Online Tool Wear Classification during Dry Machining Using Real Time Cutting Force Measurements and a CNN Approach

Abstract
:1. Introduction
2. Related Work
2.1. Tool Wear Monitoring
2.2. Deep Learning in Condition Monitoring
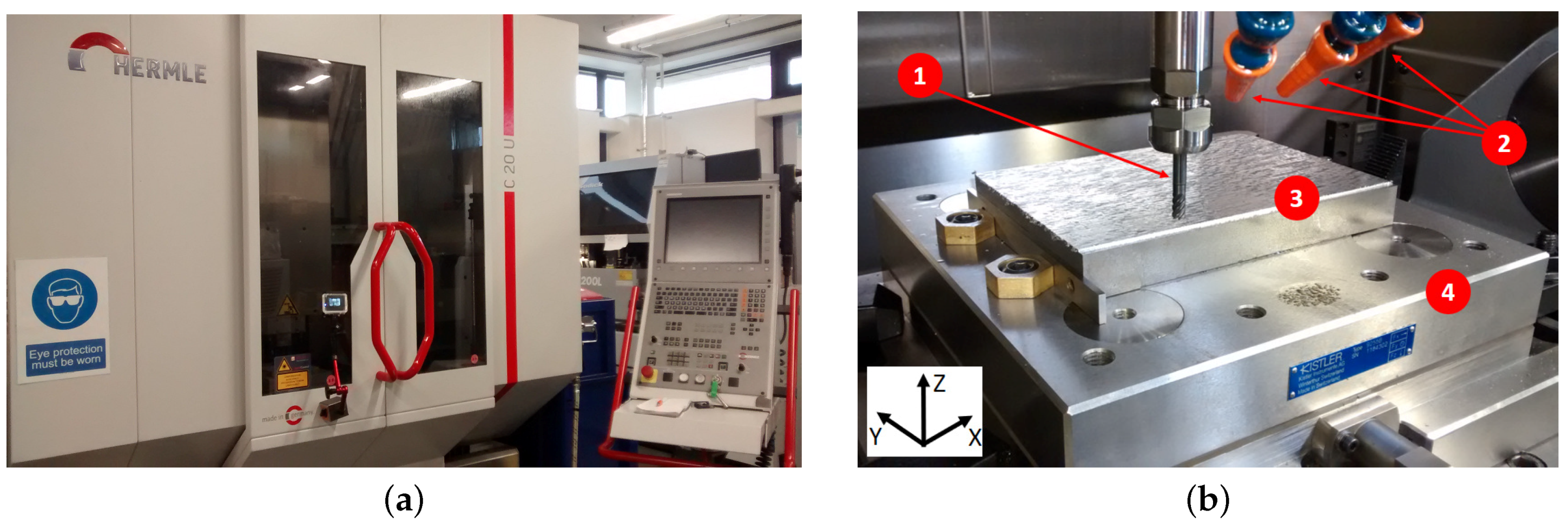
3. Cutting Force Measurement during Dry Machining
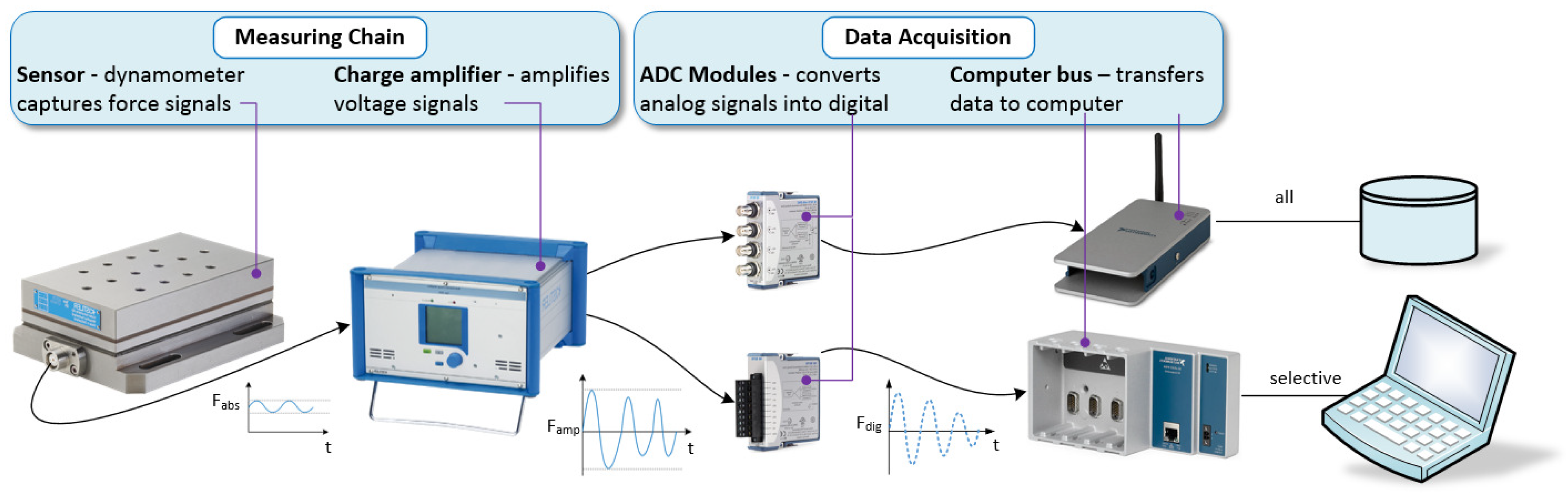
3.1. Condition Monitoring Infrastructure
3.2. Computing Architecture
4. Data Engineering
4.1. Data Acquisition Calibration
4.2. Data Characterisation
- Velocity: The sensory data were generated at high frequency. Hence, they needed to be collected and stored in real time, for batch and stream processing, before they could be used in an effective way while keeping integrity, resilience, persistence and security at the required levels.
- Volume: The data generated from the tool passes can be seen as the result of a complex and highly process-oriented operation. Hence, this resulted in a high-frequency, nonlinear, vast quantity generation of large datasets that requires a fast and efficient management approach.
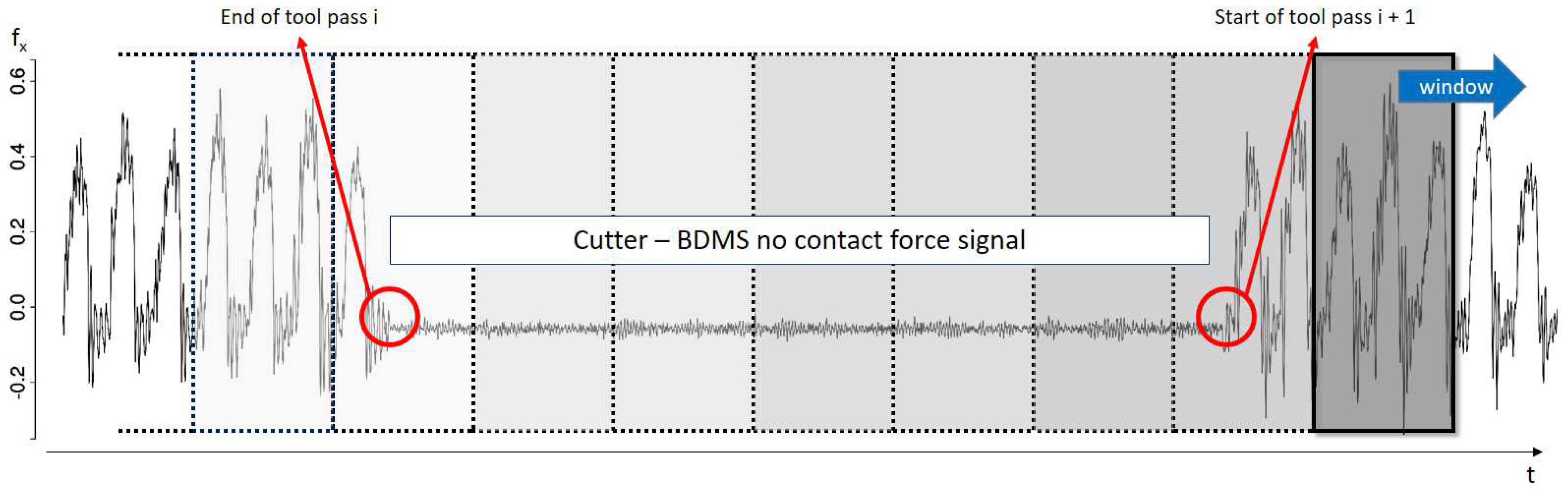
- Veracity: The sensory data were captured during the entire machining process. This includes force signals when the cutter is not touching the workpiece. Hence, the data contain different levels of trustworthiness, which had to be identified and treated at different application levels in order to ensure the correct harvesting and extraction of knowledge for gaining insight and learning.
- Variety: The sensory data, as well as the microscopic images define a plethora of data types categorised into structured data, i.e., information with a high degree of organisation, and unstructured data, i.e., information that has neither a pre-defined data model or organisation.
4.3. Data Cleansing
5. Online Tool Wear Classification
5.1. Model Building
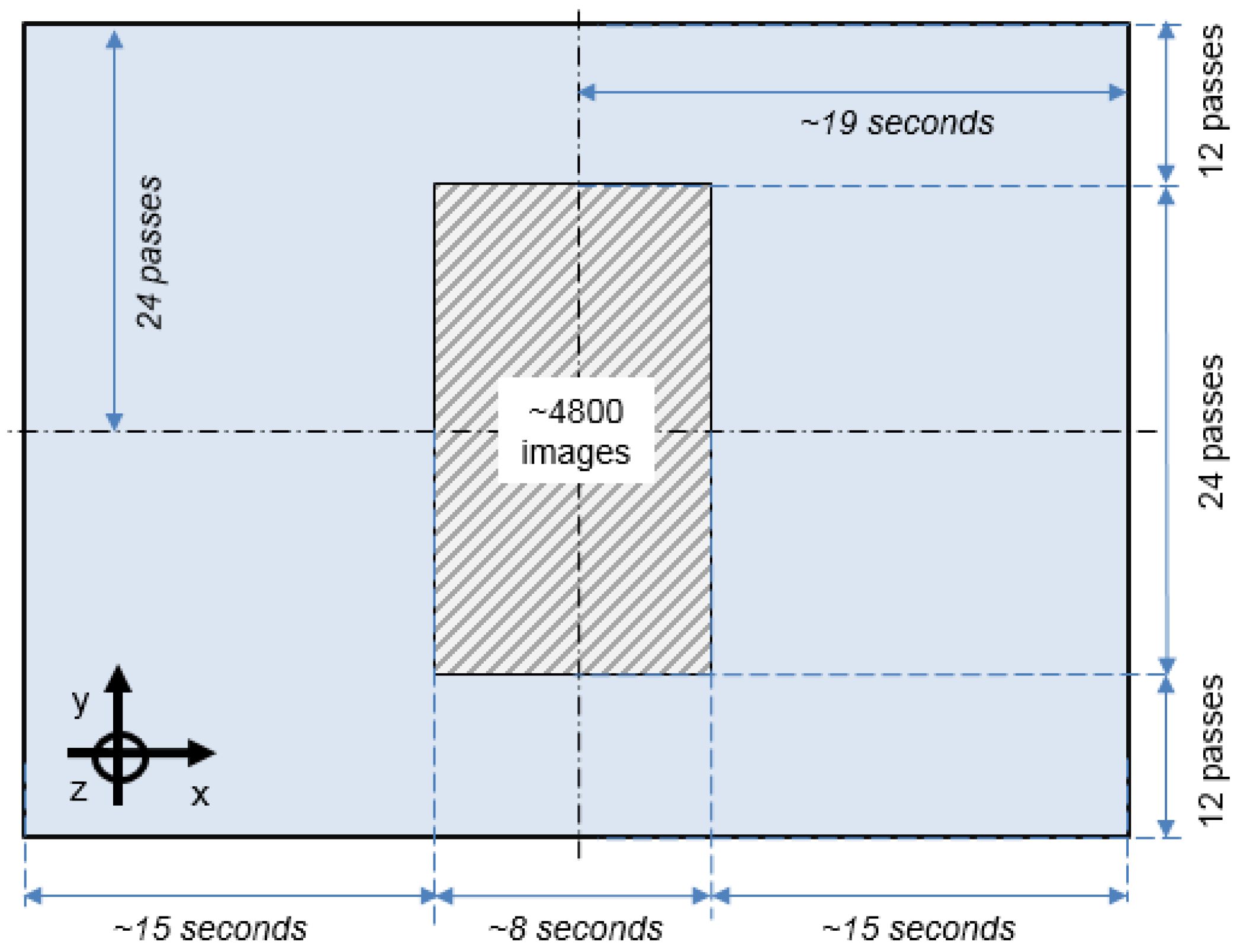
5.1.1. Signals Collection
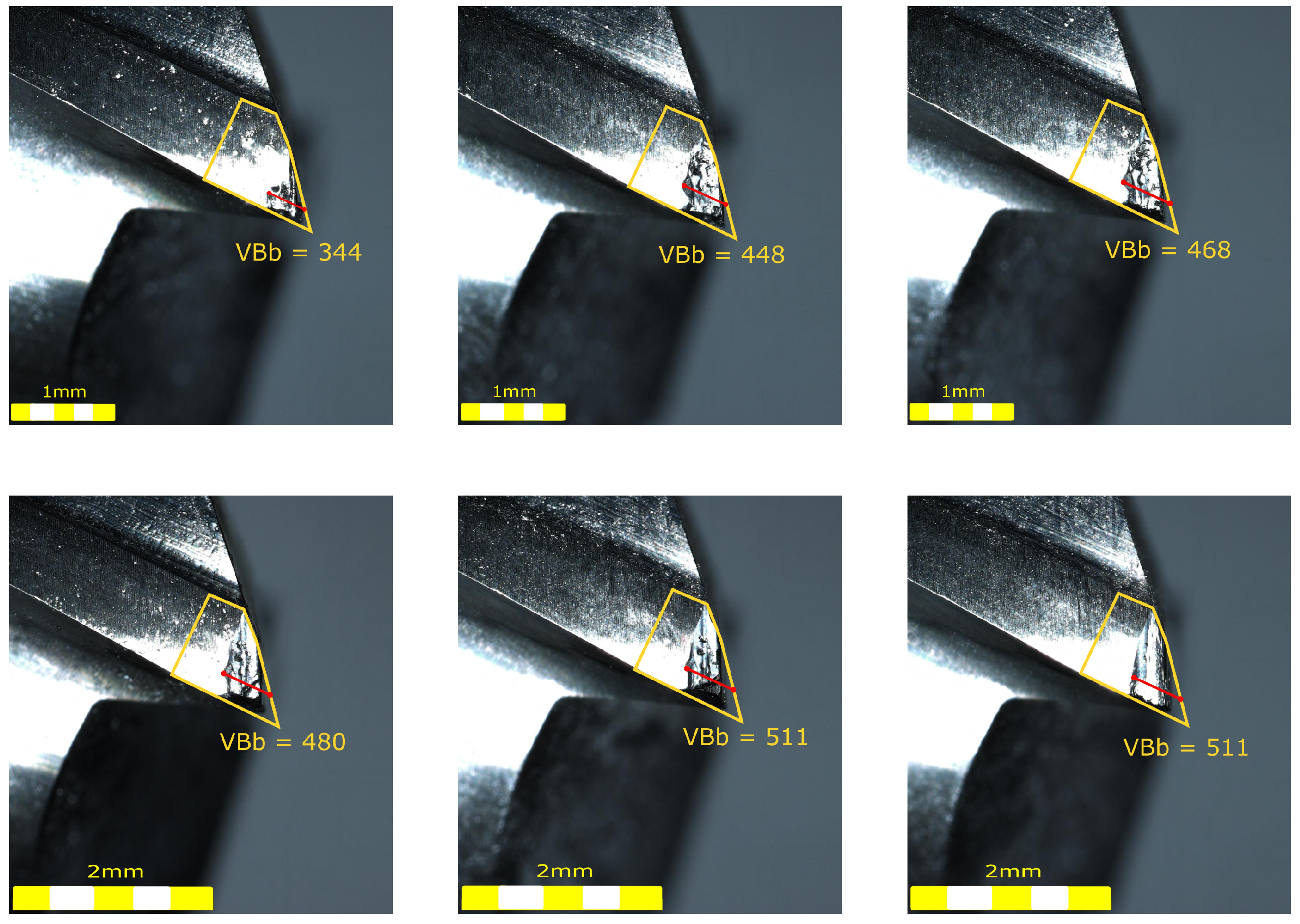
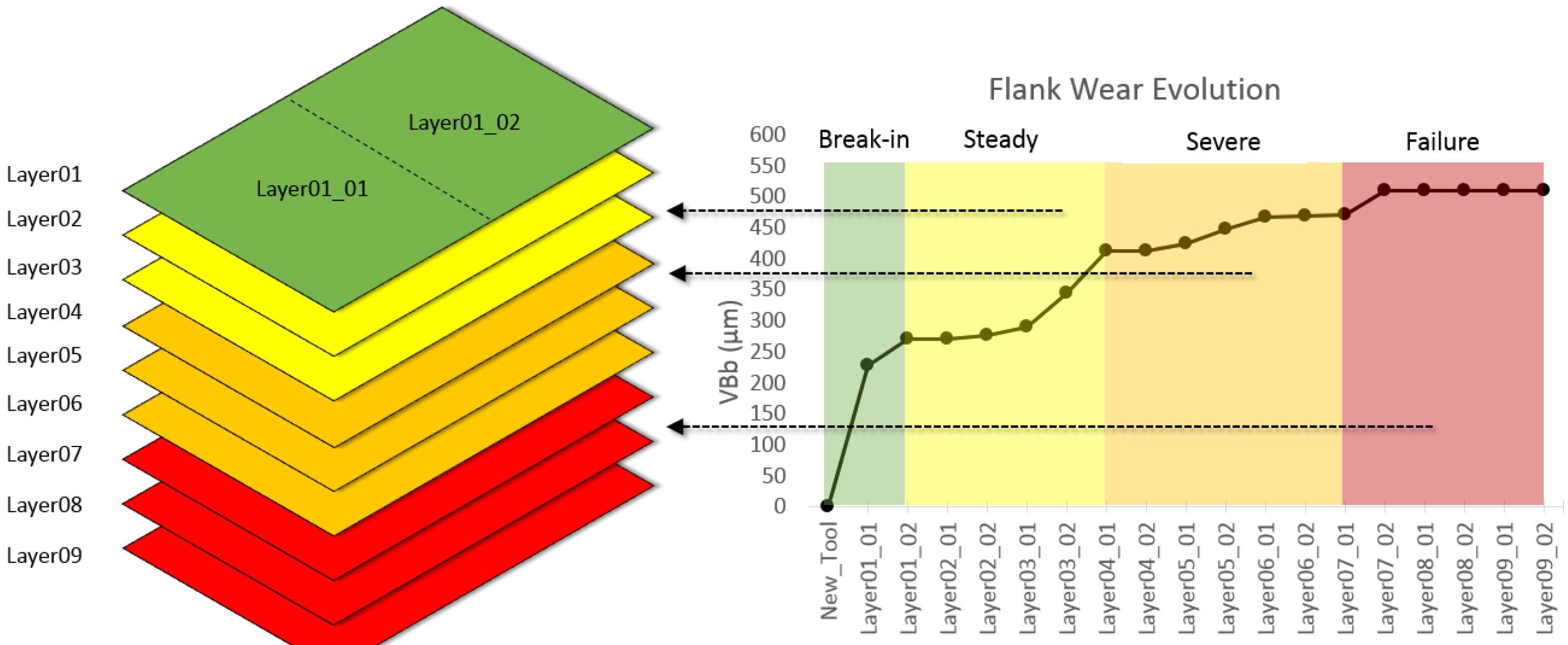
5.1.2. Tool Wear Calculation
5.1.3. Model Creation
5.2. Model Training and Testing
5.2.1. Model Training
5.2.2. Model Testing
5.3. Online Validation
6. Conclusions and Further Work
- An online tool wear classification system built in terms of a monitoring infrastructure, dedicated to performing dry milling on steel while capturing force signals in real time, and a computing architecture, assembled for the real-time assessment of the flank wear based on deep learning.
- An approach based on a very simple mathematical model that converts raw force signals into two-dimensional images (the GASF component) that, when used as input to an off-the-shelf CNN architecture, exploits internal spatial structures encoding edge devastation for reporting tool wear progression during dry machining on steel.
- An end-to-end smart system that exploits big data for the development of online indirect tool condition monitoring that is free of feature engineering, a signal analyst or image processing expertise. An offline test has successfully reported an accuracy of followed by an online validation that classifies force signals acquired in real time from a new milling process.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Federal Ministry of Education and Research. Project of the Future: Industry 4.0. 2017. Available online: https://industrie40.vdma.org/en/ueber-uns (accessed on 30 August 2018).
- Lasi, H.; Fettke, P.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Zhong, Y.R.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing must embrace big data. Nature 2017, 544, 23–25. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tao, F.; Qi, Q.; Liu, A.; Kisiak, A. Data-driven smart manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Sharp, M.; Ak, T.; Hedberg, T. A survey of the advancing use and development of machine learning in smart manufacturing. J. Manuf. Syst. 2018, 48, 170–179. [Google Scholar] [CrossRef]
- Tsai, C.-W.; Lai, C.-F.; Chao, H.-C.; Vasilakos, A.V. Big data analytics: A survey. J. Big Data 2015, 2, 21–53. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S. Manufacturing Engineering & Technology; Pearson: London, UK, 2014; ISBN-13 9780133128758. [Google Scholar]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W. Review of tool condition monitoring methods in milling processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2509–2523. [Google Scholar] [CrossRef]
- García-Ordás, M.T.; Alegre, E.; Gonzáles-Castro, V.; Alaiz-Rodríguez, R. A computer vision approach to analyze and classify tool wear level in milling processes using shape descriptors and machine learning techniques. Int. J. Adv. Manuf. Technol. 2017, 90, 1947–1961. [Google Scholar] [CrossRef]
- Navarro, M.D.; Meseguer, M.D.; Sánchez, A.I.; Gutiérrez, S.C. Tool wear study in edge trimming on basalt fibre reinforced plastics. Procedia Manuf. 2017, 13, 259–266. [Google Scholar] [CrossRef]
- Prado, M.T.; Pereira, A.; Pérez, J.A.; Mathia, T.G. Methodology for tool wear analysis by electrical measuring during milling of AISI H13 and its impact on surface morphology. Procedia Manuf. 2017, 13, 356–363. [Google Scholar] [CrossRef]
- Sanchez, Y.; Trujillo, F.J.; Sevilla, L.; Marcos, M. Indirect Monitoring Method of Tool Wear using the Analysis of Cutting Force during Dry Machining of Ti Alloys. Procedia Manuf. 2017, 13, 623–630. [Google Scholar] [CrossRef]
- Krishnakumar, P.; Rameshkumar, K.; Ramachandran, K.I. Tool Wear Condition Prediction Using Vibration Signals in High Speed Machining (HSM) of Titanium (Ti-6Al-4V) Alloy. Procedia Comput. Sci. 2015, 50, 270–275. [Google Scholar] [CrossRef]
- Krishnakumar, P.; Rameshkumar, K.; Ramachandran, K.I. Feature level fusion of vibration and acoustic emission signals in tool condition monitoring using machine learning classifiers. Int. J. Progn. Health Manag. 2018, 9, 1–15. [Google Scholar]
- Kong, D.; Chen, Y.; Li, N. Force-based tool wear estimation for milling process using Gaussian mixture hidden Markov models. Int. J. Adv. Manuf. Technol. 2017, 92, 2853–2865. [Google Scholar] [CrossRef]
- Luo, B.; Wang, H.; Liu, H.; Li, B.; Peng, F. Early Fault Detection of Machine Tools Based on Deep Learning and Dynamic Identification. IEEE Trans. Ind. Electron. 2018, 66, 509–518. [Google Scholar] [CrossRef]
- Jia, F.; Lei, Y.; Guo, L.; Lin, J.; Xing, S. A neural network constructed by deep learning technique and its application to intelligent fault diagnosis of machines. Neurocomputing 2018, 272, 619–628. [Google Scholar] [CrossRef]
- Deng, L. A tutorial survey of architectures, algorithms, and applications for deep learning. APSIPA Trans. Signal Inf. Process. 2014, 3. [Google Scholar] [CrossRef] [Green Version]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef] [PubMed]
- LeCun, Y.; Bottou, L.; Bengio, Y.; Haffner, P. Gradient-based learning applied to document recognition. Proc. IEEE 1998, 86, 2278–2324. [Google Scholar] [CrossRef] [Green Version]
- Jing, L.; Zhao, M.; Li, P.; Xu, X. A convolutional neural network based feature learning and fault diagnosis method for the condition monitoring of gearbox. Measurement 2017, 111, 1–10. [Google Scholar] [CrossRef]
- Janssens, O.; Slavkovikj, V.; Vervisch, B.; Stockman, K.; Loccufier, M.; Verstockt, S.; Van de Walle, R.; Van Hoecke, S. Convolutional Neural Network Based Fault Detection for Rotating Machinery. J. Sound Vib. 2016, 377, 331–345. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R.X. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Weimer, D.; Scholz-Reiter, B.; Shpitalni, M. Design of deep convolutional neural network architectures for automated feature extraction in industrial inspection. CIRP Ann. 2016, 65, 417–420. [Google Scholar] [CrossRef]
- Wang, P.; Ananya; Yan, R.; Gao, X.R. Virtualization and deep recognition for system fault classification. J. Manuf. Syst. 2017, 44, 310–316. [Google Scholar] [CrossRef]
- Shevchik, S.A.; Kenel, C.; Leinenbach, C.; Wasmer, K. Acoustic emission for in situ quality monitoring in additive manufacturing using spectral convolutional neural networks. Addit. Manuf. 2018, 21, 598–604. [Google Scholar] [CrossRef]
- Aghazadeh, F.; Tahan, A.; Thomas, M. Tool condition monitoring using spectral subtraction and convolutional neural networks in milling process. Int. J. Adv. Manuf. Technol. 2018, 98, 3217–3227. [Google Scholar] [CrossRef]
- Kothuru, A.; Nooka, S.; Liu, R. Audio-Based Tool Condition Monitoring in Milling of the Workpiece Material With the Hardness Variation Using Support Vector Machines and Convolutional Neural Networks. J. Manuf. Sci. Eng. 2018, 140, 111006. [Google Scholar] [CrossRef]
- Shi, C.; Panoutsos, G.; Luo, B.; Hongqi, L.; Li, B.; Lin, X. Using multiple feature spaces-based deep learning for tool condition monitoring in ultra-precision manufacturing. IEEE Trans. Ind. Electron. 2018. [Google Scholar] [CrossRef]
- Khan, S.; Yairi, T. A review on the application of deep learning in system health management. Mech. Syst. Signal Process. 2018, 107, 241–265. [Google Scholar] [CrossRef]
- Li, S.; Liu, G.; Tang, X.; Lu, J.; Hu, J. An Ensemble Deep Convolutional Neural Network Model with Improved D-S Evidence Fusion for Bearing Fault Diagnosis. Sensors 2018, 17, 1729. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Jin, Y.; Jiri, G. Predicting tool wear with multi-sensor data using deep belief networks. Int. J. Adv. Manuf. Technol. 2018. [Google Scholar] [CrossRef]
- Wu, J.; Su, Y.; Cheng, Y.; Shao, X.; Deng, C.; Liu, C. Multi-sensor information fusion for remaining useful life prediction of machining tools by adaptive network based fuzzy inference system. Appl. Soft Comput. 2018, 68, 13–23. [Google Scholar] [CrossRef]
- Madhusudana, C.K.; Kumar, H.; Narendranath, S. Face milling tool condition monitoring using sound signal. Int. J. Syst. Assur. Eng. Manag. 2017, 8, 1643–1653. [Google Scholar] [CrossRef]
- Kilundu, B.; Dehombreux, P.; Chiementin, X. Tool wear monitoring by machine learning techniques and singular spectrum analysis. Mech. Syst. Signal Process. 2011, 25, 400–415. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, Y.; Qiao, H.; Li, D.; Zhou, H.; Leopold, J. Analysis of Feature Extracting Ability for Cutting State Monitoring Using Deep Belief Networks. Procedia CIRP 2015, 31, 29–34. [Google Scholar] [CrossRef]
- Gouarir, A.; Martínez-Arellano, G.; Terrazas, G.; Benardos, P.; Ratchev, S. In-Process Tool Wear Prediction System Based on Machine Learning Techniques and Force Analysis. Procedia CIRP 2018, 77, 501–504. [Google Scholar] [CrossRef]
- Nyquist, H. Certain topics in telegraph transmission theory. IEE Trans. 1928, 47, 617–644. [Google Scholar] [CrossRef]
- Complete Guide to Building a Measurement System. National Instruments. Available online: http://www.ni.com/gate/gb/GB_EKITDAQSYS/US (accessed on 14 August 2018).
- Kistler Multicomponent Dynamometer. Kistler Group. Available online: https://www.kistler.com/en/product/type-9255c/ (accessed on 14 August 2018).
- Ferry, N.; Terrazas, G.; Kalweit, P.; Solberg, A.; Ratchev, S.; Weinelt, D. Towards a Big Data Platform for Managing Machine Generated Data in the Cloud. IEEE Int. Conf. Ind. Inform. 2017, 263–270. [Google Scholar] [CrossRef]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Abadi, M.; Agarwal, A.; Barham, P.; Brevdo, E.; Chen, Z.; Citro, C.; Corrado, G.S.; Davis, A.; Dean, J.; Devin, M.; et al. Tensorflow: Large-scale machine learning on heterogeneous distributed systems. arXiv, 2016; arXiv:1603.04467. [Google Scholar]
- Tensorflow, Convolutional Neural Networks. Available online: https://www.tensorflow.org/tutorials/deep_cnn (accessed on 23 January 2018).
- Krizhevsky, A. Learning Multiple Layers of Features From Tiny Images. Available online: http://www.cs.toronto.edu/~kriz/cifar.html (accessed on 23 January 2018).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CNN Level | Type | Input Size | Kernel Size | Stride | Output Size | Filters |
|---|---|---|---|---|---|---|
| 1 | Convolution | 4 | 64 | |||
| 2 | Pooling | 3 | 64 | |||
| 3 | Convolution | 1 | 64 | |||
| 4 | Pooling | 2 | 64 | |||
| 5 | Fully-connected | 384 | 192 | |||
| 6 | Fully-connected | 192 | 4 |
| Predicted/Actual | Break-In | Steady | Severe | Failure | Total |
|---|---|---|---|---|---|
| Break-in | 102 | 5 | 5 | 112 | |
| Steady | 4 | 88 | 10 | 5 | 107 |
| Severe | 1 | 8 | 71 | 28 | 108 |
| Failure | 6 | 21 | 74 | 101 | |
| Total | 107 | 107 | 107 | 107 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Terrazas, G.; Martínez-Arellano, G.; Benardos, P.; Ratchev, S. Online Tool Wear Classification during Dry Machining Using Real Time Cutting Force Measurements and a CNN Approach. J. Manuf. Mater. Process. 2018, 2, 72. https://doi.org/10.3390/jmmp2040072
Terrazas G, Martínez-Arellano G, Benardos P, Ratchev S. Online Tool Wear Classification during Dry Machining Using Real Time Cutting Force Measurements and a CNN Approach. Journal of Manufacturing and Materials Processing. 2018; 2(4):72. https://doi.org/10.3390/jmmp2040072
Chicago/Turabian StyleTerrazas, German, Giovanna Martínez-Arellano, Panorios Benardos, and Svetan Ratchev. 2018. "Online Tool Wear Classification during Dry Machining Using Real Time Cutting Force Measurements and a CNN Approach" Journal of Manufacturing and Materials Processing 2, no. 4: 72. https://doi.org/10.3390/jmmp2040072