3.1. Dimensional Measurements and Uncertainty Calculation
As stated in
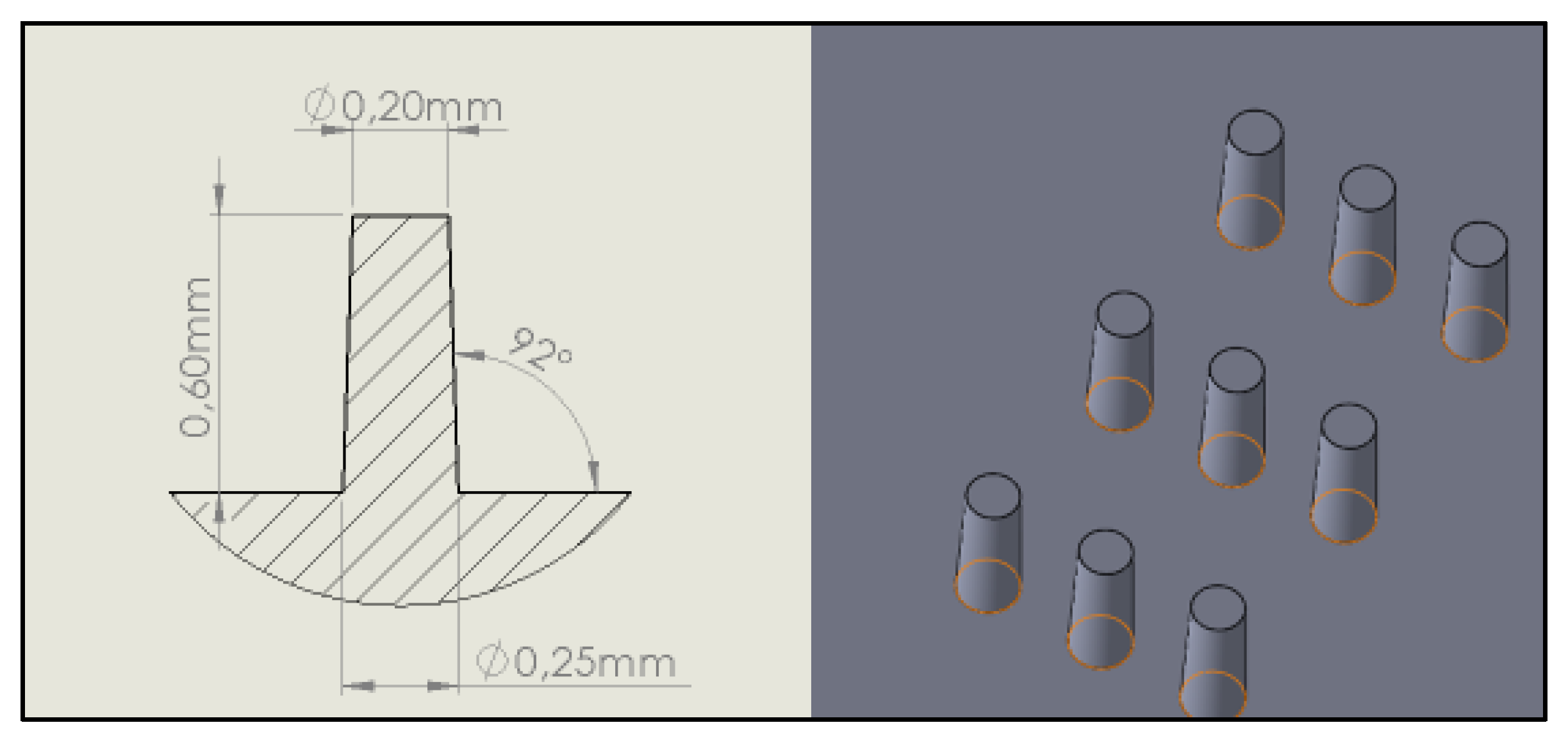
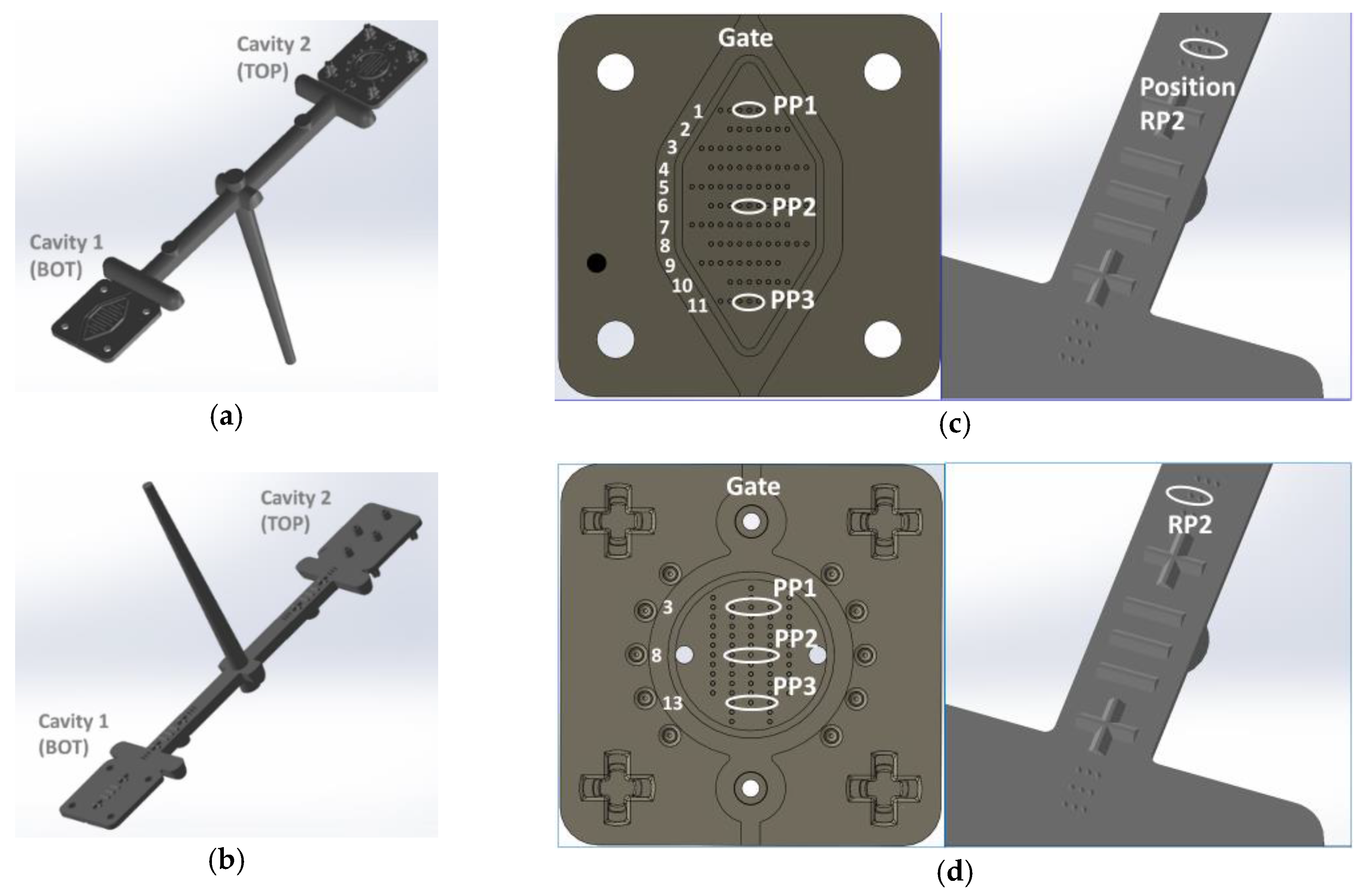
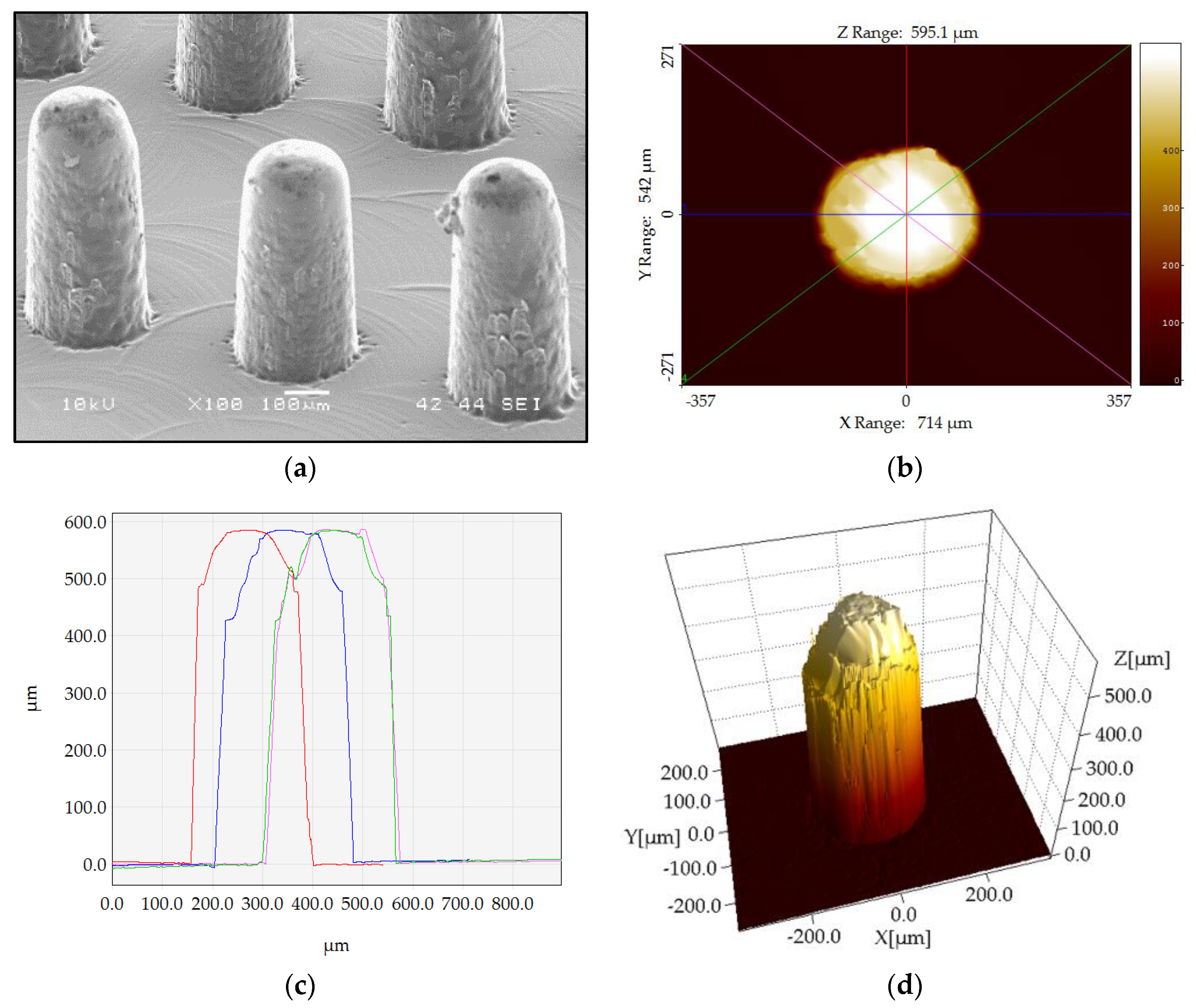
Section 2.3, three collected parts for each experimental run were examined. In order to assess the quality of the parts and of the three pillars per measurement position, as illustrated in
Figure 3, they were examined to provide data for the replication fidelity of the pillars in each area of the parts and the stability of the process.
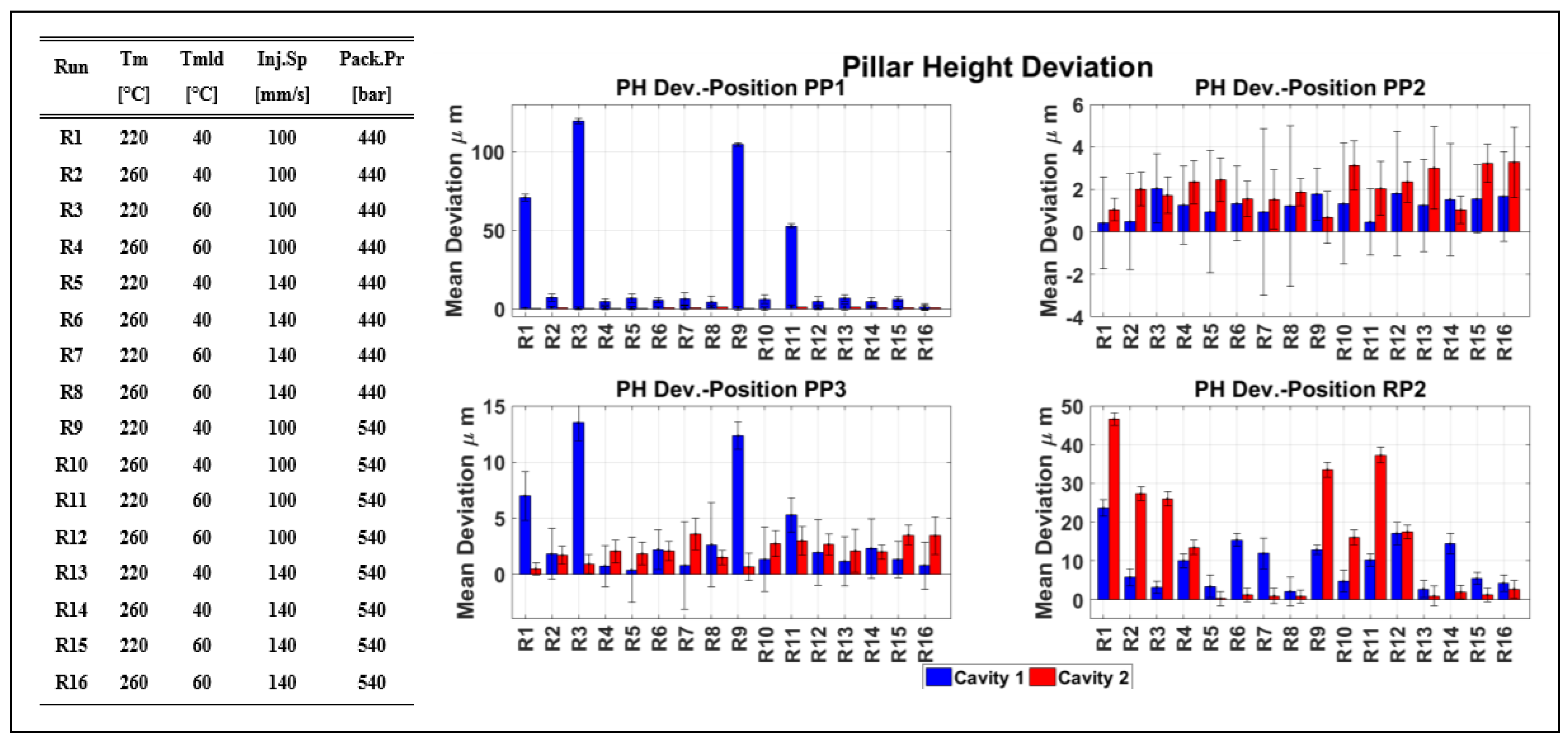
In a preliminary analysis the average pillar height (part) and pillar height deviation per area is presented in
Figure 12 and
Figure 13, respectively, with their respective part measurement uncertainties as described in Equation (1) (U
part) and Equation (3) (U
dev). The uncertainty bars as illustrated on the bar graphs are associated with the combined measurement uncertainty (U
dev) (
Figure 12) from both mold (U
mold) and parts (U
part) (
Figure 10) measurements (Equation (3)) as calculated based in the ISO 15530-3 [
20].
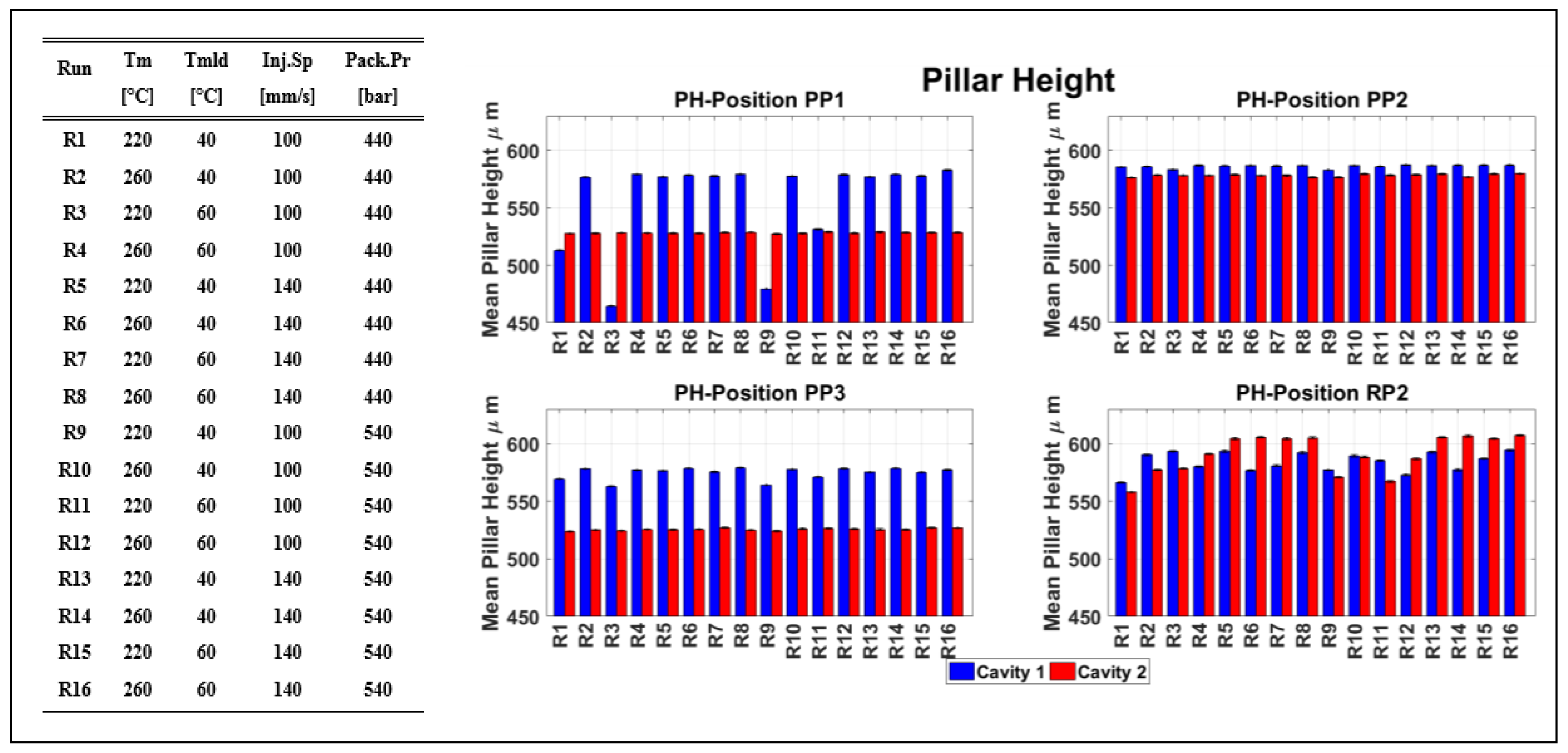
Figure 12 presents the real area pillar height of the biochip, which is homogeneous for most of the experimental runs.
Figure 12 illustrates the replication fidelity of the pillars in both cavities. It is evident that the less replicated pillars are originated to position PP1, and for the experimental runs 1, 3, and 9, where the treatment uses the low value of the Tm parameter, and for runs 3 and 9 where Tmld is also at a low level. In position RP2 though, the μ-pillars positioned at the runners before Cavities 1 and 2 are better replicated for all the experimental runs where the high level of the InjSp parameter was used, as higher injection speed increased the temperature of the molten polymer through the mechanism of shear thinning. In comparison, when the lower level of InjSp was used, the replication fidelity of the μ-pillars in position RP2 was lower due to the thicker cross-section where the shrinkage was larger than the rest of the molded component.
3.2. Product Fingerprint Analysis
The dedicated μ-pillar features positioned on the runner of the molding can be potentially used as product fingerprints, as they can be rapidly measured with an in-line process set up, while already separated from the main component. However, for the on runner μ-pillars to be considered a suitable candidate for product fingerprints, sensitivity and correlation analyses are required in order to assess the sensitivity of the candidates to the process variation and their correlation to the on-part pillars, respectively.
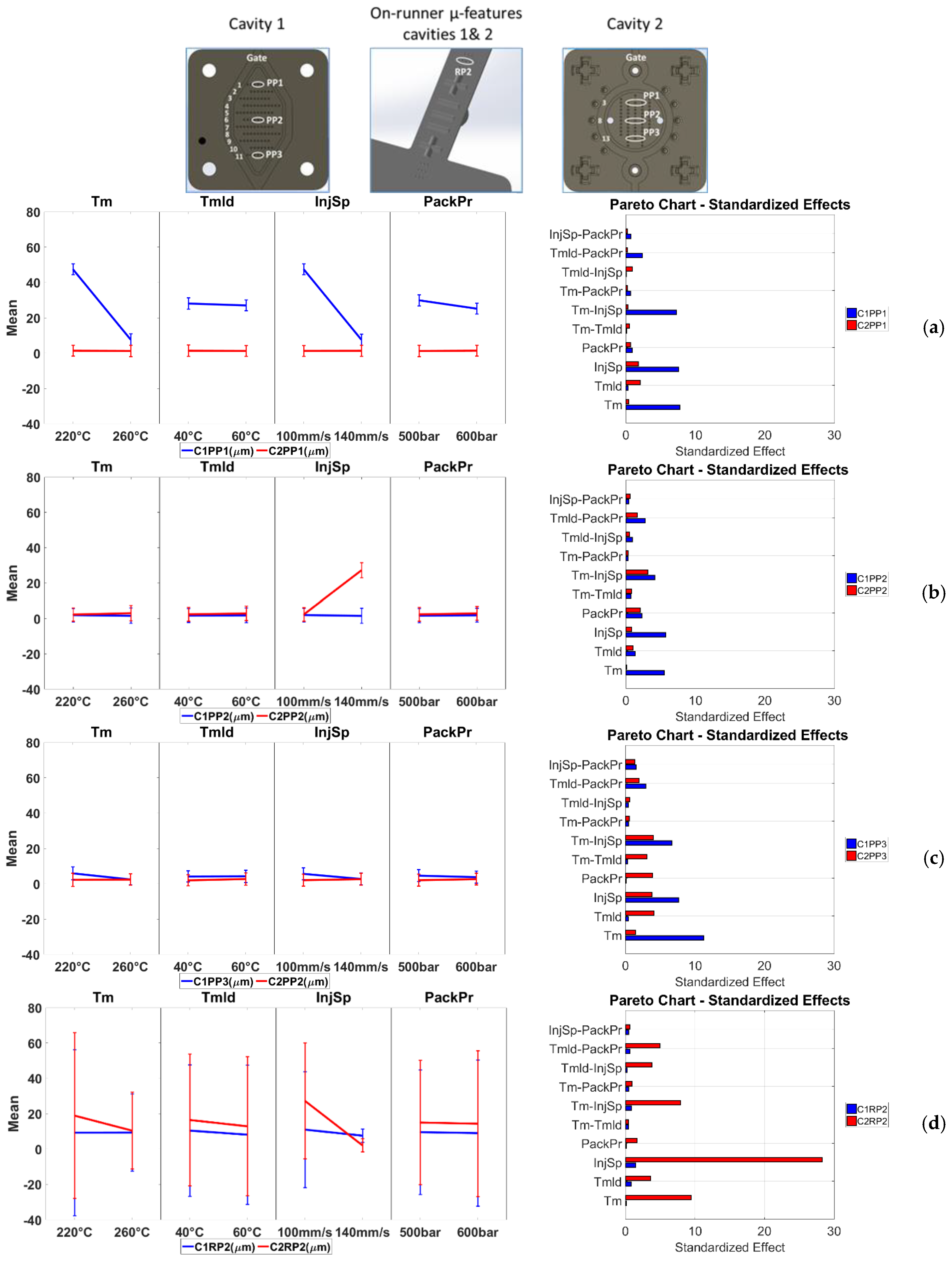
Figure 14 presents the results of the sensitivity analysis for the effects of the process parameter changes. In particular,
Figure 14a presents the results from the μ-pillar arrays height measurement in position PP1 (μ-pillar structures near the gate). From the effect plots it can be seen that the parameter with the greatest influence on the response is the injection speed (InjSp); its increase leads to 39.9 ± 3.2 μm height deviation decrease of the feature height for Cavity 1 and a 0.06 μm height deviation increase for features in Cavity 2. The error bars at the two parameter levels do not overlap, and thus, the effect is considered significant for Cavity 1. The parameter with the second most significant effect is Tm where an increase to its level results to 39.8 ± 3.2 μm height deviation (from mold values) decrease of the μ-pillars. The rest of the parameters all appear to have an influence with the exception of Tmld. However, the error bars at the parameter levels of the Tmld and PackPr parameter effects do overlap indicating that the parameters cannot be considered as significant.
Figure 14b presents the results from the pillar array height deviation measurements in position PP2 (μ-pillar structures in the middle of the part). The main effect plots reveal that the parameter with the greatest influence on the response is the InjSp, where its increase from 100 mm/s to 140 mm/s leads to 24.9 μm increase of the feature height deviation for Cavity 2, which is considered significant. For the rest of the parameters only Tm appears to have an influence; however, none can be seen as significant as the error bar in the main effect plot overlap for the two parameter levels for both cavities.
Figure 14c presents the results from the pillar arrays height deviation measurement in position PP3 (μ-pillar structures far from the gate). However, none of the effects can be considered significant as the error bars do overlap again.
In all three cases, the presented results are supported by the Pareto graphs at the right column of the figure with respect to the parameters (Tm and InjSp) that have the largest effect. The effect of the two-way interaction between Tm and InjSp is smaller from the effects of those two parameters, thus it is considered insignificant.
In comparison to positions PP1, PP2, and PP3 that are located on the molded part, the μ-pillar features in positions RP2 (at the middle of the runner for both Cavities 1 and 2) (
Figure 14d) are less sensitive to process variation than the three previously discussed measurand positions. In the case of C2RP2 (Cavity 2—position RP
2) a level increase in the Tm, Tmld, InjSp, and PackPr parameters results to a feature height deviation decrease of 8.5 μm, 3.6 μm, 25.2 µm, and 0.66 μm, respectively, revealing the influence of the InjSp parameter. In particular, the Pareto chart in
Figure 14d presents the larger influence of InjSp to the measurand C2RP2 in comparison to C1RP2, which is directly connected to the different geometries in Cavities 1 and 2. However, similarly for the results of the feature height deviation from positions C1PP3 and C2PP3 (
Figure 14c), none of the parameters’ effects can be considered significant due to the overlapping of the uncertainty bars in the presented main effects. The reason for the influence of InjSp and Tm lies again in the lower viscosity of the melt. The melt viscosity in combination with the geometry of μ-structure features, has an effect on the replication of the μ-features, as molten polymer at higher injection speeds (InjSp), or melt temperature (Tm) has a lower value of viscosity and can fill the features before a surface frozen layer is formed. When the packing pressure (PackPr) is considered alone, the already formed frozen layer of the polymer cannot be deformed by the higher packing pressure in order to fill the high aspect ratio μ-pillars. From the main effect plots charts, it can be seen that lower height deviation (i.e., better replication) existed mainly at the positions in the middle of the parts and farther from the gate where the response were less sensitive to process variation.
Table 6 presents the measurement uncertainty levels of the main effects shown in
Figure 14.
The μ-pillars in position RP2 are sensitive to process variation (although less than the rest of the measurands), and are thus considered suitable “product fingerprint” candidates. The analysis of the effects for the IM process parameters on the eight measurands has provided some indications on the most suitable possible product fingerprints with respect to their sensitivity to process variation. A product fingerprint though is required to have a high level of correlation with the overall part quality assessed by a measurand. In the current concept, the on runner μ-pillars viability as “product fingerprints” is examined.
Thus, the other μ-pillar positions are disregarded since they resulted in non-suitable product fingerprints. A correlation analysis was carried out to determine the most suitable product fingerprint related to the quality of the on part measurands and from the two on runner measurands. For the analysis, the Pearson correlation ρ coefficient was calculated with the use of Equation (16) [
27].
n is the sample size of the two datasets X and Y (n
1 vectors), x
i and y
i: data points in the vectors;
and
: the sample means of datasets X and Y.
The coefficient ρ can vary between −1 and 1, where −1 indicates a perfect negative correlation and 1 indicates a perfect positive correlation. Instead, a value equal to 0 connotes that no correlation exists between the two compared datasets. In this analysis, all the data points from the three replicates of each treatment of a 24 × 3 full factorial experiment were used for the correlation analysis and the calculation of the absolute Pearson coefficients.
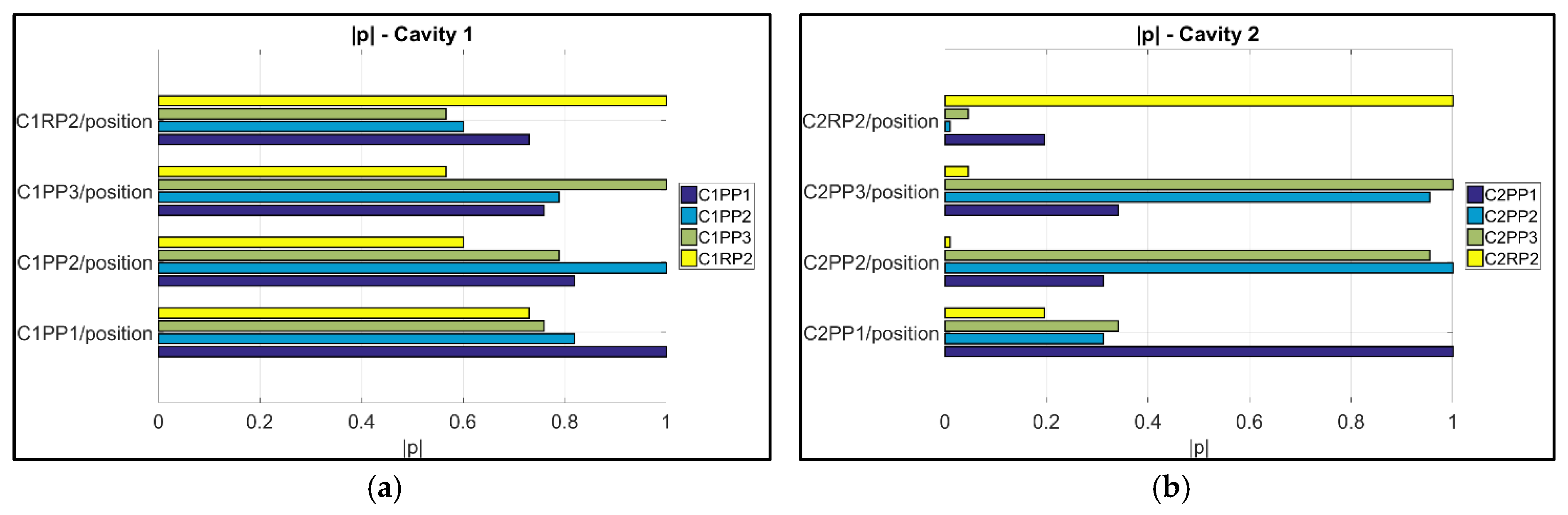
The calculated |
| values for the 32 dataset combinations (16 combinations per cavity) are presented in
Figure 14. High correlations exist for many dataset combinations, though special focus was given in the correlations of the datasets to the dataset originating to positions RP2 from Cavities 1 (C1RP2) and 2 (C2RP2).
Figure 15a is focused on Cavity 1 and it illustrates that the combination dataset with the highest correlation is C1PP1/C1RP2 (|
| = 0.73) (i.e., near the gate/on the runner), followed by C1PP2/C1RP2 (|
| = 0.60) and C1PP3/C1RP2 (|
| = 0.57) (i.e., far from the gate/on the runner), which present a strong correlation for the first combination and moderate correlation for the two consequent ones. Instead, in Cavity 2 no strong correlations exist to the measurands in the cavity, indicating that even though measurand C2RP2 is sensitive to process variations, particularly for injection speed, it is not considered suitable for the quality monitoring of the μ-pillars inside the cavity. Taking into consideration the sensitivity and correlation analyses from measurands in both cavities, only the μ-pillars on the runner of Cavity 1 (C1RP2) can be considered as suitable “product fingerprints” candidate and only for the measurands of Cavity 1.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}