1. Introduction
Stainless steels are widely used in the chemical, petrochemical, food, and pharmaceutical industries, as well as nuclear energy plants and in stainless appliances [
1]. However, the machining of these steels is very difficult due to their higher ductility, strength, work hardening rate and low thermal conductivity [
2], resulting in short tool life, limited metal removal rate, high cutting forces, and power consumption. Stainless steels are divided into five families: austenitic, ferrite, martensitic, duplex, and precipitation hardening alloys [
3]. Duplex stainless steels are a specific type of stainless steel that have a biphasic microstructure consisting of approximately 50% ferrite and 50% austenite in volume. Due to their microstructure, duplex stainless steels present a good combination of ferritic and austenitic steel properties, including increased toughness, high mechanical strength, and high corrosion resistance in several environments [
2]. However, the tools employed to machine them have a shorter life than those used in the machining of austenitic alloys due to the high work hardening rate and ductility of duplex stainless-steel alloys. The work hardening of duplex stainless steels increases the friction forces during the contact between the work piece and cutting tool edge, which increases the temperature, causing oxidation [
4]. In addition, the high ductility of the stainless steel leads to the formation of long continuous chips and to intensive sticking of the workpiece material to the cutting tool surface, which results in enhanced adhesive wear [
5]. These conditions promote built-up edge (BUE) formation and tearing off during cutting, which results in cutting edge chipping and cutting force instability. This response to the machining process results in severe surface damage to the machined part and chipping of the tool cutting edge [
6,
7] Nomani et al. [
8] compared the machinability behavior of super duplex 2507, duplex SAF 2205 and austenite 316L stainless steels in the drilling process. The results showed that austenite 316 had better machinability compared to duplex stainless steels. Ran et al. [
9] showed the mechanical properties and corrosion resistance of the duplex stainless steel designed alloys with lower production cost are better than those of AISI 316L austenitic stainless steel. Xavior [
10] reported that high work-hardening rate, high BUE tendency, and low thermal conductivity of AISI 304 stainless steel are responsible for poor surface finish and high tool wear. Korkut et al. [
11] used turning tests to determine optimum machining parameters for machining of AISI 304. Tool flank wear increased with increasing cutting speed. The poor performance of the tool was caused by thermal softening of the tool due to the high influence of the heat on the cutting tool and less efficient heat dissipation at higher cutting speeds. Ciftci [
12] performed dry turning experiments on AISI 304 and AISI 316 austenitic stainless steels and the results showed TiC/TiCN/TiN-coated cutting tools produced lower cutting forces than TiCN/TiC/Al2O3-coated tools, because of the lower coefficient of friction of the TiN top coating layer.
The tool life and cutting forces are important quality indicators in machining processes and the various properties of machined parts, such as friction and heat transmission are also influenced by these indicators [
13]. Most of the process parameters, such as tool material, cutting speed, and feed rate, affect the tool life and machine energy consumption, and therefore, it is very difficult to develop a proper analytical model of the tool life, cutting force, and power consumption [
14]. Many methods, including artificial neural networks, regression and finite element analysis have been developed for the modelling and prediction of tool life and cutting forces [
15]. The Taguchi-based optimization technique has produced a unique and powerful optimization tool that differs from traditional practices [
16]. The optimum parameters for tool life and power consumption depend on several parameters, such as cutting speed, feed rate, cutting condition, and workpiece material [
15]. The poor selection of process parameters may cause excessive tool wear. Analyzing the influence of machining parameters has helped reduce power consumption [
17]. Therefore, appropriate selection of machining parameters reduces machining costs, increases tool life, and reduces power consumption [
18]. The optimization of cutting parameters is usually difficult and requires knowledge of machining and empirical equations related to tool life, force, and power [
19]. Selvaraj et al. [
20] utilized the Taguchi method to define the optimal cutting parameters in the turning of two different grades of duplex stainless steel. The effects of cutting speed and feed rate on the cutting force and tool wear were analyzed and the results showed that feed rate was the most significant parameter influencing the cutting force. The cutting speed was identified as the most significant parameter influencing the tool wear. Krolczyk et al. [
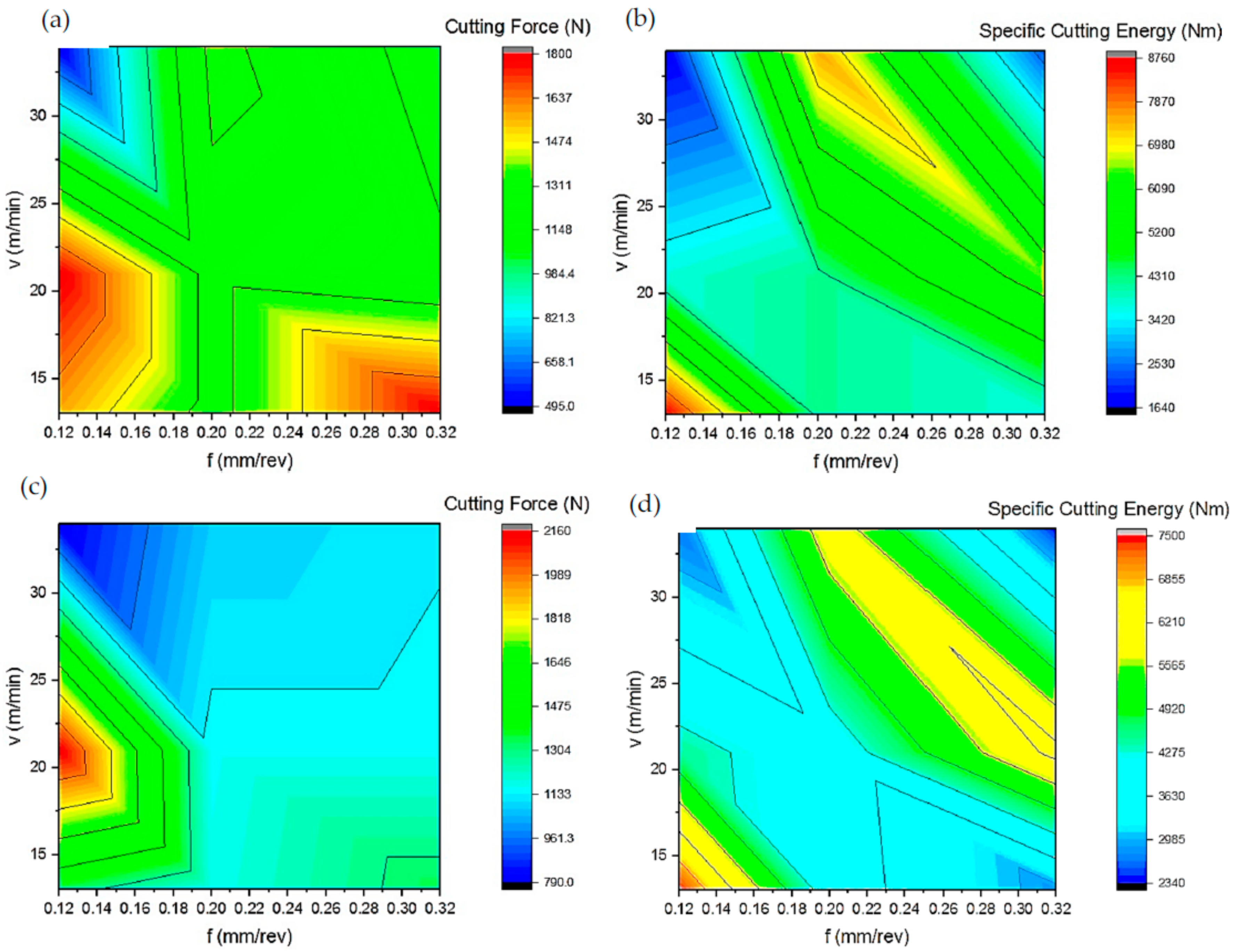
21] concluded that a combination of high cutting speed with low feed rate are the optimum machining conditions which lead to minimizing the specific cutting energy during machining AISI 2205 stainless steel under dry conditions. Nayak et al. [
22] investigated the influence of cutting speed, feed rate and depth of cut on cutting force during turning of AISI 304 steel using L27 orthogonal array to design the experiments. Suresh and Basavarajappa [
23] summarized that the feed rate is the most significant parameter of influence, followed by depth of cut and cutting speed during their investigation into the effect of cutting parameters on tool wear of austenitic stainless steel.
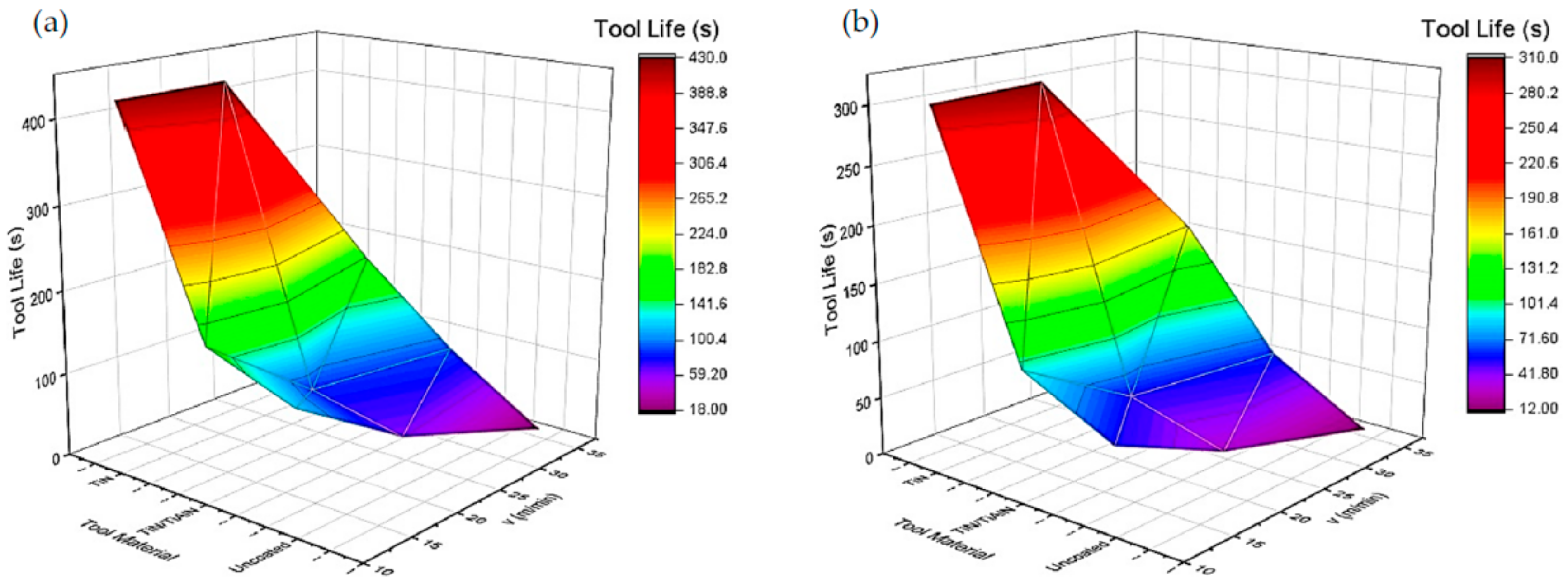
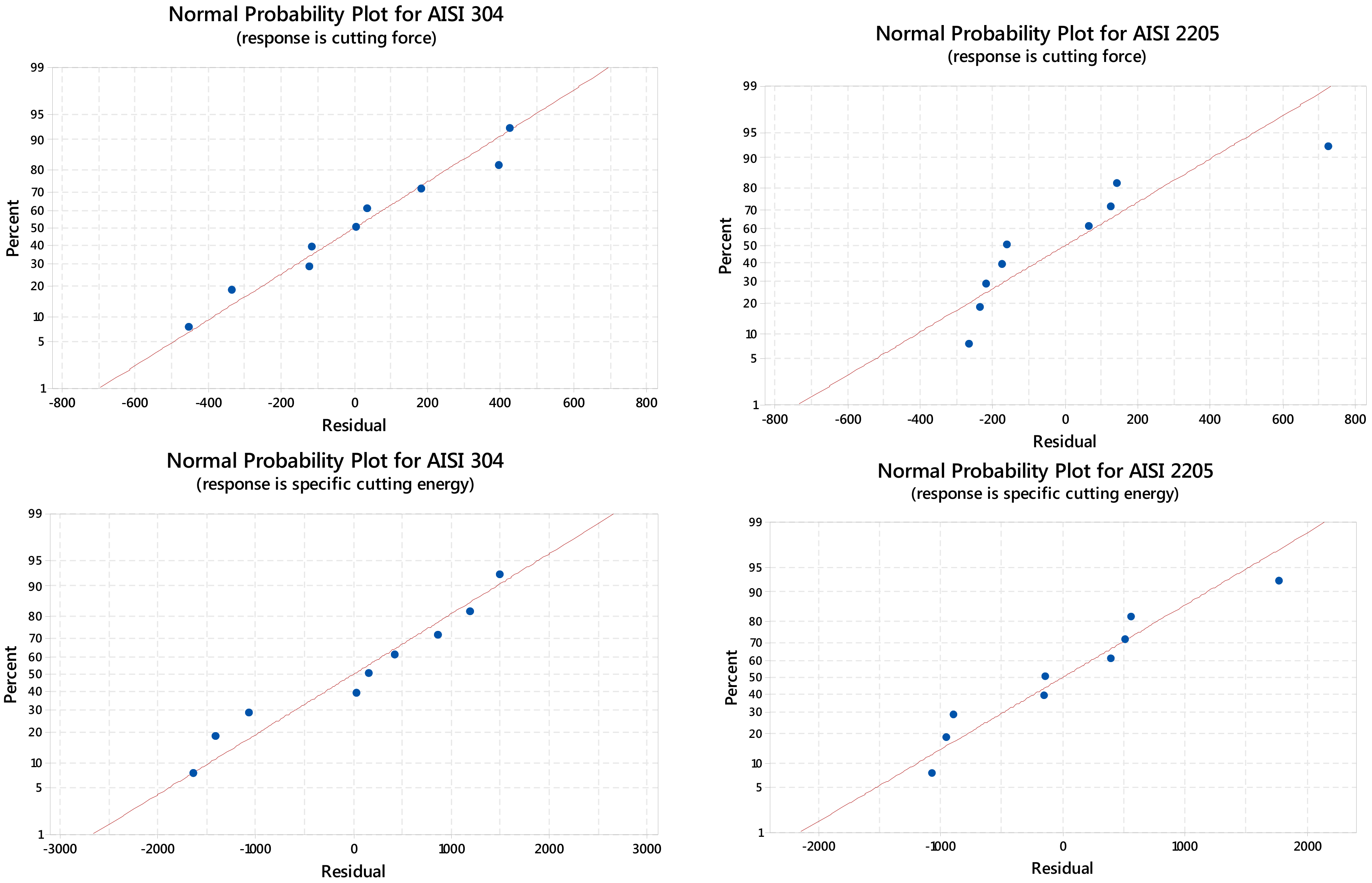
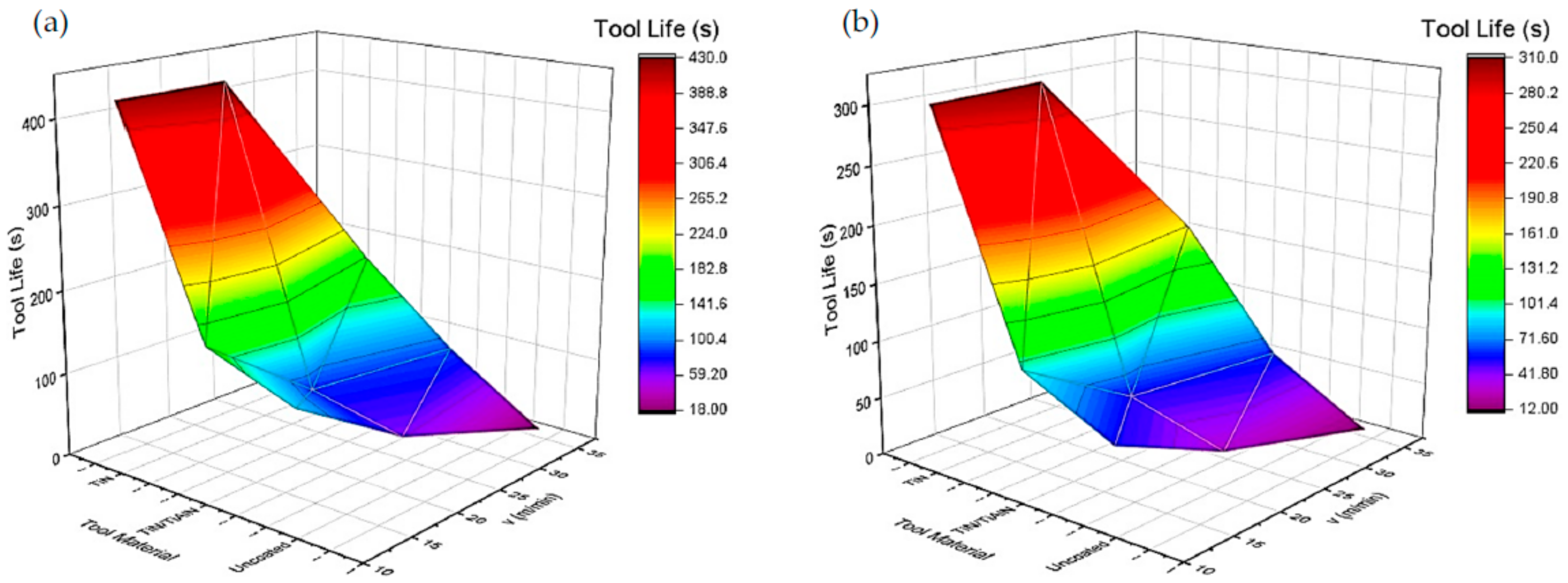
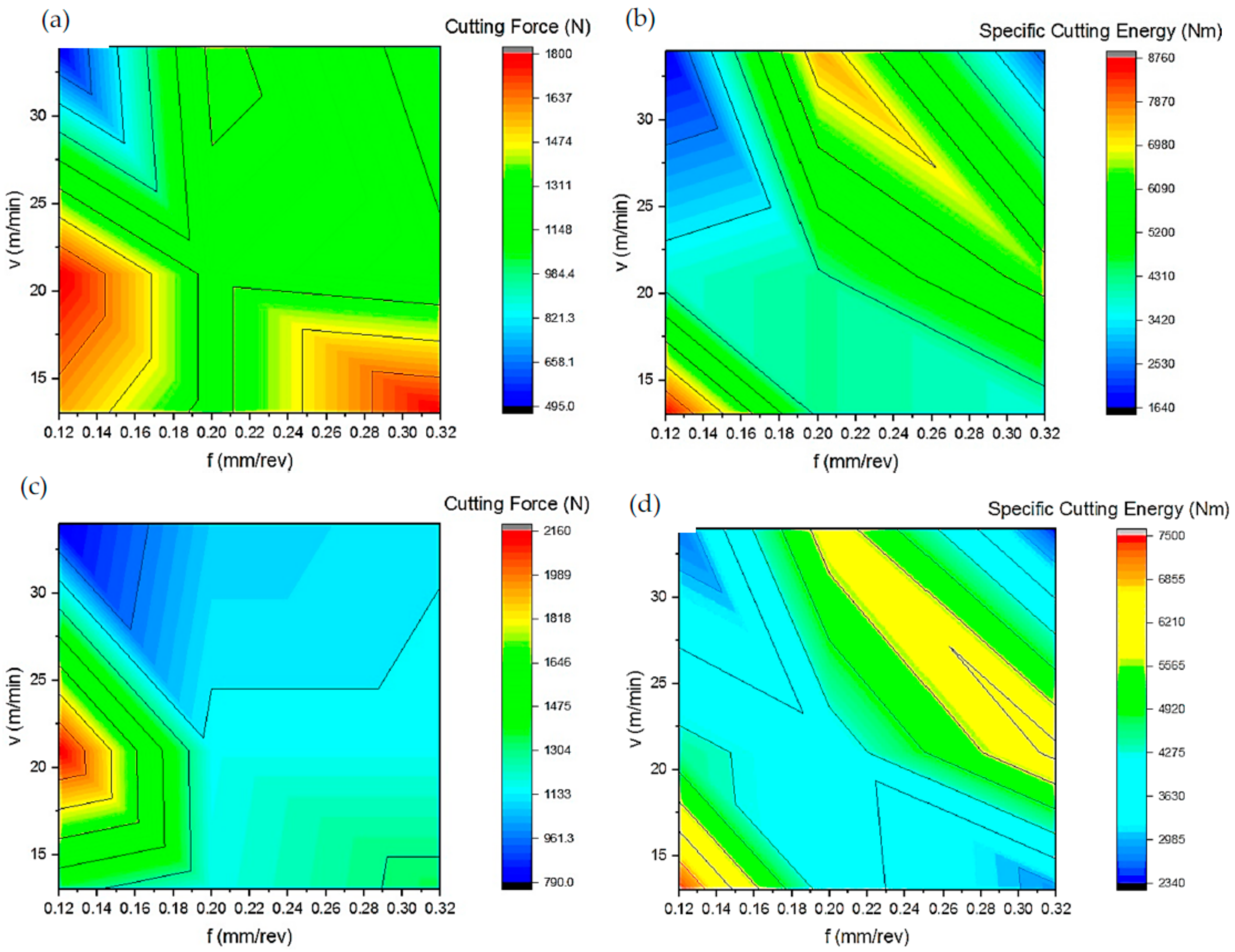
From the literature mentioned above, it can be seen that the Taguchi method has been successfully used in the optimization of machining parameters. On the other hand, because of their wide usage and hard machinability characteristics, the machinability of stainless steels remains a subject of ongoing investigation. However, notably, studies on the optimization of the drilling process during machining different types of stainless steels are lacking. In addition, there are very few studies on the machinability of AISI 304 austenitic and AISI 2205 duplex stainless steel. Consequently, in this study, the aim is to optimize the process parameters in the drilling of AISI 304 and AISI 2205 stainless steels using Taguchi method design, and to find the significance of each process parameter using ANOVA. Therefore, an experimental investigation of tool life (T), cutting forces (Fc), and specific cutting energy (ks) after machining two selected stainless steels is presented. The influence of tool material, cutting speed, and feed rate on T, Fc, and ks were examined. This research substantially reduces the number of complex, expensive and time-consuming experiments conducted in machining centers, by determining the optimal drilling parameters needed to obtain better T, Fc, and ks in the drilling of austenitic and duplex stainless steels. It is possible to apply this optimization technique to various applications in the manufacturing industry to obtain optimal process parameters such as: cutting materials, coating materials, and cutting conditions, to reduce manufacturing costs and processing time and to promote higher productivity. Therefore, this study will be useful for future applications in both the manufacturing industry and the academic environment.
3. Taguchi Experimental Design and Optimization
The Taguchi experimental design provides an efficient and systematic approach for determining the optimum machining parameters in the manufacturing process. The Taguchi method significantly decreases the number of tests needed and increases the machining performance by using orthogonal arrays [
26]. A loss function (S/N ratio) is then defined to calculate the deviations between the experimental value and the desired value. There are three S/N ratios available, depending on the type of characteristic; the lower-the-better (LB), the higher-the-better (HB), and the nominal-the-better (NB) [
27]. In drilling, higher tool life (
T), lower cutting forces (
Fc), and specific cutting energy (
ks) are indications of better performance. Therefore, for obtaining optimum machining performance, the HB was selected for T and LB ratios were selected for
Fc and
ks. The S/N ratios for each type of characteristic can be calculated as follows:
where
y′ is the average of the observed data,
s2 is the variance of
y,
n is the number of observations, and
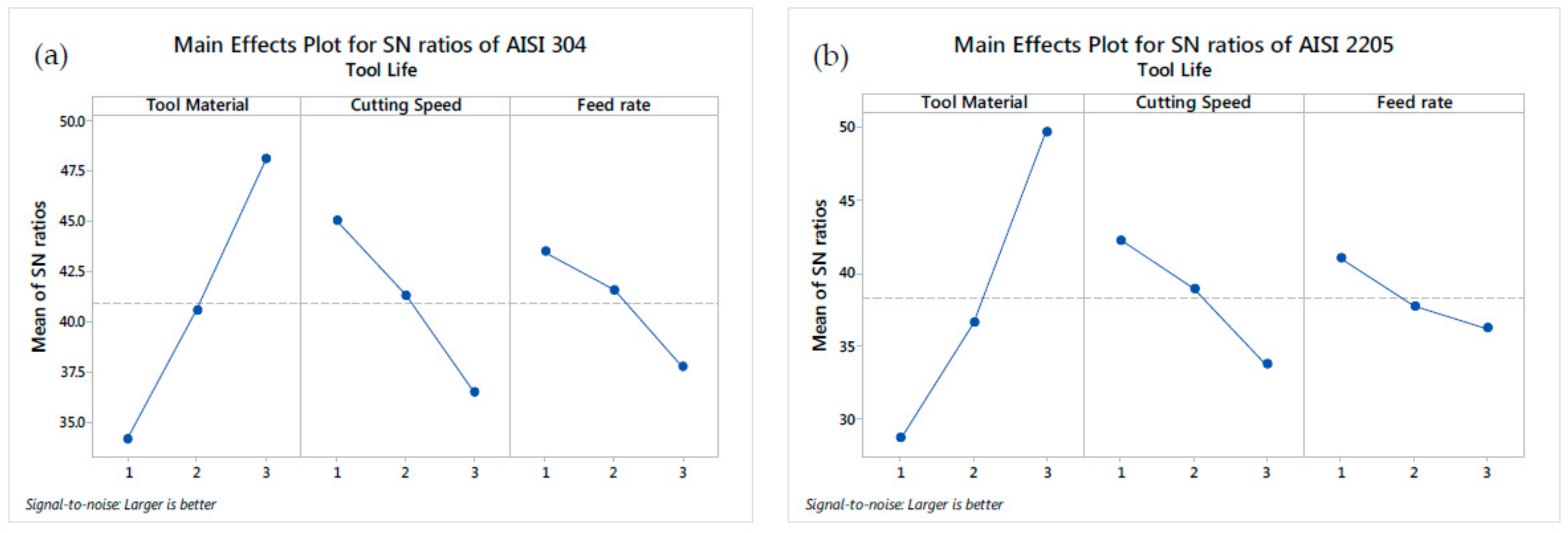
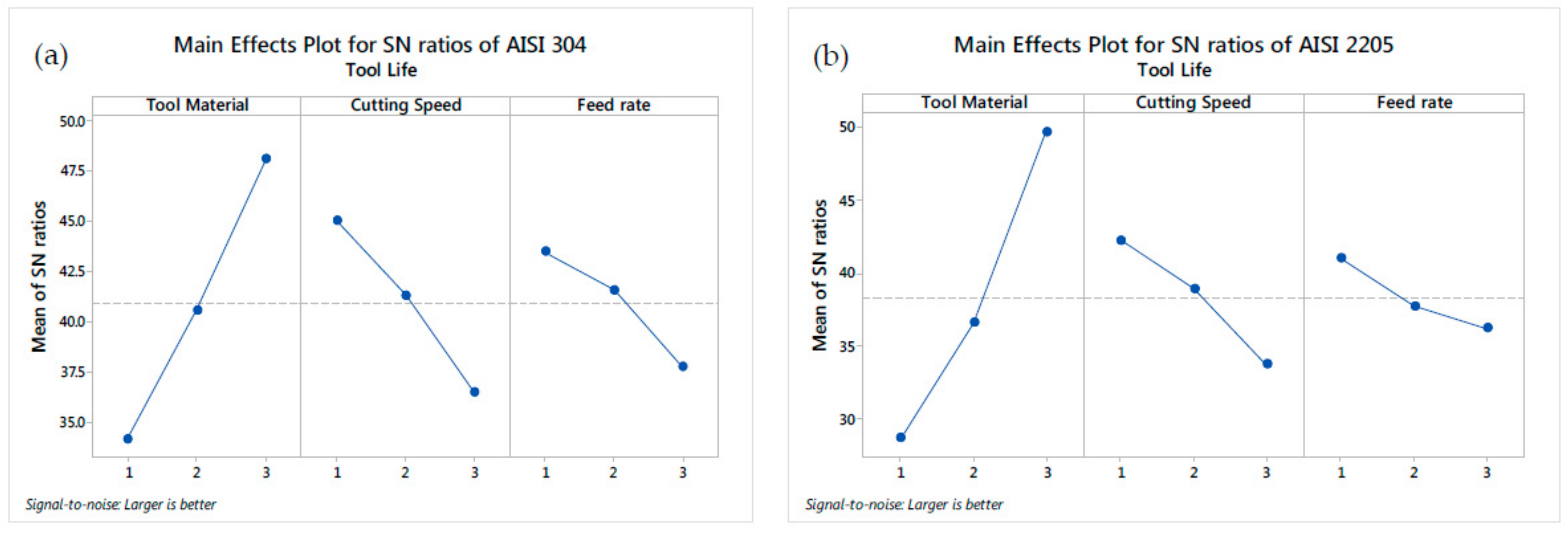
y is the observed data. Regardless of the category of the performance characteristics, a greater S/N ratio corresponds to the better performance characteristics. Therefore, the optimal level of the process parameters is the level with the highest S/N ratio [
28].
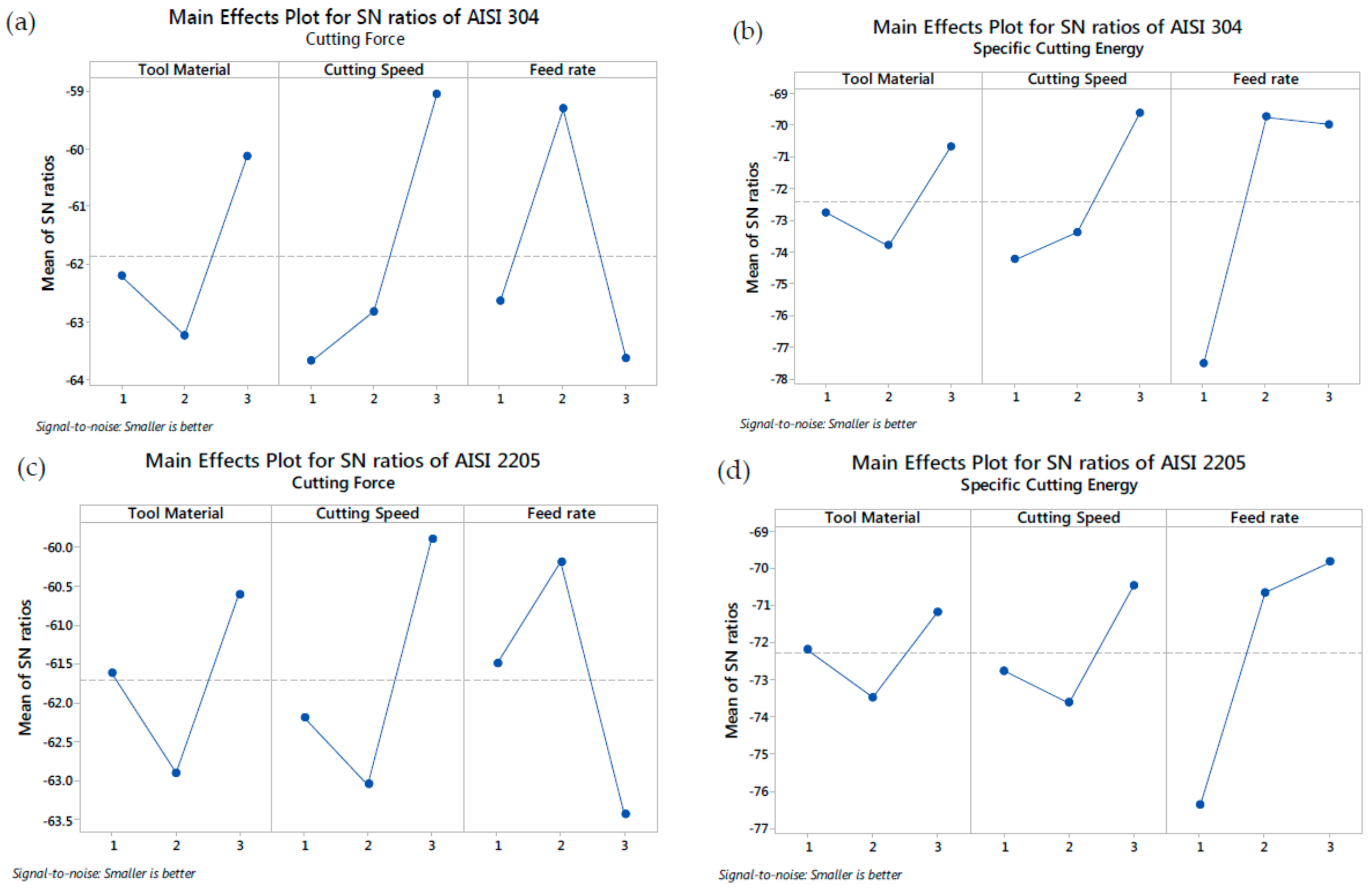
In this study, the cutting tools (A), cutting speed (B), and feed rate (C), were selected as control factors for
T,
Fc, and
ks values, and their levels were determined as shown in
Table 4. To select an appropriate orthogonal array for the experiments, the total degrees of freedom (DOF) need to be computed. The DOF for the orthogonal array should be greater than or at least equal to those for the design parameters [
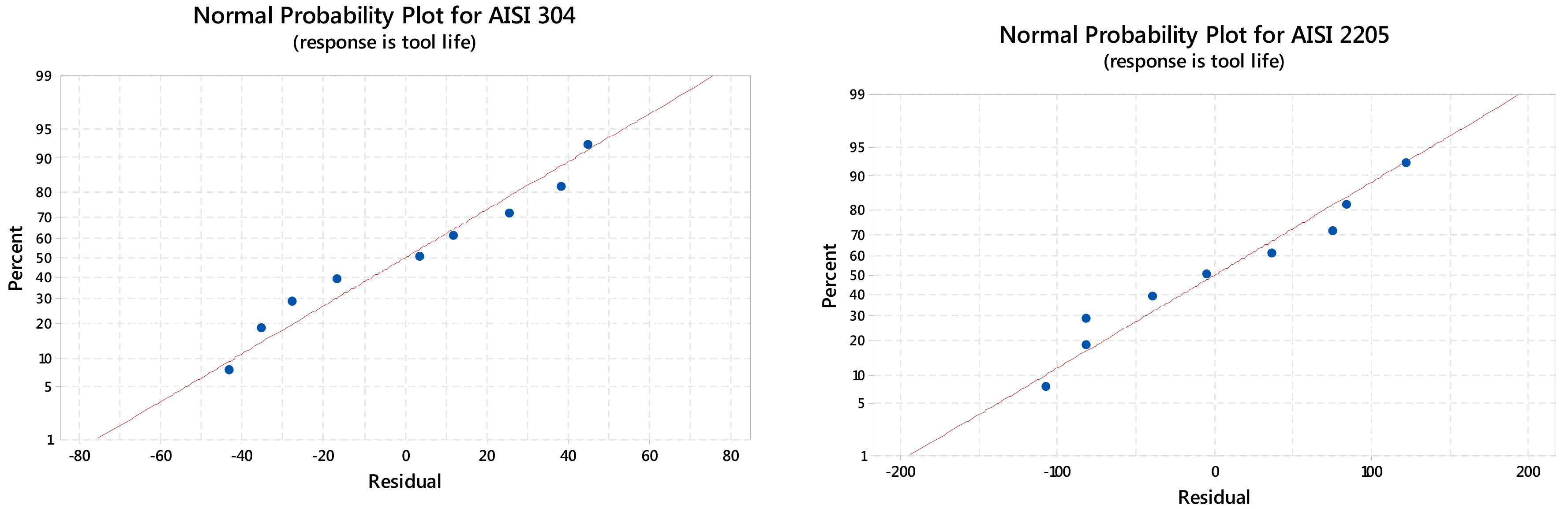
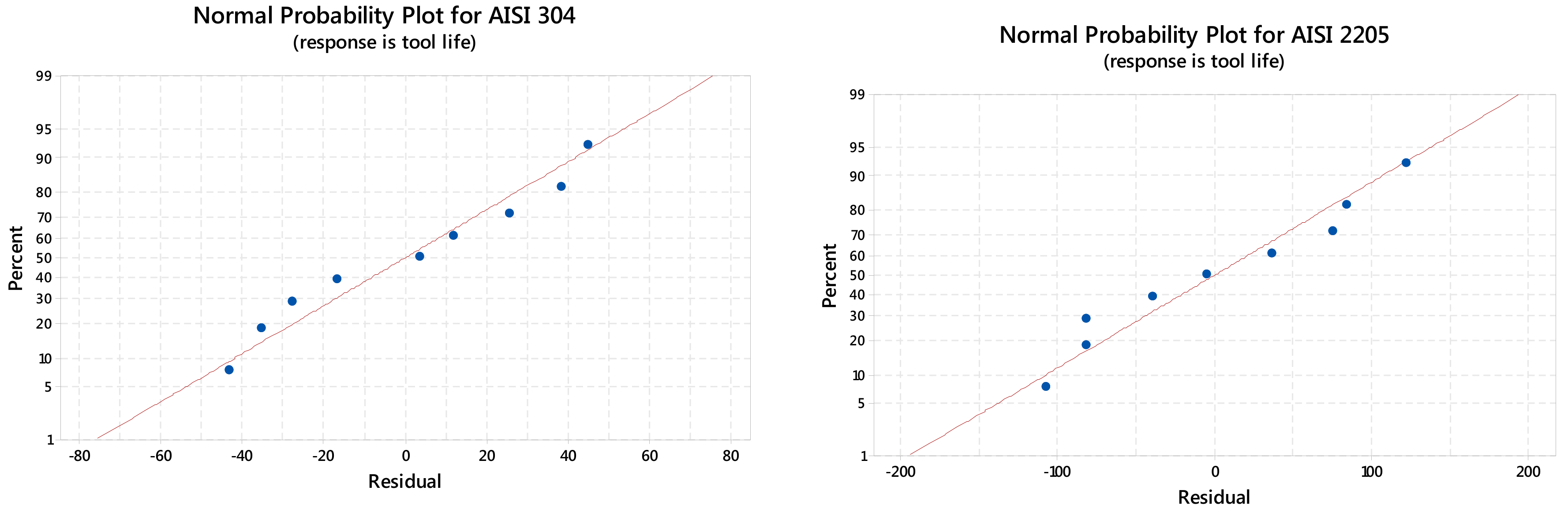
29]. In this study, the most appropriate orthogonal array is determined as L9, in order to obtain the optimal cutting parameters and to analyze their effects. This array has eight DOF and it can handle three level design parameters. The tool life and cutting force, drilling torque and specific cutting energy results were subject to the analysis of variance (ANOVA). ANOVA establishes the relative significance of factors in terms of their percentage contribution to the response. It estimates the variance of error for the effects and the confidence interval of the error prediction [
30]. It is based on the test results of Minitab software while each value is the average of two replications for each condition. The experimental plan undertaken was evaluated at a confidence level of 95%. The significance of control factors in ANOVA is determined by comparing P-values of each control factor [
29]. The P-value is a statistical index used in the analysis of variance. In regard to statistical significance, the lower the P-value, the more significant is the tested parameter. Finally, regression analysis is applied to derive the predictive equations of the response variables.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}