Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy




Abstract
:1. Introduction
2. Experimental Work
3. Results and Discussion
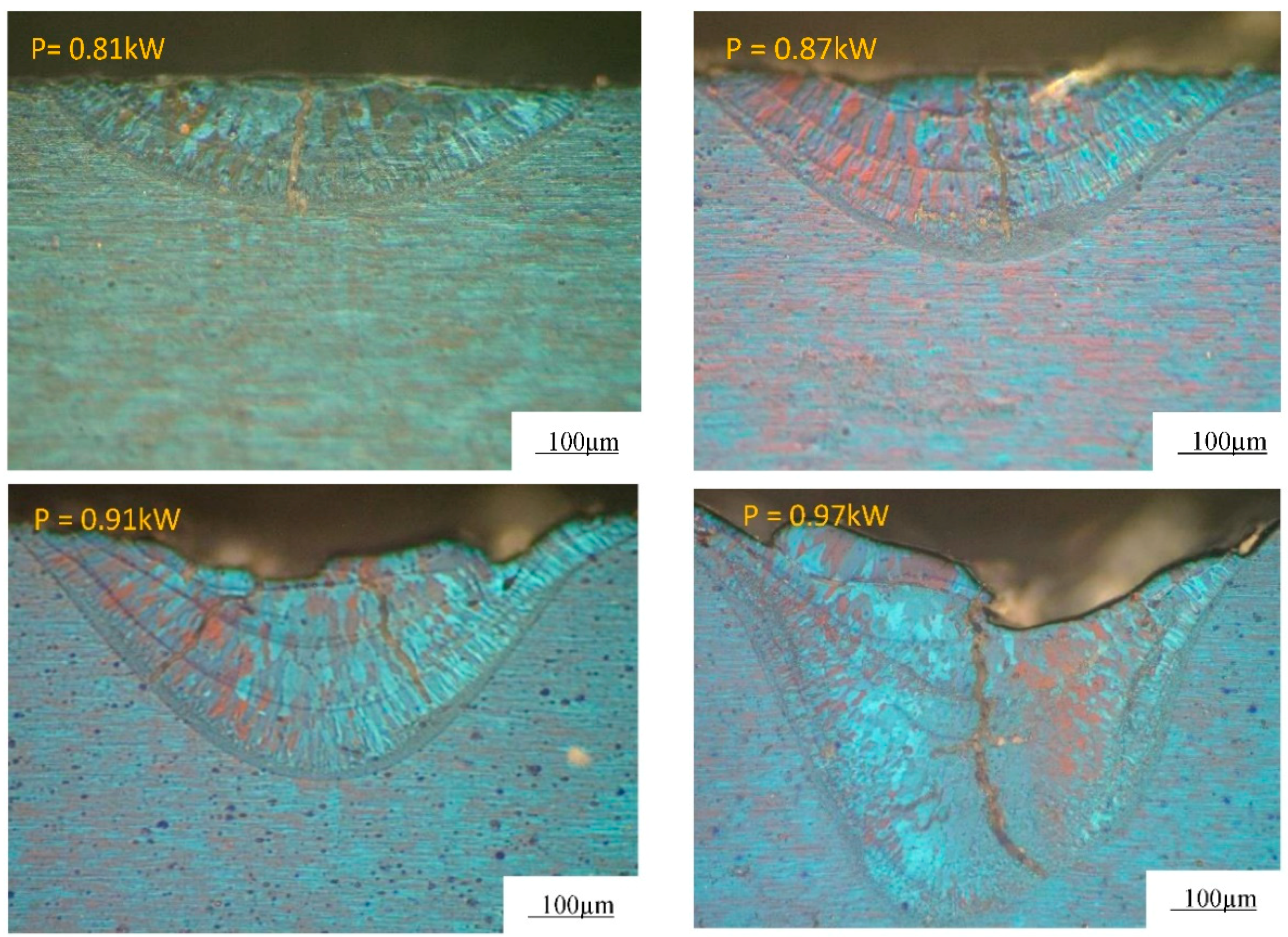
3.1. Effect of Peak Power
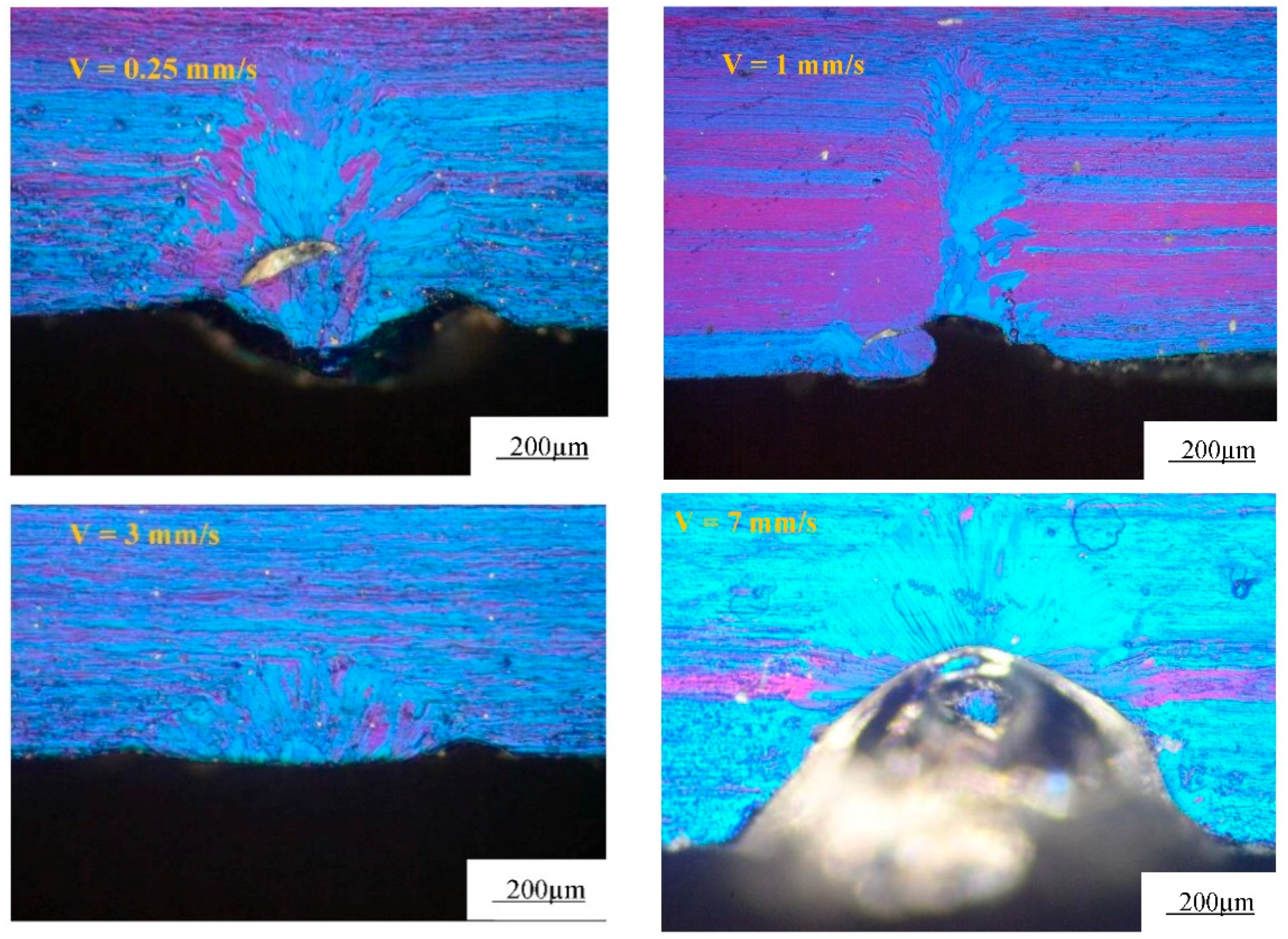
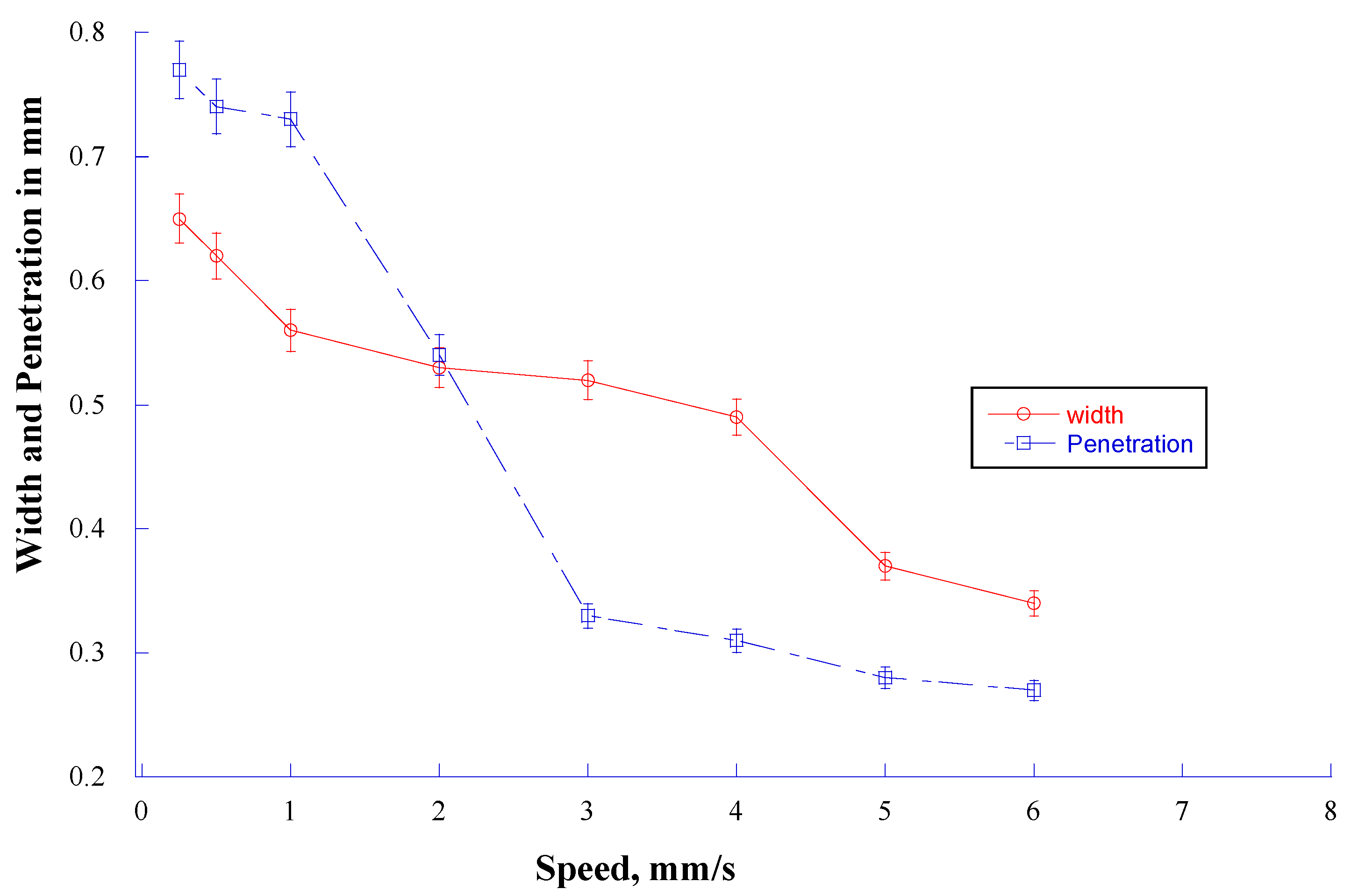
3.2. Effect of Laser Speed
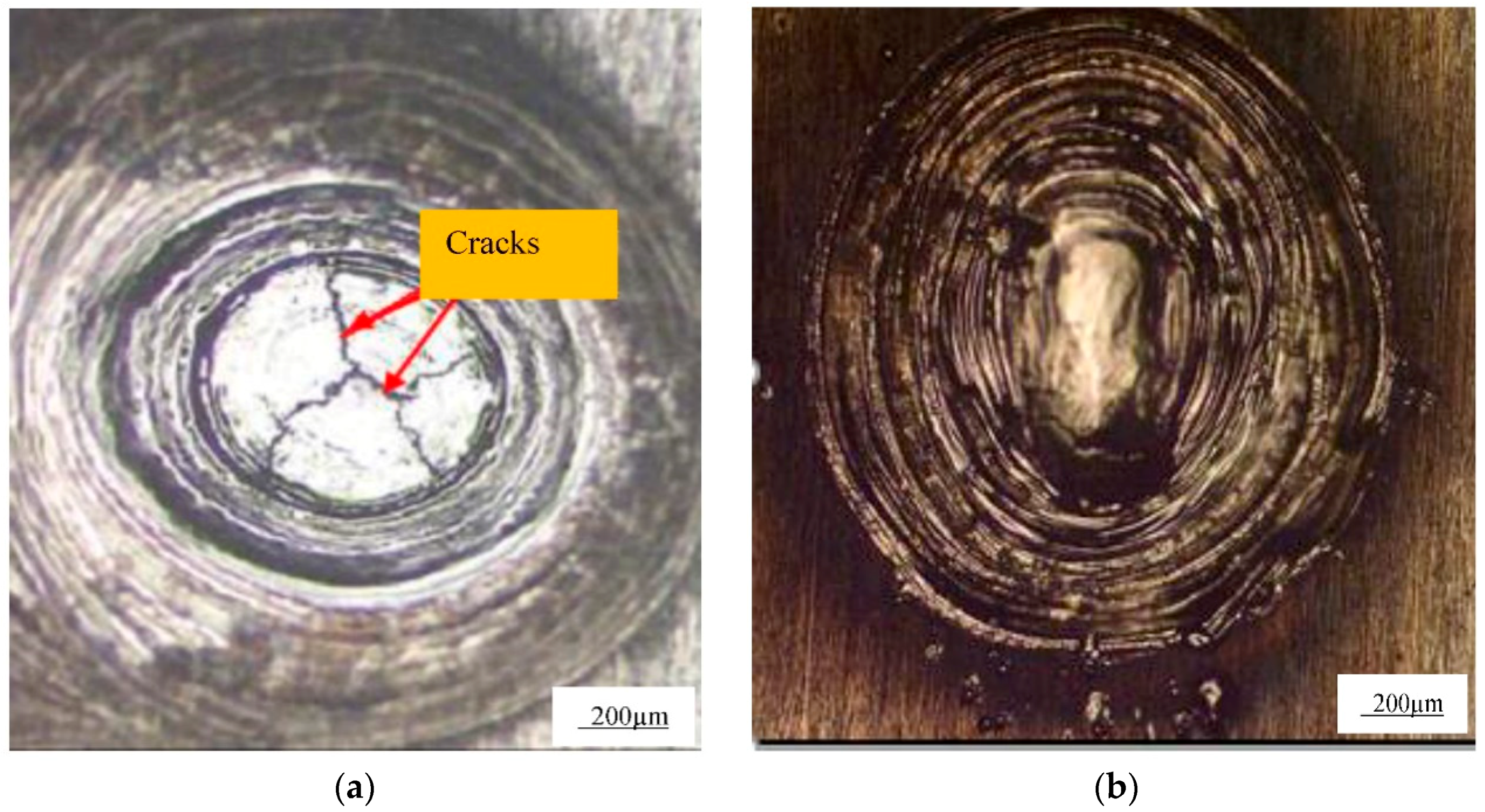
3.3. Effect of Laser Pulse Shaping
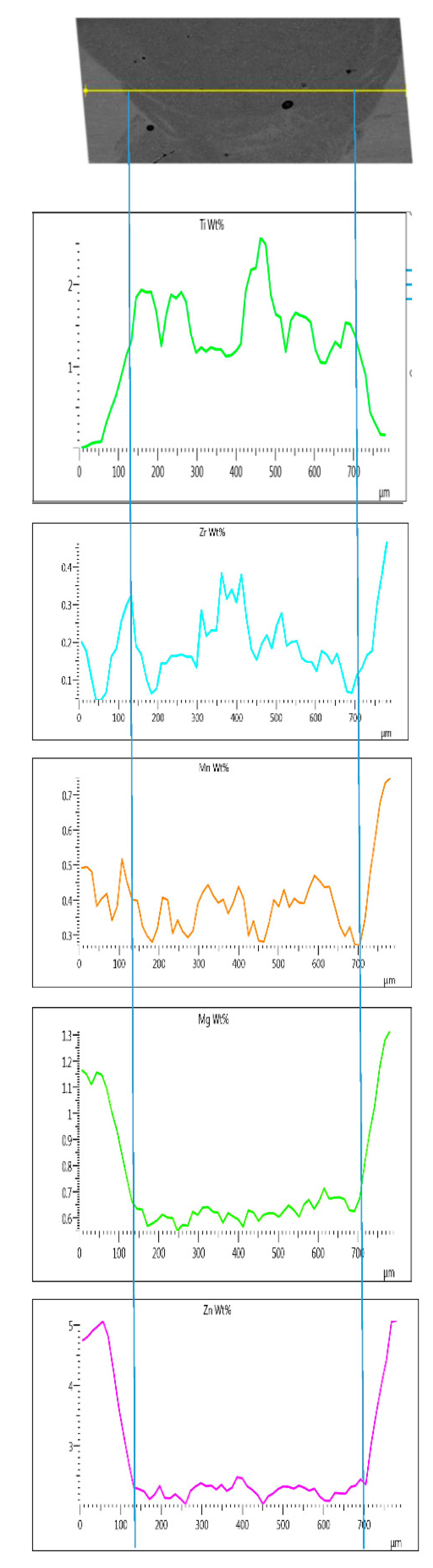
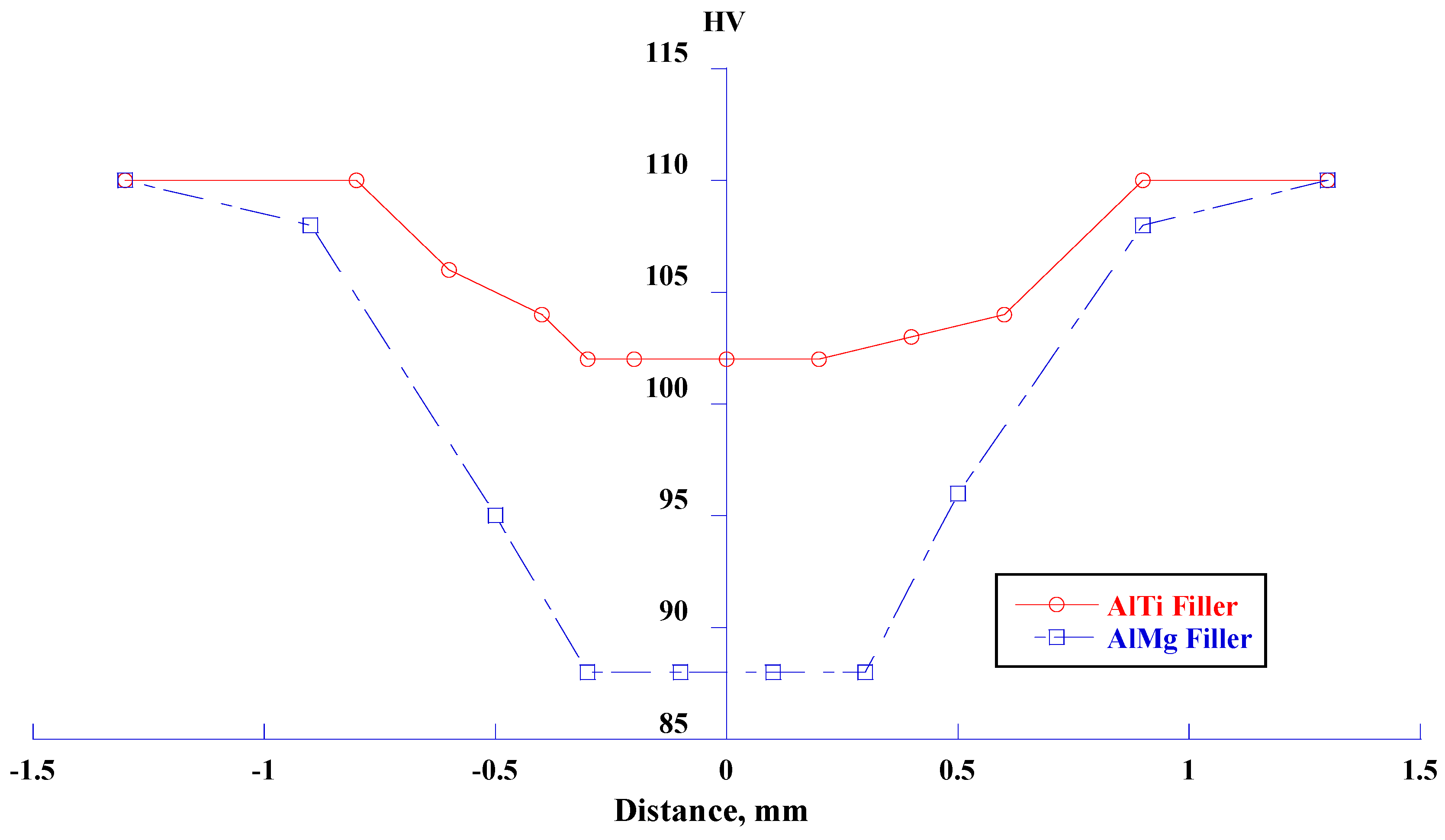
3.4. Influence of Filler Metal on the Microstructure and Mechanical Properties
4. Conclusions
- In order to obtain an efficient laser welding process, the effects of process parameters such as peak power and welding speed on the width and penetration must be taken into consideration. The welding speed and laser peak power were optimized at 1 mm/s and at 0.91 kW respectively. These values give the highest aspect ratio. Therefore, from the quality point of view, these values give the best result.
- Ramp-down pulse shaping when compared to the square pulse shaping gives a spot weld that is free from visible cracks and porosity.
- Fine grains having an average size of 2.00 ± 0.26 µm were achieved with the joints welded with Al-5Ti-B filler metal, and the yield strength of the welded joint was 97% of the base metal yield strength. The joints with Al-5Mg have columnar grains and also show some porosity in the weld zone. The yield strength was lower than that of the joints using Al-5Ti-B at 67% of the base metal yield strength.
Author Contributions
Conflicts of Interest
References
- Casalino, G.; Mortello, M.; Peyre, P. FEM Analysis of Fiber Laser Welding of Titanium and Aluminum. Procedia CIRP 2016, 41, 992–997. [Google Scholar] [CrossRef]
- Dilthey, U.; Keller, H.; Ghandehari, A. Laser beam welding with filler metal. Steel Res. 1999, 70, 198–202. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Effect of microstructural characteristics on high cycle fatigue properties of laser-arc hybrid welded AA6082 aluminum alloy. J. Mater. Process. Technol. 2016, 231, 479–487. [Google Scholar] [CrossRef]
- De Siqueira, R.H.M.; de Oliveira, A.C.; Riva, R.; Abdalla, A.J.; Baptista, C.A.R.P.; de Lima, M.S.F. Mechanical and microstructural characterization of laser-welded joints of 6013-T4 aluminum alloy. J. Braz. Soc. Mech. Sci. Eng. 2014, 37, 133–140. [Google Scholar] [CrossRef]
- Pinto, L.A.; Quintino, L.; Miranda, R. Laser welding of dissimilar aluminium alloys with filler material. Weld. World 2010, 54, 333–341. [Google Scholar]
- Enz, J.; Riekehr, S.; Ventzke, V.; Huber, N.; Kashaev, N. Fibre laser welding of high-alloyed Al–Zn–Mg–Cu alloys. J. Mater. Process. Technol. 2016, 237, 155–162. [Google Scholar] [CrossRef]
- Wang, W.; Yang, X.; Li, H.; Cong, F.; Liu, Y. Effect of laser welding parameters on formation of NiTi shape memory alloy welds. Adv. Mater. Sci. Eng. 2014, 2014, 494851. [Google Scholar] [CrossRef]
- Gandra, J.; Pereira, D.; Miranda, R.M.; Vilaça, P. Influence of process parameters in the friction surfacing of AA 6082-T6 over AA 2024-T3. Procedia CIRP 2013, 7, 341–346. [Google Scholar] [CrossRef]
- Alshaer, A.W.; Li, L.; Mistry, A. Effect of filler wire properties on porosity formation in laser welding of AC-170PX aluminium alloy for lightweight automotive component manufacture. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 994–1006. [Google Scholar] [CrossRef]
- Kashani, H.T.; Kah, P.; Martikainen, J. Laser Overlap Welding of Zinc-coated Steel on Aluminum Alloy. Phys. Procedia 2015, 78, 265–271. [Google Scholar] [CrossRef]
- Hajavifard, R.; Motahari, M.; Özden, H.; Miyanaji, H.; Kafashi, S. The Effects of Pulse Shaping Variation in Laser Spot-Welding of Aluminum. Procedia Manuf. 2016, 5, 232–247. [Google Scholar] [CrossRef]
- Kah, P.; Martikainen, J. Current trends in welding processes and materials: Improve in effectiveness. Rev. Adv. Mater. Sci. 2012, 30, 189–200. [Google Scholar]
- Ukar, E.; Lamikiz, A.; Martinez, S.; Tabernero, I.; López de Lacalle, L.N. Roughness Prediction on laser polish surfaces. J. Mater. Process. Technol. 2012, 212, 1305–1313. [Google Scholar] [CrossRef]
- Calleja, A.; Tabernero, I.; Ealo, J.A.; Campa, F.J.; Lamikiz, A.; López de Lacalle, L.N. Feed rate calculation algorithm for the homogeneous material deposition of blisk blades by 5-axis laser cladding. Int. J. Adv. Manuf. Technol. 2014, 74, 1219–1228. [Google Scholar] [CrossRef]
- Calleja, A.; Tabernero, I.; Fernández, A.; Celaya, A.; Lamikiz, A.; López de Lacalle, L.N. Improvement of strategies and parameters for multi-axis laser cladding operations. Opt. Lasers Eng. 2014, 56, 113–120. [Google Scholar] [CrossRef]
- Von Witzendorff, P.; Kaierle, S.; Suttmann, O.; Overmeyer, L. Using pulse shaping to control temporal strain development and solidification cracking in pulsed laser welding of 6082 aluminum alloys. J. Mater. Process. Technol. 2015, 225, 162–169. [Google Scholar] [CrossRef]
- Rao, G.S.; Rao, V.V.S.; Rao, S.R.K. Microstructure and Mechanical Properties of Welded Joints of Aluminum Alloy AA7020-T6 Obtained by Friction Stir Welding. Met. Sci. Heat Treat. 2017, 59, 139–144. [Google Scholar]
- Cao, L.; Yang, Y.; Jiang, P.; Zhou, Q.; Mi, G.; Gao, Z.; Rong, Y.; Wang, C. Optimization of Process Parameters of AlSl 316L laser welding influenced by external magnetic field combining RBFNN and GA. Results Phys. 2017, 7, 1329–1338. [Google Scholar]
- Loginova, I.; Khalil, A.; Pozdniakov, A.; Solonin, A. Zolotorevskiy, V. Effect of pulse laser welding parameters and filler metal on microstructure and mechanical properties of Al-4.7Mg-0.32Mn-0.21Sc-0.1Zr alloy. Metals 2017, 7, 564. [Google Scholar] [CrossRef]
- Wu, S.C. Porosity, Element Loss, and Strength Model on Softening Behavior of Hybrid Laser Arc Welded Al-Zn-Mg-Cu Alloy with Synchrotron Radiation Analysis. Weld. J. 2013, 3, 64–91. [Google Scholar]
- Wu, S.C.; Yu, C.; Yu, P.S.; Buffière, J.Y.; Helfen, L.; Fu, Y.N. Corner fatigue cracking behavior of hybrid laser AA7020 welds by synchrotron X-ray computed microtomography. Mater. Sci. Eng. A 2016, 651, 604–614. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element, wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Zn | Mg | Mn | Cu | Cr | Fe | Si | Ti | Zr |
| Balance | 5 | 1.2 | 0.5 | 0.3 | 0.2 | 0.3 | 0.3 | 0.05 | 0.2 |
| σ0.2, MPa | σy, MPa | δ, % | |
|---|---|---|---|
| Base Metal | 310 | 372 | 14.0 |
| With Al-5Ti-B | 273 (88%) | 360 (97%) | 8.0 |
| With Al-5Mg | 210 (68%) | 250 (67%) | 4.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adisa, S.B.; Loginova, I.; Khalil, A.; Solonin, A. Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy. J. Manuf. Mater. Process. 2018, 2, 33. https://doi.org/10.3390/jmmp2020033
Adisa SB, Loginova I, Khalil A, Solonin A. Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy. Journal of Manufacturing and Materials Processing. 2018; 2(2):33. https://doi.org/10.3390/jmmp2020033
Chicago/Turabian StyleAdisa, Saheed B., Irina Loginova, Asmaa Khalil, and Alexey Solonin. 2018. "Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy" Journal of Manufacturing and Materials Processing 2, no. 2: 33. https://doi.org/10.3390/jmmp2020033
APA StyleAdisa, S. B., Loginova, I., Khalil, A., & Solonin, A. (2018). Effect of Laser Welding Process Parameters and Filler Metals on the Weldability and the Mechanical Properties of AA7020 Aluminium Alloy. Journal of Manufacturing and Materials Processing, 2(2), 33. https://doi.org/10.3390/jmmp2020033