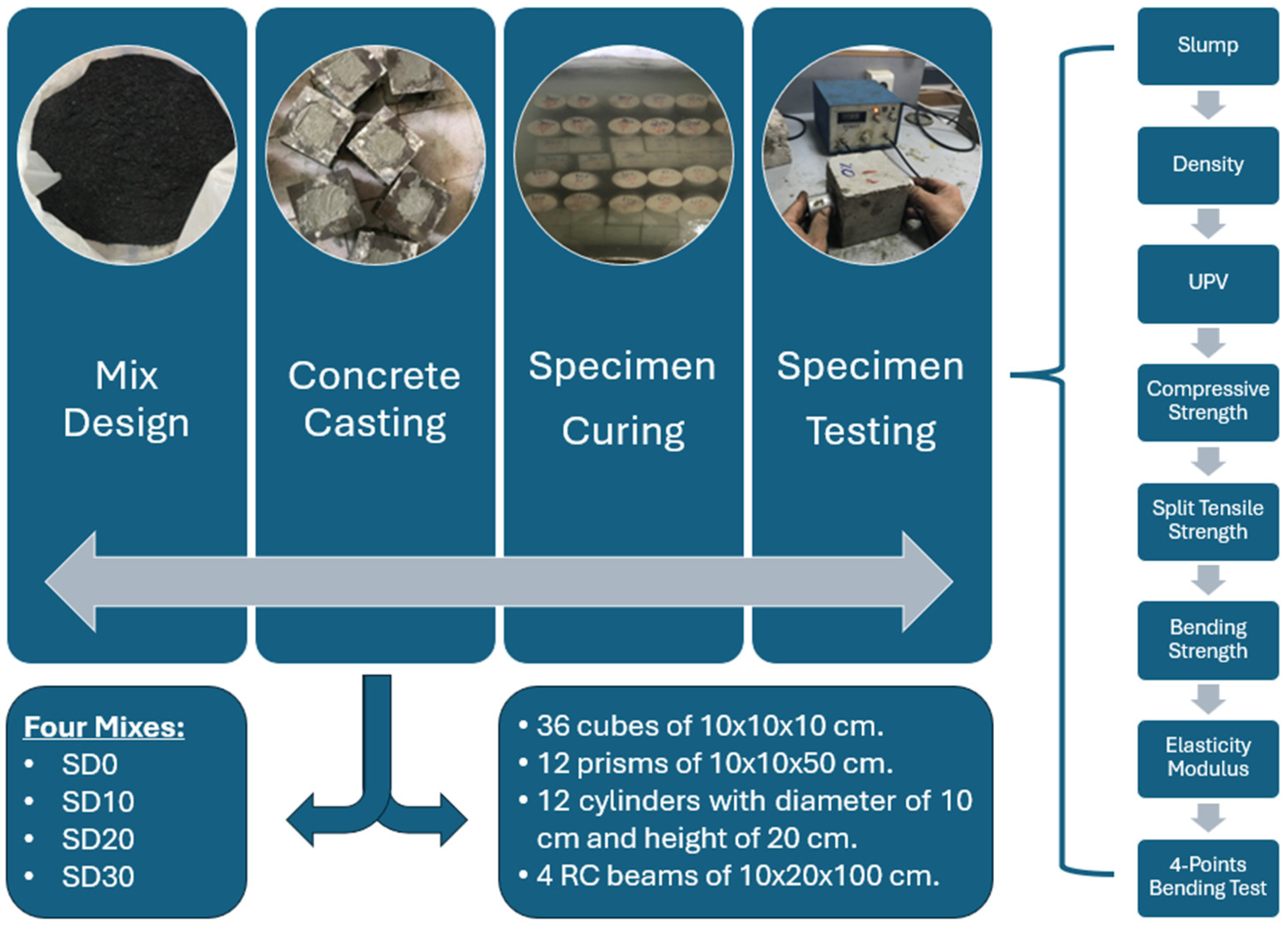
A mix design ratio of 1:2:4 for cement, fine aggregate, and coarse aggregate was employed in this research, based on common industry practice and its proven efficacy in the production of normal-strength concrete. The materials employed in this study are depicted in Figure 2. The binder utilized was CEM I 32.5 Portland cement, with a chemical composition of 63% calcium oxide (CaO), 21% silicon dioxide (SiO2), 6% aluminum oxide (Al2O3), 5.5% iron oxide (Fe2O3), and 4.5% calcium sulfate (CaSO4). Four mixes were prepared in this study, as shown in Table 1, with varying percentages of steel dust used as a substitute for cement, ranging from 0% to 30% (referenced as SD0, SD10, SD20, and SD30, respectively). A water-to-cement ratio of 0.55 was selected, as it provides an optimal balance between workability and strength, ensuring the optimal performance of the concrete beams. Four reinforced concrete beams with dimensions of 10 × 20 × 100 cm were cast, in addition to 36 cubes of 10 × 10 × 10 cm, 12 prisms of 10 × 10 × 50 cm, and 12 cylinders with a diameter of 10 cm and height of 20 cm.
2.3. Casting
The mass of each material, cement and aggregates, was measured and then combined in a pan mixer for three minutes. Subsequently, water was added and mixed for an additional three minutes. Once the materials were prepared for use, cube casting was performed. Conforming to BS EN 12390-2 [48], steel molds measuring 10 × 10 × 10 cm were utilized (three specimens per mix), as illustrated in Figure 3. In addition, 10 × 20 × 100 cm wooden molds were used for the beams (one beam per mix), 10 × 10 × 50 cm wooden molds were utilized for the prisms (three specimens per mix), and steel cylindrical molds with diameter D = 10 cm and height H = 20 cm were employed for the cylindrical specimens (three specimens per mix). To eliminate any voids in the mix, which can negatively impact the concrete’s strength, a vibrator was employed, and the mixture was poured in stages. To facilitate effective demolding, the molds were lubricated with oil. The mixes were left in the molds for 24 h to allow the concrete to set and covered with plastic bags to reduce water evaporation. To prevent moisture loss, all of the mixes were then immersed in water, as depicted in Figure 4, with the curing time extended until the testing day.
2.4. Reinforced Concrete Beams Details
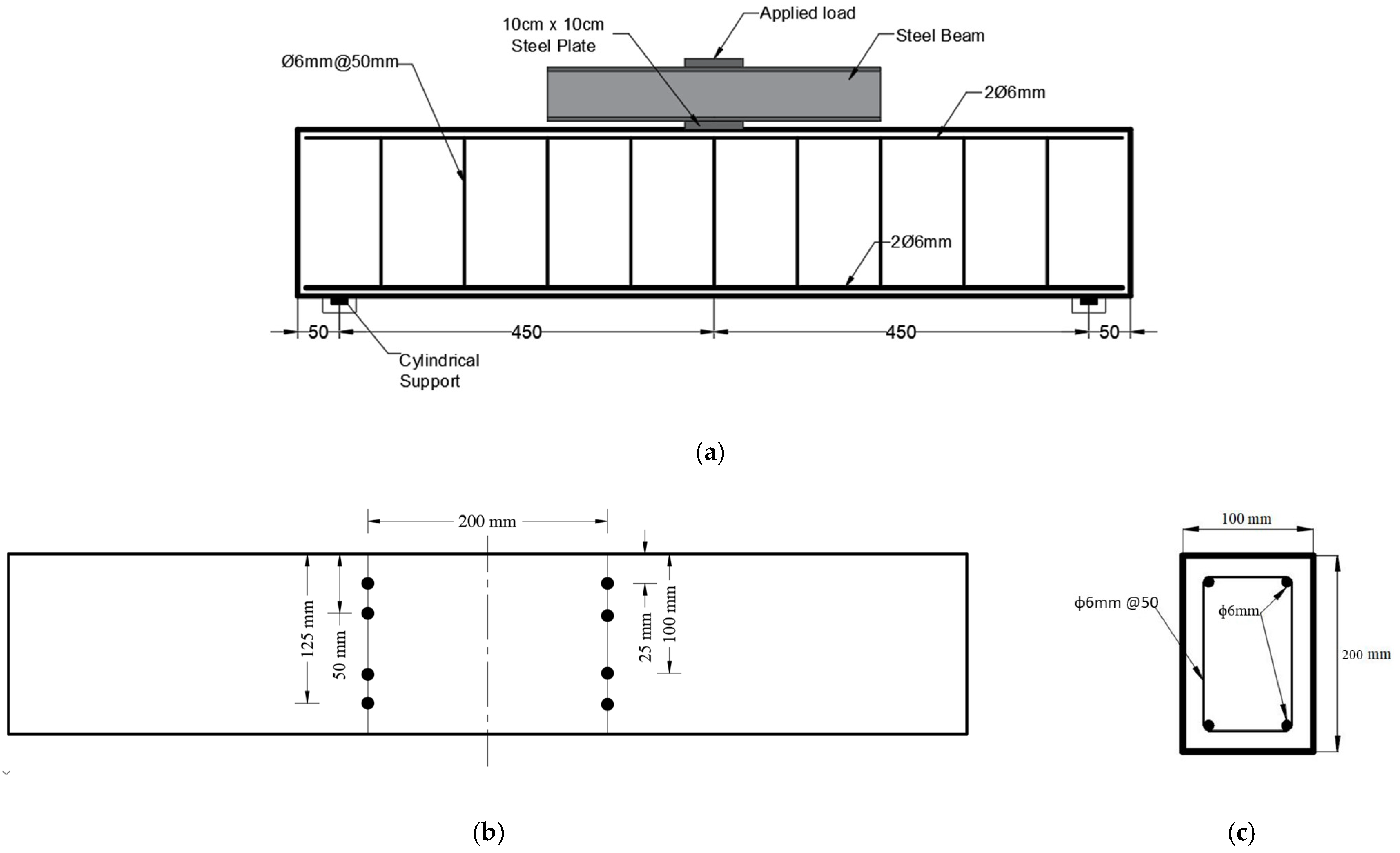
One reinforced concrete beam was utilized for each mixture. Reinforcements 6 mm in diameter were employed, with two bars positioned at the top and two at the bottom, and 6 mm diameter stirrups spaced 50 mm apart, as illustrated in Figure 5. The same reinforcement ratio was applied to all beams. A three-point testing methodology was implemented to determine the flexural behavior of the 1000 × 200 × 100 mm reinforced concrete beam. The beam and the prism were supported by two rollers, positioned 5 cm away from each edge. Load was applied at the midpoint of the beam. To measure the strain under increasing load, DEMEC points were attached to the front side of the RC beam. Two points were installed in both the tension and compression zones. Considering the aspect ratio (450 mm/180 mm) of 2.5 in this study, and the increase in the number of stirrups in the reinforced concrete beams, it is determined that beam failure is governed by flexural behavior, which is the focus of this study.
2.5. Experimental Testing
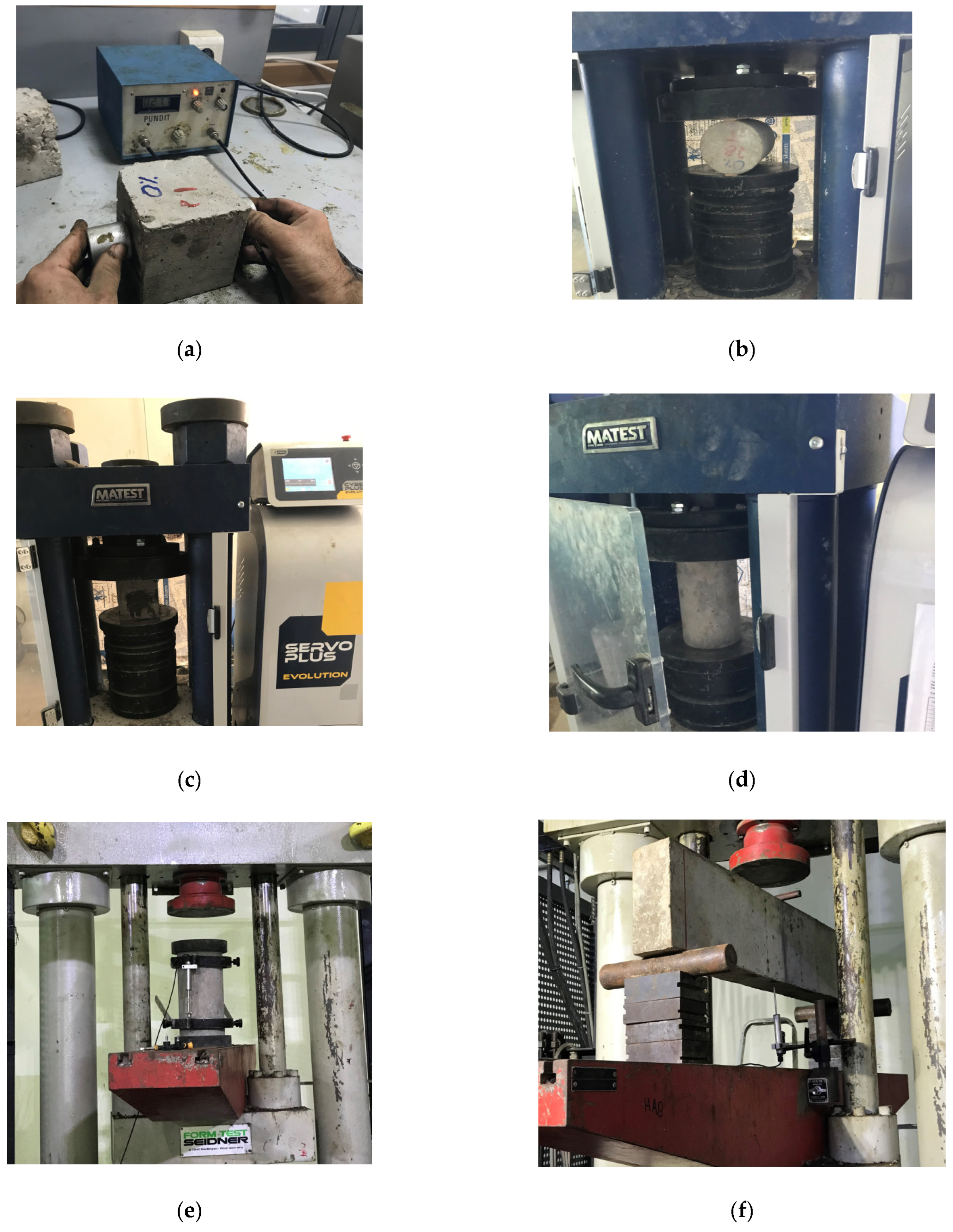
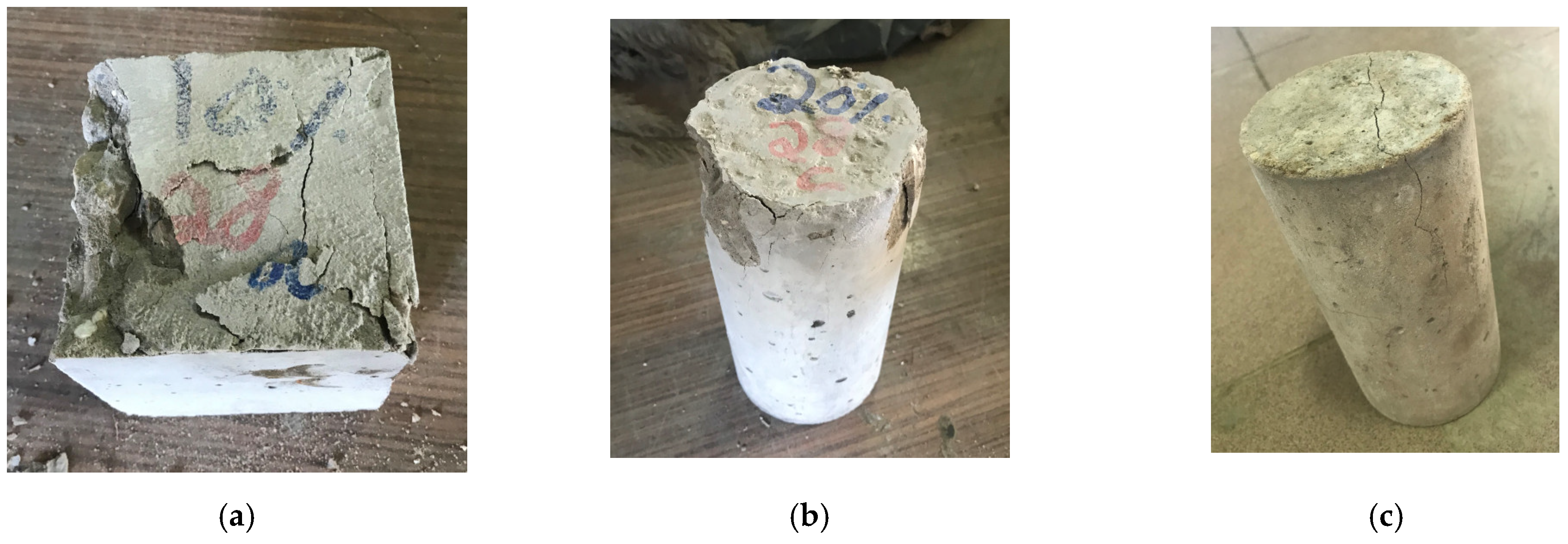
In accordance with the British standards, a slump test was performed in order to assess the workability of the concrete as specified in BS EN 12350-2 [49]. The density of the hardened concrete was calculated by weighing 10 cm × 10 cm × 10 cm cubes using a digital scale, with readings taken 28 days prior to the compressive strength testing in accordance with BS EN 12350-6 [50]. The ultrasonic pulse velocity (UPV) was measured at 28 days by placing a transmitter and receiver at opposite sides of the 10 cm × 10 cm × 10 cm cube in order to send pulses along a straight path in accordance with BS EN 12504:4-2004 [51]. The compressive strength was tested according to BS EN 12390-3:2009 [52]. The apparatus utilized was in accordance with BS EN 12390-4 [53], with loading increased at a rate of 0.6 ± 0.2 MPa/s in a steady manner and without any shocks until the failure of the cube. The tensile strength was calculated at 28 days in accordance with BS EN 12390-6 [54] after measuring the modulus of elasticity in accordance with BS EN 12390-13 [55]. The reinforced concrete beams were subjected to incremental loading, with the machine stopped to measure the central deflection and the strain at four different points, two in compression and two in tension, similar to previous studies with beams of a similar size [56]. The load at first crack was recorded, with the loading continued until failure. The flexural strength was measured in accordance with BS EN 12390-5 [57]. The test setups and damaged samples are depicted in Figure 6 and Figure 7, respectively. Figure 8 summarizes the methodology followed in this research work.
3. Results and Discussion
3.1. Workability
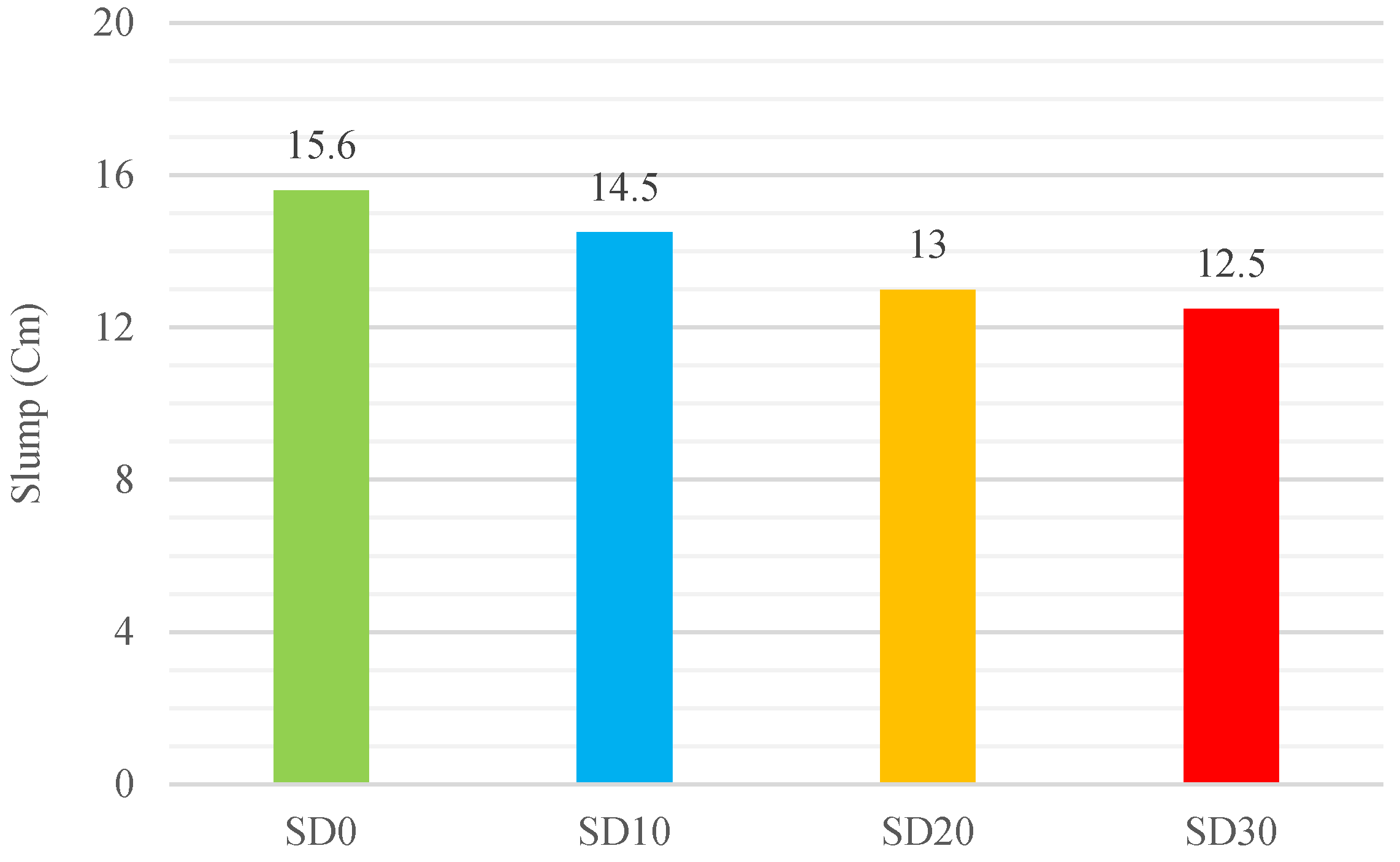
The slump tests conducted on the concrete mixtures prior to casting were instrumental in assessing the influence of steel dust as a substitute for cement at different proportions on the workability of the concrete. These tests yielded valuable insights into the performance of the mixtures and can be crucial for optimizing concrete formulations for various construction applications.
The significant 20% reduction in the slump value between the SD0 (control mixture with no steel dust) and SD30 (mixture with 30% steel dust) mixtures, as depicted in Figure 9, highlights the impact of steel dust on the workability of the concrete. Such findings are consistent with previous research, as indicated by reference [58]. These studies have also documented comparable trends when incorporating other materials, such as glass powder or steel scrap, into concrete mixtures [59,60].
Understanding the implications of these findings is essential for the construction industry. Workability is a crucial factor in determining the ease of handling and placing concrete during construction. A significant reduction in slump value, as observed in the case of the SD30 mixture, could imply that the concrete may become less manageable, requiring adjustments in construction practices or additional measures to maintain workability.
Incorporating alternative materials like steel dust, glass powder, or steel scrap into concrete mixtures has become increasingly important due to environmental concerns and the need to reduce the carbon footprint of construction activities. However, it is imperative to strike a balance between sustainability and performance. The reduction in slump value signifies the need for careful consideration of the proportion of these materials in concrete formulations, as excessive use may compromise workability.
To address this challenge, further research is warranted to determine the optimal mix proportions that maintain both sustainability and workability. This may involve exploring various admixtures, altering the particle size distribution of the materials, or adjusting the water–cement ratio.
3.2. Density
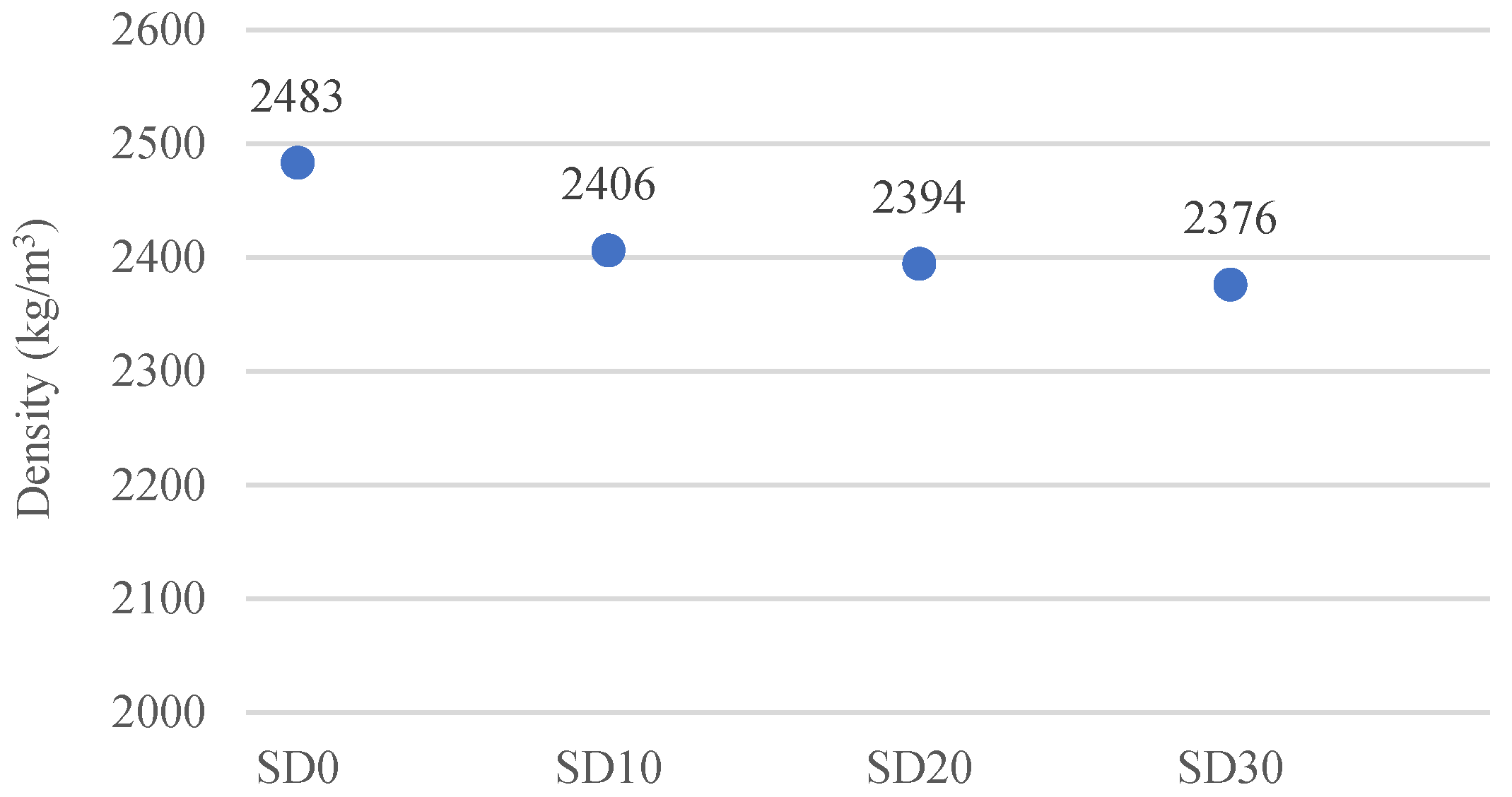
The results of this study indicated a reduction in density with an increase in the percentage of steel dust used as a replacement for cement, with a density of 2483 kg/m3 recorded for 0% steel dust and 2376 kg/m3 recorded for a 30% replacement, representing a 4% decrease, as shown in Figure 10. This reduction may impact the compressive strength of the concrete. The difference in concrete density could also be attributed to water evaporation, which was addressed through the curing process. This decrease in density was anticipated, as the unit weight of steel dust is lower than that of cement, and it has been reported in previous studies [26].
3.3. Elastic Modulus
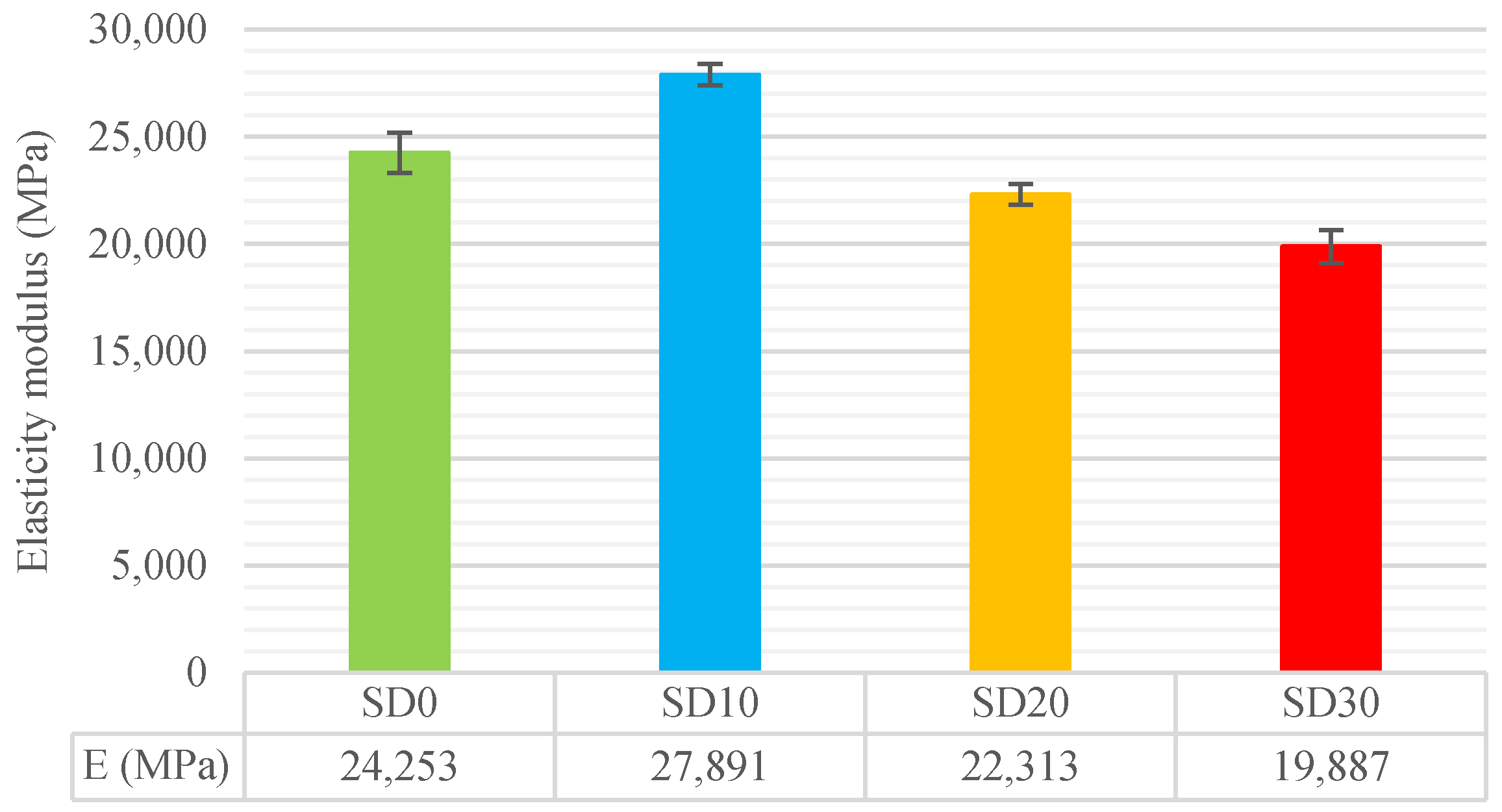
This study uncovered intriguing variations in the elasticity modulus as the percentage of steel dust used as a cement replacement varied. Specifically, at a 10% replacement level, there was a 10% increase in the elasticity modulus compared to the control mix (SD0), which did not incorporate steel dust. However, as the replacement level increased to 30%, there was a considerable 18% decrease in the elasticity modulus compared to the control mix. This phenomenon suggests a complex relationship between the proportion of steel dust in the mixture and the material’s stiffness.
One possible explanation for this trend could be related to the particle size and distribution of the steel dust within the concrete mixture. At a 10% replacement level, the steel dust particles might act as effective reinforcement, enhancing the material’s stiffness, which would explain the initial increase in the elasticity modulus. However, as the replacement level increases to 30%, there might be an excessive concentration of steel dust particles that could disrupt the homogeneity of the mixture, potentially leading to weaker bonding between the cementitious matrix and the steel dust particles. This could result in a decrease in the modulus of elasticity.
Another factor to consider is the effect of steel dust on the hydration kinetics of the cementitious materials. It is possible that at lower replacement levels, steel dust may accelerate the hydration process, leading to enhanced strength and stiffness. However, at higher replacement levels, it might hinder the hydration process or create internal voids, reducing the modulus of elasticity.
While these results are intriguing, it is important to emphasize that the correlation between changes in the elasticity modulus and the compressive strength of the concrete mixtures remains to be confirmed. Compressive strength is a primary indicator of a concrete’s ability to withstand axial loads, and it is critical for structural applications. Understanding how changes in the elasticity modulus influence compressive strength will provide valuable insights for engineering applications.
It is worth noting that previous research, such as a study conducted with a 5% steel dust replacement as referenced in [31], has reported similar trends in the elasticity modulus. These consistent findings across different studies further emphasize the significance of this phenomenon and suggest that it may not be unique to a specific concrete formulation or methodology.
The results presented in Figure 11 depict the elasticity modulus values for all of the mixtures at 28 days, providing a comprehensive view of how the modulus evolves over time. This time-dependent behavior is essential for predicting long-term performance and deformations in concrete structures.
Furthermore, the observation that these results align with those obtained from the use of waste lathe fibers, as reported in [39], highlights the potential for using waste materials and industrial byproducts in concrete formulations to achieve specific performance characteristics. This not only contributes to sustainability efforts by reducing waste but also offers opportunities to tailor concrete properties to meet the demands of diverse construction applications.
3.4. Compressive Strength
The assessment of compressive strength in concrete mixtures with varying levels of steel dust as a cement replacement is a pivotal aspect of this study, as it directly relates to the structural performance and load-bearing capacity of the material. The results obtained offer valuable insights into how the proportion of steel dust impacts the compressive strength of concrete.
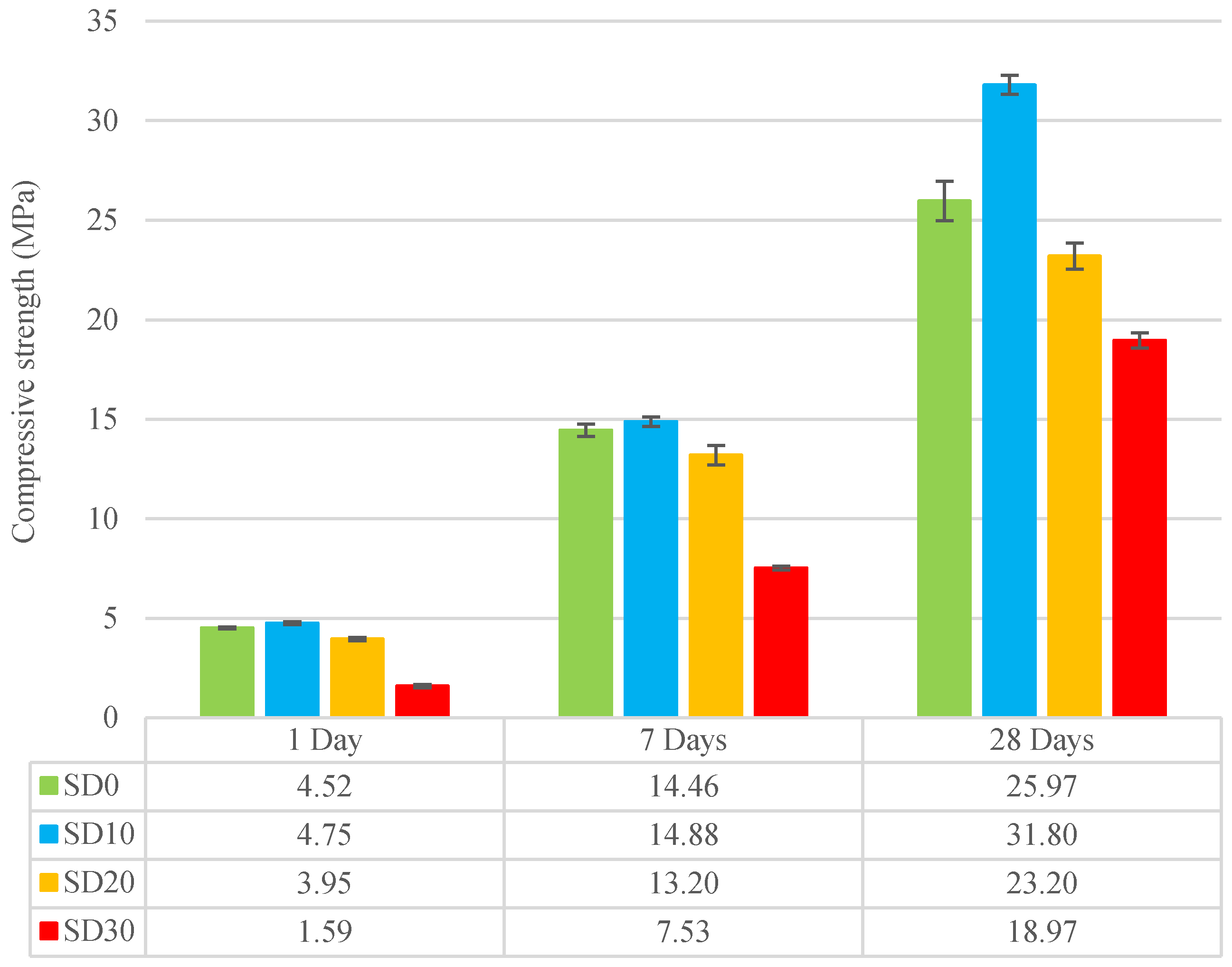
At a 10% cement replacement level, this study revealed a 19% increase in compressive strength compared to the control mix (SD0), which did not include any steel dust (Figure 12). This initial increase in strength suggests that the incorporation of steel dust at this level can enhance the concrete’s compressive performance, potentially leading to more robust structures. However, as the percentage of cement replacement increased to 20% and 30%, a subsequent decrease in compressive strength by 11% and 27%, respectively, compared to the control mix was observed. This decline in strength with higher steel dust proportions highlights the importance of optimizing the blend to achieve the desired mechanical properties.
The trends in the results align with prior research findings, further validating the impact of steel dust on compressive strength. For instance, one study reported an 8.91% increase in compressive strength at 28 days with the incorporation of steel dust [32], which is consistent with the initial boost in strength observed in this study at the 10% replacement level. Additionally, similar trends have been documented in studies involving the use of steel wires or fibers [35,36,37,61], further emphasizing the influence of steel-based materials on compressive strength.
To assess the longevity of these compressive strength trends, tests on cylindrical specimens at 28 days were conducted, which exhibited a similar pattern to that of the cubic specimens. This consistency between the two types of specimens provides confidence in the reproducibility of the findings (Figure 13). The relationship between the compressive strength of the cylindrical specimens (f′c) and the cubic specimens (f′cu) is detailed in Table 2, with ratios ranging from 74% to 80%. These ratios indicate a strong correlation between the two specimen types, which is important for practical applications where different specimen shapes are used for testing.
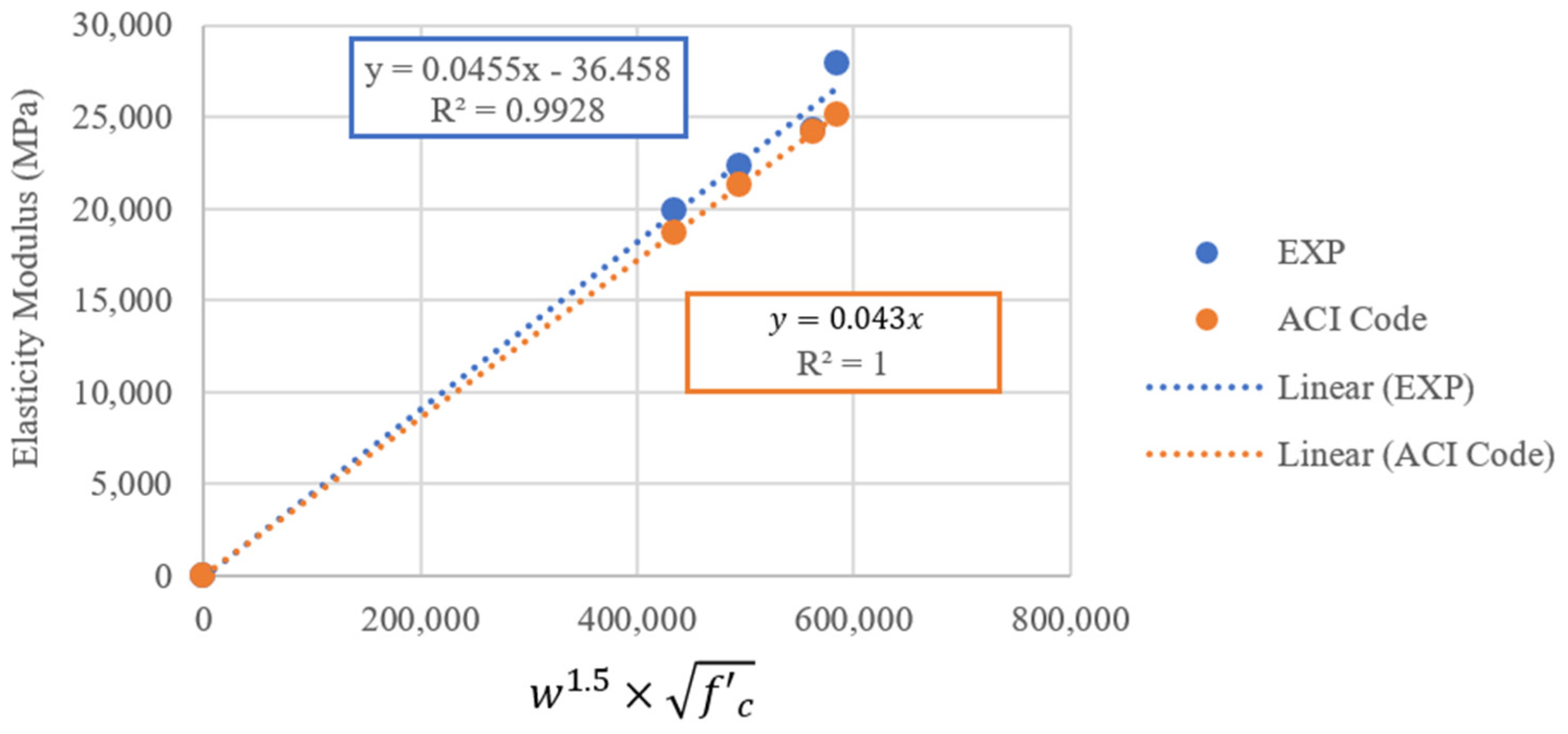
Based on the results obtained from the tests, the density and compressive strength were determined for the cylindrical specimens to calculate the modulus of elasticity based on the ACI 318-19 code [62] as follows:
where E is the modulus of elasticity in MPa, w is the density in kg/m3, and f′c is the concrete compressive strength in MPa. Additionally, the actual elasticity modulus was obtained from laboratory testing. By incorporating the 0.043 coefficient from the ACI code, another coefficient was derived to be used in the replacement of cement with steel dust, with an average error of 5%. Table 3 and Figure 14 present the experimental results and those calculated using the ACI code.
The following formula has been derived for calculating the modulus of elasticity while incorporating steel dust:
where E is the modulus of elasticity in MPa, is the density in kg/m3, and f′c is the concrete compressive strength in MPa.
3.5. Ultrasonic Pulse Velocity (UPV)
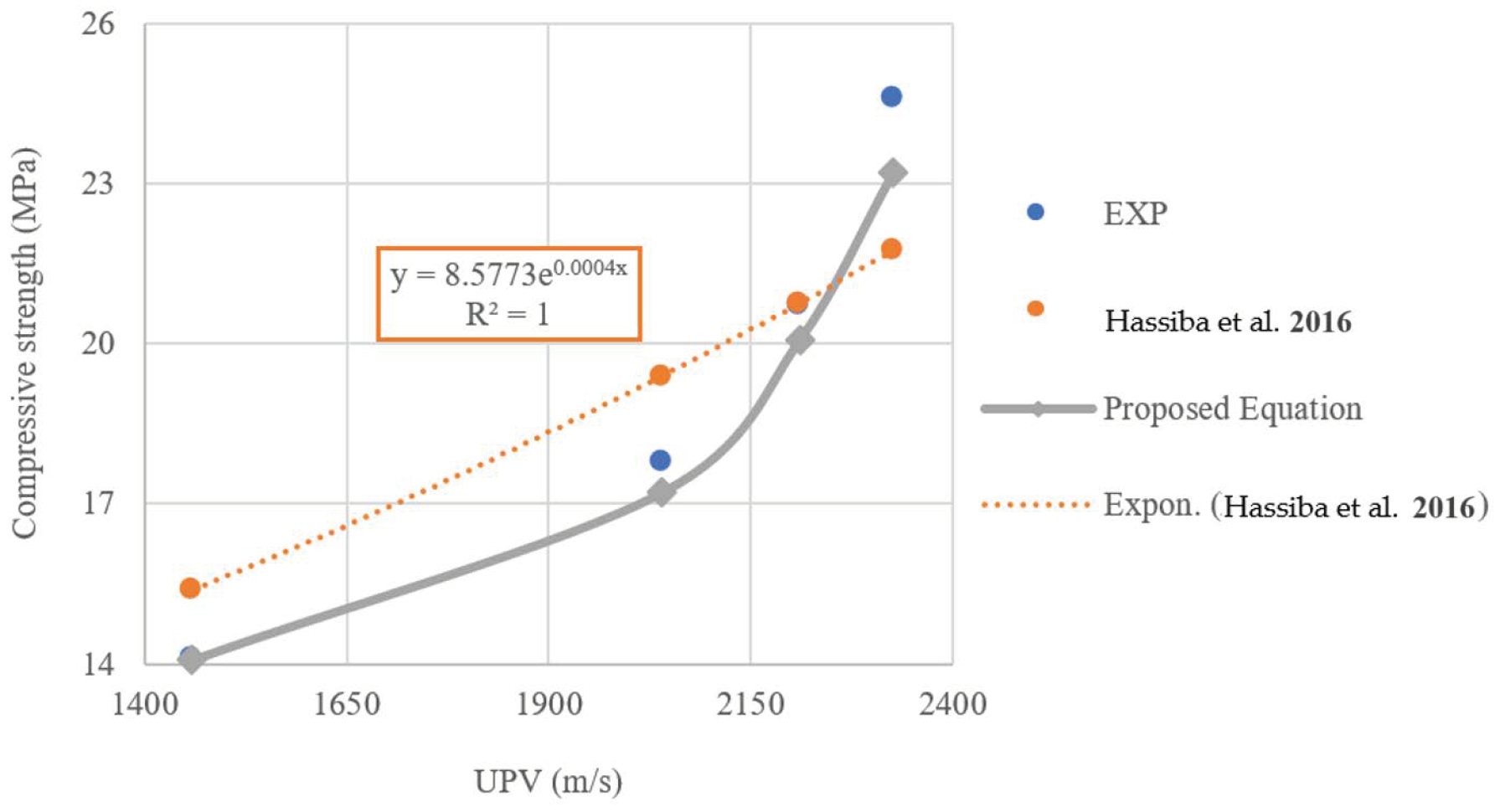
The results showed an increase in the ultrasonic pulse velocity by 5.24% at 10% cement replacement, and then it decreased by 7.69% and 33.9% at 20% and 30%, respectively. Hassiba et al. [61] derived an equation (Equation (3)) representing the relationship between the UPV and compressive strength of the concrete:
Table 4 and Figure 15 show the results based on the experiments conducted in the laboratory and the results based on Hassiba’s equation.
The following formula has been derived for determining the concrete compressive strength (f′c) when using steel dust:
3.6. Split Tensile Strength
The assessment of split tensile strength in concrete mixtures incorporating different proportions of steel dust as a cement replacement is an essential aspect of this study, as it provides valuable insights into the material’s resistance to tensile forces. Split tensile strength is particularly significant in applications where concrete is subjected to bending or shear forces, such as in beams and slabs.
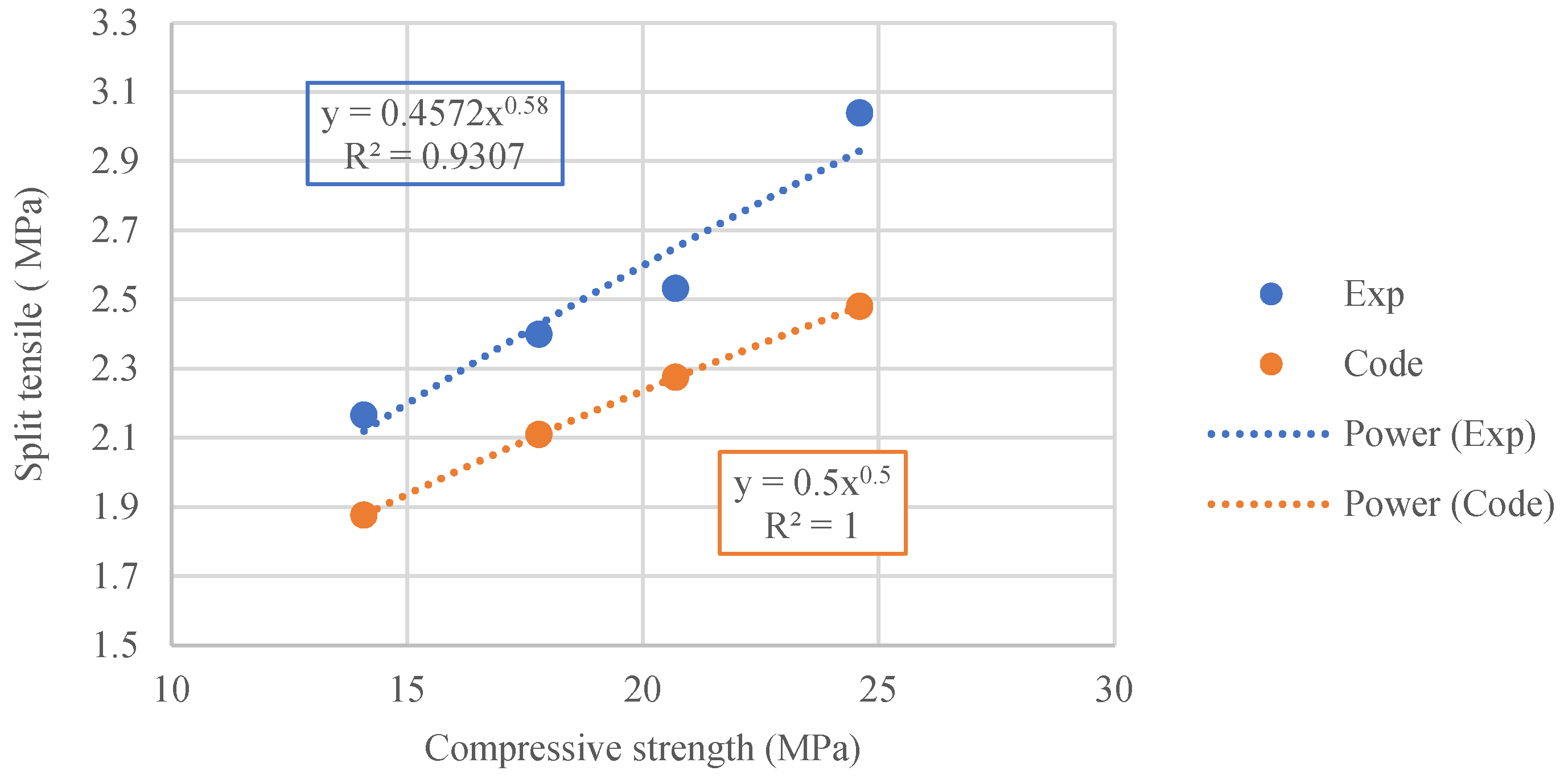
The findings revealed a distinctive trend in split tensile strength as the percentage of cement replacement with steel dust varied. At a 10% cement replacement level, there was a notable increase in split tensile strength from 2.5 MPa to 3.5 MPa compared to the control mix (SD0), which did not incorporate any steel dust. This initial increase in tensile strength suggests that the inclusion of steel dust at this level can enhance the concrete’s resistance to tensile forces, potentially improving its performance in applications where tensile strength is critical.
However, as the percentage of cement replacement increased to 20% and 30%, there was a subsequent decrease in split tensile strength to 2.16 MPa. This decline in tensile strength with higher steel dust proportions is consistent with the findings of prior research, as referenced in [31,32]. These observations highlight the complexity of the relationship between the proportion of steel dust and the tensile behavior of concrete, emphasizing the need for careful consideration when optimizing concrete mixtures for specific applications.
The determination of split tensile strength (ft) was conducted based on the American Concrete Institute (ACI) code, a recognized standard in the field of concrete engineering, to be compared with the formula derived from the experimental work analysis (Figure 16) as shown below:
3.7. Flexural Strength
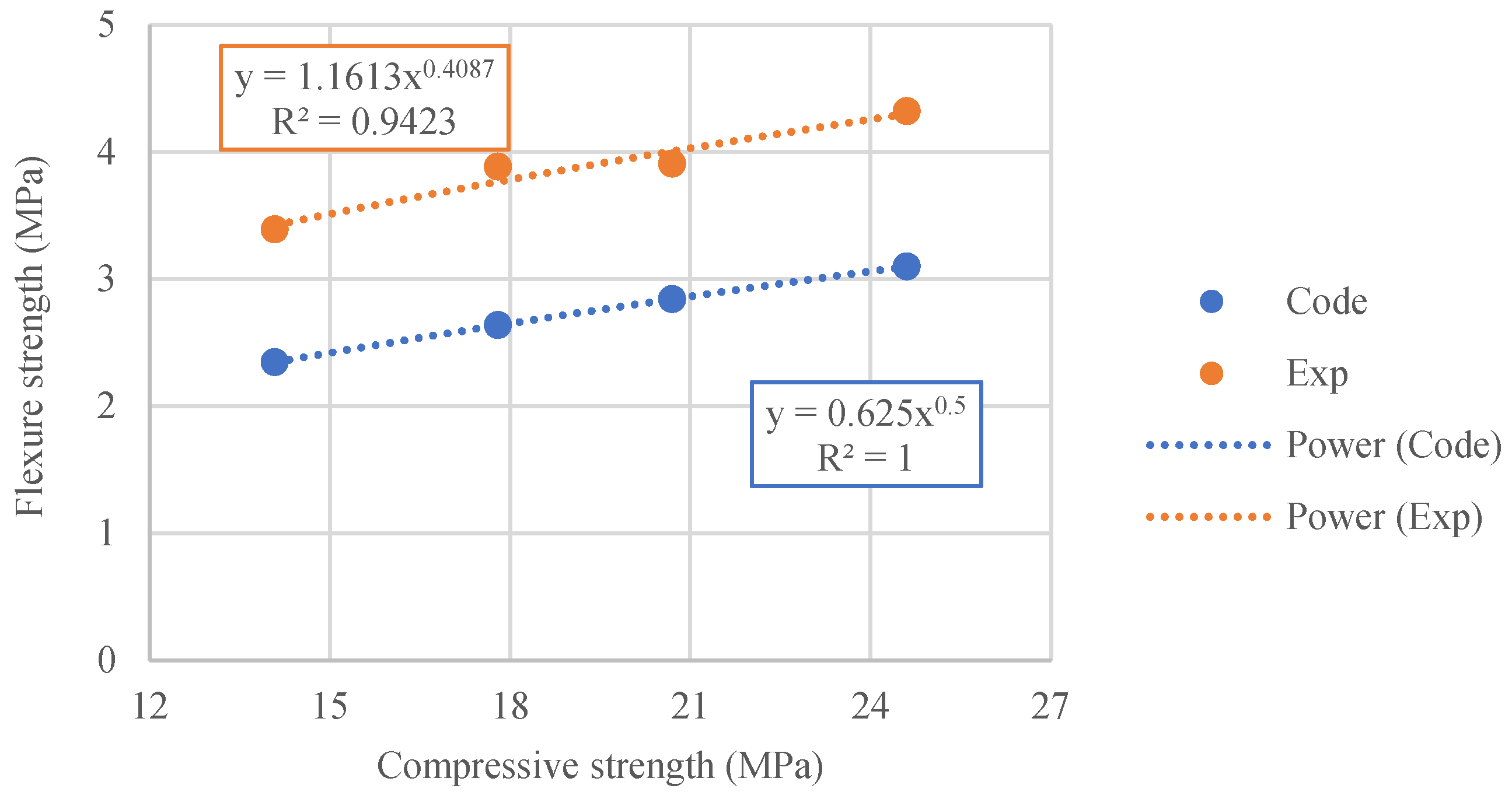
The findings revealed a distinct trend in flexural strength as the percentage of cement replacement with steel dust varied. At a 10% cement replacement level, there was a significant increase in flexural strength by 9.49% compared to the control mix (SD0), which did not incorporate any steel dust. This initial enhancement in flexural strength suggests that the inclusion of steel dust at this level can bolster the concrete’s ability to resist bending forces, potentially leading to more robust structural elements. However, as the percentage of cement replacement increased to 30%, a substantial decrease in flexural strength by 13.29% was observed. These results are consistent with previous research, as indicated in [35], which also explored the influence of steel wires or fibers on flexural strength. The convergence of findings across studies underscores the substantial impact of steel-based materials on flexural strength properties and underscores the necessity of meticulous mixture optimization for specific structural applications.
The flexural strength of concrete can be calculated using the following equation from the American Concrete Institute (ACI) code:
By plotting the relationship between compressive strength and flexural strength, as depicted in Figure 17, an updated formula was derived to determine the modulus of rupture when using steel dust as a cement replacement. The results of the analysis support the notion that steel dust enhances the modulus of rupture in concrete:
3.8. Load-Deflection Curve for Beams
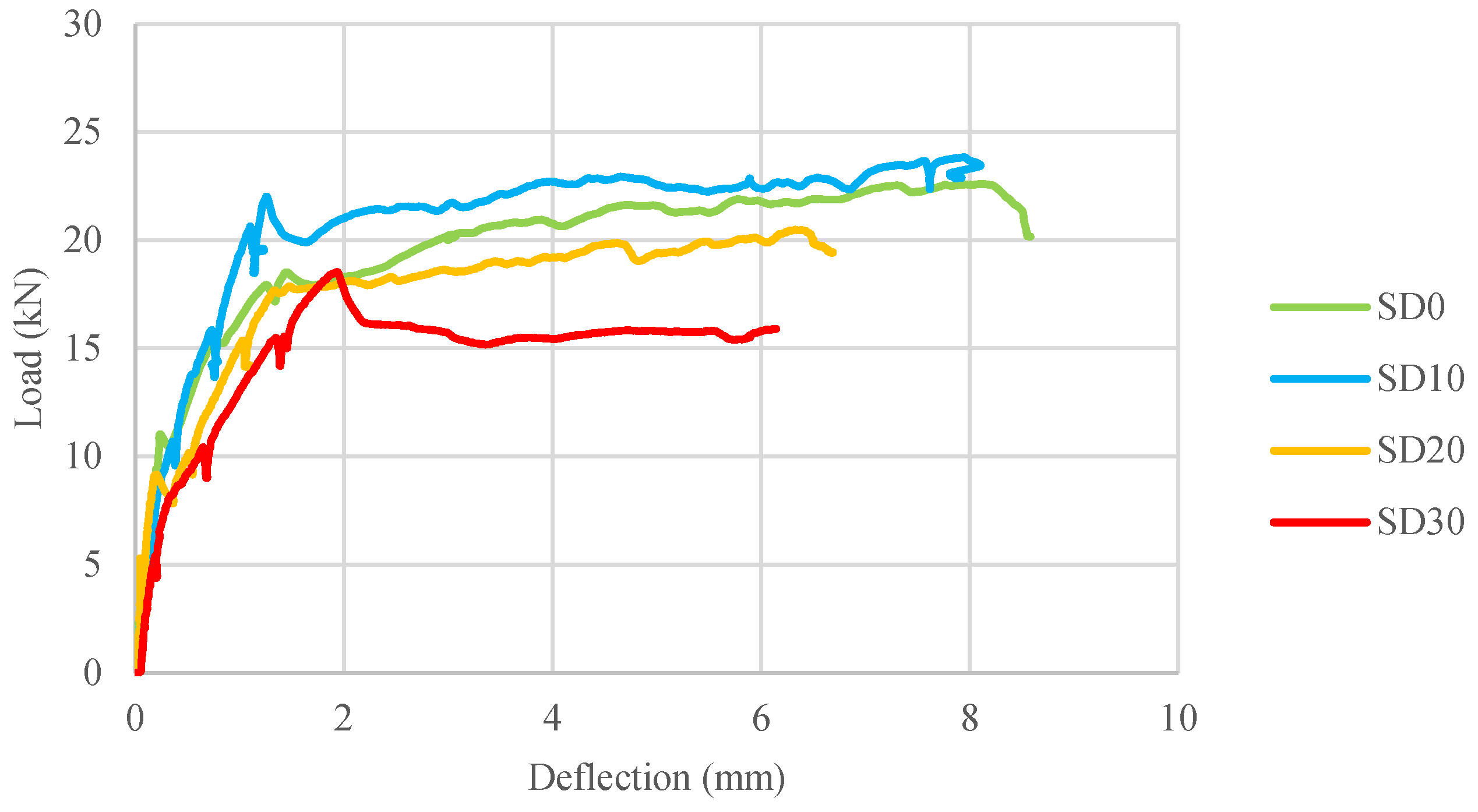
The evaluation of the load-deflection performance of beams with varying percentages of cement replacement by steel dust after 28 days is a critical aspect of this study, as it provides valuable insights into the structural behavior of these concrete elements. These findings have implications for the design and performance of reinforced concrete structures, particularly in applications where ductility and load-carrying capacity are significant factors.
The results from this study indicated a noticeable improvement in ductility for the sample with 10% cement replacement (SD10), as shown in Figure 18. This was substantiated by a 13% increase in the ductility ratio and a 5% increase in the peak load compared to the control sample (SD0). This initial enhancement in ductility and load-bearing capacity suggests that the inclusion of steel dust at this level can enhance the concrete’s ability to deform without failure, which is a desirable characteristic in structures subjected to dynamic or seismic loads.
However, as the percentage of cement replacement increased to 30% (SD30), there was a substantial decrease in both the ductility ratio and peak load. The ductility ratio dropped by 44%, and the peak load decreased by 18% compared to the control sample (Table 5). These findings indicate that higher proportions of steel dust may negatively impact the ductility and load-carrying capacity of the concrete, potentially limiting its performance in certain structural applications.
For reference, the ductility ratio for the control sample (SD0) was 5.68, whereas the ratios for SD10, SD20, and SD30 were 6.43, 4.92, and 3.17, respectively. Similarly, the peak load for the control sample (SD0) was 22.59 kN, while the peak loads for SD10, SD20, and SD30 were 23.83 kN, 20.49 kN, and 18.52 kN, respectively.
3.9. Beams’ Strain Distribution
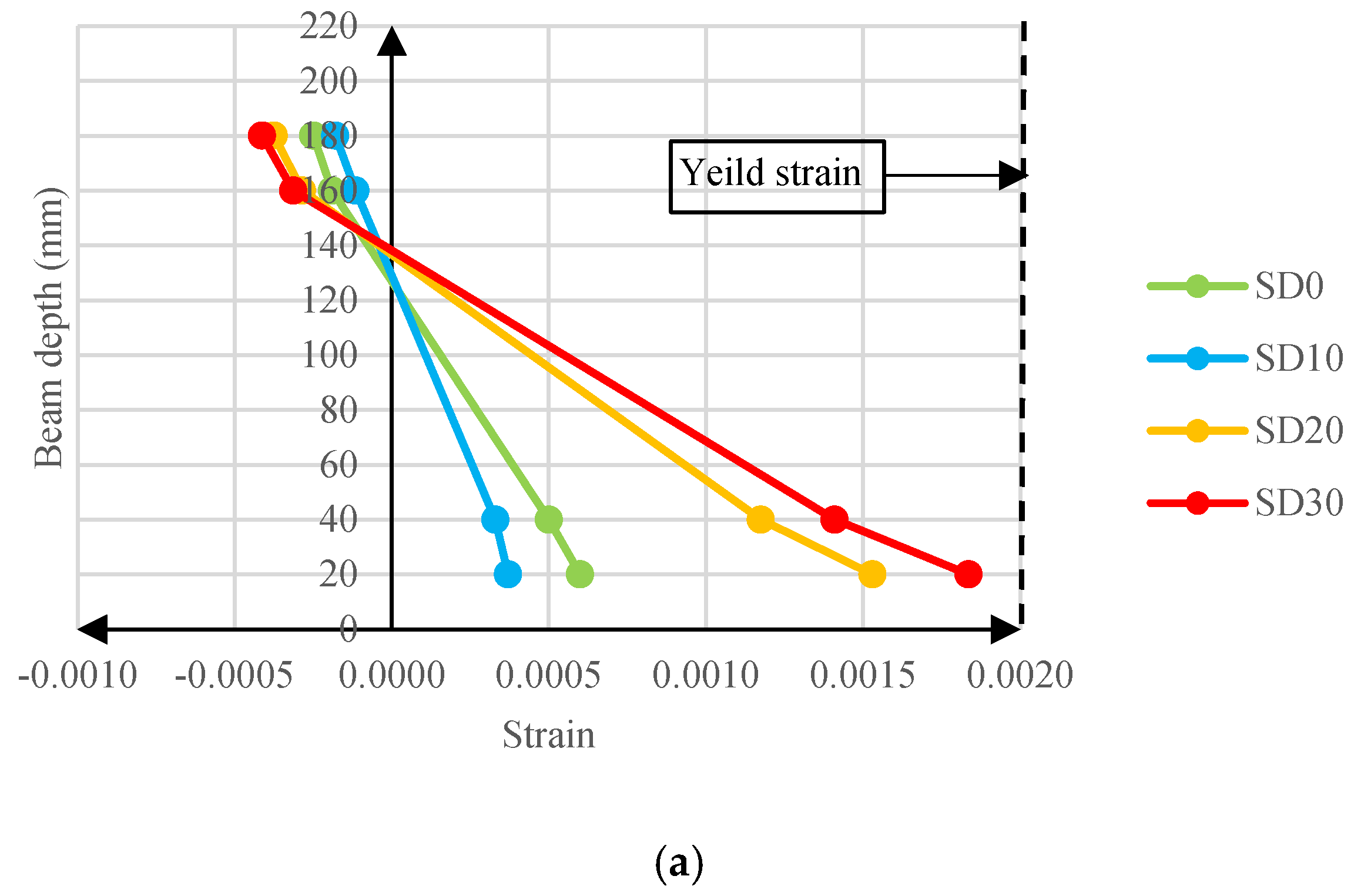
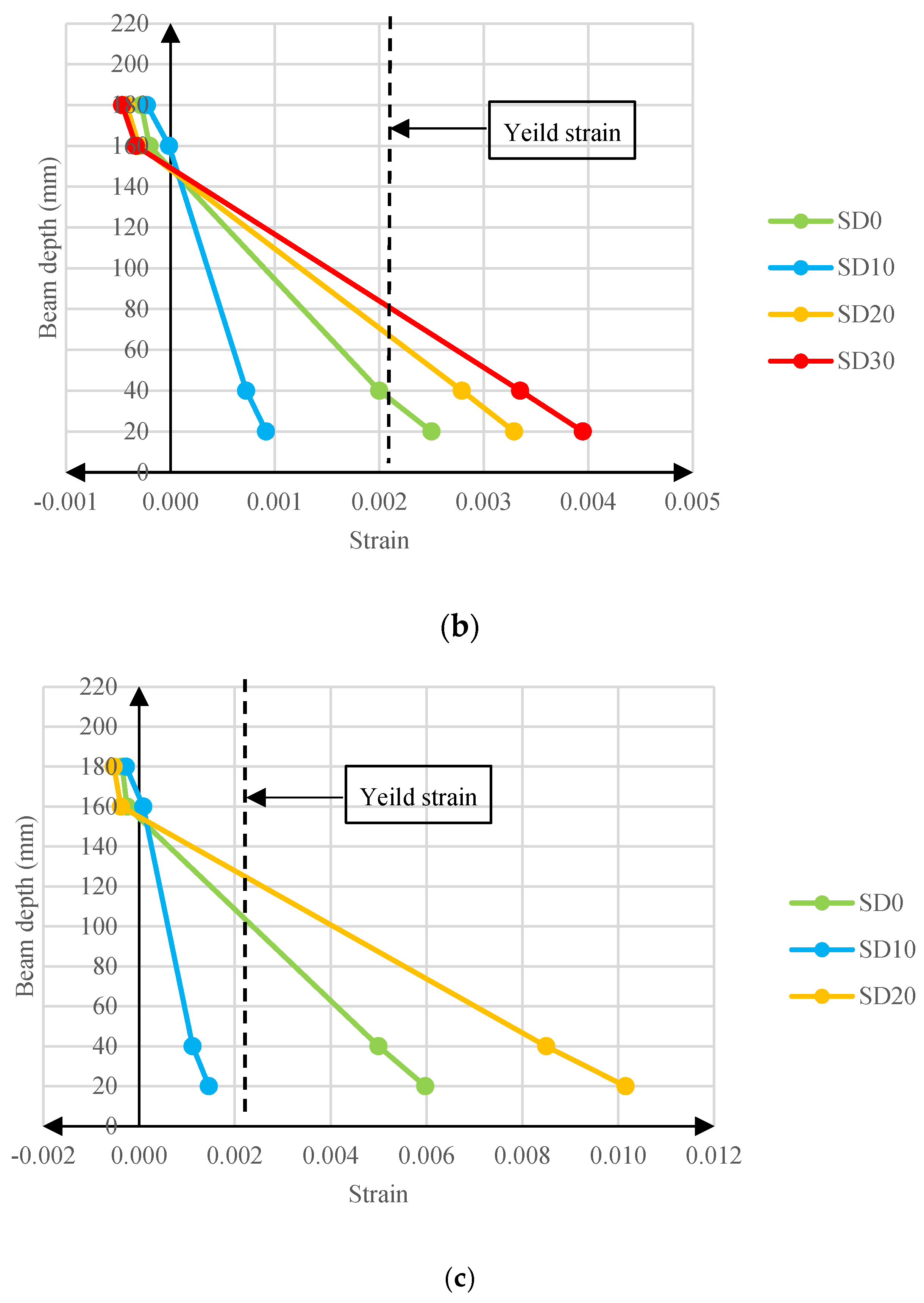
Figure 19 displays the strain distribution across varying depths in the four beams when subjected to loads of 10, 15, and 20 kN. It can be inferred from the figure that the steel reinforcements in all four beams failed to reach the yield point under a load of 10 kN. At a load of 15 kN, however, the control beam and the beams with 20% and 30% cement replacements yielded, with the exception of the 10% cement replacement beam. This result indicates that the 10% cement replacement beam exhibited a higher level of resistance to deformation at this load level. When the load was increased to 20 kN, all of the beams except for the SD10 beam yielded, demonstrating that the SD10 beam had the highest resistance to deformation among the four beams tested.
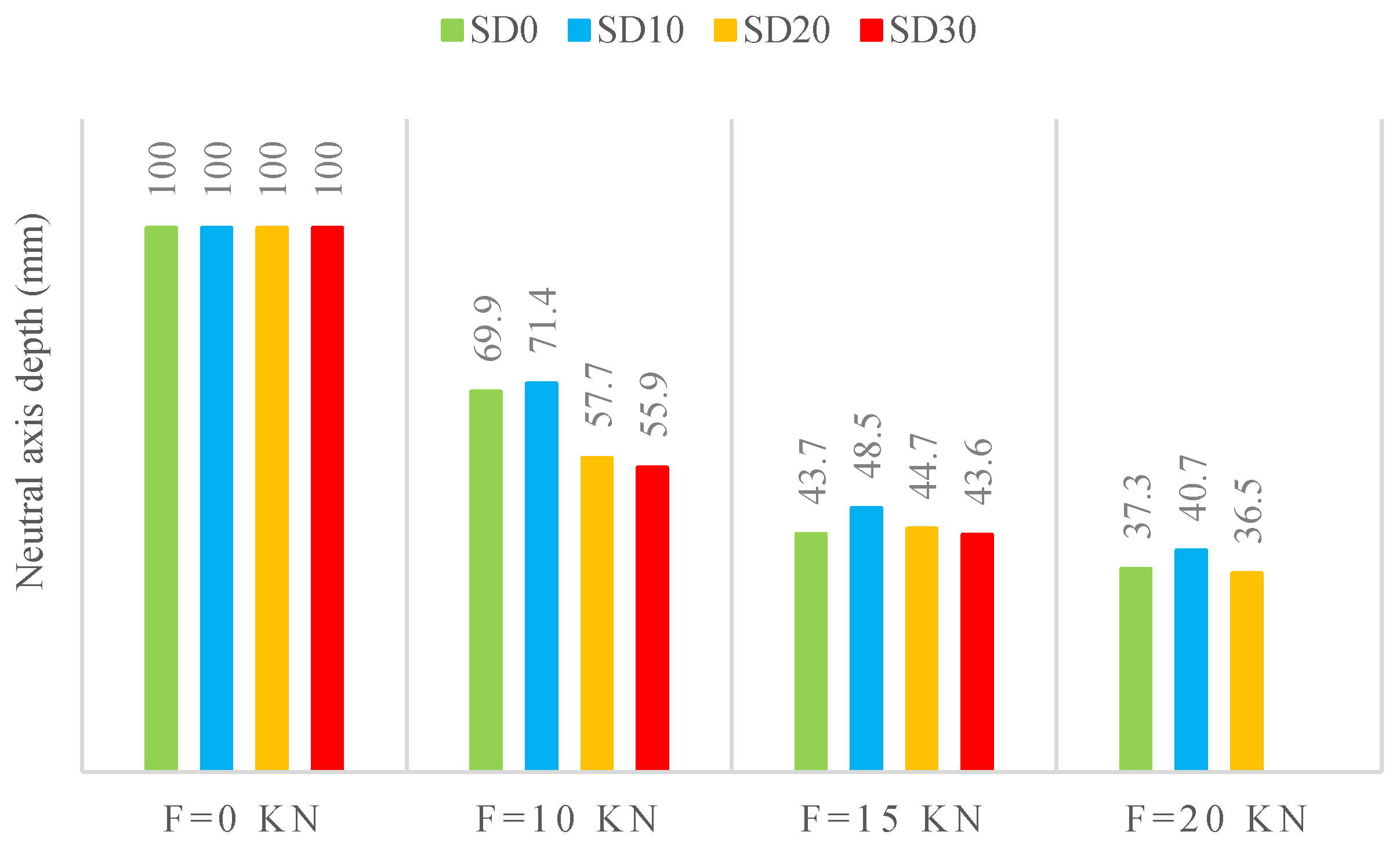
The location of the neutral axis of the four beams subjected to 10, 15, and 20 kN loads is presented in Figure 20. The results depicted in Figure 20 indicate that the 10% cement replacement beam with steel dust had the highest neutral axis location at every stage of loading. This implies that this beam had the lowest levels of strain compared to the other beams and was able to withstand greater deformation without reaching failure. This superior performance can potentially be attributed to the higher level of ductility of the 10% replacement beam.
3.10. Damage Pattern of the Beams
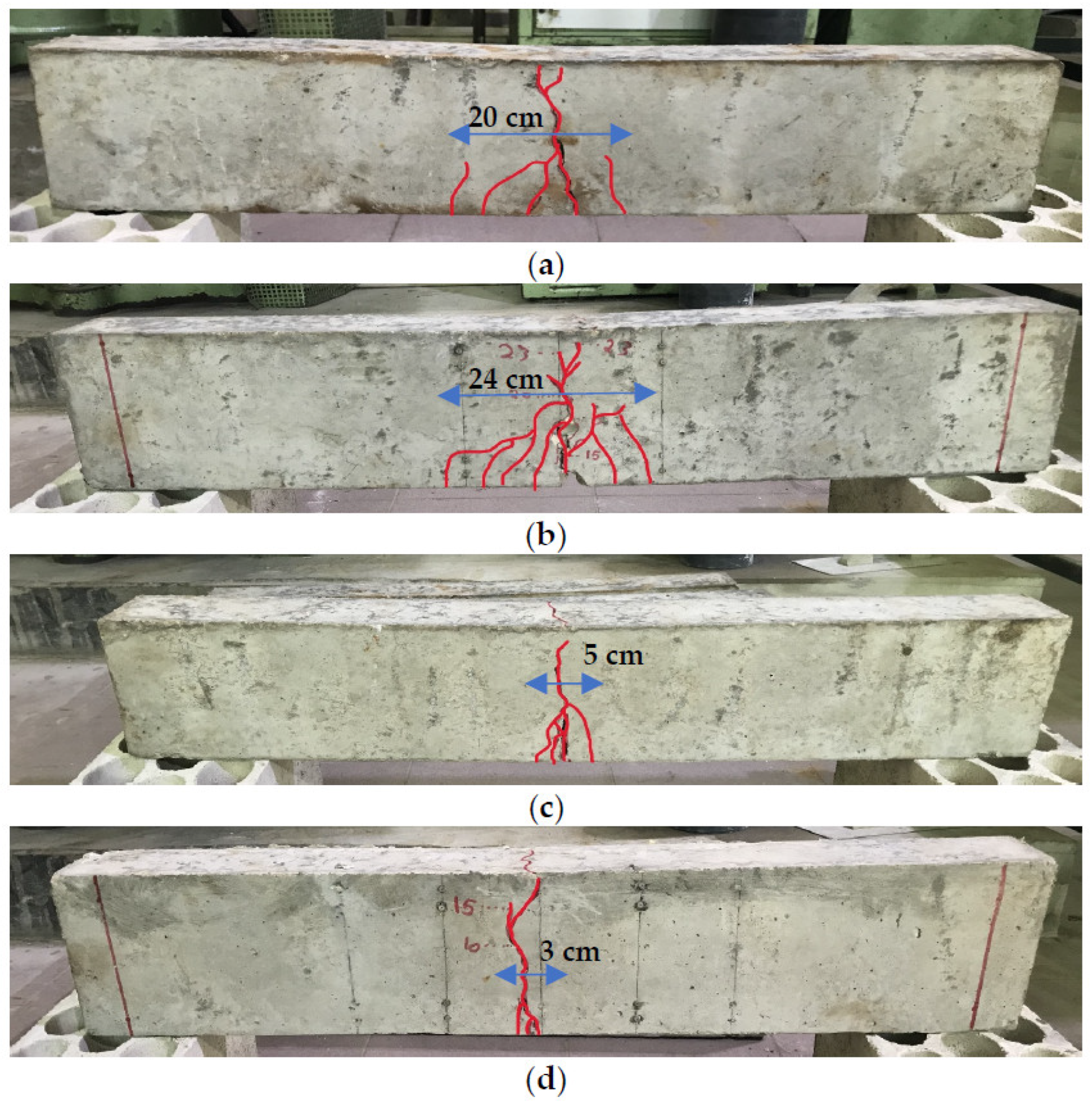
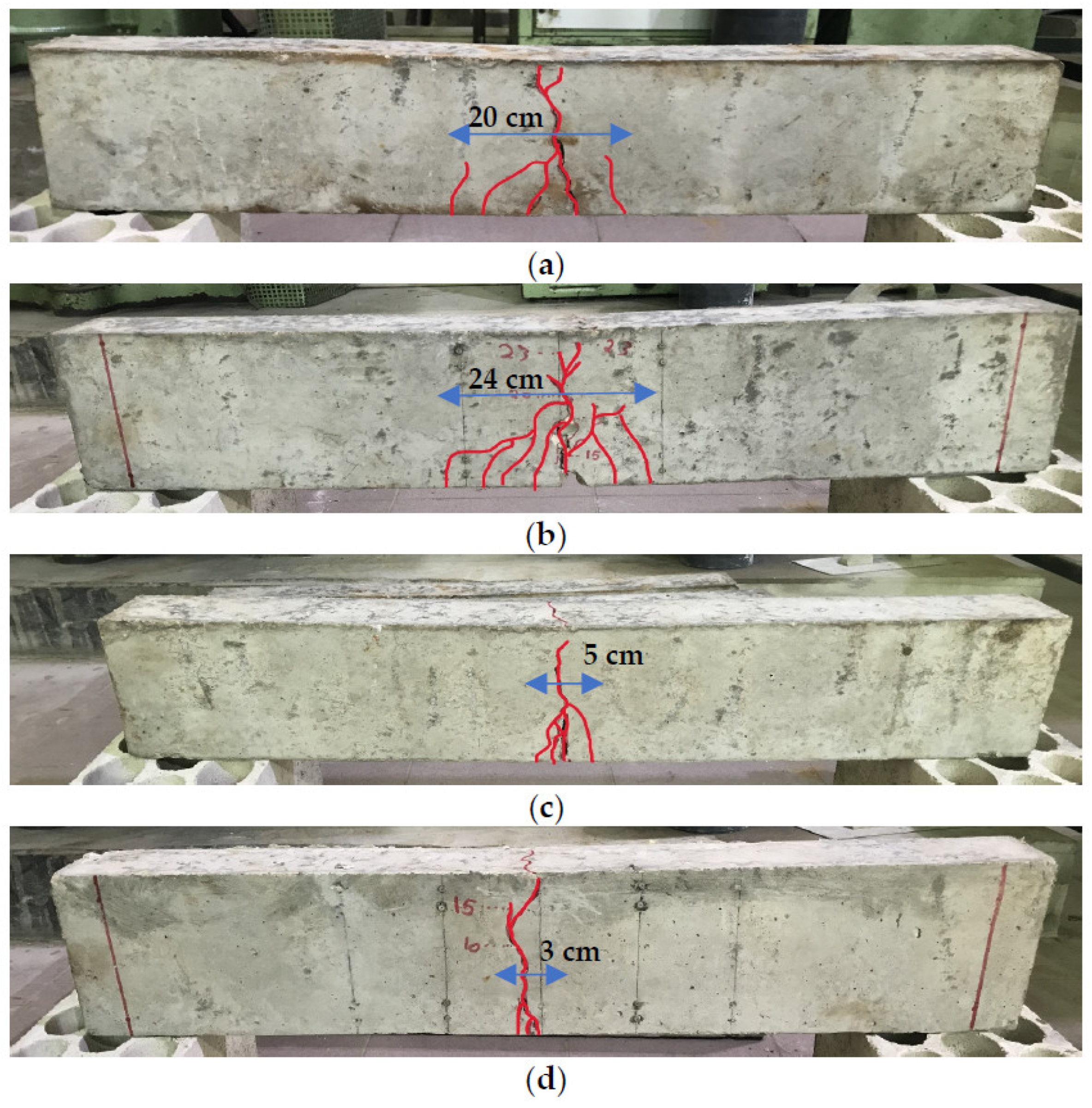
- The examination and analysis of crack patterns in the tested beams constitute a vital component of the study, offering valuable insights into the ductility and failure mechanisms of concrete elements subjected to bending loads. The results, as presented in Figure 21, provide essential information about how different levels of cement replacement by steel dust influence crack formation and propagation.
- Notably, the beam designated as SD10 exhibited the highest level of ductility among the tested samples. This is evidenced by the larger number of microcracks observed in comparison to the control beam (SD0) and the beams with 20% (SD20) and 30% (SD30) cement replacement by steel dust. The presence of more microcracks in the SD10 beam signifies its ability to withstand a greater degree of deformation before reaching failure. This characteristic is indicative of an increased level of energy absorption capacity, which is a critical factor in the design of structural elements. Elevated ductility can enhance the overall performance and safety of a structure, especially in scenarios where structures are exposed to dynamic or seismic forces.
- It is worth noting that these findings align with prior research that has explored the enhancement of ductility in reinforced concrete beams through the incorporation of alternative materials. For example, studies involving the use of bottom ash and waste marble powder have also demonstrated improvements in ductility [60,63,64]. These consistent findings highlight the potential for various waste and alternative materials to contribute to the ductility and overall performance of reinforced concrete structures, offering sustainable solutions in construction engineering.
4. Conclusions
The present study explored the effect of incorporating steel dust as a partial replacement for cement in the mix design of reinforced concrete beams. The proportion of steel dust replacement was varied at 0%, 10%, 20%, and 30% while maintaining a water–cement ratio of 0.55. The following conclusions can be drawn as follows:
- The assessment of concrete mix workability indicated a 20% reduction in workability and a 4.3% decrease in density with increasing steel dust content, as determined by the slump test. Concurrently, variations in the elasticity modulus were observed, with a 10% increase at 10% steel dust replacement and an 18% decrease at 30% steel dust replacement compared to the control mix. In response to these findings, modified equations for the modulus of elasticity were introduced for mixes incorporating steel dust as a cement substitute.
- The compressive strength exhibited an upward trend at a 10% cement replacement but experienced a decline at both 20% and 30% replacements. These trends were paralleled by the ultrasonic-pulse velocity tests. Similarly, the split tensile and flexural strength tests demonstrated enhancements at the 10% replacement level but exhibited reductions at the 30% replacement level. In response to these observations, modified equations were formulated to account for these variations in strength properties.
- The study revealed that replacing 10% of the cement with steel dust as a substitution improved the ductility of concrete beams, resulting in a 13% increase in the ductility ratio and a 5% higher maximum load compared to the control mix. Conversely, substituting 30% of the cement with steel dust had adverse effects, leading to a reduced ductility ratio by 44% and a decrease in maximum load by 18% in comparison to the control mix.
- The SD10 beam (with 10% SD as cement replacement) exhibited fewer microcracks and greater deformation resistance, sustaining a 20 kN load without yielding, while the other beams yielded under the same load conditions.
This study advises caution in using steel dust as a cement replacement in concrete mix design due to its inconsistent effects on various mechanical properties, underscoring the necessity for comprehensive testing to ensure structural safety and durability. Future research should investigate its corrosion potential, and engineers and researchers should consider these factors in forthcoming studies.
Author Contributions
Conceptualization, J.K. and A.J.; methodology, A.J. and H.Y.; formal analysis, A.J. and H.Y.; investigation, A.J. and J.K.; resources, J.K.; data curation, A.J.; writing—original draft preparation, A.J. and H.Y.; writing—review and editing, J.K.; supervision, J.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data are available upon request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Jahami, A.; Khatib, J.; Raydan, R. Production of Low-Cost, High-Strength Concrete with Waste Glass as Fine Aggregates Replacement. Buildings 2022, 12, 2168. [Google Scholar] [CrossRef]
- Jahami, A.; Issa, C.A. Exploring the Use of Mixed Waste Materials (MWM) in Concrete for Sustainable Construction: A Review. Constr. Build. Mater. 2023, 398, 132476. [Google Scholar] [CrossRef]
- Ramadan, R.; Jahami, A.; Khatib, J.; El-Hassan, H.; Elkordi, A. Improving Structural Performance of Reinforced Concrete Beams with Phragmites Australis Fiber and Waste Glass Additives. Appl. Sci. 2023, 13, 4206. [Google Scholar] [CrossRef]
- Khatib, J.; Jahami, A.; Baalbaki, O. Flexural Characteristics of Reinforced Concrete Beams Containing Lightweight Aggregate in the Tensile Zone. Sustain. Constr. Mater. Technol. 2019. [Google Scholar] [CrossRef]
- Raydan, R.; Khatib, J.; Jahami, A.; El Hamoui, A.K.; Chamseddine, F. Prediction of the Mechanical Strength of Concrete Containing Glass Powder as Partial Cement Replacement Material. Innov. Infrastruct. Solut. 2022, 7, 311. [Google Scholar] [CrossRef]
- Dhir, R.K.; Jackson, N. Civil Engineering Materials, 5th ed.; Macmillan Press Ltd.: London, UK, 1996. [Google Scholar]
- Liu, T.; Nafees, A.; Khan, S.; Javed, M.F.; Aslam, F.; Alabduljabbar, H.; Xiong, J.-J.; Khan, M.I.; Malik, M.Y. Comparative Study of Mechanical Properties between Irradiated and Regular Plastic Waste as a Replacement of Cement and Fine Aggregate for Manufacturing of Green Concrete. Ain Shams Eng. J. 2022, 13, 101563. [Google Scholar] [CrossRef]
- Salem, S.; Hamdy, Y.; Abdelraouf, E.-S.; Shazly, M. Towards Sustainable Concrete: Cement Replacement Using Egyptian Cornstalk Ash. Case Stud. Constr. Mater. 2022, 17, e01193. [Google Scholar] [CrossRef]
- Luo, T.; Hua, C.; Liu, F.; Sun, Q.; Yi, Y.; Pan, X. Effect of Adding Solid Waste Silica Fume as a Cement Paste Replacement on the Properties of Fresh and Hardened Concrete. Case Stud. Constr. Mater. 2022, 16, e01048. [Google Scholar] [CrossRef]
- Arif, R.; Khitab, A.; Kırgız, M.S.; Khan, R.B.N.; Tayyab, S.; Khan, R.A.; Anwar, W.; Arshad, M.T. Experimental Analysis on Partial Replacement of Cement with Brick Powder in Concrete. Case Stud. Constr. Mater. 2021, 15, e00749. [Google Scholar] [CrossRef]
- Taylor, P.; Yurdakul, E.; Brink, M. Performance-Based Proportioning: Designing Concrete Mixtures for Specific Performance Requirements. Concr. Int. 2015, 37, 41–46. [Google Scholar]
- Aiken, T.A.; Kwasny, J.; Russell, M.; McPolin, D.; Bagnall, L. Effect of Partial Mgo Replacement on the Properties of Magnesium Oxychloride Cement. Cem. Concr. Compos. 2022, 134, 104791. [Google Scholar] [CrossRef]
- Hussain, I.; Ali, B.; Rashid, M.U.; Amir, M.T.; Riaz, S.; Ali, A. Engineering Properties of Factory Manufactured Paving Blocks Utilizing Steel Slag as Cement Replacement. Case Stud. Constr. Mater. 2021, 15, e00755. [Google Scholar] [CrossRef]
- Duan, P.; Shui, Z.; Chen, W.; Shen, C. Enhancing microstructure and durability of concrete from ground granulated blast furnace slag and metakaolin as cement replacement materials. J. Mater. Res. Technol. 2013, 2, 52–59. [Google Scholar] [CrossRef]
- Al-Swaidani, A.M. Experimental data on permeability-related properties of concrete containing nano natural pozzolana as cement replacement. Data Brief 2022, 43, 108391. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, S.I.; Ahmed, Z.B.; Ahmed, T. Feasibility of sludge generated in water-based paint industries as cement replacement material. Case Stud. Constr. Mater. 2022, 16, e01119. [Google Scholar] [CrossRef]
- Brekailo, F.; Pereira, E.; Pereira, E.; Farias, M.M.; Medeiros-Junior, R.A. Red ceramic and concrete waste as replacement of Portland cement: Microstructure aspect of eco-mortar in external sulfate attack. Clean. Mater. 2022, 3, 100034. [Google Scholar] [CrossRef]
- Saidi, T.; Hasan, M. The effect of partial replacement of cement with diatomaceous earth [DE] on the compressive strength and absorption of mortar. J. King Saud Univ.-Eng. Sci. 2022, 34, 250–259. [Google Scholar] [CrossRef]
- Chowdhury, S.; Mishra, M.; Suganya, O. The incorporation of wood waste ash as a partial cement replacement material for making structural grade concrete: An overview. Ain Shams Eng. J. 2015, 6, 429–437. [Google Scholar] [CrossRef]
- Nassar, R.U.D.; Soroushian, P.; Sufyan-Ud-Din, M. Long-term field performance of concrete produced with powder waste glass as partial replacement of cement. Case Stud. Constr. Mater. 2021, 15, e00745. [Google Scholar] [CrossRef]
- Ahdal, A.Q.; Amrani, M.A.; Ghaleb, A.A.A.; Abadel, A.A.; Alghamdi, H.; Alamri, M.; Wasim, M.; Shameeri, M. Mechanical performance and feasibility analysis of green concrete prepared with local natural zeolite and waste PET plastic fibers as cement replacements. Case Stud. Constr. Mater. 2022, 17, e01256. [Google Scholar] [CrossRef]
- Ibrahim, K.I.M. Recycled waste glass powder as a partial replacement of cement in concrete containing silica fume and fly ash. Case Stud. Constr. Mater. 2021, 15, e00630. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, X.; Qiu, J.; Liu, J.; Zhao, Y.; Li, X. Effects of iron ore tailings on the compressive strength and permeability of ultra-high performance concrete. Constr. Build. Mater. 2020, 260, 119917. [Google Scholar] [CrossRef]
- Satyaprakasha, P.H.; Sainia, S. Mechanical properties of concrete in presence of iron filings as complete replacement of fine aggregates. Mater. Today: Proc. 2018, 5, 20552–20561. [Google Scholar] [CrossRef]
- Alzaed, A.N. Effect of Iron Filings in Concrete Compression and Tensile Strength. Int. J. Recent Dev. Eng. Technol. 2014, 3, 121–125. [Google Scholar]
- Olutoge, F.A.; Onugba, M.A.; Ocholi, A. Strength Properties of Concrete Produced with Iron Filings as Sand Replacement. Br. J. Appl. Sci. Technol. 2017, 18, 1–6. [Google Scholar] [CrossRef]
- Cheng, Y.; Huang, F.; Qi, S.; Li, W.; Liu, R.; Li, G. Durability of concrete incorporated with siliceous iron tailings. Constr. Build. Mater. 2020, 242, 118147. [Google Scholar] [CrossRef]
- Ali, A.; Elkanzi, M.H.A. The effect of replacements 30% for each concrete component by iron filling in concrete on attenuation properties. Int. J. Res. Eng. Technol. 2015, 4, 145–149. [Google Scholar] [CrossRef]
- Parron-Rubio, M.E.; Kissi, B.; Perez-García, F.; Rubio-Cintas, M.D. Development in sustainable concrete with the replacement of fume dust and slag from the steel industry. Materials 2022, 15, 5980. [Google Scholar] [CrossRef]
- Eren, Ö.; Marar, K. Effects of limestone crusher dust and steel fibers on concrete. Constr. Build. Mater. 2009, 23, 981–988. [Google Scholar] [CrossRef]
- Ajwad, A.; Abdullah; Usman, M.; Ahmad, S.; Ilyas, U.; Akhtar, A.W.; Zahid, B. Enhancing concrete properties by adding shred-like steel fibers and steel dust. Sci. Inquiry Rev. 2019, 3, 55–68. [Google Scholar] [CrossRef]
- Shelorkar, A.P.; Malode, A.; Loya, A. Experimental investigation on steel fibre reinforcedconcrete using metakaolin. Int. J. Struct. Civ. Eng. 2013, 2, 96–100. [Google Scholar]
- Shukla, A.; Gupta, N.; Kishore, K. Experimental investigation on the effect of steel fiber embedded in marble dust based concrete. Mater. Today Proc. 2020, 26, 2938–2945. [Google Scholar] [CrossRef]
- Maharajan, A.; Bansal, R.S.; Kumar, A.; Mehta, K. Structural Behaviour of Plain Cement Concrete with Marble Dust Powder and Steel Fiber. Int. J. Mod. Trends Eng. Res. 2018, 5, 37–48. [Google Scholar] [CrossRef]
- Aghaee, K.; Yazdi, M.A.; Tsavdaridis, K.D. Investigation into the mechanical properties of structural lightweight concrete reinforced with waste steel wires. Mag. Concr. Res. 2015, 67, 197–205. [Google Scholar] [CrossRef]
- Aslani, F.; Gedeon, R. Experimental investigation into the properties of self-compacting rubberised concrete incorporating polypropylene and steel fibers. Struct. Concr. 2019, 20, 267–281. [Google Scholar] [CrossRef]
- Shaaban, I.G.; Rizzuto, J.P.; El-Nemr, A.; Bohan, L.; Ahmed, H.; Tindyebwa, H. Mechanical Properties and Air Permeability of Concrete Containing Waste Tyres Extracts. J. Mater. Civ. Eng. 2021, 33, 04020472. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Deifalla, A.F.; Aksoylu, C.; Arslan, M.H.; Ahmad, M.; Sabri, M.M.S. Improvement in Bending Performance of Reinforced Concrete Beams Produced with Waste Lathe Scraps. Sustainability 2022, 14, 12660. [Google Scholar] [CrossRef]
- Çelik, A.İ.; Özkılıç, Y.O.; Zeybek, Ö.; Özdöner, N.; Tayeh, B.A. Performance Assessment of Fiber-Reinforced Concrete Produced with Waste Lathe Fibers. Sustainability 2022, 14, 11817. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance evaluation of fiber reinforced concrete produced with steel fibers extracted from waste tire. Front. Mater. 2022, 9, 1057128. [Google Scholar] [CrossRef]
- Waziri, B.S.; Mohammed, A.; Bukar, A.G. Effect of water-cement ratio on the strength properties of Quarry-Sand Concrete. Cont. J. Eng. Sci. 2011, 6, 16–21. [Google Scholar]
- Kazjonovs, J.; Bajāre, D.; Korjakins, A. Designing of High Density Concrete by Using Steel Treatment Waste. Mod. Build. Mater. Struct. Technol. 2010, 138–142. [Google Scholar]
- Kalpana, M.; Tayu, A. Experimental Investigation on Lightweight Concrete Added with Industrial Waste (Steel Waste). Mater. Today Proc. 2020, 22, 887–889. [Google Scholar] [CrossRef]
- Peng, Q.; Chen, B.; Lü, Q.; Li, K.; Jin, W. Effect of Steel-Waste PET Hybrid Fiber on Properties of Recycled Aggregate Concrete Based on Response Surface Methodology. Constr. Build. Mater. 2023, 397, 132448. [Google Scholar] [CrossRef]
- Kangu, A.N.; Shitote, S.M.; Onchiri, R.O.; Matallah, M. Effects of Waste Tyre Steel Fibres on the Ultimate Capacity of Headed Studs in Normal Concrete. Case Stud. Constr. Mater. 2023, 18, e02166. [Google Scholar] [CrossRef]
- Shewalul, Y.W. Experimental Study of the Effect of Waste Steel Scrap as Reinforcing Material on the Mechanical Properties of Concrete. Case Stud. Constr. Mater. 2021, 14, e00490. [Google Scholar] [CrossRef]
- Centonze, G.; Leone, M.; Aiello, M.A. Steel Fibers from Waste Tires as Reinforcement in Concrete: A Mechanical Characterization. Constr. Build. Mater. 2012, 36, 46–57. [Google Scholar] [CrossRef]
- BS EN 12390-2; Testing Hardened Concrete Making and Curing Specimens for Strength Tests. BSI: London, UK, 2009.
- B.S. EN, 12350-12352; Testing Fresh Concrete Slump-Test. BSI: London, UK, 2009.
- B.S. EN, 12350-12356; Testing Fresh Concrete Density. BSI: London, UK, 2009.
- B.S. EN, 12504-4; Testing Concrete. Determination of Ultrasonic Pulse Velocity. BSI: London, UK, 2004.
- B.S. EN, 12390-12393; Testing Hardened Concrete-Part 3: Compressive Strength of Test Specimens. BSI: London, UK, 2002.
- BS EN 12390-4; Testing Hardened Concrete—Compressive Strength. Specification for Testing Machines. BSI: London, UK, 2019.
- B.S. EN, 12390-12396; Testing Hardened Concrete-Part 6: Tensile Splitting Strength of Test Specimens. BSI: London, UK, 2009.
- B.S. EN, 12390-13; Testing Hardened Concrete–Part 13: Determination of Secant Modulus of Elasticity in Compression. BSI: London, UK, 2013.
- Khatib, J.; Jefimiuk, A.; Khatib, S. Flexural behaviour of reinforced concrete Beams containing expanded glass as Lightweight aggregates. Slovak J. Civ. Eng. 2015, 23, 1–7. [Google Scholar] [CrossRef]
- S. EN, 12390–12395; Testing Hardened Concrete–Part 5: Flexural Strength of Test Specimens. BSI: London, UK, 2009.
- Shettima, A.U.; Hussin, M.W.; Ahmad, Y.; Mirza, J. Evaluation of iron ore tailings as replacement for fine aggregate in concrete. Constr. Build. Mater. 2016, 120, 72–79. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glasson Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Karalar, M.; Özkılıç, Y.O.; Aksoylu, C.; Sabri Sabri, M.M.; Beskopylny, A.N.; Stel’makh, S.A.; Shcherban’, E.M. Flexural behavior of reinforced concrete beams using waste marble powder towards application of sustainable concrete. Front. Mater. 2022, 9, 1068791. [Google Scholar] [CrossRef]
- Hassiba, B.; Mekki, M.; Fraid, R. The relationship between the compressive strength and ultrasonic pulse velocity concrete with fibers exposed to high temperatures. Appl. Energet. Pollut. 2016, 3, 31–36. [Google Scholar] [CrossRef]
- ACI Committee 318. Building Code Requirements for Structural Concrete: (ACI 318-19) and Commentary (ACI 318R-19); American Concrete Institute: Farmington Hills, MI, USA, 1995. [Google Scholar]
- Karalar, M.; Bilir, T.; Çavuşlu, M.; Özkiliç, Y.O.; Sabri Sabri, M.M. Use of recycled coal bottom ash in reinforced concrete beams as replacement for aggregate. Front. Mater. 2022, 9, 1064604. [Google Scholar] [CrossRef]
- Aksoylu, C.; Özkılıç, Y.O.; Hadzima-Nyarko, M.; I¸sık, E.; Arslan, M.H. Investigation on Improvement in Shear Performance of Reinforced-Concrete Beams Produced with Recycled Steel Wires from Waste Tires. Sustainability 2022, 14, 13360. [Google Scholar] [CrossRef]
Figure 1.
The gradation curve for steel dust.
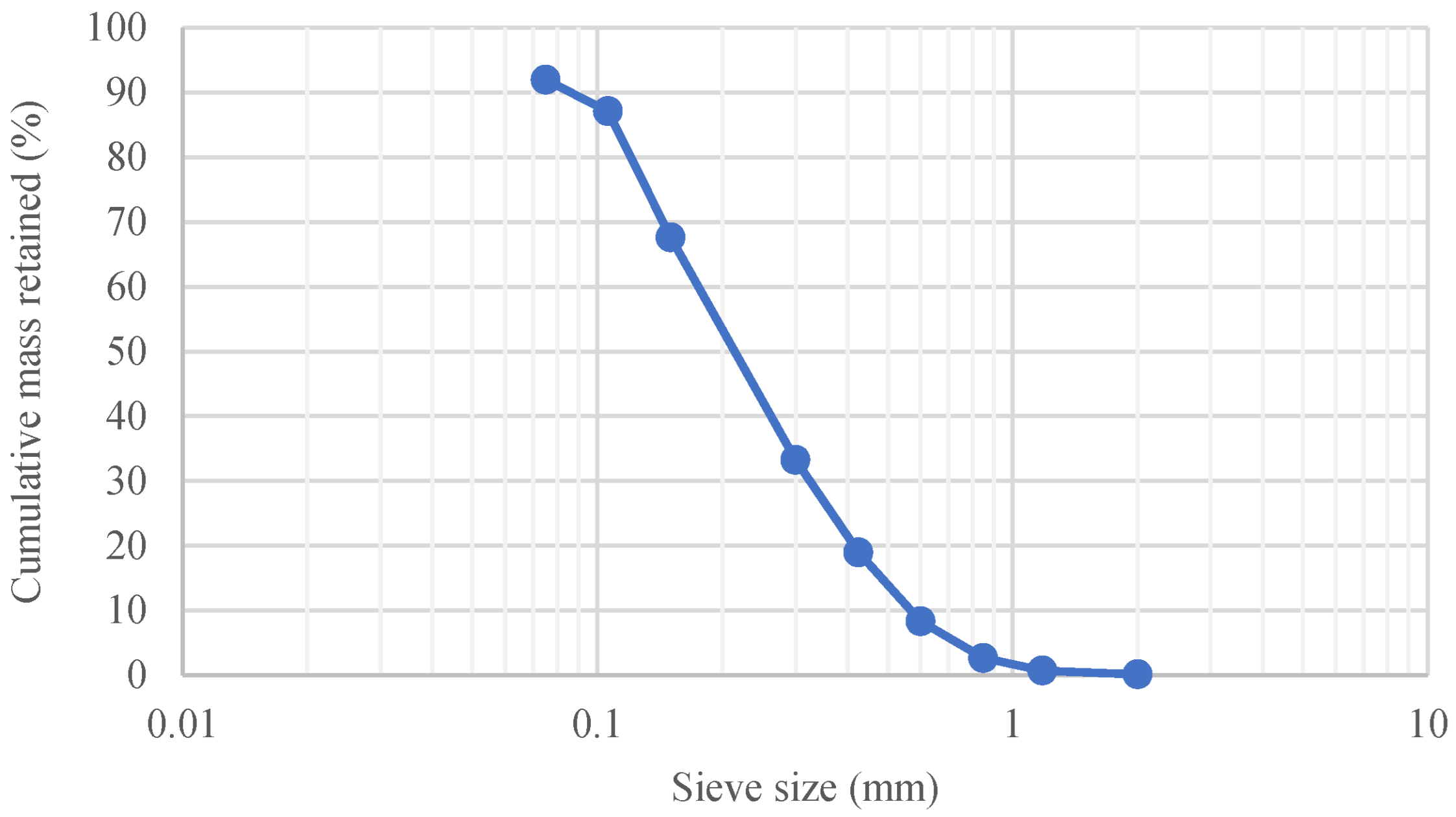
Figure 2.
Materials used in the mix preparation: (a) Steel dust, (b) Coarse aggregates, and (c) Fine aggregates.
Figure 2.
Materials used in the mix preparation: (a) Steel dust, (b) Coarse aggregates, and (c) Fine aggregates.

Figure 3.
Concrete in molds.

Figure 4.
Samples curing.
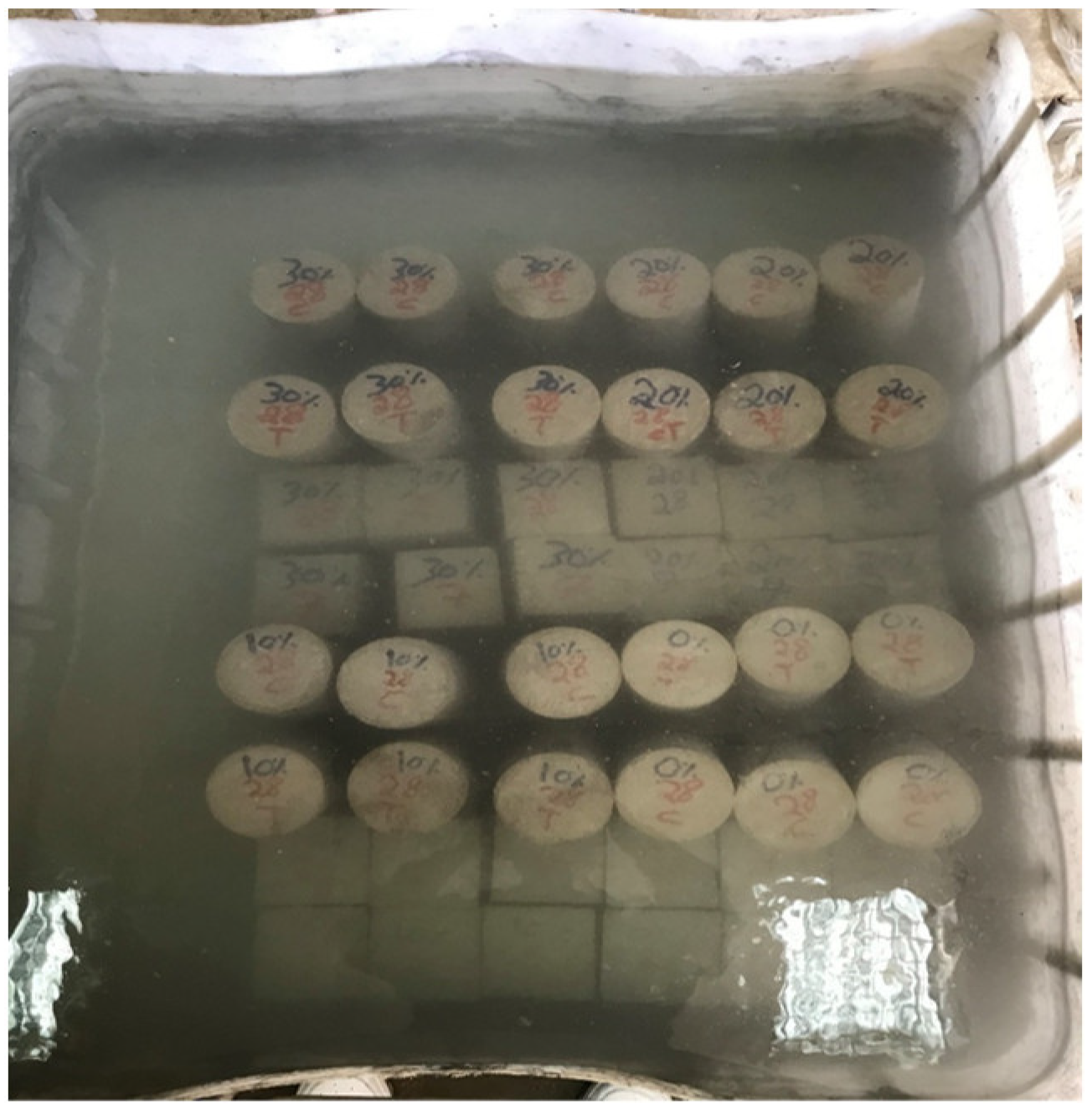
Figure 5.
Details of the reinforced concrete beams: (a) longitudinal section (mm), (b) DEMEC points location (mm), and (c) beam cross section (mm).
Figure 5.
Details of the reinforced concrete beams: (a) longitudinal section (mm), (b) DEMEC points location (mm), and (c) beam cross section (mm).
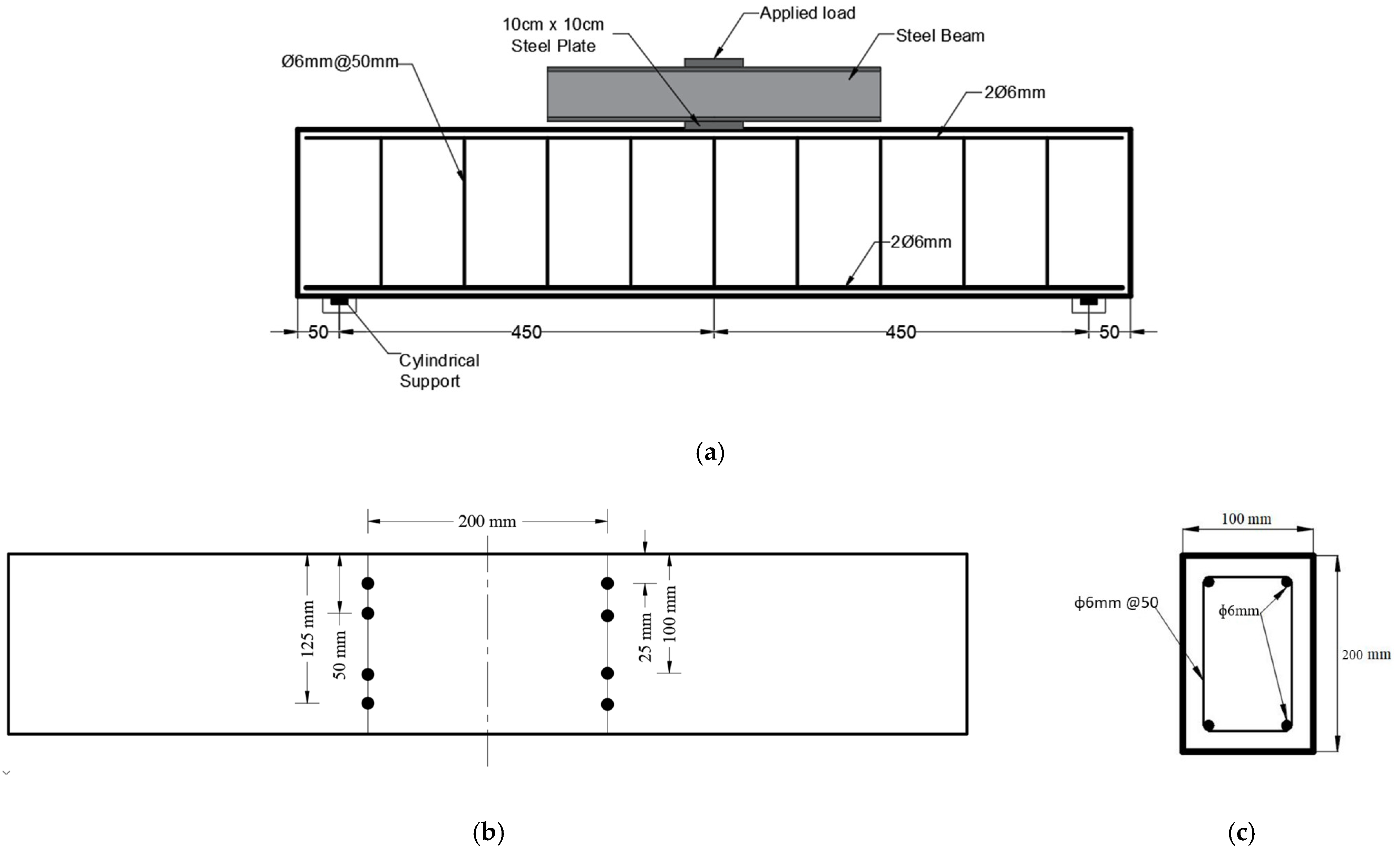
Figure 6.
Tests setup: (a) UPV, (b) split tensile, (c) cubic compressive strength, (d) cylinder compressive strength, (e) modulus of elasticity, and (f) bending.
Figure 6.
Tests setup: (a) UPV, (b) split tensile, (c) cubic compressive strength, (d) cylinder compressive strength, (e) modulus of elasticity, and (f) bending.

Figure 7.
Damaged samples: (a) a cube from the compression test, (b) a cylinder from the compression test, and (c) a cylinder from the split tensile test.
Figure 7.
Damaged samples: (a) a cube from the compression test, (b) a cylinder from the compression test, and (c) a cylinder from the split tensile test.

Figure 8.
Flow chart showing the methodology of the current experimental work.
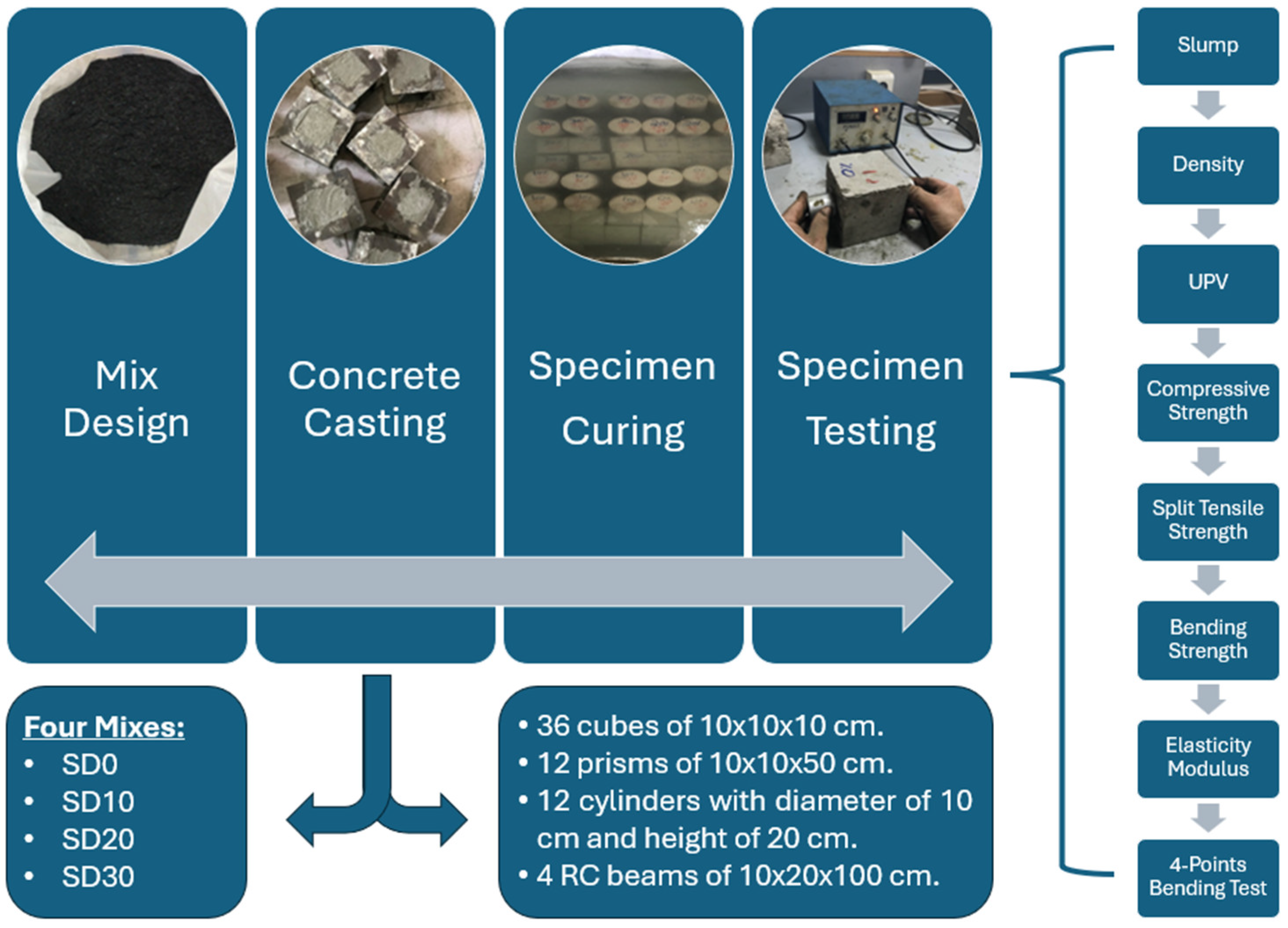
Figure 9.
Slump test results.
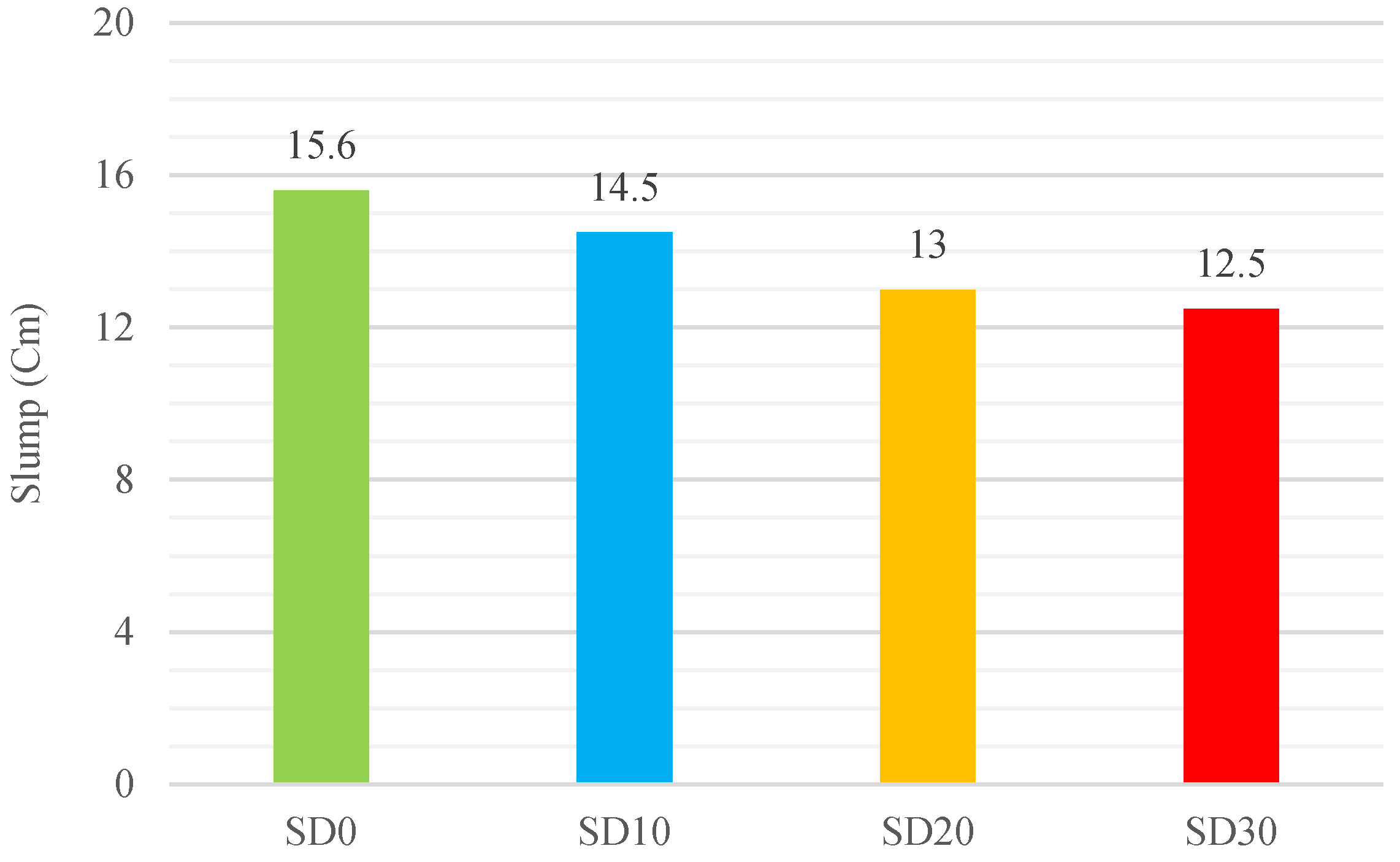
Figure 10.
Density of concrete samples at different steel dust levels.
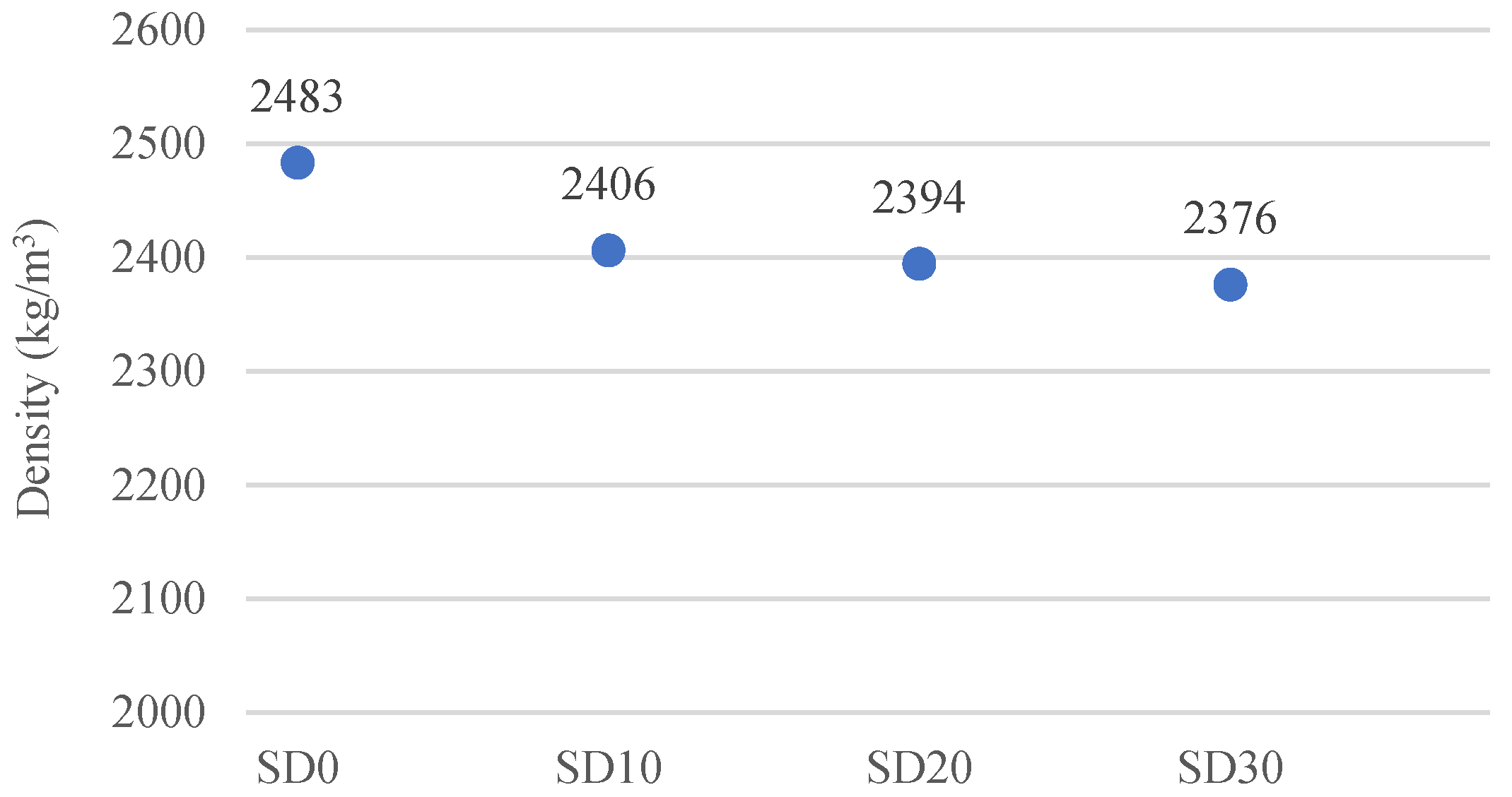
Figure 11.
Elasticity modulus of concrete at 28 days.
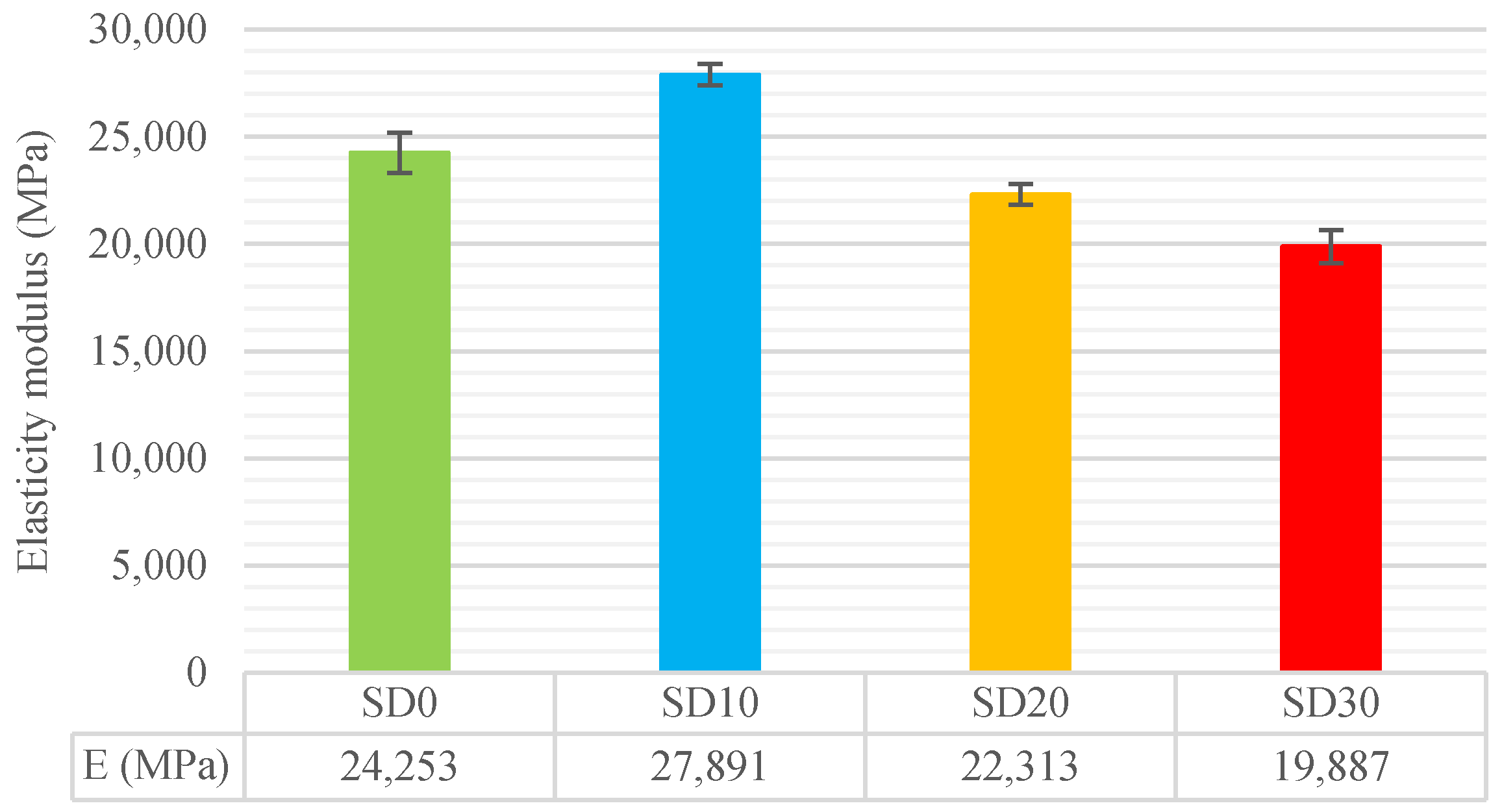
Figure 12.
Compressive strength of concrete specimens at different curing ages.

Figure 13.
Compressive strength at 28 days for both cubes and cylinders.
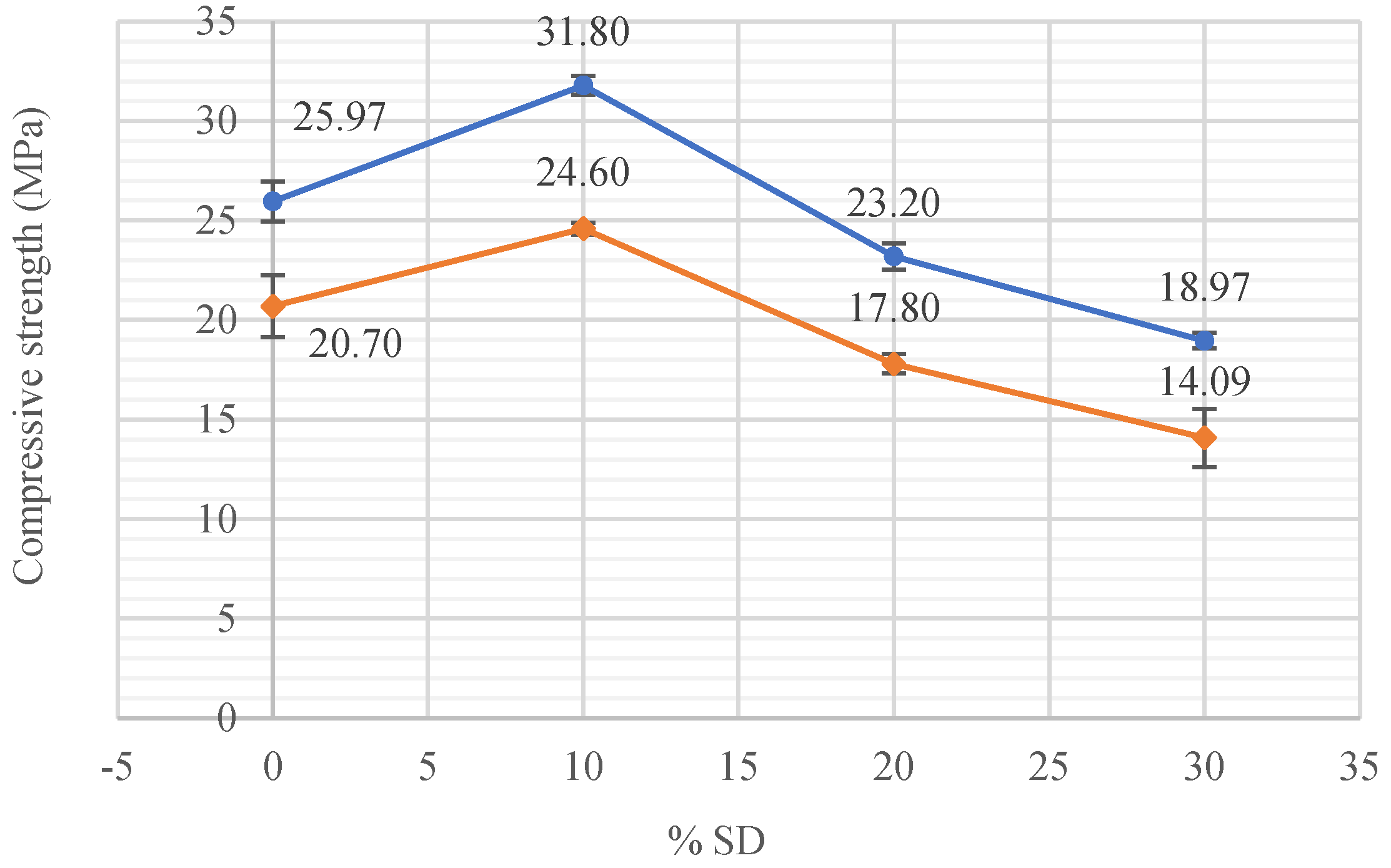
Figure 14.
Elasticity modulus derived from the experiment versus the ACI code.
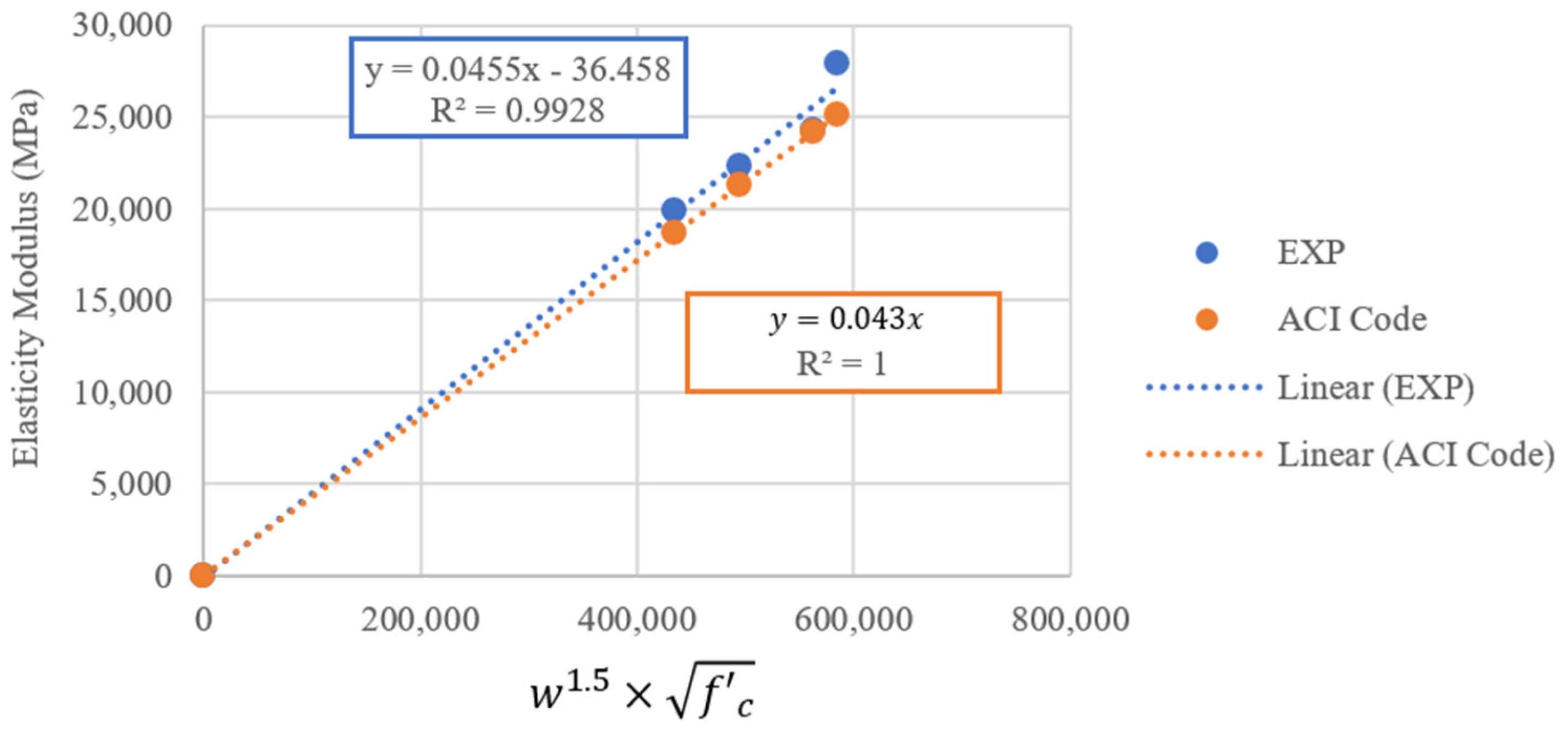
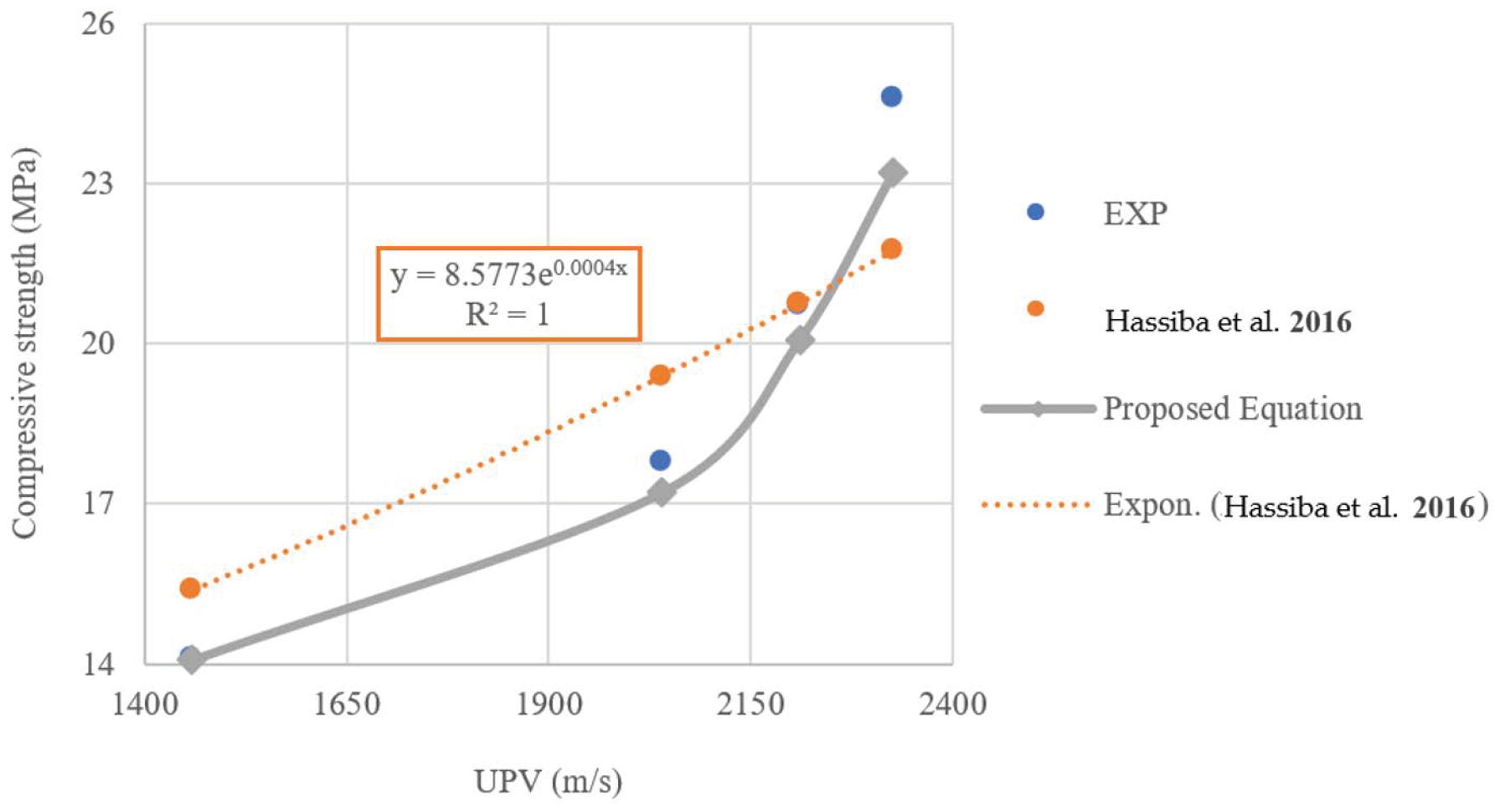
Figure 16.
Relationship between split tensile and compressive strength (ACI code vs. experiment).

Figure 17.
Relationship between flexure strength and compressive strength (experimental and code).
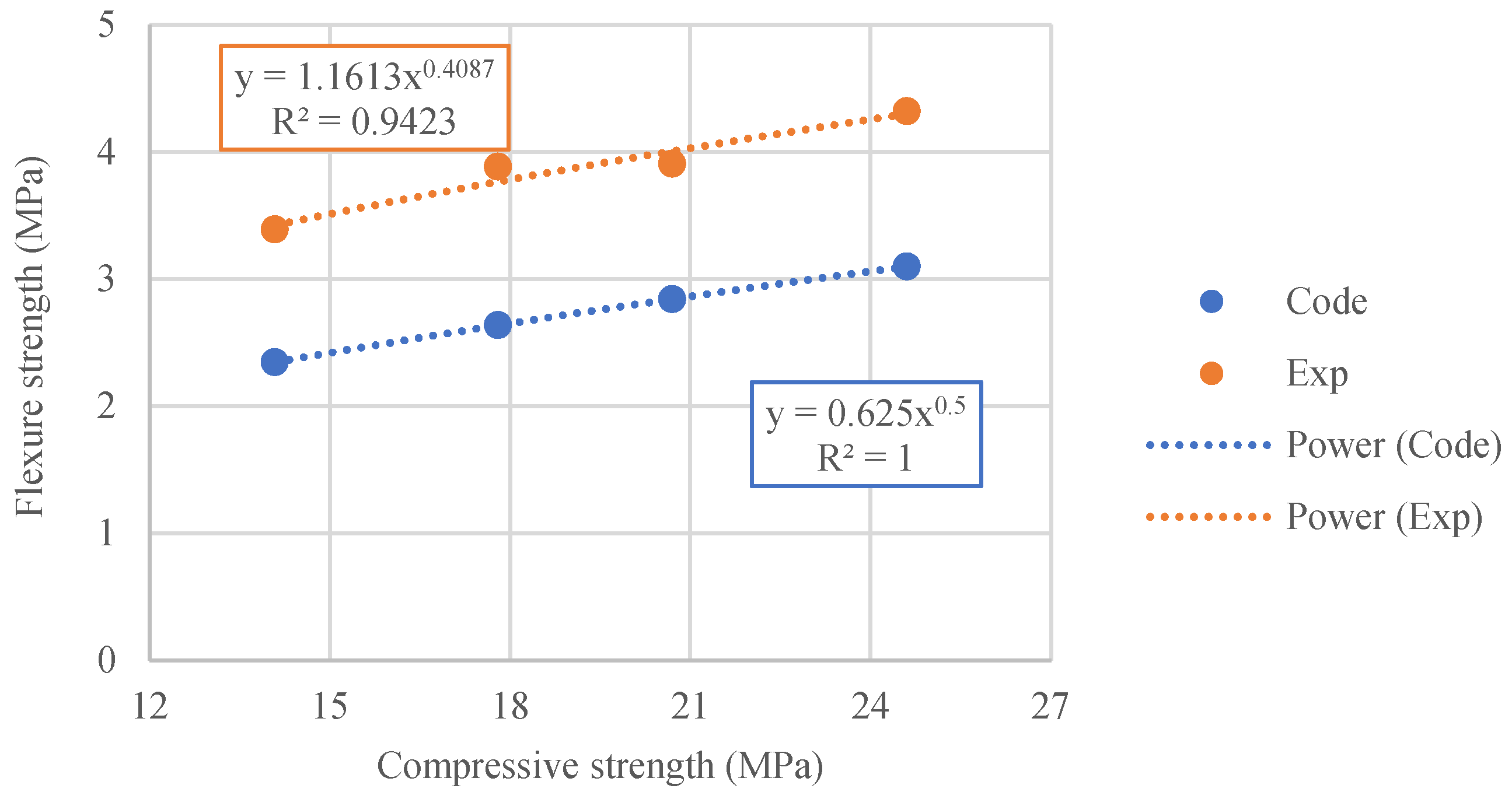
Figure 18.
Load-deflection curves for all beams.
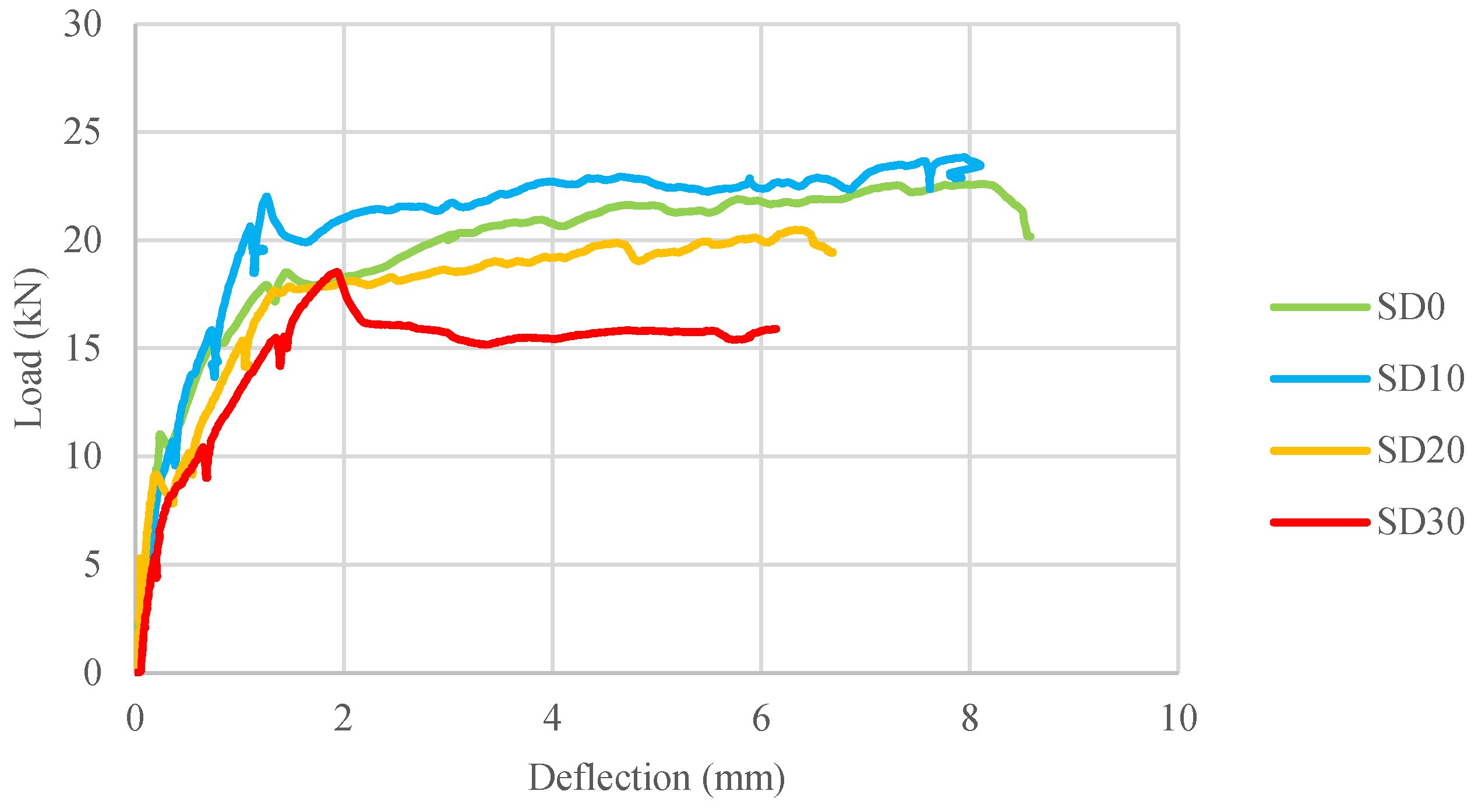
Figure 19.
Strain distribution along the beam depth at loads: (a) 10 kN, (b) 15 kN, and (c) 20 kN.
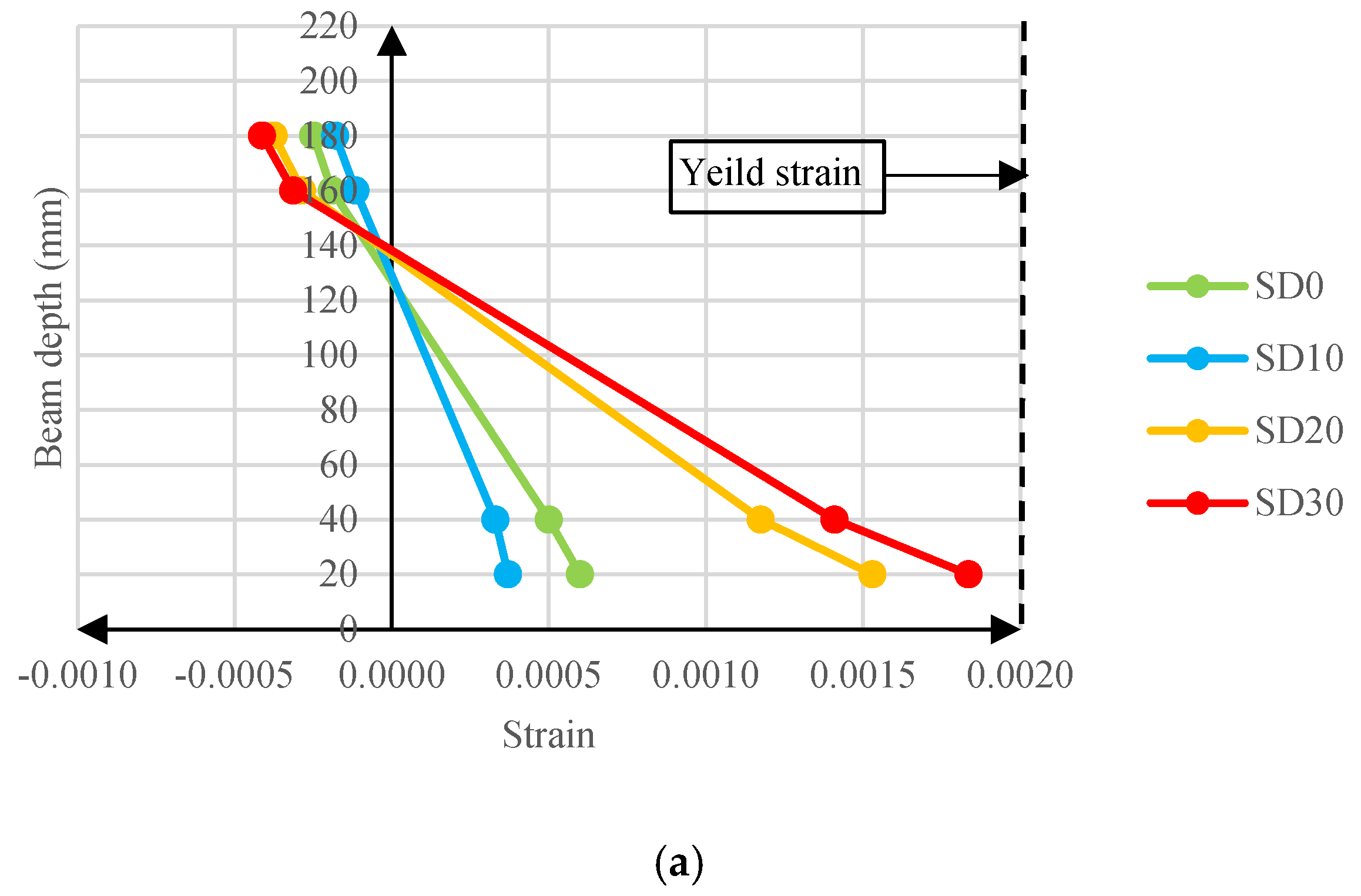
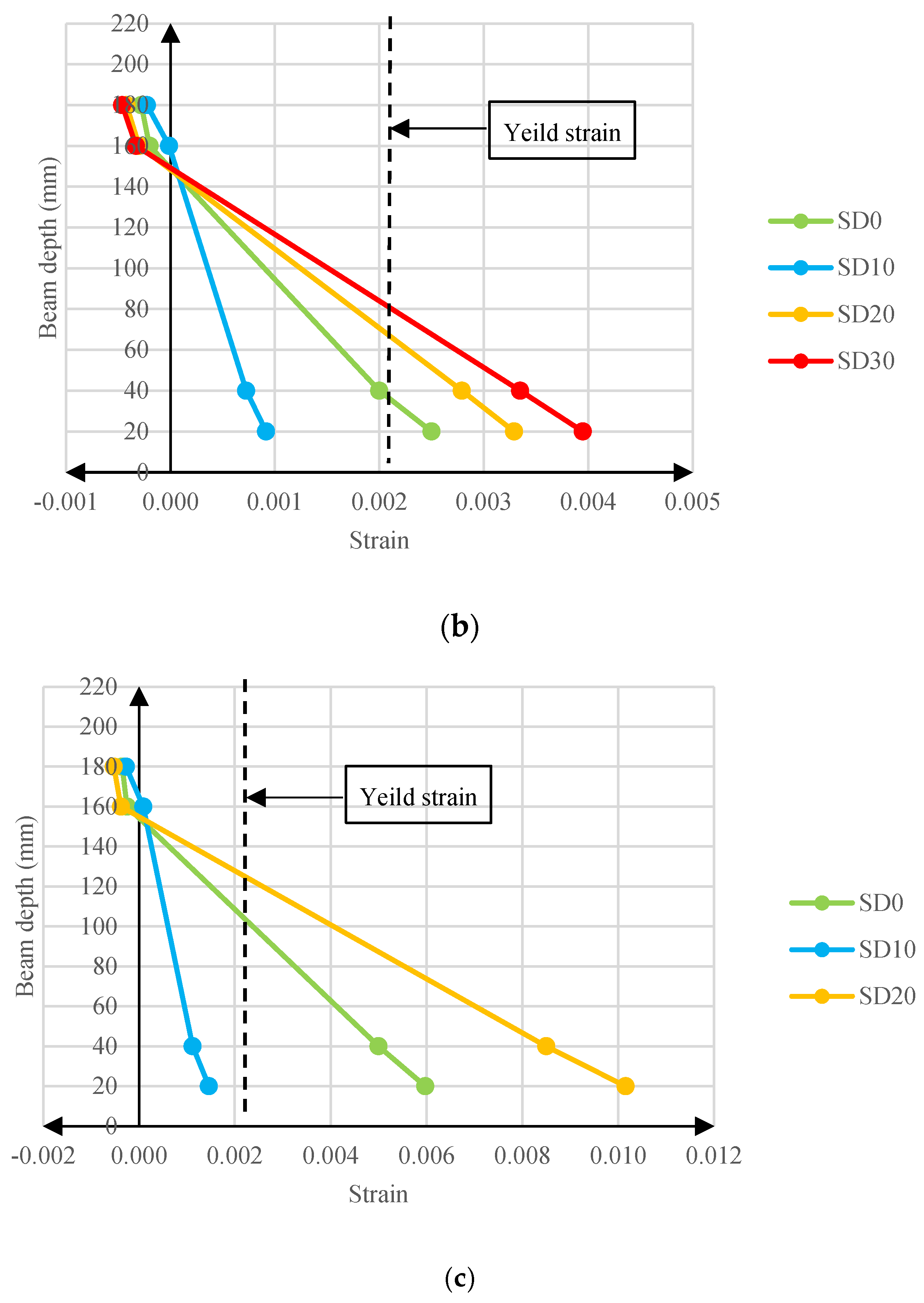
Figure 20.
Neutral axis depth (in mm measured from the top beam surface).
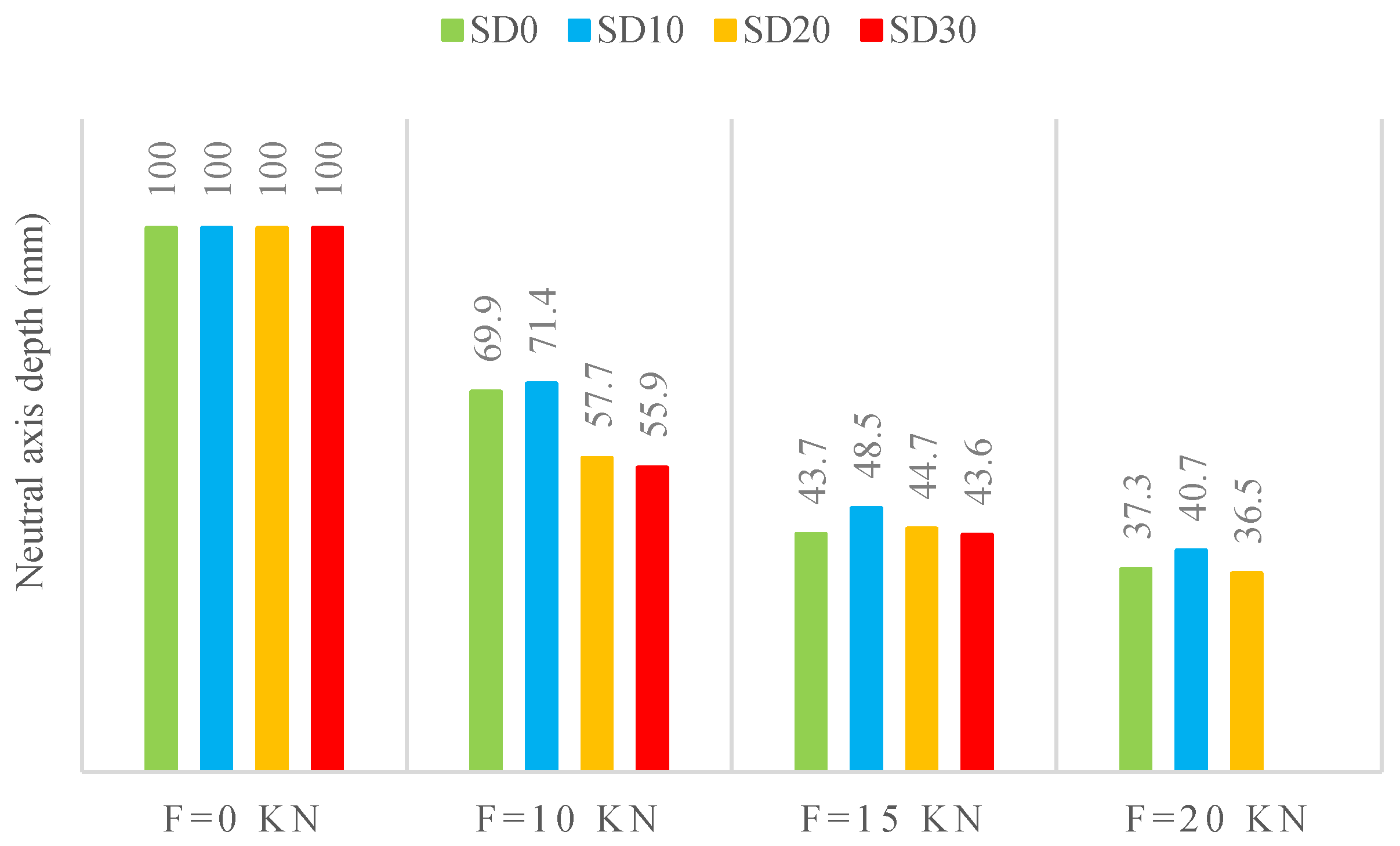
Figure 21.
Crack pattern, (a) SD0, (b) SD10, (c) SD20, and (d) SD30.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Details of the concrete mixes.
| Mix Notation | Material Composition (kg/m3) | |||||
|---|---|---|---|---|---|---|
| Cement | Sand | Gravel | Steel Dust | Water | W/C | |
| SD0 | 16.4 | 34.3 | 68.5 | 0 | 9.4 | 0.55 |
| SD10 | 14.7 | 34.3 | 68.5 | 1.6 | 9.4 | 0.55 |
| SD20 | 13.1 | 34.3 | 68.5 | 3.3 | 9.4 | 0.55 |
| SD30 | 11.5 | 34.3 | 68.5 | 4.9 | 9.4 | 0.55 |
Table 2.
Ratio between f′c and f′cu.
| Specimen | f′cu (MPa) | f′c (MPa) | Ratio |
|---|---|---|---|
| SD0 | 25.9 | 20.7 | 80% |
| SD10 | 31.8 | 24.6 | 77% |
| SD20 | 23.2 | 17.8 | 77% |
| SD30 | 18.9 | 14.1 | 74% |
Table 3.
Elastic modulus (ACI vs. experiment).
| Density (kg/m3) | f′c (MPa) | [Density1.5] × [f′c]0.5 | E (exp) (MPa) | E (ACI) (MPa) | ||
|---|---|---|---|---|---|---|
| SD0 | 2483.0 | 20.7 | 4.5 | 562,879.3 | 24,253.0 | 24,203.8 |
| SD10 | 2406.0 | 24.6 | 4.9 | 585,383.4 | 27,890.9 | 25,171.4 |
| SD20 | 2394.3 | 17.8 | 4.2 | 494,295.8 | 22,312.7 | 21,254.7 |
| SD30 | 2376.0 | 14.1 | 3.71 | 434,684.1 | 19,887.4 | 18,691.4 |
Table 4.
Compressive strength based on this work vs. Hassiba et al. [61].
Table 4.
Compressive strength based on this work vs. Hassiba et al. [61].
| UPV (m/s) | f′c (Exp) | f′c (Hassiba et al. [61]) |
|---|---|---|
| 2210 | 20.7 | 20.8 |
| 2326.6 | 24.6 | 21.8 |
| 2040 | 17.8 | 19.4 |
| 1460 | 14.1 | 15.4 |
Table 5.
Ductility results at 28 days for the reinforced concrete beams.
| Mix Type | Δy a (mm) | Δm b (mm) | (δm/δy) c | Ductility Ratio Improvement | Fmax d | Peak Load Improvement |
|---|---|---|---|---|---|---|
| SD0 | 1.51 | 8.58 | 5.68 | - | 22.59 | - |
| SD10 | 1.26 | 8.10 | 6.43 | 1.13 | 23.83 | 1.05 |
| SD20 | 1.36 | 6.69 | 4.92 | 0.87 | 20.49 | 0.91 |
| SD30 | 1.94 | 6.14 | 3.17 | 0.56 | 18.52 | 0.82 |
a: Beam deflection at the steel yielding stage; b: Maximum beam deflection at failure; c: Ductility ratio; d: Maximum load at failure.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jahami, A.; Younes, H.; Khatib, J. Enhancing Reinforced Concrete Beams: Investigating Steel Dust as a Cement Substitute. Infrastructures 2023, 8, 157. https://doi.org/10.3390/infrastructures8110157
AMA Style
Jahami A, Younes H, Khatib J. Enhancing Reinforced Concrete Beams: Investigating Steel Dust as a Cement Substitute. Infrastructures. 2023; 8(11):157. https://doi.org/10.3390/infrastructures8110157
Chicago/Turabian StyleJahami, Ali, Hussein Younes, and Jamal Khatib. 2023. "Enhancing Reinforced Concrete Beams: Investigating Steel Dust as a Cement Substitute" Infrastructures 8, no. 11: 157. https://doi.org/10.3390/infrastructures8110157